CN102407609A - 重型板片压机快速换模装置 - Google Patents
重型板片压机快速换模装置 Download PDFInfo
- Publication number
- CN102407609A CN102407609A CN2011103731062A CN201110373106A CN102407609A CN 102407609 A CN102407609 A CN 102407609A CN 2011103731062 A CN2011103731062 A CN 2011103731062A CN 201110373106 A CN201110373106 A CN 201110373106A CN 102407609 A CN102407609 A CN 102407609A
- Authority
- CN
- China
- Prior art keywords
- backing plate
- lifting
- die backing
- height
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
本发明涉及重型板片压机,具体是一种重型板片压机快速换模装置。包括模具垫板、抬升及锁紧机构、平移机构,抬升及锁紧机构包括前、后抬升块和前、后抬升锁紧缸,该前、后抬升块分别通过螺栓与模具垫板的前、后端面固定连接,该前、后抬升锁紧缸位于前、后抬升块下方,其前、后抬升活塞的顶端装有滚轮,其前、后锁紧活塞上部为螺杆结构,前、后抬升块上设置有用于锁紧螺母与所述螺杆结构连接的槽口;平移机构包括齿轮、齿条,驱动该齿轮的电机通过电机支架安装在工作台上,与该齿轮啮合传动的齿条安装在模具垫板的侧面,齿轮高度大于齿条高度,该高度差大于或等于模具垫板抬升高度。本发明既能提高更换模具的速度,又能保证模具进出前后位置精度。
Description
技术领域:
本发明涉及重型板片压机,具体是一种重型板片压机快速换模装置。
背景技术:
目前,板片压机因为更换模具次数少、频率低,所以在设计板片压机的时候一般不考虑设计模具更换机构。当板片压机需要更换模具时,一般采用的方法是直接将模具从工作台上拉拽出来,然后通过吊装装置吊到模具存放位置,再把需要更换的新模具吊到工作台上,拉拽到位后,调整至正确位置,最后用螺栓将模具锁紧。整个过程耗时长,在拉拽模具过程中或多或少会对模具造成一定损伤,而且更换完新模具后,还要对模具进行精确调整定位,然后才可以继续使用。对于产品单一的厂家来说,上述手工换模的装置还可以接受。但是对于产品线丰富的厂家来说,手工换模耗时长等缺点对生产效率带来的影响非常严重。
发明内容:
本发明旨在解决现有模具更换存在的上述问题,而提供一种既能够提高更换模具的速度,又能够保证模具进出前后位置精度的重型板片压机快速换模装置。
本发明解决所述问题采用的技术方案是:
一种重型板片压机快速换模装置,包括模具垫板、模具垫板的抬升及锁紧机构、模具垫板的平移机构,所述抬升及锁紧机构包括前、后抬升块和前、后抬升锁紧缸,该前、后抬升块分别通过螺栓与模具垫板的前、后端面固定连接,该前、后抬升锁紧缸位于前、后抬升块下方,其前、后抬升活塞的顶端装有滚轮,其前、后锁紧活塞上部为螺杆结构,前、后抬升块上设置有用于锁紧螺母与所述螺杆结构连接的槽口;所述平移机构包括齿轮、齿条,驱动该齿轮的电机通过电机支架安装在工作台上,与该齿轮啮合传动的齿条安装在模具垫板的侧面,齿轮高度大于齿条高度,该高度差大于或等于模具垫板抬升高度。
本发明所述技术方案,将传统的手工换模变成了机械换模,更换模具通过其抬升机构将模具垫板抬离工作台台面一定距离后,由平移机构将模具垫板向工作台外面移出使模具完全出来,更换好新的模具后再由平移机构将模具垫板移回并自然降落至初始位置,然后再通过锁紧机构将模具垫板固定在工作台台面上。与现有技术相比,本发明大大提高了更换模具的速度,且可保证模具进出前后位置的精度。
附图说明:
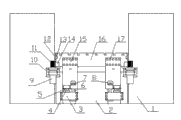
图1为本发明结构示意图前视图。
图2为本发明结构示意图后视图。
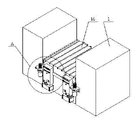
图3为本发明立体结构示意图。
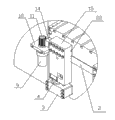
图4为图3中A部放大图。
图中:压机立柱1,工作台2,前抬升锁紧缸3,前抬升活塞4,滚轮5,前锁紧活塞6,锁紧螺母7,槽口8,电机9,电机支架10,齿轮11,导向板12,导向块13,齿条14,前抬升块15,模具垫板16,螺栓17,后抬升锁紧缸18,后抬升活塞19,后锁紧活塞20,后抬升块21,键22。
具体实施方式:
以下结合实施例进一步阐述本发明,目的仅在于更好地理解本发明内容。因此,所举之例并不限制本发明的保护范围。
本实施例给出的重型板片压机快速换模装置,由模具垫板16和模具垫板16的抬升及锁紧机构、平移机构、导向机构组成。
参见图1-图4,模具垫板16的前、后端分别装有抬升及锁紧机构,前抬升及锁紧机构由前抬升块15和前抬升锁紧缸3组成,后抬升及锁紧机构由后抬升块21和后抬升锁紧缸18组成,前抬升块15和后抬升块21分别通过螺栓17与模具垫板16的前、后端面固定连接,前抬升锁紧缸3配置有前抬升活塞4和前锁紧活塞6,后抬升锁紧缸18配置有后抬升活塞19和后锁紧活塞20,前抬升活塞4和后抬升活塞19的顶端分别装有滚轮5,前锁紧活塞6和后锁紧活塞20的上部均为螺杆结构,前抬升块15和后抬升块21上分别设置有槽口8,前抬升块15和后抬升块21可通过锁紧螺母7与所述螺杆结构固定连接。抬升及锁紧机构为模具垫板16提供抬升力和锁紧力。
平移机构采用齿轮齿条机构,由电机9、电机支架10、齿轮11、齿条14组成,驱动齿轮11的电机9通过电机支架10安装在工作台2上,与该齿轮11啮合传动的齿条14安装在模具垫板16的侧面,齿轮11高度大于齿条14高度,该高度差大于或等于模具垫板16抬升高度,以便模具垫板16抬起后齿轮11和齿条14仍可以完全啮合。平移机构带动模具垫板16移出或移入压机工作台2台面。模具垫板16移出时,工作台2外侧应配置模具垫板16的平移支架。
本实施例中,压机立柱1与模具垫板16之间装有导向机构,该导向机构由固定在压机立柱1侧面的导向板12、固定在模具垫板16侧面所开槽内的导向块13构成,该导向块13与该导向板12配合导向,导向板12高度高于该导向块13高度,当移动垫板16抬起后,导向面仍能够完全配合。导向机构在整个机械换模过程中为模具垫板16提供导向。
本实施例中,所述模具垫板16的前、后端面上分别固定有键22,所述前抬升块15和后抬升块21上分别设置有可嵌入该键22的键槽,以保证前抬升块15和后抬升块21与模具垫板16连接更加牢固。
以下简述本装置更换模具时的操作步骤:
第一步,模具垫板16在初始位置,抬升及锁紧机构开始工作,抬升活塞作用在抬升块底面上,将模具垫板16抬离工作台2台面一定距离后,保持位置不动。
第二步,平移机构开始工作,电机9带动齿轮11旋转,使齿条14向外移动,齿条14带动模具垫板16,将模具垫板16移出到压机侧面至模具完全出来。
第三步,更换模具。
第四步,电机9反转,齿轮11带动齿条14向内移动,齿条14带动模具垫板16退回压机内部,当模具垫板16完全回到初始位置时,电机9停止工作。
第五步,抬升及锁紧机构中的抬升活塞停止工作,模具垫板16在自重状态下下降至初始位置。此时抬升及锁紧机构中的锁紧活塞开始工作,通过锁紧螺母7把锁紧力作用在抬升块上,将模具垫板16锁紧。
导向机构提供导向。
Claims (3)
1.一种重型板片压机快速换模装置,包括模具垫板、模具垫板的抬升及锁紧机构、模具垫板的平移机构,其特征在于:
a.所述抬升及锁紧机构包括前、后抬升块和前、后抬升锁紧缸,该前、后抬升块分别通过螺栓与模具垫板的前、后端面固定连接,该前、后抬升锁紧缸位于前、后抬升块下方,其前、后抬升活塞的顶端装有滚轮,其前、后锁紧活塞上部为螺杆结构,前、后抬升块上设置有用于锁紧螺母与所述螺杆结构连接的槽口;
b.所述平移机构包括齿轮、齿条,驱动该齿轮的电机通过电机支架安装在工作台上,与该齿轮啮合传动的齿条安装在模具垫板的侧面,齿轮高度大于齿条高度,该高度差大于或等于模具垫板抬升高度。
2.如权利要求1所述的重型板片压机快速换模装置,其特征在于,压机立柱与模具垫板之间装有导向机构,该导向机构由固定在压机立柱侧面的导向板、固定在模具垫板侧面所开槽内的导向块构成,该导向块与该导向板配合导向,导向板高度高于该导向块高度,该高度差大于或等于模具垫板抬升高度。
3.如权利要求1所述的重型板片压机快速换模装置,其特征在于,所述模具垫板的前、后端面上分别固定有键,所述前抬升块和后抬升块上分别设置有可嵌入该键的键槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011103731062A CN102407609A (zh) | 2011-11-22 | 2011-11-22 | 重型板片压机快速换模装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011103731062A CN102407609A (zh) | 2011-11-22 | 2011-11-22 | 重型板片压机快速换模装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102407609A true CN102407609A (zh) | 2012-04-11 |
Family
ID=45910109
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011103731062A Pending CN102407609A (zh) | 2011-11-22 | 2011-11-22 | 重型板片压机快速换模装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102407609A (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102632139A (zh) * | 2012-04-20 | 2012-08-15 | 北京星和众工设备技术股份有限公司 | 一种压型机快速换模装置 |
| CN106378957A (zh) * | 2016-11-18 | 2017-02-08 | 江苏智石科技有限公司 | 一种换模台车卸料模具台 |
| CN106393577A (zh) * | 2016-11-18 | 2017-02-15 | 江苏智石科技有限公司 | 能通用的换模台车 |
| CN109500259A (zh) * | 2018-12-10 | 2019-03-22 | 江铃汽车股份有限公司 | 一种用于模具垫板安装的导向定位装置及其应用 |
| CN109848231A (zh) * | 2018-12-17 | 2019-06-07 | 南京迪威尔高端制造股份有限公司 | 多向双动挤压液压机的重型模具移动台装置 |
| CN112643857A (zh) * | 2021-01-08 | 2021-04-13 | 中国建筑第七工程局有限公司 | 一种可更换耐磨层板的预制构件生产用模台 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070137505A1 (en) * | 2004-11-25 | 2007-06-21 | Rudolf Heid | Conveyor for transporting work pieces in a press |
| CN201049507Y (zh) * | 2007-05-15 | 2008-04-23 | 大田油压机工业股份有限公司 | 摇臂式模板进退机构 |
| CN201415502Y (zh) * | 2008-10-08 | 2010-03-03 | 浙江吉利汽车有限公司 | 压力机床快速换模自动转换装置 |
| CN201432429Y (zh) * | 2009-04-02 | 2010-03-31 | 南通锻压设备有限公司 | 一种液压机的移动工作台 |
-
2011
- 2011-11-22 CN CN2011103731062A patent/CN102407609A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070137505A1 (en) * | 2004-11-25 | 2007-06-21 | Rudolf Heid | Conveyor for transporting work pieces in a press |
| CN201049507Y (zh) * | 2007-05-15 | 2008-04-23 | 大田油压机工业股份有限公司 | 摇臂式模板进退机构 |
| CN201415502Y (zh) * | 2008-10-08 | 2010-03-03 | 浙江吉利汽车有限公司 | 压力机床快速换模自动转换装置 |
| CN201432429Y (zh) * | 2009-04-02 | 2010-03-31 | 南通锻压设备有限公司 | 一种液压机的移动工作台 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102632139A (zh) * | 2012-04-20 | 2012-08-15 | 北京星和众工设备技术股份有限公司 | 一种压型机快速换模装置 |
| CN106378957A (zh) * | 2016-11-18 | 2017-02-08 | 江苏智石科技有限公司 | 一种换模台车卸料模具台 |
| CN106393577A (zh) * | 2016-11-18 | 2017-02-15 | 江苏智石科技有限公司 | 能通用的换模台车 |
| CN109500259A (zh) * | 2018-12-10 | 2019-03-22 | 江铃汽车股份有限公司 | 一种用于模具垫板安装的导向定位装置及其应用 |
| CN109848231A (zh) * | 2018-12-17 | 2019-06-07 | 南京迪威尔高端制造股份有限公司 | 多向双动挤压液压机的重型模具移动台装置 |
| CN112643857A (zh) * | 2021-01-08 | 2021-04-13 | 中国建筑第七工程局有限公司 | 一种可更换耐磨层板的预制构件生产用模台 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102407609A (zh) | 重型板片压机快速换模装置 | |
| CN202804195U (zh) | 车床机械手 | |
| CN202037433U (zh) | 360°翻转式修模机 | |
| CN101941251B (zh) | 切石机送料结构 | |
| CN101890467B (zh) | 液压镦锻机 | |
| CN109894539B (zh) | 用于机械制造加工的多头多工位的牵引装置 | |
| CN108772451B (zh) | 上下弯新型弯管机 | |
| CN204710920U (zh) | 一种高速连续冲压设备 | |
| CN201552392U (zh) | 数控移动体 | |
| CN102389913A (zh) | 一种高铁车厢尾钩框架整形液压机 | |
| CN201824528U (zh) | 自动脱模装置 | |
| CN201685315U (zh) | 两位双层砖机 | |
| CN204234593U (zh) | 一种冲压生产线用锻压设备的移动工作台 | |
| CN201361928Y (zh) | 自动制瓦机 | |
| CN212919818U (zh) | 一种瓷砖生产用压力机 | |
| CN202378314U (zh) | 压力机移动工作台锁紧顶起装置 | |
| CN206661952U (zh) | 一种汽车小直径金属片冷拔机的夹持装置 | |
| CN201626037U (zh) | 一种自动液压压砖机的顶出装置 | |
| CN220028646U (zh) | 一种五金扳手加工用模具 | |
| CN201841609U (zh) | 切石机送料结构 | |
| CN213645756U (zh) | 一种抗缓冲压力机 | |
| CN218054124U (zh) | 一种开口式液压压力机 | |
| CN220390116U (zh) | 一种用于塑料餐具生产的热压机 | |
| CN204074862U (zh) | 厚钢板热压成型系统 | |
| CN202213031U (zh) | 一种砌块成型机的脱模机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20120411 |