CN102310503B - 大兆瓦级风机叶片阳模的制造方法 - Google Patents
大兆瓦级风机叶片阳模的制造方法 Download PDFInfo
- Publication number
- CN102310503B CN102310503B CN201110179163.7A CN201110179163A CN102310503B CN 102310503 B CN102310503 B CN 102310503B CN 201110179163 A CN201110179163 A CN 201110179163A CN 102310503 B CN102310503 B CN 102310503B
- Authority
- CN
- China
- Prior art keywords
- formpiston
- blade
- male die
- district
- blade root
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 238000000034 method Methods 0.000 claims abstract description 31
- 238000003032 molecular docking Methods 0.000 claims description 8
- 238000005498 polishing Methods 0.000 claims description 8
- 235000011837 pasties Nutrition 0.000 claims description 5
- 238000009434 installation Methods 0.000 claims description 4
- 238000000465 moulding Methods 0.000 claims description 4
- 239000007921 spray Substances 0.000 claims description 4
- 238000004381 surface treatment Methods 0.000 claims description 4
- 238000012360 testing method Methods 0.000 claims description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 4
- 238000003466 welding Methods 0.000 claims description 4
- 239000002023 wood Substances 0.000 claims description 4
- 238000012545 processing Methods 0.000 abstract description 4
- 238000011161 development Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
Images

Landscapes
- On-Site Construction Work That Accompanies The Preparation And Application Of Concrete (AREA)
Abstract
本发明是一种大兆瓦级风机叶片阳模的制造方法,其特征在于,将阳模从中部分成叶根区阳模和叶尖区阳模,分别将叶根区阳模和叶尖区阳模制作成型后,再进行对接制成整体阳模。所述的叶根区阳模采用手工制作,所述的叶尖区阳模先采用手工制作,然后采用数控机床进行加工。本发明方法可以使大兆瓦级风机叶片的阳模达到叶型精度的要求,同时有效地提高生产效率,降低加工成本。
Description
技术领域
本发明涉及一种大兆瓦级风机叶片模具的制造方法,特别是一种大兆瓦级风机叶片阳模的制造方法。
背景技术
纵观全球风机叶片技术的发展趋势,出于对风机效能和降低成本的两个重要因素的考虑,叶片的制作正向大型化发展,大兆瓦级风机叶片长度甚至超过50米。叶片的制作一般是先制作阳模,然后在阳模上制作阴模,现有技术中阳模的制造主要采取以下两种方法:
一是将阳模分为若干截面,制作每个截面的型板,将这些型板连接起来后,在表面手糊玻纤布,并用原子灰结合阳模检板进行手工修型。这种制作方式很难达到叶片高精度的要求,且耗时耗力。
二是直接用糊状代木堆出一个阳模的大致形状后用数控加工中心进行加工。这种加工方式精度高,但是这种加工方式对大兆瓦级叶片并不适用,目前设计的6MW叶片将达到长66.5米宽5.5米高3.5米,很难找到适合的加工中心,并且由于叶型巨大,加工成本较高,运输起来非常困难,极不方便。
发明内容
本发明所要解决的技术问题是针对现有技术的不足,提供一种可提高叶型精度,提高工作效率,降低制作成本的大兆瓦级风机叶片阳模的制造方法。
本发明所要解决的技术问题是通过以下的技术方案来实现的。本发明是、一种大兆瓦级风机叶片阳模的制造方法,其特点是,将阳模从中部分成叶根区阳模和叶尖区阳模,分别将叶根区阳模和叶尖区阳模制作成型后,再进行对接制成整体阳模;其具体步骤是:
(1)叶根区阳模制作,方法如下:先制作阳模钢架:在水平面上进行阳模钢架焊接,然后在阳模钢架上安装阳模型板,使每块阳模型板中心在同一条中心线上;阳模型板安装完成后用方管密集连接相邻的两块阳模型板,方管的间距为20-30mm;在相邻的两块阳模型板的截面相连接的方管上用手糊工艺制作玻璃钢层,玻璃钢层比阳模型板低0.5-1mm;待玻璃钢层完全固化后,先用原子灰进行粗修叶片形状,再用原子灰进行精细修型,最后用阳模检板进行检验至合格,得叶根区阳模;
(2)叶尖区阳模制作,方法如下:前期的步骤和叶根区的阳模制作相同,至玻璃钢层完全固化后,在固化后在表面均匀的糊上一层厚度为30-50mm糊状代木,固化后用数控加工机床按所需精度要求进行加工,得叶尖区阳模;
(3)对接,方法如下:将制得的叶根区阳模与叶尖区阳模按照标高的相对位置、叶型的中心线位置以及整体长度要求进行对接,对接处使用法兰连接,对接完成后,对接处进行手工修型,整个工作完成后,将合格的叶片阳模表面处理干净,并将坐标位置做好标记,进行喷涂易打磨底胶操作,等底胶固化后,易打磨底胶进行水磨至光滑程度即得阳模。
与现有技术相比,本发明的有益效果是,可以使大兆瓦级风机叶片的阳模达到叶型精度的要求,同时有效地提高生产效率,降低加工成本。
附图说明
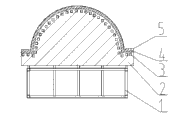
图1为本发明中叶根区阳模的结构示意图。
图2为本发明中叶尖区阳模的结构示意图。
具体实施方式
以下参照附图,进一步描述本发明的具体技术方案,以便于本领域的技术人员进一步地理解本发明,而不构成对其权利的限制。
实施例1,参照图1,图2,一种大兆瓦级风机叶片阳模的制造方法,将阳模从中部分成叶根区和叶尖区,分别将叶根区和叶尖区制作成型后,再进行对接制成整体阳模;其具体步骤是:
(1)叶根区阳模制作,方法如下:先制作阳模钢架1:在水平面上进行阳模钢架1焊接,然后在阳模钢架1上安装阳模型板2,使每块阳模型板2中心在同一条中心线上;阳模型板2安装完成后用方管3密集连接相邻的两块阳模型板,方管3的间距为20mm;在相邻的两块阳模型板的截面相连接的方管上用手糊工艺制作玻璃钢层4,玻璃钢层比阳模型板低0.5mm;待玻璃钢层4完全固化后,先用原子灰5进行粗修叶片形状,再用原子灰5进行精细修型,最后用阳模检板进行检验至合格,得叶根区阳模;
(2)叶尖区阳模制作,方法如下:前期的步骤和叶根区的阳模制作相同,至玻璃钢层4完全固化后,在固化后在表面均匀的糊上一层厚度为30mm糊状代木6,固化后用数控加工机床按所需精度要求进行加工,得叶尖区阳模;
(3)对接,方法如下:将制得的叶根区阳模与叶尖区阳模按照标高的相对位置、叶型的中心线位置以及整体长度要求进行对接,对接处使用法兰连接,对接完成后,对接处进行手工修型,整个工作完成后,将合格的叶片阳模表面处理干净,并将坐标位置做好标记,进行喷涂易打磨底胶操作,等底胶固化后,易打磨底胶进行水磨至光滑程度即得阳模。
实施例2,参照图1,图2,一种大兆瓦级风机叶片阳模的制造方法,将阳模从中部分成叶根区和叶尖区,分别将叶根区和叶尖区制作成型后,再进行对接制成整体阳模;其具体步骤是:
(1)叶根区阳模制作,方法如下:先制作阳模钢架1:在水平面上进行阳模钢架1焊接,然后在阳模钢架1上安装阳模型板2,使每块阳模型板2中心在同一条中心线上;阳模型板2安装完成后用方管3密集连接相邻的两块阳模型板,方管3的间距为30mm;在相邻的两块阳模型板的截面相连接的方管上用手糊工艺制作玻璃钢层4,玻璃钢层比阳模型板低1mm;待玻璃钢层4完全固化后,先用原子灰5进行粗修叶片形状,再用原子灰5进行精细修型,最后用阳模检板进行检验至合格,得叶根区阳模;
(2)叶尖区阳模制作,方法如下:前期的步骤和叶根区的阳模制作相同,至玻璃钢层4完全固化后,在固化后在表面均匀的糊上一层厚度为50mm糊状代木6,固化后用数控加工机床按所需精度要求进行加工,得叶尖区阳模;
(3)对接,方法如下:将制得的叶根区阳模与叶尖区阳模按照标高的相对位置、叶型的中心线位置以及整体长度要求进行对接,对接处使用法兰连接,对接完成后,对接处进行手工修型,整个工作完成后,将合格的叶片阳模表面处理干净,并将坐标位置做好标记,进行喷涂易打磨底胶操作,等底胶固化后,易打磨底胶进行水磨至光滑程度即得阳模。
Claims (1)
1.一种大兆瓦级风机叶片阳模的制造方法,将阳模从中部分成叶根区阳模和叶尖区阳模,分别将叶根区阳模和叶尖区阳模制作成型后,再进行对接制成整体阳模;其特征在于,其具体步骤是:
(1)叶根区阳模制作,方法如下:先制作阳模钢架,在水平面上进行阳模钢架焊接,然后在阳模钢架上安装阳模型板,使每块型板中心在同一条中心线上;阳模型板安装完成后用方管密集连接相邻的两块阳模型板,方管的间距为20-30mm;在相邻的两块阳模型板的截面相连接的方管上用手糊工艺制作玻璃钢层,玻璃钢层比阳模型板低0.5-1mm;待玻璃钢层完全固化后,先用原子灰进行粗修叶片形状,再用原子灰进行精细修型,最后用阳模检板进行检验至合格,得叶根区阳模;
(2)叶尖区阳模制作,方法如下:前期的步骤和叶根区的阳模制作相同,至玻璃钢层完全固化后,在固化后在表面均匀的糊上一层厚度为30-50mm糊状代木,固化后用数控加工机床按所需精度要求进行加工,得叶尖区阳模;
(3)对接,方法如下:将制得的叶根区阳模与叶尖区阳模按照标高的相对位置、叶型的中心线位置以及整体长度要求进行对接,对接处使用法兰连接,对接完成后,对接缝处进行手工修型,整个工作完成后,将合格的叶片阳模表面处理干净,并将坐标位置做好标记,进行喷涂易打磨底胶操作,等底胶固化后,易打磨底胶进行水磨至光滑程度即得阳模。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110179163.7A CN102310503B (zh) | 2011-06-29 | 2011-06-29 | 大兆瓦级风机叶片阳模的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110179163.7A CN102310503B (zh) | 2011-06-29 | 2011-06-29 | 大兆瓦级风机叶片阳模的制造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102310503A CN102310503A (zh) | 2012-01-11 |
| CN102310503B true CN102310503B (zh) | 2013-05-22 |
Family
ID=45424264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110179163.7A Expired - Fee Related CN102310503B (zh) | 2011-06-29 | 2011-06-29 | 大兆瓦级风机叶片阳模的制造方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102310503B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103350467A (zh) * | 2013-06-19 | 2013-10-16 | 广东明阳风电产业集团有限公司 | 一种能制造多种风机叶片模具及其制作方法 |
| CN103568161B (zh) * | 2013-10-08 | 2016-01-06 | 东方电气(天津)风电叶片工程有限公司 | 加工兆瓦级风电叶片模具的方法 |
| CN104924498B (zh) * | 2015-05-26 | 2017-07-11 | 宁夏共享模具有限公司 | 一种水轮机叶片模具的制造方法 |
| CN105415705B (zh) * | 2015-10-27 | 2018-05-04 | 江苏金风科技有限公司 | 风机叶片根部预制件成型方法及根部预制件模具 |
| CN110355910A (zh) * | 2019-08-30 | 2019-10-22 | 双一科技盐城有限公司 | 一种大型叶片模具及其制作方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101396852A (zh) * | 2007-09-27 | 2009-04-01 | 通用电气公司 | 风力涡轮机叶片的模具 |
| CN101602237A (zh) * | 2009-07-02 | 2009-12-16 | 天津鑫茂鑫风能源科技有限公司 | 采用型板快速制作叶片阳模的方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1034662A (ja) * | 1996-07-22 | 1998-02-10 | Nippon Plast Co Ltd | 成形金型のモデルのエッジ加工用筋彫り工具と同工具によるエッジ加工方法 |
| DE102008045601A1 (de) * | 2008-06-27 | 2009-12-31 | Repower Systems Ag | Rotorblatt für eine Windenergieanlage und Verfahren und Fertigungform zu seiner Fertigung |
-
2011
- 2011-06-29 CN CN201110179163.7A patent/CN102310503B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101396852A (zh) * | 2007-09-27 | 2009-04-01 | 通用电气公司 | 风力涡轮机叶片的模具 |
| CN101602237A (zh) * | 2009-07-02 | 2009-12-16 | 天津鑫茂鑫风能源科技有限公司 | 采用型板快速制作叶片阳模的方法 |
Non-Patent Citations (1)
| Title |
|---|
| JP特开平10-34662A 1998.02.10 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102310503A (zh) | 2012-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102310503B (zh) | 大兆瓦级风机叶片阳模的制造方法 | |
| CN101339574B (zh) | 基于回弹补偿的混凝土搅拌叶片模具型面设计系统及方法 | |
| CN103568161B (zh) | 加工兆瓦级风电叶片模具的方法 | |
| CN102000957A (zh) | 一种风电叶片模具的制作方法 | |
| CN105128344A (zh) | 大型3d打印与五轴联动一体机 | |
| HRP20201950T1 (hr) | Postupak pripreme šuplje oštrice ventilatora | |
| CN203765856U (zh) | 风电叶片阳模通用快速成型装置 | |
| CN108568974A (zh) | 一种闭合式复合材料构件成型工装及使用方法 | |
| CN109530764B (zh) | 一种锯齿类飞机蒙皮装夹和数控外形铣切方法 | |
| CN102501013B (zh) | 化铣样板加工方法 | |
| CN103612402A (zh) | 具有螺纹孔的预埋件定位方法 | |
| CN103753151A (zh) | 工装局部增加定位孔的方法 | |
| CN105034209B (zh) | 风力发电机风轮叶片阳模的修补方法 | |
| CN103447755A (zh) | 一种气缸盖及其加工方法 | |
| CN205167568U (zh) | 大型3d打印与五轴联动一体机 | |
| CN207190298U (zh) | 复材零件成型泡沫铝工装 | |
| CN203556740U (zh) | 大型螺旋叶片分段加工模具 | |
| CN103600615B (zh) | 一种在不规则蛋壳面上雕刻图案的方法 | |
| CN103950177B (zh) | 组合型可调式口型板 | |
| CN110434231A (zh) | 波纹板类零件橡皮囊液压成型工装及方法 | |
| CN204526158U (zh) | 一种适用于电磁感应加热衬塑复合钢管的端头结构 | |
| CN203209546U (zh) | 模具放料活动定位装置 | |
| CN101807066A (zh) | 覆盖件修冲模入模量加工方法 | |
| CN202162480U (zh) | 风力发电塔筒内附件长孔工装 | |
| CN203650501U (zh) | 一种刻线划针 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address |
Address after: 222069 west side of Dapu Road, Lianyungang Economic and Technological Development Zone, Lianyungang City, Jiangsu Province (south of Dongfang Avenue) Patentee after: Guoneng United Power Technology (Lianyungang) Co.,Ltd. Address before: 222000 west side of Dapu Road (south of Dongfang Avenue), Lianyungang Economic and Technological Development Zone, Lianyungang City, Jiangsu Province Patentee before: Guodian United Power Technology (Lianyungang) Co.,Ltd. |
|
| CP03 | Change of name, title or address | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130522 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |