CN1029092C - 金属薄板的成型 - Google Patents
金属薄板的成型 Download PDFInfo
- Publication number
- CN1029092C CN1029092C CN 90101972 CN90101972A CN1029092C CN 1029092 C CN1029092 C CN 1029092C CN 90101972 CN90101972 CN 90101972 CN 90101972 A CN90101972 A CN 90101972A CN 1029092 C CN1029092 C CN 1029092C
- Authority
- CN
- China
- Prior art keywords
- roller
- equipment
- parts
- displacement
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Press Drives And Press Lines (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
本发明提供了一种用以成型薄板的设备,包括一用以支承两个辊子部件的支承架,辊子部件可绕隔开且平行的转动轴线转动;其中一个辊子部件包括一个带有至少两个辊子件的辊子;用以驱动其中一个辊子部件旋转的驱动装置,它包括与各辊子件连接的独立可控驱动器;和用以位移其中一个辊子部件的接近控制装置,在压力传感装置和/或位移检测装置的影响下可使接近控制装置动作;接近控制装置包括用以可选择地控制它的处理装置。
Description
本发明涉及金属平薄板的成形,以及特别是不仅适用于船舶制造的金属平薄板的成形。
本发明的一个方面为一种金属薄板成形的设备,另一方面为一种金属板成形的方法。本发明也涉及由借助上述方法和设备所加工的金属板构成的或包含有这种金属板的产品。
到目前为止,已经有许多方法实现了将金属平板加工成具有简单或复合曲面的三维形状。其中典型的成形方法是:热延展和收缩,延展滚压,边缘收缩成形,冲模冲压成形,喷丸清理和硬化。
冲模冲压成形不需要很特殊的技能就能够精确地用金属平板生产出成形的产品。然而由于压力机和模具的投资非常高,这种方法通常被限于反复大量制造的产品的生产,如机动车车体的镶板。
喷丸清理和硬化只限于相对薄的软金属板如铝、并且这一工艺已经用于飞机机翼蒙皮部件的成形。
其它的现有技术的工序,包括热收缩和延展,延展滚压和边缘收缩成形都有严重的不足。且不说其劳动强度高而且很慢,这些工艺都要求相当高的技艺水平,并且一般只能生产二流产品。因涉及雇用及训练劳动力的现代化管理方法的采用,在金属薄板成形领域里的熟练工人的数量迅速减少。
虽然下面仅就用于造船的金属薄板成形进行描述,但对于具有本领域技能的读者应当更清楚地知道,本发明的方法和设备适用于薄板材成型更广泛的领域的需要,包括可塑性变形材料。
由于与造船业有关的熟练工人的缺乏和劳动报酬高的原因,造船
设计师们已经采用替换的设计规范方法,以在竞争激烈的产业中提高造船费用的使用效率。虽然这样的设计规范可以利用较少的熟练劳动力作简单的壳板成形,这样建造的船舶按其计算的费用未必能提高费用的使用效率,当与传统外形建造的船舶相比时,它们也不具有同样的适航性或结构坚固的特点。
对于象豪华摩托艇来说,在费用方面没有单一的标准,由于缺少熟练工人和精确的测量仪器,常常导致船身上有一个粗劣的壳板表面,而填充这些缺陷的填充物可能相当于全部船舶建造费用的百分之五。
本发明的一个目的是克服或减少现有金属薄板成形技术中存在的问题。
本发明进一步的目的是提供一种用于精确的并且可重复的金属薄板成形设备和方法。
由本发明的一个方面提出了一种用于薄板材的成形设备,所说的设备包括:
一种用以支承至少两个辊子部件的支承架,所述两个辊子部件可绕隔开的大致平行的转动轴线转动;所述设备的特征是至少其中一个所述辊子部件包括一个带有至少两个辊子件辊子;
用以驱动至少其中一个所述辊子部件旋转的驱动装置,所述驱动装置包括与各所述辊子件连接的独立可控驱动器;和
用以位移至少其中一个所述辊子部件的接近控制装置,在压力传感装置和/或位移检测装置的影响下可有选择地使所述接近控制装置动作;
所述接近控制装置包括用以可选择地控制它的处理装置,如微处理机。
根据本发明的另一方面,提出了一种用于薄板材的成形方法,该方法包括在上述设备的相对辊子部件之间辊压一塑性可变形薄板的步
骤,其特征在于在成形期间,在压力传感装置和/或位移检测装置的作用下使至少其中一个辊子部件相对于另一辊子部件位移。
为了使本发明可以更易于理解,现结合附图对一个较好的实施例进行说明。
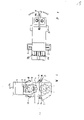
其中图1是根据本发明之成形设备的侧视图。
图2是图1所示设备的一个侧视图。
图3是图1所示设备的一个俯视图。
图4所示的是一个成形辊子部件。
图5所示的是一个替换的成形辊子部件。
在图1中,成形设备包括一个支承架1,支承下转架部件2和一个上转架部件3。上和下转架部件2和3都具有可转动转架,该转架具有许多在其周围的转动安装的成形辊子4。
下成形辊子4由液压马达8、9驱动,该马达8、9由连接液压泵系统15的液压线路13中的控制阀部件12控制。辊子4被可缩回的驱动轴8a、9a驱动,驱动轴8a、9a通过一个连接插头和插座(图中未示出)按需要与辊子4啮合。马达8和9可以被协调驱动,或由于下面所述的原因,它们也可以被分别控制。分度马达5转动转架部件2使选定的成形辊子4处在所要求的与上成形辊子对齐的位置。同样,上转架部件3具有一个用于调整上成形辊子4的分度马达7。上成形辊子4没有动力,并且在成形加工中可以借助与被成形金属薄板上表面部分地接触而“自由旋转”。
转架部件2、3具有适应被成形金属薄板的性质,以及形成轮廓的性质的成形辊子组。在本装置的说明中,上成形辊子4具有不同曲率的凸起成形表面,而下成形辊子4也有不同曲率的凹下成形表面。
上转架3被可转动地安装在一个可缩回的托架6上。托架6由液
压推杆部件推出或收回。推杆10的动作通过压力传感器11的装置及液压线路中的控制阀17控制。上及下成形辊子4之间的相对位移由一个高精度的电子测微计装置18测量。
可分别倾斜的液压支承面22、23被装备在转架部件2、3的各边上,用来支承在成形辊子4之间通过的成形金属板。为确定支承面22、23的位置提供的位置传感器(未示出)可以由在液压线路中的阀装置(未示出)分别进行控制。
一个具有适合的开关,信号灯和一个VDU屏幕的控制板19,安装在一个臂19a上,它可以从设备的一边摆到另一边。该控制板是用来选择确定操作参数,使本设备在微机20的控制下更容易地操作。
图2显示了一个图1所示设备的前端侧视图。在转架部件2、3的各边上,由液压缸26驱动可进一步倾斜的支承面24、25,每个液压缸26可控制地采用在位置传感器27的装置近旁的预定位置。
安装在上面并且在相邻成形辊子4之间成形区域两边的是高分辨率摄像机28,它处在辊子4所处的平面内。
图3是一个图1、2所示设备的俯视图,它显示了可分别倾斜的支承面23a、23b。图1所示的支承面22是同样可分别倾斜的。
图4显示了一对实心凸凹形辊子30、31,它们可以用于本设备。凸凹弯曲的横截面周边30a,31a是大致互补的,从而使它们具有相同或大致相同的曲率中心。
图5显示了一对可分离的凸凹形辊子32、33,它更适用于本发明。在使用可分离的上和下辊子的情况下,借助马达8,9单独驱动的下部两半辊子33a、33b,可以沿着在金属薄板上的非直线
的刻线实现对金属板成形的控制。
在使用现有技术中的滚压成形金属板的延展生产中,习惯于利用凸凹状成形辊子的组合控制滚压方向,以实现控制横向弯曲。在沿滚压方向横向弯曲的生产中使用了凸凹组合的辊子。由于凹面成形辊子的每个边缘分别像一个支点一样起支承金属平薄板的作用,当板通过辊子时,在压力作用下,凸面辊子向下施加压力使板子变形。刻线常被划在板子上,它作为一个代替的操纵器以导致一个期望的外形,精确地靠着一系列轮廓模型。一般说来,这样的成形板由通过同样刻线反复滚压被逐渐成形,以避免由于在与所需变形的方向上相垂直的延展而产生的不可控制的变形。由于上凸面辊子实际上“浮”在金属板的表面上,被凹面辊子相间的边缘从下面支承着,需要很高的技能和判断力,以判断不产生纵向延展的横向变形的充分性。更进一步,由于凸面变形辊的“浮动”作用,在平板的厚度和金属质量上的不一致而引起的波纹表面。为避免不需要的延展,这样反复通过同一刻线是必须的。但这样做的结果,常常是由于过度的压延增加了成形板的硬度。
由于支承金属板与凹面辊子的曲率半径完全交叉,避免了上凸辊的不可控制的“浮动”作用。减轻垂直起伏程度的控制与以前的展延滚压工序相冲突。通过对推杆压力和/或辊子位移连同一对凸/凹互补的、交叉选择圆周曲率的确定半径的辊子的控制,能够实现所期望的沿一个所给刻线的变形的程度,并且更明确地未遇到不需要的(和不可控制的)纵向延展。
意外的发现是,即使生产一个复合弯曲所需要纵向延展,用凸面辊子可以适当增加压力以实现控制,又不失去横向变形的延展。在金
属板的成形过程中,通过在整个刻线的长度上以预定的方式变换辊子的组合,和/或推杆压力,和/或辊子位移,可以实现极其复杂而另一方面很精确的复合成形。
本发明的设备和方法这样取得了先进的延展滚压工艺技术的较低成本和消耗的收效,以及先进的挤压和模压工艺技术的精度、速度和不需要熟练劳动的收效。
通过对所有变形参数的细致和协调控制,可以由本发明的设备实现复杂和复合成形及简单成形。同时,由于用最小量的滚压槽使金属板变形,最终成形板达到平滑成形,且无相对的应力。
在造船工业中CAD-CAM微机软件已经用于壳板的形状切割操作中成形板所用的刻线最好标记在画有轮廓线的板上。
在本发明设备的操作中,画有轮廓线的平板安置在初始处于一个水平位置的支承面22、23、24、25上。
然后把有关成形和平面轮廓的数据从CAD-CAM软件取出,同时与有关板的厚度和构成板的金属型号信息一起输入微机20。
然后在装置起动运行之前,将金属板适当的刻线对准摄像机28。
然后微机20由贮存的数据,根据平板的厚度和金属型号,作出成型辊子4和作用在推杆10上的滚动压力的最优组合的决定,以实现在每一道次通过一个对应刻线时需要的变形程度。
成型辊子4的所需的组合,可通过转换转架部件2和3的位置获得,然后在驱动马达8、9被启动时使推杆10动作。当上部成形辊子4在压力下与金属板摩擦接触时,下部驱动成形辊子4沿着在摄像机28监控下的初始刻线使平板移动。如果刻线没有被摄像机28对准或刻线是非直线的,由摄像机来的信号通过微机20有选择地控制
可分离的下成形辊子4的成对部件运行的相对速度,以导引在上和下成形辊之间的刻线。方向的改变是在上成形辊子4中调节,因为它也是一对分成两半的部件,这些部件能各自独立地自由旋转。
为了加工复合弯曲面,当辊子经过一条刻线时在推杆10上的压力可以以一个预定的方式改变。
在每一次滚过的金属板的端部,下一个刻线被摄像机28对准,并且如果需要,微机20可以转换转架2、3的位置。
如果需要,本发明的设备通过使用不同的凸和/或凹辊子的多种组合所更换的辊子转架部件,可以使用与现有技术的延展和滚压机械相同的方式进行操作。
在一个复合弯曲的地方,即要求具有一个垂直于通过变形辊子时的运行方向的凹弯曲面,和一个平行于运行方向的凹弯曲面,这可以由用一对沿预定刻线的凹/凸成形辊子,和用一对沿同一个或另一个刻线的凸面辊子来完成。当凸辊倾向于延展金属板以形成一个垂直于刻线并向下凹的变形时,该凹/凸的辊子对沿着刻线形成向上的凹面。
然而,借助于本发明,用一对凹/凸互补的成形辊子所控制的金属板的变形,是通过针对已知的特定厚度的金属薄板的特定金属型号的变形特点,对推杆10上的压力进行控制,并针对给出的辊子直径来实现的。校正厚度变化能够通过测微仪18输出的信号来实现。测微仪能够通过测出上、下列形辊子4之间的相对位移来监视板的厚度。
同样地,控制金属板的变形可通过监视和控制上、下成形辊子之间的位移来实现。然后金属板的厚度变化可以通过监视和控制推杆10上的液体压力来校正。
在逐渐成形的过程中,支承面22、23、24、25在微机20
的控制下倾斜,当金属板经过支承表面时,对应于成形金属板的各个相邻部分,以这种方式正确地支承变形金属板,并且支架帮助成形辊沿刻线导向。
对于生产简单、复杂和复合成形的金属板的变形数据,能够通过对已知参数的计算和/或通过实验方法和校准的计算进行编码。然而在实践中发现理论上的数据可能需要根据实验确定的达到最佳效果的数据做稍微修改。
此外,由于某些金属的质量不同,希望通过简单的标准变形试验方法试验金属样品,一组组地地校正局部金属变化。以这种方式,微处理机可以编制和计算插入的成形控制参数的程序,调整不同的金属型号和厚度,并在成型金属中允许金属变化的高度重复性。
尽管对于有本领域技能的读者已经清楚,有许多变量如在成形辊直径,辊子边缘曲率半径、辊子压力和辊子位置参数以及成形辊子速度等使用上与金属板的不同厚度和金属特性有关的参数的选择中已被考虑,这些变量可能已经由计算和/或由实验确定。随后,这样获得的数据能够在控制本设备的微机计算中被具体化。
关于物理参数的不同组合,可以在本设备的工作中进行优化。已经得出,在每个成形辊表面与金属变形区域的接触面,应当有一个在运行方向上大于3∶1的长宽比,以便充分控制变形过程。当长宽比小于3∶1时,由于沿刻线方向的过度延展,导致不可控制的变形。虽然该比率为4∶1可以获得很好的结果,但最佳比率为5∶1或更大。与现有技术延展滚压工序相比,这些是显著的特征,现有技术中没有监视或容易控制接触面积大小比例的部件。
成形辊子在金属板上运行的距离可以用许多方法来确定。此外也
可提供纵向刻线,间隔的横向线,以便微机能够借助摄像机28以视觉确定对应平板尺度的变形区域。另一方面,许多接近传感器可以连接于支承面22、23、24、25、上。
然而最好的传感器(未被显示)联接在马达8、9的驱动轴上,以检测辊子4在金属表面上移动经过的距离。以这种方式,沿刻线的移动距离由成形辊子4的直径参数和转动度数来确定。
熟悉本领域技能的读者将清楚,许多改动和变化都不能越出本发明的精神和范围。
例如,本设备可以由一个操纵者进行干预,用一种半自动的方式操作是有可能的。最好是提供一个有“控制手柄”的遥控装置,以便能由人工控制代用装置。
另外,人工控制的代用装置可以用于控制推杆10上的压力或成形辊子相互间的相对位移。根据在VDU屏幕上所需的形状来控制实际的形状时,一个操纵者能够以手动或半自动方式操纵本设备,使用或者取代本设备的自动控制。这种设备对于非标准尺寸或金属特征的金属板的成形,或者对于在用新的标准成形操作的数据引用中是有用的。
本设备也可以包括用于标准在已成形金属板上的连续刻线的标准装置。
对于熟悉本领域技能的读者来说,将相当地清楚,由本发明的装置和方法可以应用于宽广的多种领域。其中有金属板或其它需要的可塑性变形的薄板材的成形。例如本设备可以被用于锅炉制造工业,加工压力容器的弯曲侧边的圆筒,在船舶制造工业中,用于结构件的成形及类似用处,或在飞机和汽车工业中用于平板成形。同样,虽然上述仅限于金属板,但其它合成材料可塑性变形的薄板件,如塑料也可
以用本发明的设备成形。这样的塑料包括如部分固化热固性的或热塑性的合成物。当它们在一个稳定的塑性状态中用普通方法先后固化时可以成形。本发明也可以应用于塑性可变性材料制成的薄板,如一种塑料金属的压层制品,以及用某些塑料的压层制品,成形的金属层在固化过程中为塑料层提供支撑或做为它的模型。
Claims (19)
1、一种用以成形塑性可变形薄板的方法,所述方法包括在相对辊子部件(2,3)之间辊压一塑性可变形薄板的步骤,其特征在于在成形期间,在压力传感装置和/或位移检测装置的作用下使至少其中一个辊子部件相对于另一辊子部件位移。
2、如权利要求1所述的方法,其特征在于它包括的步骤为独立地驱动所述至少两个辊子件(33a,33b)中的各辊子件,以便在所述辊子部件(2,3)之间沿预定刻线为所述薄板导向,从而在薄板上产生预定构形的轮廓。
3、如权利要求1或2所述的方法,其特征在于包括在成形时支承薄板下表面的步骤。
4、如权利要求1或2所述的方法,其特征在于在垂直轴线上测,在一辊子(4)和一薄板上一相应接触区之间的表面接触面积的尺寸比大于3∶1,其较大的尺寸平行于所述辊子的转动轴线。
5、如权利要求4所述的方法,其特征在于所述比大于4∶1。
6、如权利要求4所述的方法,其特征在于所述比大于5∶1。
7、一种用以成形塑性可变形薄板的设备,所述设备包括:
一种用以支承至少两个辊子部件(2,3)的支承架(1),所述两个辊子部件(2,3)可绕隔开的大致平行的转动轴线转动;所述设备的特征是至少其中一个所述辊子部件(2)包括一个带有至少两个辊子件(33a,33b)的辊子(4);
用以驱动至少其中一个所述辊子部件旋转的驱动装置,所述驱动装置包括与各所述辊子件(33a,33b)连接的独立可控驱动器(8,9);和
用以位移至少其中一个所述辊子部件的接近控制装置(10),在压力传感装置(11)和/或位移检测装置(18)的影响下可有选择地使所述接近控制装置(10)动作;
所述接近控制装置包括用以可选择地控制它的处理装置,如微处理机。
8、如权利要求7所述的设备,其特征在于所述辊子部件(2,3)中的一个或多个是一个可转动的转架部件,转架部件包括多个绕所述转架部件的外部隔开的辊子(4)。
9、如权利要求7或8所述的设备,其特征在于所述两个辊子部件(2,3)包括一个上辊子部件(3)和一个下辊子部件(2)。
10、如权利要求9所述的设备,其特征在于所述上辊子部件(3)可相对于所述下辊子部件(2)沿垂直于所述转动轴线的一轴线位移。
11、如权利要求10所述的设备,其特征在于所述上辊子部件(3)的位移由所述接近控制装置(10)根据上辊子部件(3)向待成形薄板所施的预定压力控制。
12、如权利要求10所述的设备,其特征在于所述上辊子部件(3)的位移由所述接近控制装置(10)根据所述上辊子部件(3)相对于所述下辊子部件(2)的预定位移量控制。
13、如权利要求7或8所述的设备,其特征在于所述辊子部件(2,3)中之一是被驱动的,另一是可自由转动的,所述被驱动辊子部件(2)和所述自由转动辊子部件(3)之间的位移是可选择地进行调整的。
14、如权利要求7或8所述的设备,其特征在于分别与所述两个辊子部件(2,3)相关的辊子(4)彼此间具有基本互补的横截面形状。
15、如权利要求7或8所述的设备,其特征在于与所述上辊子部件(3)相关的辊子(4)包括单件的辊子,与所述下辊子部件(2)相关的所述辊子(4)包括一组辊子件(33a,33b)。
16、如权利要求7或8所述的设备,其特征在于与所述上和下辊子部件两者相关的辊子(4)各包括一组辊子件。
17、如权利要求7所述的设备,其特征在于包括用以支承成形的薄板的下表面的支承装置(22,23)。
18、如权利要求17所述的设备,其特征在于所述支承装置(22,23)包括一个或多个可动支承面,以支承成形的薄板。
19、如权利要求7所述的设备,其特征在于所述接近控制装置(10)由微处理机(20)根据预存数据并根据压力传感装置(11),和/或位移检测装置(18)的输出值控制,所述压力传感装置和位移检测装置分别操作以检测出其相对位移由所述接近控制装置(10)控制的辊子部件之间的压力和距离。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 90101972 CN1029092C (zh) | 1990-03-05 | 1990-03-05 | 金属薄板的成型 |
| CN 90110447 CN1054729A (zh) | 1989-12-18 | 1990-12-17 | 用于将固体或半固体废料与添加剂混合的方法及装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 90101972 CN1029092C (zh) | 1990-03-05 | 1990-03-05 | 金属薄板的成型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1054549A CN1054549A (zh) | 1991-09-18 |
| CN1029092C true CN1029092C (zh) | 1995-06-28 |
Family
ID=4877329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 90101972 Expired - Fee Related CN1029092C (zh) | 1989-12-18 | 1990-03-05 | 金属薄板的成型 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1029092C (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100435993C (zh) * | 2006-02-21 | 2008-11-26 | 吉林大学 | 带有独立驱动式子辊的三维曲面柔性卷板装置 |
| EP2148751B1 (de) * | 2007-05-30 | 2012-09-05 | Soudronic AG | Verfahren und vorrichtung zum runden von blechabschnitten |
| CN104190761B (zh) * | 2014-08-26 | 2016-04-13 | 华中科技大学 | 一种船舶双向曲率板一体作用自动成型方法 |
| CN106077315A (zh) * | 2016-08-25 | 2016-11-09 | 安徽同步自动化科技有限公司 | 一种滚压包边专用滚压总成 |
| CN110052499B (zh) * | 2019-04-25 | 2020-07-24 | 首钢集团有限公司 | 一种降低单角翘缺陷的方法 |
-
1990
- 1990-03-05 CN CN 90101972 patent/CN1029092C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1054549A (zh) | 1991-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1181332C (zh) | 变压边力和变冲压速度的薄板成形方法及其装置 | |
| CN100999000B (zh) | 使用可弯曲辊的三维曲面柔性成形装置 | |
| CN111873481B (zh) | 一种针对复材成型回弹的补偿方法及可调成型面的模具 | |
| AU648249B2 (en) | Contouring of metal sheets | |
| CN1817554A (zh) | 一次性冷挤压成形加工摩托车方向轴锥形立管工艺 | |
| CN1029092C (zh) | 金属薄板的成型 | |
| CN112077218B (zh) | 一种基于分段控制原理的高柔性桌式包边机及包边方法 | |
| CA2175539C (en) | Method and apparatus for producing signs with prismatic letters and graphic images | |
| CN103111499A (zh) | 三维曲面构件加工的多点柔性滚压成形方法 | |
| CN104245349A (zh) | 用于利用水射流装置制造表面结构的方法 | |
| CN1058428C (zh) | 曲面壳板加工设备 | |
| CN103316970A (zh) | 三维曲面连续辊弯成形方法 | |
| JPH0890077A (ja) | 板材の多点成形方法及びその装置 | |
| CN100435993C (zh) | 带有独立驱动式子辊的三维曲面柔性卷板装置 | |
| CN201030396Y (zh) | 使用可弯曲辊的三维曲面柔性成形装置 | |
| CN102728696B (zh) | 数控多点无模液压胀形工艺及数控多点无模液压胀形设备 | |
| CN1058739A (zh) | 螺旋桨直线骨架造型方法 | |
| CN202824318U (zh) | 板材连续成形的数控多点无模液压胀形装置 | |
| JPH0890100A (ja) | 複曲面成形用多点式プレス | |
| CN1281355C (zh) | 板料热成形离散型面模装置 | |
| CN2670024Y (zh) | 一种板料热成形离散型面模装置 | |
| JPH0247286B2 (ja) | Fukukyokumennoseikeihoho | |
| CN103084450A (zh) | 一种厚度一致的双曲板一次成型压模方法 | |
| CN107263116B (zh) | 利用钣金件成型机制作钣金件方法 | |
| CN203155791U (zh) | 数控多点无模液压胀形设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C53 | Correction of patent for invention or patent application | ||
| CB02 | Change of applicant information |
Applicant after: Karl Ernst Lorbach Applicant before: K P G Integrated Engineering Co., Ltd. |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: APPLICANT; FROM: K·P·G GENERAL ENGINEERING CO., LTD. TO: KAEREENSHITE LUOBAHA |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |