CN106914979B - 一种锆刚玉无缩孔砖等厚度冒口砂型、模具及填充方法 - Google Patents
一种锆刚玉无缩孔砖等厚度冒口砂型、模具及填充方法 Download PDFInfo
- Publication number
- CN106914979B CN106914979B CN201710135258.6A CN201710135258A CN106914979B CN 106914979 B CN106914979 B CN 106914979B CN 201710135258 A CN201710135258 A CN 201710135258A CN 106914979 B CN106914979 B CN 106914979B
- Authority
- CN
- China
- Prior art keywords
- outer frame
- inner core
- straight pipe
- sand
- transition section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/24—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 characterised by the choice of material
- B29C67/242—Moulding mineral aggregates bonded with resin, e.g. resin concrete
- B29C67/243—Moulding mineral aggregates bonded with resin, e.g. resin concrete for making articles of definite length
Abstract
本发明涉及一种锆刚玉无缩孔砖等厚度冒口砂型、模具及填充方法,可有效解决锆刚玉无缩孔砖冒口砂型材料浪费的问题,技术方案是,该冒口砂型是由上部的直管段和下部的过渡段连接在一起构成的上下开口的中空结构,其下口部作为出料口,出料口为多边形,直管段的横截面为圆环形,圆环形的内径大于出料口截面的任意两个端点的连线,直管段的壁厚与过渡段的壁厚相等,本发明结构新颖独特,方法简单,易生产,易操作,成本低,可实现圆形冒口等砂厚,节约成本10‑15%,减少环境污染;通过改变外框的高度,配合按压尺的使用,可用于生产各种高度的冒口,进一步降低模具成本,经济效益显著。
Description
技术领域
本发明涉及锆刚玉无缩孔砖冒口,特别是一种锆刚玉无缩孔砖等厚度冒口砂型、用于生产该等厚度冒口砂型的模具及该等厚度冒口砂型的填充方法。
背景技术
AZS锆刚玉砖无缩孔砖材需要加冒口进行料液补缩,冒口体积一般是砖材体积的1-1.5倍,其中树脂砂圆形、椭圆形冒口最节能、最先进,国内许多大公司使用这种冒口。因为砖材形状多以长方体、异形长方体为主,圆形、椭圆形冒口的底部开口形状需要做成长方形、异形多边形,这样很难与圆形、椭圆形完美对接,生产厂家往往采用加大此处冒口砂厚的简单方法来解决这个问题,如图1-3所示,这种包括砂型包括直管段1和过渡段2,过渡段2采用加大处理,此处加大的砂厚重量一般占冒口整体重量的10-15%,这10-15%的砂子是很大的浪费,对砖材质量也有一些不好的影响。以国内每年生产10万吨树脂砂圆形、椭圆形冒口计算,一年浪费的砂子则为1-1.5万吨,这对整个资源浪费、环境污染等方面来说都是很大的很值得改善的问题。
发明内容
针对上述情况,为克服现有技术之缺陷,本发明之目的就是提供一种锆刚玉无缩孔砖等厚度冒口砂型、模具及填充方法,可有效解决锆刚玉无缩孔砖冒口砂型材料浪费的问题。
本发明解决的技术方案是,一种锆刚玉无缩孔砖等厚度冒口砂型,该冒口砂型是由上部的直管段和下部的过渡段连接在一起构成的上下开口的中空结构,其下口部作为出料口,出料口为多边形,直管段的横截面为圆环形,圆环形的内径大于出料口截面的任意两个端点的连线,直管段的壁厚与过渡段的壁厚相等。
所述的过渡段下端设置有水平向内伸出的出料口塑形凸沿,出料口塑形凸沿围城的上下贯通的通道构成出料口。
一种生产等厚度冒口砂型的模具,包括内芯和外框,外框为上下开口的中空结构,外框内底部中心放置有与等厚度冒口砂型的出料口形状相对应的砂板,内芯置于外框内,下端与砂板的上端面连接在一起,内芯外表面与外框的内表面之间的填充空间构成等厚度冒口砂型的成型空间,成型空间包括上部的直管段成型腔、下部的过渡段成型腔和所述过渡段成型腔下端面与砂板之间的出料口塑形腔,直管段成型腔、过渡段成型腔和出料口塑形腔的厚度相等。
一种等厚度冒口砂型的填充方法,包括以下步骤:
一、安装模具
模具包括内芯和外框,外框为上下开口的中空结构,外框内底部中心放置有与等厚度冒口砂型的出料口形状相对应的砂板,内芯置于外框内,下端与砂板的上端面连接在一起,内芯外表面与外框的内表面之间的填充空间构成等厚度冒口砂型的成型空间,成型空间包括上部的直管段成型腔、下部的过渡段成型腔和所述过渡段成型腔下端面与砂板之间的出料口塑形腔;直管段成型腔、过渡段成型腔和出料口塑形腔的厚度相等;
所述的外框是由上部的外框直管段和下部的外框过渡段连接在一起构成的上下开口的中空结构,外框直管段的内表面与冒口砂型的直管段外侧表面相对应,外框过渡段的内表面与冒口砂型的过渡段的外侧表面相对应,内芯是由上部的内芯直管段和下部的内芯过渡段连接在一起构成的一体结构,内芯直管段的外表面与冒口砂型的直管段内侧表面相对应,内芯过渡段的外表面与冒口砂型的过渡段的内侧表面相对应;所述的外框是由左组件和右组件拼装在一起构成的,内芯上端开有卡口,卡具与卡口相连,下部紧贴外框的外壁,通过绳子缠绕卡具外围,对外框进行固定。
二、填充树脂砂
将树脂砂通过成型空间的上口部填充,填充至设计高度,采用按压尺压实。
三、养护和拆模
填充树脂砂完成后10-20分钟,树脂砂经过化学反应凝固,然后先去掉卡具,打开外框,使用行车勾住内芯顶部的吊环,把内芯拔出来即可得到等厚度冒口砂型。
本发明结构新颖独特,方法简单,易生产,易操作,成本低,可实现圆形冒口等砂厚,节约成本10-15%,减少环境污染;通过改变外框的高度,配合按压尺的使用,可用于生产各种高度的冒口,进一步降低模具成本,经济效益显著。
附图说明
图1为现有锆刚玉无缩孔砖冒口砂型的剖面主视图。
图2为现有锆刚玉无缩孔砖冒口砂型的剖面侧视图。
图3为现有锆刚玉无缩孔砖冒口砂型的俯视图。
图4为本发明等厚度冒口砂型的主视图。
图5为本发明等厚度冒口砂型的剖面主视图。
图6为本发明等厚度冒口砂型的剖面侧视图。
图7为本发明等厚度冒口砂型的俯视图。
图8为本发明等厚度冒口砂型的剖面俯视图。
图9为本发明等厚度冒口砂型的剖面主视图(含有出料口塑形凸沿)。
图10为本发明等厚度冒口砂型的剖面俯视图(含有出料口塑形凸沿)。
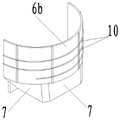
图11为本发明外框的主视图。
图12为本发明外框的左组件图立体图。
图13为本发明外框的右组件图立体图。
图14为本发明图11的A-A向剖视图。
图15为本发明外框的左组件或右组件的剖视图。
图16为本发明内芯的立体图。
图17为本发明内芯的主视图。
图18为本发明图17的B-B向剖视图。
图19为本发明内芯的剖视图。
图20为本发明生产等厚度冒口砂型的模具立体图。
图21为本发明生产等厚度冒口砂型的模具主视图。
图22为本发明生产等厚度冒口砂型的模具剖视图。
图23为本发明生产等厚度冒口砂型的模具俯视图。
图24为本发明图22中A处的局部放大图。
图25为本发明填充方法中的模具安装图。
具体实施方式
以下结合附图对本发明的具体实施方式作进一步详细说明。
由图1-25给出:
一种锆刚玉无缩孔砖等厚度冒口砂型,该冒口砂型是由上部的直管段1和下部的过渡段4连接在一起构成的上下开口的中空结构,其下口部作为出料口3,出料口3为多边形,直管段1的横截面为圆环形,圆环形的内径大于出料口截面的任意两个端点的连线,直管段1的壁厚与过渡段4的壁厚相等。
为保证使用效果,所述的过渡段4下端设置有水平向内伸出的出料口塑形凸沿5,出料口塑形凸沿围城的上下贯通的通道构成出料口;所述的出料口塑形凸沿5的厚度与过渡段4的壁厚相等;所述的出料口3的形状、尺寸均与砖体砂型上口部的形状、尺寸相一致。
一种生产等厚度冒口砂型的模具,包括内芯8和外框6,外框6为上下开口的中空结构,外框6内底部中心放置有与等厚度冒口砂型的出料口形状相对应的砂板18,内芯8置于外框6内,下端与砂板18的上端面连接在一起,内芯8外表面与外框6的内表面之间的填充空间构成等厚度冒口砂型的成型空间,成型空间包括上部的直管段成型腔1a、下部的过渡段成型腔4a和所述过渡段成型腔下端面与砂板之间的出料口塑形腔5a,直管段成型腔、过渡段成型腔和出料口塑形腔的厚度相等;
为保证使用效果,所述的外框6是由上部的外框直管段和下部的外框过渡段7连接在一起构成的上下开口的中空结构,外框直管段的内表面与冒口砂型的直管段外侧表面相对应,外框过渡段7的内表面与冒口砂型的过渡段的外侧表面相对应,内芯8是由上部的内芯直管段和下部的内芯过渡段9连接在一起构成的一体结构,内芯直管段的外表面与冒口砂型的直管段内侧表面相对应,内芯过渡段9的外表面与冒口砂型的过渡段的内侧表面相对应。
所述的外框6是由左组件6a和右组件6b拼装在一起构成的,左组件6a和右组件6b上设置有相对应得连接板11,连接板11可通过螺栓或卡扣连接,所述的内芯的上端伸出外框的上端面,改变外框高度并配合按压尺即可得到各种高度的冒口,进一步降低模具成本。
所述的内芯8为中空结构,其内腔表面设置有内芯加强筋14,内芯8的下端面可开通孔14,以节约材料,外框的外表面设置有外框加强筋10。
所述的成型空间的上口部作为填砂口16,填砂口16上装有用于压平树脂砂的按压尺17;按压尺上设置有刻度17a,保证成型空间内的树脂砂顶面高度保持一致。
所述的内芯8下端设置有用于与砂板固定在一起的锥尖12,可快速与砂板固定在一起。
一种等厚度冒口砂型的填充方法,包括以下步骤:
一、安装模具
模具包括内芯8和外框6,外框6为上下开口的中空结构,外框6内底部中心放置有与等厚度冒口砂型的出料口形状相对应的砂板18,内芯8置于外框6内,下端与砂板18的上端面连接在一起,内芯8外表面与外框6的内表面之间的填充空间构成等厚度冒口砂型的成型空间,成型空间包括上部的直管段成型腔1a、下部的过渡段成型腔4a和所述过渡段成型腔下端面与砂板之间的出料口塑形腔5a,直管段成型腔、过渡段成型腔和出料口塑形腔的厚度相等;
所述的外框6是由上部的外框直管段和下部的外框过渡段7连接在一起构成的上下开口的中空结构,外框直管段的内表面与冒口砂型的直管段外侧表面相对应,外框过渡段7的内表面与冒口砂型的过渡段的外侧表面相对应,内芯8是由上部的内芯直管段和下部的内芯过渡段9连接在一起构成的一体结构,内芯直管段的外表面与冒口砂型的直管段内侧表面相对应,内芯过渡段9的外表面与冒口砂型的过渡段的内侧表面相对应;
所述的外框6是由左组件6a和右组件6b拼装在一起构成的,内芯8上端开有卡口15,卡具20与卡口相连,下部紧贴外框6的外壁,通过绳子缠绕卡具外围,对外框进行固定。
二、填充树脂砂
将树脂砂19通过成型空间的上口部填充,填充至设计高度,采用按压尺17压实。并通过按压尺上的刻度观察压实后的树脂砂上端面是否齐平和达到设计高度,如达不到继续填充树脂砂,直到满足压实和高度的要求。
三、养护和拆模
填充树脂砂完成后10-20分钟,树脂砂经过化学反应凝固,先去掉卡具,打开外框,然后使用行车勾住内芯顶部的吊环13,把内芯拔出来即可得到等厚度冒口砂型,根据冒口大小,也可以人工拔出内芯模具。
本发明通过改变冒口砂型过渡段的厚度,达到了降低成本的目的,并且设计了用于生产该等厚度冒口砂型的模具,由于增加了与等厚度冒口砂型的出料口形状相对应的砂板,从而在模具中的成型空间中预留出了出料口塑形腔,一套模具就可以适应各种不同形状大小的冒口砂型,通过改变外框的高度,配合按压尺的使用,可用于生产各种高度的冒口,进一步降低模具成本,与现有技术相比,本发明结构新颖独特,方法简单,易生产,易操作,成本低,可实现圆形冒口等砂厚,节约成本10-15%,减少环境污染,社会和经济效益显著。
Claims (6)
1.一种生产锆刚玉无缩孔砖等厚度冒口砂型的模具,其特征在于,包括内芯(8)和外框(6),外框(6)为上下开口的中空结构,外框(6)内底部中心放置有与等厚度冒口砂型的出料口形状相对应的砂板(18),内芯(8)置于外框(6)内,下端与砂板(18)的上端面连接在一起,内芯(8)外表面与外框(6)的内表面之间的填充空间构成等厚度冒口砂型的成型空间,成型空间包括上部的直管段成型腔(1a)、下部的过渡段成型腔(4a)和所述过渡段成型腔下端面与砂板之间的出料口塑形腔(5a),直管段成型腔(1a)、过渡段成型腔(4a)和出料口塑形腔(5a)的厚度相等;
所述等厚度冒口砂型是由上部的直管段(1)和下部的过渡段(4)连接在一起构成的上下开口的中空结构,其下口部作为出料口(3),出料口(3)为多边形,直管段(1)的横截面为圆环形,圆环形的内径大于出料口截面的任意两个端点的连线,直管段(1)的壁厚与过渡段(4)的壁厚相等;
所述的过渡段(4)下端设置有水平向内伸出的出料口塑形凸沿(5),出料口塑形凸沿围城的上下贯通的通道构成出料口;
所述的出料口塑形凸沿(5)的厚度与过渡段(4)的壁厚相等;
所述的出料口(3)的形状、尺寸均与砖体砂型上口部的形状、尺寸相一致。
2.根据权利要求1所述的生产锆刚玉无缩孔砖等厚度冒口砂型的模具,其特征在于,所述的外框(6)是由上部的外框直管段和下部的外框过渡段(7)连接在一起构成的上下开口的中空结构,外框直管段的内表面与冒口砂型的直管段外侧表面相对应,外框过渡段(7)的内表面与冒口砂型的过渡段的外侧表面相对应,内芯(8)是由上部的内芯直管段和下部的内芯过渡段(9)连接在一起构成的一体结构,内芯直管段的外表面与冒口砂型的直管段内侧表面相对应,内芯过渡段(9)的外表面与冒口砂型的过渡段的内侧表面相对应。
3.根据权利要求1所述的生产锆刚玉无缩孔砖等厚度冒口砂型的模具,其特征在于,所述的外框(6)是由左组件(6a)和右组件(6b)拼装在一起构成的。
4.根据权利要求1所述的生产锆刚玉无缩孔砖等厚度冒口砂型的模具,其特征在于,所述的成型空间的上口部作为填砂口(16),填砂口(16)上装有用于压平树脂砂的按压尺(17)。
5.根据权利要求1所述的生产锆刚玉无缩孔砖等厚度冒口砂型的模具,其特征在于,所述的内芯(8)下端设置有用于与砂板固定在一起的锥尖(12)。
6.一种权利要求1所述的锆刚玉无缩孔砖等厚度冒口砂型的填充方法,包括以下步骤:
一、安装模具
模具包括内芯(8)和外框(6),外框(6)为上下开口的中空结构,外框(6)内底部中心放置有与等厚度冒口砂型的出料口形状相对应的砂板(18),内芯(8)置于外框(6)内,下端与砂板(18)的上端面连接在一起,内芯(8)外表面与外框(6)的内表面之间的填充空间构成等厚度冒口砂型的成型空间,成型空间包括上部的直管段成型腔(1a)、下部的过渡段成型腔(4a)和所述过渡段成型腔下端面与砂板之间的出料口塑形腔(5a),直管段成型腔(1a)、过渡段成型腔(4a)和出料口塑形腔(5a)的厚度相等;
所述的外框(6)是由上部的外框直管段和下部的外框过渡段(7)连接在一起构成的上下开口的中空结构,外框直管段的内表面与冒口砂型的直管段外侧表面相对应,外框过渡段(7)的内表面与冒口砂型的过渡段的外侧表面相对应,内芯(8)是由上部的内芯直管段和下部的内芯过渡段(9)连接在一起构成的一体结构,内芯直管段的外表面与冒口砂型的直管段内侧表面相对应,内芯过渡段(9)的外表面与冒口砂型的过渡段的内侧表面相对应;
所述的外框(6)是由左组件(6a)和右组件(6b)拼装在一起构成的,内芯(8)上端开有卡口(15),卡具(20)与卡口相连,下部紧贴外框(6)的外壁,通过绳子缠绕卡具外围,对外框进行固定;
二、填充树脂砂
将树脂砂(19)通过成型空间的上口部填充,填充至设计高度,采用按压尺(17)压实;
三、养护和拆模
填充树脂砂完成后10-20分钟,树脂砂经过化学反应凝固,先去掉卡具,打开外框,然后使用行车勾住内芯顶部的吊环(13),把内芯拔出来即可得到等厚度冒口砂型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710135258.6A CN106914979B (zh) | 2017-03-08 | 2017-03-08 | 一种锆刚玉无缩孔砖等厚度冒口砂型、模具及填充方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710135258.6A CN106914979B (zh) | 2017-03-08 | 2017-03-08 | 一种锆刚玉无缩孔砖等厚度冒口砂型、模具及填充方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106914979A CN106914979A (zh) | 2017-07-04 |
| CN106914979B true CN106914979B (zh) | 2022-05-17 |
Family
ID=59460687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710135258.6A Active CN106914979B (zh) | 2017-03-08 | 2017-03-08 | 一种锆刚玉无缩孔砖等厚度冒口砂型、模具及填充方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106914979B (zh) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1726126A1 (ru) * | 1990-02-05 | 1992-04-15 | Всесоюзный государственный институт научно-исследовательских и проектных работ огнеупорной промышленности | Способ прессовани изделий |
| CN2853354Y (zh) * | 2005-12-21 | 2007-01-03 | 上海材料研究所 | 一种用于制备陶瓷套管毛坯件的等静压成型模具 |
| CN204772921U (zh) * | 2015-07-11 | 2015-11-18 | 郑州远东耐火材料有限公司 | 一种熔铸锆刚玉砖用冒口模具 |
| CN204976969U (zh) * | 2015-07-29 | 2016-01-20 | 郑州远东耐火材料有限公司 | 一种铺面砖免切模具 |
| CN205519502U (zh) * | 2016-04-06 | 2016-08-31 | 郑州远东耐火材料有限公司 | 一种锆刚玉无缩孔砖的发热冒口铸造砂模 |
| CN205989411U (zh) * | 2016-08-30 | 2017-03-01 | 郑州远东耐火材料有限公司 | 一种无缩孔电熔砖浇铸模具 |
| CN206589218U (zh) * | 2017-03-08 | 2017-10-27 | 郑州远东耐火材料有限公司 | 一种用于生产锆刚玉无缩孔砖等厚度冒口砂型的模具 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2862893B1 (fr) * | 2003-11-28 | 2006-02-24 | Commissariat Energie Atomique | Dispositif de remplissage d'un moule par une poudre ou un melange de poudres |
-
2017
- 2017-03-08 CN CN201710135258.6A patent/CN106914979B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1726126A1 (ru) * | 1990-02-05 | 1992-04-15 | Всесоюзный государственный институт научно-исследовательских и проектных работ огнеупорной промышленности | Способ прессовани изделий |
| CN2853354Y (zh) * | 2005-12-21 | 2007-01-03 | 上海材料研究所 | 一种用于制备陶瓷套管毛坯件的等静压成型模具 |
| CN204772921U (zh) * | 2015-07-11 | 2015-11-18 | 郑州远东耐火材料有限公司 | 一种熔铸锆刚玉砖用冒口模具 |
| CN204976969U (zh) * | 2015-07-29 | 2016-01-20 | 郑州远东耐火材料有限公司 | 一种铺面砖免切模具 |
| CN205519502U (zh) * | 2016-04-06 | 2016-08-31 | 郑州远东耐火材料有限公司 | 一种锆刚玉无缩孔砖的发热冒口铸造砂模 |
| CN205989411U (zh) * | 2016-08-30 | 2017-03-01 | 郑州远东耐火材料有限公司 | 一种无缩孔电熔砖浇铸模具 |
| CN206589218U (zh) * | 2017-03-08 | 2017-10-27 | 郑州远东耐火材料有限公司 | 一种用于生产锆刚玉无缩孔砖等厚度冒口砂型的模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106914979A (zh) | 2017-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109093101A (zh) | 一种底部具有脱模机构的浇铸模具设备 | |
| CN106914979B (zh) | 一种锆刚玉无缩孔砖等厚度冒口砂型、模具及填充方法 | |
| CN210617054U (zh) | 一种方便更换模芯的塑料包装盒模具 | |
| CN204799920U (zh) | 一种用于制造光通信模块金属结构件的模具及压铸机 | |
| CN108372580B (zh) | 一种长水口的制造模具 | |
| CN206589218U (zh) | 一种用于生产锆刚玉无缩孔砖等厚度冒口砂型的模具 | |
| CN210552502U (zh) | 树脂浇注体用模具 | |
| CN209935808U (zh) | 一种铸造用砂芯制作设备 | |
| CN106476121B (zh) | 一种坩埚模具及其生产坩埚半成品的生产方法 | |
| CN203766096U (zh) | 一种用于匣钵成型的模具装置 | |
| CN214725107U (zh) | 一种蒸压加气混凝土砌块浇筑成型模具 | |
| CN218283645U (zh) | 一种通用铸造冒口造型拼装工装 | |
| CN219618100U (zh) | 一种等静压成型模具 | |
| CN219153278U (zh) | 一种加气砖成型装置 | |
| CN216441603U (zh) | 阀门铸造过程中砂箱铸型用多标型板模具 | |
| CN216729495U (zh) | 用于制造深孔产品的成型装置 | |
| CN209110152U (zh) | 一种打刀缸一体式压铸模具 | |
| CN201385370Y (zh) | 制作陶瓷酒瓶口的组合模具及设备 | |
| CN211662282U (zh) | 一种耐火砖生产用加工形砖的模具 | |
| CN211386812U (zh) | 一种铸件用造型机 | |
| CN215315543U (zh) | 一种可调节轧辊铸造用模具 | |
| CN211054004U (zh) | 一种透气砖模具 | |
| CN212285778U (zh) | 一种便于更换模芯的铸造模具 | |
| CN103551524A (zh) | 多槽带轮的铸造方法及其使用的制芯模具和铸造模具 | |
| CN215970274U (zh) | 一种可防出现气孔的磁控轮钢轮模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |