CN103240392A - 一种铸造消失模模型用多线连续工位干燥成套装置 - Google Patents
一种铸造消失模模型用多线连续工位干燥成套装置 Download PDFInfo
- Publication number
- CN103240392A CN103240392A CN2013101804674A CN201310180467A CN103240392A CN 103240392 A CN103240392 A CN 103240392A CN 2013101804674 A CN2013101804674 A CN 2013101804674A CN 201310180467 A CN201310180467 A CN 201310180467A CN 103240392 A CN103240392 A CN 103240392A
- Authority
- CN
- China
- Prior art keywords
- model
- dried
- drying shed
- covering device
- transition chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Drying Of Solid Materials (AREA)
Abstract
本发明涉及一种铸造消失模模型用多线连续工位干燥成套装置,所述干燥成套装置安装在隧道式干燥房内,干燥房内设置多条模型输送线,泡沫模型设置在模型输送线上,并由模型输送线带动向前运动,所述干燥房的两端设置有进料端过渡室和出料端过渡室;所述干燥房的进料端设置进料口风幕,在出料端设置出料口风幕,泡沫模型进入进料端过渡室通过进料口风幕进入干燥房干燥,泡沫模型通过出料口风幕后进入出料端过渡室。本发明所述干燥成套装置,其结构设计科学合理,功能优良,节能降耗,生产效率高,最大程度消除了质量隐患,实现自动化控制。
Description
技术领域
本发明涉及一种多线连续工位干燥成套装置,主要用于铸造消失模的干燥,具体涉及消失模铸造用泡沫模型的干燥装置,属于铸造技术领域。
背景技术
消失模铸造是将与铸件尺寸形状相似的泡沫模型粘结在一起,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件。
现有的消失模铸造所用泡沫模型的干燥,一般是采用单室烘房或悬挂线烘房,台车或悬挂线进出料,蒸汽热能或电烘烤,其生产效率低,热损失大,工作环境也较差。模型在烘烤过程中不易准确控制,模型烘烤不均匀,易变形,这给后续的铸造成型带来很大的质量隐患。
发明内容
本发明正是针对现有技术存在的不足,提供一种铸造消失模模型用多线连续工位干燥成套装置。
为解决上述问题,本发明所采取的技术方案如下:
一种铸造消失模模型用多线连续工位干燥成套装置,所述干燥成套装置安装在隧道式干燥房内,干燥房内设置多条模型输送线,泡沫模型设置在模型输送线上,并由模型输送线带动向前运动,所述干燥房的两端设置有进料端过渡室和出料端过渡室;所述干燥房的进料端设置进料口风幕,在出料端设置出料口风幕,泡沫模型进入进料端过渡室通过进料口风幕进入干燥房干燥,泡沫模型通过出料口风幕后进入出料端过渡室。
作为上述技术方案的改进,所述模型输送线采用并排两道结构形式,每道采用双层结构。
作为上述技术方案的改进,所述模型输送线上设置模型输送线构架,每条模型输送线有相互独立的动力传动机构,所述动力传动机构包括:模型输送线电机总成、传动链条、头轮、牵引链,传动链条带动头轮转动,头轮带动牵引链传动,牵引链带动模型输送线型板向前运动。
作为上述技术方案的改进,所述牵引链上的每节链节上设置有装配支架,螺栓将装配支架与模型输送线型板紧固在一起。
作为上述技术方案的改进,所述模型输送线型板为不锈钢槽形多孔板式结构,其透孔直径为Φ8mm~Φ12mm。
作为上述技术方案的改进,所述干燥房内设置倒U形结构的热风循环装置,在循环通道的顶部设置循环热风风机,在干燥房两侧的下部设置循环热风风箱和散热器。
作为上述技术方案的改进,所述干燥房内设置有除湿装置。
作为上述技术方案的改进,所述除湿装置包括:除湿吸风口、吸风管、调节阀和除湿风机。
本发明与现有技术相比较,本发明的实施效果如下:
(1)增设进、出料过渡室,其作用有二:一是对进出料口散发的热量聚集利用;二是过渡室使干燥房与外界形成了温度梯度。经监测,一般在环境温度18℃,干燥房烘干温度65℃时,进料端过渡室内温度27~30℃,出料端过渡室内温度34~37℃。这不仅提高了热能利用率,同时避免了急热急冷导致的泡沫模型变形。
(2)模型输送线型板采用不锈钢多孔板。目前常用的输送线有钢网式、链板式等,钢网输送线运行中易变形打滑,链板式输送线成本高、传动阻力大,清理不方便。本发明泡沫模型输送线型板采用不锈钢槽形多孔板式结构。其耐热耐腐蚀,轨道面平整不变形,运行平稳不打滑,轨道面清理方便。
(3)干燥房内温度均匀、稳定。
(4)干燥房在连续运行中可自动除湿。
(5)本发明所述干燥房容量大,进出料口常闭,加之连续运行及过渡室对泡沫模型预热、缓冷的综合结果,其热利用率比单室干燥房提高20%~25%,生产效率是单室干燥房的5倍左右。
综上所述,本发明所述干燥成套装置,其结构设计科学合理,功能优良,节能降耗,生产效率高,最大程度消除了质量隐患,实现自动化控制。
附图说明
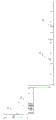
图1为本发明所述多线连续工位干燥成套装置结构示意图;
图2为图1的A-A剖视图;
图3为图1的B-B剖视图;
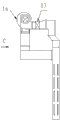
图4为本发明所述多线连续工位干燥成套装置中风幕结构示意图;
图5为图4的C向视图;
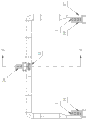
图6为本发明所述泡沫模型输送线结构示意图;
图7为图6的D向视图;
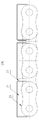
图8为泡沫模型输送线链板装配示意图;
图9为图8的E向视图;
图10为本发明所述热风循环结构示意图;
图11为图10的F-F剖视图;
图12为本发明所述除湿装置结构示意图。
其中:
1—干燥房、2—模型输送线、3—散热器、4—热风循环装置、5—除湿装置、6—进料口风幕、7—出料口风幕、8—进料端过渡室、9—出料端过渡室、10—出风口、11—进风口、12—泡沫模型、13—软接管、14—风幕送风管、15—风幕回风管、16—风幕风机、17—模型输送线电机总成、18—传动链条、19—头轮、20—牵引链、21—模型输送线构架、22—张紧装置、23—模型输送线型板、24—紧固螺栓、25—装配支架、26—循环热风风机、27—循环热风风箱、28—除湿吸风口、29—吸风管、30—调节阀、31—除湿风机、32—排风管。
具体实施方式
下面将结合具体的实施例来说明本发明的内容。
如图1所示,为本发明所述多线连续工位干燥成套装置结构示意图,图2为图1的A-A剖视图,图3为图1的B-B剖视图。本发明所述多线连续工位干燥成套装置安装在干燥房1内,干燥房1为隧道式整体结构,多工位共用进出料口。模型输送线2在干燥房1内的设置采用并排两道结构形式,每道采用双层结构,共四条模型输送线2。泡沫模型12放置在模型输送线2上,模型输送线2在干燥房1内从左至右向前运动,带动泡沫模型12穿过干燥房1,最终实现泡沫模型12的干燥与定型。
本发明所述干燥成套装置,在干燥房1的两端增设了进料端过渡室8和出料端过渡室9。泡沫模型12先从进料端过渡室8进入干燥房1内,最终再从出料端过渡室9转出。这样的结构设置,避免了进出料时,由于频繁开关门而造成的热损耗,同时,泡沫模型12在进料端过渡室8停留一定时间,得到充分的预热再进入干燥房1;在出料端过渡室9内停留一定时间,烘干后的泡沫模型12得到缓冷,再进入下一工序,从而避免了急热急冷导致的泡沫模型12变形。
在干燥房1的进料端设置进料口风幕6,在出料端设置出料口风幕7。如图4所示,为本发明所述风幕结构示意图,图5为图4的C向视图。风幕风机16采用软接管13与风幕送风管14、风幕回风管15相连,风幕风机16为高转速电机,将空气从风幕送风管14高速流向风幕回风管15内,这样干燥房1的进出料口各形成一道强大的气流屏障,阻止干燥房1的内外空气进行热交换,减少了干燥房1内的热损失,也保证了干燥房1内干燥温度的均匀稳定。
如图6所示,为本发明所述泡沫模型输送线结构示意图,图7为图6的D向视图。每条模型输送线2有相互独立的动力、传动机构,运行方式可变频调速。模型输送线电机总成17与头轮19之间设置有传动链条18,当模型输送线电机总成17工作时,由传动链条18带动头轮19转动。头轮19再带动牵引链20传动。在模型输送线2上设置模型输送线构架21,由牵引链20带动模型输送线型板23不断向前运动,这样最终将设置在模型输送线2上的泡沫模型12带动向前运动。为了确保牵引链20的有效传动,必须保证牵引链20具有一定的张力,为此,本发明所述模型输送线2上还设置张紧装置22。
如图8所示,为泡沫模型输送线链板装配示意图,图9为图8的E向视图。模型输送线型板23为不锈钢槽形多孔板式结构,模型输送线型板23设置在模型输送线构架21上,由牵引链20带动向前传动。
在牵引链20上的每节链节上设置有装配支架25,螺栓24将装配支架25与模型输送线型板23紧固在一起。模型输送线型板23的透孔直径优选为Φ8mm~Φ12mm,透孔率(面积比)控制在25%左右。
如图10所示,为本发明所述热风循环结构示意图,图11为图10的F-F剖视图。在干燥房1内设置热风循环装置4,其循环通道呈倒U形结构,在循环通道的顶部设置循环热风风机26,在干燥房1两侧的下部设置循环热风风箱27和散热器3。循环热风风机26促使风从顶部中间位置的进风口11进入,沿管道流向干燥房1两侧下部,穿过循环热风风箱27和散热器3时被加热,再由出风口10吹出,这样对模型输送线2上的泡沫模型12加热烘干。
一般情况下,四台散热器3配置一套热风循环装置4,每套热风循环装置4有一个进风口11、两个热风出风口10,每个出风口10设置两台散热器3。对于多线连续工位的干燥房1来说,一套热风循环装置4适宜的烘干作用长度一般为4米~5米。以40米长型的干燥房1为例,一般应配置8套~10套。出风口10在干燥房1内均匀对称布置,每套热风循环装置4独立控制,风速风量可调,既保证了干燥房1内温度的均匀性、稳定性,还可以针对不同产品,实现干燥温度的调节。
与单室的干燥房1不同,本发明所述的多线连续工位的干燥房1用于大批量生产,一般是长时间连续运行,且运行时段内干燥房1一直处于封闭状态,被泡沫模型12带入的水分使干燥房1内湿度很大,潮湿的热空气很容易造成泡沫模型12变形,或涂料层开裂、剥落等问题。为此,本发明所述的干燥房1增设了一套除湿装置5,当干燥房1相对湿度超过40%时,除湿装置5自动启动运行。
如图12所示,为本发明所述除湿装置5的结构示意图。干燥房1的空气通过除湿吸风口28进入吸风管29,当相对湿度超过40%时,调节阀30打开,促使除湿风机31工作,将湿度较大的内部空气通过排风管32排出干燥房1,确保内部空气保持在一定湿度范围内。
本发明所述多线连续工位干燥成套装置的运行过程如下:
泡沫模型12在进料端过渡室8停留一定时间后,得到充分的预热,进入模型输送线2,从而开始干燥。散热器3从干燥房1两侧提供的热量,通过热风循环装置4的出风口10排出,吹向干燥房1中间的四条模型输送线2上,对泡沫模型12进行烘干,余热被带入进风口11进入下一轮热风循环。干燥房1的封闭,由设置在干燥房1两端的进料口风幕6和出料口风幕7实现。由于干燥房1内长时间的封闭,被泡沫模型12和风带入干燥房1内的水分累积会使干燥房1内湿度加大,从而影响泡沫模型12的烘干质量,当达到设定值时,除湿装置5开始工作,自动控制干燥房1内的湿度。干燥后的泡沫模型12在出料端过渡室9缓冷到接近常温,再转入造型工序。
以上内容是结合具体的优选实施方式对本发明所作的详细说明,不能认定本发明具体实施仅限于这些说明。对于本发明所属技术领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明保护的范围。
Claims (8)
1.一种铸造消失模模型用多线连续工位干燥成套装置,所述干燥成套装置安装在隧道式干燥房(1)内,干燥房(1)内设置多条模型输送线(2),泡沫模型(12)设置在模型输送线(2)上,并由模型输送线(2)带动向前运动,其特征是,所述干燥房(1)的两端设置有进料端过渡室(8)和出料端过渡室(9);所述干燥房(1)的进料端设置进料口风幕(6),在出料端设置出料口风幕(7),泡沫模型(12)进入进料端过渡室(8)通过进料口风幕(6)进入干燥房(1)干燥,泡沫模型(12)通过出料口风幕(7)后进入出料端过渡室(9)。
2.如权利要求1所述一种铸造消失模模型用多线连续工位干燥成套装置,其特征是,所述模型输送线(2)采用并排两道结构形式,每道采用双层结构。
3.如权利要求1或2所述一种铸造消失模模型用多线连续工位干燥成套装置,其特征是,所述模型输送线(2)上设置模型输送线构架(21),每条模型输送线(2)有相互独立的动力传动机构,所述动力传动机构包括:模型输送线电机总成(17)、传动链条(18)、头轮(19)、牵引链(20),传动链条(18)带动头轮(19)转动,头轮(19)带动牵引链(20)传动,牵引链(20)带动模型输送线型板(23)向前运动。
4.如权利要求3所述一种铸造消失模模型用多线连续工位干燥成套装置,其特征是,所述牵引链(20)上的每节链节上设置有装配支架(25),螺栓(24)将装配支架(25)与模型输送线型板(23)紧固在一起。
5.如权利要求4所述一种铸造消失模模型用多线连续工位干燥成套装置,其特征是,所述模型输送线型板(23)为不锈钢槽形多孔板式结构,其透孔直径为Φ8mm~Φ12mm。
6.如权利要求1所述一种铸造消失模模型用多线连续工位干燥成套装置,其特征是,所述干燥房(1)内设置倒U形结构的热风循环装置(4),在循环通道的顶部设置循环热风风机(26),在干燥房(1)两侧的下部设置循环热风风箱(27)和散热器(3)。
7.如权利要求1所述一种铸造消失模模型用多线连续工位干燥成套装置,其特征是,所述干燥房(1)内设置有除湿装置(5)。
8.如权利要求7所述一种铸造消失模模型用多线连续工位干燥成套装置,其特征是,所述除湿装置(5)包括:除湿吸风口(28)、吸风管(29)、调节阀(30)和除湿风机(31)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310180467.4A CN103240392B (zh) | 2013-05-16 | 2013-05-16 | 一种铸造消失模模型用多线连续工位干燥成套装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310180467.4A CN103240392B (zh) | 2013-05-16 | 2013-05-16 | 一种铸造消失模模型用多线连续工位干燥成套装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103240392A true CN103240392A (zh) | 2013-08-14 |
| CN103240392B CN103240392B (zh) | 2015-04-15 |
Family
ID=48920462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310180467.4A Expired - Fee Related CN103240392B (zh) | 2013-05-16 | 2013-05-16 | 一种铸造消失模模型用多线连续工位干燥成套装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103240392B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105057592A (zh) * | 2015-07-29 | 2015-11-18 | 无锡范尼韦尔工程有限公司 | 一种新型的熔模铸造制壳生产线 |
| CN110102709A (zh) * | 2019-04-17 | 2019-08-09 | 安徽南凯元机械有限公司 | 消失模的烘干方法、消失模的制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2155459Y (zh) * | 1993-04-15 | 1994-02-09 | 黄素真 | 水平式红外线干燥机 |
| CN2682354Y (zh) * | 2004-03-16 | 2005-03-02 | 河南省粮油机械工程有限公司 | 一种带式烘干机 |
| CN101954444A (zh) * | 2010-09-16 | 2011-01-26 | 昆明铁路配件工业贸易公司 | 消失模铸造的模样干燥方法及其模样干燥房 |
| CN202015815U (zh) * | 2011-04-09 | 2011-10-26 | 山东信达汽车配件制造有限公司 | 消失模铸造微波烘干白模的设备 |
| CN202517001U (zh) * | 2011-09-30 | 2012-11-07 | 刘成文 | 消失模红外线连续烘干炉 |
-
2013
- 2013-05-16 CN CN201310180467.4A patent/CN103240392B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2155459Y (zh) * | 1993-04-15 | 1994-02-09 | 黄素真 | 水平式红外线干燥机 |
| CN2682354Y (zh) * | 2004-03-16 | 2005-03-02 | 河南省粮油机械工程有限公司 | 一种带式烘干机 |
| CN101954444A (zh) * | 2010-09-16 | 2011-01-26 | 昆明铁路配件工业贸易公司 | 消失模铸造的模样干燥方法及其模样干燥房 |
| CN202015815U (zh) * | 2011-04-09 | 2011-10-26 | 山东信达汽车配件制造有限公司 | 消失模铸造微波烘干白模的设备 |
| CN202517001U (zh) * | 2011-09-30 | 2012-11-07 | 刘成文 | 消失模红外线连续烘干炉 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105057592A (zh) * | 2015-07-29 | 2015-11-18 | 无锡范尼韦尔工程有限公司 | 一种新型的熔模铸造制壳生产线 |
| CN105057592B (zh) * | 2015-07-29 | 2018-05-18 | 无锡范尼韦尔工程有限公司 | 一种熔模铸造制壳生产线 |
| CN110102709A (zh) * | 2019-04-17 | 2019-08-09 | 安徽南凯元机械有限公司 | 消失模的烘干方法、消失模的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103240392B (zh) | 2015-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203586723U (zh) | 一种谷物远红外干燥装置 | |
| CN201440025U (zh) | 一种高水份挤出砖的自循环干燥设备 | |
| CN201752623U (zh) | 一种节能除湿机 | |
| CN201237426Y (zh) | 自循环干燥设备 | |
| CN205201863U (zh) | 输送一体式除湿干燥机 | |
| CN207204522U (zh) | 一种高效的涂布隔膜烘干装置 | |
| CN103240392B (zh) | 一种铸造消失模模型用多线连续工位干燥成套装置 | |
| CN202635470U (zh) | 食品烘干设备 | |
| CN101105363A (zh) | 一种钢带式干燥机 | |
| CN105509434A (zh) | 连续性旋转式热风干燥机 | |
| CN202709690U (zh) | 一种能调节湿度的电池极板固化烘房 | |
| CN208887280U (zh) | 一种用于化肥生产中的烘干装置 | |
| CN208006053U (zh) | 一种塑胶颗粒烘干搅拌装置 | |
| CN201964734U (zh) | 电瓷产品坯体湿法成形的隧道式烘干装置 | |
| CN202930249U (zh) | 电容器外壳烘干机 | |
| CN104748536A (zh) | 一种陶瓷高温烘干装置 | |
| CN2367988Y (zh) | 刮板流化床烘干机 | |
| CN208543788U (zh) | 一种铝塑复合板生产线挤出装置 | |
| CN212778529U (zh) | 热风烘干设备 | |
| CN104953095B (zh) | 一种高效高温固化干燥室 | |
| CN204006985U (zh) | 一种太阳空气能干燥机 | |
| CN219006465U (zh) | 一种混凝土砌块烘烤装置 | |
| CN208458427U (zh) | 一种高效衬布烘干装置 | |
| CN105333719A (zh) | 组合式热风连续烘干设备 | |
| CN208312974U (zh) | 一种碳纤维轿车轮毂生产用碳纤维的加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20150415 Termination date: 20180516 |