CN1072538C - 薄板坯连铸用浸入式水口 - Google Patents
薄板坯连铸用浸入式水口 Download PDFInfo
- Publication number
- CN1072538C CN1072538C CN97195649A CN97195649A CN1072538C CN 1072538 C CN1072538 C CN 1072538C CN 97195649 A CN97195649 A CN 97195649A CN 97195649 A CN97195649 A CN 97195649A CN 1072538 C CN1072538 C CN 1072538C
- Authority
- CN
- China
- Prior art keywords
- cross
- distribution plate
- flow distribution
- section
- submersed nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
Abstract
一种从浇包(3)重力送出熔融合金或金属液(2)的浸入式水口(1),板坯(4)在带冷却壁的薄壁结晶器(5)中形成,水口有与上浇包(3)相连其下端有两水口孔(9,9’)的扁平状扩流嘴(8)的竖直管段(6)。扩流嘴(8)有一块构成两水口孔(9,9’)分流道(6,6’)的中心分流板(14),其最高高度上的液流横截面积(10)小于管(6)的横截面积(11)。指向结晶器窄侧壁的扩流嘴内侧壁(12,12’)向下远离垂直轴(13)时与该轴形成角α≤7.5°。分流板(14)的下部缩窄与垂直轴(13)形成角β≤7.5°。
Description
本发明涉及一种薄板坯连铸用浸入式水口。确切地说,本发明涉及一种从浇包中以尽可能最佳的方式导流出熔融合金或金属液的浸入式水口,其中所述浇包具有一个几乎固定不变的且无旋涡流地将金属液送往一个在板坯头或板坯弯液面下方的水平面的塞口,而所述板坯是在一个冷却结晶器中凝固成型的。
薄壁结晶器是众所周知的,它是由四块垂直延伸的且在其横截面上的两个侧面长度明显大于另外两个侧面长度的壁板构成的。人们还知道,为了将从熔炼容器中向下输出的熔融金属尤其是钢水注入结晶器中而采用了一根被称为“浸入式水口”的连接管,之所以称其为“浸入式水口”是因为水口下端沉浸在结晶器内的熔池中,并且尽可能地使所述水口适应于同一结晶器的薄的尺寸以保持与冷却壁有一段足够的距离。因此,在技术上通常采用薄板坯连铸用浸入式水口,其下部具有矩形、多边形或椭圆形的水平横截面且其水口孔板指向窄侧壁和/或向下指。
但是,这些现有技术中的浸入式水口没有解决本领域文献所广泛记载的、由于各种原因引起的这类技术的各种典型缺陷。特别是,流出浸入式水口的液流有仅仅外部凝固而在成型的板坯的液芯内循环流动的趋势,因此它呈现出反流向表面的态势,因而在熔池表面特别是薄壁结晶器窄侧壁附近产生了驻波。因此,结晶器润滑渣通常将聚集在波形液面的下部而没有盖住波峰,结果造成缺乏润滑或者润滑渣分布状况不好,从而引起结晶器磨损以及板坯表面质量差以及可能造成裂纹的成型板坯在结晶器内的不良热交换。
另外,涡流又返回熔池的区域呈现出了明显的弯液面,粉末颗粒和润滑渣颗粒很容易裹在成型板坯内,这又是引起裂纹和其它表面缺陷的原因。在结晶器液面内的涡流还是引起水口磨损并由此缩短了水口使用寿命的重要原因。
在水口孔处可能出现的液流扰动与旋涡对板坯中发生的凝固过程有着负面影响,其中所述板坯应该沿平行于结晶器窄侧壁的方向逐步且尽可能均匀地凝固。相反地,人们希望获得金属液输送稳定性并希望液流相对板坯纵轴尽可能对称地分布且在水平横截面内具有最大的均匀性。
还要注意这样的不便之处,即由于氧化物存在于熔融合金或金属液中且它们有沉积在水口内表面上的趋势,这样一来就改变了水口形状且不利地影响了流道横截面。
除了上面提到的不便之处外(当液流在各流道横截面中缓慢流动时,它将更变得更麻烦),当熔融合金或金属液流动加快时即在结晶器内成型板坯的高拉坯速率下和/或板坯横截面较大的情况下,其它上述不便之处变得更糟糕,因而在各流道横截面中特别是在水口孔处出现了高流速。
无论如何,以上提到的所有麻烦在任何已知的浸入式水口或浇口中都存在,它们以不同方式不利地影响着成型板坯的连铸和冷却的正确发展趋势,结果造成最终产品质量变差。
因此,本发明的目的是提供一种浸入式水口或浇口,通过根据逐渐缩短的离水口孔的距离而逐渐地且尽可能地降低经过横截面的液流流速的方式克服了上述缺点,由此获得了相对垂直轴对称的且能够更容易地在成型板坯的液芯内消散其动能的稳定液流,并将液面中的旋涡流减少到最低程度。在浸入式水口内使液流流动加快,直到横截面缩小到一定程度后,在保持扩流嘴下部充满金属液的状态下,使液流平静地缓慢下来。
通过本发明的一种通过重力从一个具有几乎固定不变的塞口的浇包中送出熔融合金或金属液的浸入式水口,可以实现本发明的目的。根据本发明,板坯在带冷却壁的结晶器中由具有液面高度的熔池形成,所述结晶器是由四块基本垂直延伸的且其水平横截面的两个侧面的长度明显大于另外两个侧面的长度的壁板构成的,浸入式水口包括一段与上浇包相连的且向下与底部带水口孔的扁平分流部或扩流嘴相连的竖直上管,所述水口孔开口距离结晶器壁一定距离地形成的板坯的表面下方的由一道分流板形成的相对两条隔断的分流道,其特征在于,在最高横截面内的扩流嘴表面积小于上管表面积;扩流嘴具有面向结晶器窄侧壁的内侧壁,所述内侧壁相对垂直轴从上向下地偏离对称扩展而与该轴形成了一个小于或等于7.5°的角α,分流板的下部向结晶器窄侧壁收缩,由此在其侧壁和该垂直轴之间形成了两个小于或等于7.5°的角β。
根据一个实施例,分流板从与水口孔处于同一水平面内的扩流嘴底部起伸向扩流嘴的最高窄横截面,从而形成了两条在垂直于熔融合金或金属液流向的方向上从上到下地或至少从该分流板具有最大宽度的且所述侧壁从其开始接近垂直轴的区域起向下地具有横截面积增大的流道。
根据另一个实施例,基本上与扩流嘴的最高窄横截面同高度的分流板上端通过一个锥形配合部与上管相连,并在上管和侧壁从其开始收缩的分流板最大区域之间设有扩展的分流板上侧壁。
根据再一个实施例,扩展的上侧壁与垂直轴形成了一个大于或等于α的角,该分流道的起始点因此具有不变的或缩小的并由此造成液流增大加快的横截面,直到分流板的最大宽度区为止。
根据还一个实施例,在管的上部设有液流控制面。
根据又一个实施例,管直接与浇包底部通过凸缘连接,在该浇包中设有液流控制面。
根据另一个实施例,管通过本身公知的方式通过凸缘与在浇包底部的液流控制拉杆装置相连。
根据以下参见附图地对本发明的一个非限定实施例的描述,本领域普通技术人员将会更透彻地理解本发明的浸入式水口或浇口的上述这些和其它的特点、优点和目的,其中:
图1示出浸入薄壁结晶器中的本发明水口的纵截面,其中所述截面是平行于结晶器宽侧面的中央平面。
图2示出浸入结晶器中的水口的纵截面,所述截面是一个平行于结晶器窄侧面的表面II-II。
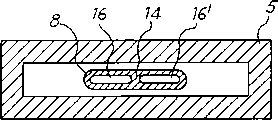
图3示出沿图2的III-III线的截面。
参见图1,浸入式水口1通过重力送入盛放在上浇包3中的熔融合金或金属液2,所述浇包具有一个几乎固定不变的塞口,在薄壁结晶器5内形成了一块板坯4,所述结晶器具有冷却壁且它是由四块垂直延伸的壁板构成的,而在水平横截面内,两块壁板比另外两块壁板长许多。尽管图3示出了结晶器具有标准矩形的横截面,但是结晶器可以具有微凸形或多角形壁板,在不脱离本发明浸入式水口特征的情况下,它的纵走向甚至可以略微偏离图2所示的标准垂直方向。
浸入式水口具有一段竖直圆管6,它通过已知方式与上浇包3相连。可以在浸入式水口的上部设置一个液流控制面7,所述水口向下延伸并在以下所称的扩流嘴8中经过一个带扁平分流部的配合部18,所述扩流嘴8具有下水口孔9、9’。扩流嘴8保证与结晶器壁保持预定距离地在结晶器5内成型的板坯内并在液面17下送入熔融材料(这就是浸入式水口的由来)。板坯4是如此形成的,即其凝固壁从上到下地增厚,而其内芯必须仍然是液态的或者是尚未完全凝固的。
在扩流嘴8内还设有一个中心分流板14,它与扩流嘴的宽侧壁形成一体用于在两个隔开的分流道16内分送金属液流,所述分流道16的末端是两个用于向下排出钢水的水口孔9、9’。
在扩流嘴的最高高度上即在与圆管6相接的配合部18的末端上,最好流道横截面10与分流板14的上端横截面相同,尽管这并不是本发明的主要技术特征。
根据本发明,这样的横截面10的面积小于那个等于上管6横截面区的面积11。图2中清楚地示出了这一条件。值得注意的是,尽管配合部18的侧壁在图1中即在平行于结晶器宽侧壁的横截面内看起来是向下扩展的,但它们在其它截面内是收缩的,由此形成横截面向下缩小。
另外,扩流嘴8的内侧壁12、12’向着薄壁结晶器5窄侧壁地向下扩展并分别与一个其所偏离的垂直轴13形成了一个小于或等于7.5°的角α。
根据本发明,分流板14的下部15、15’沿着面对薄壁结晶器5窄侧壁的侧面收缩,由此与垂直轴13形成了一个小于或等于7.5°的角β。应该理解的是,假设满足上述条件的话,则角β可能等于或不等于角α。
由分流板14的对置侧形成的两条分流道16、16’,它们具有一个垂直于向下增强的液流的横截面,但没有使液流更容易离开侧壁。由于对角α、β的限制,避免了液流分散。结果,在这两条分流道16、16’内的流速是在技术上相对所需的水口孔9、9’的流出速率能够获得的最高速率。
在流体动力方面,本发明的浸入式水口或浇口在金属液流面前实际上就象一个对应于横截面11的收缩腔,确切地说,它就象一个在横截面11和收缩横截面10之间的收缩腔。因而,液流具有最大的加速度。然后,液流从其横截面10开始逐渐沿着两条分流道16、16’减速向下流动,但液流始终保持与侧壁接触。但有利的是,沿具有分流板14扩展面的上部流速仍在增大以使两条分流道16、16’中没有氧化物沉积,而当液流流动过缓或者太早减速流动时,这样的氧化物沉积已经出现在这个区域内。为此,这两条分流道16、16’的横截面面积最好在扩流嘴的最高横截面10和分流板的最宽横截面之间继续缩小。假设如图1所示的那样设置所述边缘19、19’且这些边缘以一个等于或大于角α的角度倾斜,则例如可以通过如此设置上述分流板14的上部区域来获得上述条件。这样一来,由于离开分流板14的上边缘19、19’而开始形成的分流道16、16’的两个上部区域将在位于有效扩流嘴8内的扩展区起点之前略微收缩。
本领域的普通技术人员可以根据以上所述的本发明浸入式水口实施例并在不超出本发明范围的前提下做出可能的补充内容和/或修改方
Claims (7)
1.一种通过重力从一个具有几乎固定不变的塞口的浇包(3)中送出熔融合金或金属液(2)的浸入式水口,板坯(4)在带冷却壁的结晶器(5)中由具有液面高度(17)的熔池形成,所述结晶器是由四块基本垂直延伸的且其水平横截面的两个侧面的长度明显大于另外两个侧面的长度的壁板构成的,浸入式水口(1)包括一段与上浇包(3)相连的且向下与底部带水口孔(9,9’)的扁平分流部或扩流嘴(8)相连的竖直上管(6),所述水口孔开口距离结晶器(5)壁一定距离地形成的板坯(4)的表面(17)下方的由一道分流板(14)形成的相对两条隔断的分流道(16,16’),其特征在于,在最高横截面(10)内的扩流嘴(8)表面积小于上管(6)表面积;扩流嘴(8)具有面向结晶器(5)窄侧壁的内侧壁(12,12’),所述内侧壁相对垂直轴(13)从上向下地偏离对称扩展而与该轴形成了一个小于或等于7.5°的角α,分流板(14)的下部向结晶器窄侧壁收缩,由此在其侧壁(15,15’)和该垂直轴之间形成了两个小于或等于7.5°的角β。
2.如权利要求1所述的浸入式水口,其特征在于,分流板(14)从与水口孔(9,9’)处于同一水平面内的扩流嘴(8)底部起伸向扩流嘴(8)的最高窄横截面(10),从而形成了两条在垂直于熔融合金或金属液流向的方向上从上到下地或至少从该分流板具有最大宽度的且所述侧壁(15,15’)从其开始接近垂直轴的区域起向下地具有横截面积增大的流道(16,16’)。
3.如权利要求2所述的浸入式水口,其特征在于,基本上与扩流嘴(8)的最高窄横截面同高度的分流板(14)上端通过一个锥形配合部(18)与上管(6)相连,并在上管(6)和侧壁(15,15’)从其开始收缩的分流板(14)最大区域之间设有扩展的分流板(14)上侧壁(19,19’)。
4.如权利要求3所述的浸入式水口,其特征在于,扩展的上侧壁(19,19’)与垂直轴形成了一个大于或等于α的角,该分流道(16,16’)的起始点因此具有不变的或缩小的并由此造成液流增大加快的横截面,直到分流板(14)的最大宽度区为止。
5.如权利要求1-4中的任一项所述的浸入式水口,其特征在于,在管(6)的上部设有液流控制面(7)。
6.如权利要求1-4中的任一项所述的浸入式水口,其特征在于,管(6)直接与浇包(3)底部通过凸缘连接,在该浇包中设有液流控制面。
7.如权利要求1-4中的任一项所述的浸入式水口,其特征在于,管(6)通过本身公知的方式通过凸缘与在浇包(3)底部的液流控制拉杆装置相连。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI96A001243 | 1996-06-19 | ||
| IT96MI001243A IT1284035B1 (it) | 1996-06-19 | 1996-06-19 | Tuffante per la colata continua di bramme sottili |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1222104A CN1222104A (zh) | 1999-07-07 |
| CN1072538C true CN1072538C (zh) | 2001-10-10 |
Family
ID=11374446
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97195649A Expired - Lifetime CN1072538C (zh) | 1996-06-19 | 1997-06-16 | 薄板坯连铸用浸入式水口 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6152336A (zh) |
| EP (1) | EP0925132B1 (zh) |
| JP (1) | JP3919228B2 (zh) |
| CN (1) | CN1072538C (zh) |
| AT (1) | ATE195896T1 (zh) |
| AU (1) | AU717406B2 (zh) |
| BR (1) | BR9709860A (zh) |
| CA (1) | CA2257486C (zh) |
| DE (1) | DE69702984T2 (zh) |
| ES (1) | ES2150781T3 (zh) |
| IT (1) | IT1284035B1 (zh) |
| WO (1) | WO1997048512A1 (zh) |
| ZA (1) | ZA974619B (zh) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19724232C2 (de) * | 1997-06-03 | 1999-04-15 | Mannesmann Ag | Verfahren und Vorrichtung zum Erzeugen von Brammen |
| EP1002600B1 (de) * | 1998-11-20 | 2004-01-21 | SMS Demag AG | Tauchgiessrohr zum Einleiten von Schmelze in eine Kokille zum Stranggiessen insbesondere von Flachprodukten |
| BE1013745A3 (fr) * | 2000-10-10 | 2002-07-02 | Ct De Rech S Metallurg Ass San | Procede et dispositif pour couler en continu de l'acier a composition chimique mixte. |
| DE10203594C1 (de) * | 2002-01-23 | 2003-05-15 | Sms Demag Ag | Tauchausguss für ein einer Gießeinrichtung vorgeschaltetes metallurgisches Gefäß |
| MXPA05009852A (es) * | 2003-03-17 | 2005-12-06 | Vesuvius Crucible Co | Boquilla de entrada sumergida con estabilizacion dinamica. |
| ATE305834T1 (de) * | 2003-08-01 | 2005-10-15 | Hof Te Fiennes N V | Giesssystem und verfahren zum vergiessen von ne- metallschmelzen |
| KR100551997B1 (ko) * | 2003-08-27 | 2006-02-20 | 조선내화 주식회사 | 연속주조용 침지노즐 |
| WO2005021187A1 (en) * | 2003-08-27 | 2005-03-10 | Chosun Refractories Co., Ltd. | Submerged entry nozzle for continuous casting |
| ATE411120T1 (de) | 2005-04-07 | 2008-10-15 | Giovanni Arvedi | Verfahren und system zur herstellung von metallstreifen und -platten ohne kontinuitätsverlust zwischen dem stranggiessen und walzen |
| MX2008000537A (es) | 2005-07-19 | 2008-03-06 | Giovanni Arvedi | Proceso y planta para la fabricacion de placas de acero sin interrupcion. |
| PL1909980T3 (pl) | 2005-07-19 | 2010-02-26 | Giovanni Arvedi | Proces i odpowiednia do niego instalacja technologiczna do wytwarzania w sposób nieprzerwany długich produktów stalowych |
| ATE450332T1 (de) * | 2006-05-11 | 2009-12-15 | Giovanni Arvedi | Tauchgiessrohr zum stranggiessen von stahl |
| DE102009012985A1 (de) * | 2009-03-12 | 2010-09-23 | Salzgitter Flachstahl Gmbh | Gießdüse für eine horizontale Bandgießanlage |
| US8905335B1 (en) * | 2009-06-10 | 2014-12-09 | The United States Of America, As Represented By The Secretary Of The Navy | Casting nozzle with dimensional repeatability for viscous liquid dispensing |
| KR101170673B1 (ko) * | 2010-01-18 | 2012-08-03 | 조선내화 주식회사 | 주조용 침지노즐 및 이를 포함하는 연속 주조 장치 |
| ITMI20112292A1 (it) | 2011-12-16 | 2013-06-17 | Arvedi Steel Engineering S P A | Dispositivo di supporto ed oscillazione per lingottiera in impianti di colata continua |
| WO2015189742A1 (en) * | 2014-06-11 | 2015-12-17 | Arvedi Steel Engineering S.P.A. | Thin slab nozzle for distributing high mass flow rates |
| CN104057077A (zh) * | 2014-07-08 | 2014-09-24 | 华耐国际(宜兴)高级陶瓷有限公司 | 一种高拉速薄板坯浸入式水口 |
| CN104907540B (zh) * | 2015-06-15 | 2017-03-08 | 江苏大学 | 一种带钢水分流器的电渣液态浇注连铸坯的方法 |
| CA3058627A1 (en) * | 2017-05-15 | 2018-11-22 | Vesuvius U S A Corporation | Asymetric slab nozzle and metallurgical assembly for casting metal including it |
| RU2764916C2 (ru) * | 2017-12-04 | 2022-01-24 | Норск Хюдро Аса | Литейное устройство и способ литья |
| TW202000340A (zh) | 2018-06-07 | 2020-01-01 | 日商日本製鐵股份有限公司 | 薄平板鑄造中的鑄模內流動控制裝置及鑄模內流動控制方法 |
| CN111974981B (zh) * | 2019-05-23 | 2023-08-29 | 维苏威集团有限公司 | 浇铸水口 |
| JP7367370B2 (ja) * | 2019-07-31 | 2023-10-24 | セイコーエプソン株式会社 | 液体噴射装置および液体噴射装置の制御方法 |
| CN110918962A (zh) * | 2019-11-18 | 2020-03-27 | 张家港宏昌钢板有限公司 | 一种挡墙式连铸中间包 |
| CN110695349B (zh) * | 2019-11-21 | 2024-03-12 | 辽宁科技大学 | 一种csp薄板坯连铸高拉速浸入式水口及其制造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1989012519A1 (en) * | 1988-06-16 | 1989-12-28 | Davy (Distington) Limited | Refractory feed tube |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4142447C3 (de) * | 1991-06-21 | 1999-09-09 | Mannesmann Ag | Tauchgießrohr - Dünnbramme |
| US5785880A (en) * | 1994-03-31 | 1998-07-28 | Vesuvius Usa | Submerged entry nozzle |
| AT400935B (de) * | 1994-07-25 | 1996-04-25 | Voest Alpine Ind Anlagen | Tauchgiessrohr |
| IT1267284B1 (it) * | 1994-08-08 | 1997-01-28 | Danieli Off Mecc | Scaricatore per colata continua |
| IT1267299B1 (it) * | 1994-09-30 | 1997-01-28 | Danieli Off Mecc | Scaricatore per cristallizzatore per colata continua di bramme sottili |
| DE4436990C1 (de) * | 1994-10-07 | 1995-12-07 | Mannesmann Ag | Tauchgießrohr |
-
1996
- 1996-06-19 IT IT96MI001243A patent/IT1284035B1/it active IP Right Grant
-
1997
- 1997-05-27 ZA ZA9704619A patent/ZA974619B/xx unknown
- 1997-06-16 WO PCT/IT1997/000135 patent/WO1997048512A1/en active IP Right Grant
- 1997-06-16 EP EP97928424A patent/EP0925132B1/en not_active Expired - Lifetime
- 1997-06-16 US US09/194,687 patent/US6152336A/en not_active Expired - Lifetime
- 1997-06-16 ES ES97928424T patent/ES2150781T3/es not_active Expired - Lifetime
- 1997-06-16 BR BR9709860A patent/BR9709860A/pt not_active IP Right Cessation
- 1997-06-16 CN CN97195649A patent/CN1072538C/zh not_active Expired - Lifetime
- 1997-06-16 DE DE69702984T patent/DE69702984T2/de not_active Expired - Lifetime
- 1997-06-16 JP JP50263898A patent/JP3919228B2/ja not_active Expired - Lifetime
- 1997-06-16 AU AU32726/97A patent/AU717406B2/en not_active Expired
- 1997-06-16 AT AT97928424T patent/ATE195896T1/de active
- 1997-06-16 CA CA002257486A patent/CA2257486C/en not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1989012519A1 (en) * | 1988-06-16 | 1989-12-28 | Davy (Distington) Limited | Refractory feed tube |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2150781T3 (es) | 2000-12-01 |
| ITMI961243A1 (it) | 1997-12-19 |
| ITMI961243A0 (zh) | 1996-06-19 |
| CN1222104A (zh) | 1999-07-07 |
| CA2257486C (en) | 2005-03-08 |
| US6152336A (en) | 2000-11-28 |
| AU717406B2 (en) | 2000-03-23 |
| EP0925132B1 (en) | 2000-08-30 |
| EP0925132A1 (en) | 1999-06-30 |
| IT1284035B1 (it) | 1998-05-08 |
| JP3919228B2 (ja) | 2007-05-23 |
| JP2000512909A (ja) | 2000-10-03 |
| AU3272697A (en) | 1998-01-07 |
| BR9709860A (pt) | 1999-08-10 |
| ZA974619B (en) | 1998-01-23 |
| DE69702984D1 (de) | 2000-10-05 |
| CA2257486A1 (en) | 1997-12-24 |
| DE69702984T2 (de) | 2000-12-28 |
| WO1997048512A1 (en) | 1997-12-24 |
| ATE195896T1 (de) | 2000-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1072538C (zh) | 薄板坯连铸用浸入式水口 | |
| CN1035070A (zh) | 双辊连铸机的浇注装置 | |
| US5603860A (en) | Immersed casting tube | |
| ITUD940137A1 (it) | Scaricatore per colata continua | |
| CN102834206A (zh) | 用于铸造的浸入式喷嘴以及包括浸入式喷嘴的连续铸造装置 | |
| RU2127171C1 (ru) | Погружная литейная труба | |
| KR100654889B1 (ko) | 연속주조용 노즐 | |
| CN209918882U (zh) | 一种连铸结晶器浸入式水口 | |
| JPH115144A (ja) | ビームブランクの連続鋳造方法 | |
| JPH03110048A (ja) | タンディッシュストッパー | |
| JPH09108793A (ja) | 連続鋳造方法およびそのストレート浸漬ノズル | |
| JPH04220148A (ja) | 溶湯供給ノズル | |
| JPH10128506A (ja) | 連続鋳造用浸漬ノズル | |
| KR20050016086A (ko) | 비철 금속의 용융된 매스를 푸어링하기 위한 주조 시스템및 푸어링 방법 | |
| US6336575B1 (en) | Submerged nozzle for slab continuous casting moulds | |
| CN218252877U (zh) | 一种连铸用中间包稳流器 | |
| CN218460855U (zh) | 一种高温熔炼钢液稳流装置 | |
| KR101962230B1 (ko) | 개선된 구조의 연속주조용 침지노즐 | |
| SK166399A3 (en) | Method and device for producing slabs | |
| KR100485404B1 (ko) | 박형슬라브를연속주조하기위한부분침수노즐 | |
| JPH10263785A (ja) | 鋳造方法および鋳造金型 | |
| CN2288798Y (zh) | 管式连铸结晶器 | |
| RU2148469C1 (ru) | Устройство для непрерывной разливки металла | |
| KR19990012672U (ko) | 상향토출구를 갖는 연속주조용 침지노즐 | |
| JPS6114051A (ja) | 連続鋳造用浸漬ノズル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20011010 |
|
| CX01 | Expiry of patent term |