CN102452563A - 无尘化智能排料设备 - Google Patents
无尘化智能排料设备 Download PDFInfo
- Publication number
- CN102452563A CN102452563A CN2010105300466A CN201010530046A CN102452563A CN 102452563 A CN102452563 A CN 102452563A CN 2010105300466 A CN2010105300466 A CN 2010105300466A CN 201010530046 A CN201010530046 A CN 201010530046A CN 102452563 A CN102452563 A CN 102452563A
- Authority
- CN
- China
- Prior art keywords
- sensor
- joint
- gate
- flexible
- therewith
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Manipulator (AREA)
Abstract
一种无尘化智能排料设备。包括卸料漏斗,由闸门支架、闸门本体、插板、出料口和闸门油缸组成的卸料闸门,卸料漏斗与提升机构相连接,提升机构上设有主控标尺装置,闸门支架上设有闸门控制装置,出料口与伸缩节组件相连接,伸缩节组件由伸缩Ⅵ节,伸缩Ⅴ节,伸缩Ⅳ节,伸缩Ⅲ节,伸缩Ⅱ节,伸缩Ⅰ节所组成,伸缩Ⅰ节上设有插孔和溜料口,插孔与伸缩节锁紧机构连接,溜料口与料位门机构连接,卸料闸门、提升机构和四套伸缩节微提机构与液压动力机构相连接,液压动力机构、主控标尺装置、闸门控制装置和料位门机构与PLC自控系统连接。优点是:无尘、无污染排料,卸料、装车全过程实行智能化管理,节省人力,操作简单,使用方便,排料效率高。
Description
技术领域
本发明属于矿山转载排料设备技术领域,特别是涉及一种无尘化智能排料设备。
背景技术
目前,矿山破碎生产线、冶金企业的烧结厂和球团厂的最终产品一般都是先储存在底部设有卸料漏斗的料仓里,此卸料漏斗的底端安装有插板式的卸料闸门,在此卸料闸门的下方均设有转运运输设备(机动车)行走通道。装车、卸料时,拉开卸料闸门的插板,直接将矿料撒卸到机动车的货箱内,由于这类产品均含有大量的粉尘、卸料漏斗及卸料闸门与运输汽车或机车的货箱之间均有一段距离,因此在卸料、转运、转载这类产品的过程中,周围环境中弥漫着大量的粉尘,无论是对岗位工人的身体健康,还是对机电设备的运转环境,都会造成很大危害,目前的除尘工艺大都是由扑尘、收集、净化、尘气分离、排尘等工艺环节组成。这些除尘方法对于上述工作环境来说,只能是减轻污染,降低粉尘,不能彻底根治粉尘的散发及污染,而且除尘工艺流程较长,维护精度要求很高,极大地影响除尘效果。同时治理过程的耗能也很高,维护工作量也很大,其除尘的效果也不尽理想。
发明内容
本发明的目的是提供一种无尘化智能排料设备,使带有大量粉尘的物料在卸料装车过程中,无粉尘散发,节能,环保,而且卸料、装车全过程实现智能化管理。
本发明的目的是通过下述技术方案来实现的:
本发明的无尘化智能排料设备,包括设在料仓上的卸料漏斗设在此卸料漏斗下部的卸料闸门,此卸料闸门由闸门支架、闸门本体、插板、出料口和闸门油缸所组成,其特征在于所述的卸料漏斗的底部与一个提升机构相连接,此提升机构上设有主控标尺装置,所述的闸门支架上设有闸门控制装置,所述的闸门本体上设有四套伸缩节微提机构,所述的出料口与一个伸缩节组件相连接,
所述的伸缩节组件由与所述的卸料闸门上的出料口相连接的伸缩Ⅵ节,与此伸缩Ⅵ节滑动连接的伸缩Ⅴ节,与此伸缩Ⅴ节滑动连接的伸缩Ⅳ节,与此伸缩Ⅳ节滑动连接的伸缩Ⅲ节,与此伸缩Ⅲ节滑动连接的伸缩Ⅱ节,与此伸缩Ⅱ节滑动连接的伸缩Ⅰ节所组成,所述的伸缩Ⅰ节中部对称设有溜料口,此溜料口与料位门机构相连接,所述的伸缩Ⅰ节的上部对称设有插孔,此插孔与伸缩节锁紧机构相连接,
所述的卸料闸门、提升机构和四套伸缩节微提机构均与一个液压动力机构相连接,此液压动力机构、主控标尺装置、闸门控制装置和料位门机构与一个PLC自控系统相连接。
所述的提升机构由与所述的卸料漏斗的底部固定连接的框架,设在此框架上的两条导轨,与此两条导轨滚动连接的滑移小车,设在此滑移小车右端的两对动滑轮,设在所述框架左端的上表面的两对定滑轮和设在所述框架下表面的两个Ⅰ导向轮,设在所述闸门本体上的两个Ⅱ导向轮,分别与所述的两对动滑轮、两对定滑轮、两个Ⅰ导向轮和两个Ⅱ导向轮啮合连接的四根钢丝绳,分别与此四根钢丝绳的下端固定连接的吊耳组件,一端与所述框架铰接、另一端与所述滑移小车铰接的提升油缸,分别设在所述两对定滑轮的侧面、且固定在框架两侧上的N传感器和O传感器所组成,所述的四根钢丝绳的上端均与滑移小车相连接,所述的吊耳组件分别与所述的伸缩Ⅰ节的底部外表面相连接,可达到伸缩节组件的提升高度与提升油缸伸出长度的比例3:1的效果,所述的两对定滑轮的侧面设有与所述的N传感器和O传感器相接近的感应头,所述的N传感器和O传感器与所述的PLC自控系统相连接。
所述的主控标尺装置由固定在所述框架上的标尺固定板,设在此标尺固定板上的标尺滑道,与此标尺滑道滑动连接的标尺滑块,一端与此标尺滑块相连接的滑杆,设在所述的标尺滑块上的传感器感应件,自左向右依次设在所述的标尺固定板上的A传感器、B传感器、C传感器、D传感器、E传感器、F传感器和G传感器所组成,所述滑杆的另一端与所述的滑移小车相连接,所述的A传感器、B传感器、C传感器、D传感器、E传感器、F传感器和G传感器均与所述的PLC自控系统相连接。
所述的A传感器为提升油缸的始端(伸缩节组件终端)传感器,所述的B传感器、C传感器、E传感器和F传感器为显示伸缩节组件中各个伸缩节工作状态的传感器,所述的D传感器为待定(备用)传感器,所述的G传感器3-10为提升油缸的终端(伸缩节组件始端)传感器。
所述的闸门控制装置由设在闸门支架上的支承板,设在此支承板上的P传感器、Q传感器,设在所述的闸门油缸上伸缩杆头部的感应块所组成,所述的P传感器、Q传感器均与所述的PLC自控系统相连接。
所述的四套微提机构均匀分布在所述的伸缩节组件外表面的外周边。此微提机构由设在所述的伸缩Ⅱ节上端的微提钩,通过铰支座与所述的闸门本体相铰接的微提转架,一端与此微提转架相铰接的微提油缸,设在所述的闸门本体上的传感器安装板,设在此传感器安装板上的H传感器和I传感器所组成,所述的微提油缸的另一端通过铰支座与闸门本体相铰接,所述的微提转架上设有与微提钩挂接的滚轮。
所述的H传感器为微提油缸伸出始端传感器,所述的I传感器为微提油缸伸出终端传感器,所述的H传感器、I传感器均与所述的PLC自控系统相连接。
所述的伸缩节锁紧机构由设在所述的闸门本体上的感压头,设在此感压头下方的感压爪,与此感压爪相铰接的连接座,设在此连接座上的线闸装置,与此线闸装置相连接的锁栓装置所组成,所述的连接座固定在所述的伸缩Ⅱ节的上端面。
所述的锁栓装置由固定在伸缩Ⅰ节上的锁栓支架,设在此锁栓支架上的锁栓套,与此锁栓套滑动连接的栓轴所组成,所述的锁栓套端部与所述的插孔周边相连接,所述的栓轴与所述的伸缩Ⅰ节上相对应的插孔滑动连接。
所述的线闸装置的闸线两端分别与所述的感压爪和所述的栓轴固定连接。
所述的料位门机构由与所述的溜料口周边相连接的箱体,设在此箱体内且通过门转轴与所述的溜料口的上边框相铰接的料门,与此料门的两侧相连接的感应板,设在所述的箱体两侧面上的J传感器、K传感器所组成,所述的J传感器和K传感器均与所述的PLC自控系统相连接。所述的J传感器为料门终端传感器,所述的K传感器为料门始端传感器。
本发明具有如下特点:
1)伸缩节组件中的每个伸缩节采用的是法兰嵌套式设计,这样排料过程中,减少散料与伸缩节筒壁的接触面积,减少摩擦损耗;而且伸缩节间也不会充填散料,保证运动畅通,无卡滞现象。
2)主控标尺装置的设计,采用的是把固定式接近传感器作为标尺来显示控制提升油缸的运动状态,相比于传统的机械式行程开关,控制精确稳定,寿命长,不易损坏;此外,传感器为固定安装,相比于移动式传感器,优点在于避免了信号电缆等长距离移动易损坏的现象,保证了传感器工作的密封环境,不易受到干扰和损坏。
3)料位门机构采用箱体封闭式的设计,通过箱体内两侧安装的传感器,既可以实现对料位高度的自我检测、自我控制,而且实现了全部排料过程中始终处于密封状态,真正实现无尘排料。
4)通过设在提升机构上传感器对定滑轮旋转圈数的计数及料位门机构上的传感器对料门位置的检测控制,实现提升油缸间歇工作的功能。由于定滑轮圆周运动具有周期性,实现了每次提升高度的固定。因此控制精度高,传感效果好,误差小。
提升机构中动滑轮、定滑轮和导向轮及钢丝绳的结构设计,实现了伸缩节组件提升高度与提升油缸伸出长度的比例为3:1,减少油缸的最大伸出长度,结构紧凑且稳定不易损坏,节省了空间。
5)伸缩节微提机构的设计,使伸缩节组件在非工作状态时固定性能好;四点受力均匀,占用空间高度小,具有体积小的特点。而且下落时确保伸缩Ⅰ节首先下落,并处于工作状态。
6)伸缩节锁紧机构的设计,保证伸缩节组件在工作状态时伸缩Ⅰ节、伸缩Ⅱ节之间的相对位置,进而保证料位门机构与伸缩节组件内腔相通,即处在可控制状态,
本发明具有如下优点:
1)本发明是应用在矿山破碎生产线、冶金企业的烧结厂和球团厂的最终产品的转储转运的智能化排料专用设备,采用该设备进行排料时,无尘、无污染,有效的保护了周边的环境。
2)本发明转运物料采用PLC自控系统实时监控,整个卸料、装车全过程实行智能化管理,节省人力,而且操作简单,使用方便,加快排料速度。
3)本发明对关键性能的监控实行双保险,由两个或四个传感器同时监控一种状态,保证该设备的性能稳定、可靠,动作准确、精度高。
附图说明
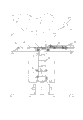
图1为本发明的结构示意图。
图2为本发明的工作状态结构示意图。
图3为本发明图2的俯视图。
图4为本发明非工作状态的一种结构示意图。
图5为本发明非工作状态的另一种结构示意图。
图中序号表示:
1卸料漏斗;2提升机构;3主控标尺装置;4伸缩节组件;5料位门机构;6伸缩节锁紧机构;7伸缩节微提机构;8闸门控制装置;9卸料闸门;
2-1Ⅱ导向轮;2-2Ⅰ导向轮;2-3框架;2-4定滑轮;2-5滑移小车;2-6导轨;2-7钢丝绳;2-8动滑轮;2-9吊耳组件;2-10提升油缸;2-11N传感器;2-12 O传感器
3-1标尺滑道;3-2标尺滑块;3-3传感器感应件;3-4A传感器;3-5B传感器;3-6C传感器;3-7D传感器;3-8E传感器;3-9F传感器;3-10G传感器;3-11滑杆;3-12标尺固定板;
4-1伸缩Ⅰ节;4-2伸缩Ⅱ节;4-3伸缩Ⅲ节;4-4伸缩Ⅳ节;4-5伸缩Ⅴ节;4-6伸缩Ⅵ节;4-7插孔;4-8溜料口;
5-1箱体;5-2门转轴;5-3料门;5-4感应板;5-5J传感器;5-6K传感器
6-1感压头;6-2线闸装置;6-3感压爪;6-4连接座;6-5闸线;6-6锁栓支架,6-7栓轴;6-8锁栓套,
7-1微提钩;7-2传感器安装板;7-3微提转架;7-4微提油缸;7-5滚轮;7-6H传感器;;7-7I传感器;
8-1P传感器;8-2感应块;8-3支承板;8-4Q传感器,
9-1闸门支架;9-2闸门油缸;插板9-3;9-4闸门本体。
具体实施方式
下面结合附图详细说明本发明的具体实施方式。
如图1、2、4所示,本发明的无尘化智能排料设备,包括设在料仓的卸料漏斗1,设在此卸料漏斗1下部的卸料闸门9,此卸料闸门9由闸门支架9-1、闸门本体9-4、插板9-3、出料口和闸门油缸9-2所组成,其特征在于所述的卸料漏斗1的底部与一个提升机构2相连接,此提升机构2上设有主控标尺装置3,所述的闸门支架9-1上设有闸门控制装置,所述的闸门本体9-4上设有四套伸缩节微提机构7,所述的出料口与一个伸缩节组件4相连接,
所述的伸缩节组件由与所述的卸料闸门9上的出料口相连接的伸缩Ⅵ节4-6,与此伸缩Ⅵ节4-6滑动连接的伸缩Ⅴ节4-5,与此伸缩Ⅴ节4-5滑动连接的伸缩Ⅳ节4-4,与此伸缩Ⅳ节4-4滑动连接的伸缩Ⅲ节4-3,与此伸缩Ⅲ节4-3滑动连接的伸缩Ⅱ节4-2,与此伸缩Ⅱ节4-2滑动连接的伸缩Ⅰ节4-1所组成,所述的伸缩Ⅰ节4-1中部对称设有溜料口4-8,此溜料口4-8与料位门机构5相连接,所述的伸缩Ⅰ节4-1的上部对称设有插孔4-7,此插孔4-7与伸缩节锁紧机构6相连接,
上述伸缩节组件4结构,采用的是法兰嵌套式,每个伸缩节都是由一段无缝钢管,与此无缝钢管下端外表面相连接的滑套,与此无缝钢管上端外表面相连接的方形法兰板所组成,各个伸缩节组装后全部伸出呈上端直径小,下端直径大的塔形状,这样在排料过程中,减少散料与伸缩节筒壁的接触面积,减少摩擦损耗;此外,伸缩节间也不会残存散料,保证运动畅通。
所述的卸料闸门9、提升机构2和四套伸缩节微提机构7均与一个液压动力机构相连接,此液压动力机构、主控标尺装置3、闸门控制装置8和料位门机构5均与一个PLC自控系统相连接。
如图2、3所示,所述的提升机构2由与所述的卸料漏斗1的底部固定连接的框架2-3,设在此框架2-3上的两条导轨2-6,与此两条导轨2-6滚动连接的滑移小车2-5,设在此滑移小车2-5右端的两对动滑轮2-8,设在所述框架2-3左端的上表面的两对定滑轮2-4和设在所述框架2-3下表面的两个Ⅰ导向轮2-2,设在所述闸门本体上的两个Ⅱ导向轮2-1,分别与动滑轮、定滑轮、Ⅰ导向轮和Ⅱ导向轮啮合连接的四根钢丝绳2-7,分别与此四根钢丝绳2-7的下端固定连接的吊耳组件2-9,一端与所述框架2-3相铰接、另一端与所述滑移小车相铰接的提升油缸2-10,分别设在所述两对定滑轮2-4的侧面、且固定在框架两侧上的N传感器2-11和O传感器2-12所组成,所述的四根钢丝绳2-7的上端均与滑移小车2-5相连接,所述的吊耳组件2-9分别与所述的伸缩Ⅰ节的外表面相连接,提升油缸2-10一旦动作,便带动滑移小车2-5及四根钢丝绳2-7移动,可达到伸缩组件4的提升高度与提升油缸2-10的伸出长度的比例3:1的效果,节省了结构布置空间。
如图3所示,所述两对定滑轮2-4的侧面设有与所述的N传感器2-11和O传感器2-12相接近的感应头,所述的N传感器2-11和O传感器2-12均与所述的PLC自控系统相连接,此N传感器2-11和O传感器2-12通过对感应头接近后的响应向PLC自控系统输送定滑轮2-4旋转圈数的计数信号。
如图1、2所示,所述的主控标尺装置3由固定在所述框架2-3上的标尺固定板3-12,设在此标尺固定板3-12上的标尺滑道3-1,与此标尺滑道3-1滑动连接的标尺滑块3-2,一端与此标尺滑块3-2相连接的滑杆3-11,设在所述的标尺滑块3-2上的传感器感应件3-3,自左向右依次设在所述的标尺固定板上的A传感器3-4、B传感器3-5、C传感器3-6、D传感器3-7、E传感器3-8、F传感器3-9和G传感器3-10所组成,所述滑杆3-11的另一端与所述的滑移小车2-5相连接,,所述的A传感器、B传感器、C传感器、D传感器、E传感器、F传感器和G传感器均与所述的PLC自控系统相连接。
所述标尺滑块3-2在标尺滑道3-1上的滑行速度和滑行距离与所述的提升油缸2-10的缸杆伸缩速度及伸缩行程相一致,通过传感器感应件3-3与上述七个传感器中的一个传感器相接近,来检测伸缩节组件4的工作行程及工作状态。
如图2所示,所述的A传感器3-4为提升油缸的始端(伸缩节组件终端)传感器,此时伸缩节组件4处于最大行程状态;所述的B传感器3-5、C传感器3-6、E传感器3-8和F传感器3-9为显示伸缩节组件中各个伸缩节工作状态的传感器,所述的D传感器3-7为待定(备用)传感器,用于有特殊装料要求的场合,所述的G传感器3-10为提升油缸的终端(伸缩节组件始端)传感器,此时伸缩节组件4处于最小行程状态。
所述的主控标尺装置3上的A传感器、B传感器、C传感器、E传感器、F传感器和G传感器相邻之间的距离与各个伸缩节的伸缩行程成1:3比例关系。
如图1、2所示,所述的闸门控制装置8由设在闸门支架9-1上的支承板8-3,设在此支承板8-3上的P传感器8-1、Q传感器8-4,设在所述的闸门油缸9-2上伸缩杆头部的感应块8-2所组成,所述的P传感器8-1和Q传感器8-4均与所述的PLC自控系统相连接,上述P传感器8-1和Q传感器8-4监测卸料闸门的开、关状态,并将开、关状态回馈给PLC自控系统,然后由PLC自控系统下达下一步动作指令。
如图1、2所示,所述的四套伸缩节微提机构7均匀布置在所述的伸缩节组件外表面的外周边。
如图3、4所示,每一套伸缩节微提机构由设在所述的伸缩Ⅱ节上的方形法兰板上的微提钩7-1,通过铰支座与所述的闸门本体9-4相铰接的微提转架7-3,一端与此微提转架7-3相铰接的微提油缸7-4,设在所述的闸门本体9-4上的传感器安装板7-2,设在此传感器安装板7-2上的H传感器7-6和I传感器7-7所组成,所述的微提油缸7-4的另一端通过铰支座与闸门本体9-4相铰接,所述的微提转架7-3上设有与微提钩7-1挂接的滚轮7-5。
上述微提油缸7-4上与微提转架7-3铰接的铰支座同时作为与H传感器7-6或I传感器7-7接近的感应件,用其侧面与传感器接近,进而使传感器7-6或I传感器7-7响应,并发出信号。
如图3所示,所述的H传感器7-6为微提油缸伸出始端传感器,所述的I传感器7-7为微提油缸伸出终端传感器,所述的H传感器7-6、I传感器7-7均与所述的PLC自控系统相连接。
如图1、4所示,所述的伸缩节锁紧机构6由设在所述的闸门本体9-4上的感压头6-1,设在此感压头6-1下方的感压爪6-3,与此感压爪6-3相铰接的连接座6-4,设在此连接座6-4上的线闸装置6-2,与此线闸装置6-2相连接的锁栓装置所组成,所述的连接座6-4固定在伸缩Ⅱ节的上端面。
如图4所示,所述的锁栓装置由固定在伸缩Ⅰ节上的锁栓支架6-6,设在此锁栓支架6-6上的锁栓套6-8,与此锁栓套6-8滑动连接的栓轴6-7所组成,所述的锁栓套6-8端部与所述的插孔4-7周边固定连接,所述的栓轴6-7与所述的伸缩Ⅰ节上相对应的插孔4-7滑动连接。
所述的线闸装置6-2的闸线6-5两端分别与所述的感压爪6-3和所述的栓轴6-7固定连接。
如图4所示,在伸缩节组件逐节上升到感压爪6-3与感压头6-1未接触时,栓轴6-7一直穿过插孔4-7,将伸缩Ⅰ节和伸缩Ⅱ节的相对位置固定,如果伸缩节继续上升,感压头6-1将压下感压爪6-3,迫使感压爪6-3转动,从而带动线闸装置6-2动作,同时缩回栓轴6-7,使伸缩Ⅰ节相对伸缩Ⅱ节可以滑动。
如图1、2、4、5所示,所述的料位门机构5由与所述的溜料口4-8周边相连接的箱体5-1,设在此箱体5-1内、且通过门转轴5-2与所述的溜料口4-8的上边框相铰接的料门5-3,与此料门5-3的两侧相连接的感应板5-4,分别设在所述的箱体5-1两侧面上的J传感器5-5、K传感器5-6所组成,所述的J传感器5-5和K传感器5-6均与所述的PLC自控系统相连接。
所述的J传感器5-5为料门终端传感器,所述的K传感器5-6为料门始端传感器,料门始端传感器与料门终端传感器以门转轴为中心相差45o角布置,当伸缩Ⅰ节内的料位上升,散料堆积到将料门开启、旋转到45o时,J传感器5-5(料门终端传感器)发信号给PLC自控系统。
本发明的工作过程是:
伸缩节下落作业程序:
1)、PLC自控系统下达伸缩节下落指令后,主控标尺装置上的G传感器3-10(提升油缸终端传感器)由黄色变为无色,提升油缸2-10开始收回。(注:黄色为传感器响应工作状态,无色为不响应状态)
2)、当提升油缸2-10收回、主控标尺装置上的滑块到达F传感器时,F传感器由无色变为黄色,表明伸缩Ⅰ节4-1下落行程到位并处于工作状态,此时,感压爪6-3离开感压头6-1,栓轴6-7穿过插孔4-7与伸缩Ⅱ节底端相靠接,PLC自控系统对提升油缸发出停止指令,四个微提油缸7-4同时开始工作,I传感器(微提油缸伸出终端传感器)由黄色变为无色,表明微提油缸7-4已经离开伸出终端位置。
3)、微提油缸7-4收回的同时带动微提转架7-3逆时针转,当转动到H传感器(微提油缸伸出始端传感器)由无色变为黄色时,表明微提油缸7-4已经处于伸出的始端位置,然后PLC自控系统发出指令,命令微提油缸7-4停止工作;提升油缸2-10继续收回;伸缩节组件4继续下落。
4)、在伸缩节组件4继续下落过程中,主控标尺上的传感器感应件3-3依次触发F传感器、E传感器、C传感器B传感器,对应的显示灯也依次亮起黄色,这样可以时刻监控下落的位置状态,如果有异常发生,及时检修、调整。最后,当A传感器3-4显示灯亮起黄色时,表明伸缩节组件下落最大行程结束,PLC自控系统对提升油缸2-10发出停止收回指令。
伸缩节排料提升作业程序:
1)、下达排料指令,卸料闸门的闸门油缸9-2开始收回,Q传感器由黄色变为无色。当闸门油缸9-2收回到P传感器由无色变为黄色时,闸门油缸9-2停止收回工作,说明卸料闸门9已开启到最大卸料极限,矿料开始排放。
2)、当伸缩节组件4内腔中料位达到设计值时,料门5-3被逐渐打开,K传感器5-6由黄色变为无色,表示料门开启。当料门5-3绕门转轴5-2转动到J传感器5-5由无色变为黄色时,说明料门5-3处于开启极限位置,PLC自控系统指挥提升油缸开始伸出;伸缩节组件4开始上升。
3)、随着伸缩节组件4的上升,伸缩节组件4内的料位相对下降,料门5-3开始回转,K传感器5-6由黄色变为无色,说明料门5-3离开开启的极限位置,当J传感器5-5由无色变为黄色时,料门5-3回到原位,J传感器5-5再次由无色变为黄色。
4)、当伸缩节组件4内的料位再达到设计值时,将重复2)、3)条指令。直至装车结束。
伸缩节组件固定(非工作状态):
卸料停止后,提升油缸继续伸出;感压头6-1逐渐接近并压下感压爪6-3;感压爪6-3顺时针旋转;线闸装置6-2动作;栓轴6-7抽回插孔内;伸缩Ⅰ节上升;到位后主控标尺装置3上的G传感器(提升油缸的终端传感器)变为黄色,PLC自控系统发出微提油缸7-4伸出指令;微提油缸7-4伸出;微提转架7-3顺时针转动;微提转架7-3上的滚轮7-5与位于上方的微提钩7-1挂接;整个伸缩节组件到达最小高度后固定。此时伸缩节状态如图5所示。
采用本发明设备进行排料时,无尘、无污染,整个卸料、装车全过程实行智能化管理,节省人力,而且操作简单,使用方便,加快排料速度,是矿山破碎生产线、冶金企业的烧结厂和球团厂的最终产品的转储转运的智能化排料理想设备。
Claims (7)
1.一种无尘化智能排料设备,包括设在料仓上的卸料漏斗,设在此卸料漏斗下部的卸料闸门,此卸料闸门由闸门支架、闸门本体、插板、出料口和闸门油缸所组成,其特征在于所述的卸料漏斗的底部与一个提升机构相连接,此提升机构上设有主控标尺装置,所述的闸门支架上设有闸门控制装置,所述的闸门本体上设有四套伸缩节微提机构,所述的出料口与一个伸缩节组件相连接,
所述的伸缩节组件由与所述的卸料闸门上的出料口相连接的伸缩Ⅵ节,与此伸缩Ⅵ节滑动连接的伸缩Ⅴ节,与此伸缩Ⅴ节滑动连接的伸缩Ⅳ节,与此伸缩Ⅳ节滑动连接的伸缩Ⅲ节,与此伸缩Ⅲ节滑动连接的伸缩Ⅱ节,与此伸缩Ⅱ节滑动连接的伸缩Ⅰ节所组成,所述的伸缩Ⅰ节中部对称设有溜料口,此溜料口与料位门机构相连接,所述的伸缩Ⅰ节的上部对称设有插孔,此插孔与伸缩节锁紧机构相连接,
所述的卸料闸门、提升机构和四套伸缩节微提机构均与一个液压动力机构相连接,此液压动力机构、主控标尺装置、闸门控制装置和料位门机构与一个PLC自控系统相连接。
2.根据权利要求1所述的无尘化智能排料设备,其特征在于所述的提升机构由与所述的卸料漏斗的底部固定连接的框架,设在此框架上的两条导轨,与此两条导轨滚动连接的滑移小车,设在此滑移小车右端的两对动滑轮,设在所述框架左端的上表面的两对定滑轮和设在所述框架下表面的两个Ⅰ导向轮,设在所述闸门本体上的两个Ⅱ导向轮,分别与所述的两对动滑轮、两对定滑轮、两个Ⅰ导向轮和两个Ⅱ导向轮啮合连接的四根钢丝绳,分别与此四根钢丝绳的下端固定连接的吊耳组件,一端与所述框架铰接、另一端与所述滑移小车铰接的提升油缸,分别设在所述两对定滑轮的侧面、且固定在框架两侧上的N传感器和O传感器所组成,所述的四根钢丝绳的上端均与滑移小车相连接,所述的吊耳组件分别与所述的伸缩Ⅰ节外表面相连接,所述的两对定滑轮的侧面设有与所述的N传感器和O传感器相接近的感应头,所述的N传感器和O传感器均与所述的PLC自控系统相连接。
3.根据权利要求1或2所述的无尘化智能排料设备,其特征在于所述的主控标尺装置由固定在所述框架上的标尺固定板,设在此标尺固定板上的标尺滑道,与此标尺滑道滑动连接的标尺滑块,一端与此标尺滑块相连接的滑杆,设在所述的标尺滑块上的传感器感应件,自左向右依次设在所述的标尺固定板上的A传感器、B传感器、C传感器、D传感器、E传感器、F传感器和G传感器所组成,所述滑杆的另一端与所述的滑移小车相连接,
所述的A传感器、B传感器、C传感器、D传感器、E传感器、F传感器和G传感器均与所述的PLC自控系统相连接。
4.根据权利要求1所述的无尘化智能排料设备,其特征在于所述的闸门控制装置由设在闸门支架上的支承板,设在此支承板上的P传感器、Q传感器,设在所述的闸门油缸上伸缩杆头部的感应块所组成,所述的P传感器、Q传感器均与所述的PLC自控系统相连接。
5.根据权利要求1所述的无尘化智能排料设备,其特征在于所述的四套伸缩节微提机构均匀的分布在所述的伸缩Ⅵ节的外周边,此伸缩节微提机构由设在所述的伸缩Ⅱ节上端的微提钩,通过铰支座与所述的闸门本体相较接的微提转架,一端与此微提转架相铰接的微提油缸,设在所述的闸门本体上的传感器安装板,设在此传感器安装板上的H传感器和I传感器所组成,所述的微提油缸的另一端通过铰支座与闸门本体相铰接,所述的微提转架上设有与微提钩挂接的滚轮,所述的H传感器、I传感器均与所述的PLC自控系统相连接。
6.根据权利要求1所述的无尘化智能排料设备,其特征在于所述的伸缩节锁紧机构由设在所述的闸门本体上的感压头,设在此感压头下方的感压爪,与此感压爪相较接的连接座,设在此连接座上的线闸装置,与此线闸装置相连接的锁栓装置所组成,所述的连接座固定在所述的伸缩Ⅱ节上的上端面,
所述的锁栓装置由固定在所述的伸缩Ⅰ节上的锁栓支架,设在此锁栓支架上的锁栓套,与此锁栓套滑动连接的栓轴所组成,所述的锁栓套端部与所述的插孔周边相连接,所述的栓轴与所述的伸缩Ⅰ节上相对应的插孔滑动连接,
所述的线闸装置的闸线两端分别与所述的感压爪和所述的栓轴固定连接。
7.根据权利要求1所述的无尘化智能排料设备,其特征在于所述的料位门机构由与所述的溜料口周边相连接的箱体,设在此箱体内且通过门转轴与所述的溜料口的上边框相铰接的料门,与此料门的两侧相连接的感应板,设在所述的箱体两侧面上的J传感器、K传感器所组成,所述的J传感器和K传感器均与所述的PLC自控系统相连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010530046 CN102452563B (zh) | 2010-11-03 | 2010-11-03 | 无尘化智能排料设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010530046 CN102452563B (zh) | 2010-11-03 | 2010-11-03 | 无尘化智能排料设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102452563A true CN102452563A (zh) | 2012-05-16 |
| CN102452563B CN102452563B (zh) | 2013-08-28 |
Family
ID=46036321
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010530046 Active CN102452563B (zh) | 2010-11-03 | 2010-11-03 | 无尘化智能排料设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102452563B (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103879692A (zh) * | 2014-04-11 | 2014-06-25 | 花垣县太丰冶炼有限责任公司 | 一种料仓插板移动装置 |
| CN104495425A (zh) * | 2014-12-12 | 2015-04-08 | 中国能源建设集团安徽省电力设计院 | 一种带有可伸缩功能的三级落煤管组合装置及其自动控制方法 |
| CN104773525A (zh) * | 2015-04-20 | 2015-07-15 | 华电重工股份有限公司 | 圆形料场的堆料机、堆料控制方法及辅助堆料机构总成 |
| CN104960943A (zh) * | 2015-06-29 | 2015-10-07 | 南京钢铁股份有限公司 | 一种塔底液压插针破碎无尘放灰装置及其应用方法 |
| CN105151837A (zh) * | 2015-07-30 | 2015-12-16 | 泰富重工制造有限公司 | 散装物料降落防尘装置 |
| CN105883436A (zh) * | 2016-06-13 | 2016-08-24 | 太重(天津)滨海重型机械有限公司 | 给料系统 |
| CN106542352A (zh) * | 2016-12-07 | 2017-03-29 | 秦皇岛首创思泰意达环保科技有限公司 | 一种用于散料的抑尘伸缩式装卸装置与方法 |
| CN108532957A (zh) * | 2018-04-16 | 2018-09-14 | 中国五冶集团有限公司 | 一种基于伸缩浇注料斗的柱体浇注方法 |
| CN108639589A (zh) * | 2018-06-15 | 2018-10-12 | 衡东县中湖包装有限公司 | 一种热熔料斗 |
| CN109849944A (zh) * | 2019-01-21 | 2019-06-07 | 山东康格能源科技有限公司 | 一种移动倒料装置 |
| CN113696223A (zh) * | 2021-08-24 | 2021-11-26 | 江苏科技大学 | 一种基于嵌套导向结构的垂直同步联动多级伸缩臂 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103508222B (zh) * | 2013-09-23 | 2016-02-10 | 郑州鼎盛机械设备有限公司 | 粗管下降、细管下降套管式物料降碎器及物料入仓方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5016686A (en) * | 1989-10-06 | 1991-05-21 | Atlantic Richfield Company | Method and apparatus for loading particulate materials |
| US5799825A (en) * | 1996-03-13 | 1998-09-01 | Marquette Leasing, Inc. | Gate seal system |
| CN201190045Y (zh) * | 2008-03-28 | 2009-02-04 | 鞍山市瑞晨耐火材料专用设备有限公司 | 电动伸缩无尘装车装置 |
| CN101376465A (zh) * | 2008-07-21 | 2009-03-04 | 胜利油田胜利动力机械集团有限公司 | 秸秆推送器 |
| CN201545526U (zh) * | 2009-11-24 | 2010-08-11 | 鞍钢集团矿业公司 | 电动装车防尘装置 |
| CN201849968U (zh) * | 2010-11-03 | 2011-06-01 | 杨飞 | 无尘化智能排料设备 |
-
2010
- 2010-11-03 CN CN 201010530046 patent/CN102452563B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5016686A (en) * | 1989-10-06 | 1991-05-21 | Atlantic Richfield Company | Method and apparatus for loading particulate materials |
| US5799825A (en) * | 1996-03-13 | 1998-09-01 | Marquette Leasing, Inc. | Gate seal system |
| CN201190045Y (zh) * | 2008-03-28 | 2009-02-04 | 鞍山市瑞晨耐火材料专用设备有限公司 | 电动伸缩无尘装车装置 |
| CN101376465A (zh) * | 2008-07-21 | 2009-03-04 | 胜利油田胜利动力机械集团有限公司 | 秸秆推送器 |
| CN201545526U (zh) * | 2009-11-24 | 2010-08-11 | 鞍钢集团矿业公司 | 电动装车防尘装置 |
| CN201849968U (zh) * | 2010-11-03 | 2011-06-01 | 杨飞 | 无尘化智能排料设备 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103879692A (zh) * | 2014-04-11 | 2014-06-25 | 花垣县太丰冶炼有限责任公司 | 一种料仓插板移动装置 |
| CN104495425A (zh) * | 2014-12-12 | 2015-04-08 | 中国能源建设集团安徽省电力设计院 | 一种带有可伸缩功能的三级落煤管组合装置及其自动控制方法 |
| CN104773525A (zh) * | 2015-04-20 | 2015-07-15 | 华电重工股份有限公司 | 圆形料场的堆料机、堆料控制方法及辅助堆料机构总成 |
| CN104960943B (zh) * | 2015-06-29 | 2017-03-08 | 南京钢铁股份有限公司 | 一种塔底液压插针破碎无尘放灰装置及其应用方法 |
| CN104960943A (zh) * | 2015-06-29 | 2015-10-07 | 南京钢铁股份有限公司 | 一种塔底液压插针破碎无尘放灰装置及其应用方法 |
| CN105151837A (zh) * | 2015-07-30 | 2015-12-16 | 泰富重工制造有限公司 | 散装物料降落防尘装置 |
| CN105883436A (zh) * | 2016-06-13 | 2016-08-24 | 太重(天津)滨海重型机械有限公司 | 给料系统 |
| CN106542352A (zh) * | 2016-12-07 | 2017-03-29 | 秦皇岛首创思泰意达环保科技有限公司 | 一种用于散料的抑尘伸缩式装卸装置与方法 |
| CN106542352B (zh) * | 2016-12-07 | 2019-06-11 | 秦皇岛首创思泰意达环保科技有限公司 | 一种用于散料的抑尘伸缩式装卸方法 |
| CN108532957A (zh) * | 2018-04-16 | 2018-09-14 | 中国五冶集团有限公司 | 一种基于伸缩浇注料斗的柱体浇注方法 |
| CN108639589A (zh) * | 2018-06-15 | 2018-10-12 | 衡东县中湖包装有限公司 | 一种热熔料斗 |
| CN109849944A (zh) * | 2019-01-21 | 2019-06-07 | 山东康格能源科技有限公司 | 一种移动倒料装置 |
| CN113696223A (zh) * | 2021-08-24 | 2021-11-26 | 江苏科技大学 | 一种基于嵌套导向结构的垂直同步联动多级伸缩臂 |
| CN113696223B (zh) * | 2021-08-24 | 2023-11-21 | 江苏科技大学 | 一种基于嵌套导向结构的垂直同步联动多级伸缩臂 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102452563B (zh) | 2013-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201849968U (zh) | 无尘化智能排料设备 | |
| CN102452563B (zh) | 无尘化智能排料设备 | |
| CN103434850B (zh) | 轮胎搬运拆码垛系统及轮胎入库的码垛方法 | |
| CN203512791U (zh) | 轮胎高速搬运拆码垛系统 | |
| CN205588467U (zh) | 一种预制构件立体生产系统 | |
| CN104773525A (zh) | 圆形料场的堆料机、堆料控制方法及辅助堆料机构总成 | |
| CN208883341U (zh) | 地下综合管廊大直径管道运输装置 | |
| CN105174022A (zh) | 一种液压自动脱钩装置 | |
| CN203306932U (zh) | 物料自动夹持提升移位设备 | |
| CN108249084A (zh) | 一种应用于立体仓库的双向伸缩抓取装置及取送方法 | |
| CN206071170U (zh) | 一种平移式塔库搬运器 | |
| CN207032990U (zh) | 新型立体车库agv车辆搬运器 | |
| CN203961392U (zh) | 仓储类停车设备 | |
| CN101121262A (zh) | 具有独立夹持和抬升机构的搬运汽车的机械手 | |
| CN203359548U (zh) | 轮胎搬运拆码垛系统 | |
| CN207434594U (zh) | 一种悬臂式堆料机设备 | |
| CN202087537U (zh) | 一种钢管分选收集装置 | |
| CN204714094U (zh) | 圆形料场的堆料机及辅助堆料机构总成 | |
| CN201849967U (zh) | 用于无尘化智能排料设备的伸缩节 | |
| CN206476382U (zh) | 一种立体仓库爪式伸缩取送货装置 | |
| CN203975748U (zh) | 一种链斗提升机 | |
| CN102674147B (zh) | 单索抓斗的开闭机构 | |
| CN105128909B (zh) | 一种平板式自动窑车 | |
| CN106241138A (zh) | 一种新型垃圾车装料装置 | |
| CN104141400A (zh) | 载车板无空行程存取车辆方法及设施 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |