CN107072756B - 制造预制义齿基托坯的模子 - Google Patents
制造预制义齿基托坯的模子 Download PDFInfo
- Publication number
- CN107072756B CN107072756B CN201580053482.XA CN201580053482A CN107072756B CN 107072756 B CN107072756 B CN 107072756B CN 201580053482 A CN201580053482 A CN 201580053482A CN 107072756 B CN107072756 B CN 107072756B
- Authority
- CN
- China
- Prior art keywords
- mold
- denture base
- base blank
- arch
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/01—Palates or other bases or supports for the artificial teeth; Making same
- A61C13/04—Palates or other bases or supports for the artificial teeth; Making same made by casting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0004—Computer-assisted sizing or machining of dental prostheses
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0022—Blanks or green, unfinished dental restoration parts
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/01—Palates or other bases or supports for the artificial teeth; Making same
-
- G—PHYSICS
- G16—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR SPECIFIC APPLICATION FIELDS
- G16H—HEALTHCARE INFORMATICS, i.e. INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR THE HANDLING OR PROCESSING OF MEDICAL OR HEALTHCARE DATA
- G16H20/00—ICT specially adapted for therapies or health-improving plans, e.g. for handling prescriptions, for steering therapy or for monitoring patient compliance
- G16H20/40—ICT specially adapted for therapies or health-improving plans, e.g. for handling prescriptions, for steering therapy or for monitoring patient compliance relating to mechanical, radiation or invasive therapies, e.g. surgery, laser therapy, dialysis or acupuncture
Abstract
本发明涉及用于制造预制义齿基托坯的模子,其中,该预制义齿基托坯用于借助减材CAM方法来制造义齿的义齿基托,其中,模子具有内表面(21,22,24,26),该内表面是待制作的义齿基托坯的阴模,其中,该内表面(21,22,24,26)具有带朝向咬合方向的加厚部的牙弓或牙弓段的阴模,并且模子由至少两个部分(10)组成,它们相互可松开地彼此固定或者能够可松开地彼此固定。本发明还涉及利用这种模子制造义齿基托坯的方法,其中,将热聚合物或冷聚合物填入至少两部分式的组合模子内,随后将该热聚合物或冷聚合物硬化,接着将模子的部分(10)从已硬化的义齿基托坯上脱开。最后本发明还涉及义齿基托坯。
Description
技术领域
本发明涉及用于制造预制义齿基托坯的模子,其中,设置用于通过减材CAM方法制造义齿的义齿基托的预制义齿基托坯。
本发明还涉及利用这种模子制造义齿基托坯的方法以及利用这种方法和这种模子制造的义齿基托坯。
因此,本发明最终涉及用于牙医领域或其义齿基托的局部塑料义齿(局部义齿)和全塑料义齿(全口义齿)的制造,其依靠机器按照CAM方法(CAM计算机辅助制造)来制作。假牙和义齿基托最好在由CAD方法(CAD计算机辅助设计)计算机辅助情况下构建。在此首先制造义齿基托,其随后贴靠无牙的或局部无牙的患者颌弓。这些假牙随后被单独制作且被装入义齿基托中且被固定在那里。安放有假牙的义齿基托于是构成成品义齿。
背景技术
常用做法是形似制作义齿。即,为了制作义齿基托,目前大多采用模拟方法,此时,首先对患者的无牙颌骨取模。由该模制作出一个模子,该模子用牙肉色塑料注制。塑料在固化之后被二次加工以获得期望形状。接着,单独制作的且目前也大多是形似制作的假牙被装入。
为了制作假牙,假牙被手工制作且单独安放在蜡托上。该蜡假牙在下一步骤中被嵌入装有石膏的小玻璃管内以便在石膏固化后随后用热水洗除蜡托并且提供用于假牙塑料的空腔。这些假牙此时留在石膏中。相应的石膏被注入或塞入空腔中,并且人们在塑料凝固之后获得假牙或成品假牙。
在建立大量生产的牙齿时,由牙科技师和或许也由牙医来调整和打磨牙齿以适应患者的各自口腔状况。
这样的方法由WO 91/07141 A1公开,在这里,义齿基托基于印模由塑料块铣制成。存在例如从DE 10 2009 056 752 A1或者WO 2013 124 452 A1中知道的第一种方法,此时,局部义齿或全口义齿以数字方式建立并通过CAD-CAM方法来制造。FR 2 582 932 A1提议,义齿基托借助蜡取模和三维靠模铣来制造,此方法比现代的CAD-CAM方法更复杂。由WO2013 068 124 A2公开一种具有预制假牙的铣制块体。此时不利的是,假牙由于基托一样的材料构成并且在受损时须更换全副假牙,并且构建完成的义齿只能相当费事地适应患者要求(如与牙齿颜色或咬合和齿位相关)。另一个缺点在于,基托和假牙(或者说假牙冠)有着不同的要求,但由相同材料制造。例如,牙齿应该首先进行咀嚼且同时保持不受损。而基托应该分散出现的力至黏膜。这可能在仅使用一种材料时带来问题。
由DE 20 2006 006 286 U1公开了用于制作假牙的圆形坯。原则上这种圆形坯是实心聚甲基丙烯酸甲酯盘(PMMA盘)。所述坯(所谓的圆形坯)装夹在CAM铣床中并依据CAD模型被自动铣削。实际方法由这样的实心坯(圆形坯)铣削出仅2毫米至3毫米厚的义齿基托。一方面,很大的材料浪费是不利的,这根据各患者的解剖学状况可能毫无问题地超过90%。另一方面,这导致时间密集型的CAM装置加工时间,因为必须去除很多材料。另外,各铣刀的磨损用旧相当严重。
此时还不利的是:制作出义齿基托前的加工时间相当长。另外,坯件加工使铣刀头损旧且须定期翻新。铣除的材料(铣屑)必须被除去或回收处理。
发明内容
本发明任务在于克服现有技术的缺陷。尤其应当找到一种可能性或者提供一种义齿基托坯和方法,借此可以实现义齿基托坯的尽量简单、完整且低成本的加工或者说义齿基托的尽量简单、完整且低成本的制作。铣刀头或者说用于执行减材CAM方法的刀具此时应该承受尽量小的负荷。另外,义齿基托的制作应该可以尽量快速进行。同时,待制作的义齿基托应当可匹配不同患者的人体结构情况。
本发明任务通过用于制造预制义齿基托坯的模子解决,其中,预制义齿基托坯用于借助减材CAM方法来制造义齿的义齿基托,其中,模子具有内表面,该内表面是待制作的义齿基托坯的阴模,其中,内表面具有牙弓或牙弓段(其带朝向咬合方向的加厚部)的阴模,并且模子由至少两个部分组成,它们相互可松开地彼此固定或者能够可松开地彼此固定。
不同于常见理解,此处牙弓不理解为假牙的弓形部,而是义齿的在颌骨鞍上形成的部分,其模仿假牙应当固定在其内的牙肉。
朝向咬合方向的加厚部是必要的,以便能够在义齿基托坯内的假牙接触面之间形成乳状凸起。因为假牙必须根据不同患者个性化地装在不同位置处,利用本发明模子形成的义齿基托坯提供足够的空间和材料,以便能够在任意位置形成乳状凸起(用于牙齿之间的牙肉的义齿区域)。根据本发明,加厚部朝向咬合方向位于牙弓或牙弓段上。
模子内包含牙弓或牙弓段的阴模意味着,模子构成容纳部,从而用于局部义齿基托的待制作义齿基托坯牙弓或义齿基托坯的待制作牙弓段的材料已经在应用模子时纳入材料加厚部或利用模子制作的义齿基托坯中。为此,所述牙弓或牙弓段的尺寸大于一组典型的待制作的义齿基托牙弓(包含常见公差在内)。牙弓包括义齿基托牙弓但不包含待装入的义齿。在义齿装入后用由这种模子制作的义齿基托坯制造的整副假牙可以比未被加工的义齿基托坯的牙弓加厚部更高。
本发明模子也可以是这样设置的,即,模子的内表面能够通过部分的更换而适配,其中,可相互交换的这些部件具有模子内表面的不同的部分区域,用于制造不同的义齿基托坯。
由此,模子作为这些部分的套件,适用于制造不同义齿基托坯,它们由此已经匹配于义齿基托的确定形状类型。
还可以规定,模子具有多个可更换的部分和/或可插入该模子内的衬料,它们使得内表面在采用这些部分和/或衬料来组装模子时发生变化。
由此获得模子的较高可变性以及实现待制作义齿基托坯更准确匹配于患者状况。于是,模子构成可按不同方式组合的模子的部分的套件。也许可以制造各种尺寸的义齿基托坯。
为了更简单地应用现有CAM装置加工,还可以规定,模子内表面除了牙弓或牙弓段之外还为义齿基托坯额外定义连接片和托座,其中,这些连接片将托座与牙弓相连。
利用这种托座可以将义齿基托坯装夹在CAM控制的铣床或其他装置中用于减材制造义齿基托。模子的内表面最好如此成形,即,在利用模子制造义齿基托坯时托座仅通过连接片与牙弓或牙弓段相连。
在适用于将托座制成义齿基托坯的部分的模子实施方式中,可以规定,通过模子内表面限定的托座构成围绕待生成的牙弓或牙弓段的环,其中,最好该牙弓或牙弓段通过至少三个连接片与环相连。
由此可以采用具有常见用于圆片坯料的托座的义齿基托坯。应用至少三个连接片的优点是,形成牙弓或牙弓段在环内的足够稳定性,从而牙弓或牙弓段在加工义齿基托坯的机械负荷情况下不会相对环转动。理论上通过两个或者甚至仅一个足够宽度的连接片也达到相同效果。然而至少三个紧凑的连接片根据本发明是优选的,这是因为这些连接片可以更轻松分离而且在从已脱开义齿基托上去除连接片组时更容易修整。这些连接片的直径应当保持得尽量小,以便在修整时将成本保持得尽量小。
还可以规定,模子的至少两个部分在至少一个接合面内彼此形状配合紧贴,其中,待通过模子生成的所有连接片布置在模子的至少一个接合面内。
由此避免义齿基托坯通过内表面尤其是在应当构成连接片的位置不可松开地与模子相连。如果模子由三个部分组合而成,则它们在两个接合面内彼此紧贴。如果模子由四个部分组合而成,则它们在两个或三个接合面内彼此紧贴。在其他部分情况下,相应更多接合面是可行的。这些接合面不必在几何上布置在一个平坦平面内。取而代之,接合面也可以是波纹的、扭曲的、折弯的、隆起的和/或弯曲的平面。
根据本发明模子的改进方式建议,模子内表面定义缺口或凸起,其能够用作为参考标记用以确定义齿基托坯的取向,其中,模子内表面最好在托座上定义缺口或凸起,尤其是在环上定义。
利用该措施可以全自动确定和定义义齿基托坯的取向。这是很有帮助的,因为已经预制了义齿基托坯,即,只能在确定位置和取向上或者在围绕该位置和取向的狭窄范围内进行有意义的加工。
根据本发明的优选模子的特征在于,该模子由金属、硅树脂或复制凝胶(Dubliergel)制成,最好由金属制成,尤其最好由钢、铝或黄铜制成。
这些材料良好地适用于制造义齿基托坯。金属模子是优选的,因为它们可以特别好地重复使用。
根据本发明也建议,给模子内表面涂层。
由此可以实现已硬化或已完成的义齿基托坯从模子或其部分上更好地脱开。涂层可以固定地与模子内表面相连或者在每次制造义齿基托坯之前重新涂覆。替代涂层,该表面可以具有较小的表面粗糙度,其例如可以通过电解产生。
根据一个改进方式也可以规定,至少两个部分沿横向平面彼此接合或能够彼此接合。
由此可以获得义齿基托坯的简单脱模。这尤其适用于连接片用于连接牙弓或牙弓段并且它们同样布置在横向平面内。在此,横向平面是待制造义齿基托的颌弓所在的平面。
为了简化义齿基托坯的制造,还可以规定,模子部分的内表面不会形成当义齿基托坯脱模时阻碍该模子从已硬化的义齿基托坯上脱开的几何体,其中,最好不在模子部分的内表面内设置根切或倒扣区域。
由此可以确保,模子部分能够无损且按照尽量无制造义齿基托坯的机械负荷的方式从已硬化的义齿基托坯上脱开。
本发明所基于的任务也将通过一种用本发明模子制造义齿基托坯的方法来解决,在此,将热聚合物或冷聚合物填入至少两部分式的组合的模子内,随后将该热聚合物或冷聚合物硬化,接着将模子部分从已硬化的义齿基托坯上脱开。
在此可以规定,在脱开模子部分之后,该义齿基托坯至少局部被去毛刺。
硬化最好在较高压力条件下进行,以避免材料内的起泡。
还可以规定,利用塞压技术或注射技术将热聚合物填入由金属制成的至少两部分式的组合的模子内。
另选可以规定,利用浇铸技术或注射技术将冷聚合物填入由金属、硅树脂或复制凝胶制成的至少两部分式的组合的模子内。
一方法可以利用义齿基托坯制造义齿基托以制作全口义齿或至少一个局部义齿,其具有以下方法步骤:
1)将义齿基托坯固定在CAM装置中,用于通过CAM方法去除义齿基托坯的材料,以及
2)依据计算出的CAD模型用该CAM装置去除义齿基托坯的材料。
可以由本发明的义齿基托坯铣制成或者形成用于颌骨部的全口义齿,或者可以由一个义齿基托坯铣制或形成多个局部义齿。
根据本发明方法还建议,从许多模子、部分和/或衬料中选出制造义齿基托坯的模子、模子部分和/或模子衬料,在此,所述选择依据待制作的义齿基托的CAD模型和所有模子、模子部分和模子衬料的已知尺寸计算进行,在这里,最好通过计算机的输出装置来建议所有可行模子和/或模子部分的组合和/或模子衬料的组合以供选择,和/或可通过输入装置来选择。
另外,本发明也可以规定,从大量模子、部分和/或衬料中选择模子或模子部分和/或衬料的组合,其内表面可完全包容通过CAD模型计算的待制作的义齿基托的外部尺寸,在此,优选通过已组合模子内表面、部分和/或衬料与待制作的义齿基托的CAD模型之间的体积差来确定所选择的模子、部分和/或衬料的建议顺序且尤其是指示或显示的顺序。
本发明也可以规定,自动建议或应用模子或模子部分和/或衬料的组合,其具有与待制作义齿基托的CAD模型的最小体积差。
本发明任务还通过利用本发明方法制造的或利用本发明模子的帮助制造的义齿基托坯解决。
在此可以规定,义齿基托坯具有连接片,它们与作为托座的环相连并且将牙弓或牙弓段保持在该环之内。
在本发明义齿基托坯情况下,留有一定余地以便能由义齿基托坯制作出不同的义齿基托。在义齿基托坯中的待制作义齿基托的位置精确到10mm、优选精确到5mm,并且义齿基托坯中的待制作义齿基托的取向精确到10°、优选精确到5°就够了。所述取向此时涉及到待制作义齿基托相对于预制义齿基托坯的可能有的倾斜角度。
本发明可以规定,义齿基托坯恰好具有一个对称平面或者两个相互垂直取向的对称平面,在此优选恰好一个对称平面。此时最好可以规定,一个对称平面或者其中一个所述对称平面对应于待制作义齿基托的矢状面。
根据本发明也可以规定,所述义齿基托坯在接触牙肉的一侧具有拱形的凹处作为无牙颌骨鞍的或无牙颌骨鞍的一部分的承座的预成型部,其中,凹处沿着牙弓或牙弓段延伸。
还可以规定,义齿基托坯由聚甲基丙烯酸甲酯(PMMA)、聚醚酮(PEK)、聚醚醚酮(PEEK)、聚酰胺(PA)、聚碳酸酯(PC)或聚氨酯(PU)构成或者由它们的组合构成或者说利用这些材料或材料的组合构成。这些材料非常好地适用于以CAM方法加工义齿基托坯。另外,也可以由此加工出美观合适的义齿基托。
本发明基于出乎意料的以下认识,利用模子以简单方式实现制作紧凑的齿基托坯,其外部尺寸和几何形状已经匹配于待由义齿基托坯制造的义齿基托的外部尺寸和几何形状,从而由利用模子或所述方法制造的义齿基托坯快速且通过去除少量材料而得到期望的义齿基托。
利用预制的义齿基托坯做到了允许实现更快速高效的义齿基托制造方法,此时CAM装置的刀具得到保护并且由减材CAM方法造成的材料损耗可被减至最少。此时,通过适当的模子使义齿基托坯仍保持足够弹性以顺利适应各位患者的不同口腔状况和对于待制作义齿基托的其它要求。
所述方法和利用模子制作的义齿基托坯设置用于利用CAD/CAM方法的加工并且尤其适用于此。
本发明所依据的解决做法优选适合各种不同的模子或模子的部分与衬料以制造各种预制义齿基托坯,其如此消除上述缺点,即它不是实心体(如实心盘件)而是预制坯。本发明的特点是,它依据解剖学特征(类似印模 )将人颌骨划分类型或尺寸并且与此相应地提供尽量预制的义齿基托坯。在应用不同的可更换模子部分的情况下,待制作的义齿基托坯已经可以在一定范围内匹配患者的口腔状况或类型并且进一步减少了要去除的材料量。在CAD-CAM系统中所用的软件于是针对当前患者状况挑选合适的模子或模子的适配部分并且担负所谓的套放在预制义齿基托坯中(待制作的义齿基托的虚拟模子在义齿基托坯中尽量最佳定位)。这些义齿基托坯最好可以由不同的材料如塑料或蜡制造。
)将人颌骨划分类型或尺寸并且与此相应地提供尽量预制的义齿基托坯。在应用不同的可更换模子部分的情况下,待制作的义齿基托坯已经可以在一定范围内匹配患者的口腔状况或类型并且进一步减少了要去除的材料量。在CAD-CAM系统中所用的软件于是针对当前患者状况挑选合适的模子或模子的适配部分并且担负所谓的套放在预制义齿基托坯中(待制作的义齿基托的虚拟模子在义齿基托坯中尽量最佳定位)。这些义齿基托坯最好可以由不同的材料如塑料或蜡制造。
本发明模子和本发明方法或者利用这种方法和模子制作的义齿基托坯的优点尤其是,铣削时间比较短、义齿基托材料的材料用量较少和对铣刀的爱护,就是说,相比于常见铣坯的应用,铣刀的磨损较小。
附图说明
以下,结合六幅示意性附图来描述本发明的实施例,但此时未限制本发明。其中:
图1是本发明的义齿基托坯的俯视示意图;
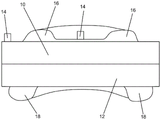
图2是制造义齿基托坯的本发明模子的侧视示意图;
图3是根据图2的本发明模子的部分成型表面的俯视示意图;
图4是本发明义齿基托坯的侧视示意图;
图5是本发明义齿基托坯的俯视示意图;和
图6是用于局部义齿的本发明的义齿基托坯的俯视示意图。
具体实施方式
在附图中,在不同的实施方式中,有时针对相同的零部件也采用相同的附图标记。
图1示出本发明的义齿基托坯1的示意图1,其利用本发明方法或利用本发明模子制造。义齿基托坯1由塑料,最好是聚合物构成。在边缘侧,义齿基托坯1的内部区域具有抛物线形的加厚部,其形成带加厚部的预制牙弓2。义齿基托坯1关于中心平面是对称的。该中心平面对应于患者的矢状面,该患者装有用义齿基托坯1制造的义齿。
义齿基托坯1具有环,其环绕义齿基托坯1的内部区域。该环通过五个连接片4与义齿基托坯1的内部区域相连。环和连接片4仅用于将义齿基托坯1保持在CAM装置(例如CAM四轴铣床)的标准化托座内。在为了制造义齿基托而加工义齿基托坯1的内部区域之后,分离连接片4并抛光义齿基托上的连接片4的在此形成的残余部分。义齿基托仅由包括预制牙弓2和腭板8或舌下板的义齿基托坯1内部区域制成。
当由该义齿基托坯1制造全口义齿(或者至少包括中央门牙的局部义齿)时,由义齿基托坯1生成的义齿基托的预制牙弓2的顶点随后安置在患者唇处(即唇侧)。
所示义齿基托坯1不仅适用于制作用于上颌的一个局部义齿基托或多个局部义齿基托或全口义齿基托,也适用于制作用于下颌的一个局部义齿基托或多个局部义齿基托或全口义齿基托。但也可行的是,制造相当程度预制的义齿基托坯1,在这里区分上颌和下颌。补充地或替代地,可以提供制造不同义齿基托坯1的许多各种模子或者作为套件来设置,它们通过牙弓2曲率及其宽度来区分并可从中选择用于制造义齿基托坯1的适当模子。
图2示出用于制造义齿基托坯的一种本发明模子的侧视示意图,其包括两个部分10,12。这两个部分10,12按如下方式彼此紧贴或彼此固定:在模子内部形成一内表面,其构成义齿基托坯1(图1)的、或另一义齿基托坯的阴模。关于根据图1的义齿基托坯1,模子内表面在外周构成环。在模子中设有至少两个注入管接头14,其具有用于将材料注入或压入或喷入模子的开口。制造义齿基托坯的全部材料并非只能经注入管接头14加入模子。也可以或附加地,在两个部分10,12组装之前将材料填入模子。此外,在模子内还可以包括至少一个排出口(未示出),以实现在压入材料时排出模子内所含空气。
其上形成牙弓2和隆起或加厚部的内表面作为朝向咬合方向的隆起或加厚部的容纳部16,从外部在牙弓上在模子的上部分10可见。同样,在模子的下部分12的下侧可见形成贴靠牙肉的内表面的容纳部18。然而该模子也可以从外部呈圆柱形。
模子的两个部分10,12在接合面内(在图2中,中间水平线)彼此相连。在接合面的平面内,这两个部分10,12利用贴合面表面齐平地彼此紧贴。在接合面的平面内也布置义齿基托坯1的全部有待成形的连接片4。由此实现当义齿基托坯1硬化时,能将模子的部分10,12与义齿基托坯1分离,并且部分10,12不能伸入连接片4,由此阻止部分10,12从已硬化的义齿基托坯1上脱落。在这些贴合面内可以设置销和穿孔(未示出)或榫卯(未示出),以便当部分10,12相互固定时迫使这两个部分10,12彼此唯一地取向。
图3以俯视示意图示出根据图2的本发明模子的上部分10的成型表面。模子的部分10具有边缘20,其包围模子的整个部分10。边缘20构成紧贴适配对应件(也就是,部分12的适当边缘)的表面并且向外封闭模子。紧挨着边缘20的是环的阴模21,即,模子的内表面的用于形成根据图1的环的区域。与此相邻是连接片的阴模22,它们布置在五个接触面23之间。连接片的阴模22相应是模子的内表面的、用于形成根据图1的连接片4的区域。五个接触面23在该模子组装状态下紧贴模子的另一部分12的对应和恰好适配的接触面。接触面23和环的阴模21的表面全部位于模子的接合面内。在此,接触面23理论上也可以具有不同于环的阴模21表面的高度。接合平面相应隆起或者至少不是平的,并且也可以“在几何上正确地”称之为接合面。
用于具有隆起或加厚部的牙弓24的阴模向内相邻地与前面四个接触面23(图3上方)相邻。牙弓24的阴模是模子的内表面的、用于形成根据图1的牙弓2的区域。在模子的部分10的前侧设有用于标记26的阴模。标记26的阴模相应是模子的内表面的用于形成根据图1的标记6的区域。
在模子的部分10的中间和边缘附近设置开口27,它们用于注入材料以制造根据图1的义齿基托坯1或其他义齿基托坯。这些开口27通入根据图2的注入管接头14。
衬料28可以插入并且最好固定在用于牙弓24的阴模内,利用衬料可以生成不同于模子部分10的内表面。衬料28为此具有局部加厚部29。衬料28在图3中用虚线表示,它们应当呈现单独且可移除的附加模子件。在应用衬料28情况下,其固定在用于牙弓24的阴模内,由此模子的内表面在该区域发生变化。因而利用这样修改的模子生成的义齿基托坯在该区域略薄,即材料更少而且也许由于加厚部29也更短。因此义齿基托坯可以适应患者的口腔状况。
也可以按照相同方式使用来自模子的多个部分的另一部分,代替部分10和/或部分12。由此利用该模子生成的义齿基托坯可以适应患者的口腔状况。
图4示出本发明义齿基托坯30的侧视示意图,该义齿基托坯30利用本发明模子,例如根据图2和图3的模子或本发明方法制造。义齿基托坯30类似于图1具有牙弓32,其可被指定宽度B。牙弓32在边缘侧沿义齿基托坯30按抛物线形延伸。牙弓32具有朝向咬合方向的加厚部33,其提供足够空间以便在义齿基托内形成乳状突出。在义齿基托坯1的顶点34区域内,牙弓32的高度H略微更明显增大。
在义齿基托坯30下侧设有凹处36(在图4下方),其用作在待制作的义齿基托内的患者无牙牙肉接触面的预成型部。在牙弓32侧旁设有加宽部38或者说突出部38,可由其形成与患者颌骨鞍的结合面。
在义齿基托坯30的这个实施方式中,中心件40几乎延伸至中心,从而也可由义齿基托坯30形成大面积的上颚覆盖(Gaumenabdeckung)。
图5示出另一个本发明义齿基托坯30的俯视示意图。义齿基托坯30具有倒圆的角,用以防止义齿基托坯30的部分在加工时折断的危险。这些倒圆角可设置在所有本发明义齿基托坯1,30中。
义齿基托坯30具有在边缘侧的抛物线形加厚部(呈牙弓32形式),其与根据图4的实施方式相似地向上延伸(在图5中朝向观看者)并那里构成朝向咬合方向的加厚部33。在牙弓32的顶点34区域内,牙弓32的高度或者加厚部33可以大于在牙弓32的其他区域。在根据图5的实施方式中,在顶点34区域内的宽度B也被一定程度增大。
在牙弓32旁设有突出部38,其设置目的与根据图4的突出部38一样。在义齿基托坯30的中心设有中心件40,可由其制造有待制作的义齿基托的舌下托或上颚板。在义齿基托坯30的顶点34区域内,唇侧突出部38被显著减小或不再存在。牙弓32的垂直于抛物线的或者说垂直于牙弓32的横截面是沿着牙弓32改变的。牙弓32的唇缘的坡度在顶点34区域内被减小。
根据图4和图5的义齿基托坯30是关于顶点34所在的矢状面完全对称构成的。在制造义齿基托时,解剖学或许所需的非对称性可以在铣制义齿基托坯30时来产生或者通过模子的附加部分或模子衬料产生。
以下结合图1至图5阐述本发明方法。
为了制造义齿基托,使用模子制作义齿基托坯1,30,其中,从许多部分以及也许表面各异的衬料中选择模子的部分10,12以及也许衬料28。在此使用计算机确定模子的适配内表面24。各种模子的可能的内表面24以电子方式存储在数据库内。借助3D扫描仪扫描和数码化待治疗患者的口腔状况。结合这些和也许其他数据,利用CAD方法生成待制作的义齿基托的虚拟模型。
接着检查待制作义齿基托能匹配于模子的现有可能内表面中的哪个或哪些。在计算机屏幕上提供一个可能的义齿基托坯1,30的名单。可以按照待制作义齿基托与模子内表面24之间的体积差来规定顺序,在此优选较小的体积差。或者,也可以只显示具有最小体积差的模子。与具有相比于待制作义齿基托更大的体积差的义齿基托坯1,30相比,小体积差的优点在于:在利用这些模子制作的义齿基托坯1,30中须去除较少的材料。
接着,由使用者或计算机挑选出具有适配部分10,12以及也许适配衬料28的模子并组装所有部分10,12以及也许衬料28。组装了的模子被填入或塞入可硬化塑料并硬化模子内的塑料。将部分10,12以及也许衬料28从这样生成和硬化了的义齿基托坯1,30上脱开。如果必要,则去除毛刺。将已抽出的义齿基托坯1,30装夹到CAM装置,如CAM四轴铣床。此时须注意义齿基托坯1,30在CAM装置中的正确取向。对此,可以在义齿基托坯1,30上设置标记6或成型结构,其允许或最好迫使义齿基托坯1,30在CAM装置中具有一定的位置和取向。
随后,基于待制作义齿基托的CAD模型由所装夹的义齿基托坯1,30来铣制义齿基托,或者通过其它减材CAM方法制作义齿基托。
在义齿基托中也能形成相同的缺口或表面以容纳假牙。接着,假牙被粘入义齿基托中并制备完成假牙。
图6示出用于局部义齿的本发明义齿基托坯41的俯视示意图。义齿基托坯41原则上是根据图5的义齿基托坯30的背侧部分。一个牙弓段32呈抛物线段形式被设置作为义齿基托坯41的材料加厚部33。因为义齿基托坯41的宽度B几乎与义齿基托坯41的整个横截面一样宽,故牙弓32在此实施方式中也设于边缘侧。在牙弓32旁设有短的突出部38,其目的与根据图4和图5的实施例的突出部38相同。
在义齿基托坯41的底面上可以设有凹处(在图6的俯视图中看不到),所述凹处在牙弓32的加厚部33下方按照相同的方向和位置延伸。所述凹处用作由义齿基托坯41制造的局部义齿基托或由此制造的局部义齿随后贴靠牙肉的接触面的预成型部。
用于根据图6的义齿基托坯41的制造方法的过程与关于图1至图5所提出的方法相似,在这里只制造一个局部义齿。
根据图4至图6的义齿基托坯30,41根据本发明最好具有连接片(未示出)和环(未示出),如其在图1中示出的那样。该环围绕图4至图6所示的义齿基托坯件30,41并且布置在横贯面内。该环可以用作为CAM铣床的托座3。此外,在环上最好设置标记(图4至图6未示出),利用该标记可以确定义齿基托坯30,41在CAM铣床内的取向和位置。在图4至图6中,为清楚起见而未示出环和连接片,然而环和连接片对于本发明实施方式而言是特别优选的。
本发明的在以上的说明以及在权利要求书、附图和实施例中所公开的特征可以单独地并且也在任何组合方式中对于以其不同实施方式实现本发明来说都是重要的。
附图标记说明
1,30 义齿基托坯
2,32 预制牙弓
3 托座
4 连接片
6 标记
8 腭板
10 模子的部分
12 模子的部分
14 注入管接头
16 牙弓上的咬合隆起的容纳部
18 贴靠牙肉的容纳部
20 边缘
21 用于环的阴模
22 用于连接件的阴模
23 接触面
24 用于牙弓的阴模
26 用于标记的阴模
27 注入开口
28 衬料
29 加厚部
33 抛物线形加厚部
34 牙弓顶点
36 牙肉接触面上的凹处
38 突出部
40 中心件
41 用于局部义齿的义齿基托坯
B 牙弓宽度
H 牙弓高度
Claims (21)
1.一种用于制造预制义齿基托坯(1,30,41)的模子,
其中,该预制义齿基托坯(1,30,41)被设置用于借助减材CAM方法来制造义齿基托,
其中,该模子具有内表面(21,22,24,26),该内表面是待制作的该义齿基托坯(1,30,41)的阴模,
其中,该内表面(21,22,24,26)具有牙弓(2,32)或牙弓段的阴模,所述牙弓(2,32)或牙弓段具有朝向咬合方向的加厚部(33),所述加厚部使得能够在义齿基托坯内的任意位置形成假牙接触面之间的乳状凸起,并且
该模子由至少两个部分(10,12)组成,它们相互可松开地彼此固定或者能够可松开地彼此固定,其中该模子的该内表面(21,22,24,26)除了该牙弓或牙弓段之外还为义齿基托坯(1,30,41)额外限定了连接片(4)和托座(3),其中,这些连接片(4)将该托座(3)与该牙弓(2,32)相连。
2.根据权利要求1所述的模子,其特征在于,
该模子的该内表面(21,22,24,26)能够通过交换所述至少两个部分(10,12)来适配,其中,可相互交换的所述至少两个部分(10,12)具有该模子的该内表面(21,22,24,26)的不同的区域,用于制造不同的义齿基托坯(1,30,41)。
3.根据权利要求1所述的模子,其特征在于,
该模子具有多个可更换的部分和/或可插入该模子内的衬料(28),它们在采用所述多个可更换的部分和/或衬料(28)组装该模子时,使得该内表面(21,22,24,26)发生变化。
4.根据权利要求1的模子,其特征在于,
通过该模子的该内表面(21)限定的托座(3)构成围绕待生成的该牙弓(2,32)或牙弓段的环。
5.根据权利要求4所述的模子,其特征在于,
该牙弓(2,32)或牙弓段通过至少三个连接片(4)与该环相连。
6.根据权利要求1所述的模子,其特征在于,
该模子的该至少两个部分(10,12)在至少一个接合面内彼此按照匹配形式紧贴,其中,有待通过该模子生成的所有连接片(4)布置在该模子的该至少一个接合面内。
7.根据权利要求1所述的模子,其特征在于,
该模子的该内表面(21,22,24,26)限定了缺口(6)或凸起,其能够用作为参考标记用以确定该义齿基托坯(1,30,41)的取向。
8.根据权利要求4所述的模子,其特征在于,
该模子的该内表面(21,22,24,26)限定了缺口(6)或凸起,其能够用作为参考标记用以确定该义齿基托坯(1,30,41)的取向。
9.根据权利要求8所述的模子,其特征在于,
该模子的该内表面(21,22,24,26)限定了在该托座(3)上的缺口(6)或凸起。
10.根据权利要求8所述的模子,其特征在于,该模子的该内表面(21,22,24,26)限定了在该环上的缺口(6)或凸起。
11.根据权利要求1所述的模子,其特征在于,
该模子由金属、硅树脂或复制凝胶制成。
12.根据权利要求1所述的模子,其特征在于,
该模子由钢、铝或黄铜制成。
13.根据权利要求1所述的模子,其特征在于,
该至少两个部分(10,12)沿横向平面彼此接合或能够彼此接合。
14.根据权利要求1所述的模子,其特征在于,
该模子的该至少两个部分(10,12)的该内表面(21,22,24,26)不会形成当该义齿基托坯(1,30,41)脱模时阻碍该模子从已硬化的该义齿基托坯(1,30,41)上脱开的几何体。
15.根据权利要求14所述的模子,其特征在于,
不在该模子的该至少两个部分(10,12)的该内表面(21,22,24,26)内设置根切或倒扣区域。
16.一种利用前述权利要求之一所述的模子制造义齿基托坯的方法,其中,将热聚合物或冷聚合物填入至少两部分式的组合的模子内,随后将该热聚合物或冷聚合物硬化,接着将该模子的这些至少两个部分(10,12)从已硬化的义齿基托坯(1,30,41)上脱开。
17.根据权利要求16所述的方法,其特征在于,
在脱开该模子的这些至少两个部分(10,12)之后,该义齿基托坯(1,30,41)至少局部被去毛刺。
18.根据权利要求16所述的方法,其特征在于,利用塞压技术或注射技术将热聚合物填入由金属制成的至少两部分式的组合的模子内。
19.根据权利要求16所述的方法,其特征在于,利用浇铸技术或注射技术将冷聚合物填入由金属、硅树脂或复制凝胶制成的至少两部分式的组合的模子内。
20.一种利用权利要求16至19之一的方法或者利用权利要求1至15之一所述的模子的帮助制造的义齿基托坯。
21.根据权利要求20所述的义齿基托坯,其特征在于,该义齿基托坯(1,30,41)具有连接片(4),它们与作为托座(3)的环相连并且将牙弓(2,32)或牙弓段保持在该环之内。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014114278.0A DE102014114278B4 (de) | 2014-10-01 | 2014-10-01 | Form zur Herstellung eines vorgeformten Prothesenbasisrohlings |
| DE102014114278.0 | 2014-10-01 | ||
| PCT/EP2015/071980 WO2016050600A1 (de) | 2014-10-01 | 2015-09-24 | Form zur herstellung eines vorgeformten prothesenbasisrohlings |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107072756A CN107072756A (zh) | 2017-08-18 |
| CN107072756B true CN107072756B (zh) | 2022-03-22 |
Family
ID=54291255
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201580053482.XA Active CN107072756B (zh) | 2014-10-01 | 2015-09-24 | 制造预制义齿基托坯的模子 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170304033A1 (zh) |
| EP (1) | EP3200720B1 (zh) |
| JP (1) | JP2017534354A (zh) |
| CN (1) | CN107072756B (zh) |
| DE (1) | DE102014114278B4 (zh) |
| WO (1) | WO2016050600A1 (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014117222A1 (de) * | 2014-11-25 | 2016-05-25 | Heraeus Kulzer Gmbh | Herstellung einer Dentalprothese durch Aufdrucken der Prothesenbasis auf die Prothesenzähne |
| DE102016119598B4 (de) | 2016-10-14 | 2019-09-12 | Heraeus Kulzer Gmbh | In Wachs eingebetteter vorgeformter Prothesenbasisrohling |
| JP7224752B2 (ja) * | 2017-04-28 | 2023-02-20 | ローランドディー.ジー.株式会社 | 被加工物成型用型および切削対象物作製方法 |
| USD855811S1 (en) * | 2017-07-27 | 2019-08-06 | Ronald G. Lowery | Set of dentures |
| KR102098489B1 (ko) * | 2018-08-28 | 2020-04-07 | (주) 디케이 문교 | 틀니 제작을 위한 왁스 틀니 제작방법 |
| USD1001289S1 (en) * | 2021-09-10 | 2023-10-10 | Sahereh Mohammadi | Centric relation self registering full denture oral appliance for direct mounting on laboratory articulator |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB426744A (en) * | 1932-12-27 | 1935-04-09 | Carbide & Carbon Chem Corp | Improvements in or relating to dentures and denture blanks and to processes of making the same |
| US2806253A (en) * | 1953-10-19 | 1957-09-17 | Harold M Vernon | Method and apparatus for the production of prostheses such as dentures |
| US4024637A (en) * | 1975-07-11 | 1977-05-24 | Polythetics, Inc. | Dentures and process for making the same |
| FR2582932B1 (fr) | 1985-06-07 | 1992-02-21 | Deoux Georges | Dispositif pour la fabrication de protheses dentaires adjointes completes obtenues a partir de preformes bases et de preformes arcades |
| DE3707400C1 (de) * | 1987-03-07 | 1988-03-10 | Kulzer & Co Gmbh | Form zum Einbetten von histologischen Praeparaten |
| WO1991007141A1 (de) | 1989-11-20 | 1991-05-30 | Wolfgang Becker | Verfahren zur herstellung einer zahnprothese |
| US5302104A (en) * | 1992-06-18 | 1994-04-12 | High Dental Service Co., Ltd. | Resin denture base molding apparatus |
| US5324186A (en) * | 1993-02-18 | 1994-06-28 | Douglas R. Held | Apparatus for molding a dental prosthesis |
| CN2173042Y (zh) * | 1993-09-10 | 1994-08-03 | 中国人民解放军第四军医大学口腔医学院 | 可变式预成全口牙列 |
| AU692520B2 (en) * | 1994-05-16 | 1998-06-11 | Dentsply Detrey G.M.B.H. | Method of making a dental prosthesis and curable system |
| JPH1043208A (ja) * | 1996-08-05 | 1998-02-17 | Matsushita Satoyuki | 合成樹脂床義歯の製造装置および製造方法 |
| US20020047222A1 (en) * | 2000-10-16 | 2002-04-25 | Philp Graham K. | Mold for forming a dental prosthetics |
| DE202006006286U1 (de) | 2006-04-19 | 2007-08-30 | Merz Dental Gmbh | Maschinenbearbeitbarer Rohling für Zahnersatz |
| DE102006026776A1 (de) | 2006-06-07 | 2007-12-13 | Heraeus Kulzer Gmbh | Verfahren zur Herstellung einer Zahnprothese |
| DE102006061143A1 (de) * | 2006-12-22 | 2008-07-24 | Aepsilon Rechteverwaltungs Gmbh | Verfahren, computerlesbares Medium und Computer betreffend die Herstellung von Zahnersatzteilen |
| DE102009056752C5 (de) | 2009-12-04 | 2024-04-04 | Kulzer Gmbh | Herstellung individueller dentaler Prothesen via CAD/CAM und Rapid Manufacturing/Rapid Prototyping aus Daten der digitalen Abdrucknahme |
| DE102011101678A1 (de) * | 2011-05-16 | 2012-11-22 | Amann Girrbach Ag | Prothesenzahnträger |
| DE102011118320A1 (de) | 2011-11-11 | 2013-05-16 | Merz Dental Gmbh | Fräsblock, Fräsblocksystem und entsprechendes Herstellungsverfahren hierfür |
| WO2013124452A1 (en) | 2012-02-22 | 2013-08-29 | 3Shape A/S | Virtually reducing and milling artificial teeth |
| CN203001151U (zh) * | 2012-08-03 | 2013-06-19 | 徐军 | 线性平面*型人造后牙 |
| US9492252B2 (en) * | 2013-02-15 | 2016-11-15 | Cmp Industries Llc | Molding artificial teeth in denture base disc |
| CN102805670B (zh) * | 2012-08-28 | 2015-06-17 | 山东大学 | 一种全牙列全口义齿成品树脂牙及其制备方法 |
| DE102013003913A1 (de) * | 2013-03-07 | 2014-09-11 | Amann Girrbach Ag | Verfahren zur Herstellung einer Prothesenbasis |
| US9901428B2 (en) * | 2013-03-15 | 2018-02-27 | Good Fit Technologies, Inc. | Dental devices and systems and methods for making the same |
| CA2913842A1 (en) * | 2013-05-27 | 2014-12-04 | Vita Zahnfabrik H. Rauter Gmbh & Co. Kg | Prosthetic preform for producing a dental prosthetic body |
-
2014
- 2014-10-01 DE DE102014114278.0A patent/DE102014114278B4/de active Active
-
2015
- 2015-09-24 JP JP2017517660A patent/JP2017534354A/ja active Pending
- 2015-09-24 CN CN201580053482.XA patent/CN107072756B/zh active Active
- 2015-09-24 WO PCT/EP2015/071980 patent/WO2016050600A1/de active Application Filing
- 2015-09-24 EP EP15778225.1A patent/EP3200720B1/de active Active
- 2015-09-24 US US15/516,061 patent/US20170304033A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP3200720A1 (de) | 2017-08-09 |
| CN107072756A (zh) | 2017-08-18 |
| JP2017534354A (ja) | 2017-11-24 |
| US20170304033A1 (en) | 2017-10-26 |
| EP3200720B1 (de) | 2020-12-09 |
| WO2016050600A1 (de) | 2016-04-07 |
| DE102014114278B4 (de) | 2022-08-25 |
| DE102014114278A1 (de) | 2016-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107072756B (zh) | 制造预制义齿基托坯的模子 | |
| US11298216B2 (en) | System and method for manufacturing layered dentures | |
| EP2915503B1 (en) | System and method for manufacturing layered dentures | |
| EP2967771B1 (en) | System and process for manufacturing of dentures | |
| CN101299973B (zh) | 用于制造多层构造的假牙的方法 | |
| DK2742906T3 (en) | A method and system for the construction of a dental prosthesis. | |
| US11432914B2 (en) | Method for manufacture of a removable dental prosthesis by moulding with the aid of a mould formed by additive manufacture | |
| US20070287131A1 (en) | Method for Production of a Denture | |
| CN106163448B (zh) | 预制的义齿基托坯 | |
| CN111281581B (zh) | 用于设计和制造牙科部件的方法 | |
| CN109640876B (zh) | 牙齿装置和用于制造义齿基托的方法 | |
| US20190247149A1 (en) | Custom dental component and scan body | |
| US10080630B2 (en) | Method of making a denture with nature bite and wear properties and denture | |
| CN104688367A (zh) | 一种活动义齿的制作方法 | |
| US20160296305A1 (en) | Artificial tooth and method for producing a denture base | |
| CN105982753A (zh) | 一种用于提高无牙颌个性化托盘在口腔内就位精度的方法 | |
| US20180042709A1 (en) | Preparation of a wax or plastic base for producing a dental prosthesis | |
| JP2015213742A (ja) | 歯科補綴物の製作方法 | |
| JP2005028140A (ja) | ベニヤシェル板を利用した臨時仮義歯 | |
| JP3777314B2 (ja) | 暫定義歯 | |
| US20210015591A1 (en) | Method of fabricating a denture | |
| JP5030259B2 (ja) | 蝋義歯の製造方法 | |
| CN117529292A (zh) | 用于制造牙齿假体的方法和装置 | |
| US20220023017A1 (en) | Offset gingival overlay dentures | |
| WO2012141703A1 (en) | Universal dental crown and system and method of restoring a tooth using a universal dental crown |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |