CN107570662B - 一种中间带隔层腔体的压蜡模具 - Google Patents
一种中间带隔层腔体的压蜡模具 Download PDFInfo
- Publication number
- CN107570662B CN107570662B CN201710853893.8A CN201710853893A CN107570662B CN 107570662 B CN107570662 B CN 107570662B CN 201710853893 A CN201710853893 A CN 201710853893A CN 107570662 B CN107570662 B CN 107570662B
- Authority
- CN
- China
- Prior art keywords
- fixing plate
- wax
- assembly
- core assembly
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
本发明公开了一种中间带隔层腔体的压蜡模具,包括型体组件、上型芯组件、下型芯组件、上固定板、下固定板、外圈挡板、上盖板和下盖板;上型芯组件固定在上固定板下部,下型芯组件固定在下固定板上部,型体组件套装在下型芯组件外侧,型体组件上下端分别与上固定板、下固定板限位连接;型体组件与上型芯组件、下型芯组件之间形成蜡模模腔,上型芯组件、下型芯组件之间形成蜡模中间隔层;型体组件和上型芯组件、下型芯组件均由多个可拆装的活块组成。本发明省去了蜡模组焊步骤,提高了蜡模的尺寸精度和表面质量;简化了模具结构,减少了活块的螺接数量,降低了模具加工难度;本发明通过固定板整体凹槽与多个活块定位的方法确保了模具定位的准确性。
Description
技术领域
本发明属于熔模精密铸造领域,具体涉及一种中间带隔层腔体的压蜡模具。
背景技术
熔模精密铸造是一种少量切削的近尺寸成型工艺,可铸造出形状复杂、表面光洁的铸件,蜡模的成型是熔模精密铸造工艺流程的第一步,使用压蜡模具成型蜡模是蜡模成型的方法之一。成型中间带隔层腔体铸件蜡模的压蜡模具其型芯被分隔为中间具有一定间隙的上、下两部分,模具型芯的固定和定位是个难点,此类铸件通常采用两套压蜡模具分别成型隔层和腔体两部分蜡模,通过蜡模组焊的方法将蜡模组合为整体。此方法存在蜡模组焊工作量大、蜡模表面光顺度差、尺寸精度低等问题。
发明内容
本发明的目的是提供一种中间带隔层腔体的压蜡模具,解决蜡模组焊工作量大、蜡模表面光顺度差、尺寸精度低等问题。
本发明的技术方案为:一种中间带隔层腔体的压蜡模具,其特征在于:包括型体组件1、上型芯组件2、下型芯组件3、上固定板7、下固定板4、外圈挡板6、上盖板8和下盖板5;上型芯组件2固定在上固定板7下部,下型芯组件3固定在下固定板4上部,型体组件1套装在下型芯组件3外侧,型体组件1上下端分别与上固定板7、下固定板4限位连接;上盖板8、下盖板5与外圈挡板6套装固定在型体组件1、上固定板7、下固定板4外侧;型体组件1与上型芯组件2、下型芯组件3之间形成蜡模模腔,上型芯组件2、下型芯组件3之间形成蜡模中间隔层;型体组件1和上型芯组件2、下型芯组件3均由多个可拆装的活块组成。
有益效果:本发明省去了蜡模组焊步骤,提高了蜡模的尺寸精度和表面质量;本发明简化了模具结构,减少了活块的螺接数量,降低了模具加工难度;本发明通过固定板整体凹槽与多个活块定位的方法确保了模具定位的准确性;本发明通过翻转机构的设计,实现模具轻松翻转,并确保翻转过程中型腔的稳定性,该组件通用性强,适用于大型模具的翻转。
附图说明
图1为一轴向带隔层腔体钛合金零件示意图;
图2为图1的剖视图;
图3为图1的仰视图;
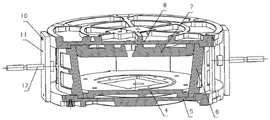
图4为压蜡模具装配剖视图;
图5为型体组件示意图;
图6为上型芯组件示意图;
图7为下型芯组件示意图;
图8为不包括型体组件、上型芯组件、下型芯组件的装配示意图;
图9为图8的中心剖视图;
图10为下固定板结构示意图;
图11为带4个活块的上固定板结构示意图;
图12为上固定板结构示意图。
具体实施方式
为使本发明的目的、内容和优点更加清楚,对本发明的具体实施方式作进一步详细描述。
本发明提供一种中间带隔层腔体的压蜡模具,主要包括成型腔体外型面的型体组件1、成型腔体内型面的上型芯组件2、下型芯组件3、上固定板7、下固定板4、外圈挡板6、上盖板8、下盖板5和翻转机构9;
型体组件1与上型芯组件2、下型芯组件3之间形成蜡模模腔,上型芯组件2、下型芯组件3之间形成蜡模中间隔层;型体组件1和上型芯组件2、下型芯组件3均由多个可拆装的活块组成;选取带有轴向抽插活块的组件做为上型芯组件2,即压蜡模具注蜡方向,选取向中心侧抽活块的组件做为下型芯组件3。压蜡模具注蜡固化后,须从下型芯组件侧抽活块数量多的一端开模,即模具注蜡端转到下方,通过翻转装置9翻转模具后开模。
所述上型芯组件2包括一个主体型块和多个固定在主体型块上表面的小活块,材料为锻铝,主体型块设有定位凸台,主体型块与上固定板7固定连接,小活块采用轴肩搭接配合的方式压装在上固定板7和主体型块之间;
所述下型芯组件3所有活块材料为锻铝,每个活块下端面均设计定位凸台,相邻活块定位凸台组合后成为一个大的定位凸台,每个活块均设置开模槽或起模孔;下型芯组件3设置在下固定板4上,其上的定位凸台与下固定板4的定位凹槽相配合;
所述型体组件1套装在下型芯组件3外侧,为环形结构,包括多个独立活块,材料为锻铝,型体组件的活块上、下端面设置组合式定位止口,并间隔的在单个活块上、下端面设置定位键槽,分别与上固定板7、下固定板4限位连接;
所述上固定板7材料锻铝,包括定位凹槽和定位键,分别与型体组件1上端面定位止口和定位键槽、上型芯组件2定位凸台配合,并通过螺接方式固定上型芯组件2;
所述下固定板4材料为锻铝,包括多个定位凹槽和定位键,分别与型体组件1下端面定位止口和定位键槽、下型芯组件3多个定位凸台配合;
所述外圈挡板6设置在型体组件1、上固定板7、下固定板4外侧;为多个型块构成,材料为锻铝,上、下端面设置锥面凸台,所述上盖板8、下盖板5材料为钢板,包括与外圈挡板6锥面凸台对应的凹槽,上盖板8、下盖板5与外圈挡板6套装在型体组件1、上固定板7、下固定板4外侧,上盖板8、下盖板5周圈装配锁紧螺栓、螺母进行锁紧;
所述翻转装置9成对使用,材料均为钢质材料,包括连接板11、翻转轴12、紧固螺栓10。两个连接板11对称固定在整个模具外侧;使用时翻转轴穿过连接板11中心孔,采用紧固螺栓10将连接板11固定在压蜡模具上盖板8、下盖板7上,同时吊装两个翻转轴12实现模具的翻转。取出蜡模时,需要通过翻转装置将模具翻转,然后拆除翻转装置9、松开锁紧螺栓、依次拆除下盖板5、下固定板4,将下型芯组件3的活块从上部依次取出,然后拆除外圈挡板6、型体组件1的活块;吊起或架起上固定板7拆除上型芯组件2的活块、取出蜡模。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
Claims (10)
1.一种中间带隔层腔体的压蜡模具,其特征在于:包括型体组件(1)、上型芯组件(2)、下型芯组件(3)、上固定板(7)、下固定板(4)、外圈挡板(6)、上盖板(8)和下盖板(5);上型芯组件(2)固定在上固定板(7)下部,下型芯组件(3)固定在下固定板(4)上部,型体组件(1)套装在下型芯组件(3)外侧,型体组件(1)上下端分别与上固定板(7)、下固定板(4)限位连接;上盖板(8)、下盖板与外圈挡板套装固定在型体组件、上固定板、下固定板外侧;型体组件与上型芯组件、下型芯组件之间形成蜡模模腔,上型芯组件、下型芯组件之间形成蜡模中间隔层;型体组件和上型芯组件、下型芯组件均由多个可拆装的活块组成;所述上型芯组件包括一个主体型块和多个固定在主体型块上表面的小活块,主体型块设有定位凸台,主体型块与上固定板固定连接,小活块采用轴肩搭接配合的方式压装在上固定板和主体型块之间。
2.根据权利要求1所述的一种中间带隔层腔体的压蜡模具,其特征在于:选取带有轴向抽插活块的组件做为上型芯组件,即压蜡模具注蜡方向,选取向中心侧抽活块的组件做为下型芯组件。
3.根据权利要求2所述的一种中间带隔层腔体的压蜡模具,其特征在于:压蜡模具注蜡固化后,须翻转模具后开模,即模具注蜡端转到下方。
4.根据权利要求2所述的一种中间带隔层腔体的压蜡模具,其特征在于:所述上型芯组件材料为锻铝。
5.根据权利要求2所述的一种中间带隔层腔体的压蜡模具,其特征在于:所述下型芯组件所有活块材料为锻铝,每个活块下端面均设计定位凸台,相邻活块定位凸台组合后成为一个大的定位凸台,每个活块均设置开模槽或起模孔;下型芯组件设置在下固定板上,其上的定位凸台与下固定板的定位凹槽相配合。
6.根据权利要求1~5任一项所述的一种中间带隔层腔体的压蜡模具,其特征在于:所述型体组件为环形结构,材料为锻铝,型体组件的活块上、下端面设置组合式定位止口,并间隔的在单个活块上、下端面设置定位键槽,分别与上固定板、下固定板限位连接。
7.根据权利要求6所述的一种中间带隔层腔体的压蜡模具,其特征在于:所述上固定板和下固定板材料均为锻铝。
8.根据权利要求1所述的一种中间带隔层腔体的压蜡模具,其特征在于:模具外侧对称固定两个翻转装置。
9.根据权利要求8所述的一种中间带隔层腔体的压蜡模具,其特征在于:翻转装置包括连接板、翻转轴,翻转轴通过连接板与模具外侧固定连接;翻转装置材料均为钢质材料。
10.根据权利要求8所述的一种中间带隔层腔体的压蜡模具,其特征在于:取出蜡模时,需要通过翻转装置将模具翻转,然后拆除翻转装置,依次拆除下盖板、下固定板,将下型芯组件的活块从上部依次取出,然后拆除外圈挡板、型体组件的活块;吊起或架起上固定板拆除上型芯组件的活块、取出蜡模。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710853893.8A CN107570662B (zh) | 2017-09-20 | 2017-09-20 | 一种中间带隔层腔体的压蜡模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710853893.8A CN107570662B (zh) | 2017-09-20 | 2017-09-20 | 一种中间带隔层腔体的压蜡模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107570662A CN107570662A (zh) | 2018-01-12 |
| CN107570662B true CN107570662B (zh) | 2020-02-21 |
Family
ID=61032926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710853893.8A Active CN107570662B (zh) | 2017-09-20 | 2017-09-20 | 一种中间带隔层腔体的压蜡模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN107570662B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112775395A (zh) * | 2020-12-24 | 2021-05-11 | 航天海鹰(哈尔滨)钛业有限公司 | 一种中大尺寸壳体类铸件自锁紧结构熔模模具及锁紧方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110132564A1 (en) * | 2009-12-08 | 2011-06-09 | Merrill Gary B | Investment casting utilizing flexible wax pattern tool |
| CN102717028B (zh) * | 2012-07-05 | 2014-06-18 | 无锡鹰普精密铸造有限公司 | 压蜡机模具 |
| CN202877471U (zh) * | 2012-08-24 | 2013-04-17 | 北京星航机电设备厂 | 一种压蜡模具深腔型孔金属型芯排气抽芯结构 |
| US20140284016A1 (en) * | 2013-03-15 | 2014-09-25 | Coorstek Medical Llc D/B/A Imds | Systems and Methods for Undercut Features on Injected Patterns |
| CN203495133U (zh) * | 2013-07-09 | 2014-03-26 | 贵州安吉航空精密铸造有限责任公司 | 一种框架式钛合金铸件整体蜡模成型模具 |
| CN203418081U (zh) * | 2013-07-19 | 2014-02-05 | 江苏永瀚特种合金技术有限公司 | 一种注蜡模具结构 |
| CN204182860U (zh) * | 2014-11-12 | 2015-03-04 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种蜡模整体成型模具 |
| CN106623772B (zh) * | 2016-12-16 | 2018-11-02 | 中航动力股份有限公司 | 一种航空发动机扩压器整体铸造模具 |
| CN106945205B (zh) * | 2017-03-14 | 2019-04-12 | 株洲中航动力精密铸造有限公司 | 蜡模成型模具 |
-
2017
- 2017-09-20 CN CN201710853893.8A patent/CN107570662B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107570662A (zh) | 2018-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110434283B (zh) | 一种水轮机上冠和外环铸件同箱铸造的方法 | |
| CN107626887B (zh) | 一种中间带隔层腔体的蜡模的成型方法 | |
| CN103909627A (zh) | 全自动脱模的注塑成型模具 | |
| CN107570662B (zh) | 一种中间带隔层腔体的压蜡模具 | |
| CN105903925B (zh) | 可调式圆环铸造模具 | |
| CN201677009U (zh) | 带双面内定位锥孔的中层砂型模具 | |
| CN109590437B (zh) | 一种简易钢球浇注模具组合的浇注工艺 | |
| CN102658358A (zh) | 新型法兰压脚弯管组芯制造工艺 | |
| CN206898321U (zh) | 一种叠箱装置 | |
| CN201313153Y (zh) | 一种新型法兰管件组合模型 | |
| CN203791583U (zh) | 皮尔格轧辊工装 | |
| CN204585527U (zh) | 一种混凝土锥形杆整体脱模的外模 | |
| CN212096817U (zh) | 清水混凝土预制梁生产用的模具 | |
| CN209886639U (zh) | 一种高效的压铸模具挤压销结构 | |
| CN103551524B (zh) | 多槽带轮的泥芯铸槽法及其使用的制芯模具和铸造模具 | |
| CN105834359A (zh) | 重力浇铸机的浇铸模具 | |
| CN106426789A (zh) | 一种可实现稳定快速分型的双分型面结构模具 | |
| CN102211146B (zh) | 超大型铸锻件组合式模具 | |
| CN203739137U (zh) | 全自动脱模的注塑成型模具 | |
| CN201500764U (zh) | 出气冒口造型工装 | |
| CN211164520U (zh) | 分段式装配建筑成型模具 | |
| CN221087236U (zh) | 一种轴承室的浇注模具 | |
| CN205668048U (zh) | 重力浇铸机的浇铸模具 | |
| CN203956011U (zh) | 高合金铸铁烘缸成型模具 | |
| CN208772413U (zh) | 一种用于生产防护螺帽的压铸模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |