CN103817627A - 一种白车身检具承载装置 - Google Patents
一种白车身检具承载装置 Download PDFInfo
- Publication number
- CN103817627A CN103817627A CN201410080596.0A CN201410080596A CN103817627A CN 103817627 A CN103817627 A CN 103817627A CN 201410080596 A CN201410080596 A CN 201410080596A CN 103817627 A CN103817627 A CN 103817627A
- Authority
- CN
- China
- Prior art keywords
- bogie side
- substrate
- side frame
- hole
- side frames
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B11/00—Work holders not covered by any preceding group in the subclass, e.g. magnetic work holders, vacuum work holders
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
本发明公开了一种白车身检具承载装置,包括水平的基板,该基板上正对安装有两个侧架,两个所述侧架分别通过一个推进机构安装在基板上,且两个推进机构能推动两个所述侧架相互靠拢或远离,两个所述侧架之间的基板上分布有定位孔,两个侧架的上侧面以及两个侧架相对的侧面上均安装有多个测量支架定位件。本发明不但可以用单个支架来检测某单个零件精度还可以用来检测某个总成的精度以及实现整个白车身的精确组装,可以用于切换不同车型的支架,来组装、测量不同车型的白车身,实现该装置的重复使用,大大降低生产成本。
Description
技术领域
本发明涉及汽车车辆制造领域技术领域,具体涉及在汽车车辆制造过程中用于车身的检测或组装的一种白车身检具承载装置。
背景技术
在汽车车辆领域,汽车整车的装配制造离不开检具和工装夹具的使用。在汽车车身的装配制造过程中,需要利用工装夹具来实现对车身的定位和夹紧的功能,从而能够完成汽车车身的装配工艺。为了适应于车身的装配制造,用于车辆车身的检具、工装夹具需要满足车身的长度要求,满足车身的宽度要求,还需要满足车身的高度要求。因此,传统的用于车辆车身的检具、工装夹具大都根据系列化的车辆产品来进行设计,从而适应于不同的车型系列。具体来说,例如对于不同系列的车型,可以分别设计不同参数的检具、工装夹具或测量支架。换句话说,在传统的工装夹具中,需要分别针对不同的车型系列设计不同的检具和工装夹具或测量支架。因此,传统的用于车辆车身的检具和工装夹具一旦完成安装,则只能适应于某一特定系列类型的车辆,因此仅适用于大批量单一品种的制造。
传统的检具只能用于检测单个零件的精度,即一副检具只能检测一个车型的某个零件,在生产一个车型时需要大批量生产一种该车型的检具或夹具,在生产另一个车型时,又需要重新生产一批检具或夹具,检具或夹具不能柔性变化重复利用,适应多种车型,而造成过多资源的消耗,而且传统的整车组装都是通过一条生产线来完成,不仅要占用较多的检具、夹具,而且要占用车间内较大空间。
随着近年来市场需求的快速变化,需要汽车车辆制造商为适应这种快速变化而向市场提供多样性的车辆产品。因而,对汽车车辆的制造提出小批量多品种的要求。这就与传统的用于车辆车身的工装夹具的柔性较差形成强烈的矛盾,迫切需要开发一种具有较高柔性的检具/夹具安装基座,该安装基座能承载多种不同的检具或工装夹具,能够适应于多品种的要求。
现有技术的不足是:传统的检具或夹具只适应一个车型的某个部件,在生产一个车型时需要大批量生产一种该车型的检具或夹具,在生产另一个车型时,检具或夹具不能柔性变化重复利用,而造成过多资源的消耗,而且传统的整车组装都是通过一条生产线来完成,不仅要占用较多的检具、夹具,而且要占用车间内较大空间,不能在一个固定位置完成。
发明内容
本发明的目的在于提供一种白车身检具承载装置,能通过主体框架安装多种不同的测量支架对不同零件或不同车型进行检测或组装的。
为达到上述目的,本发明的技术方案如下:一种白车身检具承载装置,包括水平的基板,该基板上正对安装有两个侧架,两个所述侧架分别通过一个推进机构安装在基板上,且两个推进机构能推动两个所述侧架相互靠拢或远离,两个所述侧架之间的基板上分布有定位孔,两个侧架的上侧面以及两个侧架相对的侧面上均安装有多个测量支架定位件。
上述一种白车身检具承载装置,基板上的定位孔用于安装支座,用以支撑待检测或组装的部件,设置有多个定位孔,便于对不同的部件进行定位,而且侧架的上侧面以及相对侧面上设置的多个测量支架定位件,用于测量支架安装时进行精确的定位,多个测量支架定位件使测量支架实现不同的安装方式,因而可以安装不同参数的测量支架,由于两个侧架可以通过推进机构靠拢或者远离,因而能适应不同部件或车型的检测或者组装,所述的多个测量支架定位件为至少三个,一般为几十个乃至上百个,根据需要而设置。
传统检具只能用于检测单个零件的精度,而该装置不但可以用单个支架来检测某单个零件精度还可以用来检测某个总成的精度,还可以实现整个白车身的精确组装;传统的方式是通过一条生产线来组装车身的方式,现在只需要白车身检具承载装置就能完成整车的精确组装,节约了空间和成本;传统检具一副检具只能检测一个车型的某个零件,而该装置可以通过不同的测量支架组装在侧架上实现多个不同车型的白车身精确组装,进而实现了检具承载装置的重复利用和充分,大大降低生产成本。
两个所述侧架均沿基板长度方向安装在基板上,两个侧架分别靠近所述基板的两侧,所述侧架为长方体形框架结构,两个所述侧架相对的一侧为侧架的内侧,该侧架的内侧设置有横梁和纵梁,所述测量支架定位件分别沿横梁和纵梁长度方向分布在该横梁和纵梁上。
所述侧架上侧平行于基板长度方向的两条边框上设置有测量支架定位件,该测量支架定位件沿边框的长度方向均匀分布,所述侧架内侧中部设置有5根纵梁,所述横梁包括上横梁和下横梁,靠近侧架两端的两根纵梁与侧架两条竖向边框之间分别设置有一根所述上横梁,所述下横梁设置在侧架下部,该下横梁长度与边框长度相等。
两个侧架的相对侧均设置有横梁和纵梁,两个侧架相对侧的边框上、横梁以及纵梁上均安装有测量支架定位件,侧架上侧边框上也设置有测量支架定位件,测量支架定位件在各个边框、横梁和纵梁上沿其各自的长度方向均匀分布,在使用时,两个侧架相对侧的边框上、横梁以及纵梁上可通过支架安装用于固定车身侧部的测量支架,侧架上侧边框上通过支架安装检具来对车身的顶部进行检测,或安装夹具对车身的顶部进行组装,基板上的定位孔可以安装支座,用来对车身底部部件或组件进行支撑和定位,该装置可以用于切换不同车型的支架,来组装、测量不同车型的白车身。
其中一根所述纵梁两端通过三角连接板与侧架内侧的上下边框连接,该纵梁靠近其中一根上横梁,另外4根纵梁与侧架内侧的上下边框固定连接。
该纵梁在与某些车型发生干涉时可拆下,在需要使用时可装上,并可根据不同车型要求,安装在不同的地方;或者增加类似的活动梁在其他部位。
所述测量支架定位件为带内螺纹的定位衬套,该测量支架定位件通过条形的底板和安装板安装在侧架上,所述底板与侧架固定连接,安装板通过螺栓安装在底板上,所述安装板上沿长度方向均匀开有安装孔,所述测量支架定位件安装在该安装孔内。
所述安装孔为上小下大的阶梯孔,该安装孔下端为条形孔,所述测量支架定位件下部安装在该条形孔内,该条形孔能限制测量支架定位件转动,所述安装板将测量支架定位件下部压在所述底板上,所述测量支架定位件上端伸出安装板的上表面。
定位衬套由安装板固定在底板上,并限制其转动,在使用时,支架上开设与定位衬套相适宜的孔,支架的孔安装在定位衬套上,定位衬套上端伸出安装板的上表面,起导向和初定位作用,螺栓伸入定位衬套内将支架精确定位。
所述测量支架定位件分别沿侧架的边框、纵梁和横梁长度方均匀分布,同一块安装板上相邻两个测量支架定位件之间的距离为100mm,所述定位孔沿基板长度方向成排均匀分布,相邻两排定位孔之间的距离为100mm,每排中相邻两个定位孔之间的距离为100mm,相邻两个测量支架定位件之间以及相邻两个定位孔之间的距离为固定值,便于安装时计算和准确定位。
所述推进机构包括安装在基板上的滑轨组件和丝杆,该滑轨组件和丝杆平行,该丝杆的操作端连接有手轮,两个所述侧架分别安装在一套滑轨组件和丝杆上。
所述滑轨组件包括滑轨安装板、安装在滑轨安装板上的两条滑轨以及安装在滑轨上的滑座,所述滑轨安装板通过4个第一基准地脚安装在基板上,所述滑座上安装有第一连接板,第一连接板上安装有第二连接板,所述侧架安装在第二连接板上,两条所述滑轨之间的滑轨安装板上设置有条形的锁紧座,该锁紧座位于第一连接板下方,所述锁紧座靠近基板中部一端沿锁紧座长度方向设置有两个锁紧孔,该锁紧座另一端设置有一个锁紧孔,所述第一连接板和第二连接板上对应开设有3个插孔,相对应的插孔和锁紧孔内穿有同一插销。
滑轨组件通过4个第一基准地脚精确定位在基板上,转动手轮,通过丝杆和螺母来实现第一侧架和第二侧架的移动,锁紧座上靠近基板中部的两个锁紧孔,一个是预装车身组件时滑轨的锁紧位置,另一个是组装时滑轨锁紧位置。
所述基板由四块结构一致的矩形支撑板组成,每块支撑板均通过10个杯形调节螺栓支撑,相邻两块支撑板之间通过连接块连接,两个所述侧架分别通过3组滑轨组件安装在基板上。
整个基板的平面精度通过调节螺栓来调节,安装在基板上的支座用塞打螺钉通过基准地脚和基板上定位孔来实现在基板上的精确定位。
本发明的有益效果是:该装置不但可以用单个支架来检测某单个零件精度还可以用来检测某个总成的精度以及实现整个白车身的精确组装,使用该装置可以替代一条组装生产线,而可以节约空间和成本,还可以安装不同参数的检具、工装夹具,可以用于切换不同车型的支架,来组装、测量不同车型的白车身,实现该装置的重复使用,大大降低生产成本。
附图说明
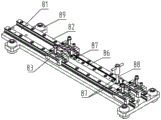
图1本发明的结构示意图;
图2为图1的俯视图;
图3为图2中的A向视图;
图4为图1的仰视图;
图5为测量支架定位件和安装板的安装关系图;
图6为图5的后视图;
图7为滑轨组件的结构示意图;
图8为滑轨组件的侧视图;
图9为图8中C向和B向视图;
图10为检具通过支架安装在第一侧架上的的结构示意图;
具体实施方式
下面结合附图和实施例对本发明作进一步说明:
如图1至图7所示,一种白车身检具承载装置,包括水平的基板1,基板1由四块结构一致的矩形支撑板1a组成,每块支撑板1a均通过10个杯形调节螺栓1b支撑,相邻两块支撑板1a之间通过连接块1c连接,该基板1上正对设置有两个结构一致的侧架2,两个侧架2沿基板1长度方向安装在基板1上,并分别靠近基板1的两侧,两个侧架2分别通过一个推进机构安装在基板1上,且两个推进机构能推动两个侧架2相互靠拢或远离,推进机构包括安装在基板1上的滑轨组件8和丝杆9,该滑轨组件8和丝杆9平行,该丝杆9的操作端连接有手轮10,两个侧架2分别安装在一套滑轨组件8和丝杆9上,两个侧架2之间的基板1上分布有定位孔3,定位孔3沿基板1长度方向成排均匀分布,相邻两排定位孔3之间的距离为100mm,每排中相邻两个定位孔3之间的距离为100mm,侧架2的上侧面以及两个侧架2相对的侧面上均安装有多个测量支架定位件4。
侧架2为长方体形框架结构,该侧架2与第二侧架3的相对侧均设置有横梁21和5根纵梁22,两个侧架2的相对侧为侧架2内侧,侧架2内侧中部设置有横梁21,横梁21包括上横梁211和下横梁212,靠近第一侧架2两端的两根纵梁22与侧架2竖向的两条边框之间分别设置有一根上横梁211,下横梁212设置在侧架2下部,该下横梁212长度与侧架2底部的边框长度相等,其中一根纵梁22两端通过三角连接板5与侧架2上下边框连接,该纵梁22靠近其中一根上横梁211,另外4根纵梁22与侧架2固定连接,两个侧架2上还设置有起吊挂钩,边框之间设置有加强板,本例中,为了减轻侧架2的重量,将第一侧架2分为两个相连接的长方体形框架。
两个侧架2上侧平行于基板1长度方向的两条边框上、横梁21和纵梁22上沿各自长度方向安装有条形的底板11,该底板11上安装有条形的安装板7,底板11与两个侧架2固定连接,安装板7通过螺栓安装在底板11上,安装板7上沿长度方向均匀开有安装孔12,测量支架定位件4安装在该安装孔12内,并沿安装板7长度方向均匀分布,同一块安装板7上相邻两个测量支架定位件4之间的距离为100mm。
如图5和图6所示,测量支架定位件4为带内螺纹的定位衬套,安装孔12为上小下大的阶梯孔,该安装孔12下端为条形孔,测量支架定位件4下部安装在该条形孔内,该条形孔能限制测量支架定位件4转动,安装板7将测量支架定位件4下部压在底板11上,测量支架定位件4上端伸出安装板7的上表面。
进一步如图7所示,滑轨组件8包括滑轨安装板81、安装在滑轨安装板81上的两条滑轨82以及安装在滑轨82上的滑座83,滑轨安装板81通过4个第一基准地脚89安装在基板1上,滑座83上安装有第一连接板84,第一连接板84上安装有第二连接板85,两个侧架2分别通过3组滑轨组件8安装在基板1上,侧架2下端与第二连接板85连接,两条滑轨82之间的滑轨安装板81上设置有条形的锁紧座86,该锁紧座86位于第一连接板84下方,锁紧座86靠近基板1中部一端沿锁紧座86长度方向设置有两个锁紧孔87,该锁紧座86另一端设置有一个锁紧孔87,第一连接板84和第二连接板85上对应开设有3个插孔,相对应的插孔和锁紧孔87内穿有同一插销88,锁紧座86上靠近基板1中部一端的两个锁紧孔87,其中一个靠外端的是准备工作的位置,另一个是组装时滑轨82锁紧位置,即工作时锁紧的位置,锁紧座86另一端的锁紧孔87是侧架2滑出来,留出空间来装卸的锁紧位置,将侧架2滑动到外侧留有足够的空间再安装或拆卸测量支架。
如图8和图9所示,滑轨组件8通过第一基准地脚89精确定位在基板1上,该第一基准地脚89连接方式是一个主定位(图9中左图),一个次定位(图9中右图),次定位直径为12mm的长圆孔,其余地脚均为固定连接基准地脚。
如图10所示,该装置在使用时,测量支架功能组件14通过测量支架15和第二基准地脚16安装在侧架2上面,侧架2的边框为方钢,测量支架15上安装有第二基准地脚16,第二基准地脚16上设有与测量支架定位件4相配合的孔,测量支架定位件4的上端伸入该孔中,螺栓伸入测量支架定位件4的螺纹孔内,将测量支架15与侧架2之间锁紧,第二基准地脚16分为三种类型:主定位基准地脚为直径16mm的圆孔,与定位衬套过渡配合保证X、Y、Z方向精度,次定位基准地脚为直径16mm的长圆孔,只保证其中两个方向精度,这样不会产生过定位,固定作用地脚为直径17mm的孔与定位衬套间隙配合,主要通过螺钉连接测量支架15与侧架2,测量支架15均通过第二基准地脚16和螺钉连接到侧架2上;并保证精确定位该装置可以通过不同的测量支架15组装在侧架2上实现多个不同车型的白车身精确组装。
Claims (10)
1.一种白车身检具承载装置,其特征在于:包括水平的基板(1),该基板(1)上正对安装有两个侧架(2),两个所述侧架(2)分别通过一个推进机构安装在基板(1)上,且两个推进机构能推动两个所述侧架(2)相互靠拢或远离,两个所述侧架(2)之间的基板(1)上分布有定位孔(3),两个侧架(2)的上侧面以及两个侧架(2)相对的侧面上均安装有多个测量支架定位件(4)。
2.根据权利要求1所述的一种白车身检具承载装置,其特征在于:两个所述侧架(2)均沿基板(1)长度方向安装在基板(1)上,两个侧架(2)分别靠近所述基板(1)的两侧,所述侧架(2)为长方体形框架结构,两个所述侧架(2)相对的一侧为侧架(2)的内侧,该侧架(2)的内侧设置有横梁(21)和纵梁(22),所述测量支架定位件(4)分别沿横梁(21)和纵梁(22)长度方向分布在该横梁(21)和纵梁(22)上。
3.根据权利要求2所述的一种白车身检具承载装置,其特征在于:所述侧架(2)上侧平行于基板(1)长度方向的两条边框上设置有测量支架定位件(4),该测量支架定位件(4)沿边框的长度方向均匀分布,所述侧架(2)内侧中部设置有5根纵梁(22),所述横梁(21)包括上横梁(211)和下横梁(212),靠近侧架(2)两端的两根纵梁(22)与侧架(2)两条竖向边框之间分别设置有一根所述上横梁(211),所述下横梁(212)设置在侧架(2)下部,该下横梁(212)长度与边框长度相等。
4.根据权利要求3所述的一种白车身检具承载装置,其特征在于:其中一根所述纵梁(22)两端通过三角连接板(5)与侧架(2)内侧的上下边框连接,该纵梁(22)靠近其中一根上横梁(211),另外4根纵梁(22)与侧架(2)内侧的上下边框固定连接。
5.根据权利要求4所述的一种白车身检具承载装置,其特征在于:所述测量支架定位件(4)为带内螺纹的定位衬套,该测量支架定位件(4)通过条形的底板(11)和安装板(7)安装在侧架(2)上,所述底板(11)与侧架(2)固定连接,安装板(7)通过螺栓安装在底板(11)上,所述安装板(7)上沿长度方向均匀开有安装孔(12),所述测量支架定位件(4)安装在该安装孔(12)内。
6.根据权利要求5所述的一种白车身检具承载装置,其特征在于:所述安装孔(12)为上小下大的阶梯孔,该安装孔(12)下端为条形孔,所述测量支架定位件(4)下部安装在该条形孔内,该条形孔能限制测量支架定位件(4)转动,所述安装板(7)将测量支架定位件(4)下部压在所述底板(11)上,所述测量支架定位件(4)上端伸出安装板(7)的上表面。
7.根据权利要求6所述的一种白车身检具承载装置,其特征在于:所述测量支架定位件(4)分别沿侧架(2)的边框、纵梁(22)和横梁(21)长度方均匀分布,同一块安装板(7)上相邻两个测量支架定位件(4)之间的距离为100mm,所述定位孔(3)沿基板(1)长度方向成排均匀分布,相邻两排定位孔(3)之间的距离为100mm,每排中相邻两个定位孔(3)之间的距离为100mm。
8.根据权利要求1所述的一种白车身检具承载装置,其特征在于:所述推进机构包括安装在基板(1)上的滑轨组件(8)和丝杆(9),该滑轨组件(8)和丝杆(9)平行,该丝杆(9)的操作端连接有手轮(10),每个所述侧架(2)分别安装在一套滑轨组件(8)和丝杆(9)上。
9.根据权利要求8所述的一种白车身检具承载装置,其特征在于:所述滑轨组件(8)包括滑轨安装板(81)、安装在滑轨安装板(81)上的两条滑轨(82)以及安装在滑轨(82)上的滑座(83),所述滑轨安装板(81)通过4个第一基准地脚(89)安装在基板(1)上,所述滑座(83)上安装有第一连接板(84),第一连接板(84)上安装有第二连接板(85),所述侧架(2)安装在第二连接板(85)上,两条所述滑轨(82)之间的滑轨安装板(81)上设置有条形的锁紧座(86),该锁紧座(86)位于第一连接板(84)下方,所述锁紧座(86)靠近基板(1)中部一端沿锁紧座(86)长度方向设置有两个锁紧孔(87),该锁紧座(86)另一端设置有一个锁紧孔(87),所述第一连接板(84)和第二连接板(85)上对应开设有3个插孔,相对应的插孔和锁紧孔(87)内穿有同一插销(88)。
10.根据权利要求9所述的一种白车身检具承载装置,其特征在于:所述基板(1)由四块结构一致的矩形支撑板(1a)组成,每块支撑板(1a)均通过10个杯形调节螺栓(1b)支撑,相邻两块支撑板(1a)之间通过连接块(1c)连接,两个所述侧架(2)分别通过3组滑轨组件(8)安装在基板(1)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410080596.0A CN103817627B (zh) | 2014-03-06 | 2014-03-06 | 一种白车身检具承载装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410080596.0A CN103817627B (zh) | 2014-03-06 | 2014-03-06 | 一种白车身检具承载装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103817627A true CN103817627A (zh) | 2014-05-28 |
| CN103817627B CN103817627B (zh) | 2016-04-13 |
Family
ID=50753065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410080596.0A Active CN103817627B (zh) | 2014-03-06 | 2014-03-06 | 一种白车身检具承载装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103817627B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105345372A (zh) * | 2015-12-10 | 2016-02-24 | 安徽江淮汽车股份有限公司 | 一种补焊台 |
| CN104101278B (zh) * | 2014-07-10 | 2017-02-01 | 湖南湖大艾盛汽车技术开发有限公司 | 一种多车型共检具平台结构 |
| CN114184147A (zh) * | 2021-11-03 | 2022-03-15 | 台州市众祥汽车科技有限公司 | 多功能汽车检具柔性平台 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000136930A (ja) * | 1998-11-02 | 2000-05-16 | Hosupaa:Kk | 手摺り位置測定装置 |
| DE10205681C2 (de) * | 2002-02-12 | 2003-12-11 | Zeiss Carl | Meßgerät |
| CN201133797Y (zh) * | 2007-12-27 | 2008-10-15 | 天津昊拓汽车装备技术有限公司 | 车身焊接总成检具 |
| EP1521054B1 (de) * | 2003-09-30 | 2010-09-08 | Junker & Partner GmbH | Vorrichtung zur Halterung von Karosserieteilen in einer Vermessungsposition |
| CN201807843U (zh) * | 2010-04-29 | 2011-04-27 | 四川安德科技有限公司 | 一种车身总成集焊接和检测于一身的工装 |
| CN102476361A (zh) * | 2010-11-29 | 2012-05-30 | 北汽福田汽车股份有限公司 | 用于车辆车身的工装夹具 |
| CN203003834U (zh) * | 2012-11-15 | 2013-06-19 | 浙江豪情汽车制造有限公司 | 白车身支撑平台 |
| CN203209901U (zh) * | 2013-04-24 | 2013-09-25 | 湖北运银实业有限公司 | 多型号驾驶室的通用焊接夹具 |
| CN203443493U (zh) * | 2013-07-29 | 2014-02-19 | 浙江金刚汽车有限公司 | 一种白车身总成检具 |
| CN203818014U (zh) * | 2014-03-06 | 2014-09-10 | 重庆赫杰精密机械有限公司 | 白车身检具承载装置 |
-
2014
- 2014-03-06 CN CN201410080596.0A patent/CN103817627B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000136930A (ja) * | 1998-11-02 | 2000-05-16 | Hosupaa:Kk | 手摺り位置測定装置 |
| DE10205681C2 (de) * | 2002-02-12 | 2003-12-11 | Zeiss Carl | Meßgerät |
| EP1521054B1 (de) * | 2003-09-30 | 2010-09-08 | Junker & Partner GmbH | Vorrichtung zur Halterung von Karosserieteilen in einer Vermessungsposition |
| CN201133797Y (zh) * | 2007-12-27 | 2008-10-15 | 天津昊拓汽车装备技术有限公司 | 车身焊接总成检具 |
| CN201807843U (zh) * | 2010-04-29 | 2011-04-27 | 四川安德科技有限公司 | 一种车身总成集焊接和检测于一身的工装 |
| CN102476361A (zh) * | 2010-11-29 | 2012-05-30 | 北汽福田汽车股份有限公司 | 用于车辆车身的工装夹具 |
| CN203003834U (zh) * | 2012-11-15 | 2013-06-19 | 浙江豪情汽车制造有限公司 | 白车身支撑平台 |
| CN203209901U (zh) * | 2013-04-24 | 2013-09-25 | 湖北运银实业有限公司 | 多型号驾驶室的通用焊接夹具 |
| CN203443493U (zh) * | 2013-07-29 | 2014-02-19 | 浙江金刚汽车有限公司 | 一种白车身总成检具 |
| CN203818014U (zh) * | 2014-03-06 | 2014-09-10 | 重庆赫杰精密机械有限公司 | 白车身检具承载装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104101278B (zh) * | 2014-07-10 | 2017-02-01 | 湖南湖大艾盛汽车技术开发有限公司 | 一种多车型共检具平台结构 |
| CN105345372A (zh) * | 2015-12-10 | 2016-02-24 | 安徽江淮汽车股份有限公司 | 一种补焊台 |
| CN114184147A (zh) * | 2021-11-03 | 2022-03-15 | 台州市众祥汽车科技有限公司 | 多功能汽车检具柔性平台 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103817627B (zh) | 2016-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201711746U (zh) | 一种发动机托盘 | |
| CN103101584B (zh) | 大型载客汽车总装线的全承载小车 | |
| CN103817627B (zh) | 一种白车身检具承载装置 | |
| CN202015915U (zh) | 转向架加工中心通用工作台 | |
| CN102042806B (zh) | 基于机器视觉的汽车车轮平面及轮辋的空间位置检测系统 | |
| CN203185316U (zh) | 一种车用三坐标检测台架 | |
| CN203818014U (zh) | 白车身检具承载装置 | |
| CN103551783A (zh) | 一种柔性化的汽车软工装平台 | |
| CN105091810A (zh) | 一种冲压件检具 | |
| CN205057871U (zh) | 一种扶梯梯级安装工装 | |
| CN202734699U (zh) | 新型侧围检具 | |
| CN106799554B (zh) | 一种气簧式全承载车架总成专用焊接夹具系统 | |
| CN102564262B (zh) | 一种双基准汽车纵梁检具 | |
| CN109556549B (zh) | 一种多车型白车身共用三坐标测量支架 | |
| CN208557228U (zh) | 用于定位工装的基准块组件及工装安装结构 | |
| CN211953921U (zh) | 一种横向稳定杆总成柔性检测装置 | |
| CN110948431A (zh) | 一种制动管排模块化组装工装 | |
| CN201885687U (zh) | 基于机器视觉的汽车车轮平面及轮辋的空间位置检测系统 | |
| CN106271340B (zh) | 模块化客车侧围骨架胎具 | |
| CN105234610A (zh) | 一种电梯门套立柱焊接定位工装 | |
| CN105965193B (zh) | 一种滑橇精确定位装置 | |
| CN206223406U (zh) | 一种通用型试验台用空压机固定装置 | |
| CN205580718U (zh) | 一种车门玻璃升降系统试验的固定装置 | |
| CN204881474U (zh) | 汽车中柱的检测模具 | |
| CN105737716A (zh) | 一种汽车后灯用检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| EE01 | Entry into force of recordation of patent licensing contract |
Application publication date: 20140528 Assignee: Carle Zeiss jig system (Changchun) Co., Ltd. Assignor: CHONGQING HOLJE PRECISION MACHINERY CO., LTD. Contract record no.: 2015990000878 Denomination of invention: BIW (Body In White) detection tool bearing device License type: Common License Record date: 20151022 |
|
| LICC | Enforcement, change and cancellation of record of contracts on the licence for exploitation of a patent or utility model | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |