CN103111027A - 压缩氧气自救器的二氧化碳吸收罐及加工方法 - Google Patents
压缩氧气自救器的二氧化碳吸收罐及加工方法 Download PDFInfo
- Publication number
- CN103111027A CN103111027A CN2013100443664A CN201310044366A CN103111027A CN 103111027 A CN103111027 A CN 103111027A CN 2013100443664 A CN2013100443664 A CN 2013100443664A CN 201310044366 A CN201310044366 A CN 201310044366A CN 103111027 A CN103111027 A CN 103111027A
- Authority
- CN
- China
- Prior art keywords
- inlet end
- tank body
- end cap
- compressed oxygen
- rescuer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
本发明涉及压缩氧气自救器技术,特别涉及压缩氧气自救器的二氧化碳吸收罐及加工方法。一种压缩氧气自救器的二氧化碳吸收罐,特点在于它包括带有出气口的出气端盖压接在罐体上,罐体另一端压接在带有进气口的进气端盖上,罐体内部顺序放置O型圈、衬圈、出气端过滤网、出气端过滤毡、出气端过滤网组、二氧化碳吸收剂、进气端过滤网组、进气端过滤毡、弹簧座、弹簧、进气端过滤网;还包括一种压缩氧气自救器的二氧化碳吸收罐加工方法。本发明压缩氧气自救器的二氧化碳吸收罐中低压下不易漏气、多层过滤,气密性好,吸收剂产生粉末率极低,压缩氧气自救器的二氧化碳吸收罐加工方法工艺简单,二氧化碳吸收罐散热好、外表美观。
Description
技术领域
本发明涉及压缩氧气自救器技术,特别涉及压缩氧气自救器的二氧化碳吸收罐及加工方法。
技术背景
现有的压缩氧气自救器的二氧化碳吸收罐,大部分是采用的吸收罐体和外壳为一体的复合罐。第一,现有的复合罐对整台压缩氧气自救器的气密性要求比较高。而且,气密性也比较难保证。第二,现有的复合罐内没有吸收剂的压紧装置。吸收剂会因为震动比较容易产生粉末。第三,现有的复合罐采用的都是双层的小孔过滤。当吸收剂产生粉末时,定量孔或补给装置会被粉末堵死而无法使用。必须定期更换二氧化碳吸收剂。另一种是外壳搭接等离子焊的金属外壳,这种金属外壳工艺复杂,焊接后需要打磨,工序较长。焊点、焊渣影响外观质量。而且在中、低压下较容易漏气。
发明内容
为了解决现有的压缩氧气自救器产品上的二氧化碳吸收罐存在的不足。本发明提供了一种可用在压缩氧气自救器产品上的不易漏气、多层过滤、具有压紧装置的二氧化碳吸收罐及加工方法。
本发明所要解决技术问题的技术方案是:提供一种压缩氧气自救器的二氧化碳吸收罐,特点在于它包括带有出气口的出气端盖压接在罐体上,罐体另一端压接在带有进气口的进气端盖上,罐体内部顺序放置O型圈、衬圈、出气端过滤网、出气端过滤毡、出气端过滤网组、二氧化碳吸收剂、进气端过滤网组、进气端过滤毡、弹簧座、弹簧、进气端过滤网。
其中:罐体为圆筒形,罐体表面加工有加强筋。
其中:罐体、出气端盖、进气端盖用金属材料。
一种压缩氧气自救器的二氧化碳吸收罐加工方法,用常规工艺加工进气端盖、出气端盖,特点在于罐体加工根据罐体的直径和长度确定展开长度和宽度,用落料模具将不锈钢板落料,用压型模具多次压型成圆筒状,用激光焊机将圆筒对焊接后在冲床上撑型,对圆筒两端翻边后切边,在冲床上用模具多次压出罐体上的加强筋后用胎具将罐体抛光。
其中:组装过程为用封罐机将罐体和出气端盖用一道工序,两个工步进行弯曲滚封,在罐体内部,将带有O型圈的衬圈压在出气端盖上,出气端过滤网压在衬圈上,再顺序压入出气端过滤毡、出气端过滤网组,装实二氧化碳吸收剂后顺序压入进气端过滤网组、进气端过滤毡、弹簧座、弹簧、进气端过滤网,用封罐机在压紧弹簧的同时,将进气端盖与罐体进行一道工序,两个工步的弯曲滚封。
本发明的有益效果是:压缩氧气自救器的二氧化碳吸收罐中低压下不易漏气、多层过滤,气密性好,吸收剂产生粉末率极低,压缩氧气自救器的二氧化碳吸收罐加工方法工艺简单,二氧化碳吸收罐散热好、气密性好,承受中、低压,外表美观。
附图说明
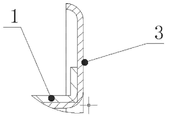
图1为本发明的结构示意图;
图2为图1的B处放大视图;
图3为本发明清净罐体两端弯曲成型前的结构示意图;
图4为图3的A处放大视图。
具体实施方式
附图编号
图中1.罐体,2.进气端过滤毡,3.进气端盖,4.进气端过滤网,5.弹簧,6.弹簧座,7.进气端过滤网组,8.出气端过滤网,9.O型圈,10.衬圈,11.出气端盖,12.二氧化碳吸收剂,13.出气端过滤毡,14.出气端过滤网组,15.出气口,16.进气口。
第一实施例
参见图1、图2、图3、图4,一种压缩氧气自救器的二氧化碳吸收罐,特点在于它包括带有出气口15的出气端盖11压接在罐体1上,罐体1另一端压接在带有进气口16的进气端盖3上,罐体内部顺序放置O型圈9、衬圈10、出气端过滤网8、出气端过滤毡13、出气端过滤网组14、二氧化碳吸收剂12、进气端过滤网组7、进气端过滤毡2、弹簧座6、弹簧5、进气端过滤网4。
其中:罐体1为圆筒形,罐体1表面加工有加强筋。
其中:罐体1、出气端盖11、进气端盖3用不锈钢材料。
第二实施例
一种压缩氧气自救器的二氧化碳吸收罐加工方法,用常规工艺加工进气端盖3、出气端盖11,特点在于罐体1加工根据罐体1的直径和长度确定展开长度和宽度,用落料模具将不锈钢板落料,用压型模具六次压型成圆筒状,用激光焊机将圆筒对焊接后在冲床上撑型,对圆筒两端翻边后切边,在冲床上用模具3次压出罐体1上的加强筋后用胎具将罐体1抛光。
其中:组装过程为用GT4A19F型号封罐机将罐体1和出气端盖11用一道工序,两个工步进行弯曲滚封,在罐体1内部,将带有O型圈9的衬圈10压在出气端盖11上,出气端过滤网8压在衬圈上,再顺序压入出气端过滤毡13、出气端过滤网组14,装实二氧化碳吸收剂12后顺序压入进气端过滤网组7、进气端过滤毡2、弹簧座6、弹簧5、进气端过滤网4,用GT4A19F型号封罐机在压紧弹簧5的同时,将进气端盖3与罐体1进行一道工序,两个工步的弯曲滚封。
Claims (7)
1. 一种压缩氧气自救器的二氧化碳吸收罐,特征在于:它包括带有出气口的出气端盖压接在罐体上,罐体另一端压接在带有进气口的进气端盖上,罐体内部顺序放置O型圈、衬圈、出气端过滤网、出气端过滤毡、出气端过滤网组、二氧化碳吸收剂、进气端过滤网组、进气端过滤毡、弹簧座、弹簧、进气端过滤网。
2.根据权利要求1所述的一种压缩氧气自救器的二氧化碳吸收罐,其特征在于:罐体为圆筒形,罐体表面加工有加强筋。
3. 根据权利要求1所述的一种压缩氧气自救器的二氧化碳吸收罐,其特征在于:罐体、出气端盖、进气端盖用金属材料。
4. 根据权利要求2所述的一种压缩氧气自救器的二氧化碳吸收罐,其特征在于:罐体、出气端盖、进气端盖用金属材料。
5. 根据权利要求1或2或3或4所述的一种压缩氧气自救器的二氧化碳吸收罐,其特征在于:罐体、出气端盖、进气端盖用不锈钢材料。
6.根据权利要求1所述的一种压缩氧气自救器的二氧化碳吸收罐加工方法,用常规工艺加工进气端盖、出气端盖,其特征在于:罐体加工根据罐体的直径和长度确定展开长度和宽度,用落料模具将不锈钢板落料,用压型模具多次压型成圆筒状,用激光焊机将圆筒对焊接后在冲床上撑型,对圆筒两端翻边后切边,在冲床上用模具多次压出罐体上的加强筋后用胎具将罐体抛光。
7. 根据权利要求6所述的一种压缩氧气自救器的二氧化碳吸收罐加工方法,其特征在于:组装过程为用封罐机将罐体和出气端盖用一道工序,两个工步进行弯曲滚封,在罐体内部,将带有O型圈的衬圈压在出气端盖上,出气端过滤网压在衬圈上,再顺序压入出气端过滤毡、出气端过滤网组,装实二氧化碳吸收剂后顺序压入进气端过滤网组、进气端过滤毡、弹簧座、弹簧、进气端过滤网,用封罐机在压紧弹簧的同时,将进气端盖与罐体进行一道工序,两个工步的弯曲滚封。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2013100443664A CN103111027A (zh) | 2013-02-04 | 2013-02-04 | 压缩氧气自救器的二氧化碳吸收罐及加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2013100443664A CN103111027A (zh) | 2013-02-04 | 2013-02-04 | 压缩氧气自救器的二氧化碳吸收罐及加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103111027A true CN103111027A (zh) | 2013-05-22 |
Family
ID=48409435
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2013100443664A Pending CN103111027A (zh) | 2013-02-04 | 2013-02-04 | 压缩氧气自救器的二氧化碳吸收罐及加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103111027A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106693595A (zh) * | 2015-07-24 | 2017-05-24 | 安徽百世伽徳安防科技有限公司 | 一种避险舱的二氧化碳吸收装置 |
| CN115445112A (zh) * | 2022-08-11 | 2022-12-09 | 北京机械设备研究所 | 一种二氧化碳吸收装置和呼吸设备 |
| CN116967761A (zh) * | 2023-09-20 | 2023-10-31 | 无锡华纳医疗科技有限公司 | 二氧化碳吸收器自动化生产设备 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5493896A (en) * | 1977-12-01 | 1979-07-25 | Midori Anzen Kogyo | Closed circulation respirator |
| US4350662A (en) * | 1981-01-22 | 1982-09-21 | The United States Of America As Represented By The Secretary Of The Navy | Carbon dioxide absorbent canister with breathing gas temperature and flow control |
| CN87107327A (zh) * | 1986-12-09 | 1988-06-22 | 艾尔帕托尼克股份公司 | 卷制罐体对焊接设备相对定位和纵向移动的方法和装置 |
| US5038768A (en) * | 1989-10-02 | 1991-08-13 | The United States Of America As Represented By The Secretary Of The Navy | Carbon monoxide conversion device |
| CN1063435A (zh) * | 1991-01-24 | 1992-08-12 | 电缆金属电气有限公司 | 制造纵缝焊接管的方法 |
| CN1190141A (zh) * | 1997-09-23 | 1998-08-12 | 合肥荣事达集团公司 | 洗衣机不锈钢脱水桶的制造方法 |
| CN2356704Y (zh) * | 1998-01-23 | 2000-01-05 | 抚顺煤矿安全仪器总厂 | 氧气呼吸器二氧化碳吸收装置 |
| GB2382572A (en) * | 2001-11-30 | 2003-06-04 | Martin John Parker | Carbon dioxide scrubber for breathing apparatus |
| CN2590603Y (zh) * | 2002-10-17 | 2003-12-10 | 寿鑫泉 | 压缩氧式火灾自救逃生器 |
| CN101552520A (zh) * | 2008-05-14 | 2009-10-07 | 天津开发区雷克斯科技服务有限公司 | 一种激光焊接薄壁变频电机外壳的方法 |
| CN102066040A (zh) * | 2008-06-23 | 2011-05-18 | 杰富意钢铁株式会社 | 激光焊接钢管的制造方法 |
| CN102441770A (zh) * | 2011-10-08 | 2012-05-09 | 宁波市哈雷换热设备有限公司 | 一种具平面凸台的不锈钢集分水器主管的加工方法 |
| CN203090295U (zh) * | 2013-02-04 | 2013-07-31 | 抚顺中煤科工安全仪器有限公司 | 压缩氧气自救器的二氧化碳吸收罐 |
-
2013
- 2013-02-04 CN CN2013100443664A patent/CN103111027A/zh active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5493896A (en) * | 1977-12-01 | 1979-07-25 | Midori Anzen Kogyo | Closed circulation respirator |
| US4350662A (en) * | 1981-01-22 | 1982-09-21 | The United States Of America As Represented By The Secretary Of The Navy | Carbon dioxide absorbent canister with breathing gas temperature and flow control |
| CN87107327A (zh) * | 1986-12-09 | 1988-06-22 | 艾尔帕托尼克股份公司 | 卷制罐体对焊接设备相对定位和纵向移动的方法和装置 |
| US5038768A (en) * | 1989-10-02 | 1991-08-13 | The United States Of America As Represented By The Secretary Of The Navy | Carbon monoxide conversion device |
| CN1063435A (zh) * | 1991-01-24 | 1992-08-12 | 电缆金属电气有限公司 | 制造纵缝焊接管的方法 |
| CN1190141A (zh) * | 1997-09-23 | 1998-08-12 | 合肥荣事达集团公司 | 洗衣机不锈钢脱水桶的制造方法 |
| CN2356704Y (zh) * | 1998-01-23 | 2000-01-05 | 抚顺煤矿安全仪器总厂 | 氧气呼吸器二氧化碳吸收装置 |
| GB2382572A (en) * | 2001-11-30 | 2003-06-04 | Martin John Parker | Carbon dioxide scrubber for breathing apparatus |
| CN2590603Y (zh) * | 2002-10-17 | 2003-12-10 | 寿鑫泉 | 压缩氧式火灾自救逃生器 |
| CN101552520A (zh) * | 2008-05-14 | 2009-10-07 | 天津开发区雷克斯科技服务有限公司 | 一种激光焊接薄壁变频电机外壳的方法 |
| CN102066040A (zh) * | 2008-06-23 | 2011-05-18 | 杰富意钢铁株式会社 | 激光焊接钢管的制造方法 |
| CN102441770A (zh) * | 2011-10-08 | 2012-05-09 | 宁波市哈雷换热设备有限公司 | 一种具平面凸台的不锈钢集分水器主管的加工方法 |
| CN203090295U (zh) * | 2013-02-04 | 2013-07-31 | 抚顺中煤科工安全仪器有限公司 | 压缩氧气自救器的二氧化碳吸收罐 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106693595A (zh) * | 2015-07-24 | 2017-05-24 | 安徽百世伽徳安防科技有限公司 | 一种避险舱的二氧化碳吸收装置 |
| CN115445112A (zh) * | 2022-08-11 | 2022-12-09 | 北京机械设备研究所 | 一种二氧化碳吸收装置和呼吸设备 |
| CN116967761A (zh) * | 2023-09-20 | 2023-10-31 | 无锡华纳医疗科技有限公司 | 二氧化碳吸收器自动化生产设备 |
| CN116967761B (zh) * | 2023-09-20 | 2024-02-09 | 无锡华纳医疗科技有限公司 | 二氧化碳吸收器自动化生产设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103071736B (zh) | 一种大型钛制封头复合成型工艺 | |
| EP1136149A2 (en) | Sheet metal formed with spaced projections and manufacturing method of the same | |
| CN204976123U (zh) | 一种用于手机壳加工的真空吸附装置 | |
| CN103111027A (zh) | 压缩氧气自救器的二氧化碳吸收罐及加工方法 | |
| JP2015505734A5 (zh) | ||
| CN103818608B (zh) | 小型三片异形罐五层卷边结构及其卷封方法 | |
| CN203649157U (zh) | 一种防偏移冲压模具 | |
| CN207592631U (zh) | 双喇叭口加工设备 | |
| CN203090295U (zh) | 压缩氧气自救器的二氧化碳吸收罐 | |
| JP2007095707A (ja) | 注液装置および電池の製造方法 | |
| CN106838307A (zh) | 一种新型八分之一球角铝合金封头及制作方法 | |
| CN203918301U (zh) | 防焊接变形的不锈钢球罐球壳部件组装工具 | |
| CN102114509B (zh) | 汽车油箱封头盖收口成形冲压模 | |
| CN206106410U (zh) | 缠绕垫的装环装置 | |
| CN101520246A (zh) | 用于太阳热水器夹套内胆的加工工艺 | |
| CN1374709A (zh) | 锂电池电芯方形壳体及其制造方法 | |
| CN207857706U (zh) | 用于椭圆封头预压变形的压边装置 | |
| CN102921803B (zh) | 管路用挠性连接器外壳的生产工艺 | |
| CN104002079A (zh) | 防焊接变形的不锈钢球罐球壳部件组装工具及组装方法 | |
| CN111097991B (zh) | 一种环缝焊接装置和方法 | |
| CN201233915Y (zh) | 一种圆柱形电池壳体 | |
| CN205288337U (zh) | 立式反应容器用气体出口收集器 | |
| CN203948932U (zh) | 储气罐 | |
| CN104438837A (zh) | 制作螺旋盘管的模具和制作螺旋盘管的方法 | |
| CN105828986A (zh) | 用于制造包层部件的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C05 | Deemed withdrawal (patent law before 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20130522 |