CN104400995B - 婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法 - Google Patents
婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法 Download PDFInfo
- Publication number
- CN104400995B CN104400995B CN201410583797.2A CN201410583797A CN104400995B CN 104400995 B CN104400995 B CN 104400995B CN 201410583797 A CN201410583797 A CN 201410583797A CN 104400995 B CN104400995 B CN 104400995B
- Authority
- CN
- China
- Prior art keywords
- wheel
- driving traction
- traction wheel
- synchronous
- lower driving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
- B29C65/083—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations using a rotary sonotrode or a rotary anvil
- B29C65/086—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations using a rotary sonotrode or a rotary anvil using a rotary anvil
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/23—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being multiple and parallel or being in the form of tessellations
- B29C66/232—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being multiple and parallel or being in the form of tessellations said joint lines being multiple and parallel, i.e. the joint being formed by several parallel joint lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81463—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps comprising a plurality of single pressing elements, e.g. a plurality of sonotrodes, or comprising a plurality of single counter-pressing elements, e.g. a plurality of anvils, said plurality of said single elements being suitable for making a single joint
- B29C66/81465—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps comprising a plurality of single pressing elements, e.g. a plurality of sonotrodes, or comprising a plurality of single counter-pressing elements, e.g. a plurality of anvils, said plurality of said single elements being suitable for making a single joint one placed behind the other in a single row in the feed direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8351—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws
- B29C66/83511—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws jaws mounted on rollers, cylinders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/48—Wearing apparel
- B29L2031/4871—Underwear
- B29L2031/4878—Diapers, napkins
Abstract
本发明涉及一种能够实现压纹辊一转两片对婴儿拉拉裤腰围进行浮动焊接,延长婴儿拉拉裤腰围焊接时间和焊接质量的婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法,婴儿拉拉裤腰围连续成品从右侧上主动牵引轮进入,经下主动牵引轮、右导向板至底辊组件被右侧超声波焊接头焊接,同步浮动变速机构中曲柄连杆机构通过连杆、主动摇臂及五轮同步驱动转移机构中轴承座滑块固定座带动下主动牵引轮上移,同理,当婴儿拉拉裤腰围通过上主动牵引轮至底辊组件被右侧超声波焊接头焊接同时,同步浮动变速机构中曲柄连杆机构通过连杆、主动摇臂、连杆、被动摇臂及五轮同步驱动转移机构中轴承座滑块固定座带动下主动牵引轮上移,如此浮动,直至生产线停止工作。
Description
技术领域
本发明涉及一种能够实现压纹辊一转两片对婴儿拉拉裤腰围进行浮动焊接,并且能最大程度地延长婴儿拉拉裤腰围焊接时间和焊接质量的婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法,属婴儿拉拉裤腰围焊接系统制造领域。
背景技术
CN103057114A、名称“智能式婴儿拉拉裤生产线及智能焊接方法”,下辊辊面等距装有六块下加热模块条;下辊辊面上方等距装有三根上辊且由上伺服驱动同步控制机构同一方向驱动转动,上辊辊面对称装有上加热模块条,上下辊轴芯分别开有导线槽且导线槽内电源线给上加热模块条中电加热管供电,电源线与旋转集电环连接;液压油缸装在刀箱板上且液压油缸的活塞端面通过连接块与上辊两端的轴承座连接,多组连杆夹紧装置中的连杆支座和L形固定连杆固定连接部与下辊侧部连接,多组连杆夹紧装置中的凸轮柱销通过位于其上的凸轮柱销承位于轨迹槽轮中轨迹槽内,轨迹槽轮套在下辊上且与刀箱板内侧固定连接,多组连杆夹紧装置中的压板与下辊辊面呈下压配合或松开配合。
CN101518370A、名称“一转多片多次焊接高速高强度超声波焊接设备”,它包括模块、焊接转体及超声波焊接发生器,其特征在于:所述的焊接转体的直径为200mm~5000mm,2块或多块模块间距分布在焊接转体的轮面上,2组或2组以上超声波焊接发生器的焊模按比例与位于焊接转体轮面上的模块相对应且呈间隙配合。
发明内容
设计目的:设计一种采用双超声波装置和两转移轮可被动上下调节相结合,从而实超声波的焊接时间增长,焊接牢度增强的婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法。
设计方案:为了实现上述设计目的。本发明在婴儿拉拉裤弹性腰围的焊接上采用超声波焊接技术,与婴儿拉拉裤腰围封口浮动系统相结合,最大程度地延长了婴儿拉拉裤腰围封口焊接时间,保证了婴儿拉拉裤腰围封口焊接质量,使婴儿拉拉裤弹性腰围的手感舒适性达到最佳。为此本系统采用两个超声波焊接装置对称安装,压纹辊采用一转两片式,转移轮(下主动牵引轮)采用导轨固定,可在焊接过程中被动上下移动,增长焊接时间。即婴儿拉拉裤腰围连续成品从图1右侧通过该系统,由五个上主动牵引轮牵引,下主动牵引轮(转移轮)压送(转移轮由平皮带压紧)后通过超声波装置焊接,压纹辊采用一转两片式,由于转移轮采用导轨固定,可在焊接过程中被动上下移动,可增长焊接时间。
技术方案1:一种婴儿拉拉裤腰围超声波浮动焊接系统,包括机架,五轮同步驱动转移机构中五个同步主动牵引轮中的三个上主动牵引轮分别通过各自的轮轴安装在机架的前后墙板上且中间上主动牵引轮高于其两侧间距配合的上主动牵引轮,五个同步主动牵引轮中的二个下主动牵引轮分别位于三个上主动牵引轮两两轮间距的下方且二个下主动牵引轮分别通过各自的轮轴与前后对称固定在机架前后墙板上的轴承座滑块固定座呈旋转上下滑动配合,伺服电机通过同步带轮及同步带驱动五个同步带轮同步转动,上主动牵引轮分别设有出料导向罩和出料导向罩,左右导向板分别位于上主动牵引轮两侧;下主动牵引轮弹性托罩由分布在下主动牵引轮两侧上部导辊、分布在下主动牵引轮中间上部的导辊、分布在下主动牵引轮两侧下部导辊、分布在下主动牵引轮中间下部的导辊,以及弹性导带构成,弹性导带套在由导辊构成的弹性托罩辊上且构成下主动牵引轮弹性托罩;同步浮动变速机构中左同步带轮和右同步带轮分别通过轮轴位于下主动牵引轮下方且左同步带轮和右同步带轮分别通过被动带轮摇臂和主动带轮摇臂与连杆两端铰接,主动带轮摇臂动力输入端与连杆一端铰接,连杆另一端与曲柄连杆机构动力输出端铰接,张紧轮位于左同步带轮和右同步带轮之间间距的上方,开放式同步带套在左同步带轮、张紧轮、右同步带轮后,位于左同步带轮、右同步带轮两侧开放式同步带轮分别与五轮同步驱动转移机构中轴承座滑块固定座中的滑块连接后,其开放式同步带两侧分别固定在机架上;超声波焊接机构中大过渡轮通过大过渡轮固定架位于机架上部中间的墙板上,底辊组件位于大过渡轮下方且由伺服电机驱动转动,两台超声波焊接头分别位于底辊组件两侧的机架工作台上且两台超声波焊接头分别与底辊组件上的超声波焊接头焊接块相匹配,导向罩罩在大过渡轮至超声波焊接头上的底辊组件上。
技术方案2:一种婴儿拉拉裤腰围超声波浮动焊接方法,婴儿拉拉裤腰围连续成品从右侧上主动牵引轮进入,经下主动牵引轮、右导向板至底辊组件被右侧超声波焊接头焊接同时,同步浮动变速机构中曲柄连杆机构通过连杆、主动摇臂及五轮同步驱动转移机构中轴承座滑块固定座带动下主动牵引轮上移、延长了婴儿拉拉裤腰围的焊接时间,同理,当婴儿拉拉裤腰围通过上主动牵引轮至底辊组件被右侧超声波焊接头焊接同时,同步浮动变速机构中曲柄连杆机构通过连杆、主动摇臂、连杆、被动摇臂及五轮同步驱动转移机构中轴承座滑块固定座带动下主动牵引轮上移、延长了婴儿拉拉裤腰围的焊接时间,如此浮动,直至生产线停止工作。
本发明与背景技术相比,采用双超声波装置与同步浮动变速机构相结合,使婴儿拉拉裤腰围焊接过程中被两转移轮被动上下调节,不仅起到缓冲作用,而且实现焊接过程中加速、减速,间接增长了婴儿拉拉裤腰围焊接时间,确保了婴儿拉拉裤腰围焊接强度,并且手感舒适性好。
附图说明
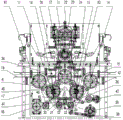
图1是婴儿拉拉裤腰围超声波浮动焊接系统主视示意图。
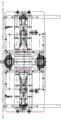
图2是图1的俯视结构示意图。
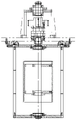
图3是图1的侧视结构示意图。
图4是大过渡轮组件的主视结构示意图。
图5是图4的俯视结构示意图。
图6是图4的侧视结构示意图。
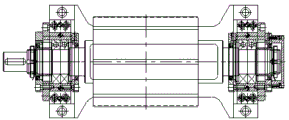
图7是底辊组件的主视结构示意图。
图8是图7的局部俯视结构示意图。
图9是图7的侧视结构示意图。
具体实施方式
实施例1:参照附图1-9。一种婴儿拉拉裤腰围超声波浮动焊接系统,包括机架, 五轮同步驱动转移机构中五个同步主动牵引轮中的三个上主动牵引轮分别通过各自的轮轴安装在机架的前后墙板上且中间上主动牵引轮12高于其两侧间距配合的上主动牵引轮10和14,五个同步主动牵引轮中的二个下主动牵引轮11和13分别位于三个上主动牵引轮两两轮间距的下方且二个下主动牵引轮11和13分别通过各自的轮轴与前后对称固定在机架前后墙板上的轴承座滑块固定座15和16呈旋转上下滑动配合,伺服电机18通过同步带轮及同步带17驱动五个同步带轮10-14同步转动,上主动牵引轮10和14分别设有出料导向罩19和出料导向罩19,左右导向板分别位于上主动牵引轮12两侧;下主动牵引轮11和13弹性托罩由分布在下主动牵引轮11和13两侧上部导辊40和42、分布在下主动牵引轮11和13中间上部的导辊41、分布在下主动牵引轮11和13两侧下部导辊43和44、分布在下主动牵引轮11和13中间下部的导辊45,以及弹性导带46构成,弹性导带46套在由导辊40-45构成的弹性托罩辊上且构成下主动牵引轮11和13弹性托罩;同步浮动变速机构中左同步带轮31和右同步带轮33分别通过轮轴位于下主动牵引轮11和13下方且左同步带轮31和右同步带轮33分别通过被动带轮摇臂30和主动带轮摇臂34与第一连杆37两端铰接,主动带轮摇臂34动力输入端与连杆38一端铰接,连杆38另一端与曲柄连杆机构35动力输出端铰接,张紧轮32位于左同步带轮31和右同步带轮33之间间距的上方,开放式同步带36套在左同步带轮31、张紧轮32、右同步带轮33后,位于左同步带轮31、右同步带轮33两侧的开放式同步带轮36分别与五轮同步驱动转移机构中轴承座滑块固定座15和16中的滑块连接后,其开放式同步带36两侧分别固定在机架上;超声波焊接机构中大过渡轮22通过大过渡轮固定架位于机架上部中间的墙板上,底辊组件21位于大过渡轮22下方且由伺服电机驱动转动,两台超声波焊接头20和24分别位于底辊组件21两侧的机架工作台上且两台超声波焊接头20和24分别与底辊组件21上的超声波焊接头焊接块相匹配,导向罩23罩在大过渡轮22至超声波焊接头20和24上的底辊组件21上;超声波焊接机构包括超声波焊接头、超声波发生器及超声波焊接头焊接的控制均系现有技术,在此不作叙述。中间上主动牵引轮12与位于其两侧下方的下主动牵引轮11和13间设有导辊。轴承座滑块固定座15或16由固定座、轴承座、滑块构成,滑块位于固定座滑槽内,轴承座与滑块固定连接。五轮同步驱动转移机构中同步带17套在伺服电机轴上的同步带轮上,经上主动牵引轮10上部套在下主动牵引轮11下部,然后向上套在中间上主动牵引轮12上,再向下套在下主动牵引轮13下部,然后向上套在上主动牵引轮12,再向下经位于下主动牵引轮11和13下方的导辊与伺服电机轴上的同步带轮构成闭合五个主动牵引轮同步驱动。大过渡轮22与机架墙板之间为上下可调式结构,具体结构的构成系现有技术,可以是各式各样,在此不作叙述。底辊组件21为压纹辊,系现有技术,在此不作叙述。
大过渡轮组件22由大过渡轮221、过渡轮轴222、第一轴承座223、外侧板224、筋板225、内侧板226、两侧固定板227、调节座228、调节螺杆229、调节螺母2210、滑轨组件2211、联轴器2213、同步带轮2214、轴承座2215及支撑框座2216构成;外侧板224、二块筋板225和内侧板226构成矩形大过渡轮支撑框座,大过渡轮221通过过渡轮轴222及位于过渡轮轴222两端的第一轴承座223安装在大过渡轮支撑框座的外侧板224和内侧板226上,内侧板226两边通过滑轨组件2211与机架墙板滑块配合,调节螺母2210固定在内侧板226中部上端,调节座228固定在位于内侧板226上方的机架墙板上且与调节螺母2210相对,调节螺杆229通过调节座228与调节螺母2210旋接,同步带轮2214通过轴承座2215及轮轴安装在支撑框座2216内且轮轴通过联轴器2213与穿过机架墙板轴孔的过渡轮轴222联接。位于内侧板226下端的机架墙板上设有限位挡块2212,起到对内侧板226定位作用。支撑框座2216下方的墙板上设有调节座2217,通过调节使同步带轮2214轮轴与大过渡轮221的过渡轮轴222位于同一轴心。
底辊组件21由轴承安装底座211、花辊212、轴承座组件213、联轴器215、减速器216和伺服电机217构成,花辊212两通过轴承座组件213安装在轴承安装底座211上且花辊212动力输入端通过联轴器215与减速器216动力输出端连接,减速器216动力输入端与伺服电机217动力输出端连接。轴承座组件213设有油嘴214。
实施例2:在实施例1的基础上,一种婴儿拉拉裤腰围超声波浮动焊接方法,婴儿拉拉裤腰围连续成品从右侧上主动牵引轮14进入,经下主动牵引轮13、右导向板至底辊组件21被右侧超声波焊接头24焊接同时,同步浮动变速机构中曲柄连杆机构35通过连杆38、主动摇臂34及五轮同步驱动转移机构中轴承座滑块固定座15带动下主动牵引轮13上移、延长了婴儿拉拉裤腰围的焊接时间,同理,当婴儿拉拉裤腰围通过上主动牵引轮12至底辊组件21被左侧超声波焊接头20焊接同时,同步浮动变速机构中曲柄连杆机构35通过连杆38、主动摇臂34、第一连杆37、被动摇臂30及五轮同步驱动转移机构中轴承座滑块固定座16带动下主动牵引轮11上移、延长了婴儿拉拉裤腰围的焊接时间,如此浮动,直至生产线停止工作。同步浮动变速机构控制技术系现有技术,如PLC控制器,在此不作叙述。
需要理解到的是:上述实施例虽然对本发明的设计思路作了比较详细的文字描述,但是这些文字描述,只是对本发明设计思路的简单文字描述,而不是对本发明设计思路的限制,任何不超出本发明设计思路的组合、增加或修改,均落入本发明的保护范围内。
Claims (11)
1.一种婴儿拉拉裤腰围超声波浮动焊接系统,包括机架,其特征是:
五轮同步驱动转移机构中五个同步主动牵引轮中的左侧上主动牵引轮(10)、中间上主动牵引轮(12)和右侧上主动牵引轮(14)分别通过各自的轮轴安装在机架的前后墙板上且中间上主动牵引轮(12)高于其两侧间距配合的左侧上主动牵引轮(10)和右侧上主动牵引轮(14),五个同步主动牵引轮中的左侧下主动牵引轮(11)和右侧下主动牵引轮(13)分别位于左侧上主动牵引轮(10)、中间上主动牵引轮(12)和右侧上主动牵引轮(14)两两轮间距的下方且左侧下主动牵引轮(11)和右侧下主动牵引轮(13)分别通过各自的轮轴与前后对称固定在机架前后墙板上的轴承座滑块固定座(15和16)呈旋转上下滑动配合,伺服电机(18)通过同步带轮及同步带(17)驱动左侧上主动牵引轮(10)、中间上主动牵引轮(12)、右侧上主动牵引轮(14)、左侧下主动牵引轮(11)和右侧下主动牵引轮(13)同步转动,左侧上主动牵引轮(10)和右侧上主动牵引轮(14)分别设有出料导向罩(19),左右托板分别位于中间上主动牵引轮(12)两侧;
左侧下主动牵引轮(11)和右侧下主动牵引轮(13)的弹性托罩由分布在左侧下主动牵引轮(11)和右侧下主动牵引轮(13)两侧上部导辊(40和42)、分布在左侧下主动牵引轮(11)和右侧下主动牵引轮(13)中间上部的导辊(41)、分布在左侧下主动牵引轮(11)和右侧下主动牵引轮(13)两侧下部导辊(43和44)、分布在左侧下主动牵引轮(11)和右侧下主动牵引轮(13)中间下部的导辊(45),以及弹性导带(46)构成,弹性导带(46)套在由导辊(40-45)构成的弹性托罩辊上且构成左侧下主动牵引轮(11)和右侧下主动牵引轮(13)的弹性托罩;
同步浮动变速机构中左同步带轮(31)和右同步带轮(33)分别通过轮轴位于左侧下主动牵引轮(11)和右侧下主动牵引轮(13)下方且左同步带轮(31)和右同步带轮(33)分别通过被动带轮摇臂(30)和主动带轮摇臂(34)与第一连杆(37)两端铰接,主动带轮摇臂(34)动力输入端与第二连杆(38)一端铰接,第二连杆(38)另一端与曲柄连杆机构(35)动力输出端铰接,张紧轮(32)位于左同步带轮(31)和右同步带轮(33)之间间距的上方,开放式同步带(36)套在左同步带轮(31)、张紧轮(32)、右同步带轮(33)后,位于左同步带轮(31)、右同步带轮(33)两侧的开放式同步带(36)分别与五轮同步驱动转移机构中轴承座滑块固定座(15和16)中的滑块连接后,其开放式同步带(36)两侧分别固定在机架上;
超声波焊接机构中大过渡轮组件(22)通过大过渡轮固定架位于机架上部中间的墙板上,底辊组件(21)位于大过渡轮组件(22)下方且由伺服电机驱动转动,两台超声波焊接头(20和24)分别位于底辊组件(21)两侧的机架工作台上且两台超声波焊接头(20和24)分别与底辊组件(21)上的超声波焊接头焊接块相匹配,导向罩(23)罩在大过渡轮组件(22)至超声波焊接头(20和24)上的底辊组件(21)上。
2.根据权利要求1所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:中间上主动牵引轮(12)与位于其两侧下方的左侧下主动牵引轮(11)和右侧下主动牵引轮(13)间设有导辊。
3.根据权利要求1所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:轴承座滑块固定座(15或16)由固定座、轴承座、滑块构成,滑块位于固定座滑槽内,轴承座与滑块固定连接。
4.根据权利要求1所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:五轮同步驱动转移机构中同步带(17)套在伺服电机轴上的同步带轮上,经左侧上主动牵引轮(10)上部套在左侧下主动牵引轮(11)下部,然后向上套在中间上主动牵引轮(12)上,再向下套在右侧下主动牵引轮(13)下部,然后向上套在中间上主动牵引轮(12),再向下经位于左侧下主动牵引轮(11)和右侧下主动牵引轮(13)下方的导辊与伺服电机轴上的同步带轮构成闭合五个主动牵引轮同步驱动。
5.根据权利要求1所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:大过渡轮组件(22)与机架墙板之间为上下可调式结构。
6.根据权利要求1所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:大过渡轮组件(22)由大过渡轮(221)、过渡轮轴(222)、第一轴承座(223)、外侧板(224)、筋板(225)、内侧板(226)、两侧固定板(227)、调节座(228)、调节螺杆(229)、调节螺母(2210)、滑轨组件(2211)、联轴器(2213)、同步带轮(2214)、轴承座(2215)及支撑框座(2216)构成;外侧板(224)、二块筋板(225)和内侧板(226)构成矩形大过渡轮支撑框座,大过渡轮(221)通过过渡轮轴(222)及位于过渡轮轴(222)两端的第一轴承座(223)安装在大过渡轮支撑框座的外侧板(224)和内侧板(226)上,内侧板(226)两边通过滑轨组件(2211)与机架墙板滑块配合,调节螺母(2210)固定在内侧板(226)中部上端,调节座(228)固定在位于内侧板(226)上方的机架墙板上且与调节螺母(2210)相对,调节螺杆(229)通过调节座(228)与调节螺母(2210)旋接,同步带轮(2214)通过轴承座(2215)及轮轴安装在支撑框座(2216)内且轮轴通过联轴器(2213)与穿过机架墙板轴孔的过渡轮轴(222)联接。
7.根据权利要求6所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:位于内侧板(226)下端的机架墙板上设有限位挡块(2212)。
8.根据权利要求6所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:支撑框座(2216)下方的墙板上设有调节座(2217)。
9.根据权利要求1所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:底辊组件(21)由轴承安装底座(211)、花辊(212)、轴承座组件(213)、联轴器(215)、减速器(216)和伺服电机(217)构成,花辊(212)两通过轴承座组件(213)安装在轴承安装底座(211)上且花辊(212)动力输入端通过联轴器(215)与减速器(216)动力输出端连接,减速器(216)动力输入端与伺服电机(217)动力输出端连接。
10.根据权利要求9所述的婴儿拉拉裤腰围超声波浮动焊接系统,其特征是:轴承座组件(213)设有油嘴(214)。
11.一种采用权利要求1所述的婴儿拉拉裤腰围超声波浮动焊接系统的焊接方法,其特征是:婴儿拉拉裤腰围连续成品从右侧上主动牵引轮(14)进入,经右侧下主动牵引轮(13)、右托板至底辊组件(21)被右侧超声波焊接头(24)焊接同时,同步浮动变速机构中曲柄连杆机构(35)通过第二连杆(38)、主动摇臂(34)及五轮同步驱动转移机构中轴承座滑块固定座(15)带动右侧下主动牵引轮(13)上移、延长了婴儿拉拉裤腰围的焊接时间,同理,当婴儿拉拉裤腰围通过中间上主动牵引轮(12)至底辊组件(21)被左侧超声波焊接头(20)焊接同时,同步浮动变速机构中曲柄连杆机构(35)通过第二连杆(38)、主动摇臂(34)、第一连杆(37)、被动摇臂(30)及五轮同步驱动转移机构中轴承座滑块固定座(16)带动左侧下主动牵引轮(11)上移、延长了婴儿拉拉裤腰围的焊接时间,如此浮动,直至生产线停止工作。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410583797.2A CN104400995B (zh) | 2014-10-28 | 2014-10-28 | 婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410583797.2A CN104400995B (zh) | 2014-10-28 | 2014-10-28 | 婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN104400995A CN104400995A (zh) | 2015-03-11 |
| CN104400995B true CN104400995B (zh) | 2020-04-14 |
Family
ID=52638691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410583797.2A Active CN104400995B (zh) | 2014-10-28 | 2014-10-28 | 婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN104400995B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106113486B (zh) * | 2015-09-10 | 2022-10-14 | 浙江永创机械有限公司 | 拉拉裤腰围在线超声波焊接装置及焊接方法 |
| CN111977089A (zh) * | 2020-08-05 | 2020-11-24 | 福建恒安集团有限公司 | 一种纸尿裤封合装置 |
| CN115590686B (zh) * | 2022-11-04 | 2024-04-12 | 美佳爽(中国)有限公司 | 一种速吸干爽吸收芯体生产线 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100526055C (zh) * | 2004-02-25 | 2009-08-12 | 株式会社瑞光 | 带材熔接系统 |
| CN203169442U (zh) * | 2013-01-31 | 2013-09-04 | 尤妮佳股份有限公司 | 制造装置 |
| CN204222183U (zh) * | 2014-10-28 | 2015-03-25 | 杭州珂瑞特机械制造有限公司 | 婴儿拉拉裤腰围超声波浮动焊接系统 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6537401B2 (en) * | 2000-11-30 | 2003-03-25 | Kimberly-Clark Worldwide, Inc. | Rotary ultrasonic bonding apparatus and methods using load cell |
| JP4966716B2 (ja) * | 2007-04-06 | 2012-07-04 | ユニ・チャーム株式会社 | 加工装置 |
| JP2014097097A (ja) * | 2012-11-13 | 2014-05-29 | Zuiko Corp | ウエブの溶着システムおよび溶着方法 |
-
2014
- 2014-10-28 CN CN201410583797.2A patent/CN104400995B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100526055C (zh) * | 2004-02-25 | 2009-08-12 | 株式会社瑞光 | 带材熔接系统 |
| CN203169442U (zh) * | 2013-01-31 | 2013-09-04 | 尤妮佳股份有限公司 | 制造装置 |
| CN204222183U (zh) * | 2014-10-28 | 2015-03-25 | 杭州珂瑞特机械制造有限公司 | 婴儿拉拉裤腰围超声波浮动焊接系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104400995A (zh) | 2015-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104400993B (zh) | 全伺服柔和性婴儿拉拉裤生产线 | |
| CN201745768U (zh) | 装箱机移动机械手 | |
| CN101570071B (zh) | 自动冲孔机 | |
| CN202147529U (zh) | 双丝杆驱动雕刻机 | |
| CN204322514U (zh) | 全伺服柔软婴儿拉拉裤生产线 | |
| CN104400995B (zh) | 婴儿拉拉裤腰围超声波浮动焊接系统及浮动焊接方法 | |
| CN206436323U (zh) | 一种光膜材料热压成型冲切机构 | |
| CN103479483B (zh) | 一种弧形腿部橡筋复合机构 | |
| CN107186225A (zh) | 车花机 | |
| CN202088506U (zh) | 一种多台压力机连线式机械手 | |
| CN104400994B (zh) | 婴儿拉拉裤腰围变速缓冲组件及浮动方法 | |
| CN204222183U (zh) | 婴儿拉拉裤腰围超声波浮动焊接系统 | |
| CN204278523U (zh) | 婴儿拉拉裤腰围浮动焊接系统专用可调式大过渡轮组件 | |
| CN204640794U (zh) | 婴儿拉拉裤腰围变速缓冲组件 | |
| CN106145020B (zh) | 一种袋装弹簧机的送料装置 | |
| CN108747111A (zh) | 一种用于卷料对接的自动焊接装置 | |
| CN205242092U (zh) | 一种曲柄滑块式高效毛毯压花机 | |
| CN204322515U (zh) | 婴儿拉拉裤腰围超声波浮动焊接系统专用底辊组件 | |
| CN203483584U (zh) | 一种弧形腿部橡筋复合机构 | |
| CN208543120U (zh) | 一种用于卷料对接的自动焊接装置 | |
| CN203853875U (zh) | 自动磨削机 | |
| CN103357953A (zh) | 立柱在线随动切割装置 | |
| CN202318509U (zh) | 全自动直线双边封封边机的同轴驱动机构 | |
| CN206721465U (zh) | 自动花样机的驱动装置 | |
| CN207026793U (zh) | 一种工厂用自动焊接专机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20190823 Address after: 310000 No. 488 Xingyuan Road, Yuhang Economic Development Zone, Hangzhou City, Zhejiang Province Applicant after: Zhejiang Yong Chuan Machinery Co., Ltd. Address before: 311100 Yuhang Economic Development Zone, Yuhang District, Zhejiang Province, Xingguo Road, No. 392, No. Applicant before: Hangzhou Keruite Machinery Mfg. Co., Ltd. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |