CN106938535B - 一种全自动溜光计数机及其使用方法 - Google Patents
一种全自动溜光计数机及其使用方法 Download PDFInfo
- Publication number
- CN106938535B CN106938535B CN201710322174.3A CN201710322174A CN106938535B CN 106938535 B CN106938535 B CN 106938535B CN 201710322174 A CN201710322174 A CN 201710322174A CN 106938535 B CN106938535 B CN 106938535B
- Authority
- CN
- China
- Prior art keywords
- cylinder
- platform
- product
- feeding
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06M—COUNTING MECHANISMS; COUNTING OF OBJECTS NOT OTHERWISE PROVIDED FOR
- G06M1/00—Design features of general application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C2059/027—Grinding; Polishing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Feeding Of Articles To Conveyors (AREA)
Abstract
本发明属于自动化机械设备技术领域,具体涉及一种全自动溜光计数机及其使用方法,包括机柜和PLC处理器、振动盘、直振动筛、送料缸,送料缸前端设有送料台,工作平台上端面还设有红外线感应器,工作平台前端面设有外环台,外环台上端面设有定位台,定位台上端面设有通孔,挤压杆连接挤压块,挤压块下端面设有压筒,压筒外轮廓与通孔相匹配,压筒下端面设有压孔,外环孔内设有芯轴,芯轴上部设有圆台,圆台位于外环孔内,芯轴下方设有挡料板,落料杆连接挡料板,红外线感应器输出端连接PLC处理器输入端,PLC处理器输出端分别连接送料缸、挤压缸和落料缸。其目的是:解决填充改性聚四氟乙烯密封圈在常规加工中导致的表面粗糙度和尖锐角之间的矛盾问题。
Description
技术领域
本发明属于自动化机械设备技术领域,具体涉及一种全自动溜光计数机及其使用方法。
背景技术
在填充改性聚四氟乙烯密封圈加工中,由于受到材质特性的影响,该产品最佳生产工艺是用CNC数控车床车加工出来的。但常规加工工艺所加工出来的产品,其内外圆的表面粗糙度与客户的期望存在一定差距。经尝试,用滚沙工艺处理的产品,其表面粗糙度能达到客户要求,但同时必然地造成了尖锐角的磨损,在尖锐角位置出现了被倒钝的圆弧,也不能达到客户的要求。
发明内容
本发明的目的是:旨在提供一种全自动溜光计数机及其使用方法,用来解决填充改性聚四氟乙烯密封圈在常规加工中导致的表面粗糙度和尖锐角之间的矛盾问题。
为实现上述技术目的,本发明采用的技术方案如下:
一种全自动溜光计数机,包括机柜和PLC处理器,所述机柜上端面右侧设有振动盘,所述振动盘出料端连接有料道,所述料道下方设有直振动筛,所述料道左侧设有工作平台,所述工作平台上端面设有第一滑槽台,所述第一滑槽台上端面设有从前至后的第一滑槽,所述第一滑槽内设有送料台,所述第一滑槽台后端面设有送料缸,所述送料缸前端设有送料杆,所述送料杆连接送料台,所述工作平台上端面还设有红外线感应器,所述工作平台前端面设有外环台,所述外环台上端面中央设有外环孔,所述外环台上端面设有定位台,所述定位台上端面设有通孔,所述定位台上端面设有第二滑槽台,所述第二滑槽台后端面设有从上至下的第二滑槽,所述第二滑槽内设有挤压块,所述第二滑槽台上端面设有挤压缸,所述挤压缸下端设有挤压杆,所述挤压杆连接挤压块,所述挤压块下端面设有压筒,所述压筒外轮廓与通孔相匹配,所述压筒下端面设有压孔,所述外环孔内设有芯轴,所述芯轴上部设有圆台,所述圆台顶端设有圆锥台,所述圆台位于外环孔内,所述芯轴下方设有挡料板,所述机柜上端面于挡料板对应位置设有第三滑槽台,所述第三滑槽台上端面设有从左至右的第三滑槽,所述第三滑槽台左端面设有落料缸,所述落料缸右端面设有落料杆,所述落料杆连接挡料板,所述机柜于挡料板下方设有抽屉,所述红外线感应器输出端连接PLC处理器输入端,所述PLC 处理器输出端分别连接送料缸、挤压缸和落料缸。
采用上述技术方案的发明,把产品倒入振动盘,产品在振动盘的作用下从出料端进入料道,产品在直振动筛的作用下进入工作平台被红外线感应器感应、并且把感应信号传入PLC 处理器,PLC处理器计数并且控制送料缸运动,向前推动产品至通孔上方,并套入圆锥台然后 PLC处理器控制送料缸复位,同时,PLC处理器控制挤压缸运动,使压筒下压,把产品压入外环孔并且套设在圆台上,此时,圆台通过产品与外环孔紧密配合,实现溜光处理,处理后的产品套在圆台处,PLC处理器控制送料缸继续推送产品,然后使用压筒下压,使圆台外壁滞留多个产品,当产品在圆台外壁积累到一定数量时,产品脱离圆台和外环孔在自身重力的作用下落到挡料板上,此时,由于产品还套设在芯轴上,产品在芯轴上积累,PLC处理器的计数达到一定数量时,控制落料缸动作,使挡料板向左运动,此时芯轴上积累的产品在重力的作用下,掉入抽屉,此时,由于芯轴通过滞留在圆台处的一些产品和外环孔实现紧配合,故芯轴不会掉落。这样的结构设计,产品外表面在通过外环孔时受到挤压,对产品外表面进行了溜光,产品内表面在通过圆台时受到挤压,对产品内表面进行了溜光,当多个产品滞留在圆台与外环孔之间时,压筒对产品的上下端面均进行了压铸处理,大大降低了产品表面的粗糙度,而且避免了产品尖锐角被磨损的问题;同时由于使用全自动化设计,工人在调试好机器后,只需要把待处理的产品倒入振动盘,然后隔一段时间从抽屉里取走溜光完成的产品即可,大大减少了工人的劳动强度,而且具有计数功能,用此机器加工后的产品在收集时就已经计好数,不需要另外花时间数数。
进一步限定,所述通孔为十字形通孔。这样的结构设计,在压筒向下运动挤压产品时,十字形通孔对压筒起导向作用,防止压筒把产品压偏,提高产品合格率。
进一步限定,所述圆台和外环台为硬质的耐磨材料制成。这样的结构设计,可延长圆台和外环台的使用寿命。
进一步限定,所述圆台下端面设有第一螺纹孔,所述芯轴上端设有与第一螺纹孔相匹配的第一外螺纹,所述圆台上端面设有第二螺纹孔,所述圆锥台下端设有与第二螺纹孔相匹配的第二外螺纹。这样的结构设计,在实际使用时,由于圆台的磨损最为严重,通过螺纹孔与外螺纹的配合,可拆卸连接,当圆台磨损后,可只更换圆台,减少成本支出。
进一步限定,所述抽屉为并排的两个。这样的结构设计,当一个抽屉装满后,只需要更换一个抽屉即可,不需要停止溜光计数机的运转,实用性更强。
进一步限定,所述机柜底部设有轮子。这样的结构设计,方便溜光计数机的运输,实用性更强。
进一步限定,所述机柜底部设有可升降支撑腿。这样的结构设计,在溜光计数机运输完成后,可伸长支腿,使轮子离开地面,使用支腿支撑机柜,防止机柜移动。
进一步限定,所述挡料板与落料缸之间设有第一卡块,所述挡料板上端面设有与第一卡块相匹配的第一凹槽,所述落料杆通过第一卡块与落料缸连接。这样的结构设计,在安装时,可先把挡料板放置在第三滑槽内,再把落料杆与第一卡块连接,最后从第一凹槽上方压入第一卡块,从而使落料杆与挡料板连接,安装更加方便。
进一步限定,所述送料台与送料缸之间设有第二卡块,所述送料台上端面设有与第二卡块相匹配的第二凹槽,所述送料杆通过第二卡块与送料缸连接。这样的结构设计,在安装时,可先把送料台放置在第三滑槽内,再把送料杆与第二卡块连接,最后从第二凹槽上方压入第二卡块,从而使送料杆与送料台连接,安装更加方便。
进一步限定,所述送料台下端面右侧设有缺口。这样的结构设计,在把产品向右推动时,把产品上端面压住,可使产品更好地套入圆锥台。
一种全自动溜光计数机使用方法,步骤如下:
1).将不超过振动盘容量(约3000~4000件)的产品倒入振动盘并启动后,振动盘自动将产品排列好一个一个送往料道;
2).直振进一步将料道上的产品送往机器的中心部位;
3).送料缸和送料杆归位时,料道送过来的产品能进入待送产品区并接受红外线感应器的感应;
4).红外线感应器感应到有产品过来后,送料缸推动送料杆将产品送到待挤压区;
5).送料缸与送料杆复位后挤压缸推动压筒下压,将产品压入圆台与外环孔的紧配合位置;
6).与此同时,料道将下一个产品送达待送成品区,并重新接受红外线感应器的感应;
7).挤压缸复位后送料缸推动送料杆将产品送到待挤压区;
8).5~7工序循环多次后,最先压入圆台与外环孔的紧配合位置的产品就完全经过了圆台与外环的紧配合位置达到芯轴下部,并滞留在这里;
9).5~7工序循环次数达到设定数量后,落料缸拉动芯轴下面的挡料板回缩,滞留在芯轴下部的产品全部落入接料盆里面,回缩到一定时间后复位;
附图说明
本发明可以通过附图给出的非限定性实施例进一步说明;
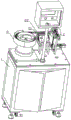
图1为本发明一种全自动溜光计数机实施例的立体结构示意图一;
图2为图1中A处的放大结构示意图;
图3为本发明一种全自动溜光计数机实施例的立体结构示意图二;
图4为图3中E处的放大结构示意图;
图5为本发明一种全自动溜光计数机实施例的剖视结构示意图一;
图6为图5中B处的放大结构示意图;
图7为本发明一种全自动溜光计数机实施例的剖视结构示意图二;
图8为图7中C处的放大结构示意图;
图9为图7中D处的放大结构示意图;
图10为本发明一种全自动溜光计数机实施例中芯轴的放大结构示意图;
主要元件符号说明如下:
机柜1、振动盘2、料道21、直振动筛22、工作平台3、送料缸31、送料台32、红外线感应器33、第一滑槽台34、外环台4、定位台5、通孔51、第二滑槽台52、挤压缸6、挤压块61、压筒62、压孔63、芯轴7、圆台71、挡料板8、第三滑槽台81、落料缸82、抽屉9。
具体实施方式
为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
如图1~图10所示,本发明的一种全自动溜光计数机,包括机柜1和PLC处理器,机柜1上端面右侧设有振动盘2,振动盘2出料端连接有料道21,料道21下方设有直振动筛22,料道21 左侧设有工作平台3,工作平台3上端面设有第一滑槽台34,第一滑槽台34上端面设有从前至后的第一滑槽,第一滑槽内设有送料台32,第一滑槽台34后端面设有送料缸31,送料缸31前端设有送料杆,送料杆连接送料台32,工作平台3上端面还设有红外线感应器33,工作平台3 前端面设有外环台4,外环台4上端面中央设有外环孔,外环台4上端面设有定位台5,定位台5 上端面设有通孔51,定位台5上端面设有第二滑槽台52,第二滑槽台52后端面设有从上至下的第二滑槽,第二滑槽内设有挤压块61,第二滑槽台52上端面设有挤压缸6,挤压缸6下端设有挤压杆,挤压杆连接挤压块61,挤压块61下端面设有压筒62,压筒62外轮廓与通孔51相匹配,压筒62下端面设有压孔63,外环孔内设有芯轴7,芯轴7上部设有圆台71,圆台71顶端设有圆锥台,圆台71位于外环孔内,芯轴7下方设有挡料板8,机柜1上端面于挡料板8对应位置设有第三滑槽台81,第三滑槽台81上端面设有从左至右的第三滑槽,第三滑槽台81左端面设有落料缸82,落料缸82右端面设有落料杆,落料杆连接挡料板8,机柜1于挡料板8下方设有抽屉9,红外线感应器33输出端连接PLC处理器输入端,PLC处理器输出端分别连接送料缸31、挤压缸6 和落料缸82。
本实施例中,把产品倒入振动盘2,产品在振动盘2的作用下从出料端进入料道21,产品在直振动筛22的作用下进入工作平台3被红外线感应器33感应、并且把感应信号传入PLC处理器,PLC处理器计数并且控制送料缸31运动,向前推动产品至通孔51上方,并套入圆锥台然后 PLC处理器控制送料缸31复位,同时,PLC处理器控制挤压缸6运动,使压筒62下压,把产品压入外环孔并且套设在圆台71上,此时,圆台71通过产品与外环孔紧密配合,实现溜光处理,处理后的产品套在圆台71处,PLC处理器控制送料缸31继续推送产品,然后使用压筒62下压,使圆台71外壁滞留多个产品,当产品在圆台71外壁积累到一定数量时,产品脱离圆台71和外环孔在自身重力的作用下落到挡料板8上,此时,由于产品还套设在芯轴7上,产品在芯轴7 上积累,PLC处理器的计数达到一定数量时,控制落料缸82动作,使挡料板8向左运动,此时芯轴7上积累的产品在重力的作用下,掉入抽屉9,此时,由于芯轴7通过滞留在圆台处的一些产品和外环孔实现紧配合,故芯轴7不会掉落。这样的结构设计,产品外表面在通过外环孔时受到挤压,对产品外表面进行了溜光,产品内表面在通过圆台71时受到挤压,对产品内表面进行了溜光,当多个产品滞留在圆台71与外环孔之间时,压筒62对产品的上下端面均进行了压铸处理,大大降低了产品表面的粗糙度,而且避免了产品尖锐角被磨损的问题;同时由于使用全自动化设计,工人在调试好机器后,只需要把待处理的产品倒入振动盘2,然后隔一段时间从抽屉9里取走溜光完成的产品即可,大大减少了工人的劳动强度,而且具有计数功能,用此机器加工后的产品在收集时就已经计好数,不需要另外花时间数数。
优选,通孔51为十字形通孔。这样的结构设计,在压筒62向下运动挤压产品时,十字形通孔对压筒62起导向作用,防止压筒62把产品压偏,提高产品合格率。实际上,也可根据实际情况,具体考虑通孔51的形状。
优选,圆台71和外环台4为硬质的耐磨材料制成。这样的结构设计,可延长圆台71和外环台4的使用寿命。实际上,也可根据实际情况,具体考虑。
优选,圆台71下端面设有第一螺纹孔,芯轴7上端设有与第一螺纹孔相匹配的第一外螺纹,圆台71上端面设有第二螺纹孔,圆锥台下端设有与第二螺纹孔相匹配的第二外螺纹。这样的结构设计,在实际使用时,由于圆台71的磨损最为严重,通过螺纹孔与外螺纹的配合,可拆卸连接,当圆台71磨损后,可只更换圆台71,减少成本支出。实际上,也可根据实际情况,具体考虑圆台71与芯轴7、圆锥台的连接方式。
优选,抽屉9为并排的两个。这样的结构设计,当一个抽屉9装满后,只需要更换一个抽屉9即可,不需要停止溜光计数机的运转,实用性更强。实际上,也可根据实际情况,具体考虑抽屉9的个数。
优选,机柜1底部设有轮子91。这样的结构设计,方便溜光计数机的运输,实用性更强。实际上,也可根据实际情况,考虑其他方便溜光计数机运输的结构设计。
优选,机柜1底部设有可升降支撑腿。这样的结构设计,在溜光计数机运输完成后,可伸长支腿,使轮子91离开地面,使用支腿支撑机柜1,防止机柜1移动。实际上,也可根据实际情况,考虑其他支撑机柜1的结构设计。
优选,挡料板8与落料缸82之间设有第一卡块,挡料板8上端面设有与第一卡块相匹配的第一凹槽,落料杆通过第一卡块与落料缸82连接。这样的结构设计,在安装时,可先把挡料板8放置在第三滑槽内,再把落料杆与第一卡块连接,最后从第一凹槽上方压入第一卡块,从而使落料杆与挡料板8连接,安装更加方便。实际上,也可根据实际情况,考虑其他方便安装的结构设计。
优选,送料台32与送料缸31之间设有第二卡块,送料台32上端面设有与第二卡块相匹配的第二凹槽,送料杆通过第二卡块与送料缸31连接。这样的结构设计,在安装时,可先把送料台32放置在第三滑槽内,再把送料杆与第二卡块连接,最后从第二凹槽上方压入第二卡块,从而使送料杆与送料台32连接,安装更加方便。实际上,也可根据实际情况,考虑其他方便安装的结构设计。
优选,送料台32下端面右侧设有缺口。这样的结构设计,在把产品向右推动时,把产品上端面压住,可使产品更好地套入圆锥台。实际上,也可根据实际情况,考虑其他可使产品更好地套入圆锥台的结构设计。
一种全自动溜光计数机使用方法,步骤如下:
1).将不超过振动盘2容量(约3000~4000件)的产品倒入振动盘2并启动后,振动盘2 自动将产品排列好一个一个送往料道21;
2).直振22进一步将料道21上的产品送往机器的中心部位;
3).送料缸31和送料杆归位时,料道21送过来的产品能进入待送产品区并接受红外线感应器的感应;
4).红外线感应器感应到有产品过来后,送料缸31推动送料杆将产品送到待挤压区;
5).送料缸31与送料杆复位后挤压缸6推动压筒62下压,将产品压入圆台71与外环孔的紧配合位置;
6).与此同时,料道21将下一个产品送达待送成品区,并重新接受红外线感应器的感应;
7).挤压缸6复位后送料缸31推动送料杆将产品送到待挤压区;
8).5~7工序循环多次后,最先压入圆台71与外环孔的紧配合位置的产品就完全经过了圆台71与外环的紧配合位置达到芯轴7下部,并滞留在这里;
9).5~7工序循环次数达到设定数量后,落料缸82拉动芯轴7下面的挡料板8回缩,滞留在芯轴7下部的产品全部落入接料盆里面,回缩到一定时间后复位;
以上对本发明提供的一种全自动溜光计数机进行了详细介绍。具体实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
Claims (7)
1.一种全自动溜光计数机,其特征在于:包括机柜(1)和PLC处理器,所述机柜(1)上端面右侧设有振动盘(2),所述振动盘(2)出料端连接有料道(21),所述料道(21)下方设有直振动筛(22),所述料道(21)左侧设有工作平台(3),所述工作平台(3)上端面设有第一滑槽台(34),所述第一滑槽台(34)上端面设有从前至后的第一滑槽,所述第一滑槽内设有送料台(32),所述第一滑槽台(34)后端面设有送料缸(31),所述送料缸(31)前端设有送料杆,所述送料杆连接送料台(32),所述工作平台(3)上端面还设有红外线感应器(33),所述工作平台(3)前端面设有外环台(4),所述外环台(4)上端面中央设有外环孔,所述外环台(4)上端面设有定位台(5),所述定位台(5)上端面设有通孔(51),所述定位台(5)上端面设有第二滑槽台(52),所述第二滑槽台(52)后端面设有从上至下的第二滑槽,所述第二滑槽内设有挤压块(61),所述第二滑槽台(52)上端面设有挤压缸(6),所述挤压缸(6)下端设有挤压杆,所述挤压杆连接挤压块(61),所述挤压块(61)下端面设有压筒(62),所述压筒(62)外轮廓与通孔(51)相匹配,所述压筒(62)下端面设有压孔(63),所述外环孔内设有芯轴(7),所述芯轴(7)上部设有圆台(71),所述圆台(71)顶端设有圆锥台,所述圆台(71)位于外环孔内,所述芯轴(7)下方设有挡料板(8),所述机柜(1)上端面于挡料板(8)对应位置设有第三滑槽台(81),所述第三滑槽台(81)上端面设有从左至右的第三滑槽,所述第三滑槽台(81)左端面设有落料缸(82),所述落料缸(82)右端面设有落料杆,所述落料杆连接挡料板(8),所述机柜(1)于挡料板(8)下方设有抽屉(9),所述红外线感应器(33)输出端连接PLC处理器输入端,所述PLC处理器输出端分别连接送料缸(31)、挤压缸(6)和落料缸(82);
所述圆台(71)下端面设 有第一螺纹孔,所述芯轴(7)上端设有与第一螺纹孔相匹配的第一外螺纹,所述圆台(71)上 端面设有第二螺纹孔,所述圆锥台下端设有与第二螺纹孔相匹配的第二外螺纹;
所述挡料板(8)与落料 缸(82)之间设有第一卡块,所述挡料板(8)上端面设有与第一卡块相匹配的第一凹槽,所述落料杆通过第一卡块与落料缸(82)连接;
所述送料台(32)与送料缸(31)之间设有第二卡块,所述送料台(32)上端面设有与第二卡块相匹配的第二凹槽,所 述送料杆通过第二卡块与送料缸(31)连接。
2.根据权利要求1所述的一种全自动溜光计数机,其特征在于:所述通孔(51)为十字形通孔。
3.根据权利要求1所述的一种全自动溜光计数机,其特征在于:所述圆台(71)和外环台(4)为硬质的耐磨材料制成。
4.根据权利要求1所述的一种全自动溜光计数机,其特征在于:所述抽屉(9)为并排的两个,所述机柜(1)底部设有轮子(91)。
5.根据权利要求4所述的一种全自动溜光计数机,其特征在于:所述机柜(1)底部设有可升降支撑腿。
6.根据权利要求1所述的一种全自动溜光计数机,其特征在于:所述送料台(32)下端面右侧设有缺口。
7.一种如权利要求1~6任一项所述的全自动溜光计数机使用方法,其特征在于:步骤如下:
1).将不超过振动盘(1)容量(约3000~4000件)的产品倒入振动盘(2)并启动后,振动盘(2)自动将产品排列好一个一个送往料道(21);
2).直振(22)进一步将料道(21)上的产品送往机器的中心部位;
3).送料缸(31)和送料杆归位时,料道(21)送过来的产品能进入待送产品区并接受红外线感应器的感应;
4).红外线感应器感应到有产品过来后,送料缸(31)推动送料杆将产品送到待挤压区;
5).送料缸(31)与送料杆复位后挤压缸(6)推动压筒(62)下压,将产品压入圆台(71)与外环孔的紧配合位置;
6).与此同时,料道(21)将下一个产品送达待送成品区,并重新接受红外线感应器的感应;
7).挤压缸(6)复位后送料缸(31)推动送料杆将产品送到待挤压区;
8).5~7工序循环多次后,最先压入圆台(71)与外环孔的紧配合位置的产品就完全经过了圆台(71)与外环的紧配合位置达到芯轴(7)下部,并滞留在这里;
9).5~7工序循环次数达到设定数量后,落料缸(82)拉动芯轴(7)下面的挡料板(8)回缩,滞留在芯轴(7)下部的产品全部落入接料盆里面,回缩到一定时间后复位。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710322174.3A CN106938535B (zh) | 2017-05-09 | 2017-05-09 | 一种全自动溜光计数机及其使用方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710322174.3A CN106938535B (zh) | 2017-05-09 | 2017-05-09 | 一种全自动溜光计数机及其使用方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106938535A CN106938535A (zh) | 2017-07-11 |
| CN106938535B true CN106938535B (zh) | 2023-07-11 |
Family
ID=59463352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710322174.3A Active CN106938535B (zh) | 2017-05-09 | 2017-05-09 | 一种全自动溜光计数机及其使用方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106938535B (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NO905236D0 (no) * | 1989-12-06 | 1990-12-04 | Pacific Wietz Gmbh & Co Kg | Gass-sperrende, kontaktloes tetningsanordning for en aksel. |
| JP2006036590A (ja) * | 2004-07-27 | 2006-02-09 | Nippon Electric Glass Co Ltd | ガラス物品及びその製造方法並びにその製造装置 |
| CN203067603U (zh) * | 2012-12-24 | 2013-07-17 | 湖南吉利汽车部件有限公司 | 中心阀式离合器总泵 |
| CN103592218A (zh) * | 2013-11-12 | 2014-02-19 | 哈尔滨工程大学 | 弹性体橡胶密封圈减阻测试装置及弹性体橡胶密封圈/非光滑表面一体化减阻测试装置 |
| CN204076769U (zh) * | 2014-09-22 | 2015-01-07 | 阔丹—凌云汽车胶管有限公司 | 橡胶管加工模套 |
| CN104325373A (zh) * | 2014-11-04 | 2015-02-04 | 苏州昌田机械设备制造有限公司 | 一种轮辋盲孔去毛刺装置 |
| CN105014387A (zh) * | 2015-08-05 | 2015-11-04 | 无锡市百事杰金属制品科技有限公司 | 一种软态金属带材倒边机 |
| CN204987523U (zh) * | 2015-09-25 | 2016-01-20 | 范沈江 | 一种多仓式太阳能内水箱连接器 |
| CN205463844U (zh) * | 2016-03-31 | 2016-08-17 | 无锡格瑞斯精密机械有限公司 | 一种齿环的去毛边模具 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4586223A (en) * | 1984-08-27 | 1986-05-06 | Kotaro Tsukamoto | Machine for straightening and polishing a round bar |
| CN1172770C (zh) * | 1998-03-17 | 2004-10-27 | 应力波公司 | 通过集中的应力波在孔周围产生有益应力的方法和装置 |
| US6225224B1 (en) * | 1999-05-19 | 2001-05-01 | Infineon Technologies Norht America Corp. | System for dispensing polishing liquid during chemical mechanical polishing of a semiconductor wafer |
| US6722964B2 (en) * | 2000-04-04 | 2004-04-20 | Ebara Corporation | Polishing apparatus and method |
| JP2003205456A (ja) * | 2002-01-09 | 2003-07-22 | Matsushita Electric Ind Co Ltd | 穴の加工方法およびボールバニッシュ装置 |
| US6923033B2 (en) * | 2003-10-02 | 2005-08-02 | Soave Enterprises, Llc | Roller system for flattening irregularly shaped, bent pieces of scrap sheet metal |
| US7036227B2 (en) * | 2004-02-06 | 2006-05-02 | David Ling | Process for making ratchet wheels |
| US7677289B2 (en) * | 2004-07-08 | 2010-03-16 | President And Fellows Of Harvard College | Methods and apparatuses for the automated production, collection, handling, and imaging of large numbers of serial tissue sections |
| CN201587012U (zh) * | 2010-01-05 | 2010-09-22 | 海堡(厦门)橡胶有限公司 | 密封件的去毛边装置 |
| TWI674171B (zh) * | 2012-01-31 | 2019-10-11 | 日商荏原製作所股份有限公司 | 基板保持裝置、研磨裝置、及研磨方法 |
| CN102847784A (zh) * | 2012-08-20 | 2013-01-02 | 吴江市三达五金工具厂 | 一种可拆卸式去毛刺机构 |
| CN103231294B (zh) * | 2013-04-25 | 2016-04-06 | 苏州浦灵达自动化科技有限公司 | 一种在线自动去毛刺装置 |
| CN203367724U (zh) * | 2013-07-11 | 2013-12-25 | 厦门海普锐精密电子设备有限公司 | 散粒端子压接装置 |
| CN103787032A (zh) * | 2014-02-28 | 2014-05-14 | 延锋伟世通(沈阳)汽车饰件系统有限公司 | 一种自动定数供料机 |
| CN104227143A (zh) * | 2014-09-05 | 2014-12-24 | 宁波长华布施螺子有限公司 | 一种螺母自动割槽装置 |
| CN205446919U (zh) * | 2016-03-08 | 2016-08-10 | 新昌县新柴机械有限公司 | 一种制动阀芯 |
| CN105856560B (zh) * | 2016-04-22 | 2019-05-21 | 深圳市沃尔核材股份有限公司 | 一种端帽热缩成型机 |
| CN106426393B (zh) * | 2016-07-07 | 2018-04-10 | 浙江翔宇密封件有限公司 | 一种密封圈的去毛刺装置 |
-
2017
- 2017-05-09 CN CN201710322174.3A patent/CN106938535B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NO905236D0 (no) * | 1989-12-06 | 1990-12-04 | Pacific Wietz Gmbh & Co Kg | Gass-sperrende, kontaktloes tetningsanordning for en aksel. |
| JP2006036590A (ja) * | 2004-07-27 | 2006-02-09 | Nippon Electric Glass Co Ltd | ガラス物品及びその製造方法並びにその製造装置 |
| CN203067603U (zh) * | 2012-12-24 | 2013-07-17 | 湖南吉利汽车部件有限公司 | 中心阀式离合器总泵 |
| CN103592218A (zh) * | 2013-11-12 | 2014-02-19 | 哈尔滨工程大学 | 弹性体橡胶密封圈减阻测试装置及弹性体橡胶密封圈/非光滑表面一体化减阻测试装置 |
| CN204076769U (zh) * | 2014-09-22 | 2015-01-07 | 阔丹—凌云汽车胶管有限公司 | 橡胶管加工模套 |
| CN104325373A (zh) * | 2014-11-04 | 2015-02-04 | 苏州昌田机械设备制造有限公司 | 一种轮辋盲孔去毛刺装置 |
| CN105014387A (zh) * | 2015-08-05 | 2015-11-04 | 无锡市百事杰金属制品科技有限公司 | 一种软态金属带材倒边机 |
| CN204987523U (zh) * | 2015-09-25 | 2016-01-20 | 范沈江 | 一种多仓式太阳能内水箱连接器 |
| CN205463844U (zh) * | 2016-03-31 | 2016-08-17 | 无锡格瑞斯精密机械有限公司 | 一种齿环的去毛边模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106938535A (zh) | 2017-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107399600B (zh) | 木工钻自动上料机 | |
| CN106938535B (zh) | 一种全自动溜光计数机及其使用方法 | |
| CN209732528U (zh) | 一种带挤压腔的核桃破壳机 | |
| US3130468A (en) | Brick machine die changing device | |
| CN210030992U (zh) | 一种打样机喂棉结构 | |
| CN210026434U (zh) | 一种保健品粉料压片成型装置 | |
| CN206083661U (zh) | 自动传动机 | |
| CN205888927U (zh) | 全自动回转式多工位砂轮成型机 | |
| CN207361273U (zh) | 一种轴承内圈自动换面装置 | |
| CN215224372U (zh) | 一种氧气吐司生产用夹心馅上料装置 | |
| CN214053654U (zh) | 一种金属粉末注射成形上料装置 | |
| CN204686033U (zh) | 铜棒自动送料机的进料机构 | |
| CN204278455U (zh) | 塑料棒材热压挤出装置 | |
| CN206718462U (zh) | 一种全自动溜光计数机 | |
| CN210026436U (zh) | 一种制药用旋转式压片机 | |
| CN212233091U (zh) | 一种立式气缸枣仁派一体成型机 | |
| CN104441548B (zh) | 塑料棒材热压挤出装置及其热压挤出方法 | |
| CN208216094U (zh) | 一种硝苯地平缓释片iv压片装置 | |
| CN207342845U (zh) | 一种铁屑压饼装置 | |
| CN210914240U (zh) | 一种螺栓自动整列装置 | |
| CN211663946U (zh) | 垃圾桶 | |
| RU163211U1 (ru) | Отсадочно-дозировочная машина | |
| CN208118198U (zh) | 一种销轴供料机 | |
| CN205739299U (zh) | 一种换向器压制工序的自动接料装置 | |
| CN208528083U (zh) | 一种导向器压制设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |