CN1050032A - 碳黑工艺控制系统 - Google Patents
碳黑工艺控制系统 Download PDFInfo
- Publication number
- CN1050032A CN1050032A CN90104536A CN90104536A CN1050032A CN 1050032 A CN1050032 A CN 1050032A CN 90104536 A CN90104536 A CN 90104536A CN 90104536 A CN90104536 A CN 90104536A CN 1050032 A CN1050032 A CN 1050032A
- Authority
- CN
- China
- Prior art keywords
- carbon black
- output variable
- value
- algorithm
- dbp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000006229 carbon black Substances 0.000 title claims abstract description 158
- 238000004886 process control Methods 0.000 title abstract description 24
- 230000001105 regulatory effect Effects 0.000 claims abstract description 20
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 claims description 128
- 229910052740 iodine Inorganic materials 0.000 claims description 128
- 239000011630 iodine Substances 0.000 claims description 128
- 238000000034 method Methods 0.000 claims description 54
- 238000004519 manufacturing process Methods 0.000 claims description 38
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 claims description 36
- 239000000654 additive Substances 0.000 claims description 36
- 230000000996 additive effect Effects 0.000 claims description 36
- 229910052700 potassium Inorganic materials 0.000 claims description 36
- 239000011591 potassium Substances 0.000 claims description 36
- 239000000463 material Substances 0.000 claims description 34
- 238000005070 sampling Methods 0.000 claims description 21
- 238000012935 Averaging Methods 0.000 claims description 7
- 230000001276 controlling effect Effects 0.000 claims description 6
- 239000007800 oxidant agent Substances 0.000 claims 2
- 238000012360 testing method Methods 0.000 abstract description 46
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 186
- 239000000243 solution Substances 0.000 description 34
- 239000002994 raw material Substances 0.000 description 31
- 238000009826 distribution Methods 0.000 description 23
- 239000007789 gas Substances 0.000 description 23
- 238000002485 combustion reaction Methods 0.000 description 16
- 239000000446 fuel Substances 0.000 description 16
- 230000008569 process Effects 0.000 description 15
- 239000003921 oil Substances 0.000 description 12
- 238000013341 scale-up Methods 0.000 description 12
- 238000004364 calculation method Methods 0.000 description 10
- BUPOYFBEEGMBJU-UHFFFAOYSA-N 5-tert-butyl-4,5-dihydro-1,3-oxazol-2-amine Chemical compound CC(C)(C)C1CN=C(N)O1 BUPOYFBEEGMBJU-UHFFFAOYSA-N 0.000 description 8
- 239000004215 Carbon black (E152) Substances 0.000 description 8
- 229930195733 hydrocarbon Natural products 0.000 description 8
- 150000002430 hydrocarbons Chemical class 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 7
- 238000006467 substitution reaction Methods 0.000 description 7
- 150000001875 compounds Chemical class 0.000 description 6
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- 230000035508 accumulation Effects 0.000 description 5
- 238000009825 accumulation Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- NPYPAHLBTDXSSS-UHFFFAOYSA-N Potassium ion Chemical group [K+] NPYPAHLBTDXSSS-UHFFFAOYSA-N 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000000611 regression analysis Methods 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 239000000567 combustion gas Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000000197 pyrolysis Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 241000872198 Serjania polyphylla Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000013058 crude material Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000005755 formation reaction Methods 0.000 description 1
- 239000000295 fuel oil Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 229910001414 potassium ion Inorganic materials 0.000 description 1
- 238000000195 production control method Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000009666 routine test Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000001149 thermolysis Methods 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C1/00—Treatment of specific inorganic materials other than fibrous fillers; Preparation of carbon black
- C09C1/44—Carbon
- C09C1/48—Carbon black
- C09C1/50—Furnace black ; Preparation thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C1/00—Treatment of specific inorganic materials other than fibrous fillers; Preparation of carbon black
- C09C1/44—Carbon
- C09C1/48—Carbon black
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Production Of Liquid Hydrocarbon Mixture For Refining Petroleum (AREA)
- Feedback Control In General (AREA)
- Control Of Non-Electrical Variables (AREA)
- Pigments, Carbon Blacks, Or Wood Stains (AREA)
- Investigating Or Analyzing Non-Biological Materials By The Use Of Chemical Means (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Respiratory Apparatuses And Protective Means (AREA)
- Treating Waste Gases (AREA)
- Sampling And Sample Adjustment (AREA)
- Catalysts (AREA)
- Incineration Of Waste (AREA)
Abstract
一种碳黑工艺控制系统,在碳黑反应器工作时每
隔一段时间测定输入变量,接着每隔一段时间根据输
入变量测定值的预测算法及时预测碳黑的一个以上
输出变量。然后每隔一段时间及时求出各输出变量
预测值的平均值。根据预测输出变量的平均值调节
一个以上输入变量,使其达到预测输出变量的目标
值,每隔一段时间对生产的碳黑样品在试验室测定预
测的输出变量。然后根据输出变量的预测值和测定
值调节预测算法以提高输出变量的预测精度,生产出
质量基本一致的碳黑。
Description
本发明涉及工艺控制,特别涉及碳黑生产过程的工艺控制。
在碳黑的生产过程中,总希望控制碳黑的某些输出变量,以生产出质量基本上始终如一的碳黑。碳黑输出变量控制的焦点往往是碘值和DBP。由于碳黑生产工艺的输入变量和其它物理参数在碳黑的生产过程中经常变化,因而实践证明要生产出质量基本上始终如一的碳黑是有困难的。在碳黑的生产过程中经常波动的输入变量有,例如,空气的湿度和燃料的质量。输入变量波动对碳黑的输出变量(例如碘值和/或DBP)会有很大的影响。同样,其它不能加以测量的物理参数在碳黑的生产过程中也经常变化,也影响碳黑的输出变量(例如碘值和/或DBP)。
在某些已知的碳黑生产系统中,每隔一段时间(例如每几个工作小时一次)要对所生产出的碳黑取样。然后测定各样品的输出变量,例如碘值和/或DBP。各样品测试完毕后,操作人员就调节一个以上输入变量,例如原料流量等。操作人员进行的调节通常是根据其对特定碳黑生产系统的主观经验,其目的是试图使输出变量(例如碘值和/或DBP)回到其目标值。
目前已知的碳黑生产的控制方法有这样一个问题,即碳黑的输出变量(例如碘值和/或DBP)并没有在取样之间的时间间隔内加以控制。因此,若碳黑生产系统的输入变量或其它物理参量的变化促使输出变量值(例如碘值和/或DBP)超出所希望的数值范围,这个变化通常要等到下一次取样时才能引人注意。结果,生产出来的碳黑有相当数量可能会不合乎顾客对产品规格的要求。这种已知的碳黑生产控制方法还有另一个问题,即这种方法根据试验室所测出的输出变量值调节一个以上输入变量时是依赖于操作人员的主观分析的。因此输入变量的调节值往往会因操作人员不同而异,从而使生产出来的碳黑质量不能始终如一。
因此本发明的目的是解决已知碳黑生产系统的上述问题和克服上述缺点。
本发明涉及在碳黑反应器中碳黑生产过程的控制方法,它包括一列工序:(a)在碳黑反应器工作过程中,每过一段时间及时测定碳黑生产所使用的至少其中一个输入变量;(b)采用至少一个算法每过一段时间利用至少一个在该每过一段时间测出的输入变量预测碳黑的至少一个输出变量;(c)在每隔一段时间进行的求平均值的时间确定至少一个预计输出变量的平均值;和(d)在反应器工作的过程中每过一段时间利用至少一个预计的碳黑输出变量的平均值与该输出变量的目标值之间的差值调节至少其中一个输入变量,以便达到该输出变量的目标值,从而得出质量基本上始终如一人碳黑。
本发明的方法最好还包括下列工序:(a)在碳黑反应器工作的过程中每隔一段时间及时对生产出来的碳黑进行取样;(b)在碳黑反应器工作过程中根据所取得的碳黑样品测定至少一个输出变量;和(c)利用对至少一个输出变量测出的值调节至少一个算法,以便更正确地预测该输出变量。
在本发明的一个实施例中,该至少一个预测的输出变量为碘值,每一段时间调节的输入变量为原料流量。在本发明的另一个实施例中,该至少一个预测的输出变量为DBP,所调节的输入变量为钾添加剂溶液的流量。
在本发明的另一个实施例中,该至少一个算法是利用碳黑输出变量在碳黑取样期间预测值的误差方差与该输出变量测定值误差方差的加权平均值进行调节的。该至少一个算法最好也采用至少一个第二算法来确定输出变量的最佳预计值。对输出变量的最佳预计是基于误差方差的加权平均值以及取样期间输出变量的测定值和预计输出变量的平均值之间的差值进行的。
本发明还涉及在碳黑反应器中控制碳黑生产过程的设备。该设备包括计量装置,供碳黑反应器工作期间每隔一段时间及时测出碳黑生产所使用的至少一个输入变量之用。计量装置连接有设备的计算装置,该计算装置用以在每隔一段时间根据至少一个利用在该每隔一段时间测出的至少一个输入变量的算法预测至少一个碳黑输出变量。该计算装置还在每隔一段时间进行的求平均值的时间确定至少一个预测输出变量在该时间间隔的平均值。该设备还包括连接到计算装置的调节装置,用以每隔一段时间根据一调节算法调节碳黑的至少一个输入变量。调节是根据至少一预计输出变量在整个每隔一段时间进行的求平均值的时间内的平均值与该输出变量目标值之间的差值进行的,其目的是在反应器工作期间达到目标值,从而得出质量基本上始终如一的碳黑。
在本发明的另一个实施例中,该设备还包括一取样装置,用以在碳黑反应器工作期间每隔一段时间对生产出来的碳黑进行取样,从而可以在试验室测定至少一个输出变量。计算装置用以根据至少一个输出变量的测定值调节应用至少一个输出变量的测定值的至少一个算法,以便更正确地预测该输出变量。
因此本发明的方法和设备在碳黑反应器工作期间补偿了碳黑生产系统的输入变量和其它物理参数,以生产出质量基本上始终如一的碳黑。通过每隔一段时间测定出至少一个输入变量,每隔一段时间借助利用至少一个输入变量的算法预测至少一输出变量,每隔一段时间求出所预测的输出变量的平均值,然后每隔一段时间利用输出变量的平均预测值调节至少一个输入变量,本发明的方法和设备生产出质量基本上始终如一的碳黑。同样,通过每隔一段时间对生产出来的碳黑取样,根据取样的碳黑样品测定至少一个输出变量,再利用该测定值调节至少一个算法,本发明的方法和设备能更精确地预测输出变量,从而生产出质量基本上始终如一的碳黑。
参阅下面的详细说明及其有关的附图即可了解本发明的其它优点和特征。
图1 示意举例说明了本发明的工艺控制系统可在其中加以应用的碳黑反应炉的一个实例。
图2 示意例示了本发明工艺控制系统的各硬件元件。
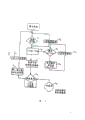
图3 是从概念上例示本发明控制碘值和/或DBP的过程用的工艺控制系统的流程图。
图4 是从概念上例示图2的分布控制系统按本发明预测碘值和DBP的过程用的流程图。
图5 是从概念上例示图2的分布控制系统按本发明调节原料流量和钾添加剂溶液流量以分别达到目标碘值和目标DBP的过程的流程图。
图6 示意例示了按本发明采用的PID算法,用以调节新的原料流量和新的钾添加剂溶液流量,以分别达到目标碘值和目标DBP值。
图7 是从概念上例示图2的系统控制器按照本发明在各碳黑取样阶段终了时调节碘值算法和DBP算法的过程用的流程图。
本发明的碳黑工艺控制系统通过调节一个以上工艺输入变量来补偿碳黑反应器中物理参数的变化,以便对工艺的一个以上输出变量进行控制,从而生产出质量基本上始终如一的碳黑。碳黑受控制的输出变量,例如有碘值和/或DBP。
图1示意例示可应用本发明的工艺控制系统的碳黑反应炉的一个实例。图示的碳黑反应器是一个三级反应器,包括燃烧区、原料注入区和反应区。但应该指出的是,本发明的工艺控制系统可以采用任何其它类型的碳黑反应器或工艺,其中烃原料用热燃烧气热解,以产生含粒状碳黑的燃烧生成物。在图1反应器的燃烧区中,液态或气态燃料与任何类型适当的氧化剂(最好是空气)反应,以形成热燃烧气。得到的燃烧气从燃烧区的下游端排出,并使其高速流过原料注入区。烃原料可以是气态、汽态或液态,它可与形成燃烧气流所使用的燃料相同或不同,它注入到原料注入区中的燃烧气之后,在那里热解,或进行烃原料的热分解。接着,原料与燃烧气的反应混合料就排入反应区中,在那里完全形成粒状碳黑。然后在反应区的末端用适当的流体(通常是水)将反应混合料进行淬冷,以终止粒状碳黑的生成反应。接下去就将反应混合料进一步冷却,并按本领域的技术人员所周知的方式将固态粒状碳黑收集起来。
图1中还示意例示了本发明碳黑工艺控制系统所分析的一些输入变量。在物料注入燃烧区或原料注入区之前测定各输入变量。输入变量包括原料流量、燃料流量、空气流量、空气预热温度、空气湿度、气体或其它第一阶段的燃料质量、原料质量和/或钾添加剂溶液流量。通常,能精确加以控制以控制碳黑的一个以上的输出变量(例如碘值和/或DBP)的输入变量只有几个。一般加以控制的输入变量有原料流量、燃料流量、空气流量和/或钾添加剂溶液流量。
在本发明的一个实施例中,工艺控制系统每隔一段时间(例如每1秒钟至10秒钟)计算预测的碘值(I2No.p)。预测碘值部分是用基于工艺控制系统所使用的碳黑反应器任何给定的几何条件的试验结果的算法计算出来的。然后每隔一段时间(例如每两分钟)求出预测碘值的平均值(I2No.AVG)。受控制的输入变量(例如原料流量)就按预测碘值平均值自动调节,以达到目标碘值(I2No.GOAL)。因此不管碳黑反应器可测定的输入变量(例如空气湿度)和/或计算出来的输入变量(例如燃料质量)如何变化,都可以生产出质量基本上始终如一的碳黑。
根据本发明的一个实例,工艺控制系统是与图1示意例示的三级反应器配用的。该实例的反应器采用烃油原料和天然气燃料。但应该理解的是,反应器的几何条件是其它类型、原料和/或燃料采用其它类型时,使用本发明的工艺控制系统也可以取得同样好的效果。预测碘值(I2No.p)可按下列碘值算法计算出来:
(1)I2No.p=KC*OAC+KP*PC+KA*AIR+KT*CAT+KH*AH+KO
按经验确定给定碳黑反应器几何条件的算法常数。举例说,图1所示的三级反应器的算法常数可能与两级反应器(图中未示出)的算法常数不同。各算法常数的定义如下:
KC-总燃烧常数;
KP-基本燃烧常数;
KA-空气流量常数;
KT-空气预热温度常数;
KH-空气湿度常数;
KO-系统截止常数;
各前馈输入变量的定义如下:
OAC-总燃烧率(%)
PC-基本燃烧率(%)
AIR-燃烧空气流量(KSCFH)
CAT-燃烧空气预热温度(°F)
AH-空气绝对湿度(磅·水/千磅·干燥空气)
前馈输入变量是在反应器工作时用计量仪表测定碳黑反应器的某些输入变量而确定的。测出各输入变量后,即刻按下式计算前馈输入变量:
(2)PC= (AIR)/(GAS*ATBG) *100
其中,AIR为空气流量[KSCFH](每小时标准立方英尺,以千位计);
GAS为气体流量[KSCFH];
ATBG则为空气对燃烧气的比值[SCF空气/SCF燃气],这是要使相应体积的气体完全燃烧所需要的空气量的化学计算值。
若碳黑反应器采用气态以外的燃料,例如液态烃燃料,则该燃料的流量将在(2)式中和在下面将谈到的各式中也出现该项时表示出来,代替气体流量(GAS)。同样,相同的一些公式中的ATBG也可能会为所使用的该类燃料的相应量完全燃烧所需要的空气量化学计算值的比值所取代。同样,若碳黑反应器采用空气以外的任何合适的氧化剂,则该氧化剂的流量会在(2)式以及在下面将谈到的其它式中也出现该项时取代空气流量(AIR)。
(3)OAC= (AIR)/(GAS*ATBG+OIL*ATBO) *100
其中:
AIR为空气流量(KSCFH);
GAS为气体流量(KSCFH);
ATBG为空气对燃烧气的比值[SCF空气/SCF燃气]
OIL为液态烃原料的流量(加仑/小时);
ATBU则为空气对燃油的比值(KSCF空气/加仑油),这是使相应体积的油(一般约为1.54KSCF/加仑油)完全燃烧所需要的空气量的化学计算值。
若碳黑反应器采用液态烃原料以外的原料,例如气态烃原料,则该原料的流量就要表示出来代替油原料的流量(OIL),在下面将谈到的其它式中也出现该项时也是如此。同样,同一些式中的ATBO也将为完全燃烧相应量的所使用的他种原料所需要的空气量的化学计算值的比值所代替。
空气流量(AIR)和气体流量(GAS)系用周知的计量仪表在将空气和气体注入碳黑反应器之前在生产线上测出的。空气和气体的计量仪表最好是在产生流量信号时能补偿流动压力和温度变化的孔板型流量仪表。ATBG最好根据由气体色谱仪(图中未示出)所测定出来的输入气体组分计算出来。气体色谱仪可用以定期在生产线上或定期在线外测定气体的组分。ATBG值根据最新的气体组分数据进行相应的调节。同样,气体计量仪表所使用的气体其比重测定值也是根据气体色谱仪的气体组分读出值相应地进行调节的。若气体色谱仪是在生产线上测定气体组分,则它通常会在至少约每2至10分钟的范围内更新ATBG值。另一方面,ATBO则通常不能在生产线上测定和更新。因此ATBO值最好是在试验室中就各特定级的原料或原料混合料进行测定。ATBO值可以在例如进行生产之前或甚至每若干月一次加以更新。原料流量(OIL)最好用原料注入反应器的原料注入区之前测定原料质量流量(通常以磅/小时计)和原料密度的科里奥利斯式(Coriolis-type)流量计测定。原料流量最好换算成经校正的体积流量,以加仑/小时表示。燃烧空气预热温度(CAT)是在燃烧空气就要进入反应器的燃烧区之前用热电偶测定的。空气绝对湿度(AH)是用本技术领域中周知类型的湿度传感器测定,以磅水/千磅干燥空气为单位表示。空气绝对湿度测定值最好供两个基本用途用。一个用途是为碘值算法提供最新的前馈输入变量(AH)。另一个用途是根据测出的空气绝对湿度(AH)调节空气流量(AIR),以便使进入反应器燃烧区的干燥空气流速大致上保持恒定。根据最新的空气绝对湿度读数调节空气流量以补偿空气中湿度值从而使干燥空气流量大致保持恒定时最好采用本技术领域公知的那种PID(比例、积分、微分控制算法)算法。
碘值算法((1)式)的算法常数按周知的采用回归分析的过程识别程序来确定,且是为给定类型的碳黑反应器几何条件而确定的。因此各常数值可能会因反应器几何条件实质上的不同而异。执行回归分析程序时最好采用美国麻萨诸塞州剑桥BBN软件产品公司出售的包括下列组成部分的软件包:“RS/1”、“RS/测试”和“RS/显示”。BBN软件可与美国麻萨诸塞州梅纳德数字设备公司制造的VAX微计算机配用。BBN软件给实验设计程序的实施带来方便,这是熟悉本技术领域的技术人员所周知的,同时也便于执行回归分析程序,这也是熟悉本技术领域的人士所周知的,BBN软件不是必需的,而仅仅是为执行这些程序提供了一种便利的工具。
在进行回归分析程序时,要对碳黑生产工艺中的输入和输出变量加以识别。与碘值有关的输入变量有例如图1所示的那些变量,包括原料流量、空气流量、燃料流量、空气预热温度和湿度、燃料质量(ATBG)和原料质量(ATBO)。输出变量为碘值(I2No.)。在已识别的输入变量和输出变量的基础上,设计一系列最好采用VAX微计算机中的BBN软件识别算法各参数的试验。然后在要使用该算法的那种反应器几何条件的碳黑反应器上进行该一系列试验。因此,回归分析程序有可能为不同型式的反应器几何条件提供具有不同值的各常数。在试验过程中的不同阶段按该设计的试验规定的方式改变各输入变量。在诸试验的基础上收集相应的输出数据。然后对该组数据进行回归分析以验证碘值算法((1)式)经试验确定的常数。
根据本发明的一个实例,根据上述回归分析程序,经试验确定下列与图1所示意例示的类似的三级反应器几何尺寸的常数:
KC=12.5 KT=0.094
KP=-0.123 KH=-0.238
KA=-0.184 KO=-201(近似值)
因此根据本发明的一个实施例,确定碘值算法[(1)式]的前馈输入变量所需的输入变量约每秒钟测定一次。然后根据这些测定值约每秒钟一次解碘值算法以产生新的预测碘值(I2No.p)。然后平均每隔一段时间,例如大约每两分钟一次,求出在该段时间计算出来的预测碘值的平均值(I2No.AVG)。接着,受控的输入变量(例如原料流量(OIL))就在各平均间隔时间终了时根据平均预测碘值(I2No.AVG)与碘值给定值或目标碘值(I2No.GOAL)之间的差值自动调整,以达到目标碘值。但应该指出的是,要达到目标碘值(I2No.GOAL)可以不调节原料流量(OIL)而调节一个以上其它的输入变量,例如空气流量(AIR)和/或气体流量(GAS)。
碘体与OAC之间的关系是基本的调节关系。OAC与控制变量测定值相反,是个计算控制变量。下面即将谈到,表示OAC的方程含有AIR、GAS和OIL等项。因此根据碘值与OAC之间的关系可以求出较理想的控制变量测定值OIL的适当变化,以达到目标碘值(I2No.GOAL)。原料流量(OIL)是应控制的较理想的输入变量,这是因为它只出现在碘值算法的一项中,因而调节程序较简单而且直接了当。
新的原料流量(OILNEW)(这是达到目标碘值(I2No.GOAL)所需用的),是根据下列碘值与OAC的关系估算的:
(4)△I2No.=KC*△OAC
其中,△I2No.为I2No.GOAL减法I2No.p两分钟(或其它间隔时间)的平均值(I2No.AVG);
△OAC为达到I2No.GOAL所需用的新OAC(OACNEW)减法OAC测定值的两分钟平均值(OACAVG);
KC面为碘值算法的总燃烧常数。
(4)式是从碘值算法((1)式)求出其相对于OAC的偏导数得出的。然后根据下式确定新的原料流量(OILNEW):
(5)OACNEW= (△I)/() 2 (NO.)/(KC) + OACAVG

然后从(5)和(6)式求出OILNEW如下:

于是利用在平均时间间隔计算出来的预测碘值的平均值(I2No.AVG)可以在每两分钟一次(或其它间隔时间)计算OILNEW,并可由此自动调节原料流量(OIL),以达到I2No.GOAL。
本发明的碳黑工艺控制系统还具有另一个特点,即在生产线外在试验室进行的测定程序。在碳黑反应器工作时,每隔一段时间对生产出来的碳黑进行取样,再用周知的方法测定各样品的碘值(I2No.LAB)。所测出的碘值(I2No.LAB)及其已知的标准偏差(SDLAB)是连同预测碘值(I2No.P)在取样时间的平均和标准偏差(SDP)一起确定的。然后根据所测出的碘值(I2No.LAB)、其测试标准偏差(SDLAB)以及预测碘值(I2No.P)的平均和标准偏差(SDP),调节碘值算法((1)式)的系统截止常数(KO),以计算出更精确的预测碘值(I2No.P),这随后还会更详细地介绍。因此按照本发明,碘值控制算法((1)式)本身的精确度可在碳黑反应器工作时有系统地相对于试验室测出的碘值(I2No.LAB)加以检查和改进。因此本发明在生产线外取样的这个特点补偿了碳黑反应器当时没有测出或未能测出的未测定的干扰。这和上面谈过的可测定的输入变量不同。
按照本发明,应用过滤器算法(最好是卡尔曼过滤器算法)改变碘值算法的系统截止(KO)。为使碘值算法能更正确地预测碘值,根据碳黑取样期间所测定的预测碘值(I2No.P)和测出的碘值(I2No.LAB)改变系统截止(KO)。碳黑样品的碘值(I2No.LAB)按本领域的技术人员周知的方法进行测定,例如用碘溶液对碳黑样品进行体积滴定的方法。碘值试验最好按ASTM规范D1510-85提供的碘吸附值试验进行。碳黑样品取样的间隔时间通常在大约2至20分钟的范围内。
根据本发明的取样特点确定现有预测碘值的误差方差的最佳预计值(VIP)和试验室测定的碘值的误差方差(VIL)。误差方差是碘值标准偏差的平方。因此VIL是试验室测定的碳黑样品碘值(I2No.LAB)的标准偏差(SDLAB)的平方。由于通常在各取样期间只取一个试验室测定的碘值(I2No.LAB),VIL实质上是由本技术领域周知的那种单独试验室所测出的碘值的精确度或可现性而确定的。因此VIL通常是定期更新一次,例如几个月更新一次或确定试验室测定的碘值(I2No.LAB)的程序有变化时更新。VIP是现有预测碘值误差方差的最佳预计值,这稍后即将更详细介绍。因此VIP和VIL在确定各碘值本身的过程中各自表示未确定的因素。
根据误差方差VIP和VIL可确定碘值卡尔曼过滤器增益(K1)如下。有关K1下面即将说明,它用以更新碘值算法的系统截止(KO):
(8)
因此卡尔曼过滤器增益(K1)实质上是误差方差(VIP和VIL)经过加权后的平均值,误差方差(VIP和VIL)则各自反映了两个通常有干扰的测定值(I2No.P和I2No.LAB)的变化程度。I2No.P和I2No.LAB通常是不同的。因此卡尔曼过滤器增益(K1)实际上是以有关两个不同的测定值(I2No.P和I2No.LAB)的可靠性的统计性信息为基础的加权系数,它表明哪一个测定值更精确。举例说,若K1=1,则I2No.LAB的误差方差可以忽略不计,若K1=0,则I2No.P中的误差方差可以忽略不计。
在卡尔曼过滤器增益(K1)的基础上,采用卡尔曼过滤器算法确定新的最佳预计碘值(I2No.FILTER)如下:
(9)I2No.FILTER=I2No.AVG+KI*(I2No.LAB-I2No.AVG)
其中I2No.AVG为取样期间预测碘值(I2No.P)的平均值。
然后根据新的最佳预计碘值(I2No.FILTER)计算碘值算法的新系统截止常数(KONEW)如下:
(10)KONEW=KOOLD+I2No.FILTER-I2No.AVG
应该指出的是,例如系统截止常数(KO)中某一点的变化是对应于碘值中某一点的变化的,因此,这些值可以直接代入(10)式中以求出KONEW。因此每次试验室测定的碘值(I2No.LAB)出来时就要调节系统截止常数(KO),以便使碘值算法[(1)式]更正确。
现在再谈谈误差方差。预测碘值(VIP(K+1))在时间间隔(K+1)内的现行真实误差方差的最佳估计值,如下面将谈到的那样,是用以确定卡尔曼过滤器增益(K1),该最佳估计值确定如下:
(11)VIP(k+1)=VIE(k)+VIM(k+1)
其中:VIP(K+1)是现行预测碘值(I2No.P)在时间间隔(K+1)内的现行真实误差方差的最佳估计值;
VIE(K)是原先的最佳碘值预计值(I2No.FILTER)在时间间隔(K)的误差方差;
VIM(K+1)是预测碘值(I2No.P)在上一个取样时间测出的时间间隔(K+1)的误差方差。
然后根据现行预测碘值(I2No.P)和现行试验室测定的碘值(I2No.LAB)的误差方差确定新的卡尔曼过滤器增益(K1(K+1))如下:

VIL(K+1)为现行试验室测定的碘值(I2No.LAB)的误差方差,可用下式表示:
(13)VIL(k+1)=[PSDLAB/100]2*I2No.GOAL
PSDLAB为碘值试验的标准偏差百分率,是用本技术领域周知的精确度或可重复性研究确定的。因此可将新的最佳卡尔曼过滤器增益(K1(K+1))代入上面的(9)式,求出新的最佳预测碘值(I2No.FILTER)。然后将I2No.FILTER代入上面的(10)式求出新的系统截止常数(KONEW),使碘值算法可以更正确地预测碘值。
然后确定准备在下一个取样时间(上面(11)式中的VIE(K))终止时用以确定VIP(K+1)的新的最佳碘值(VIE(K+1))的误差方差如下:
(14) 
根据本发明的另一个实施例,工艺控制系统系用来控制碳黑的结构。碳黑的结构通常是由试验室用ASTM规范D2414-86规定的邻苯二甲酸二丁酯吸收值(DBP)测定的。因此DBP是碳黑结构的指标。但碳黑结构目前还有其它同样可用本发明的工艺控制系统控制的适当度量。控制DBP的一个方法是注入钾添加剂溶液(K+S),这是本技术领域所公知的,最好是在将原料注入到反应器的原料注入区之前注入到原粒中。于是钾添加剂溶液(K+S)就在反应区中扩散入反应混合料中,因而对所形成的碳黑粒子具有离子电荷的效应。因此通常如果提高注入到原料中的钾添加剂溶液的浓度,则碳黑粒子之间凝聚的倾向就减少。
按照本发明,DBP的预测值(DBPP)是每隔一段时间(例如每1至10秒钟)计算的。DBP预测值(DBPP)是用DBP算法计算出来的,该DBP算法部分是以采用该工艺控制系统的碳黑反应器几何条件下进行的实验性试验结果为基础的。然后求出整个间隔时间(例如每两分钟)的DBP预测值的平均值(DBPAVG)。受控的输入变量(例如钾添加剂溶液流量(K+S)就根据该平均的DBP预测值(DBPAVG)自动调整,以达到DBP目标值(DBPGOAL)。
DBP预测值(DBPP)可按下列DBP算法计算:
(15)DBPP=(164.9-17.3*X)*F 0≤X≤1时
(16)DBPP=(147.6-17.3*ln(X))*F X>1时
其中,X为钾离子(K+)在原料中的浓度[克K+/100加仑油];
F则为比例系数,计算F是为了调节碳黑反应器中未测出的干扰的算法或反应器之间的差异的算法(F通常大约在0.7至1.2的范围)。
DBP算法中的各常数是以上述确定碘值算法的算法常数相同的方式凭经验按采用回归分析的周知过程识别程序在任何给定的碳黑反应器几何条件下进行确定的。因此各常数值可能会随反应器几何条件型式的不同而异。所测定的与DBP有关的输入变量最好是钾添加剂溶液流量和原料流量。输出变量为DBP或碳黑结构的一些其它适当的度量值。如上面就碘值算法所谈到的那样,接着就在要使用该算法的那种反应器几何条件的碳黑反应器上进行一系列试验。在诸试验的基础上收集一套输入数据和相应的输出数据。然后对该套数据进行回归分析以验证DBP算法的各常数。(15)和(16)式所表示的DBP算法中的各常数是根据上述对与图1示意例示的类似的三级反应器几何条件进行的回归分析程序凭经验确定的。
DBP算法[(15)和(16)]用以在每隔一段时间(例如每秒钟一次)预测DBP值(DBPP)。然后求出整个平均间隔时间(例如每两分钟一次)各DBP预测值的平均值(DBPAVG)。然后采用DBP调节算法用各平均DBP值(DBPAVG)计算新的钾添加剂溶液流量设定值(K+SNEW),该DPB调节算法可用下式表示:
(17)K+S[磅/小时]=比值[磅K+S/加仑油]*OILNEW[加仑/小时]
其中
(18)比值=XNEW[克K+/100加仑油]
100*KMIX[克K+/磅K+S]
XNEW是通过求出DBP算法[(15)和(16)式]相对于钾离子在原料中的浓度(X)的偏导数而得出的,它可用下式表示:
KMIX为钾添加剂溶液K+S的混合料浓度,其单位为每磅钾添加剂溶液(K+S)的钾离子(K+)克数。XNEW是钾离子(K+)在原料中达到DBPGOAL所需要的新浓度。K+SAVG是钾添加剂溶液在两分钟时间间隔内的平均流量,OILAVG则为原料在两分钟时间间隔内的平均流量。OILNEW为原料现行的流量设定值,这最好如上面谈过的那样按碘值算法调节。因此利用DBP预测值在两分钟时间内的平均值(DBPAVG)就可以根据(17)式确定新的钾添加剂溶液的流量,以便达到DBP目标值(DBPGOAL)。
本发明的工艺控制系统还有一个特点,即在生产线外在试验室测定DBP的程序。在碳黑反应器工作时,每隔一段时间对生产出的碳黑进行取样,按本领域的技术人员所周知的方法测定各样品的DBP值。碳黑取样的间隔时间通常在大约2到20分钟的范围内。DBPLAB最好按上述ASTM规范D2416-86测定。
所测出的DBP值(DBPLAB)及其已知的标准偏差(SDLAB)是连同预测DBP值(DBPP)的平均和标准偏差(SDP)在取样时间一起确定的。然后根据所测出的DBP值(DBPLAB)、其标准偏差(SDLAB)和DBP预测值(DBPP)的平均值和标准偏差调节DBP算法[(15)和(16)式]的比例系数(F),以便计算出更正确的DBP值。因此按照本发明在碳黑反应器工作时可以相对于试验室测出的DBP值(DBPLAB)有系统地检查和改进DBP算法本身的精确度。
根据本发明的取样特点,可以确定DBP预测值误差方差的最佳预计值(VDP)和试验室测出的DBP值误差方差的最佳预计值(VDL)。VDL是试验室测出的DBP值(DBPLAB)的标准偏差的平方。由于在各取样时间最好只取一个试验室测出的DBP值,因而VDL实质上是一个由本技术域周知的一种DBPLAB测定程序方面所进行的单独精密度和再现性研究所确定的常数。因此VDL通常是定期更新的,例如每几个月更新一次,或测定DBPLAB的程序有变化时更新。VDL是现行预测的DBP值(DBPP)误差方差的最佳预计值,这在下面即将进一步详述。
根据误差方差VDP和VDL,在取样时间期间采用过滤器算法(最好是卡尔曼过滤器算法)确定真实DBP值的最佳预计值(DBPFILTER)。DBPFILTER系作为DBPLAB与DBP预计值在取样时间的平均值(DBPAVG)之间的加权平均值产生的。DBPFILTER的DBP卡尔曼过滤器算法可用下式表示:
(22)DBPFILTER=DBPAVG+KD*(DBPLAB-DBPAVG)
KD是DBP卡尔曼过滤器增益,实质上是误差方差VDP和VDL经加权的平均值,它可用下式表示:

然后根据DBPFILTER,调节DBP算法[(15)和(16)式]的比例系数(F)(FNEW),以便使DBP算法更正确地预测DBP如下:
(24)  0≤X≤1时
0≤X≤1时
(25) X>1时
XAVG是取样时间期间钾添加剂溶液(K+S)在原料中的平均浓度,如(21)式所表示的那样。然后将新的比例系数(FNEW)代入DBP算法[(15)和(16)式]中取代原来的比例系数(F),从而调节该算法,使其更准确地预测DBP。
DBP在时间间隔(K+1)的预测值DBP(VDP(K+1))的真实现行误差方差的最佳预计值在(23)式中是用以确定现行DBP卡尔曼过滤器增益(KD)的,它可用下式表示:
(26)VDP(K+1)=VDE(K)+VDM(K+1)
其中:VDP(K+1)有现行DBP预测值在时间间隔(K+1)的真实现行误差方差的最佳预计值;
VDE为原先最佳DBP预计值(DBPFILTER)在时间间隔(K)的误差方差;
VDM(K+1)为DBP预测值(DBPP)在时间间(K+1)内在整个上一个取样时间测定的误差方差。
然后确定新的DBP卡尔曼过滤器增益(KD(K+1))作为DBP的现行预测值(DBPP)与现行试验室测定的DBP现行值(DBPLAB)的误差方差的加权平均值如下:
VDL(K+1)为现行试验室测定的DBP值(DBPLAB)的误差方差,可用下式表示:
(28)VDL(k+1)=[PSDLAB/100]2*DBPGOAL
这里,PSDLAB为试验室DBP用本技术领域周知的精确度或再现性研究确定的现行标准偏差。于是可以将新的DBP卡尔曼过滤器增益(KD(K+1))代入上面的(22)式中求出新的最佳DBP预计值(DBPFILTER)。然后将DBPFILTER代入上面的(24)或(25)式中求出新的比例系数(FNEW),使DBP算法[(15)和(16)式]更正确地预测DBP。
然后确定准备用以在下一个取样时间终了时(上述(26)式中的VDP(K))确定VDP(K+1))的新的DBP最佳预计值(VDE(K+1))的误差方差如下:

根据本发明的另一个实施例,工艺控制系统还包括CUSUM(“累积和”)程序,用以监视所控制的输出变量,例如碘值和/或DBP。CUSUM起补偿碘值或DBP中各倾向的作用,这些倾向可能是由碳黑反应器上未完全为碘值算法、DBP算法或各卡尔曼过滤器算法所补偿的未测出的干扰所引起的。因此每当测定各输出变量以确定两值中的任何一个足以需要在过程中加以调节的平均值是否有偏移时,一个CUSUM监视I2No.LAB,一个CUSUM监视DBPLAB。
各CUSUM采用两个累积和-一个大和(SH(i))和一个小和(SL(i)),分别用以测试I2No.LAB和DBPLAB,从而确定有否不希望有的倾向发生。将各CUSUM复位时,各累积和(SH(i)和SL(i))就置为零。两个和按下式确定:
(30)SH(i)=最大值[O,SH(i-1)+Yi-GOAL+K)]
(31)SL(i)=最小值[O,SL(i-1)+Yi-GOAL+K)]
其中:SH(i)为自上一次CUSUM复位后所有原先大和的和;
SL(i)为自上一次CUSUM复位后所有原先小和的和;
Yi为现行试验室测定的受控输出变量测定值,因此按照原先的一些实施例它可以是I2No.LAB或DBPLAB;
GOAL是受控输出变量的目标值,因而按照原先的一些实施例它可以是I2No.GOAL或DBPGOAL;
K则为受控输出变量中可容许的裕度,通常是在大约一个标准偏差的范围内,或各受控输出变量的试验室测定值(例如I2No.LAB或DBPLAB)约68%所属的范围内。
各受控输出变量都给定有一个判定区间(-h,h),该区间的确切值系按所使用的具体碳黑反应器方面的经验选取的,但通常接近为该输出变量设定的容许极限。举例说,碘值或DBP的一般h值可能为5。因此判定区间h可能分别会是I2No.GOAL或DBPGOAL值两侧5个碘值单位或DBP单位。
对碳黑进行取样并测定碘值(I2No.LAB)和/或DBP(DBPLAB)的试验室测定值之后,将这些值各代入(30)和(31)式中的(Yi)。然后计算出I2No.LAB和DBPLAB的两个累积和SH(i)和SL(i)。接着,若碘值或DBP的SH(i)≥h或SL(i)≤-h,则就各输出变量产生警报信号。警报信号的产生通知了操作人员应增加对生产出来的碳黑进行取样的频度,通常至少增加一倍。若警报信号是分别为碘值和/或DBP发出的,则分别将碘值算法的卡尔曼增益(K)和/或DBP算法的DBP卡尔曼过滤器增益(K)置为1。若在碳黑下一次取样之后I2No.LAB或DBPLAB分别在I2No.GOAL或DBPGOAL的±K的范围内,则将各变量的累积和SH(i-1)和SL(i-1)置为零,使CUSUM复位。但若警报信号继续发出,则将各输出变量的卡尔曼过滤器增益(K1或KD)置为1,直到试验室测定值在该变量目标值的±K范围内为止。
图2示意示出了本发明工艺控制系统的一些硬件元件。工艺控制系统包括总编号为10的系统控制器。系统控制器为本领域的技术人员周知的那种型式,最好是微计算机,例如上述VAX微计算机。系统控制器10通过总线12耦合到分布控制系统14上。分布控制系统14也是本领域的技术人员所周知的那一种,例如美国依阿华州马歇尔镇国际费歇控制器有限公司制造的费歇PROVOX仪表系统。分布控制系统14又通过PID算法(PID)耦合到油流量计16和流量自动调节阀18上。上面已经谈过,油流量计16最好是科里奥利斯式流量计。油流量阀18装在油流量计16的上游或下游碳黑反应器的原料管线20上。因此分布控制系统14控制阀18的操作,以便自动调节原料流量(OIL),从而达到目标碘值(I2No.GOAL),这下面将更详细地说明。分布控制系统14还通过PID算法(PID)耦合到钾添加剂溶液流量计22和流量自动调节阀24上。流量计22最好是和油流量计16一样的科里奥利期式流量计。流量阀24装在流量计22的上游或下游碳黑反应器的钾添加剂溶液管线26上。因此分布控制系统14也控制阀22的操作,以便自动调节钾添加剂溶液的流量(K+S),从而达到目标DBP值(DBPGOAL),这将在下面进一步详述。
现在参看图3。这是从概念上例示本发明的碳黑工艺控制系统各程序的流程图。标号S1至S12表示第1至第12步。当工艺控制系统工作时,如S1处所示的那样,分布控制系统14如上所述分别根据碘值算法和DBP算法产生一预测碘值(I2No.P)和一DBP预测值(DBPP),如S2处所示的那样。因而碘值算法和前馈输入变量各公式最好作为分布控制系统14的子程序加以实施。同样,DBP算法各公式最好也由分布控制系统14以子程序的形式加以执行。计算出各I2No.P和DBPP之后,将它们各自存入系统控制器10中的计算机存储器中。分布控制系统14大约每秒钟一次根据输入变量的现行读数计算出I2No.P和DBPP,如S3处所示。然后将各更新过和I2No.P和DPBP存入系统控制器10的存储器中。然后,如S4处所示的那样,由分布控制系统14求出存储在计算机存储器中的I2No.P和DBPP在各两分钟时间内的平均值I2No.AVG和DBPAVG,并将它们存入计算机存储器中。
根据两分钟时间内的I2No.AVG,这时由分布控制系统14确定新的原料流量(OILNEW),如S5处所示的那样。同样,根据2分钟时间内的DBPAVG,还确定新的钾添加剂溶液流量(K+SAVG)。上述(5)至(7)式和(17)至(21)式最好作为子程序在分布控制系统14中实施,供分别确定新原料流量(OILNEW)和新钾添加剂溶液流量(K+SNEW)之用。接着,分布控制系统14采用PID算法根据新的原料流量(OILNEW)和新的钾添加剂溶液流量(K+SNEW)用PID算法确定调节阀18和阀24的程度,这在下面将进一步详述。然后每两分钟更新新的原料流量(OILNEW)和新的钾添加剂溶液流量(K+SNEW)以后每两分钟一次分别根据新的I2No.AVG和DBPAVG调节阀18和24,以达到新的流量,如S7处所示。
本发明生产线外试验室测定特点的第一步骤示于S8,S8说明系统控制器10计算碳黑取样期间每秒钟(或其它时间间隔)计算出来的I2No.P和DBPP的平均值和标准偏差。每隔一段时间,例如通常在大约每1至4个钟头的范围内对生产出来的碳黑进行取样,并在试验室中测定样品的碘值和DBP(I2No.LAB和DBPLAB),如S9处所示。如上所述,碳黑取样的时间间隔通常是在大约2至20分钟的范围内。然后由系统控制器10根据取样期间计算出来的I2No.LAB和I2No.AVG更新碘值算法的新系统截止(KO),如S10处所示。上述(8)至(14)式最好作为子程序在系统控制器10中实施。同样比例系数(F)出在取样期间根据DBPLAB和DBPLAB调节。上述(22)至(29)式最好也作为子程序在分布控制系统14中实施。然后用新的系统截止(KONEW)更新碘值算法以确定更精确的预测碘值(I2No.P),直到碳黑下一次取样为止,如S11处所示的那样。同样新的比例系数(FNEW)也用以更新DBP算法,以确定更精确的DBP值,直到碳黑下一次取样为止,如S11处所示。如S12处所示的那样,每当对碳黑进行取样时,碘值算法和DBP算法各自都经过更新,因而是在每1至4个小时的范围内进行的。
现在参看图4,这是从概念上说明了上述分布控制系统14根据碘值算法预测碘值I2No.P和根据DBP算法预测DBPP的程序的流程图。首先,分布控制系统14读取计算碘值算法的前馈输入变量和DBP算法的输入变量所需要的输入数据,如S1处所示的那样。碘值算法的输入变量包括原料流量、气体流量、空气流量、空气预热温度和空气湿度。如上面谈过的那样,ATBG(燃料质量)是计算出来的控制变量,ATBO(原料质量)则实质上是个恒定的控制变量。DBP算法的输入变量是钾添加剂溶液流量和原料流量。
读出输入数据之后,分布控制系统就将输入数据与各变量值的容许范围进行比较,如S2处所示。若任何值是在其容许的范围(BAD)之外,则设定坏数据标志,这是一个数字信号,如S3处所示。若设定了坏数据标志,则I2No.P和/或DBPP就不按该数据计算。若所有的数据不在该可容许的范围之内,则I2No.P和DBPP就都根据该套输入数据采用碘值算法和DBP算法分别进行计算,如S4处所示。然后将I2No.P和DBPP各自与各输出变量应处在实际范围进行比较,如S5处所示。若I2No.P和DBPP都不在容许范围内,则设立坏数据标志,且不采用现行的I2No.P和/或DBPP值,这视乎其中一个或两者是否在各容许范围之外而定。若I2No.P或DBPP处在其容许范围内,则将它们的值贮存在系统控制器10的计算机存储器中,如S6处所示,并在以后(在时间间隔终了时)各自用以分别更新原料流量和钾添加剂溶液流量。
现在参看图5,这是从概念上说明分布控制系统14调节原料流量和钾添加剂溶液流量的程序的流程图。如S1处所示的那样,若在碘值和/或DBP预测过程期间设立了坏数据标志(BAD),如图4中的S3处所示,则清除坏数据标志,而且在该时间间无论哪一个算法具有坏数据标志都不实施图5中所示的调节程序。但若在两分钟时间间隔期间没有坏数据标志设立,则分布控制系统14读出输入数据,以确定新的原料给定值(OIL)和/或钾添加剂溶液给定值(K+SNEW),如S2处所示。OILNEW的输入数据包括AIRAVG、GASAVG、ATBG、ATBO和OACAVG,如(7)式中所表示的那样。K+SNEW的输入数据包括K+SAVG、OILAVG、DBPAVG和XAVG,如(17)至(21)式中所表示的那样。
然后将输入数据与各项值的容许范围进行比较,如S3处所示的那样。只要有任何值处在其各自的容许范围之外,就设立坏数据标志(BAD)。因此若其中一个或两者的输入数据不好,则在该时间间隔不调节原料流量给定值(OILNEW)和钾添加剂溶液给定值(K+SNEW)。若所有的值处在它们的容许范围内,则如上所述对OILNEW和K+SNEW各自进行更新,如S4处所示。然后将OILNEW和K+SNEW各自都与容许值范围进行比较,如S5处所示。若无论OILNEW或K+SNEW处在其各自的容许范围(BAD)外,则该项的程序结束其流量不调节。若OILNEW和K+SNEW确实处在它们的容许范围内,则通过PID算法对OILNEW和K+SNEW的值各自进行处理,以分别更新原料流量和钾添加剂溶液流量,如S6处所示。
现在参看图6,这是最好用以调节新原料流量(OILNEW)或调节新钾添加剂溶液流量(K+SNEW)的一般PID算法的原理示意图。原料流量计16和钾添加剂溶液流量计22分别耦合到流量传送器(FT)上。各流量传送器(FT)又耦合到分布控制系统14上,并传送对应于各流量计所检测的流量测定值的信号Fm。然后将原料和钾添加剂溶液的各新流量给定值的信号(Fsp)各自与它们相应的由各流量计产生的流量测定信号(Fm)进行比较。根据各比较结果产生各相应流量的误差信号(e(t)),该信号等于相应的流量给定值信号(Fsp)减法相应的流量测定信号(Fm)。然后根据相应的各误差信号(e(t)),相应的PID算法(这是本领域的技术人员所周知的)产生对应于应对各流量阀18或24进行的调节的输出信号(c(t)),以达到流量给定值。然后将输出信号发送到相应的电流/气压转换器(I/P)上。电流/气压转换器(I/P)各自耦合到油流量阀18和钾添加剂溶液流量阀24上供调节各相应阀门之用。于是电流/气压转换器(I/P)各自产生对应于各自的PID输出信号(c(t))的压力输出,该各PID输出信号(c(t))又调节其各自的阀门以达到流量给定值。因此各PID算法继续在输入信号(c(t))中产生变化直到再也没有误差信号(e(t))为止,于是就达到了流量给定值。
现在参看图7,这是从概念上说明系统控制器10在各碳黑取样时间终了时对碘值算法的系统截止(KO)和/或DBP算法的比例系数(F)进行更新的程序的流程图。如S1处所示的那样,系统控制器从存储器选出在取样期间计算和贮存的I2No.P和DBPP值。若系统控制器不能正确选出数据(不成功),则不调节算法。然后系统控制器10读取现行I2No.LAB和DBPLAB的值,并将它们与容许值范围进行比较。若有一个值超出该范围,则不调节其相应的算法。然后系统控制器10对现行I2No.LAB和DBPLAB值应用确定着现行和数SH(i)和/或SL(i)用的CUSUM程序,如S3处所示。若任一测定输出变量(I2No.LAB或DBPLAB)的SH(i)≥h或SL(i)≤-h,则系统控制器发出警报信号。有警报信号发出时就将碘值算法的卡尔曼过滤器增益(K1)和/或DBP算法的DBP卡尔曼过滤器增益(KD)给定得等于1,这视乎警报信号是为一个或两个输出变量而产生的而定。因此碘值算法的新系统截止(KONEW)和/或DBP算法的新比例系数(FNEW)两者都分别只以试验室测定的I2No.LAB和DBPLAB的值为基础。但若没有警报信号产生,则系统控制器确定新的过滤分析性能I2No.FILTER和DBPFILTER,同时又调节系统截止常数(KO)和比例系数(F),以分别更新碘值算法和DBP算法,如S4处所示。然后如S5处所示的那样,将新系统截止(KONEW)和比例系数(FNEW)与各值的容许范围进行比较。若有任何一个值超出范围,则不用来更新其相应的算法。若KONEW和FNEW值各自都在容许范围内,则将它们各自贮存在存储器中,如S6处所示。将各值存储在存储器中时,系统控制器10就清除数据入口标志,如S7处所示,直到下一次取样时间终了为止。
Claims (13)
1、一种在碳黑反应器中控制碳黑的生产过程的方法,其特征在于,该方法包括下列工序:
在碳黑反应器工作时,每隔一段时间测定碳黑生产过程中所采用的至少一个输入变量;
采用至少一个算法每隔一段预测时间根据在所述时间间隔期测出的所述至少一个输入变量预测至少一个碳黑输出变量;
在每隔一段时间进行的求平均值的时间确定所述至少一预测输出变量在整个所述求平均值时间间隔的平均值;和
在反应器工作时,每隔一段时间根据一调节算法利用所述至少一个预测输出变量的所述平均值与所述至少一个输出变量的目标值之间的差值调节至少其中一个所述输入变量,以达到该输出变量的目标值,从而获得质量基本上如终如一的碳黑。
2、如权利要求1所述的碳黑生产过程的控制方法,其特征在于,该方法还包括下列工序:
在碳黑反应器工作时,每隔一段取样时间对生产出来的碳黑进行取样;
在碳黑反应器工作时,测定所述至少一个用所述算法从碳黑样品预测的输出变量;和
根据所述至少一个输出变量的所述测定值调节所述至少一个算法,以便更正确地预测所述至少一个输出变量。
3、如权利要求1或2所述的碳黑生产过程的控制方法,其特征在于,在该方法中:
所述至少一个预测的输出变量系选自一组包括碘值和DBP的变量中;
所述至少一个经调节的输入变量系选自一组包括原料流量和钾添加剂溶液流量的变量;和
所述每隔一段时间测出的输入变量系选自一组包括氧化剂流量、原料流量、第一级原料流量、氧化剂预热温度和钾添加剂溶液流量的变量。
4、如权利要求3所述的碳黑生产过程的控制方法,其特征在于,在该方法中:
所述原料流量系利用下列两组值之间的关系进行调节的:一组值为目标碘值减去预测碘值在整个所述平均时间间隔的平均值,另一组值为新的达到目标碘值所需要的总燃烧与总燃烧在所述平均时间间隔的平均值之间的差值;且
所述钾添加剂溶液流量是利用DBP在所述平均时间间隔期间的平均值与DBP目标值之间的差值进行调节的。
5、如权利要求2-4任一项所述的碳黑生产过程的控制方法,其特征在于,在该方法中:
所述至少一个算法是利用所述至少一个碳黑输出变量现行预测值的误差方差的最佳预计值与所述至少一个输出变量测定值的误差方差的加权平均值进行调节的。
6、如权利要求5所述的碳黑生产过程的控制方法,其特征在于,在该方法中:
所述至少一个算法是采用至少一个第二算法进行调节的,该第二算法利用所述误差方差的加权平均值以及所述至少一个输出变量的所述测定值与所述至少一个输出变量在取样期间的所述预测值的平均值之间的差值确定所述至少一个输出变量的新的预计值,且所述至少一个第二算法所提供的所述新的预计输出变量又用来调节所述至少一个算法,以便更正确地预测所述至少一个输出变量。
7、如权利要求2-6任一项所述的碳黑生产过程的控制方法,其特征在于,在该方法中:
所述至少一个输出变量是在大约1秒至20秒范围的预测时间间隔内预测的;
所述至少一个预测输出变量的所述平均值是在大约1分至3分钟范围内的求平均值时间间隔内确定的;且
对生产出来的碳黑取样的所述取样时间间隔是在大约0.5小进至大约5小时的范围内。
8、如权利要求2-7任一项所述的碳黑生产过程控制方法,其特征在于,该方法还包括下列工序:
监控所述至少一个碳黑输出变量的所述测定值,以便检测出所述至少一个输出变量平均值不希望有的偏移。
9、如权利要求8所述的碳黑生产过程控制方法,其特征在于,在该方法中:
所述至少一个输出变量的所述测定值是通过把所述输出变量的现行测定值与所述输出变量的目标值之间的差值加上或减法预定的裕度值,再把所述总数与预定的判定区间比较,若所述总数值处在所述判定区间之外,则发出警报信号。
10、如权利要求9所述的碳黑生产过程的控制方法,其特征在于,在该方法中:
所述裕度值是这样确定的,使得往所述至少一个输出变量的目标值加该裕度值或从所述至少一个输出变量的目标值减法该裕度值时,得出的两个值大致上确定了大约一个标准偏差内的范围或60%以上所述至少一个输出变量的测定值所处的范围。
11、一种在碳黑反应器中控制碳黑生产过程用的设备,其特征在于,所述设备包括:
计量装置,用以在碳黑反应器工作时每隔一段时间测定碳黑生产过程中使用的至少一个输入变量;
计算装置,连接到所述计量装置上,用以每隔一段时间根据至少一个应用所述至少一个在所述时间间隔测出的输入变量的算法预测至少一个碳黑的输出变量,所述计算装置还在每隔一段求平均值的时间间隔确定所述至少一个预测输出变量的平均值;和
调节装置,连接到所述计算装置上,用以每隔一段时间根据一调节算法调节所述至少一个输入变量,该调节算法应用所述至少一预测输出变量的所述平均值与所述至少一个输出变量的目标值之间的差值以便在反应器工作时达到该输出变量的目标值,从而获得质量基本上始终如一的碳黑。
12、如权利要求11所述的在碳黑反应器中控制碳黑生产过程的设备,其特征在于,所述设备还包括:
取样装置,用以在碳黑反应器工作时每隔一段时间对生产出来的样品进行取样,从而可从碳黑的样品测出所述至少一个输出变量,且其中所述计算装置根据所述至少一个输出变量的所述测定值应用所述至少一个输出变量的所述测定值调节所述至少一个算法,以便更正确地预测所述输出变量。
13、如权利要求11或12所述的碳黑生产过程的控制设备,其特征在于,在该设备中:
所述计算装置采用至少一个第二算法调节所述至少一个算法,该第二算法应用所述至少一个输出变量现行预测值的误差方差的最佳预计值与所述输出变量测定值的误差方差的加权平均值确定所述至少一个输出变量的预计值,且所述计算装置又采用所述预计输出变量调节所述至少一个算法,以便更正确地预测所述至少一个输出变量。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US37679289A | 1989-07-06 | 1989-07-06 | |
| US376,792 | 1989-07-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1050032A true CN1050032A (zh) | 1991-03-20 |
Family
ID=23486519
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN90104536A Pending CN1050032A (zh) | 1989-07-06 | 1990-07-06 | 碳黑工艺控制系统 |
Country Status (28)
| Country | Link |
|---|---|
| JP (1) | JPH0692545B2 (zh) |
| KR (1) | KR960001745B1 (zh) |
| CN (1) | CN1050032A (zh) |
| AU (1) | AU627901B2 (zh) |
| BE (1) | BE1003126A3 (zh) |
| BR (1) | BR9003201A (zh) |
| CA (1) | CA2020594C (zh) |
| CZ (1) | CZ284338B6 (zh) |
| DD (1) | DD298417A5 (zh) |
| DE (1) | DE4021521A1 (zh) |
| DK (1) | DK162290A (zh) |
| ES (1) | ES2025399A6 (zh) |
| FR (1) | FR2649513B1 (zh) |
| GB (1) | GB2235553B (zh) |
| HU (1) | HU216237B (zh) |
| IE (1) | IE902436A1 (zh) |
| IL (1) | IL94626A (zh) |
| IT (1) | IT1246036B (zh) |
| LU (1) | LU87762A1 (zh) |
| NL (1) | NL9001551A (zh) |
| NZ (1) | NZ234044A (zh) |
| PE (1) | PE13491A1 (zh) |
| PL (1) | PL285962A1 (zh) |
| PT (1) | PT94609A (zh) |
| SE (1) | SE9002215L (zh) |
| TR (1) | TR25250A (zh) |
| YU (1) | YU130490A (zh) |
| ZA (1) | ZA904505B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103819946A (zh) * | 2014-01-22 | 2014-05-28 | 张海 | 一种炭黑制备的预处理装置 |
| CN104793650A (zh) * | 2015-02-10 | 2015-07-22 | 龙星化工股份有限公司 | 一种降低油炉法炭黑生产中不合格品比例的方法 |
| CN114181546A (zh) * | 2021-12-01 | 2022-03-15 | 青岛黑猫炭黑科技有限责任公司 | 一种基于粉状炭黑取样结果的炭黑生产工艺的调整方法及系统 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1122085C (zh) * | 1997-08-28 | 2003-09-24 | 三菱化学株式会社 | 炭黑及其制备方法 |
| JP2000208431A (ja) | 1999-01-13 | 2000-07-28 | Tadahiro Omi | 酸化クロム不働態膜が形成された金属材料及びその製造方法並びに接流体部品及び流体供給・排気システム |
| KR100470926B1 (ko) * | 2002-07-12 | 2005-02-21 | 세유특강(주) | 스테인리스 강을 착색하기 위한 착색제 조성물 및 이를사용하여 스테인리스 강을 착색하는 방법 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3838256A (en) * | 1973-12-03 | 1974-09-24 | Exxon Research Engineering Co | Constraint control for processes with equipment limitations |
| GB1583545A (en) * | 1976-08-04 | 1981-01-28 | Martin Sanchez J | Control systems |
| US4232364A (en) * | 1978-12-18 | 1980-11-04 | Honeywell Inc. | Adaptive sampled-data controller |
| US4256720A (en) * | 1979-03-12 | 1981-03-17 | Phillips Petroleum Company | Method for producing carbon black |
| US4259308A (en) * | 1979-03-12 | 1981-03-31 | Phillips Petroleum Company | Method for producing carbon black |
| US4313723A (en) * | 1979-03-12 | 1982-02-02 | Phillips Petroleum Company | Apparatus for producing carbon black |
| US4390347A (en) * | 1981-12-21 | 1983-06-28 | Texaco Inc. | Trim control process for partial oxidation gas generator |
| GB2157459B (en) * | 1983-10-14 | 1987-02-11 | Ford Motor Co | Selective parametric self-calibrating control system |
| US4754410A (en) * | 1986-02-06 | 1988-06-28 | Westinghouse Electric Corp. | Automated rule based process control method with feedback and apparatus therefor |
| US4768143A (en) * | 1986-10-09 | 1988-08-30 | The Babcock & Wilcox Company | Apparatus and method using adaptive gain scheduling algorithm |
-
1990
- 1990-06-06 IL IL9462690A patent/IL94626A/en not_active IP Right Cessation
- 1990-06-11 ZA ZA904505A patent/ZA904505B/xx unknown
- 1990-06-13 NZ NZ234044A patent/NZ234044A/xx unknown
- 1990-06-20 ES ES9001706A patent/ES2025399A6/es not_active Expired - Fee Related
- 1990-06-21 SE SE9002215A patent/SE9002215L/ not_active Application Discontinuation
- 1990-06-26 PE PE1990171321A patent/PE13491A1/es unknown
- 1990-06-29 TR TR90/0637A patent/TR25250A/xx unknown
- 1990-06-29 FR FR9008285A patent/FR2649513B1/fr not_active Expired - Fee Related
- 1990-07-03 GB GB9014759A patent/GB2235553B/en not_active Expired - Fee Related
- 1990-07-04 CZ CS903343A patent/CZ284338B6/cs not_active IP Right Cessation
- 1990-07-04 LU LU87762A patent/LU87762A1/fr unknown
- 1990-07-04 BE BE9000685A patent/BE1003126A3/fr not_active IP Right Cessation
- 1990-07-05 IE IE243690A patent/IE902436A1/en unknown
- 1990-07-05 BR BR909003201A patent/BR9003201A/pt not_active IP Right Cessation
- 1990-07-05 DD DD90342536A patent/DD298417A5/de not_active IP Right Cessation
- 1990-07-05 HU HU904101A patent/HU216237B/hu not_active IP Right Cessation
- 1990-07-05 PT PT94609A patent/PT94609A/pt not_active Application Discontinuation
- 1990-07-05 IT IT02086890A patent/IT1246036B/it active IP Right Grant
- 1990-07-05 AU AU58691/90A patent/AU627901B2/en not_active Ceased
- 1990-07-05 DK DK162290A patent/DK162290A/da not_active IP Right Cessation
- 1990-07-06 JP JP2177681A patent/JPH0692545B2/ja not_active Expired - Lifetime
- 1990-07-06 NL NL9001551A patent/NL9001551A/nl not_active Application Discontinuation
- 1990-07-06 CA CA002020594A patent/CA2020594C/en not_active Expired - Fee Related
- 1990-07-06 DE DE4021521A patent/DE4021521A1/de not_active Ceased
- 1990-07-06 CN CN90104536A patent/CN1050032A/zh active Pending
- 1990-07-06 KR KR90010226A patent/KR960001745B1/ko not_active IP Right Cessation
- 1990-07-06 PL PL28596290A patent/PL285962A1/xx unknown
- 1990-07-06 YU YU130490A patent/YU130490A/sh unknown
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103819946A (zh) * | 2014-01-22 | 2014-05-28 | 张海 | 一种炭黑制备的预处理装置 |
| CN104793650A (zh) * | 2015-02-10 | 2015-07-22 | 龙星化工股份有限公司 | 一种降低油炉法炭黑生产中不合格品比例的方法 |
| CN104793650B (zh) * | 2015-02-10 | 2017-11-21 | 龙星化工股份有限公司 | 一种降低油炉法炭黑生产中不合格品比例的方法 |
| CN114181546A (zh) * | 2021-12-01 | 2022-03-15 | 青岛黑猫炭黑科技有限责任公司 | 一种基于粉状炭黑取样结果的炭黑生产工艺的调整方法及系统 |
| CN114181546B (zh) * | 2021-12-01 | 2023-01-10 | 青岛黑猫炭黑科技有限责任公司 | 一种基于粉状炭黑取样结果的炭黑生产工艺的调整方法及系统 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1192222A (zh) | 化学产品合成工艺的控制方法 | |
| Mandenius et al. | Mini‐review: Soft sensors as means for PAT in the manufacture of bio‐therapeutics | |
| US7404411B2 (en) | Method and apparatus for analysis of relative levels of biodiesel in fuels by near-infrared spectroscopy | |
| KR20200070218A (ko) | 세포 배양에서 공정 변수를 제어하기 위한 원위치 라만 분광법 시스템 및 방법 | |
| JP6620100B2 (ja) | 合成多成分の生物工学および化学プロセス試料を調製するための方法およびシステム | |
| CN1081519A (zh) | 用以在自调节控制器中获得过程特性的方法及装置 | |
| CN101038277A (zh) | 基于最小二乘-支持向量机的制粉过程煤粉细度软测量方法 | |
| JP2017504115A5 (zh) | ||
| CN1186629C (zh) | 测定三组分混合物组分浓度的方法和用该法连续制备氟化氢的方法 | |
| CN1050032A (zh) | 碳黑工艺控制系统 | |
| JP2015516619A (ja) | 異なる粘度を有する少なくとも2種の成分を含む混合物の粘度を調整する方法 | |
| US3321280A (en) | Computer control method for production of butyl rubber | |
| CN1279356C (zh) | 基于限定记忆部分最小二乘算法的4-cba含量在线软测量建模方法 | |
| US5211932A (en) | Carbon black process control system | |
| CN110931085B (zh) | 一种连续重整催化剂结焦炭含量在线预测和优化方法 | |
| CN1635050A (zh) | 焦炉炼焦生产自动加热方法 | |
| CN1685214A (zh) | 批次特性测量 | |
| JP2007126663A (ja) | 試料の近赤外スペクトルから共役ジオレフィンの含量を求める方法および該方法の装置制御への応用 | |
| Müller et al. | Bioprocess in‐line monitoring and control using Raman spectroscopy and Indirect Hard Modeling (IHM) | |
| Garrido-Vidal et al. | On-line monitoring of kinetic and sensory parameters in acetic fermentation by near infrared spectroscopy | |
| CN1414391A (zh) | 液体处理化合物的自修正定量控制方法 | |
| CN217093242U (zh) | 一种柠檬酸液化原料自动连续配料系统 | |
| CN117571649A (zh) | 基于红外结构参数预测焦炭冷态强度的方法 | |
| US20230034851A1 (en) | Information processing device, information processing method, computer-readable recording medium, and model generation method | |
| CN115160473B (zh) | 基于传感器阵列和人工神经网络的烯烃四元气相共聚方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |