CN107471709B - 一种自动剪脚脱帽机构 - Google Patents
一种自动剪脚脱帽机构 Download PDFInfo
- Publication number
- CN107471709B CN107471709B CN201710865343.8A CN201710865343A CN107471709B CN 107471709 B CN107471709 B CN 107471709B CN 201710865343 A CN201710865343 A CN 201710865343A CN 107471709 B CN107471709 B CN 107471709B
- Authority
- CN
- China
- Prior art keywords
- axis direction
- plate
- cutting
- along
- workbench
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
一种自动剪脚脱帽机构,包括机身,所述机身上设有用于切除三角板组上的挂角的切除装置和用于取走出孔柱上的帽子的脱帽装置,且所述切除装置和所述脱帽装置均与控制器相连;本发明能自动完成标牌电镀水口的自动切除工作,使得费时费力的一道生产工序实现了自动化,省时省力,大大降低了标牌生产成本,提高了生产效率,同时也推进了制造业的的自动化进程。
Description
技术领域
本发明涉及一种自动剪脚脱帽机构。
背景技术
目前,我国汽车行业的市场竞争越来越激烈,人工、材料成本越来越高。汽车标牌因具有外观装饰功能和标识功能而广泛应用于各种类型的汽车上。
汽车需要使用的三角板等板体,其生产过程主要包括以下工序:注塑、周转、电镀、切电镀水口和脱帽。
而现有的汽车标牌装配完全是人工操作,工位比较多,在产品生产过程中需用人力太多,存在的缺点主要如下:
(1)存在多次非必要的周转工序,造成额外的浪费;
(2)在各工序中,产品反复取、放容易造成产品划伤、擦毛等缺陷,产生不良率提升,进而增加生产成本;
(3)完成整个工艺流程至少需要2-3人以上,动作多,效率低,人工成本高;
(4)工序多,无形中增加了周转库存。
经过电镀工序后,三角板初步成形,但作为初级产品的三角板的一面上都带有电镀用挂角(电镀时用于连接导线的),且三角板的该面上垂直设有出孔柱,所述出孔柱的底端固定在三角板上,所述出孔柱的顶端套设有用于密封顶端出孔的帽子,所述帽子套设在出孔柱的顶端,且所述帽子呈圆形。挂角需要切除,帽子需要摘除,目前都是人工操作,而切除电镀挂角,摘除帽子的工序尤为费时费力,可从这两道工序入手去解决人力成本太高的问题。
发明内容
为克服上述问题,本发明提供一种自动剪脚脱帽机构。
本发明采用的技术方案是:
一种自动剪脚脱帽机构,包括机身,所述机身上设有用于切除三角板组上的挂角的切除装置和用于取走出孔柱上的帽子的脱帽装置,且所述切除装置和所述脱帽装置均与控制器相连;
所述三角板组包括若干个三角板,每个三角板的下表面上均间隔设有若干个电镀用挂角和若干个出孔柱,所述出孔柱的顶端固定在三角板的下表面上,所述出孔柱的底端垂直向下延伸并套设有用于密封底端出口的帽子;
所述机身包括用于平铺所述三角板的工作台,定义所述工作台的上表面所在的平面内垂直相交的两条直线分别为x轴和y轴,与x轴和y轴均垂直相交的直线为z轴;且定义沿z轴方向为上下方向,沿y轴方向为前后方向,沿x轴方向为左右方向,则:
所述三角板的长度方向沿x轴方向延伸,若干个挂角均沿所述三角板的长度方向排列;所述工作台架设在支架上,所述工作台的上表面上设有用于一一固定各三角板的固定部;所述固定部包括若干个用于一一固定各挂角的挡块,所述挡块位于所述挂角的后方以限制所述三角板沿y轴方向向后退;
所述切除装置包括若干个冲切部,每个挂角均设有一个相配合的冲切部,所述冲切部位于所述挂角的前侧,且所述冲切部包括可沿y轴方向前后移动以切断挂角的切割刀,所述切割刀沿y轴方向向对应的挂角延伸,且切割刀前侧的刀口沿z轴方向的高度与对应挂角的切割线相对齐,切割刀后侧与第一气缸的输出轴相连,且所述第一气缸的输出轴沿y轴方向延伸;所述工作台上正对所述挂角处设有第一开口,所述第一开口与用于收集掉落的挂角的收集箱对准并贯通,且收集箱位于工作台的下方;
所述切除装置还包括从上向下将三角板压在工作台上的压实部;所述压实部设置在所述工作台的上方,所述压实部包括可压住所有三角板的压板,所述压板的下表面上设有若干个一一压住各三角板的压实凸台,所述压实凸台的形状和大小分别与对应的三角板相配合;所述压板的上方与第二气缸的输出轴相连,且所述第二气缸的输出轴沿z轴方向延伸;所述压板还连接有引导所述压板仅沿z轴方向运动的第一导向装置;
所述脱帽装置包括若干个脱帽部,每个所述出孔柱上均对应配有一个所述脱帽部,所述脱帽部包括沿x轴方向延伸的脱帽夹,所述脱帽夹的左端设有可垂直套入所述出孔柱上的叉口,所述叉口对准所述出孔柱,且所述叉口的开口宽度小于所述帽子的外径;所述脱帽夹的右端固定在连接架上,所述连接架的下表面设有滑块,所述滑块可滑动地设置在滑轨上,所述滑轨沿x轴方向延伸,且所述出孔柱位于所述叉口的运动轨迹上;所述工作台上正对所述帽子处设有第二开口,所述第二开口与收集箱对准并贯通;
所述滑轨铺设在安装板上,所述安装板的下方铺设有底板,安装板与底板相平行,且底板固定在机身上;所述底板上固定设有第三气缸,所述第三气缸的输出轴沿z轴方向延伸并与安装板的下表面固定相连,以驱动安装板上下移动;所述安装板还连接有用于引导所述安装板仅沿z轴方向运动的第二导向装置;
第一气缸、第二气缸、第三气缸和第四气缸均与控制器相连。
进一步,第一导向装置包括若干个平行设置的第一导杆,第一导杆的底端均固定在机身上,第一导杆的顶端沿着z轴方向向上贯穿压板并固定在顶板上;所述压板上开设有与第一导杆相配合的第一通孔,且第一导杆通过第一直线轴承与所述第一通孔相连接;顶板与所述工作台相平行,且所述顶板位于所述工作台的正上方。
进一步,第二导向装置包括若干个平行设置的第二导杆,第二导杆的底端均固定在底板上,第二导杆的顶端沿着z轴方向向上贯穿安装板;所述安装板上开设有与第二导杆相配合的第二通孔,且第二导杆通过第二直线轴承与所述第二通孔相连接。
进一步,第二气缸固定在顶板的下表面上。
进一步,所述刀口为坡面。
进一步,所述三角板组包括2个对称设置的三角板。
进一步,所述支架的底部设有便于机身移动的滚轮。
本发明的有益效果是:
本发明能自动完成汽车用三角板的挂角自动切除工作和出孔柱帽子的自动脱帽工作,使得费时费力的一道生产工序实现了自动化,省时省力,大大降低了三角板的生产成本,提高了生产效率,同时也推进了制造业的的自动化进程。
附图说明
图1是本发明的整体结构示意图一;
图2是本发明的正视图;
图3是本发明的整体结构示意图二;
图4是冲切部与三角板的配合示意图;
图5是脱帽装置与三角板的配合示意图;
图6是脱帽装置的结构简图;
图7是冲切部的结构示意图;
图8是脱帽夹的结构示意图。
具体实施方式
下面结合具体实施例对本发明进行进一步描述,但本发明的保护范围并不仅限于此:
参照附图,一种自动剪脚脱帽机构,包括机身1,所述机身1上设有用于切除三角板组上的挂角的切除装置和用于取走出孔柱701上的帽子702的脱帽装置,且所述切除装置和所述脱帽装置均与控制器4相连;控制器4设置在机身1的上方,且控制器4配有显示屏401和控制面板402。
所述三角板组包括若干个三角板7,每个三角板7的下表面上均间隔设有若干个电镀用挂角和若干个出孔柱701,所述出孔柱701的顶端固定在三角板的下表面上,所述出孔柱701的底端垂直向下延伸并套设有用于密封底端出口的帽子702;
所述机身1包括用于平铺所述三角板7的工作台101,定义所述工作台101的上表面所在的平面内垂直相交的两条直线分别为x轴和y轴,与x轴和y轴均垂直相交的直线为z轴;且定义沿z轴方向为上下方向,沿y轴方向为前后方向,沿x轴方向为左右方向,则:
所述三角板7的长度方向沿x轴方向延伸,若干个挂角均沿所述三角板的长度方向排列;所述工作台101架设在支架上,所述工作台101的上表面上设有用于一一固定各三角板7的固定部;所述固定部包括若干个用于一一固定各挂角的挡块213,所述挡块213位于所述挂角的后方以限制所述三角板7沿y轴方向向后退;
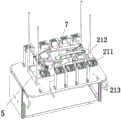
所述切除装置包括若干个冲切部,每个挂角均设有一个相配合的冲切部,所述冲切部位于所述挂角的前侧,且所述冲切部包括可沿y轴方向前后移动以切断挂角的切割刀212,所述切割刀212沿y轴方向向对应的挂角延伸,且切割刀212前侧的刀口沿z轴方向的高度与对应挂角的切割线相对齐,切割刀212的后侧与第一气缸211的输出轴相连,且所述第一气缸211的输出轴沿y轴方向延伸;所述工作台101上正对所述挂角处设有第一开口,所述第一开口与用于收集掉落的挂角的收集箱5对准并贯通,且收集箱5位于工作台101的下方;所述第一气缸211通过气缸架213设置在机身1上。
所述切除装置还包括从上向下将三角板7压在工作台101上的压实部22;所述压实部设置在所述工作台101的上方,所述压实部包括可压住所有三角板7的压板224,所述压板224的下表面上设有若干个一一压住各三角板7的压实凸台225,所述压实凸台225的形状和大小分别与对应的三角板7相配合;所述压板224的上方与第二气缸221的输出轴相连,且所述第二气缸221的输出轴沿z轴方向延伸;所述压板224还连接有引导所述压板224仅沿z轴方向运动的第一导向装置;
所述脱帽装置包括若干个脱帽部,每个所述出孔柱701上均对应配有一个所述脱帽部,所述脱帽部包括沿x轴方向延伸的脱帽夹501,所述脱帽夹501与所述帽子702相平行,所述脱帽夹501的左端设有可垂直套入所述出孔柱701上的叉口,所述叉口对准所述出孔柱,且所述叉口的开口宽度小于所述帽子702的外径,所述帽子702呈圆形,所述帽子702位于脱帽夹501沿z轴方向的下方;所述脱帽夹501的右端固定在连接架502上,所述连接架502的下表面设有滑块503,所述滑块503可滑动地设置在滑轨505上,所述滑轨505沿x轴方向延伸,且所述出孔柱701位于所述叉口的运动轨迹上;所述工作台101上正对所述帽子处设有第二开口,所述第二开口与收集箱5对准并贯通;
所述滑轨505铺设在安装板504上,所述安装板504的下方铺设有底板508,安装板504与底板508相平行,且底板508固定在机身1上;所述底板508上固定设有第三气缸,所述第三气缸的输出轴沿z轴方向延伸并与安装板504的下表面固定相连,以驱动安装板504上下移动,从而通过滑轨505、滑块503和连接架502间接带动脱帽夹501上下移动,以在脱帽夹501迅速向下移动的过程中带动帽子702向下移动并与出孔柱701脱离;所述安装板504还连接有用于引导所述安装板504仅沿z轴方向运动的第二导向装置;
所述连接架502的右侧通过连接杆511与第四气缸510的输出轴相连,所述第四气缸510的输出轴沿x轴方向延伸,以通过连接杆511带动连接架502沿着滑轨505滑轨移动,从而调节叉口沿x轴方向的位置,确保叉口叉住出孔柱701,且第四气缸510固定在安装板504的下表面上;
第一气缸、第二气缸、第三气缸和第四气缸均与控制器相连。
第一导向装置包括若干个平行设置的第一导杆222,第一导杆222的底端均固定在机身1上,第一导杆222的顶端沿着z轴方向向上贯穿压板224并固定在顶板102上;所述压板224上开设有与第一导杆222相配合的第一通孔,且第一导杆222通过第一直线轴承223与所述第一通孔相连接;顶板102与所述工作台101相平行,且所述顶板102位于所述工作台102的正上方。
第二导向装置包括若干个平行设置的第二导杆506,第二导杆506的底端均固定在底板508上,第二导杆506的顶端沿着z轴方向向上贯穿安装板504;所述安装板504上开设有与第二导杆506相配合的第二通孔,且第二导杆506通过第二直线轴承507与所述第二通孔相连接。
第二气缸221固定在顶板102的下表面上。
所述刀口为坡面。
所述三角板组包括2个对称设置的三角板7。
所述机身的底部设1有便于机身1移动的滚轮。
本发明的使用过程为:
步骤1,三角板7定位:
将电镀后初步成型的三角板7按预定位置放置在工作台101上,并确保三角板7精确定位,挡块213从后侧挡住挂角,以给切割刀212提供抵挡。
步骤2:预压
启动第二气缸221,调节压实部移动至三角板7向下移动并压住三角板7,压实凸台225的压实面为橡胶垫,可起到缓冲作用,以保证三角板7不受损伤。
步骤3:冲切
启动第一气缸211,第一气缸211驱动切割刀212向三角板7运动,刀头对挂角进行快速冲切,挂角被切断,并掉入收集箱5内。
步骤4:控制器控制第四气缸动作,调节脱帽夹沿x轴方向的位置,以使叉口套在出孔柱上;控制器控制第三气缸动作,脱帽夹沿z轴方向向下快速运动,并带动帽子脱离出孔柱,帽子顺势掉入收集箱内。
步骤5:复位
启动第二气缸221,调节压实部向上移动并复位,手动取出三角板7。
本发明还设有安全光栅6,安全光栅6与控制器相连,当安全光栅6检测到操作人员的身体探入本发明内时,控制器会停止各部件动作(例如可停止电源),以避免危险发生,安全可靠。
本说明书实施例所述的内容仅仅是对发明构思的实现形式的列举,本发明的保护范围的不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也及于本领域技术人员根据本发明构思所能够想到的等同技术手段。
Claims (7)
1.一种自动剪脚脱帽机构,其特征在于:包括机身,所述机身上设有用于切除三角板组上的挂角的切除装置和用于取走出孔柱上的帽子的脱帽装置,且所述切除装置和所述脱帽装置均与控制器相连;
所述三角板组包括若干个三角板,每个三角板的下表面上均间隔设有若干个电镀用挂角和若干个出孔柱,所述出孔柱的顶端固定在三角板的下表面上,所述出孔柱的底端垂直向下延伸并套设有用于密封底端出口的帽子;
所述机身包括用于平铺所述三角板的工作台,定义所述工作台的上表面所在的平面内垂直相交的两条直线分别为x轴和y轴,与x轴和y轴均垂直相交的直线为z轴;且定义沿z轴方向为上下方向,沿y轴方向为前后方向,沿x轴方向为左右方向,则:
所述三角板的长度方向沿x轴方向延伸,若干个挂角均沿所述三角板的长度方向排列;所述工作台架设在支架上,所述工作台的上表面上设有用于一一固定各三角板的固定部;所述固定部包括若干个用于一一固定各挂角的挡块,所述挡块位于所述挂角的后方以限制所述三角板沿y轴方向向后退;
所述切除装置包括若干个冲切部,每个挂角均设有一个相配合的冲切部,所述冲切部位于所述挂角的前侧,且所述冲切部包括可沿y轴方向前后移动以切断挂角的切割刀,所述切割刀沿y轴方向向对应的挂角延伸,且切割刀前侧的刀口沿z轴方向的高度与对应挂角的切割线相对齐,切割刀后侧与第一气缸的输出轴相连,且所述第一气缸的输出轴沿y轴方向延伸;所述工作台上正对所述挂角处设有第一开口,所述第一开口与用于收集掉落的挂角的收集箱对准并贯通,且收集箱位于工作台的下方;
所述切除装置还包括从上向下将三角板压在工作台上的压实部;所述压实部设置在所述工作台的上方,所述压实部包括可压住所有三角板的压板,所述压板的下表面上设有若干个一一压住各三角板的压实凸台,所述压实凸台的形状和大小分别与对应的三角板相配合;所述压板的上方与第二气缸的输出轴相连,且所述第二气缸的输出轴沿z轴方向延伸;所述压板还连接有引导所述压板仅沿z轴方向运动的第一导向装置;
所述脱帽装置包括若干个脱帽部,每个所述出孔柱上均对应配有一个所述脱帽部,所述脱帽部包括沿x轴方向延伸的脱帽夹,所述脱帽夹的左端设有可垂直套入所述出孔柱上的叉口,所述叉口对准所述出孔柱,且所述叉口的开口宽度小于所述帽子的外径;所述脱帽夹的右端固定在连接架上,所述连接架的下表面设有滑块,所述滑块可滑动地设置在滑轨上,所述滑轨沿x轴方向延伸,且所述出孔柱位于所述叉口的运动轨迹上;所述工作台上正对所述帽子处设有第二开口,所述第二开口与收集箱对准并贯通;
所述滑轨铺设在安装板上,所述安装板的下方铺设有底板,安装板与底板相平行,且底板固定在机身上;所述底板上固定设有第三气缸,所述第三气缸的输出轴沿z轴方向延伸并与安装板的下表面固定相连,以驱动安装板上下移动;所述安装板还连接有用于引导所述安装板仅沿z轴方向运动的第二导向装置;
第一气缸、第二气缸、第三气缸和第四气缸均与控制器相连。
2.如权利要求1所述的一种自动剪脚脱帽机构,其特征在于:第一导向装置包括若干个平行设置的第一导杆,第一导杆的底端均固定在机身上,第一导杆的顶端沿着z轴方向向上贯穿压板并固定在顶板上;所述压板上开设有与第一导杆相配合的第一通孔,且第一导杆通过第一直线轴承与所述第一通孔相连接;顶板与所述工作台相平行,且所述顶板位于所述工作台的正上方。
3.如权利要求2所述的一种自动剪脚脱帽机构,其特征在于:第二导向装置包括若干个平行设置的第二导杆,第二导杆的底端均固定在底板上,第二导杆的顶端沿着z轴方向向上贯穿安装板;所述安装板上开设有与第二导杆相配合的第二通孔,且第二导杆通过第二直线轴承与所述第二通孔相连接。
4.如权利要求3所述的一种自动剪脚脱帽机构,其特征在于:第二气缸固定在顶板的下表面上。
5.如权利要求4所述的一种自动剪脚脱帽机构,其特征在于:所述刀口为坡面。
6.如权利要求5所述的一种自动剪脚脱帽机构,其特征在于:所述三角板组包括2个对称设置的三角板。
7.如权利要求6所述的一种自动剪脚脱帽机构,其特征在于:所述支架的底部设有便于机身移动的滚轮。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710865343.8A CN107471709B (zh) | 2017-09-22 | 2017-09-22 | 一种自动剪脚脱帽机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710865343.8A CN107471709B (zh) | 2017-09-22 | 2017-09-22 | 一种自动剪脚脱帽机构 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107471709A CN107471709A (zh) | 2017-12-15 |
| CN107471709B true CN107471709B (zh) | 2023-06-16 |
Family
ID=60586559
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710865343.8A Active CN107471709B (zh) | 2017-09-22 | 2017-09-22 | 一种自动剪脚脱帽机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN107471709B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109177079A (zh) * | 2018-09-25 | 2019-01-11 | 中骏森驰汽车零部件(湖北)有限公司 | 一种防擦条水口切除装置 |
| CN116021252A (zh) * | 2023-03-29 | 2023-04-28 | 中电科风华信息装备股份有限公司 | 一种b柱摄像头自动脱帽装置及其操作方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1787777A (en) * | 1926-12-10 | 1931-01-06 | Parke Davis & Co | Capsule machine |
| EP0139792A1 (en) * | 1983-10-04 | 1985-05-08 | Hudson Machinery Corporation | Apparatus for trimming flash |
| JP3433524B2 (ja) * | 1994-08-26 | 2003-08-04 | マツダ株式会社 | 部品着脱型ロボット及びロボットによる部品着脱方法 |
| CN206124243U (zh) * | 2016-08-31 | 2017-04-26 | 党正 | 一种全自动切粘一体机 |
| CN207359680U (zh) * | 2017-09-22 | 2018-05-15 | 中骏森驰汽车零部件(湖北)有限公司 | 一种自动剪脚脱帽机构 |
-
2017
- 2017-09-22 CN CN201710865343.8A patent/CN107471709B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107471709A (zh) | 2017-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108326608B (zh) | 一种分度旋转自动开槽机 | |
| CN107471709B (zh) | 一种自动剪脚脱帽机构 | |
| CN203409842U (zh) | 一种前后风挡饰条自动冲切机 | |
| CN204673956U (zh) | 便于收集废料的全自动切水口机台 | |
| CN108890781B (zh) | 一种智能自动送料裁断机 | |
| CN213796888U (zh) | 一种吸塑托盘的二次精确分切装置 | |
| CN106113121B (zh) | 自动上料分切机的切断装置 | |
| CN202684173U (zh) | 一种电梯梯级去毛刺机 | |
| CN207480785U (zh) | 一种裁切机 | |
| CN201189678Y (zh) | 用于在线型材切割的无屑切割机 | |
| CN107471272B (zh) | 一种汽车标牌电镀水口的自动切除机 | |
| CN207289055U (zh) | 一种钢板切割机 | |
| CN205969163U (zh) | 自动上料分切机的供料切断机构 | |
| CN104972691A (zh) | 一种瓦楞纸压线开槽装置 | |
| CN103921410A (zh) | 精密自动铣料头机构 | |
| CN205834064U (zh) | 一种盘条调直断料机 | |
| CN204869517U (zh) | 热塑件水口剪切装置 | |
| CN201189675Y (zh) | 一种蜂窝纸芯自动生产线用剪切机构 | |
| CN210435143U (zh) | 一种汽车铭牌水口自动冲压剪切装置 | |
| CN100586671C (zh) | 一种蜂窝纸芯自动生产线用剪切机构 | |
| CN106272590B (zh) | 自动上料分切机的供料切断机构 | |
| CN203141783U (zh) | 精密自动铣料头机构 | |
| CN109637804B (zh) | 一种自动绕线机 | |
| CN111644693A (zh) | 光伏边框双料切割系统 | |
| CN207359680U (zh) | 一种自动剪脚脱帽机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |