Disclosure of Invention
The invention provides a brick making and discharging system for baking-free bricks, which solves the technical problems in the prior art, has high degree of automation, realizes butt joint of brick making and brick discharging processes, does not damage products and has high safety.
The invention adopts the technical proposal for solving the technical problems in the prior art that: the brick making and discharging system for baking-free bricks comprises a brick making device and a brick discharging device; the brick making device comprises a rotary-out rack positioned in the middle, a left rack and a right rack which are respectively positioned at two sides of the rotary-out rack, a brick pressing device capable of translating is arranged on the rotary-out rack, and distributing devices which are in mirror symmetry are arranged on the left rack and the right rack; the brick pressing device comprises a movable frame with rollers at four corners, guide sleeves are arranged at the four corners of the movable frame, lifting guide posts are arranged in the guide sleeves, the upper ends of the lifting guide posts are fixedly provided with the lifting frame, the lower ends of the lifting guide posts are fixedly provided with bottom plates, the middle parts of the lifting guide posts are provided with lifting plates, the bottoms of the lifting plates are provided with upper dies, and the bottom plates are provided with lower dies; a cross beam is further arranged in the middle of the movable frame, a lifting oil cylinder is fixedly arranged above the middle of the cross beam, the lower end of a piston rod of the lifting oil cylinder is fixedly connected with a lifting plate, and a lifting air cylinder is arranged between the movable frame and the lifting frame; the top of the roll-out rack is also provided with a track and a driving device for driving the movable frame to translate along the track, and the idler wheels are positioned on the track; the material distribution device comprises a bin which is arranged and fixed on a corresponding side frame, a bin door is hinged on an outlet at the bottom of the bin, and an air cylinder for driving the bin door to move is also arranged on the outer wall of the bin; the middle parts of the left side frame and the right side frame are respectively provided with a supporting plate, a cloth box is arranged on the supporting plates and below the storage bin, and a pushing cylinder for driving the cloth box to reciprocate is also arranged on the supporting plates; the brick discharging device comprises a plate feeding device and a steering device which are sequentially arranged according to the flow direction of the material; the plate conveying device comprises a plate conveying frame, a plate conveying rotating shaft and a plate conveying motor are arranged on the plate conveying frame, driving chain wheels are arranged at two ends of the plate conveying rotating shaft, two driven chain wheels are arranged at the other end of the plate conveying frame, and a chain is arranged between the driving chain wheels and the driven chain wheels; a supporting plate fence is also arranged on the plate feeding rack; the steering device comprises a steering frame, a steering rotating shaft and a steering motor are arranged on the steering frame, driving chain wheels are arranged at two ends of the steering rotating shaft, two driven chain wheels are arranged at the other end of the steering frame, and a chain is arranged between the driving chain wheels and the driven chain wheels; the pit is characterized by further comprising an outer protection frame positioned in the pit, wherein a lifting platform with lifting support rods at four corners is arranged on the outer protection frame, and a rotary support and a speed reducer for driving the rotary support to rotate are arranged on the lifting platform; and a lifting cylinder for driving the lifting platform is also arranged in the outer protective frame.
The invention has the advantages and positive effects that: the invention provides a brick making and discharging system of baking-free bricks, which has reasonable structural design, and the technical effect of automatically distributing mixed materials on a lower die is realized by arranging a brick making device consisting of a brick pressing device and a material distributing device, so that the material distribution is faster and more uniform due to the structural design of a left material distributing device and a right material distributing device, and the product quality of the baking-free bricks is improved. Through setting up the play brick device that constitutes by sending board device and turning to the device, realized the automatic unloading of press forming's baking-free brick and the technical effect of stack, the baking-free brick layer by layer stack after the multilayer press forming stacks up, saves space, is convenient for once only accomplish and shifts the transportation, is convenient for carry out maintenance and air-dries. The whole machine has high automation degree, realizes the butt joint of brick making and brick discharging processes, does not damage products and has high safety.
Preferably: the upper die is fixedly arranged on the lifting plate by a plurality of bolts; the lower die is fixedly arranged on the bottom plate by a plurality of bolts.
Preferably: the driving device for driving the moving frame to translate is a horizontally arranged horizontal pushing oil cylinder, and the axis of the horizontal pushing oil cylinder is parallel to the extending direction of the track.
Preferably: the vibrating device comprises a vibrator which is arranged and fixed at the middle part of the roll-out frame and below the bottom plate and a vibrating motor which drives the vibrator to move.
Preferably: a plurality of distributing shafts are arranged in the distributing box, and a plurality of distributing teeth are arranged on each distributing shaft; swing arms are arranged at the outer ends of the cloth shafts, connecting rods are hinged to the swing arms, the outer ends of the connecting rods are connected to an eccentric wheel, and a cloth motor for driving the eccentric wheel to rotate is further included.
Preferably: the two sides of the cloth box are respectively provided with a side plate, a transverse plate is arranged between the rear parts of the two side plates, and the cloth motor is arranged and fixed on the transverse plate; the connecting rod and the eccentric wheels are two groups and are respectively positioned at two sides of the cloth box, a cloth rotating shaft with a belt pulley in the middle is arranged between the two eccentric wheels, and the cloth motor drives the belt pulley to rotate through a belt.
Preferably: the bottom of the rotary support is provided with a driven gear, the output shaft of the speed reducer is provided with a driving gear, and the driving gear is in meshed connection with the driven gear for transmission.
Preferably: and the centering mechanisms are arranged on the plate feeding rack and on two sides of the supporting plate fence, and comprise centering top plates and centering oil cylinders for driving the centering top plates.
Preferably: the brick discharging device further comprises a transferring device positioned behind the steering device, the transferring device comprises a transferring frame, a transferring rotating shaft and a transferring motor are installed on the transferring frame, driving chain wheels are arranged at two ends of the transferring rotating shaft, two driven chain wheels are arranged at the other end of the transferring frame, and a chain is arranged between the driving chain wheels and the driven chain wheels.
Detailed Description
For a further understanding of the invention, its features and advantages, the following examples are set forth in detail:
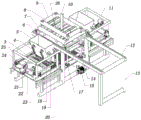
referring to fig. 1, the brick making and discharging system of the baking-free brick of the present invention comprises a brick making device 1 and a brick discharging device 2, wherein the brick making device 1 is used for pressing and forming the baking-free brick, and the brick discharging device 2 is used for stacking the baking-free bricks made by brick machine equipment, transferring and transporting the baking-free bricks and air-drying and curing the baking-free bricks.
Referring to fig. 2, it can be seen that: the brick making device 1 comprises a rotary-out frame 13 positioned in the middle part, a left side frame 25 and a right side frame 11 which are respectively positioned at two sides of the rotary-out frame, a brick pressing device capable of translating is arranged on the rotary-out frame 13, and distributing devices which are in mirror symmetry are arranged on the left side frame 25 and the right side frame 11. Wherein the brick pressing device is used for pressing and forming baking-free bricks, and the distributing device is used for spreading the cloth between the dies.
The brick pressing device comprises a movable frame 7 with rollers 6 at four corners, guide sleeves are arranged at the four corners of the movable frame 7, lifting guide posts 14 are arranged in the guide sleeves, a lifting frame 9 is fixedly arranged at the upper ends of the lifting guide posts 14, a bottom plate 16 is fixedly arranged at the lower ends of the lifting guide posts 14, lifting plates are arranged in the middle of each lifting guide post 14, an upper die is arranged at the bottom of each lifting plate, and a lower die 17 is arranged on the bottom plate 16.
The middle part of the movable frame 7 is also provided with a cross beam 8, a lifting cylinder 10 is fixedly arranged above the middle part of the cross beam 8, the lower end of a piston rod of the lifting cylinder 10 is fixedly connected with a lifting plate, and a lifting cylinder 26 is arranged between the movable frame 7 and the lifting frame 9.
A rail 12 and a driving device for driving the moving frame 7 to translate along the rail 12 are also arranged at the top of the turning-out frame 13, and the roller 6 is positioned on the rail 12. In this embodiment, the driving device for driving the moving frame 7 to translate is a horizontally arranged horizontal pushing cylinder, and the axis of the horizontal pushing cylinder is parallel to the extending direction of the rail 12.
The material distributing device comprises a bin 5 which is arranged and fixed on a corresponding side frame, a bin door 19 is hinged on the bottom outlet of the bin 5, and an air cylinder 4 for driving the bin door 19 to move is also arranged on the outer wall of the bin 5; the middle parts of the left side frame 25 and the right side frame 11 are respectively provided with a supporting plate 22, a cloth box 20 is arranged on the supporting plates 22 and below the storage bin 5, and a pushing cylinder 23 for driving the cloth box 20 to reciprocate is also arranged on the supporting plates 22.
In the embodiment, the upper die is fixedly arranged on the lifting plate by adopting a plurality of bolts; the lower die 17 is fixedly mounted on the bottom plate 16 by a plurality of bolts. The detachable connection mode enables the upper die and the lower die 17 to be replaced, and the baking-free bricks formed by compression after replacement have different shapes.
In order to improve the compactness when baking-free brick press forming, still include the vibrating device in this embodiment for provide the vibration effect. The vibrating device comprises a vibrator which is arranged and fixed in the middle of the roll-out frame 13 and below the bottom plate 16, and a vibrating motor 15 for driving the vibrator to move.
In this embodiment, a plurality of cloth shafts 18 are installed in the cloth box 20, and a plurality of cloth teeth are installed on each cloth shaft 18, so that each cloth tooth provides stirring effect on the mixture in the cloth box 20 by driving the cloth shaft 18 to act, and the stirring effect makes the cloth more uniform. Swing arms are mounted at the outer ends of the cloth shafts 18, a connecting rod 3 is hinged to the swing arms, the outer ends of the connecting rod 3 are connected to an eccentric wheel 24, and a cloth motor 21 for driving the eccentric wheel 24 to rotate is further included.
Further, side plates are fixedly installed on both sides of the cloth box 20, a transverse plate is arranged between the rear sides of the two side plates, and the cloth motor 21 is fixedly installed on the transverse plate. The connecting rod 3 and the eccentric wheels 24 are two groups, are respectively positioned at two sides of the cloth box 20, a cloth rotating shaft with a belt pulley in the middle is arranged between the two eccentric wheels 24, and the cloth motor 21 drives the belt pulley to rotate through a belt.
Referring to fig. 3, it can be seen that: the brick discharging device 2 comprises a plate feeding device and a steering device which are sequentially arranged according to the flow direction of the material; the plate feeding device is used for supplying rectangular supporting plates to the turning device, and the turning device receives pressed forming turns from the brick making device 1 and turns according to a preset rule, so that adjacent upper and lower layers of baking-free bricks are placed in a staggered mode and stacked.
The plate conveying device comprises a plate conveying frame 34, a plate conveying rotating shaft 30 and a plate conveying motor 36 are arranged on the plate conveying frame 34, driving chain wheels are arranged at two ends of the plate conveying rotating shaft 30, two driven chain wheels are arranged at the other end of the plate conveying frame 34, and a chain is arranged between the driving chain wheels and the driven chain wheels; a pallet rail 32 is also mounted to the pallet carriage 34. The idle pallet is placed into the pallet rail 32, and when the pallet needs to be transported to the next process, the pallet feeding motor 36 is started, the chains on both sides move, and the pallet at the bottom layer is sent out under friction.
In order to align the pallet, in this embodiment, centering mechanisms are provided on both sides of the pallet rail 32 on the pallet feeding rack 34, and the centering mechanisms include a centering top plate 33 and a centering cylinder 35 that drives the centering top plate 33. When the piston rod of the centering cylinder 35 extends, the centering top plate 33 moves inward, and when the centering top plates 33 on both sides synchronously operate, the pallet is pressed to the intermediate position.
The steering device comprises a steering frame 37, a steering rotating shaft 46 and a steering motor 47 are arranged on the steering frame 37, driving chain wheels are arranged at two ends of the steering rotating shaft 46, two driven chain wheels are arranged at the other end of the steering frame, and a chain is arranged between the driving chain wheels and the driven chain wheels; the pit is characterized by further comprising an outer protection frame 40 positioned in the pit, wherein a lifting platform 27 with lifting struts 38 at four corners is arranged on the outer protection frame 40, and a rotary support 28 and a speed reducer 29 for driving the rotary support 28 to rotate are arranged on the lifting platform 27; also mounted within the outer frame 40 is a lift cylinder 39 that drives the lift platform.
A driven gear is mounted at the bottom of the rotary support 28, and a driving gear is mounted on the output shaft of the speed reducer 29, and the driving gear is in meshed connection with the driven gear for transmission.
In this embodiment, the brick discharging device 2 further comprises a transfer device located behind the turning device for transporting the piled baking-free bricks. As shown in the drawing, the transfer device includes a transfer frame 41, a transfer shaft 43 and a transfer motor 42 are mounted on the transfer frame 41, driving sprockets are provided at both ends of the transfer shaft 43, two driven sprockets are provided at the other end of the transfer frame, and a chain is provided between the driving sprockets and the driven sprockets.
As shown in fig. 2, a plate feeding guide rail 31 is provided at the top of the plate feeding frame 34 for supporting the chain to secure structural strength; a steering guide rail 47 is arranged at the top of the steering frame 37 and is used for supporting the chain so as to ensure the structural strength; a transfer rail 44 is provided at the top of the transfer frame 41 for supporting the chain, ensuring structural strength.
The working process comprises the following steps:
(1) Brick making process
The mixture is sent into a bin 5, a cylinder 4 controls a bin door 19 to be opened, and a certain amount of mixture is put into a cloth box 20; then the pushing oil cylinder 23 acts, the piston rod controls the cloth box 20 to move to the upper part of the lower die 17 and reciprocate, the cloth motor 21 synchronously acts, the eccentric wheel 24 drives the connecting rod 3 to reciprocate, the cloth shaft 18 drives the cloth teeth to regularly stir, the mixture in the cloth box 20 is stirred, and the uniformity and compactness of the cloth are improved; after the reciprocation for several times, the mixture is filled in each mold cavity of the lower mold 17;
then the lifting oil cylinder 10 drives the upper die to move downwards until the die head is embedded downwards into the corresponding die cavity to compact the mixture; meanwhile, the vibrating motor 15 drives the vibrator to act to generate a vibrating effect, and the mixture in the die cavity is pressed to be more compact;
the lifting cylinder 10 drives the upper die to reset upwards, the lifting cylinder 26 acts to lift the lower die 17 by a certain height (the lifting frame 9, the lifting guide post 14, the bottom plate 16 and the lower die 17 form a whole to synchronously lift a certain distance), and the horizontal pushing cylinder pushes the movable frame 7 to move transversely along the guide rail 12, namely, the pressed baking-free bricks and the lower die are moved out of the pressing area.
(2) Brick discharging process
The idle pallet is placed into the pallet fence 32 and centered under the action of the centering mechanism; when the rotary support 28 is not provided with a supporting plate, the plate feeding motor 36 is started, and the chain feeds out the supporting plate at the lowest layer; the steering motor 45 of the steering device is started, and the chain of the steering motor continuously moves the received supporting plate to the position right above the rotary support 28;
lifting cylinder 39 drives lifting platform 27 to lift a certain distance, lifting cylinder 26 above at this time acts, the assembly formed by bottom plate 16, lower die 17 and pressed baking-free brick is lowered a certain distance above rotary support 28, lifting cylinder 10 acts, the upper die descends, the die head is inserted into the die cavity to perform demoulding, and the baking-free brick falls on rotary support 28; then the speed reducer 29 drives the rotary support 28 to rotate 90 degrees, the lifting oil cylinder 39 acts to enable the lifting platform 28 to descend by a distance equal to the height of the baking-free bricks, and the next stacking is waited for;
after the baking-free bricks with the preset layers are stacked, the lifting cylinder 39 acts to enable the lifting platform 28 to fully descend, and the supporting plate and the multiple layers of baking-free bricks are placed on a chain; then the steering motor 45 acts, and the chain conveys the piled baking-free bricks to the rear; and then the transfer motor 42 acts, the chain continues to convey the baking-free bricks to the rear, and finally the baking-free bricks in the whole stack are transferred to a maintenance place by adopting a forklift.