CN103722740A - 自动贴钢片机 - Google Patents
自动贴钢片机 Download PDFInfo
- Publication number
- CN103722740A CN103722740A CN201310748537.1A CN201310748537A CN103722740A CN 103722740 A CN103722740 A CN 103722740A CN 201310748537 A CN201310748537 A CN 201310748537A CN 103722740 A CN103722740 A CN 103722740A
- Authority
- CN
- China
- Prior art keywords
- steel disc
- magnetic sheet
- mould
- membrane
- feeding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Landscapes
- Coating Apparatus (AREA)
Abstract
本发明旨在提供一种全自动运行、贴片效率高、结构简单且能保证贴片质量的贴钢片机。本发明将磁片供料、点胶、钢片供料及贴片后的出料整合在一起,利用设置在中间位置上的大转盘实现四个工位之间的联接,同时,利用大转盘实现全自动作业,降低了生产成本,且减少了人为因素的影响,提高了贴片质量,在整个作业过程中,人工只需添加磁片材料和钢片材料即可,实现了全自动运行,可以及大地降低企业的生产成本。本发明可应用于贴片制作领域。
Description
技术领域
本发明涉及一种贴片机,尤其涉及一种自动贴钢片机。
背景技术
随着科技的发展,人们的生活水平越来越发达。尤其突出地体现在人们日常接触到的电子产品上。目前,几乎是人手一台智能手机。还有苹果公司或其它科技公司生产的触屏式电子设备或高端电脑,而其触屏也变得越来越大,如三星出品的几款手机其屏幕达到或超过5.0英寸。鉴于这些电子设备的尺寸变得越来越大,相关的对电子产品的防摔保护产品也开始有了长足的发展。目前,市场上存在的对电子设备进行保护的产品一般为保护套。保护套内设置有若干块带有磁性的钢片,而在电子产品上亦设置有相对应的可以被磁吸的金属物,利用保护套上的磁性钢片和电子设备上的金属物,实现保护套与电子设备的贴合。生产商在生产保护套时,一般是将保护外套做好,然后利用人工将磁性钢片放置入保护套内,从而形成保护套成品。但利用人工进行磁性钢片放入的工作效率极低,且人工放置磁性钢片存在位置误差,降低了产品的质量。这既影响产能,又不能保证产品的质量。
发明内容
本发明所要解决的技术问题是克服现有技术的不足,提供一种全自动运行、贴片效率高、结构简单且能保证贴片质量的贴钢片机。
本发明所采用的技术方案是:本发明包括机箱,在所述机箱内设置有电控部分,在所述机箱上设置有由旋转气缸带动转动的大转盘,在所述大转盘上设置有四副夹具,在所述夹具上设置有若干个料位,四副所述夹具在所述大转盘上均匀分布,在所述机箱的外围与四副所述夹具相对应的位置依次设置有磁片进料机构、点胶机构、钢片进料机构和出料机构,驱动所述大转盘转动的所述旋转气缸、所述磁片进料机构、所述点胶机构、所述钢片进料机构和所述出料机构均与所述电控部分连接,所述磁片进料机构将磁片送到所述大转盘上相应的夹具内,与此同时,所述钢片进料机构将钢片吸起并送达大转盘上相应位置的夹具内,所述大转盘转动一个角度,所述夹具内的磁片到达所述点胶机构,所述点胶机构在磁片上点胶,所述大转盘转动一个角度,磁片到达所述钢片进料机构,所述钢片进料机构将钢片放置于所述大转盘上的夹具内并位于磁片上方,大转盘转动一个角度,在胶水的作用下,磁片与钢片粘合,磁片和钢片的组合体到达所述出料机构,所述出料机构完成出料。
在所述磁片进料机构、所述钢片进料机构、所述出料机构与所述大转盘上的夹具之间的料输送均通过转动设置在所述机箱平台上的旋转取放料机构完成,所述旋转取放料机构包括以中间为旋转点的旋转座和对称设置在所述旋转座两端的若干真空吸盘,若干所述真空吸盘在所述旋转座上的设置位置与所述夹具上的料位的位置分布一致,所述真空吸盘与所述电控部分连接并与外围的真空发生器连通,所述旋转座转动180°从一侧取/放料,从另一侧放/取料。
所述磁片进料机构包括磁片送料振动盘、由若干水平槽组成的磁片送料道和设置在所述磁片送料道前端并与所述旋转取放料机构相靠近的位置处的磁片取料模具,所述磁片取料模具设置在所述机箱上表面的磁片升降部件上,所述磁片取料模具的开口端与所述水平槽相承接,所述磁片取料模具取料后,所述磁片升降部件将所述磁片取料模具升起,所述磁片取料模具的靠近开口端的侧面Ⅰ阻挡住所述磁片送料道的进料,所述磁片取料模具位于所述旋转座上的真空吸盘的下方,在所述磁片送料道上设置有由气缸驱动的磁片整形板,所述磁片整形板对位于所述磁片取料模具内的磁片进行挤压整形。
所述点胶机构包括点胶机、与所述点胶机连接的若干点胶头和点胶头移动座,所述点胶头移动座包括固定板、推动所述点胶头作垂直移动的点胶头垂直气缸和推动所述点胶头作水平移动的点胶头水平气缸,所述点胶头滑动配合在所述固定板上的点胶头导轨上,所述固定板固定设置在所述点胶头水平气缸的输出轴上。
所述点胶头包括点胶头主体、与所述点胶机连通的点胶管、设置在所述点胶头主体内部的点胶管释放压头和与所述点胶管释放压头相配合的弹性顶头,所述点胶管的数目为两根,在所述点胶头主体的下端,两根所述点胶管之间的点胶距小于磁片的长度。
所述钢片进料机构包括钢片送料振动盘、由若干直线槽组成的钢片送料道和设置在所述钢片送料道前端并与所述旋转取放料机构相靠近的位置处的钢片取料模具,所述钢片取料模具设置在所述机箱上表面的钢片升降部件上,所述钢片取料模具的开口端与所述直线槽相承接,所述钢片取料模具取料后,所述钢片升降部件将所述钢片取料模具升起,所述钢片取料模具的靠近开口端的侧面Ⅱ阻挡住所述钢片送料道的进料,所述钢片取料模具位于所述旋转座上的真空吸盘的下方,在所述钢片送料道上设置有由气缸驱动的钢片整形板,所述钢片整形板对位于所述钢片取料模具内的钢片进行挤压整形。
所述直线槽由一主体部、支撑凸起和一带斜度的支撑壁构成,钢片位于所述支撑凸起和所述支撑壁之间的斜槽内,在震动的作用下,钢片沿着所述斜槽向所述钢片取料模具运动;所述钢片取料模具上的接料位的斜度与所述支撑壁的壁面的斜度一致,所述钢片取料模具的后端固定连接有齿轮,在所述机箱的上表面还设置有模具驱动气缸,所述模具驱动气缸的输出轴上连接有带有齿槽的模具驱动杆,所述模具驱动杆上的齿槽与所述齿轮相啮合并驱动所述钢片取料模具转动,所述钢片取料模具的接料位由带有斜度的位置转动到水平位置。
所述出料机构包括贴膜机构、搬运机构、切膜机构和拉膜机构,所述贴膜机构包括撑胶板、高粘出膜轴、低粘出膜轴、压合轴和设置在所述压合轴侧边的低粘导向块,所述高粘出膜轴出高粘度膜料,经过所述撑胶板时,所述真空吸盘将压合好的磁片和钢片组合体放置于所述高粘度膜料上,所述低粘出膜轴出低粘度膜料,经过所述低粘导向块后由所述压合轴与高粘度膜料压合,将磁片和钢片组合体包围在两层膜料之间;所述拉膜机构包括拉膜夹爪,所述拉膜夹爪由设置在位于所述机箱上的拉膜移动块上的拉膜前后气缸、拉膜左右气缸和拉膜上下气缸拉动在前后、左右和上下方向上运动;所述切膜机构为由气缸驱动运动的切刀,所述切刀设置在所述压合轴的出料一侧;所述搬运机构包括搬运吸盘、带动所述搬运吸盘作升降运动的吸盘升降气缸和带动所述搬运吸盘作水平移动的电缸,所述吸盘升降气缸固定设置在所述电缸下方,在所述搬运吸盘上设置有若干排真空吸嘴。
所述出料机构还包括切条机构,所述切条机构包括若干切条刀,在所述机箱上还设置有推动所述切条刀架,若干所述切条刀设置在所述切条刀架内并由设置在所述切条刀架内的切刀气缸驱动在所述切条刀架上的导向槽内移动;在所述拉膜移动块上还设置有低粘拉膜爪,所述低粘拉膜爪拉动由所述低粘出膜轴出料的低粘膜料移动。
在所述料位内设置有通孔,在所述机箱的上表面上,靠近所述出料机构的下方设置有整形推针座和对射光纤发射端,在所述整形推针座上设置有若干根推针,在所述机箱的上部分设置有与所述对射光纤发射端相对应的对射光纤接收端,所述整形推针座和对射光纤发射端均有气缸推动在所述大转盘下方和所述机箱的上表面之间移动。
本发明的有益效果是:本发明设计了一种全新的贴片系统,本系统将磁片供料、点胶、钢片供料及贴片后的出料整合在一起,利用设置在中间位置上的大转盘实现四个工位之间的联接,通过磁片进料机构供应磁片,磁片被放置于所述大转盘上的夹具内的料位上,通过整形被传送到点胶机构上进行点胶,通过重新设计的具有双点胶管的点胶头进行点胶操作,使磁片上的胶水分布更加均匀,在磁片被送往钢片进料机构的同时,钢片进料机构将钢片传送到钢片进料机构相对应的料位上,钢片与磁片进行整形粘合,在出料机构上,通过在拉膜移动块上设置贴膜机构、拉膜机构、切膜机构、搬运机构和切条机构,贴膜机构实现磁片和钢片组合体在高粘膜料上的整齐排列,再利用切条机构将呈阵列型的由胶膜保护的产品分切成条状,根据客户的需要,可以设计成具有不同颗粒数的钢片胶膜条,在客户将磁性钢片贴到保护套上时,只要将其中一侧的膜料撕去,然后将磁性钢片放置在保护套上相应的磁性钢片放置槽内,再将另一侧的胶膜料撕去,即实现磁性钢片置入保护套内。经过试验,本发明设备可以实现7200片/小时的贴片速度。这大大地提高了工作效率,同时,利用大转盘实现全自动作业,降低了生产成本,且减少了人为因素的影响,提高了贴片质量。在整个作业过程中,人工只需添加磁片材料和钢片材料即可,实现了全自动运行,可以及大地降低企业的生产成本,在行业竞争中脱颖而出。
附图说明
图1是磁片或钢片的简易结构示意图,其中钢片的厚度较薄,手工不容易拾取;
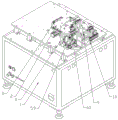
图2是本发明的整体结构示意图;
图3是本发明去除外罩后的整体结构示意图;
图4是本发明去除外罩后的俯视结构示意图;
图5是所述磁片进料机构的第一种状态示意图;
图6是所述磁片进料机构的第二种状态示意图;
图7是图6中A部分的放大结构示意图;
图8是所述点胶机构的简易结构示意图;
图9是图8中B部分的放大结构示意图;
图10是所述点胶头的简易结构示意图;
图11是图10中A-A的剖视图;
图12是所述钢片进料机构的简易结构示意图;
图13是图12中C部分的放大结构示意图;
图14是图12中D部分的放大结构示意图;
图15是所述出料机构相对应的大转盘部分结构示意图;
图16是图15中E部分的放大结构示意图;
图17是所述料位的结构示意图;
图18是所述出料机构的结构示意图;
图19是所述出料机构上的贴膜部分的简易结构示意图;
图20是所述搬运吸盘的简易结构示意图。
具体实施方式
如图1至20所示,本发明是针对电子产品如IPAD、手机或手提电脑等的保护套内的磁性钢片生产而设计的。本发明包括机箱1,在所述机箱1内设置有电控部分,在所述机箱1的上部分设置有控制面板62,通过所述控制面板62可以实现对该设备的参数进行修改。在所述机箱1上设置有由旋转气缸(在附图中未作标示)带动转动的大转盘2,在所述大转盘2上设置有四副夹具3,四副所述夹具3在所述大转盘2上均匀分布,该四副夹具3呈90°差角均匀分布在所述大转盘2上。在所述夹具3上设置有若干个料位4,在本实施例中,所述夹具3内的料位4的数目为十个,即一次性可以同时进行十片贴片工作。在所述机箱1的外围与四副所述夹具3相对应的位置依次设置有磁片进料机构5、点胶机构6、钢片进料机构7和出料机构8,驱动所述大转盘2转动的所述旋转气缸、所述磁片进料机构5、所述点胶机构6、所述钢片进料机构7和所述出料机构8均与所述电控部分连接。所述磁片进料机构5将磁片送到所述大转盘2上相应的夹具3内。与此同时,所述钢片进料机构7将钢片吸起并送达大转盘2上相应位置的夹具3内,所述大转盘2转动一个角度(90°),所述夹具3内的磁片到达所述点胶机构6,所述点胶机构6在磁片上点胶,所述大转盘2转动一个角度(90°),磁片到达所述钢片进料机构7,所述钢片进料机构7将钢片放置于所述大转盘2上的夹具3内并位于磁片上方,大转盘2转动一个角度,在胶水的作用下,磁片与钢片粘合,磁片和钢片的组合体到达所述出料机构8,所述出料机构8完成出料。
在所述磁片进料机构5、所述钢片进料机构7、所述出料机构8与所述大转盘2上的夹具3之间的料输送均通过转动设置在所述机箱1平台上的旋转取放料机构完成,所述旋转取放料机构包括以中间为旋转点的旋转座9和对称设置在所述旋转座9两端的若干真空吸盘10,若干所述真空吸盘10在所述旋转座9上的设置位置与所述夹具3上的料位4的位置分布一致,所述真空吸盘10与所述电控部分连接并与外围的真空发生器连通,所述旋转座9转动180°从一侧取/放料,从另一侧放/取料。
所述磁片进料机构5包括磁片送料振动盘11、由若干水平槽12组成的磁片送料道13和设置在所述磁片送料道13前端并与所述旋转取放料机构相靠近的位置处的磁片取料模具14,所述磁片取料模具14设置在所述机箱1上表面的磁片升降部件15上。所述磁片取料模具14的开口端与所述水平槽12相承接,所述磁片取料模具14取料后,所述磁片升降部件15将所述磁片取料模具14升起,所述磁片取料模具14的靠近开口端的侧面Ⅰ16阻挡住所述磁片送料道13的进料,所述磁片取料模具14位于所述旋转座9上的真空吸盘10的下方,在所述磁片送料道13上设置有由气缸驱动的磁片整形板17,所述磁片整形板17对位于所述磁片取料模具14内的磁片进行挤压整形。在本发明中,在磁片进料机构5、点胶机构6、钢片进料机构7和出料机构8的相应位置均设置有整形装置。
所述点胶机构6包括点胶机18、与所述点胶机18连接的若干点胶头19和点胶头移动座,所述点胶头移动座包括固定板20、推动所述点胶头19作垂直移动的点胶头垂直气缸21和推动所述点胶头19作水平移动的点胶头水平气缸22,所述点胶头19滑动配合在所述固定板20上的点胶头导轨23上,所述固定板20固定设置在所述点胶头水平气缸22的输出轴上。在本实施例中,所述点胶头19的数目设置为五个。利用所述点交头水平气缸22推动整个点胶座作水平运动。对大转盘2上设置的十个为一组的夹具料位,该五个点胶头19进行两次点胶作业。其中,第一次点胶作业时,分别对应地对夹具3上的排列为一、三、五、七、九位置的五个磁片进行点胶;第二次点胶作业时,则对剩下的在所述夹具3上排列为二、四、六、八、十位置的五个磁片进行点胶作业。
所述点胶头19包括点胶头主体24、与所述点胶机18连通的点胶管25、设置在所述点胶头主体24内部的点胶管释放压头26和与所述点胶管释放压头26相配合的弹性顶头27,所述点胶管25的数目为两根,在所述点胶头主体24的下端,两根所述点胶管25之间的点胶距小于磁片的长度。这样,在点胶作业时,可以同时在一片磁片上点两个胶点,使磁片上的胶水分布更加均匀,使贴片质量更好。
所述钢片进料机构7包括钢片送料振动盘28、由若干直线槽29组成的钢片送料道30和设置在所述钢片送料道30前端并与所述旋转取放料机构相靠近的位置处的钢片取料模具31,所述钢片取料模具31设置在所述机箱1上表面的钢片升降部件32上,所述钢片取料模具31的开口端与所述直线槽29相承接,所述钢片取料模具31取料后,所述钢片升降部件32将所述钢片取料模具31升起,所述钢片取料模具31的靠近开口端的侧面Ⅱ33阻挡住所述钢片送料道30的进料,所述钢片取料模具31位于所述旋转座9上的真空吸盘10的下方,在所述钢片送料道30上设置有由气缸驱动的钢片整形板34,所述钢片整形板34对位于所述钢片取料模具31内的钢片进行挤压整形。钢片的厚度较薄,若采用水平槽来进行来料输送时,由于不可避免地会发生钢片重叠,这不可达到设计要求。而本发明采用具有斜度的进料道,保证了钢片不会重叠,实现了本发明的设计目的。
所述直线槽29由一主体部35、支撑凸起36和一带斜度的支撑壁37构成,钢片位于所述支撑凸起36和所述支撑壁37之间的斜槽内,在震动的作用下,钢片沿着所述斜槽向所述钢片取料模具31运动;所述钢片取料模具31上的接料位的斜度与所述支撑壁37的壁面的斜度一致,所述钢片取料模具31的后端固定连接有齿轮38,在所述机箱1的上表面还设置有模具驱动气缸39,所述模具驱动气缸39的输出轴上连接有带有齿槽的模具驱动杆40,所述模具驱动杆40上的齿槽与所述齿轮38相啮合并驱动所述钢片取料模具31转动,所述钢片取料模具31的接料位由带有斜度的位置转动到水平位置。
所述出料机构包括贴膜机构、搬运机构、切膜机构和拉膜机构,所述贴膜机构包括撑胶板41、高粘出膜轴42、低粘出膜轴43、压合轴44和设置在所述压合轴44侧边的低粘导向块45,所述高粘出膜轴42出高粘度膜料,经过所述撑胶板41时,所述真空吸盘10将压合好的磁片和钢片组合体放置于所述高粘度膜料上,所述低粘出膜轴43出低粘度膜料,经过所述低粘导向块45后由所述压合轴44与高粘度膜料压合,将磁片和钢片组合体包围在两层膜料之间;所述拉膜机构包括拉膜夹爪46,所述拉膜夹爪46由设置在位于所述机箱1上的拉膜移动块47上的拉膜前后气缸48、拉膜左右气缸49和拉膜上下气缸50拉动在前后、左右和上下方向上运动;所述切膜机构为由气缸驱动运动的切刀,所述切刀设置在所述压合轴44的出料一侧;所述搬运机构包括搬运吸盘51、带动所述搬运吸盘51作升降运动的吸盘升降气缸52和带动所述搬运吸盘51作水平移动的电缸53,所述吸盘升降气缸52固定设置在所述电缸53下方,在所述搬运吸盘51上设置有若干排真空吸嘴54。
更进一步地,所述出料机构还包括切条机构,所述切条机构包括若干切条刀,在所述机箱1上还设置有推动所述切条刀架55,若干所述切条刀设置在所述切条刀架55内并由设置在所述切条刀架55内的切刀气缸驱动在所述切条刀架55上的导向槽56内移动;在所述拉膜移动块47上还设置有低粘拉膜爪57,所述低粘拉膜爪57拉动由所述低粘出膜轴43出料的低粘膜料移动。
在所述料位4内设置有通孔58,在所述机箱1的上表面上,靠近所述出料机构8的下方设置有整形推针座59和对射光纤发射端60,在所述整形推针座59上设置有若干根推针61,在所述机箱1的上部分设置有与所述对射光纤发射端60相对应的对射光纤接收端(在附图中未作标示),所述整形推针座59和对射光纤发射端60均有气缸推动在所述大转盘2下方和所述机箱1的上表面之间移动。在本发明中,当所述出料机构8将贴好的磁片和钢片组合体提离夹具3内的料位后,设备通过所述对射光纤发射端60和所述对射光纤接收端的配合,所述对射光纤发射端60发射的信号线通过所述料位4上的通孔58到达所述对射光纤接收端。当所述料位4内还存在有贴合片未被取走时,所述电控部分即相工作人员发出报警,提示在料位内还留存有贴片,并停止进入下一个作业循环。这大大地保证了设备运行的可靠性。当磁片和钢片组合体还留在所述料位4内,而因磁片与钢片压合时从两片之间挤出的未干的胶水粘连到所述料位4的壁面上。为了防止贴片不能顺利地从所述料位上被取走,需要消除这种粘壁现象。而所述整形推针座59的设置,利用设置其上的推针61对贴片组合体进行推动,防止其粘在料位内壁上,达到了很好的防粘效果。
本发明的作业过程如下:
所述磁片进料机构5送入磁片,经过整形由所述旋转取放料机构取料送到大转盘上的料位内,对磁片进行整形,然后送到所述点胶机构上,所述电教机构分两次对十片磁片进行点胶作业,完成点胶后磁片被送到所述钢片进料机构相对应的位置上,所述钢片进料机构进料并贴合在磁片上,磁片和钢片组合体被送到出料机构对应的夹具位置上,先用推针顶一下贴片,使贴片不粘壁,对贴片进行整形,再进行压片,所述旋转取放料机构取出贴合片并放置于所述高粘膜料上,所述拉膜移动块运动拉动胶膜,每放置一排贴片,胶膜被拉动一定距离,在连续放置了十排贴片后,切刀动作,切断膜料;被切断的排列整齐的贴片上同时也贴合了低粘膜料;利用所述搬运机构进行整齐的贴片搬运;将贴片搬运到切条机构上进行切条,切好的贴片条即可包装。在切断膜料后,先通过所述低粘拉膜爪拉动低粘膜料先移动一段距离,然后再是高粘膜料与低粘膜料一起运动,从而在完成切断膜料后,整齐的贴片膜的一端上,低粘膜料与高粘膜料的料头错开,这使得后续的使用变得更加方便。
本发明可应用于贴片制作领域。
需要注意的是,上述仅以优选实施例对本发明进行了说明,并不能就此局限本发明的权利范围,因此在不脱离本发明思想的情况下,凡运用本发明说明书和附图部分的内容所进行的等效变化,均理同包含在本发明的权利要求范围内。
Claims (10)
1.一种自动贴钢片机,其特征在于:包括机箱(1),在所述机箱(1)内设置有电控部分,在所述机箱(1)上设置有由旋转气缸带动转动的大转盘(2),在所述大转盘(2)上设置有四副夹具(3),在所述夹具(3)上设置有若干个料位(4),四副所述夹具(3)在所述大转盘(2)上均匀分布,在所述机箱(1)的外围与四副所述夹具(3)相对应的位置依次设置有磁片进料机构(5)、点胶机构(6)、钢片进料机构(7)和出料机构(8),驱动所述大转盘(2)转动的所述旋转气缸、所述磁片进料机构(5)、所述点胶机构(6)、所述钢片进料机构(7)和所述出料机构(8)均与所述电控部分连接,所述磁片进料机构(5)将磁片送到所述大转盘(2)上相应的夹具(3)内,与此同时,所述钢片进料机构(7)将钢片吸起并送达大转盘(2)上相应位置的夹具(3)内,所述大转盘(2)转动一个角度,所述夹具(3)内的磁片到达所述点胶机构(6),所述点胶机构(6)在磁片上点胶,所述大转盘(2)转动一个角度,磁片到达所述钢片进料机构(7),所述钢片进料机构(7)将钢片放置于所述大转盘(2)上的夹具(3)内并位于磁片上方,大转盘(2)转动一个角度,在胶水的作用下,磁片与钢片粘合,磁片和钢片的组合体到达所述出料机构(8),所述出料机构(8)完成出料。
2.根据权利要求1所述的自动贴钢片机,其特征在于:在所述磁片进料机构(5)、所述钢片进料机构(7)、所述出料机构(8)与所述大转盘(2)上的夹具(3)之间的料输送均通过转动设置在所述机箱(1)平台上的旋转取放料机构完成,所述旋转取放料机构包括以中间为旋转点的旋转座(9)和对称设置在所述旋转座(9)两端的若干真空吸盘(10),若干所述真空吸盘(10)在所述旋转座(9)上的设置位置与所述夹具(3)上的料位(4)的位置分布一致,所述真空吸盘(10)与所述电控部分连接并与外围的真空发生器连通,所述旋转座(9)转动180°从一侧取/放料,从另一侧放/取料。
3.根据权利要求2所述的自动贴钢片机,其特征在于:所述磁片进料机构(5)包括磁片送料振动盘(11)、由若干水平槽(12)组成的磁片送料道(13)和设置在所述磁片送料道(13)前端并与所述旋转取放料机构相靠近的位置处的磁片取料模具(14),所述磁片取料模具(14)设置在所述机箱(1)上表面的磁片升降部件(15)上,所述磁片取料模具(14)的开口端与所述水平槽(12)相承接,所述磁片取料模具(14)取料后,所述磁片升降部件(15)将所述磁片取料模具(14)升起,所述磁片取料模具(14)的靠近开口端的侧面Ⅰ(16)阻挡住所述磁片送料道(13)的进料,所述磁片取料模具(14)位于所述旋转座(9)上的真空吸盘(10)的下方,在所述磁片送料道(13)上设置有由气缸驱动的磁片整形板(17),所述磁片整形板(17)对位于所述磁片取料模具(14)内的磁片进行挤压整形。
4.根据权利要求2所述的自动贴钢片机,其特征在于:所述点胶机构(6)包括点胶机(18)、与所述点胶机(18)连接的若干点胶头(19)和点胶头移动座,所述点胶头移动座包括固定板(20)、推动所述点胶头(19)作垂直移动的点胶头垂直气缸(21)和推动所述点胶头(19)作水平移动的点胶头水平气缸(22),所述点胶头(19)滑动配合在所述固定板(20)上的点胶头导轨(23)上,所述固定板(20)固定设置在所述点胶头水平气缸(22)的输出轴上。
5.根据权利要求4所述的自动贴钢片机,其特征在于:所述点胶头(19)包括点胶头主体(24)、与所述点胶机(18)连通的点胶管(25)、设置在所述点胶头主体(24)内部的点胶管释放压头(26)和与所述点胶管释放压头(26)相配合的弹性顶头(27),所述点胶管(25)的数目为两根,在所述点胶头主体(24)的下端,两根所述点胶管(25)之间的点胶距小于磁片的长度。
6.根据权利要求2所述的自动贴钢片机,其特征在于:所述钢片进料机构(7)包括钢片送料振动盘(28)、由若干直线槽(29)组成的钢片送料道(30)和设置在所述钢片送料道(30)前端并与所述旋转取放料机构相靠近的位置处的钢片取料模具(31),所述钢片取料模具(31)设置在所述机箱(1)上表面的钢片升降部件(32)上,所述钢片取料模具(31)的开口端与所述直线槽(29)相承接,所述钢片取料模具(31)取料后,所述钢片升降部件(32)将所述钢片取料模具(31)升起,所述钢片取料模具(31)的靠近开口端的侧面Ⅱ(33)阻挡住所述钢片送料道(30)的进料,所述钢片取料模具(31)位于所述旋转座(9)上的真空吸盘(10)的下方,在所述钢片送料道(30)上设置有由气缸驱动的钢片整形板(34),所述钢片整形板(34)对位于所述钢片取料模具(31)内的钢片进行挤压整形。
7.根据权利要求6所述的自动贴钢片机,其特征在于:所述直线槽(29)由一主体部(35)、支撑凸起(36)和一带斜度的支撑壁(37)构成,钢片位于所述支撑凸起(36)和所述支撑壁(37)之间的斜槽内,在震动的作用下,钢片沿着所述斜槽向所述钢片取料模具(31)运动;所述钢片取料模具(31)上的接料位的斜度与所述支撑壁(37)的壁面的斜度一致,所述钢片取料模具(31)的后端固定连接有齿轮(38),在所述机箱(1)的上表面还设置有模具驱动气缸(39),所述模具驱动气缸(39)的输出轴上连接有带有齿槽的模具驱动杆(40),所述模具驱动杆(40)上的齿槽与所述齿轮(38)相啮合并驱动所述钢片取料模具(31)转动,所述钢片取料模具(31)的接料位由带有斜度的位置转动到水平位置。
8.根据权利要求2所述的自动贴钢片机,其特征在于:所述出料机构包括贴膜机构、搬运机构、切膜机构和拉膜机构,所述贴膜机构包括撑胶板(41)、高粘出膜轴(42)、低粘出膜轴(43)、压合轴(44)和设置在所述压合轴(44)侧边的低粘导向块(45),所述高粘出膜轴(42)出高粘度膜料,经过所述撑胶板(41)时,所述真空吸盘(10)将压合好的磁片和钢片组合体放置于所述高粘度膜料上,所述低粘出膜轴(43)出低粘度膜料,经过所述低粘导向块(45)后由所述压合轴(44)与高粘度膜料压合,将磁片和钢片组合体包围在两层膜料之间;所述拉膜机构包括拉膜夹爪(46),所述拉膜夹爪(46)由设置在位于所述机箱(1)上的拉膜移动块(47)上的拉膜前后气缸(48)、拉膜左右气缸(49)和拉膜上下气缸(50)拉动在前后、左右和上下方向上运动;所述切膜机构为由气缸驱动运动的切刀,所述切刀设置在所述压合轴(44)的出料一侧;所述搬运机构包括搬运吸盘(51)、带动所述搬运吸盘(51)作升降运动的吸盘升降气缸(52)和带动所述搬运吸盘(51)作水平移动的电缸(53),所述吸盘升降气缸(52)固定设置在所述电缸(53)下方,在所述搬运吸盘(51)上设置有若干排真空吸嘴(54)。
9.根据权利要求8所述的自动贴钢片机,其特征在于:所述出料机构还包括切条机构,所述切条机构包括若干切条刀,在所述机箱(1)上还设置有推动所述切条刀架(55),若干所述切条刀设置在所述切条刀架(55)内并由设置在所述切条刀架(55)内的切刀气缸驱动在所述切条刀架(55)上的导向槽(56)内移动;在所述拉膜移动块(47)上还设置有低粘拉膜爪(57),所述低粘拉膜爪(57)拉动由所述低粘出膜轴(43)出料的低粘膜料移动。
10.根据权利要求1所述的自动贴钢片机,其特征在于:在所述料位(4)内设置有通孔(58),在所述机箱(1)的上表面上,靠近所述出料机构(8)的下方设置有整形推针座(59)和对射光纤发射端(60),在所述整形推针座(59)上设置有若干根推针(61),在所述机箱(1)的上部分设置有与所述对射光纤发射端(60)相对应的对射光纤接收端,所述整形推针座(59)和对射光纤发射端(60)均有气缸推动在所述大转盘(2)下方和所述机箱(1)的上表面之间移动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310748537.1A CN103722740B (zh) | 2013-12-31 | 2013-12-31 | 自动贴钢片机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310748537.1A CN103722740B (zh) | 2013-12-31 | 2013-12-31 | 自动贴钢片机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103722740A true CN103722740A (zh) | 2014-04-16 |
| CN103722740B CN103722740B (zh) | 2016-08-17 |
Family
ID=50447157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310748537.1A Active CN103722740B (zh) | 2013-12-31 | 2013-12-31 | 自动贴钢片机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103722740B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107138347A (zh) * | 2017-05-25 | 2017-09-08 | 南京万孚电声有限公司 | 一种磁片胶合机 |
| CN109718998A (zh) * | 2019-02-26 | 2019-05-07 | 邵东智能制造技术研究院有限公司 | 组装点胶一体机 |
| CN114190006A (zh) * | 2021-12-04 | 2022-03-15 | 深圳市恒立泰科技有限公司 | 可对智能电子锁生产用的分料输送的复合型贴片机及实施方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007038455A (ja) * | 2005-08-01 | 2007-02-15 | Showa Denko Kk | 接着積層体及びその製造方法並びに加熱乾燥装置 |
| CN203650980U (zh) * | 2013-12-31 | 2014-06-18 | 珠海市广浩捷精密机械有限公司 | 自动贴钢片机 |
-
2013
- 2013-12-31 CN CN201310748537.1A patent/CN103722740B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007038455A (ja) * | 2005-08-01 | 2007-02-15 | Showa Denko Kk | 接着積層体及びその製造方法並びに加熱乾燥装置 |
| CN203650980U (zh) * | 2013-12-31 | 2014-06-18 | 珠海市广浩捷精密机械有限公司 | 自动贴钢片机 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107138347A (zh) * | 2017-05-25 | 2017-09-08 | 南京万孚电声有限公司 | 一种磁片胶合机 |
| CN109718998A (zh) * | 2019-02-26 | 2019-05-07 | 邵东智能制造技术研究院有限公司 | 组装点胶一体机 |
| CN109718998B (zh) * | 2019-02-26 | 2021-04-16 | 邵东智能制造技术研究院有限公司 | 组装点胶一体机 |
| CN114190006A (zh) * | 2021-12-04 | 2022-03-15 | 深圳市恒立泰科技有限公司 | 可对智能电子锁生产用的分料输送的复合型贴片机及实施方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103722740B (zh) | 2016-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108544795B (zh) | 一种纸盒的制盒设备及其制盒方法 | |
| CN107994263B (zh) | 一种电池极耳贴胶折叠一体机 | |
| CN202703941U (zh) | 连接器胶带自动粘贴机 | |
| CN102582193B (zh) | 一种软包装锂电池自动贴膜机 | |
| CN203650980U (zh) | 自动贴钢片机 | |
| CN104369901B (zh) | 全自动口子胶贴附系统 | |
| CN106586663B (zh) | 全自动背胶贴合机 | |
| CN107770715A (zh) | 一种挂式耳机底壳部件的全自动组装机 | |
| CN102463727A (zh) | 一种全自动贴膜机 | |
| CN104528089A (zh) | 电池贴标机及其自动贴标方法 | |
| CN211169205U (zh) | 一种pcb板包边机构 | |
| CN106807594B (zh) | 一种板套产品全方位点胶组装机 | |
| CN105375058A (zh) | 电芯贴胶机 | |
| CN107758324A (zh) | 一种摄像头剥单方法及摄像头剥单设备 | |
| CN204280037U (zh) | 全自动口子胶贴附系统 | |
| CN104377064B (zh) | 一种自动化组装流水线装置 | |
| CN208498866U (zh) | 自动贴胶机 | |
| CN103722740A (zh) | 自动贴钢片机 | |
| CN207467138U (zh) | 一种高效贴膜机 | |
| CN104275768B (zh) | 一种卧式注塑机全自动送嵌片系统 | |
| CN106628965B (zh) | 一种全自动罐瓶盖覆膜设备 | |
| CN105609865A (zh) | 一种极片贴胶机 | |
| CN209455726U (zh) | 一种片料剥离贴附机构 | |
| CN205069782U (zh) | 一种锂电池多功能侧面贴胶机 | |
| CN110005673A (zh) | 一种耳机上垫盘、调音纸及喇叭的组装生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address |
Address after: 519090 the second floor of the first phase factory building and administrative office building, No.8, Chuangye East Road, Shuanglin, LIANGANG Industrial Zone, Jinwan District, Zhuhai City, Guangdong Province Patentee after: Zhuhai guanghaojie Technology Co., Ltd Address before: The 519090 Bay area Guangdong city of Zhuhai Province Hong Kong Industrial Zone Venture Road No. 8 Patentee before: ZHUHAI CITY GUANGHAOJIE PRECISION MACHINERY CO., LTD. |
|
| CP03 | Change of name, title or address |