CN106868648B - 用于制备恢复喷气纺纱机上纺纱过程的工作站的方法、以及用于执行该方法的喷气纺纱机 - Google Patents
用于制备恢复喷气纺纱机上纺纱过程的工作站的方法、以及用于执行该方法的喷气纺纱机 Download PDFInfo
- Publication number
- CN106868648B CN106868648B CN201611003129.3A CN201611003129A CN106868648B CN 106868648 B CN106868648 B CN 106868648B CN 201611003129 A CN201611003129 A CN 201611003129A CN 106868648 B CN106868648 B CN 106868648B
- Authority
- CN
- China
- Prior art keywords
- yarn
- spinning
- spun
- guide channel
- workstation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/11—Spinning by false-twisting
- D01H1/115—Spinning by false-twisting using pneumatic means
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/48—Piecing arrangements; Control therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H15/00—Piecing arrangements ; Automatic end-finding, e.g. by suction and reverse package rotation; Devices for temporarily storing yarn during piecing
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/02—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques imparting twist by a fluid, e.g. air vortex
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H7/00—Spinning or twisting arrangements
- D01H7/92—Spinning or twisting arrangements for imparting transient twist, i.e. false twist
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
本发明涉及一种用于制备用于恢复喷气纺纱机上的纺纱过程的工作站的方法,其中,在中断纺织之后,将纱线(5)引导回到其位于纺纱喷嘴(4)后面的工作路径中,或者使所述纱线(5)以受控方式停止在其工作路径中,其中纱线(5)端位于所述纺纱喷嘴(4)后面,将所述纱线(5)端引入到所述纺纱喷嘴(4)的出口开口(41)中,于是,在所述纺纱喷嘴(4)和纤维的进给装置(3)的帮助下,通过逆向运动来将所述纱线(5)运输远达所述纺纱喷嘴(4)前面的导向通道(2)。本发明还涉及一种喷气纺纱机,所述喷气纺纱机具有用于制备用于恢复纺纱过程的工作站的构件。
Description
技术领域
本发明涉及一种用于制备用于恢复喷气纺纱机上的纺纱过程的工作站的方法,其中,在纺纱过程中已经出现中断之后,将纱线引导回到其在纺纱喷嘴后面的工作路径中,或者使该纱线与该纱线端以受控方式停止在纺纱喷嘴后面的工作路径中,将纱线端插入到纺纱喷嘴的出口开口中,于是,在纺纱喷嘴和纤维的进给装置的帮助下,通过逆向运动来将纱线运输至远达纺纱喷嘴前面的导向通道,其中,纱线的纺入端形成在导向通道中的纱线上,于是,开始在纱线卷绕装置前面的低压纱线储存装置中形成纱线储存。
本发明还涉及一种喷气纺纱机,该喷气纺纱机具有用于制备用于恢复纺纱过程的工作站的构件,其中,每个工作站包括纱条的牵伸机构,该牵伸机构的出口与纤维的进给装置的进口对齐,该进给装置的出口与通向纺纱喷嘴的纤维的入口对齐,其中,纱条的牵伸机构的出口与纱条的进给装置的进口之间的空间与导向通道的退出部对齐。该导向通道与其退出部相距某一距离,该退出部设有用于制备纱线的纺入端的装置,并且工作站设有用于在纱线在其形成时移动的方向上相反地解绕纱线的构件。
背景技术
在纺纱过程已经出现中断之后,不论是在意外纱线断裂之后,还是在接收到来自纱线质量传感器的信号时受控地中断纺织之后,或者是在用空管来更换完全卷绕的线筒之后,在纺纱机上使用多种技术来恢复纺织(纱线生产)。
制备用于恢复纺纱过程的工作站的目的在于:确保工作站的单个机器部件以及(如果必要的话)伴随装置的部件采取需要的位置或者设定,以便制备纱线的纺入端,纺入在该纺入端上进行;以及确保该纺入端位于用于开始纺入过程的确定初始位置中。
在纺织突然中断的情况下(例如,由于纱线断裂),这通常是一个快速过程,以至于不能够实施机器的工作站的受控停止并且将纱线的撕裂端卷绕到线筒上。为了恢复纺纱过程,需要借助伴随装置或者手动地检测线筒上的纱线端,以便通过从线筒上解绕有缺陷的纱线部来将其移除,并且将纱线引导至工作路径中或者至其可以轻易被传递至工作站的构件上的位置处。同时,为了恢复纺纱过程,需要使纱线端位于相当于纺纱喷嘴的所谓的转移位置处,以便在工作站处进一步操作,从而可以将纱线端递送至纺纱喷嘴以执行制备用于恢复纺纱过程的喷气纺纱机的工作站的最后步骤。
用于恢复在用空线筒来更换完全卷绕的线筒之后的纺纱过程的工作站的制备与该情况类似,当未在卷绕线筒上检测到纱线端时,纱线端是被纺织到了辅助纱线上,这通常是通过辅助纱线的线筒上的伴随装置来执行。伴随装置制备辅助纱线使得可以迅速地将辅助纱线递送至工作站的构件。端部由伴随装置放置到所谓的转移位置中,以便在工作站处进一步操作并且插入到纺纱喷嘴中,从而可以执行制备用于恢复纺纱过程的喷气纺纱机的工作站的最后步骤。
当纺织的中断是以受控方式执行时(例如,在已经产生了来自纱线质量传感器的信号之后),工作站的机器部件以协调方式渐渐地减速直到其完全停止(即,达到中断纺织),由此,纱线保持在工作站处的工作路径中,其端部位于纺纱喷嘴中,并且因此不必在线筒上对其进行检测或者将其设定在所谓的转移位置处以在工作站处进一步操作和插入到纺纱喷嘴中从而执行制备用于恢复纺纱过程的喷气纺纱机的工作站的最后步骤。
制备用于恢复纺纱过程的喷气纺纱机的工作站的上述最后步骤在于:将纱线端从转移位置递送至纺纱喷嘴,并且然后在纺纱喷嘴前面在常规纺织期间在纤维进给至纺纱喷嘴的方向上相反地解绕需要长度的纱线,纺纱喷嘴的前面布置有用于制备纱线的纺入端的装置,该装置在解绕纱线上形成纱线的纺入端。同时,工作站的其它机器部件准备好开始进行纺入过程,包括:通过从线筒上解绕纱线来在低压纱线储存装置中形成纱线储存,从而制备用于恢复纺纱过程的工作站。
上面提到的技术在例如DE 10 2012 108 380 A1中公开。此外,CN 103510200 A公开了一种运行喷气式纺织机的方法。CN 88101866 A公开了一种在纺纱装置中用气动扭转装置连接纱线的方法。
背景技术的问题是通过用于制备纱线的纺入端的装置所形成的纱线的纺入端的位置的可变性,该可变性最终会导致接头参数的均一性的退化。由于纺入的需要,所以还必须产生足够长的纱线的纺入端,以便开始纺入过程。此外,可取的做法是,使机器操作员可接近用于形成纱线的纺入端的装置。
因此,本发明的目的在于消除背景技术的缺点或者至少使背景技术的缺点最小化。
发明内容
本发明的目的是通过如下方法来实现:该方法用于制备用于恢复喷气纺纱机上的纺纱过程的工作站,其原理在于:纱线至导向通道的逆向运动是通过工作站的纱线的牵拉机构的逆向运动来执行。
具有用于制备用于恢复纺纱过程的工作站的构件的喷气纺纱机的原理在于:工作站设有构件,该构件用于使纱线的所形成的纺入端受控地逆向位移通过导向通道到达用于在导线通道中制备纱线的纺入端的装置后面的确定位置。
本发明的优点在于:本发明允许在开始进行纺入过程之前仅借助工作站将纱线的纺入端放置在确定且有保证的位置处,这使得能够在一个工作站处、以及在不同的工作站处实现更加均一的接头参数。本发明还使得机器操作员更容易接近用于形成纱线的纺入端的装置。此外,本发明允许形成具有纺入端的足够长的纱线端。
附图说明
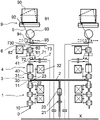
本发明在附图中示意性地呈现,附图示出了喷气纺纱机的工作站的布置。
具体实施方式
本发明将关于喷气纺纱机的工作站的实施例的示例进行描述,该喷气纺纱机包括至少一排彼此紧挨着布置的相同工作站。
工作站包括纱条0的牵伸机构1,该牵伸机构1的进口10与未示出的纱条源对齐并且其出口11与纤维的进给装置3的进口30对齐,该进给装置3联接至驱动器32。纤维的进给装置3的出口31与通向纺纱喷嘴4的纤维的入口40对齐。在纺纱喷嘴4中,进入的纱条0转换为纱线5,布置在纱线5的出口开口41后面的牵拉机构6从纺纱喷嘴4牵拉4纱线5。
牵拉机构6包括一对辊60、61,该对辊60、61朝着彼此而按压,其中,它们中一个辊联接至旋转驱动器62并且另一个辊可旋转地安装在压力臂(未示出)上,该压力臂可倾斜地安装在工作站的构造中。
在纺纱喷嘴4的出口开口41与纱线5的牵拉机构6之间布置有在纱线5的工作路径中的抽吸管7的抽吸进口70,该抽吸管7以受控方式连接至低压源X。在抽吸管7中布置的是用于中断纱线5的装置71以及用于将纱线5端递送至纺纱喷嘴4的装置72。
在抽吸管7与纱线5的牵拉机构6之间布置的是纱线质量传感器8,该纱线质量传感器8连接至工作站的控制系统以及/或者工作站和/或机器的部段。
用于将纱线5卷绕到线筒90上的卷绕装置9设置在纱线5的牵拉机构6后面的纱线5的路径中。在卷绕期间,线筒90位于驱动圆筒91上,该驱动圆筒91通过滚动来驱动线筒90,由此,纱线5的导向装置的导向件92沿着线筒90的宽度引导纱线5。在所示出的实施例的示例中,在横向导向件92前面,纱线穿过上蜡装置93,在卷绕的是圆锥形线筒的情况下,在该上蜡装置93前面布置的是在纱线5的路径中的纱线环圈的补偿器94,纱线环圈在圆锥形线筒90的卷绕期间周期性地形成。在补偿器94前面,在纱线5的路径中,设置的是纱线存在传感器95,该纱线存在传感器95在纱线生产期间以纱线断裂检测器的模式进行操作。
在纱线存在传感器95与纱线5的牵拉机构6之间,在其抽吸进口730邻近纱线5的路径处,布置的是低压纱线储存装置73,该低压纱线储存装置73连接至低压源X。
为了在工作站处恢复纺纱过程,在纱条0的牵伸机构1的出口11与纱条0的进给装置3的进口30之间具有纱线5的导向通道2的可分配退出部22,由此,该退出部22完全地位移到纱条0的牵伸机构1的出口11与纱条0的进给装置3的进口30之间的空间外部,或者固定并且位于纱条0的路径的外部,该退出部22均处于正常纺织过程中。导向通道2的另一端连接至低压源X。导向通道2与其退出部22相距一段距离,退出部22设有用于制备纱线的纺入端的装置20。在远离辅助导向管2的退出部22的方向上在用于制备纱线的纺入端的装置20后面,导向通道2设有在导向通道2中的纱线存在传感器21。
在所示出的实施例的示例中,在纱条0的进给装置3的进口30与用于在导向通道2中制备纱线5的纺入端的装置20之间的(或者更加具体地,在纺纱喷嘴4的进口40与用于在导向通道2中制备纱线5的纺入端的装置20之间的)空间中,布置的是纱线5自由端的固定元件23(保持器),该固定元件23在所示出的实施例中是导向通道2的退出部22的一部分。
执行在由于生产的纱线5中出现缺陷而导致其中断之后用于恢复纺纱过程的工作站的制备使得(由此,纱线5的缺陷是由纱线质量传感器8来记录),一旦纱线质量传感器8已经记录了纱线缺陷,工作站就开始根据控制机构(未示出)的指令来平稳地停止纺纱过程。从使工作站处的单一操作的持续时间(即,单一操作所需要的时间段)最小化的角度看,工作站的单个机器部件尽可能快的以受控方式受到制动(或者更加具体地,停止)以达到完全停止,当纱线5处于其工作路径中(其在纺织期间位于该工作路径中)时,其端部位于纺纱喷嘴4中或者在纺纱喷嘴4上方在抽吸管7的抽吸进口70的区域中。
随后,抽吸管7开始抽吸纱线,通过这种方式从纺纱喷嘴4拉出位于纺纱喷嘴4中的纱线5端并且将其抽吸到抽吸管7中。此后,当线筒的旋转与在纺织期间将纱线5卷绕到线筒上的方向逆向时且同时借助逆向地旋转的牵拉辊60、61来从线筒90牵拉纱线时,开始从线筒90上解绕纱线5的缺陷部。在解绕纱线5的缺陷部期间,被解绕的有缺陷的纱线5还穿过纱线质量传感器8并且抽吸到抽吸管7中,该抽吸管7以受控方式连接至低压源并且有缺陷的纱线5从该低压源处进一步吸出至废料(未示出)处。因此,纱线5的有缺陷的长度在工作站处从线筒90和从工作路径上解绕送到废料处,由此,装置71连续地“切割”纱线的有缺陷的长度以中断抽吸管7中的纱线5,从而将小块有缺陷的纱线而不是较长部段吸出至废料处。
一旦有缺陷的纱线5已经由抽吸管7移除,无缺陷的纱线5(即,在缺陷检测之前的纱线5)已经位于工作站处的工作路径的一部分中在线筒90与抽吸管7之间的区域中。
随后,通过中断纱线5的装置71使抽吸管7中的纱线5的最后部分分离并且将其吸出至废料处,并且因此,无缺陷的纱线5由牵拉机构6保持,无缺陷的纱线的端部位于抽吸管7中在用于将纱线端递送至纺纱喷嘴4的装置72的区域中。
执行在由于纱线断裂而导致其中断之后用于恢复纺纱过程的工作站的制备使得:未示出的伴随装置检测线筒90上的纱线端,从线筒上解绕该纱线端并且将其传递至工作站的在纺纱喷嘴4上方的构件。由断裂产生的纱线端通过如下方式来移除:在将纱线5递送至工作站的构件之前借助伴随装置来移除,或者在工作站处的抽吸管7中来移除,由此,抽吸管7分离出纱线5的最后部分并且将其吸出至废料处,从而无缺陷的纱线5然后由牵拉机构6保持,无缺陷的纱线的端位于抽吸管7中在用于将纱线端递送至纺纱喷嘴4的装置72的区域中。
随后,使纱线5自由端从抽吸管7移动至纺纱喷嘴4的出口开口41,这是通过例如一旦抽吸管7进行的抽吸过程已经完成就进行吹送,通过抽吸到纺纱喷嘴4的出口开口41中等。
无缺陷的纱线5的端部一返回至纺纱喷嘴4中,就在工作站的纱线5的牵拉机构6的逆向运动(即,在与通过纺纱喷嘴4形成纱线5期间的纱线5的运动方向相反的方向上的运动)的帮助下,开始进行解绕纱线5的另一个阶段,从纱条0的进给装置3解绕至纱线5的导向通道2的退出部22、以及至纱线5自由端的固定元件23(保持器)、以及进一步至纱线5的导向通道2上。
纱条0的进给装置3是打开的,即,使压力进给辊升起。
将无缺陷的纱线5解绕至导向通道2的目的在于:形成足够长度的无缺陷的纱线5,以便随后实现高质量接头的纺入和形成。产生用于支持的该长度的无缺陷的纱线5是通过如下方式来测量:在解绕纱线5期间,例如通过测量逆向地旋转的牵拉辊60、61的圈数,或者通过测量工作站的纱线5的牵拉机构6的逆向运动的持续时间,或者由导向通道2中的纱线存在传感器21用信号通知。在用信号通知导向通道2中的足够长度的无缺陷的纱线5的时候,纱线5的牵拉机构6的速度相对于线筒90的旋转速度减小,由此,纱线5的牵拉机构6的速度减小至完全停止。因此,由于线筒90上的纱线5的牵拉机构6中的纱线5被解绕的速度不同,所以形成了纱线5环圈。将纱线5环圈作为纱线5储存抽吸到低压纱线储存装置73中,以便在纺入过程期间启动工作站的单个机器部件,尤其是启动纱线5的卷绕装置9。纱线5的牵拉机构6的停止使得导向通道2中的无缺陷的纱线5停止。
在纱线存在传感器21的前面,纱线5的纺入端由用于在导向通道2中制备纱线5的装置20形成。在形成纱线5的纺入端期间,在需要的情况下,借助线筒90的旋转来使从线筒90上解绕纱线5的速度增加或者减小,以便在低压纱线储存装置73中形成需要长度的纱线5储存以在纺入期间启动工作站的单个机器部件,但同时也避免储存装置装得过满,或者可选地在导向通道2中形成纱线5的纺入端期间,停止从线筒90解绕纱线5。
导向通道2中的纱线存在传感器21记录用于在导向通道2中制备纱线的纺入端的装置20中的纱线5的撕裂端的吸力,通过这种方式来确认纱线5的纺入端的形成。
随后,通过纱线5的牵拉机构6的逆向运动来使所形成的纺入纱线5端移动至导向通道2中的纱线存在传感器21或者导向通道2中的纱线存在传感器21后面,并且因此使纱线5的纺入端进一步在其插入到导向通道2中的方向上在用于制备纱线的纺入端的装置20后面移动,即,移动至形成纱线5的纺入端的地点后面的位置处。在该阶段中,牵拉机构6优选地具有与线筒90(从线筒90上纱线的解绕)相同的速度,因此,低压纱线储存装置73中的纱线储存5不会发生重大变化。如果牵拉机构6在该阶段中具有与线筒90(从线筒90上纱线的解绕)不同的速度,则低压纱线储存装置73的纱线5储存没有改变,并且随后需要对其进行调整(重新储存、减小)以进行随后的纺入过程,其中,确定长度的纱线储存处于低压纱线储存装置73中。
然后,纱线5的解绕操作终止,并且然后将纱线布置在工作站处沿着其工作路径的从线筒90至纱条0的进给装置3的整个长度,并且导向通道2中布置的是确定长度的纱线5,该确定长度的纱线5具有在导向通道2中的纱线存在传感器21的水平上或者在该水平后面的纺入端。此时,工作站的所有机器部件均停止并且准备好启动纺入过程,包括使压力进给辊移动至用于纺入的位置处。
在解绕纱线5的第一阶段期间(即,解绕至抽吸管7),在工作站处清洁纺纱喷嘴4,并且纺纱喷嘴4准备好进行解绕纱线5的第二阶段(即,将纱线5解绕至导向通道2),于是,执行纺入和纺纱的准备。在工作站处的解绕纱线5的第一阶段和/或同样第二阶段期间,工作站的不参与解绕的那些机器部件准备好进行纺入过程,并且同时执行用于纺入的纱条0的制备。
工业实用性
本发明可以用在纺织机器中以制备用于恢复纺纱过程的工作站。
Claims (10)
1.一种用于制备用于恢复喷气纺纱机上的纺纱过程的工作站的方法,其中,在中断纺纱之后,将纱线引导回到其位于纺纱喷嘴后面的工作路径中,或者使所述纱线以受控方式停止在所述工作路径中,其中纱线端位于所述纺纱喷嘴后面,将所述纱线端插入到所述纺纱喷嘴的进口开口中,于是,在所述纺纱喷嘴和纤维的进给装置的帮助下,通过逆向运动来将所述纱线运输远达所述纺纱喷嘴前面的导向通道,其中,纱线的纺入端形成在所述导向通道中的所述纱线上,并且开始在纱线的卷绕装置前面在低压纱线储存装置中形成纱线储存,其特征在于,所述纱线(5)至所述导向通道(2)的所述逆向运动是通过所述工作站的纱线(5)的牵拉机构(6)的逆向运动来执行。
2.根据权利要求1所述的方法,其特征在于,在所述导向通道(2)中产生了纱线(5)的所述纺入端之后,所述纱线(5)至所述导向通道(2)的所述逆向运动继续进行,通过这种方式,使所述纱线(5)与其形成的纺入端进一步在其插入到所述导向通道(2)中的方向上在形成在所述导向通道(2)中的纱线(5)的所述纺入端的地点的后面移动一确定距离。
3.根据权利要求2所述的方法,其特征在于,纱线(5)的所述纺入端在形成在所述导向通道(2)中的纱线(5)的所述纺入端的所述地点的后面的位移由所述导向通道(2)中的纱线存在传感器(21)监测和控制,所述纱线存在传感器(21)处于形成在所述导向通道(2)中的纱线(5)的所述纺入端的所述地点的后面。
4.根据权利要求3所述的方法,其特征在于,在所述纱线存在传感器(21)检测到纱线(5)的所述纺入端的时刻,使纱线(5)的所述纺入端在形成在所述导向通道(2)中的纱线(5)的所述纺入端的所述地点的后面的位移停止。
5.根据权利要求3所述的方法,其特征在于,在所述纱线存在传感器(21)已经检测到纱线(5)的所述纺入端之后的某一时间间隔之后,使纱线(5)的所述纺入端在形成在所述导向通道(2)中的纱线(5)的所述纺入端的所述地点的后面的位移停止。
6.根据权利要求3所述的方法,其特征在于,在形成纱线(5)的所述纺入端之后,所述纱线存在传感器(21)检测到穿过所述纱线存在传感器(21)的所述纱线(5)端的单独部分的通过,从而确认纱线(5)的所述纺入端的形成。
7.根据权利要求3或者4所述的方法,其特征在于,纱线(5)的所述纺入端在形成在所述导向通道(2)中的纱线(5)的所述纺入端的所述地点的后面的位移由一个纱线存在传感器(21)监测,这对于至少两个工作站所共用。
8.一种喷气纺纱机,所述喷气纺纱机具有用于制备用于恢复纺纱过程的工作站的构件,其中,每个工作站包括纱条(0)的牵伸机构(1),所述牵伸机构(1)的出口(11)与纤维的进给装置(3)的进口(30)对齐,所述进给装置(3)的出口(31)与通向纺纱喷嘴(4)的纤维的入口(40)对齐,由此,纱条(0)的所述牵伸机构(1)的所述出口(11)与纱条(0)的所述进给装置(3)的所述进口(30)之间的空间与导向通道(2)的退出部(22)对齐,所述导向通道(2)与其退出部(22)相距某一距离,所述退出部(22)设有用于制备纱线的纺入端的装置(20),并且所述工作站设有用于在所述纱线(5)在其形成之后移动的方向上相反地解绕所述纱线(5)的构件,其特征在于,所述工作站设有构件,所述构件用于使纱线(5)的所形成的纺入端受控地逆向位移通过所述导向通道(2)到达在所述导向通道(2)中制备纱线(5)的所述纺入端的所述装置(20)后面的确定位置。
9.根据权利要求8所述的喷气纺纱机,其特征在于,所述导向通道(2)在从其退出部(22)的方向上处于用于制备纱线的所述纺入端的所述装置(20)后面确定位置处,设有纱线存在传感器(21),所述纱线存在传感器(21)连接至所述工作站的控制机构。
10.根据权利要求8或者9所述的喷气纺纱机,其特征在于,纱线(5)自由端的固定元件(23)布置在用于制备纱线(5)的所述纺入端的所述装置(20)与所述纺纱喷嘴(4)的所述入口(40)之间。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CZ2015-816A CZ306694B6 (cs) | 2015-11-16 | 2015-11-16 | Způsob přípravy pracovního místa pro obnovení předení na tryskovém dopřádacím stroji a tryskový dopřádací stroj k jeho provádění |
| CZPV2015-816 | 2015-11-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106868648A CN106868648A (zh) | 2017-06-20 |
| CN106868648B true CN106868648B (zh) | 2021-09-24 |
Family
ID=57321198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201611003129.3A Active CN106868648B (zh) | 2015-11-16 | 2016-11-15 | 用于制备恢复喷气纺纱机上纺纱过程的工作站的方法、以及用于执行该方法的喷气纺纱机 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10577728B2 (zh) |
| EP (1) | EP3178974B1 (zh) |
| JP (1) | JP6895240B2 (zh) |
| CN (1) | CN106868648B (zh) |
| CZ (1) | CZ306694B6 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ2015817A3 (cs) * | 2015-11-16 | 2017-05-10 | Rieter Cz S.R.O. | Způsob obnovení předení na tryskovém dopřádacím stroji |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN88101866A (zh) * | 1987-03-02 | 1988-10-19 | 舒伯特-萨尔泽机械制造 | 在纺纱装置中用气动扭转装置连接纱线的方法及其设备 |
| DE102004006709A1 (de) * | 2004-02-06 | 2005-08-25 | Wilhelm Stahlecker Gmbh | Verfahren zum Vorbereiten eines Ansetzvorganges an einer Luftdüsenspinnvorrichtung |
| CN103014945A (zh) * | 2011-09-21 | 2013-04-03 | 里特机械公司 | 一种纺纱机以及用于在纺纱机处下料纱线的末段的方法 |
| CN103510200A (zh) * | 2012-06-19 | 2014-01-15 | 里特机械公司 | 喷气式纺织机及其运行方法 |
| CN104060350A (zh) * | 2013-03-19 | 2014-09-24 | 里特机械公司 | 纺纱机的纺纱工位及其运行方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59211628A (ja) * | 1983-05-11 | 1984-11-30 | Toyoda Autom Loom Works Ltd | 結束紡績装置における糸継ぎ方法 |
| DE3828323A1 (de) * | 1988-08-20 | 1990-02-22 | Fritz Stahlecker | Verfahren und vorrichtung zum aufnehmen eines fadenendes einer spule beim anspinnen |
| JPH07107212B2 (ja) * | 1989-08-10 | 1995-11-15 | 東レエンジニアリング株式会社 | 紡績機械の糸継方法 |
| IT1255208B (it) * | 1991-07-25 | 1995-10-20 | Harald Dallmann | Procedimento e dispositivo per accumulare intermediamente fili per iniziare di nuovo la filatura |
| CH684836A5 (de) * | 1991-07-25 | 1995-01-13 | Rieter Ag Maschf | Verfahren zur Steuerung der Arbeitsabläufe zwischen einem Bedienungsautomaten und einer Spinnstelle einer Textilmaschine. |
| DE10347060A1 (de) * | 2003-10-13 | 2005-05-12 | Rieter Ag Maschf | Verfahren zum Ansetzen eines in einer Spinnstelle gebildeten Garns und Spinnstelle zur Durchführung des Verfahrens |
| DE102005022187A1 (de) * | 2005-05-13 | 2006-11-16 | Saurer Gmbh & Co. Kg | Anspinnverfahren an einer Luftspinnmaschine sowie Spinnvorrichtung und Luftspinnmaschine |
| CZ2006507A3 (cs) * | 2006-08-10 | 2008-02-20 | Oerlikon Czech S.R.O. | Zpusob zaprádání príze na bezvretenovém doprádacím stroji a sprádní místo k jeho provádení |
| CZ2007637A3 (cs) * | 2007-09-12 | 2009-03-25 | Rieter Cz A. S. | Obslužné zarízení tryskového doprádacího stroje a zpusoby manipulace s prízí na pracovním míste tryskového doprádacího stroje |
| JP2017075438A (ja) * | 2015-10-13 | 2017-04-20 | マスチネンファブリック ライター アーゲーMaschinenfabrik Rieter Ag | エアジェット紡糸機 |
| CZ2015817A3 (cs) * | 2015-11-16 | 2017-05-10 | Rieter Cz S.R.O. | Způsob obnovení předení na tryskovém dopřádacím stroji |
-
2015
- 2015-11-16 CZ CZ2015-816A patent/CZ306694B6/cs unknown
-
2016
- 2016-11-15 EP EP16198790.4A patent/EP3178974B1/en active Active
- 2016-11-15 CN CN201611003129.3A patent/CN106868648B/zh active Active
- 2016-11-15 JP JP2016222712A patent/JP6895240B2/ja active Active
- 2016-11-16 US US15/353,415 patent/US10577728B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN88101866A (zh) * | 1987-03-02 | 1988-10-19 | 舒伯特-萨尔泽机械制造 | 在纺纱装置中用气动扭转装置连接纱线的方法及其设备 |
| DE102004006709A1 (de) * | 2004-02-06 | 2005-08-25 | Wilhelm Stahlecker Gmbh | Verfahren zum Vorbereiten eines Ansetzvorganges an einer Luftdüsenspinnvorrichtung |
| CN103014945A (zh) * | 2011-09-21 | 2013-04-03 | 里特机械公司 | 一种纺纱机以及用于在纺纱机处下料纱线的末段的方法 |
| CN103510200A (zh) * | 2012-06-19 | 2014-01-15 | 里特机械公司 | 喷气式纺织机及其运行方法 |
| CN104060350A (zh) * | 2013-03-19 | 2014-09-24 | 里特机械公司 | 纺纱机的纺纱工位及其运行方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3178974A1 (en) | 2017-06-14 |
| JP2017089090A (ja) | 2017-05-25 |
| US20170137974A1 (en) | 2017-05-18 |
| EP3178974B1 (en) | 2021-10-27 |
| CZ2015816A3 (cs) | 2017-05-10 |
| US10577728B2 (en) | 2020-03-03 |
| JP6895240B2 (ja) | 2021-06-30 |
| CN106868648A (zh) | 2017-06-20 |
| CZ306694B6 (cs) | 2017-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6080153B2 (ja) | 紡績機及び紡績機における糸の製造を中断する方法 | |
| JP6080152B2 (ja) | 紡績機及びつなぎ合わせ工程の前に紡績糸の端部を除去する方法 | |
| JP6180809B2 (ja) | エアジェット紡績機およびその作動方法 | |
| US8919091B2 (en) | Spinning machine and method for interrupting yarn production on a spinning machine | |
| TR201903678T4 (tr) | Bi̇r eği̇rme maki̇nesi̇ni̇n eği̇rme i̇stasyonu ve ayni zamanda bunun i̇şleti̇lmesi̇ne yöneli̇k yöntem. | |
| TWI770227B (zh) | 用於操作噴氣式紡紗裝置的方法,導紗通道及包含此導紗通道的噴氣式紡紗機 | |
| EP2727870A2 (en) | Yarn winding machine and yarn winding method | |
| US10570534B2 (en) | Method for the resumption of the spinning process on an air-jet spinning machine, and an air-jet spinning machine for performing the method | |
| CN108069291B (zh) | 用于将纱线端沉积在筒管上的方法、装置和纺纱卷绕机 | |
| US10907278B2 (en) | Method for automatically piecing a thread at a workstation of a textile machine, and textile machine | |
| CN106868648B (zh) | 用于制备恢复喷气纺纱机上纺纱过程的工作站的方法、以及用于执行该方法的喷气纺纱机 | |
| JP2014125714A (ja) | 紡績機 | |
| JP7561778B2 (ja) | 紡糸機及び紡糸機の紡糸ステーションを操作する方法 | |
| CN211171024U (zh) | 一种纱线的纺纱机构 | |
| US10400362B2 (en) | Method for depositing a yarn end on a bobbin in a defined manner, a device and a spinning and winding machine for performing the method | |
| CN108286093B (zh) | 一种纺纱机 | |
| CN110699796A (zh) | 一种纱线的纺纱机构 | |
| EP2966199B1 (en) | Spinning machine and spinning method | |
| CN114901577A (zh) | 纱线卷绕机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |