CN107097318B - 数控无卡轴旋切机 - Google Patents
数控无卡轴旋切机 Download PDFInfo
- Publication number
- CN107097318B CN107097318B CN201710548225.4A CN201710548225A CN107097318B CN 107097318 B CN107097318 B CN 107097318B CN 201710548225 A CN201710548225 A CN 201710548225A CN 107097318 B CN107097318 B CN 107097318B
- Authority
- CN
- China
- Prior art keywords
- roller
- roll
- cutter
- plate
- rotary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000005540 biological transmission Effects 0.000 claims abstract description 104
- 238000006243 chemical reaction Methods 0.000 claims abstract description 24
- 238000005520 cutting process Methods 0.000 claims description 72
- 238000003825 pressing Methods 0.000 claims description 27
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 239000002023 wood Substances 0.000 description 24
- 230000008859 change Effects 0.000 description 13
- 238000010009 beating Methods 0.000 description 8
- 238000001125 extrusion Methods 0.000 description 8
- 230000009471 action Effects 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000007547 defect Effects 0.000 description 5
- 230000009286 beneficial effect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000011120 plywood Substances 0.000 description 4
- 238000005299 abrasion Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000005336 cracking Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27L—REMOVING BARK OR VESTIGES OF BRANCHES; SPLITTING WOOD; MANUFACTURE OF VENEER, WOODEN STICKS, WOOD SHAVINGS, WOOD FIBRES OR WOOD POWDER
- B27L5/00—Manufacture of veneer ; Preparatory processing therefor
- B27L5/02—Cutting strips from a rotating trunk or piece; Veneer lathes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Manufacture Of Wood Veneers (AREA)
Abstract
本发明公开了一种数控无卡轴旋切机,包括机座、旋刀装置、单辊装置、双辊装置和PLC变频控制系统,其特征在于旋刀装置和单辊装置间设有板压尺装置,旋刀装置两端的机座上端设有固定架,固定架上设有刀架体回转套、斜面轨道和单辊进给传动装置,固定架内侧设有压尺滑道,旋刀装置前部与刀架体回转套连接,后部与动力传动轴铰接,两端分别经双辊进给丝杠与机座上设有的双辊装置相连接,单辊装置两端分别与斜面轨道连接,单辊支架与单辊进给传动装置相连接,双辊装置和单辊进给传动装置分别经PLC变频控制系统控制,本发明具有结构新颖、性能稳定、旋切平缓、旋切精度高、单板成品率高等优点。
Description
技术领域
本发明涉及木工机械技术领域,具体地说是一种数控无卡轴旋切机。
背景技术
众所周知,近年来由于森林匮乏,用于胶合板生产的原木径级较小,加上许多种植木也用于胶合板生产,这样胶合板生产的原材料较以前的生产原木径级逐渐变小,采用传统工艺用单卡轴或双卡轴生产单板,相对的生产成本和生产效率较低,不适应当前的生产需求,基于以上原因开发设计了数控无卡轴旋切机,传统的无卡轴旋切机通过三个传动辊挤紧原木旋转进行旋切,这种结构的实质性不足是:
一、由于以前的无卡轴旋切机在刀刃上方的压尺架前端设有压尺辊,压尺辊直径根据木材切削原理理论上越小越好,但由于压尺辊强度及轴承尺寸的限制,压尺辊直径一般都大于80MM,这样单辊与原木外圆相接触,又要与刀背留有一定的出板间隙,这种结构的单辊中心线都高出刀刃15mm左右,这样单辊与原木的接触挤压区都高出刀刃太高,对旋切的单板没产生真正意义上的挤压,旋切出的单板质量很差。
二、原木在旋切过程中直径逐渐变小,曲率半径逐渐变小,单辊与原木的接触区随直径变小,接触点逐渐变高,这样旋切的单板质量较差,表面光洁度低,厚度大的单板容易产生单板背面背裂,并且,旋切不同树种的木质的硬软不同,生产出的单板厚度误差也较大,因此,到目前为止,市面上的无卡轴旋切的单板很大一部分达不到生产高档胶合板的质量要求,尤其在旋切到小径时单板质量更差。
三、原木在旋切时,由于电机以恒定的出板速度旋切,当木芯很小时,进给速度很快,冲击力较大,严重影响了单双辊的使用寿命。
发明内容
本发明的目的在于解决现有技术的不足,提供一种结构新颖、性能稳定、操作方便、旋切平缓、旋切精度高、单板成品率高、设备使用寿命长的数控无卡轴旋切机。
本发明解决其技术问题所采用的技术方案是:
一种数控无卡轴旋切机,包括机座、旋刀装置、单辊装置、双辊装置和PLC变频控制系统,所述双辊装置经副导轨与机座上设有的付滑座滑动连接,其特征在于所述旋刀装置和单辊装置间设有板压尺装置,所述旋刀装置两端的机座上端设有固定架,所述固定架上设有刀架体回转套、斜面轨道和单辊进给传动装置,所述固定架内侧设有压尺滑道,所述旋刀装置前部两端分别经刀架体与刀架体回转套相连接,后部两端分别与动力传动轴相铰接,所述双辊装置两端分别经双辊进给丝杠与机座上设有的双辊装置相连接,所述单辊装置两端分别经单辊支架与斜面轨道滑动连接,所述单辊支架经单传动辊进给丝杠与单辊进给传动装置相连接,所述双辊装置和单辊进给传动装置分别经PLC变频控制系统控制,所述板压尺装置包括压尺架、压尺回转轴、板压尺、压尺固定板、压尺紧固螺钉、压尺开合油缸、压尺开合转架、压尺回转偏心套和支撑部件,所述压尺架前端设有板压尺和压尺固定板,所述板压尺经压尺固定板和压尺紧固螺钉固定在压尺架上,所述压尺架后部设有压尺开合油缸,后部两端分别设有压尺回转偏心套,前部两端分别与支撑部件固定连接,所述压尺回转轴穿过压尺架后,其两端经压尺回转偏心套和轴承与固定架固定连接,所述支撑部件下端与压尺滑道滑动连接,所述压尺开合油缸与固定在压尺架上的支座相铰接,所述压尺开合油缸的伸缩杆与固定在压尺回转轴上的压尺开合转架相铰接,所述压尺开合油缸与PLC变频控制系统相连接,以利于通过压尺开合油缸驱动压尺开合转架旋转,带动压尺回转轴旋转,压尺回转轴在压尺回转偏心套的偏心作用下,带动压尺架沿着压尺滑道前后位移,进而调整板压尺侧面与旋刀刃在水平面的相对位置,这样不论原木直径变化多大,板压尺和旋刀始终对原木旋切的单板形成真正意义上的挤压旋切,使单板的两端面的光洁度都得到了显著提高,降低了单板背面产生背裂的不足,彻底解决了无卡轴旋切单板质量不达标的实质性技术问题。
本发明所述支撑部件是由调高螺杆、滑座和锁紧螺母组成,所述调高螺杆依次是由支撑球头、螺杆段和旋转段同轴构成,所述滑座下端与压尺滑道滑动连接,所述调高螺杆经支撑球头与滑座上设有的球面凹槽相连接,所述调高螺杆上螺纹连接有压尺架和锁紧螺母,所述压尺架经锁紧螺母固定在调高螺杆上,以达到通过旋转调高螺杆的旋转段,使压尺架沿着螺杆段上升或下降,达到调整板压尺与旋刀刀刃在垂直面内的相对高度,保证单板旋切的精度。
本发明可在所述压尺架上设有板厚调节装置,所述板厚调节装置包括板厚预设定位板、板厚预设气缸、板厚预设限位体以及板厚预设调节螺杆Ⅰ和板厚预设调节螺杆Ⅱ,所述板厚预设限位体固定在压尺回转轴上,所述板厚预设限位体下部设有板厚预设调节螺杆螺纹孔,所述板厚预设调节螺杆Ⅰ和板厚预设调节螺杆Ⅱ上螺接有板厚锁紧螺母,所述板厚预设调节螺杆Ⅰ和所述板厚预设调节螺杆Ⅱ分别与板厚预设限位体螺纹连接,并经板厚锁紧螺母定位,所述板厚预设调节螺杆Ⅰ或所述板厚预设调节螺杆Ⅱ的另一端与板厚预设定位板相抵触定位,所述板厚预设定位板固定在板厚预设气缸的伸缩杆上,所述板厚预设气缸固定在压尺架上,所述板厚预设气缸经PLC变频控制系统控制,以利于根据一根原木里外硬度不同,预设板压尺和旋刀间的两个刀门间隙,在初次旋切原木时,压尺开合油缸带动压尺回转轴旋转,板厚预设气缸带动板厚预设定位板左右移动,使板厚预设定位板与所述板厚预设调节螺杆Ⅰ相抵触,当原木直径变小时,PLC变频控制系统再次调整原木旋切厚度,压尺开合油缸带动压尺回转轴旋转,板厚预设气缸带动板厚预设定位板左右移动,使板厚预设定位板与所述板厚预设调节螺杆Ⅱ相抵触进行旋切,这样不论原木直径变化多大,板压尺和旋刀始终对原木旋切的单板形成真正意义上的挤压旋切,进一步提高了单板的旋切质量。
本发明可在所述板压尺后端设有直线度调节装置,所述直线度调节装置采用直线度螺杆,所述压尺架上沿板压尺直线方向线性阵列设有螺纹穿孔,所述直线度螺杆与螺纹穿孔连接后,端部与板压尺后端相抵触,以达到通过直线度螺杆调节板压尺的直线度和板压尺相对于旋刀的起始相对位置,大大保证了单板的旋切质量。
本发明所述板压尺前端由下端面逐渐向上端面倾斜延伸形成斜面,以达到方便单辊对更小直径的原木进行夹持旋切的作用。
本发明所述单辊装置包括单传动辊、单传动辊齿轮传动箱、单辊驱动电机、单辊进给传动装置、单辊工作台和单辊支架,所述单辊进给传动装置包括单传动辊进给伺服电机、单传动辊进给传动箱、单传动辊进给传动蜗轮蜗杆、单传动辊进给传动杠,所述单传动辊经轴承、轴承支座固定在单辊工作台上,单传动辊经单传动辊齿轮传动箱驱动,以达到传动刚性好、转动平稳、旋转波动小的作用,有利于减小旋切时单板厚度误差,所述单传动辊齿轮传动箱经单传动辊旋转电机驱动,所述单传动辊齿轮传动箱和单传动辊旋转电机均固定在单辊工作台上,所述单辊工作台两端分别与单辊支架固定连接,所述单传动辊进给传动杠经单传动辊进给传动箱内的单传动辊进给传动蜗轮蜗杆与单传动辊进给丝杠相连接,所述单传动辊进给丝杠经单传动辊进给伺服电机驱动,所述单传动辊进给伺服电机经PLC变频控制系统控制,以使PLC变频控制系统控制单传动辊进给伺服电机动作,驱动单传动辊进给传动蜗轮蜗杆和单传动辊进给传动箱旋转并带动单传动辊两端的单传动辊进给丝杠旋转,进而带动单辊工作台40沿着斜面轨道移动,,同时,PLC变频控制系统控制单传动辊齿轮传动箱带动单传动辊旋转,对原木进行旋转夹持,由于单辊工作台移动时通过两端的单辊支架沿着斜面轨道直线滑动和单传动辊进给丝杠旋转进给,保证了单传动辊左右进给同步,减少了正反转间隙,提高了单板质量。
本发明所述双辊装置包括双辊工作台、双辊装置、双传动辊和双辊传动伺服电机,所述双辊装置包括双辊工作台进给伺服电机、动力传动轴、双辊进给丝杠、双辊齿轮传动箱和齿轮进给箱,所述双辊工作台上设有双辊工作台进给伺服电机,所述双辊工作台对应单传动辊的一端设有双传动辊,所述双传动辊经双辊传动伺服电机驱动,所述双辊传动伺服电机经PLC变频控制系统控制,所述动力传动轴两端分别与双辊齿轮传动箱相连接,所述双辊齿轮传动箱经双辊工作台进给伺服电机驱动,所述双辊齿轮传动箱经齿轮进给箱内相啮合的进给齿轮和螺旋锥齿轮与双辊进给丝杠相连接,通过PLC变频控制系统控制双辊工作台进给伺服电机旋转,带动双辊工作台移动,使双辊工作台上的双传动辊与单传动辊同步旋转夹持原木。
本发明所述双辊传动伺服电机和单传动辊进给伺服电机分别采用变频电机,以利于在旋切刚进刀时,速度保持在低速,完全吃刀后切削速度逐渐提升,当木芯减小到设定的直径时,切削速度逐渐下降,实现了变速旋切,达到了旋切平缓,机床冲击力小,大大提高了机床零部件的使用寿命和旋切质量。
本发明所述旋刀装置包括刀架体、装刀盒、旋刀、压刀板、压刀缸、调后角齿轮箱、调后角传动杠、调后角偏心凸轮、调后角拉杆和刀架体回转套,所述刀架体前端顶部设有装刀盒,后端与调后角拉杆相铰接,所述装刀盒内设有旋刀,装刀盒经固定在刀架体上的压刀板相固定,所述压刀板中部与刀架体相连接,上部与装刀盒相抵触,下部与固定在刀架体上的压刀缸相抵触,所述压刀缸经液压电磁阀和液压泵与PLC变频控制系统相连接,以利于通过PLC变频控制系统控制液压泵动作,带动液压缸驱动压刀板的压紧或松开,所述调后角偏心凸轮套在调后角传动杠上,所述调后角偏心凸轮外部与刀架体回转套活动套接,所述刀架体回转套下端与调后角拉杆固定连接,所述调后角传动杠经调后角齿轮箱与齿轮进给箱内的进给齿轮相啮合带动旋转,以利于在进给齿轮转动带动螺旋锥齿轮转动时,螺旋锥齿轮带动双辊进给丝杠转动,双辊进给丝杠拖动双辊工作台移动的同时,进给齿轮还带动调后角齿轮箱转动,通过调后角齿轮箱带动调后角偏心凸轮转动,使刀架体回转套在调后角偏心凸轮的偏心作用下驱动刀架体回转来改变后角变化,使整个后角变化随木芯直径的变化自动改变,解决了原木直径大时后角不变,接触面大,磨损阻力大的缺陷,同时,还能随木径的逐渐缩小,后角也随着逐渐变小,显著提高了单板的表面光洁度。
本发明还可在所述的单辊支架前端线性阵列设有打木芯气缸,所述打木芯气缸经PLC变频控制系统控制,当原木木芯很小时,PLC变频控制系统即指令打木芯气缸动作冲击木芯,将木芯打掉。
本发明由于采用上述结构,具有结构新颖、性能稳定、操作方便、旋切平缓、旋切精度高、单板成品率高、设备使用寿命长等优点。
附图说明
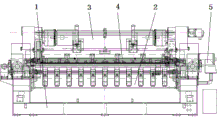
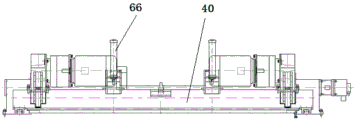
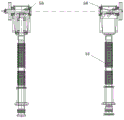
图1是本发明的主视图。
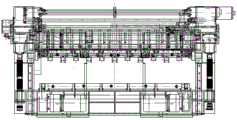
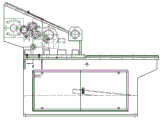
图2是图1的左视图。
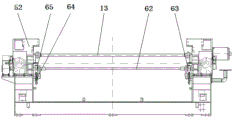
图3是图1的俯视图。
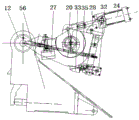
图4是本发明中板压尺装置和旋刀装置的结构示意图。
图5是图4的俯视图。
图6是图4的右视图。
图7是本发明原木大径时的旋切状态图。
图8是本发明原木小径时的旋切状态图。
图9是单辊装置的结构示意图。
图10是图9的左视图。
图11是图9的俯视图。
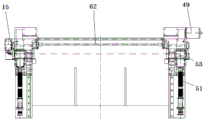
图12是本发明中机座、单辊进给传动装置和双辊装置的进给传动结构示意图。
图13是图12的左视图。
图14是图12的俯视图。
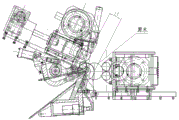
图15是双辊装置中的双辊装置的结构示意图。
图16是本发明中支撑部件的结构示意图。
图17是图5中C-C的剖视图。
图18是图5中B-B的剖视图。
图19是图17中J-J的剖面图(板厚调节装置)。
附图标记:机座1、旋刀装置2、单辊装置3、双辊装置4、PLC变频控制系统5、板压尺装置6、固定架7、刀架体回转套8、斜面轨道9、单辊进给传动装置10、压尺滑道11、刀架体回转套12、动力传动轴13、双辊进给丝杠14、双辊装置15、单辊支架16、斜面轨道17、单传动辊进给丝杠18、压尺架19、压尺回转轴20、板压尺21、压尺固定板22、压尺紧固螺钉23、压尺开合油缸24、压尺开合转架25、压尺回转偏心套26、支撑部件27、调高螺杆28、滑座29、锁紧螺母30、板厚预设定位板31、板厚预设气缸32、板厚预设限位体33、板厚预设调节螺杆Ⅰ34、板厚预设调节螺杆Ⅱ35、直线度螺杆36、单传动辊37、单传动辊齿轮传动箱38、单辊驱动电机39、单辊工作台40、单传动辊进给伺服电机41、单传动辊进给传动箱42、单传动辊进给传动蜗轮蜗杆43、单传动辊进给传动杠44、双辊工作台45、双辊装置15、双传动辊47、双辊传动伺服电机48、双辊装置15、双辊工作台进给伺服电机49、动力传动轴50、双辊进给丝杠51、双辊齿轮传动箱52、齿轮进给箱53、进给齿轮54、螺旋锥齿轮55、刀架体56、装刀盒57、旋刀58、压刀板59、压刀缸60、调后角齿轮箱61、调后角传动杠62、调后角偏心凸轮63、调后角拉杆64、刀架体回转套65、打木芯气缸66、单辊进给传动装置67。
具体实施方式
下面结合附图和实施例对本发明进行说明。
如附图所示,一种数控无卡轴旋切机,包括机座1、旋刀装置2、单辊装置3、双辊装置4和PLC变频控制系统5,所述双辊装置4经副导轨与机座1上设有的付滑座滑动连接,其特征在于所述旋刀装置2和单辊装置3间设有板压尺装置6,所述旋刀装置2两端的机座1上端设有固定架7,所述固定架7上设有刀架体回转套8、斜面轨道9和单辊进给传动装置10,所述固定架7内侧设有压尺滑道11,所述旋刀装置2前部两端分别经刀架体与刀架体回转套12相连接,后部两端分别与动力传动轴13相铰接,所述双辊装置两端分别经双辊进给丝杠14与机座上设有的双辊装置15相连接,所述单辊装置3两端分别经单辊支架16与斜面轨道17滑动连接,所述单辊支架16经单传动辊进给丝杠18与单辊进给传动装置相连接,所述双辊装置15和单辊进给传动装置分别经PLC变频控制系统5控制,所述板压尺装置6包括压尺架19、压尺回转轴20、板压尺21、压尺固定板22、压尺紧固螺钉23、压尺开合油缸24、压尺开合转架25、压尺回转偏心套26和支撑部件27,所述压尺架19前端设有板压尺21和压尺固定板22,所述板压尺21经压尺固定板22和压尺紧固螺钉23固定在压尺架19上,所述压尺架19后部设有压尺开合油缸24,后部两端分别设有压尺回转偏心套26,前部两端分别与支撑部件27固定连接,所述压尺回转轴20穿过压尺架后、其两端经压尺回转偏心套26和轴承与固定架7固定连接,所述支撑部件27下端与压尺滑道11滑动连接,所述压尺开合油缸24与固定在压尺架19上的支座28相铰接,所述压尺开合油缸24的伸缩杆与固定在压尺回转轴20上的压尺开合转架25相铰接,所述压尺开合油缸24与PLC变频控制系统5相连接,以利于通过压尺开合油缸24驱动压尺开合转架25旋转,带动压尺回转轴20旋转,压尺回转轴20在压尺回转偏心套26的偏心作用下,带动压尺架19沿着压尺滑道11前后位移,进而调整板压尺21侧面与旋刀刃在水平面的相对位置,这样不论原木直径变化多大,板压尺21和旋刀始终对原木旋切的单板形成真正意义上的挤压旋切,使单板的两端面的光洁度都得到了显著提高,降低了单板背面产生背裂的不足,彻底解决了无卡轴旋切单板质量不达标的实质性技术问题。
本发明所述支撑部件27是由调高螺杆28、滑座29和锁紧螺母30组成,所述调高螺杆28依次是由支撑球头、螺杆段和旋转段同轴构成,所述滑座29下端与压尺滑道11滑动连接,所述调高螺杆28经支撑球头与滑座29上设有的球面凹槽相连接,所述调高螺杆28上螺纹连接有压尺架19和锁紧螺母30,所述压尺架19经锁紧螺母30固定在调高螺杆28上,以达到通过旋转调高螺杆28的旋转段,使压尺架19沿着螺杆段上升或下降,达到调整板压尺21与旋刀刀刃在垂直面内的相对高度,保证单板旋切的精度。
本发明可在所述压尺架19上设有板厚调节装置,所述板厚调节装置包括板厚预设定位板31、板厚预设气缸32、板厚预设限位体33以及至少2个板厚预设调节螺杆Ⅰ34和板厚预设调节螺杆Ⅱ35,所述板厚预设限位体33固定在压尺回转轴20上,所述板厚预设限位体33下部设有板厚预设调节螺杆螺纹孔,所述板厚预设调节螺杆Ⅰ34和板厚预设调节螺杆Ⅱ35上螺接有板厚锁紧螺母,所述板厚预设调节螺杆Ⅰ34和所述板厚预设调节螺杆Ⅱ35分别与板厚预设限位体33螺纹连接,并经板厚锁紧螺母定位,所述板厚预设调节螺杆Ⅰ34或所述板厚预设调节螺杆Ⅱ35的另一端与板厚预设定位板31相抵触定位,所述板厚预设定位板31固定在板厚预设气缸32的伸缩杆上,所述板厚预设气缸32固定在压尺架19上,所述板厚预设气缸32经PLC变频控制系统5控制,以利于根据一根原木里外硬度不同,预设板压尺和旋刀间的两个刀门间隙,在初次旋切原木时,压尺开合油缸24带动压尺回转轴20旋转,板厚预设气缸32带动板厚预设定位板31左右移动,使板厚预设定位板31与所述板厚预设调节螺杆Ⅰ34相抵触,当原木直径变小时,PLC变频控制系统5再次调整原木旋切厚度,压尺开合油缸24带动压尺回转轴20旋转,板厚预设气缸32带动板厚预设定位板31左右移动,使板厚预设定位板31与所述板厚预设调节螺杆Ⅱ35相抵触进行旋切,这样不论原木直径变化多大,板压尺21和旋刀始终对原木旋切的单板形成真正意义上的挤压旋切,进一步提高了单板的旋切质量。
本发明可在所述板压尺21后端设有直线度调节装置,所述直线度调节装置采用直线度螺杆36,所述压尺架19上沿板压尺21直线方向线性阵列设有螺纹穿孔,所述直线度螺杆36与螺纹穿孔连接后,端部与板压尺21后端相抵触,以达到通过直线度螺杆调节板压尺的直线度和板压尺相对于旋刀的起始相对位置,大大保证了单板的旋切质量。
本发明所述板压尺21前端由下端面逐渐向上端面倾斜延伸形成斜面,以达到方便单辊对更小直径的原木进行夹持旋切的作用。
本发明所述单辊装置包括单传动辊37、单传动辊齿轮传动箱38、单辊驱动电机39、单辊进给传动装置67、单辊工作台40和单辊支架16,所述单辊进给传动装置包括单传动辊进给伺服电机41、单传动辊进给传动箱42、单传动辊进给传动蜗轮蜗杆43、单传动辊进给传动杠44,所述单传动辊37经轴承、轴承支座固定在单辊工作台40上,单传动辊37经单传动辊齿轮传动箱38驱动,以达到传动刚性好、转动平稳、旋转波动小的作用,有利于减小旋切时单板厚度误差,所述单传动辊齿轮传动箱38经单传动辊旋转电机39驱动,所述单传动辊齿轮传动箱38和单传动辊旋转电机39均固定在单辊工作台40上,所述单辊工作台40两端分别与单辊支架16固定连接,所述单传动辊进给传动杠44经单传动辊进给传动箱42内的单传动辊进给传动蜗轮蜗杆43与单传动辊进给丝杠18相连接,所述单传动辊进给丝杠18经单传动辊进给伺服电机39驱动,所述单传动辊进给伺服电机41经PLC变频控制系统5控制,以使PLC变频控制系统控制单传动辊进给伺服电机41动作,驱动单传动辊进给传动蜗轮蜗杆43和单传动辊进给传动箱42旋转并带动单传动辊37两端的单传动辊进给丝杠18旋转,进而带动单辊工作台40沿着斜面轨道17移动,,同时,PLC变频控制系统5控制单传动辊齿轮传动箱38带动单传动辊旋转,对原木进行旋转夹持,由于单辊工作台40移动时通过两端的单辊支架16沿着斜面轨道17直线滑动和单传动辊进给丝杠旋转进给,保证了单传动辊37左右进给同步,减少了正反转间隙,提高了单板质量。
本发明所述双辊装置包括双辊工作台45、双辊装置15、双传动辊47和双辊传动伺服电机48,所述双辊装置15包括双辊工作台进给伺服电机49、动力传动轴50、双辊进给丝杠51、双辊齿轮传动箱52和齿轮进给箱53,所述双辊工作台45上设有双辊工作台进给伺服电机49,所述双辊工作台45对应单传动辊的一端设有双传动辊47,所述双传动辊47经双辊传动伺服电机48驱动,所述双辊传动伺服电机48经PLC变频控制系统5控制,所述动力传动轴50两端分别与双辊齿轮传动箱52相连接,所述双辊齿轮传动箱52经双辊工作台进给伺服电机49驱动,所述双辊齿轮传动箱52经齿轮进给箱53内相啮合的进给齿轮54和螺旋锥齿轮55与双辊进给丝杠51相连接,通过PLC变频控制系统5控制双辊工作台进给伺服电机49旋转,带动双辊工作台45移动,使双辊工作台45上的双传动辊47与单传动辊同步旋转夹持原木。
本发明所述双辊传动伺服电机49和单传动辊进给伺服电机41分别采用变频电机,以利于在旋切刚进刀时,速度保持在低速,完全吃刀后切削速度逐渐提升,当木芯减小到设定的直径时,切削速度逐渐下降,实现了变速旋切,达到了旋切平缓,机床冲击力小,大大提高了机床零部件的使用寿命和旋切质量。
本发明所述旋刀装置2包括刀架体56、装刀盒57、旋刀58、压刀板59、压刀缸60、调后角齿轮箱61、调后角传动杠62、调后角偏心凸轮63、调后角拉杆64和刀架体回转套65,所述刀架体56前端顶部设有装刀盒57,后端与调后角拉杆64相铰接,所述装刀盒57内设有旋刀58,装刀盒57经固定在刀架体56上的压刀板59相固定,所述压刀板59中部与刀架体56相连接,上部与装刀盒57相抵触,下部与固定在刀架体56上的压刀缸60相抵触,所述压刀缸60经液压电磁阀和液压泵与PLC变频控制系统相连接,以利于通过PLC变频控制系统控制液压泵动作,带动液压缸驱动压刀板59的压紧或松开,所述调后角偏心凸轮63套在调后角传动杠62上,所述调后角偏心凸轮63外部与刀架体回转套65活动套接,所述刀架体回转套65下端与调后角拉杆64固定连接,所述调后角传动杠62经调后角齿轮箱61与齿轮进给箱53内的进给齿轮54相啮合带动旋转,以利于在进给齿轮54转动带动螺旋锥齿轮55转动时,螺旋锥齿轮55带动双辊进给丝杠51转动,双辊进给丝杠51拖动双辊工作台40移动的同时,进给齿轮54还带动调后角齿轮箱61转动,通过调后角齿轮箱61带动调后角偏心凸轮转动,使刀架体回转套在调后角偏心凸轮的偏心作用下驱动刀架体回转来改变后角变化,使整个后角变化随木芯直径的变化自动改变,解决了原木直径大时后角不变,接触面大,磨损阻力大的缺陷,同时,还能随木径的逐渐缩小,后角也随着逐渐变小,显著提高了单板的表面光洁度。
本发明还可在所述的单辊支架16前端线性阵列设有打木芯气缸66,所述打木芯气缸66经PLC变频控制系统5控制,当原木木芯很小时,PLC变频控制系统即指令打木芯气缸动作冲击木芯,将木芯打掉。
本发明在工作时,首先根据旋切的单板厚度,预设板压尺的两个刀门间隙,,调整压尺架的高度:旋转支撑部件中的调高螺杆,使压尺架沿着调高螺杆上升或下降,进而调整了调整板压尺与旋刀刀刃在垂直面内的相对高度,然后用锁紧螺母锁紧,再通过压尺开合油缸驱动压尺开合转架旋转,带动压尺回转轴旋转,压尺回转轴在压尺回转偏心套的偏心作用下,带动压尺架经支撑部件沿着压尺滑道前后位移,进而调整板压尺侧面与旋刀刃在水平面的相对位置,这样不论原木直径变化多大,板压尺和旋刀始终对原木旋切的单板形成真正意义上的挤压旋切,使单板的两端面的光洁度都得到了显著提高,降低了单板背面产生背裂的不足;
再调整压尺架上的直线度螺杆,直线度螺杆顶向板压尺,以使板压尺的直线度始终和旋刀的直线度相平行,大大保证了单板的旋切质量;
再根据原木里外硬度不同,预设板压尺和旋刀的两个刀门间隙,即调整压尺架后部的板厚预设调节螺杆Ⅰ和板厚预设调节螺杆Ⅱ, 调整时,先启动 PLC变频控制系统,驱动压尺开合油缸带动压尺开合转架旋转,压尺开合转架经压尺开合转轴带动压尺架旋转,使板厚预设调节螺杆Ⅰ和板厚预设调节螺杆Ⅱ离开板厚预设气缸后,压尺开合气缸停止,即可以人工旋转板厚预设调节螺杆Ⅰ和板厚预设调节螺杆Ⅱ来预设两个刀门间隙,调好后用锁紧螺母锁紧;再次启动压尺开合气缸,使压尺架复位,板厚预设气缸带动板厚预设定位板顶向板厚预设调节螺杆Ⅰ和板厚预设调节螺杆Ⅱ,这样可以根据原木由外到内的质地不同,自动调整旋切厚度,大大提高了单板的旋切质量。
开始旋切前,在PLC变频控制系统的操作屏上,设置好ABCDE五段速度,同时设置好相对应的木材直径,变频速度设好后,再根据木材情况设置好最小木芯直径,同时设置好双辊装置自动返程的距离,上述程序设置好后,开始上木,选择要旋切的单板厚度,上木后,按下操作屏上上的旋切启动键,PLC变频控制系统指令双辊传动伺服电机、单辊驱动电机动作,带动单传动辊和双传动辊旋转, 同时PLC变频控制系统控制单传动辊进给伺服电机动作,驱动单传动辊进给传动蜗轮蜗杆和单传动辊进给传动箱旋转并带动单传动辊两端的单传动辊进给丝杠旋转,进而带动单辊工作台沿着斜面轨道移动,对原木进行旋转夹持,由于单辊工作台移动时通过两端的斜面轨道直线滑动和单传动辊进给丝杠旋转进给,保证了单传动辊左右进给同步,
由于所述双辊齿轮传动箱经齿轮进给箱内相啮合的进给齿轮和螺旋锥齿轮与双辊进给丝杠双辊进给丝杠相连接,双辊进给丝杠双辊进给丝杠即拖动双辊工作台移动,使双辊工作台上的双传动辊与单传动辊同步夹持原木并驱动原木旋转,使原木在旋切过程中,通过旋刀的旋切和板压尺的挤压旋切成单板。
在旋切原木刚进刀时,旋切速度保持在低速,原木完全吃刀后,切削速度逐渐提升,在旋切的过程中, PLC变频控制系统自动控制单辊进给传动装置和双辊装置运行,单辊进给传动装置经进给齿轮转动带动螺旋锥齿轮转动,螺旋锥齿轮带动双辊进给丝杠双辊进给丝杠转动,拖动双辊工作台移动,进给齿轮还带动调后角锥齿轮转动,调后角齿轮箱带动调后角偏心凸轮转动,使刀架体通过调后角拉杆带动刀架体回转套回转来改变刀后角变化,使整个旋刀的后角变化随木芯直径的变化自动改变,解决了原木直径大时后角不变,接触面大,磨损阻力大的缺陷,同时,还能随木径的逐渐缩小,后角也随着逐渐变小,显著提高了单板的表面光洁度;
当木芯减小到设定的直径时,切削速度逐渐下降,PLC变频控制系统自动调整原木旋切厚度,即指令压尺开合油缸带动压尺回转轴旋转,板厚预设气缸带动板厚预设定位板左右移动,使板厚预设定位板与所述板厚预设调节螺杆Ⅱ相抵触进行旋切,这样不论原木直径变化多大,板压尺和旋刀始终对原木旋切的单板的两端面形成真正意义上的挤压旋切,并且还实现了变速旋切,达到了旋切平缓,机床冲击力小,大大提高了机床零部件的使用寿命和旋切质量。
当原木旋切到最小直径时, 即机床移动停止工进,同时开始返程启动,在返程过程中, PLC变频控制系统指令打木芯气缸动作,将小直径的木芯打掉,当机床到达设置的返程位置时停止,即完成了一个工作循环,再二次上木进行一个工作循环。
本发明由于采用上述结构,具有结构新颖、性能稳定、操作方便、旋切平缓、旋切精度高、单板成品率高、设备使用寿命长等优点。
Claims (8)
1.一种数控无卡轴旋切机,包括机座、旋刀装置、单辊装置、双辊装置和PLC变频控制系统,所述双辊装置经副导轨与机座上设有的付滑座滑动连接,其特征在于所述旋刀装置和单辊装置间设有板压尺装置,所述旋刀装置两端的机座上端设有固定架,所述固定架上设有刀架体回转套、斜面轨道和单辊进给传动装置,所述固定架内侧设有压尺滑道,所述旋刀装置前部两端分别经刀架体与刀架体回转套相连接,后部两端分别与动力传动轴相铰接,所述双辊装置两端分别经双辊进给丝杠与机座上设有的双辊装置相连接,所述单辊装置两端分别经单辊支架与斜面轨道滑动连接,所述单辊支架经单传动辊进给丝杠与单辊进给传动装置相连接,所述双辊装置和单辊进给传动装置分别经PLC变频控制系统控制,所述板压尺装置包括压尺架、压尺回转轴、板压尺、压尺固定板、压尺紧固螺钉、压尺开合油缸、压尺开合转架、压尺回转偏心套和支撑部件,所述压尺架前端设有板压尺和压尺固定板,所述板压尺经压尺固定板和压尺紧固螺钉固定在压尺架上,所述压尺架后部设有压尺开合油缸,后部两端分别设有压尺回转偏心套,前部两端分别与支撑部件固定连接,所述压尺回转轴穿过压尺架后,其两端经压尺回转偏心套和轴承与固定架固定连接,所述支撑部件下端与压尺滑道滑动连接,所述压尺开合油缸与固定在压尺架上的支座相铰接,所述压尺开合油缸的伸缩杆与固定在压尺回转轴上的压尺开合转架相铰接,所述压尺开合油缸与PLC变频控制系统相连接,所述支撑部件是由调高螺杆、滑座和锁紧螺母组成,所述调高螺杆依次是由支撑球头、螺杆段和旋转段同轴构成,所述滑座下端与压尺滑道滑动连接,所述调高螺杆经支撑球头与滑座上设有的球面凹槽相连接,所述调高螺杆上螺纹连接有压尺架和锁紧螺母,所述压尺架经锁紧螺母固定在调高螺杆上, 通过旋转调高螺杆的旋转段,使压尺架沿着螺杆段上升或下降,达到调整板压尺与旋刀刀刃在垂直面内的相对高度,所述压尺架上设有板厚调节装置,所述板厚调节装置包括板厚预设定位板、板厚预设气缸、板厚预设限位体以及板厚预设调节螺杆Ⅰ和板厚预设调节螺杆Ⅱ,所述板厚预设限位体固定在压尺回转轴上,所述板厚预设限位体下部设有板厚预设调节螺杆螺纹孔,所述板厚预设调节螺杆Ⅰ和板厚预设调节螺杆Ⅱ上螺接有板厚锁紧螺母,所述板厚预设调节螺杆Ⅰ和所述板厚预设调节螺杆Ⅱ分别与板厚预设限位体螺纹连接,并经板厚锁紧螺母定位,所述板厚预设调节螺杆Ⅰ或所述板厚预设调节螺杆Ⅱ的另一端与板厚预设定位板相抵触定位,所述板厚预设定位板固定在板厚预设气缸的伸缩杆上,所述板厚预设气缸固定在压尺架上,所述板厚预设气缸经PLC变频控制系统控制。
2.根据权利要求1所述的一种数控无卡轴旋切机,其特征在于所述板压尺后端设有直线度调节装置,所述直线度调节装置采用直线度螺杆,所述压尺架上沿板压尺直线方向线性阵列设有螺纹穿孔,所述直线度螺杆与螺纹穿孔连接后,端部与板压尺后端相抵触。
3.根据权利要求1所述的一种数控无卡轴旋切机,其特征在于所述板压尺前端由下端面逐渐向上端面倾斜延伸形成斜面。
4.根据权利要求1所述的一种数控无卡轴旋切机,其特征在于所述单辊装置包括单传动辊、单传动辊齿轮传动箱、单辊驱动电机、单辊进给传动装置、单辊工作台和单辊支架,所述单辊进给传动装置包括单传动辊进给伺服电机、单传动辊进给传动箱、单传动辊进给传动蜗轮蜗杆、单传动辊进给传动杠,所述单传动辊经轴承、轴承支座固定在单辊工作台上,单传动辊经单传动辊齿轮传动箱驱动,所述单传动辊齿轮传动箱经单传动辊旋转电机驱动,所述单传动辊齿轮传动箱和单传动辊旋转电机均固定在单辊工作台上,所述单辊工作台两端分别与单辊支架固定连接,所述单传动辊进给传动杠经单传动辊进给传动箱内的单传动辊进给传动蜗轮蜗杆与单传动辊进给丝杠相连接,所述单传动辊进给丝杠经单传动辊进给伺服电机驱动,所述单传动辊进给伺服电机经PLC变频控制系统控制。
5.根据权利要求4所述的一种数控无卡轴旋切机,其特征在于所述双辊装置包括双辊工作台、双辊装置、双传动辊和双辊传动伺服电机,所述双辊装置包括双辊工作台进给伺服电机、动力传动轴、双辊进给丝杠、双辊齿轮传动箱和齿轮进给箱,所述双辊工作台上设有双辊工作台进给伺服电机,所述双辊工作台对应单传动辊的一端设有双传动辊,所述双传动辊经双辊传动伺服电机驱动,所述双辊传动伺服电机经PLC变频控制系统控制,所述动力传动轴两端分别与双辊齿轮传动箱相连接,所述双辊齿轮传动箱经双辊工作台进给伺服电机驱动,所述双辊齿轮传动箱经齿轮进给箱内相啮合的进给齿轮和螺旋锥齿轮与双辊进给丝杠相连接。
6.根据权利要求5所述的一种数控无卡轴旋切机,其特征在于所述双辊传动伺服电机和单传动辊进给伺服电机分别采用变频电机。
7.根据权利要求1所述的一种数控无卡轴旋切机,其特征在于所述旋刀装置包括刀架体、装刀盒、旋刀、压刀板、压刀缸、调后角齿轮箱、调后角传动杠、调后角偏心凸轮、调后角拉杆和刀架体回转套,所述刀架体前端顶部设有装刀盒,后端与调后角拉杆相铰接,所述装刀盒内设有旋刀,装刀盒经固定在刀架体上的压刀板相固定,所述压刀板中部与刀架体相连接,上部与装刀盒相抵触,下部与固定在刀架体上的压刀缸相抵触,所述压刀缸经液压电磁阀和液压泵与PLC变频控制系统相连接,所述调后角偏心凸轮套在调后角传动杠上,所述调后角偏心凸轮外部与刀架体回转套活动套接,所述刀架体回转套下端与调后角拉杆固定连接,所述调后角传动杠经调后角齿轮箱与齿轮进给箱内的进给齿轮相啮合带动旋转。
8.根据权利要求4所述的一种数控无卡轴旋切机,其特征在于所述的单辊支架前端线性阵列设有打木芯气缸,所述打木芯气缸经PLC变频控制系统控制。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710548225.4A CN107097318B (zh) | 2017-07-06 | 2017-07-06 | 数控无卡轴旋切机 |
| PCT/CN2018/090145 WO2019007185A1 (zh) | 2017-07-06 | 2018-06-06 | 数控无卡轴旋切机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710548225.4A CN107097318B (zh) | 2017-07-06 | 2017-07-06 | 数控无卡轴旋切机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107097318A CN107097318A (zh) | 2017-08-29 |
| CN107097318B true CN107097318B (zh) | 2023-04-11 |
Family
ID=59664463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710548225.4A Active CN107097318B (zh) | 2017-07-06 | 2017-07-06 | 数控无卡轴旋切机 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN107097318B (zh) |
| WO (1) | WO2019007185A1 (zh) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107097318B (zh) * | 2017-07-06 | 2023-04-11 | 山东百圣源集团有限公司 | 数控无卡轴旋切机 |
| CN109366663B (zh) * | 2018-12-02 | 2024-01-26 | 广西容县美坚机械厂 | 一种原木数控无卡旋切一体机及其工艺方法 |
| CN109318329A (zh) * | 2018-12-02 | 2019-02-12 | 广西容县美坚机械厂 | 一种原木数控无卡旋切一体机的单双压辊总成结构 |
| CN111098375B (zh) * | 2020-01-08 | 2024-06-25 | 山东百圣源集团有限公司 | 数控无卡轴旋切装置 |
| CN111528682B (zh) * | 2020-05-31 | 2021-05-25 | 郑益丽 | 一种自动炒菜机 |
| CN113211153B (zh) * | 2021-05-19 | 2024-09-03 | 深圳市新沧海机械有限公司 | 用于旋切设备的刀具进给结构 |
| CN115091575B (zh) * | 2022-07-05 | 2023-09-29 | 山东金轮机械制造有限公司 | 一种无卡旋切机及有卡无卡一体旋切机 |
| CN115674386A (zh) * | 2022-11-22 | 2023-02-03 | 威海汉威人造板机械制造有限公司 | 一种新能源剥皮机 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US458717A (en) * | 1891-09-01 | William schwegman | ||
| SE218457C1 (zh) * | 1962-10-24 | 1968-01-23 | ||
| US4222421A (en) * | 1978-06-27 | 1980-09-16 | Canadian Patents & Development Ltd. | Pressure bar for veneer cutting |
| US5411066A (en) * | 1993-10-29 | 1995-05-02 | Tsuda; Sotaro | Method of producing veneer |
| CN2710864Y (zh) * | 2004-07-20 | 2005-07-20 | 山东东维木工机械有限公司 | 无卡轴旋切机 |
| CN101347944B (zh) * | 2008-08-18 | 2011-06-29 | 山东百圣源集团有限公司 | 数控液压双卡轴旋切机刀门调整装置 |
| CN201279820Y (zh) * | 2008-08-27 | 2009-07-29 | 山东百圣源集团有限公司 | 数控液压双卡轴旋切机刀门调整装置 |
| CN202241512U (zh) * | 2011-05-24 | 2012-05-30 | 山东百圣源集团有限公司 | 旋切机偏旋刀门调整装置 |
| CN204640399U (zh) * | 2015-05-25 | 2015-09-16 | 威海百圣源机械制造技术服务有限公司 | 刀门微调数显装置 |
| CN105216066B (zh) * | 2015-10-27 | 2018-08-14 | 山东百圣源集团有限公司 | 可自动控制变刀门和后角的旋切机 |
| CN105538457A (zh) * | 2016-01-28 | 2016-05-04 | 李玉明 | 板压尺无卡旋切机 |
| CN105643748A (zh) * | 2016-01-28 | 2016-06-08 | 李玉明 | 复合压尺有卡无卡一体旋切机 |
| CN206999211U (zh) * | 2017-07-06 | 2018-02-13 | 山东百圣源集团有限公司 | 数控无卡轴旋切机 |
| CN107097318B (zh) * | 2017-07-06 | 2023-04-11 | 山东百圣源集团有限公司 | 数控无卡轴旋切机 |
-
2017
- 2017-07-06 CN CN201710548225.4A patent/CN107097318B/zh active Active
-
2018
- 2018-06-06 WO PCT/CN2018/090145 patent/WO2019007185A1/zh active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019007185A1 (zh) | 2019-01-10 |
| CN107097318A (zh) | 2017-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107097318B (zh) | 数控无卡轴旋切机 | |
| CN104308538B (zh) | 一种数控锁芯组合机 | |
| CN101708616B (zh) | 有卡无卡一体旋切机的旋切装置 | |
| CN201427337Y (zh) | 全自动数控木工车床 | |
| CN101733413B (zh) | 车削细长锥杆轴用跟刀架 | |
| CN211389249U (zh) | 可调节刀台角度和圆木挤压力的旋切机 | |
| CN210551579U (zh) | 一种分切间距可调节的分切机 | |
| CN211682635U (zh) | 数控无卡轴旋切装置 | |
| CN219190519U (zh) | 一种用于家具制造的木板倒角设备 | |
| CN206999211U (zh) | 数控无卡轴旋切机 | |
| CN107097317B (zh) | 数控无卡轴旋切机板压尺装置 | |
| CN207103943U (zh) | 一种型材表面切槽装置 | |
| CN202428492U (zh) | 一种钢琴弦槌木芯成型机 | |
| CN111098375B (zh) | 数控无卡轴旋切装置 | |
| CN208841584U (zh) | 一种液压裁断机的裁切刀头 | |
| CN114102193A (zh) | 一种便于工件斜孔灵活加工的钻床 | |
| CN206883840U (zh) | 数控无卡轴旋切机板压尺装置 | |
| CN112894388A (zh) | 一种全自动弹子加工机床 | |
| CN209319959U (zh) | 一种旋切机进给量调整装置及安装有该调整装置的旋切机 | |
| CN102490215A (zh) | 钢琴弦槌木芯成形方法和钢琴弦槌木芯成形机 | |
| CN2204697Y (zh) | 地板条双头铣床 | |
| CN201552633U (zh) | 有卡无卡一体旋切机的旋切装置 | |
| CN215468341U (zh) | 一种型材端面铣装置 | |
| CN220480410U (zh) | 一种适合数控断料锯锯片多角度锯切的压料装置 | |
| CN114683369B (zh) | 原木板材自动旋转碎板装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: CNC spindle free rotary cutting machine Effective date of registration: 20231107 Granted publication date: 20230411 Pledgee: SHANDONG WEIHAI RURAL COMMERCIAL BANK Co.,Ltd. Pledgor: SHANDONG BAISHENGYUAN GROUP Co.,Ltd. Registration number: Y2023980064470 |