CN103752903A - 一种定位打孔模具 - Google Patents
一种定位打孔模具 Download PDFInfo
- Publication number
- CN103752903A CN103752903A CN201410013888.2A CN201410013888A CN103752903A CN 103752903 A CN103752903 A CN 103752903A CN 201410013888 A CN201410013888 A CN 201410013888A CN 103752903 A CN103752903 A CN 103752903A
- Authority
- CN
- China
- Prior art keywords
- hole
- baffle plate
- retaining plate
- punching
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B47/00—Constructional features of components specially designed for boring or drilling machines; Accessories therefor
- B23B47/28—Drill jigs for workpieces
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
Abstract
本发明公开了一种管箍两边打孔时能精确定位的模具。包括本体和挡板,所述挡板底部设有通孔,本体的两侧板上设有一一相对应的槽口,挡板与槽口插接配合。本发明中本体底部设有通孔,本体两侧板上设有一一相对应的槽口,挡板与槽口插接配合。打孔时,管箍的一端放入本体的凹槽内,并顶住挡板,钻头向下钻时,从本体的通孔钻出。当需要不同孔距时,只需将挡板插入相对应的槽口即可。
Description
技术领域
本发明涉及一种打孔模具,特别是用于管箍两边打孔的模具。
背景技术
目前,大批量生产管箍是采用冲压成型的方法,需要配置冲压设备和模具,这对于小微企业来说是一个不小的经济负担。特别是对于生产产品的规格需要经常变换,且产量又不大的情况下,这种设备配置是小微企业所承担不起的,因此,大多数小微企业只能通过手工加工,其成品率较低,且费时费力。特别是管箍弯制完成后,两边需要打孔,打孔位置不易精确确定,如果孔的位置发生偏差,在更换管箍时,原来的固定孔就不能使用,重新打孔又易和原来的孔发生部分重叠,导致无法使用。因此,孔的位置要求重复性好,以便互换性高。
发明内容
本发明的目的是提供一种管箍两边打孔时能精确定位的模具。
本发明的技术方案是:包括本体和挡板,所述挡板底部设有通孔,本体的两侧板上设有一一相对应的槽口,挡板与槽口插接配合。
所述挡板的两端凸起,凸沿之间的距离大于或等于本体两侧板外壁之间的距离。
本发明中本体底部设有通孔,本体两侧板上设有一一相对应的槽口,挡板与槽口插接配合。打孔时,管箍的一端放入本体的凹槽内,并顶住挡板,钻头向下钻时,从本体的通孔钻出。当需要不同孔距时,只需将挡板插入相对应的槽口即可。
附图说明
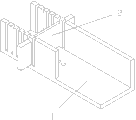
图1是本发明结构的立体示意图。
图2是图1的分解示意图。
具体实施方式
下面结合附图和实施例对本发明作进一步详细说明,但不构成对本发明的任何限制。图1和图2所示,本发明包括本体1和挡板2,本体1为凹槽结构,所述挡板2底部设有通孔,本体1的两侧板上设有一一相对应的槽口,挡板2与槽口插接配合。所述挡板2的两端凸起,凸沿之间的距离大于或等于本体1两侧板外壁之间的距离,使挡板2不易滑出。
操作时,本体1固定在钻床上,并使钻头与本体1上的孔相对,本体1下方应给钻头留出打穿的空间。挡板2插入本体1上相应的槽口中,将管箍需要打孔的一边放入本体1凹槽内,其端部顶住挡板2,此时,钻头下钻将管箍打出通孔。每次所打孔,其孔心与管箍的边之间的距离均是一样的,因此,更换管箍时孔的位置不变,管箍的互换性好。
Claims (2)
1.一种定位打孔模具,其特征是:包括本体(1)和挡板(2),所述挡板(2)底部设有通孔,本体(1)的两侧板上设有一一相对应的槽口,挡板(2)与槽口插接配合。
2.根据权利要求1所述的定位打孔模具,其特征是:所述挡板(2)的两端凸起,凸沿之间的距离大于或等于本体(1)两侧板外壁之间的距离。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410013888.2A CN103752903A (zh) | 2014-01-13 | 2014-01-13 | 一种定位打孔模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410013888.2A CN103752903A (zh) | 2014-01-13 | 2014-01-13 | 一种定位打孔模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103752903A true CN103752903A (zh) | 2014-04-30 |
Family
ID=50520306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410013888.2A Pending CN103752903A (zh) | 2014-01-13 | 2014-01-13 | 一种定位打孔模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103752903A (zh) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0584729A1 (de) * | 1992-08-26 | 1994-03-02 | Leo Klapperich | Vorrichtung zum Bohren von miteinander fluchtenden Dübellöchern |
| CN2691724Y (zh) * | 2004-01-06 | 2005-04-13 | 承德新新钒钛股份有限公司 | 棒材在线自动抽头机 |
| CN2774700Y (zh) * | 2004-12-08 | 2006-04-26 | 潘建辰 | 自动直线定位装置 |
| CN2882859Y (zh) * | 2006-03-15 | 2007-03-28 | 周兴亮 | 一种数控钻孔机床 |
| CN101244540A (zh) * | 2007-02-13 | 2008-08-20 | 鸿富锦精密工业(深圳)有限公司 | 研磨夹具 |
| CN202447951U (zh) * | 2012-01-06 | 2012-09-26 | 湖北蓝天铝合金制品有限公司 | 一种定尺台 |
| CN202964227U (zh) * | 2012-12-03 | 2013-06-05 | 江苏鑫顺不锈钢制品有限公司 | 一种锯床工作台的工装 |
| CN103465084A (zh) * | 2013-08-29 | 2013-12-25 | 山西腾龙煤机修配有限公司 | 一种锚杆量裁装置 |
-
2014
- 2014-01-13 CN CN201410013888.2A patent/CN103752903A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0584729A1 (de) * | 1992-08-26 | 1994-03-02 | Leo Klapperich | Vorrichtung zum Bohren von miteinander fluchtenden Dübellöchern |
| CN2691724Y (zh) * | 2004-01-06 | 2005-04-13 | 承德新新钒钛股份有限公司 | 棒材在线自动抽头机 |
| CN2774700Y (zh) * | 2004-12-08 | 2006-04-26 | 潘建辰 | 自动直线定位装置 |
| CN2882859Y (zh) * | 2006-03-15 | 2007-03-28 | 周兴亮 | 一种数控钻孔机床 |
| CN101244540A (zh) * | 2007-02-13 | 2008-08-20 | 鸿富锦精密工业(深圳)有限公司 | 研磨夹具 |
| CN202447951U (zh) * | 2012-01-06 | 2012-09-26 | 湖北蓝天铝合金制品有限公司 | 一种定尺台 |
| CN202964227U (zh) * | 2012-12-03 | 2013-06-05 | 江苏鑫顺不锈钢制品有限公司 | 一种锯床工作台的工装 |
| CN103465084A (zh) * | 2013-08-29 | 2013-12-25 | 山西腾龙煤机修配有限公司 | 一种锚杆量裁装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2204245B1 (en) | Method for assembling heat sink | |
| CN104368697B (zh) | 加强板冲压模具 | |
| CN103658392A (zh) | 管箍冲压模具 | |
| KR101772469B1 (ko) | 트랜스퍼 단일금형에서 캡형 디퓨저의 제조방법 | |
| US20060072290A1 (en) | Heat-dissipating device with heat conductive tubes | |
| CN103286200A (zh) | 一种制动蹄弯板连续模及使用该连续模加工制动蹄弯板的方法 | |
| CN102861808A (zh) | 一种快速冲孔冲压装置 | |
| US20200290106A1 (en) | Stamping method and stamping apparatus | |
| CN103752903A (zh) | 一种定位打孔模具 | |
| CN102366795A (zh) | 一种螺母铆接冲压模具 | |
| CN105880365A (zh) | 液压机、使用该液压机进行厚法兰冲孔的工艺 | |
| CN107252847B (zh) | 一种冲压上模 | |
| CN105458069A (zh) | 全自动圆管冲孔机 | |
| CN204735633U (zh) | 一种插片式散热器铆接工装 | |
| CN204449422U (zh) | 一种简易钢管电钻开孔定位器 | |
| CN209935659U (zh) | 一种小环锻件穿孔护套模具 | |
| CN207857618U (zh) | 一种冲孔装置 | |
| CN203854055U (zh) | 柔性线路板多次成型防漏冲及防成型顺序错误系统 | |
| CN215431042U (zh) | 连接器外套冲孔治具 | |
| CN106382290B (zh) | 一种用于pcb压合制程的铆合线路板的铆合工装 | |
| CN211464588U (zh) | 一种具有pcb防错孔的冲床模板 | |
| CN205165604U (zh) | 冲压模具 | |
| TWI680024B (zh) | 將螺帽鑲嵌於金屬板的製造方法 | |
| CN204381198U (zh) | 端板级进模设备 | |
| JP2019181520A (ja) | プレス加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140430 |