CN103437062A - 同步清洁装置 - Google Patents
同步清洁装置 Download PDFInfo
- Publication number
- CN103437062A CN103437062A CN2013103870469A CN201310387046A CN103437062A CN 103437062 A CN103437062 A CN 103437062A CN 2013103870469 A CN2013103870469 A CN 2013103870469A CN 201310387046 A CN201310387046 A CN 201310387046A CN 103437062 A CN103437062 A CN 103437062A
- Authority
- CN
- China
- Prior art keywords
- roller
- sector gear
- cleaning device
- hairbrush
- sprocket wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Brushes (AREA)
Abstract
本发明涉及纺织机械领域的清洁装置,具体而言,涉及一种同步清洁装置。其包括传动装置、毛刷(8)和罗拉(10),罗拉(10)端部的电机(13)启动后,罗拉(10)开始滚动,同时带动传动装置工作,这时将罗拉(10)的横向力转变为垂向力,进而驱动毛刷(8)顺时针旋转清理针床上未被吸尘器吸干净的纱毛羽。该清洁装置借用罗拉(10)的滚动动力带动传动装置工作,耗电低、维修成本低、不易损坏。
Description
技术领域
本发明涉及纺织机械领域的清洁装置,具体而言,涉及一种同步清洁装置。
背景技术
现有的纺织领域中采用人工或毛刷辊对针床上的纱毛羽进行清洁。其中采用人工操作的需要在停机过程中进行,这样势必降低了生产的效率,而且在此过程中很容易造成人员的碰伤。而采用毛刷辊中则需要提供额外的动力源来驱动毛刷辊,这势必增加了成本。
例如申请号为200810015093.X的中国发明专利,其公开了一种精梳机毛刷辊自动清理装置及其清理方法,是在精梳机毛刷辊的上方设置吸尘罩通过风管与引风机连接,在精梳机毛刷辊的前部设置毛刷辊清理机构,通过毛刷辊清理机构与精梳机毛刷辊表面接触对粘附在精梳机毛刷辊上的杂物进行清理,毛刷辊清理机构由丝杠、导向杆、螺母和往复移动小车组成,螺母设置在往复移动小车的底部,导向杆与往复移动小车底部滑动连接,往复移动小车的上部设置有清理刷,清理刷通过纵向微调丝杠设置在往复移动小车上的螺母连接,纵向微调丝杠的端部还设置有调整手轮,与清理刷连接的还有导向轴,导向轴与往复移动小车上部的导向支架滑动连接,该清理装置本着自动化、清洁化、实效化的原则设计,但是该装置的结构较为复杂,制造成本高,零部件较多,维修麻烦等。
又例如申请号为200910115754.0的中国发明专利,其公开了一种波峰焊机的链爪清洁装置,毛刷设置在波峰焊机输送链的外侧,且由与波峰焊机输送链啮合的传动齿轮传动,该装置保证了毛刷与链爪的同步运动,减少毛刷的磨损;另外通过设计驱动装置驱动毛刷工作时与链爪接触,不工作时与链爪不接触,提高了毛刷的使用寿命,减少毛刷的更换维修,但是该装置中需要单独为毛刷提供动力源驱动其工作,这样势必增加了生产的成本。
另外,现有技术中的除尘毛刷盘是直接固定在电机的转动轴上的。其缺点是:1、毎台设备上多了两只电机;2、一只电机价格高在一万元左右;3、经常烧坏电机,维修工作量大,不易维护;4、耗电高等。
发明内容
本发明的目的是提供一种同步清洁装置,该清洁装置借用罗拉滚动时所产生的机械动力带动传动装置工作,不需要另外增加电机来提高动力,省去了两台电机的使用,耗电低、维修成本低、不易损坏。
为了实现上述设计目的,本发明采用的方案如下:
一种同步清洁装置,其包括传动装置、毛刷和罗拉,罗拉由电机驱动;毛刷位于纬纱针床的一侧,所述传动装置包括第一链轮、第二链轮、链条、第一扇形齿轮和第二扇形齿轮。罗拉端部的电机启动后,罗拉开始滚动,同时带动传动装置工作,这时将罗拉的横向力转变为垂向力,进而驱动毛刷顺时针旋转清理针床上未被吸尘器吸干净的纱毛羽。
罗拉,纺织机械中起喂给、牵伸、输出等作用的圆柱形回转零件,是英语词“roller”的音译,有辊和轴的含义。广泛用于牵伸、梳理、输送等机构。按所起的作用分为牵伸罗拉、喂给罗拉、紧压罗拉、工作罗拉等。牵伸罗拉是纺纱机牵伸机构的主要零件,由上罗拉和下罗拉成对组成罗拉拑口,握持纱条进行牵伸。罗拉的质量影响输出纱条的均匀度。在不加说明时,通常提到的罗拉即指牵伸下罗拉,它是外圆有沟槽、滚花、或光滑表面的钢制细长轴,常沿纺纱机的全长将若干根单节联接成整列,由传动机构积极传动。
优选的是,第一链轮、第二链轮和链条位于罗拉的一侧。
在上述任一方案中优选的是,所述链条上设有张紧轮。为了防止工作时间久了链条会出现松弛的现象而影响到整个装置的正常工作。
在上述任一方案中优选的是,所述罗拉的下端设有轴杆。
在上述任一方案中优选的是,所述轴杆的一端与第一链轮连接,另一端与罗拉上的一连接块连接。
在上述任一方案中优选的是,所述轴杆的两端均设有第一扇形齿轮。该装置中使用扇形齿轮能够有效地将罗拉所产生的横向机械力转变为带动毛刷旋转的垂向力。
在上述任一方案中优选的是,所述第一扇形齿轮与第二扇形齿轮啮合。
在上述任一方案中优选的是,所述第一扇形齿轮和第二扇形齿轮均为45度扇形齿轮。
在上述任一方案中优选的是,所述第一扇形齿轮的齿数为40。
在上述任一方案中优选的是,所述第二扇形齿轮的齿数为20。
在上述任一方案中优选的是,所述毛刷通过一连杆与第二扇形齿轮连接。在上叙
在上述任一方案中优选的是,所述第二扇形齿轮与连杆的组装件由轴承支撑在固定架上。
在上述任一方案中优选的是,所述毛刷为圆盘毛刷,具有毛刷齿和毛刷盘,所述毛刷盘的直径为90-110毫米,厚度为10-20毫米。
在上述任一方案中优选的是,所述毛刷的毛刷齿的材料为聚乙烯。
在上述任一方案中优选的是,所述毛刷的毛刷齿的长度为30-50毫米。
在上述任一方案中优选的是,所述第一扇形齿轮和第二扇形齿轮的均选用20Cr、40Cr或20CrMnTi等材料。
在上述任一方案中优选的是,所述第一扇形齿轮和第二扇形齿轮的加工工艺为:
1)下料;2)毛坯锻造;3)齿坯加工;4)加工键槽、螺纹;5)齿形粗加工和半精加工;6)齿形精加工;7)齿端倒角、去毛刺;8)齿轮几何精度的检验;9)热处理;10)安装基准面的精加工;11)再次齿形加工;12)强度喷丸;13)磷化处理;14)清理齿面;15)成品齿轮的配对检验;16)防锈和包装入库。
在上述任一方案中优选的是,所述第一扇形齿轮和第二扇形齿轮的毛坯件经过气体渗碳热处理工艺处理。
在上述任一方案中优选的是,所述第一扇形齿轮和第二扇形齿轮的毛坯件在气体渗碳热处理工艺处理之前经过:
1)正火;2)等温退火;3)去应力;4)探伤;5)表面处理;6)防渗措施;7)随炉试样;8)渗碳原料的选取。
在上述任一方案中优选的是,所述第一扇形齿轮和第二扇形齿轮的气体渗碳热处理的工艺为:
1)装炉;2)排气;3)渗碳温度和时间的控制;4)扩散;5)碳势的控制;6)随温处理;7)直接淬火;8)重复加热淬火;9)清洗;10)回火;11)喷砂或喷丸。
本发明的同步清洁装置的原理为:在纬纱针床工作时罗拉一侧的电机启动,在电机的带动下罗拉旋转,同时位于罗拉一侧的第一链轮也随之旋转,第一链轮与第二链轮通过链条连接在一起。第二链轮的旋转带动与之相连接的轴杆发生旋转,轴杆旋转的同时带动其两端的第一扇形齿轮开始旋转。由于第一扇形齿轮与第二扇形齿轮垂向啮合,从而将罗拉旋转时产生的水平向机械力转变为垂向力。第二扇形齿轮旋转时带动与之相连的毛刷顺时针旋转,将纬纱针床上的毛羽及灰尘向外清理。
附图说明
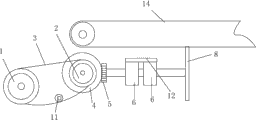
图1为按照本发明的同步清洁装置的主视图。
图2为按照本发明的图1所示的同步清洁装置的一优选实施例的侧视图。
图3为按照本发明的图1所示的同步清洁装置工作示意图。
图中标号说明:
第一链轮1,第二链轮2,链条3,第一扇形齿轮4,第二扇形齿轮5,轴承6,固定架7,毛刷8,轴杆9,罗拉10,张紧轮11,轴承座12,电机13,纬纱针床14。
具体实施方式
为了更好地理解按照本发明的同步清洁装置,下面结合附图描述按照本发明的同步清洁装置的具体实施例。
参考图1,按照本发明的同步清洁装置的主剖视图。一种同步清洁装置,其包括传动装置、毛刷8和罗拉10,罗拉10由电机13驱动;毛刷8位于纬纱针床14的一侧,所述传动装置包括第一链轮1、第二链轮2、链条3、第一扇形齿轮4和第二扇形齿轮5。罗拉10端部的电机启动后,罗拉10开始滚动,同时带动传动装置工作,这时将罗拉10的横向力转变为垂向力,进而驱动毛刷8顺时针旋转清理针床上未被吸尘器吸干净的纱毛羽。
在本实施例中,所述第一链轮1、第二链轮2和链条3位于罗拉10的一侧。
在本实施例中,所述罗拉10的下端设有轴杆9。
在本实施例中,所述轴杆9的一端与第一链轮2连接,另一端与罗拉10上的一连接块连接。
在本实施例中,所述轴杆9的两端均设有第一扇形齿轮4。
在本实施例中,所述第一扇形齿轮4与第二扇形齿轮5啮合,从而将罗拉10在旋转过程中产生的水平放下的机械力转变为驱动毛刷8旋转的垂向力。
在本实施例中,所述第一扇形齿轮4和第二扇形齿轮5均为45度扇形齿轮。
在本实施例中,所述第一扇形齿轮4的齿数为40。
在本实施例中,所述第二扇形齿轮5的齿数为20。
在本实施例中,所述毛刷8通过一连杆与第二扇形齿轮5连接,即毛刷8与第二扇形齿轮5同轴固定连接。
本发明的同步清洁装置的原理为:在纬纱针床14工作时罗拉10一侧的电机13启动,在电机13的带动下罗拉10旋转,同时位于罗拉10一侧的第一链轮1也随之旋转,第一链轮1与第二链轮2通过链条3连接在一起。第二链轮2的旋转带动与之相连接的轴杆9发生旋转,轴杆9旋转的同时带动其两端的第一扇形齿轮4开始旋转。由于第一扇形齿轮4与第二扇形齿轮5垂向啮合,从而将罗拉10旋转时产生的水平向机械力转变为垂向力。第二扇形齿轮5旋转时带动与之相连的毛刷8顺时针旋转,将纬纱针床14上的毛羽及灰尘向外清理。
在本实施例中,所述毛刷8为圆盘毛刷,具有毛刷齿和毛刷盘,所述毛刷盘的直径为90-110毫米,厚度为10-20毫米。本申请中毛刷盘的直径优选为100毫米,厚度优选为15毫米。
在本实施例中,所述毛刷8的毛刷齿的材料为聚乙烯。聚乙烯具有高的耐磨性,提高了毛刷8的使用寿命,减少毛刷更换维修,保证了纬纱针床14的正常工作。
聚乙烯为典型的热塑性塑料,是无臭、无味、无毒的可燃性白色粉末。成型加工的PE树脂均是经挤出造粒的蜡状颗粒料,外观呈乳白色。聚乙烯熔点为10-130摄氏度其耐低温性能优良,而且在-60摄氏度下仍可保持良好的力学性能。其物理性能为:白色蜡状半透明材料,柔而韧,比水轻,无毒,具有优越的介电性能。
在本实施例中,所述毛刷8的毛刷齿的长度为30-50毫米。在本申请中毛刷8的毛刷齿的长度优选为40毫米。
当然毛刷盘直径的大小、厚度以及毛刷齿的长度均可以根据需要进行选择。
接下来参阅图2所示,其为本发明的同步清洁装置的侧视图。第一链轮1与第二链轮2通过链条3连接在一起,并且第一链轮1与第二链轮2在同一平面上。第一链轮1与第二链轮2通过链条3连接在一起,当第一链轮1与第二链轮2旋转时,第二链轮2的旋转带动与之相连接的轴杆9发生旋转,轴杆9旋转的同时带动其两端的第一扇形齿轮4开始旋转。由于第一扇形齿轮4与第二扇形齿轮5垂向啮合,从而将罗拉10旋转时产生的水平向机械力转变为垂向力。第二扇形齿轮5旋转时带动与之相连的毛刷8顺时针旋转,将纬纱针床14上的毛羽及灰尘向外清理出去。
在本实施例中,所述链条3上设有张紧轮11。在链条3绕着第一链轮1、第二链轮2转动过程中时间久了链条3就会松懈,这时就要暂停电机13将链条3取下几节,这样就降低了生产效率;要不就要增大第一链轮1与第二链轮2的距离,这样将会使该装置占用更多的空间,对资源造成浪费,当在链条3上加装张紧轮11就不会出现链条3左右摇摆脱链的现象。
在本实施例中,所述第二扇形齿轮5与连杆的组装件由轴承6支撑在固定架7上,并且轴承6位于轴承座12上。本实施例中轴承6和轴承座12均为两个,当然实际工作中可以根据工作的需要增加或减少轴承6与轴承座12的数量。
本发明的一种替代方案:将上述的链传动替换为皮带传动,但是该方案存在一定的缺陷,会出现皮带打滑和松弛的现象,故当使用皮带传动时在皮带上要增加张紧轮,使该装置中的传动装置顺利工作。
最后参阅图3,其为本发明的同步清洁装置的工作示意图。工作时该清洁装置置于纬纱针床14的一侧,当罗拉10一侧的电机13启动,在电机13的带动下罗拉10旋转,同时位于罗拉10一侧的第一链轮1也随之旋转,第一链轮1与第二链轮2通过链条3连接在一起。第二链轮2的旋转带动与之相连接的轴杆9发生旋转,轴杆9旋转的同时带动其两端的第一扇形齿轮4开始旋转。由于第一扇形齿轮4与第二扇形齿轮5垂向啮合,从而将罗拉10旋转时产生的水平向机械力转变为垂向力。第二扇形齿轮5旋转时带动与之相连的毛刷8顺时针旋转,将纬纱针床14上的毛羽及灰尘向外清理。
在本实施例中,第一扇形齿轮4和第二扇形齿轮5的均选用20CrMnTi材料。
接下来叙述本发明中,第一扇形齿轮4和第二扇形齿轮5的加工工艺为:
1)下料;
2)毛坯锻造(自由锻造);
3)齿坯加工;
4)加工键槽、螺纹;
5)齿形粗加工和半精加工;
6)齿形精加工;
7)齿端倒角、去毛刺;
8)齿轮几何精度的检验;
9)热处理;
10)安装基准面的精加工;
11)再次齿形加工;
12)强度喷丸;
13)磷化处理(降低摩擦系数,在高载荷下防止擦面胶合);
14)清理齿面;
15)成品齿轮的配对检验;
16)防锈和包装入库。
在本实施例中,第一扇形齿轮4和第二扇形齿轮5的毛坯件经过气体渗碳热处理工艺处理,其处理之前经过:
1)正火;
锻造后的齿轮锻坯进行正火,正火温度为890-950℃,保温时间根据锻坯有效尺寸、装炉情况及炉型而定。锻坯正火后或正火加回火后的硬度均匀,单件硬度差值≤25HBS,同一批硬度差≤40HBS。
2)等温退火;
3)去应力;
当齿轮模数大于14毫米时,齿形粗加工后进行去应力退火处理或在600-650℃进行高温回火。
4)探伤;
5)表面处理;
待渗碳的齿轮进行清理或置于450-550℃炉内气化脱脂,除去表面油污、铁屑及其他有害杂物。
6)防渗措施;
对齿轮不需要渗碳的部位,可以采用防渗涂料涂敷表面。防渗涂料应附着牢固,渗碳处理后应易脱落,且对齿轮表面质量无有害影响。也可以采用镀铜或预留加工量等防渗措施。
7)随炉试样;
8)渗碳原料的选取。
选用滴注式气体渗碳炉作为热处理的设备,采用专用渗碳油、煤油、丙酮、异丙醇、醋酸乙酯、甲苯等任一种作渗碳剂,用甲醇作稀释剂。
上述的气体渗碳热处理的工艺为:
1)装炉;
将准备就绪的齿轮和随炉试样安放在吊装夹具上,齿轮装在夹具上时,轮齿之间不得有搭接,且轮齿工作面之间应留有足够间隙。
2)排气;
齿轮装炉后,温度达750℃以上时大量滴入甲醇,达850℃后再通入渗碳剂。当采用井式气体渗碳炉处理易畸变和可靠度要求高的齿轮以及装炉量较大使,应采取分段均温加热方式,同时通入氮气开始排气,炉温升至750℃后滴入甲醇。
当炉温达到设定的渗碳温度,且炉气碳势达0.8%时,即为排气结束,转入强渗阶段。
3)渗碳温度和时间的控制;
渗碳温度控制在890-930℃,渗碳时间根据渗碳温度而定。
4)扩散;
该齿轮要求渗层梯度平缓,故强渗后进行扩散。为了能够快速降低炉内碳势的气体,故加入氮气、空气等。
5)碳势的控制;
在未出现炭黑及工件表面碳化物级别允许的前提下,在强渗期炉内保持最高碳势,以获得最快的渗速。
6)随温处理;
由于该齿轮的材料选取20CrMnTi,需直接淬火,在渗碳炉内降温至840-860℃保温0.5-1h后投入淬火介质中冷却。当然对于齿轮面有较大加工留量时可以采用空冷。
7)直接淬火;
8)重复加热淬火;
由于渗碳后需机械加工或由于钢材特性渗碳后需预冷。
9)清洗;
在齿轮经淬火冷却至适当温度后进行清洗清除杂质。
10)回火;
齿轮清洗后及时低温回火,一般间隔不超过4h。本实施例中回火的温度为160-220℃,回火时间为2-4h。
11)冷处理;
本实施例中的齿轮精度不是要求过高,故不需要进行冷处理。
12)喷砂或喷丸。
热处理后的齿轮按照要求进行喷砂清理或喷丸强化,以提高齿轮的弯曲疲劳强度和接触疲劳强度。
综上所述,在整个纬纱设备中本发明的同步清洁装置位于位于该设备的中间位置,同时可以对两侧的纬纱针床14进行清洁处理,从而提供了效率,减少了成本。该清洁装置借用罗拉滚动时所产生的机械动力带动传动装置工作,省去了电机的使用,耗电低、维修成本低、不易损坏。本发明中的扇形齿轮具有耐磨性较高,使用寿命长,经过热处理后轮齿不易断裂等特点。
本领域技术人员不难理解,本发明的同步清洁装置包括本说明书中各部分的任意组合。限于篇幅且为了使说明书简明,在此没有将这些组合一一详细介绍,但看过本说明书后,由本说明书构成的各部分的任意组合构成的本发明的范围已经不言自明。
Claims (10)
1.一种同步清洁装置,其包括传动装置、毛刷(8)和罗拉(10),罗拉(10)由电机(13)驱动;毛刷(8)位于纬纱针床(14)的一侧,其特征在于:所述传动装置包括第一链轮(1)、第二链轮(2)、链条(3)、第一扇形齿轮(4)和第二扇形齿轮(5)。
2.如权利要求1所述的同步清洁装置,其特征在于:第一链轮(1)、第二链轮(2)和链条(3)位于罗拉(10)的一侧。
3.如权利要求1或2所述的同步清洁装置,其特征在于:链条(3)上设有张紧轮(11)。
4.如权利要求1所述的同步清洁装置,其特征在于:罗拉(10)的下端设有轴杆(9)。
5.如权利要求4所述的同步清洁装置,其特征在于:轴杆(9)的一端与第一链轮(2)连接,另一端与罗拉(10)上的一连接块连接。
6.如权利要求4或5所述的同步清洁装置,其特征在于:轴杆(9)的两端均设有第一扇形齿轮(4)。
7.如权利要求1所述的同步清洁装置,其特征在于:第一扇形齿轮(4)与第二扇形齿轮(5)啮合。
8.如权利要求1或7所述的同步清洁装置,其特征在于:第一扇形齿轮(4)和第二扇形齿轮(5)均为45度扇形齿轮。
9.如权利要求1或7所述的同步清洁装置,其特征在于:第一扇形齿轮(4)的齿数为40。
10.如权利要求1或7所述的同步清洁装置,其特征在于:第二扇形齿轮(5)的齿数为20。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2013103870469A CN103437062A (zh) | 2013-08-30 | 2013-08-30 | 同步清洁装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2013103870469A CN103437062A (zh) | 2013-08-30 | 2013-08-30 | 同步清洁装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103437062A true CN103437062A (zh) | 2013-12-11 |
Family
ID=49690774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2013103870469A Pending CN103437062A (zh) | 2013-08-30 | 2013-08-30 | 同步清洁装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103437062A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104999237A (zh) * | 2014-08-14 | 2015-10-28 | 苏州优金金属成型科技有限公司 | 一种汽车花键轴齿轮锻造工艺 |
| CN107313172A (zh) * | 2016-05-20 | 2017-11-03 | 乐清市华尊电气有限公司 | 一种电脑提花机的防尘装置 |
| CN108018838A (zh) * | 2017-12-12 | 2018-05-11 | 曹诗晴 | 一种环保型机器人 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU896109A1 (ru) * | 1980-04-19 | 1982-01-07 | За витель | Приспособление дл чистки игольницы к плосков зальной машине |
| JP2003250726A (ja) * | 2002-03-01 | 2003-09-09 | Kozo Iketani | 電気掃除機用フローリングワックスクリーナーヘッド |
| CN201074260Y (zh) * | 2007-06-26 | 2008-06-18 | 鲁泰纺织股份有限公司 | 环锭细纱机罗拉自清洁装置 |
| CN201197692Y (zh) * | 2008-04-30 | 2009-02-25 | 亓翠 | 便携式图书除尘器 |
| CN101676073A (zh) * | 2008-09-18 | 2010-03-24 | 刘昕 | 清洗机机械清洗手臂 |
| CN201530895U (zh) * | 2009-11-11 | 2010-07-21 | 际华三五零九纺织有限公司 | 用于粗纱机上下清洁装置的加速传动系统 |
| CN102979884A (zh) * | 2012-11-23 | 2013-03-20 | 无锡威孚中意齿轮有限责任公司 | 矿用车轿轮边减速器行星齿轮及其制造方法 |
| CN202968839U (zh) * | 2012-11-20 | 2013-06-05 | 山东新易丰毛绒制品有限公司 | 纺纱车间用的轮式清洁器 |
| CN203530598U (zh) * | 2013-08-30 | 2014-04-09 | 振石集团恒石纤维基业有限公司 | 同步清洁装置 |
-
2013
- 2013-08-30 CN CN2013103870469A patent/CN103437062A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU896109A1 (ru) * | 1980-04-19 | 1982-01-07 | За витель | Приспособление дл чистки игольницы к плосков зальной машине |
| JP2003250726A (ja) * | 2002-03-01 | 2003-09-09 | Kozo Iketani | 電気掃除機用フローリングワックスクリーナーヘッド |
| CN201074260Y (zh) * | 2007-06-26 | 2008-06-18 | 鲁泰纺织股份有限公司 | 环锭细纱机罗拉自清洁装置 |
| CN201197692Y (zh) * | 2008-04-30 | 2009-02-25 | 亓翠 | 便携式图书除尘器 |
| CN101676073A (zh) * | 2008-09-18 | 2010-03-24 | 刘昕 | 清洗机机械清洗手臂 |
| CN201530895U (zh) * | 2009-11-11 | 2010-07-21 | 际华三五零九纺织有限公司 | 用于粗纱机上下清洁装置的加速传动系统 |
| CN202968839U (zh) * | 2012-11-20 | 2013-06-05 | 山东新易丰毛绒制品有限公司 | 纺纱车间用的轮式清洁器 |
| CN102979884A (zh) * | 2012-11-23 | 2013-03-20 | 无锡威孚中意齿轮有限责任公司 | 矿用车轿轮边减速器行星齿轮及其制造方法 |
| CN203530598U (zh) * | 2013-08-30 | 2014-04-09 | 振石集团恒石纤维基业有限公司 | 同步清洁装置 |
Non-Patent Citations (1)
| Title |
|---|
| 王万智等: "《钢的渗碳》", 30 September 1985, 机械工业出版社 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104999237A (zh) * | 2014-08-14 | 2015-10-28 | 苏州优金金属成型科技有限公司 | 一种汽车花键轴齿轮锻造工艺 |
| CN107313172A (zh) * | 2016-05-20 | 2017-11-03 | 乐清市华尊电气有限公司 | 一种电脑提花机的防尘装置 |
| CN107313172B (zh) * | 2016-05-20 | 2019-01-25 | 乐清市华尊电气有限公司 | 一种电脑提花机的防尘装置 |
| CN108018838A (zh) * | 2017-12-12 | 2018-05-11 | 曹诗晴 | 一种环保型机器人 |
| CN108018838B (zh) * | 2017-12-12 | 2019-11-12 | 曹诗晴 | 一种环保型机器人 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203530598U (zh) | 同步清洁装置 | |
| CN102766751B (zh) | 一种回转支承齿轮淬火的工艺方法 | |
| JP6480423B2 (ja) | コンベア炉 | |
| CN103437062A (zh) | 同步清洁装置 | |
| CN113088665B (zh) | 一种专用凸轮轴高频淬火装备 | |
| CN101691010A (zh) | 一种多功能数控设备 | |
| CN108202088A (zh) | 一种小规格钛及钛合金棒线材的加工方法 | |
| CN115889496A (zh) | 钢管生产工艺 | |
| RU2529147C2 (ru) | Способ ремонта полых валков центробежной машины для получения минеральной ваты | |
| CN110923437A (zh) | 一种金属板带材热处理螺旋辊道 | |
| CN201183812Y (zh) | 中小型轴承套圈热处理淬火机 | |
| CN113386036A (zh) | 一种自去渣型轴承研磨工艺及其研磨装置 | |
| CN101805882A (zh) | 控制气体氮碳共渗零件变形的工艺 | |
| CN106826036B (zh) | 一种分段式薄壁圆管熔敷装置 | |
| CN212864887U (zh) | 摩托车曲柄电加热淬火装置 | |
| CN101942556A (zh) | 一种瓦楞辊激光淬火处理方法 | |
| CN210796569U (zh) | 链轮高频连续淬火装置 | |
| CN213172450U (zh) | 一种轴锻件淬火清洁装置 | |
| CN114517255A (zh) | 一种大型柴油发动机曲轴表面中频感应淬火方法 | |
| CN113667812A (zh) | 一种中碳合金钢无软带大型轧机轴承的加工方法 | |
| CN207828377U (zh) | 一种用于曲轴同步热处理的装置 | |
| CN203487198U (zh) | 齿毂的热处理用垫圈组 | |
| KR20220043723A (ko) | 고정자 샤프트 고주파 열처리 장치 | |
| CN206956094U (zh) | 一种热处理用双室真空炉的送料系统 | |
| CN112301201A (zh) | 一种连续式退火炉及其用于中厚板连续固溶处理的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C05 | Deemed withdrawal (patent law before 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20131211 |