CN102278874A - 数字化全自动耐火材料干燥炉 - Google Patents
数字化全自动耐火材料干燥炉 Download PDFInfo
- Publication number
- CN102278874A CN102278874A CN2011101339141A CN201110133914A CN102278874A CN 102278874 A CN102278874 A CN 102278874A CN 2011101339141 A CN2011101339141 A CN 2011101339141A CN 201110133914 A CN201110133914 A CN 201110133914A CN 102278874 A CN102278874 A CN 102278874A
- Authority
- CN
- China
- Prior art keywords
- module
- electric control
- control valve
- pipeline
- digitlization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
本发明涉及一种数字化全自动耐火材料干燥炉,包括干燥炉本体、电动炉门、耐火材料台车轨道、两个横向热风/排烟管道、三通换向阀、排烟管道、热风总管、余热回收装置、烟囱,其中设在电动炉门上的炉门全金属接近开关、设在台车行走轨道中间的台车全金属接近开关、燃烧供热系统、设在余热回收装置与所述烟囱之间的管道上的烟气电动调节阀、设在热风总管上的热风温度探测器、设在余热回收管道上的排烟温度探测器、设在干燥炉本体顶部的炉内温度探测器和炉内压力探测器上的电气控制点分别与PLC数字化自动控制组合模块相连接。本发明提高了炉温控制精度,使烘干产品品质得到很大的提高,可以节能10%以上,节省了人力,降低了整体运行成本。
Description
技术领域
本发明涉及耐火材料烘干设备技术领域,特别是一种配有高温换向阀,采用数字化控制热风/烟气的换向的数字化全自动耐火材料干燥炉。
背景技术
随着工业化的不断发展,工业企业对耐火材料的量的需求也越来越多,同时对耐火材料的质的要求同样也越来越高,耐火材料烘干情况的好坏直接关系到耐火材料制品使用性能的优劣。这就要求耐火材料在干燥过程中的炉温均匀性非常高,炉温均匀性的提高可以使耐火材料中各点水分的排出保持同步性,减少耐火制品因水分排出不均而导致的开裂、断裂等情况,提高成品率,增强耐火材料的整体力学性能。
干燥炉(窑)的炉温一般在350~450℃之间,对于炉温低的炉窑来说,是以对流传热为主的,所以提高炉内气体的流动性成为提高炉温均匀性的唯一手段。
以往的干燥炉(窑)使用以下方式提高炉温的均匀性:
1、对于炉宽小于等于2.5米的炉子来说,采用炉墙的一边进热风、另一边出烟气的方式。因为炉宽小于2.5米,热风在此过程的温降不大,基本能保持炉内温度均匀性,但其适用范围仅限于炉宽2.5米及其以下炉型。
2、对于炉宽大于2.5米的炉子来说,由于炉内宽度过大,如果采用一边进热风、另一边出烟气方式的话,由于两侧温降明显增大,导致排烟侧一边温度偏低,温度均匀性达不到要求,不利于烘干;因此往往采取两侧进风,中间排烟的方式,台车面上需要开孔,这样就保持了炉内烟气的循环,保证了炉内温度的均匀性。由于中间台车需要开孔,增加了布料难度,也增加了炉膛长度,而且很难保证台车孔与烟道孔的对齐,对炉气循环也是不利的。
3、还有一种就是增加循环风机以保证炉内热气循环的方式,这种方式适合于大型干燥炉及350℃以下低温干燥炉,因为高温循环风机的费用比较高,使整个炉子的造价增加。
以上的干燥炉(窑)使用的技术,有的即使加了循环风机,但都是单侧进风单侧出风的形式,自动化程度要求也不高,只能通过人工调节或半自动化调节,人工调节或半自动化调节很难实现炉子按照正常的升温曲线进行工作,炉温均匀性不够理想,耐火材料的性能往往与理论相差很多,还增加了劳动强度。
发明内容
本发明的目的是提供一种结构合理、自动化程度高、炉温均匀的数字化全自动耐火材料干燥炉。
本发明的数字化全自动耐火材料干燥炉,包括两侧分别设有热风/排烟管道的干燥炉本体,与此干燥炉本体的一端相连接的电动炉门,设在此干燥炉本体内的台车行走轨道,与此干燥炉本体的另一端相连接的热风总管和排烟管道,通过余热回收管道与此排烟管道相连接的余热回收装置,通过管道与此余热回收装置相连接的烟囱,台车和台车牵引机构,其特征在于在所述的干燥炉本体的顶部设有炉内温度探测器和炉内压力探测器,所述的热风/排烟管道与设在干燥炉本体另一端的三通换向阀相连接,此三通换向阀分别与所述的排烟管道和热风总管相连接,此热风总管与燃烧供热系统相连接,在所述的热风总管上设有热风温度探测器,在所述的余热回收管道上设有排烟温度探测器,在所述余热回收装置与所述烟囱之间的管道上设有烟气电动调节阀,在所述电动炉门的上部设有炉门全金属接近开关,在所述的台车行走轨道的中间设有台车全金属接近开关,所述的电动炉门、炉门全金属接近开关、台车全金属接开关、炉内压力探测器、炉内温探测器、三通换向阀、热风温度探测器、燃烧供热系统、排烟温度探测器和烟气电动调节阀上的电气控制点分别与PLC数字化自动控制组合模块相连接。
所述的燃烧供热系统包括燃烧室,设在此燃烧室内的燃烧器,分别与此燃烧器相连接的燃气管路、助燃空气管路,与此燃烧室相连接的混合气管路,此燃气管路中设有燃气电动调节阀、燃气手动球阀,此助燃空气管路中依次设有助燃空气风机、助燃空气手动闸、助燃空气电动调节阀,此混合气管路中依次设有混合气风机、混合气手动闸、混合气电动调节阀,所述的燃气电动调节阀、助燃空气风机、助燃空气电动调节阀、混合气风机、混合气电动调节阀上的电气控制点与所述的PLC数字化自动控制组合模块相连接。
在所述的燃烧室四周设有混合风通道且与所述的混合气管路相连接。
所述的热风总管、排烟管道,三通换向阀的外表面设有保温层。
所述的PLC数字化自动控制组合模块包括控制系统模块,与此控制系统模块并联的换向控制模块、压力控制模块、温度控制模块、炉门/台车联锁控制模块,分别与此换向控制模块、压力控制模块、温度控制模块、炉门/台车联锁控制模块相连接的PLC信号处理模块,与此PLC信号处理模块相连接的数字化调节模块,此数字化调节模块与控制系统模块相连接,
所述的换向控制模块的输入端与所述的炉内温度探测器和排烟温度探测器相连接,所述的换向控制模块的输出端与所述的三通换向阀相连接,此三通换向阀与所述的炉内温度探测器、排烟温度探测器相连接,
所述的压力控制模块的输入端与所述的炉内压力探测器相连接,所述的压力控制模块的输出端与所述的烟气电动调节阀相连接,此烟气电动调节阀与炉内压力探测器相连接,
所述的温度控制模块输入端与所述的炉内温度探测器相连接,所述温度控制模块的升温数字化调节子模块与所述的混合气电动调节阀、助燃空气电动调节阀、燃气电动调节阀相连接,此混合气电动调节阀、助燃空气电动调节阀、燃气电动调节阀和所述温度控制模块的保温数字化调节子模块均与所述的炉内温度探测器相连接,
所述的炉门/台车联锁控制模块分别与台车行走控制装置、所述的电动炉门、炉门金属接近开关、台车金属接近开关相连接。
本发明的数字化全自动耐火材料干燥炉的有益效果是:采用了先进的数字化燃烧技术,实现全炉的自动化控制,升温速度更容易控制,能够正确地按照升温曲线工作;由于炉内温度场分布均匀,炉长及炉宽方向截面上不会出现低温区或高温区,从而在炉内被烘干的产品表面温度均匀,各点排水速率一致,所以产品不会出现开裂、断裂现象,烘干产品品质也得到提高;由于采用了热气、烟气换向技术,实现炉气的交替循环,所以可以节能10%以上,还大大节省了人力、电力,从而使整体运行成本也降低。
附图说明
图1 本发明的数字化全自动干燥炉的工艺流程图。
图2 本发明的PLC数字化自动控制组合模块框图。
图3本发明的换向控制模块框图。
图4本发明的压力控制模块框图。
图5本发明的温度控制模块框图。
图6本发明的保温结束时炉门/台车联锁控制模块框图。
图7 本发明的装料结束时炉门/台车联锁控制模块框图。
图8 本发明的数字化全自动控制干燥炉的换向状态A。
图9 本发明的数字化全自动控制干燥炉的换向状态B。
具体实施方式
下面结合附图说明本发明的具体实施方式。
如图1所示,本发明的数字化全自动耐火材料干燥炉,包括两侧分别设有热风/排烟管道17的干燥炉本体16,与此干燥炉本体16的一端相连接的电动炉门19,设在此干燥炉本体16内的台车行走轨道20,与此干燥炉本体16的另一端相连接的热风总管13和排烟管道15,通过余热回收管道29与此排烟管道15相连接的余热回收装置2,通过管道与此余热回收装置2相连接的烟囱1,台车18和台车牵引机构21,其特征在于在所述的干燥炉本体16的顶部设有炉内温度探测器25和炉内压力探测器26,所述的热风/排烟管道17与设在干燥炉本体16另一端的三通换向阀14相连接,此三通换向阀14分别与所述的排烟管道15和热风总管13相连接,此热风总管13与燃烧供热系统相连接,热风/排烟管道17在三通换向阀14的作用下,交替改变气流的流向,从而实现热风管与排烟管的功能互换,这种互换可以实现无论炉宽多宽炉温都比较均匀,物料烘干效果好,品质高等优点。在所述的热风总管13上设有热风温度探测器23,在所述的余热回收管道29上设有排烟温度探测器24,在所述余热回收装置2与所述烟囱1之间的管道上设有烟气电动调节阀22,烟气从干燥炉本体16经排烟管排出,并通过三通换向阀14,然后进入余热回收装置2,把烟气中剩余的热量充分利用。所述的热风总管13、排烟管道15、三通换向阀14的外表面设有保温层。以减少热量在此过程的损失。烟气经过余热回收装置以后进入烟囱1,然后由烟囱1排入大气中。在所述电动炉门19的上部设有炉门全金属接近开关27,在所述的台车行走轨道20的中间设有台车全金属接近开关28,所述的电动炉门19、炉门全金属接近开关27、台车全金属接开关28、炉内压力探测器26、炉内温探测器25、三通换向阀14、热风温度探测器23、燃烧供热系统、排烟温度探测器24和烟气电动调节阀22上的电气控制点分别与PLC数字化自动控制组合模块相连接。
所述的燃烧供热系统包括燃烧室12,设在此燃烧室12内的燃烧器11,分别与此燃烧器11相连接的燃气管路、助燃空气管路,与此燃烧室12相连接的混合气管路,在所述的燃气管路中设有燃气电动调节阀9和燃气手动球阀10,在所述的助燃空气管路中依次设有助燃空气风机4、助燃空气手动闸7和助燃空气电动调节阀8,在所述的混合气管路中依次设有混合气风机3、混合气手动闸5和混合气电动调节阀6,所述的燃气电动调节阀9、助燃空气风机4、助燃空气电动调节阀8、混合气风机3、混合气电动调节阀6与所述的PLC数字化自动控制组合模块相连接。所述的燃烧室12四周设有混合风通道,此混合风通道与所述的混合气管路相连接,由混合风机提供混合风,通过各种控制手段,实现燃烧空气与燃气及混合风的配比,满足干燥炉烘干工艺的温度要求,
如图2所示,所述的PLC数字化自动控制组合模块包括控制系统模块D-1,与此控制系统模块D-1并联的换向控制模块D-2、压力控制模块D-3、温度控制模块D-4、炉门/台车联锁控制模块D-5,分别与此换向控制模块D-2、压力控制模块D-3、温度控制模块D-4、炉门/台车联锁控制模块D-5相连接的PLC信号采集模块D-6,与此PLC信号采集模块D-6相连接的数字化整合模块D-7,此数字化整合模块D-7与控制系统模块D-1相连接。
如图3、图8、图9所示,所述的换向控制模块D-2的输入端与所述的炉内温度探测器25、排烟温度探测器24相连接,所述的换向控制模块D-2的输出端与所述的三通换向阀14相连接,此三通换向阀14与所述的炉内温度探测器25、排烟温度探测器24相连接。根据炉内温度探测器25探测的炉内温度以及排烟管道15上的排烟温度探测器24探测的排烟温度确定换向时间,并进行实时的换向周期控制,要求炉内温度与排烟温度二者温度相差不得大于20℃,此时三通换向阀14的换向周期为1~3分钟,还要考虑炉子的宽度才能确切确定换向周期;使炉内燃气的状态由图7所示的状态A改变成图8所示的状态B,经一个周期后又由图8所示的状态B变为图7所示的状态A。三通换向阀14的换向又反过来影响炉内温度以及排烟温度。
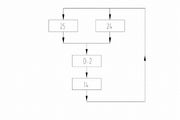
如图4所示,所述的压力控制模块D-3的输入端与所述的炉内压力探测器26相连接,所述的压力控制模块D-3的输出端与所述的烟气电动调节阀22相连接,此烟气电动调节阀22与炉内压力探测器26相连接。所述的压力控制模块D-3,根据炉顶上压力探测器探测26测得的炉内压力,通过调节烟气电动调节阀22的开度,将炉子的表压力值变化控制在10~30Pa。调节烟气电动调节阀22的开度反过来又影响炉内压力探测器探测26测得的压力值。
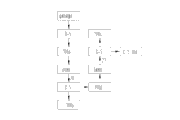
如图5所示,所述的温度控制模块D-4输入端与所述的炉内温度探测器25相连接,所述温度控制模块D-4的升温数字化调节子模块D-4-1与所述的混合气电动调节阀6、助燃空气电动调节阀8、燃气电动调节阀9相连接,此混合气电动调节阀6、助燃空气电动调节阀8、燃气电动调节阀9和所述温度控制模块D-4的保温数字化调节子模块D-4-2均与所述的炉内温度探测器25相连接。
所述的升温数字化调节子模块D-4-1的温度控制程序是:当升温时,根据炉内温度探测器25测得的炉内温度来调节燃气电动调节阀9,并通过燃气电动调节阀9来控制燃气量,相应的对助燃空气电动调节阀8、混合气电动调节阀6进行调节,将炉内温度探测器25探测到的炉内温度提升到稳定温度,从而保证调节周期内的供热量是等值热负荷。
所述的保温数字化调节子模块D-4-2的温度控制程序是:当保温时,根据炉内温度进行数字化调节,即所述的数字化调节子模块D-4-2通过调节供热风与不供热风的占空比来控制炉内温度。根据控制系统的计算,在本调节周期t内需要供热量为50--80%,那么在本调节周期t的供热风时间为50--80%t,而本调节周期t的其余50--20%t时间为不供热风。
如图6、图7所示,所述的炉门/台车联锁控制模块D-5分别与台车18行走控制装置、所述的电动炉门19、炉门全金属接近开关27、台车金属接近开关28相连接。所述的炉门/台车联锁控制模块D-5对炉门19和台车18的联锁控制过程是:在保温结束后,炉门/台车联锁控制模块D-5发出指令,电动炉门19抬起到炉门全金属接近开关27的位置后,自动停在高位,台车18接收到炉门金属接近开关27信号后,自动启动,沿轨道20向炉外行走,台车18行走到达预定位置,接收到台车全金属接近开关28的信号后自动停车,等装料结束后,台车18接受指令,沿台车行走轨道20向炉内行走,台车18行走到预定位置,接收到台车全金属接近开关28的信号后自动停车,电动炉门19接收到台车全金属接近28开关的信号,自动下落,下落到合适位置时,电动炉门19接收到炉门全金属接近开关27的信号停止下落,此时控制炉子的总启动开关D-5-1工作,供给燃气、空气,燃烧器同时开始点火。
综上所述,数字化全自动干燥炉(窑)主要优势在于:炉温控制精度大大提高,烘干产品品质大大提高,炉内温度场分布均匀,炉长及炉宽方向截面上不会出现低温区或高温区,从而在炉内被烘干的产品表面温度均匀,各点排水速率一致,产品不会出现开裂、断裂现象。自动化程度大大提高,节能潜力大,数字化的实施不但可以节能10%以上,还大大节省了人力、电力,从而使整体运行成本也降低。适应性强,使用范围广,对炉宽、炉温无具体要求。
Claims (5)
1.一种数字化全自动耐火材料干燥炉,包括两侧分别设有热风/排烟管道的干燥炉本体,与此干燥炉本体的一端相连接的电动炉门,设在此干燥炉本体内的台车行走轨道,与此干燥炉本体的另一端相连接的热风总管和排烟管道,通过余热回收管道与此排烟管道相连接的余热回收装置,通过管道与此余热回收装置相连接的烟囱,台车和台车牵引机构,其特征在于在所述的干燥炉本体的顶部设有炉内温度探测器和炉内压力探测器,所述的热风/排烟管道与设在干燥炉本体另一端的三通换向阀相连接,此三通换向阀分别与所述的排烟管道和热风总管相连接,此热风总管与燃烧供热系统相连接,在所述的热风总管上设有热风温度探测器,在所述的余热回收管道上设有排烟温度探测器,在所述余热回收装置与所述烟囱之间的管道上设有烟气电动调节阀,在所述电动炉门的上部设有炉门全金属接近开关,在所述的台车行走轨道的中间设有台车全金属接近开关,所述的电动炉门、炉门全金属接近开关、台车全金属接开关、炉内压力探测器、炉内温探测器、三通换向阀、热风温度探测器、燃烧供热系统、排烟温度探测器和烟气电动调节阀上的电气控制点分别与PLC数字化自动控制组合模块相连接。
2.根据权利要求1所述的数字化全自动耐火材料干燥炉,其特征在于所述的燃烧供热系统包括燃烧室,设在此燃烧室内的燃烧器,分别与此燃烧器相连接的燃气管路、助燃空气管路,与此燃烧室相连接的混合气管路,此燃气管路中设有燃气电动调节阀、燃气手动球阀,此助燃空气管路中依次设有助燃空气风机、助燃空气手动闸、助燃空气电动调节阀,此混合气管路中依次设有混合气风机、混合气手动闸、混合气电动调节阀,所述的燃气电动调节阀、助燃空气风机、助燃空气电动调节阀、混合气风机、混合气电动调节阀上的电气控制点与所述的PLC数字化自动控制组合模块相连接。
3.根据权利要求2所述的数字化全自动耐火材料干燥炉,其特征在于在所述的燃烧室四周设有混合风通道且与所述的混合气管路相连接。
4.根据权利要求1所述的数字化全自动耐火材料干燥炉,其特征在于所述的热风总管、排烟管道,三通换向阀的外表面设有保温层。
5.根据权利要求1所述的数字化全自动耐火材料干燥炉,其特征在于所述的PLC数字化自动控制组合模块包括控制系统模块,与此控制系统模块并联的换向控制模块、压力控制模块、温度控制模块、炉门/台车联锁控制模块,分别与此换向控制模块、压力控制模块、温度控制模块、炉门/台车联锁控制模块相连接的PLC信号采集模块,与此PLC信号处理模块相连接的数字化整合模块,此数字化整合模块与控制系统模块相连接,
所述的换向控制模块的输入端与所述的炉内温度探测器和排烟温度探测器相连接,所述的换向控制模块的输出端与所述的三通换向阀相连接,此三通换向阀与所述的炉内温度探测器、排烟温度探测器相连接,
所述的压力控制模块的输入端与所述的炉内压力探测器相连接,所述的压力控制模块的输出端与所述的烟气电动调节阀相连接,此烟气电动调节阀与炉内压力探测器相连接,
所述的温度控制模块输入端与所述的炉内温度探测器相连接,所述温度控制模块的升温数字化调节子模块与所述的混合气电动调节阀、助燃空气电动调节阀、燃气电动调节阀相连接,此混合气电动调节阀、助燃空气电动调节阀、燃气电动调节阀和所述温度控制模块的保温数字化调节子模块均与所述的炉内温度探测器相连接,
所述的炉门/台车联锁控制模块分别与台车行走控制装置、所述的电动炉门、炉门金属接近开关、台车金属接近开关相连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011101339141A CN102278874B (zh) | 2011-05-24 | 2011-05-24 | 数字化全自动耐火材料干燥炉 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011101339141A CN102278874B (zh) | 2011-05-24 | 2011-05-24 | 数字化全自动耐火材料干燥炉 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102278874A true CN102278874A (zh) | 2011-12-14 |
| CN102278874B CN102278874B (zh) | 2013-05-29 |
Family
ID=45104469
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011101339141A Expired - Fee Related CN102278874B (zh) | 2011-05-24 | 2011-05-24 | 数字化全自动耐火材料干燥炉 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102278874B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103383179A (zh) * | 2013-07-02 | 2013-11-06 | 洛阳安拓窑炉环保有限公司 | 一种利用余热的板材烘干方法及板材烘干窑 |
| CN105157354A (zh) * | 2015-10-27 | 2015-12-16 | 张荣斌 | 矿山用振动流化床干燥设备的控制系统 |
| CN105371643A (zh) * | 2015-12-08 | 2016-03-02 | 江苏海大印染机械有限公司 | 一种烘房余热回收装置 |
| CN106288690A (zh) * | 2016-09-23 | 2017-01-04 | 丹阳市恒泰电炉有限公司 | 燃气烘干炉 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN200941000Y (zh) * | 2006-07-13 | 2007-08-29 | 北京恒拓能源与环境工程技术有限公司 | 蓄热燃烧式台车加热炉 |
| CN101093135A (zh) * | 2006-06-20 | 2007-12-26 | 力晶半导体股份有限公司 | 流体干燥系统和流量液位监控安全系统 |
| RU2345301C1 (ru) * | 2007-09-17 | 2009-01-27 | Государственное образовательное учреждение высшего профессионального образования "Воронежская государственная лесотехническая академия" (ВЛГТА) | Способ автоматического управления процессом сушки сыпучих материалов в барабанной сушилке с циклонно-спиральной приставкой |
| CN201634739U (zh) * | 2010-03-31 | 2010-11-17 | 辽宁向导科技发展有限公司 | 蓄热式全辐射炉墙加热炉 |
| CN202119234U (zh) * | 2011-05-24 | 2012-01-18 | 辽宁向导科技发展有限公司 | 数字化全自动耐火材料干燥炉 |
-
2011
- 2011-05-24 CN CN2011101339141A patent/CN102278874B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101093135A (zh) * | 2006-06-20 | 2007-12-26 | 力晶半导体股份有限公司 | 流体干燥系统和流量液位监控安全系统 |
| CN200941000Y (zh) * | 2006-07-13 | 2007-08-29 | 北京恒拓能源与环境工程技术有限公司 | 蓄热燃烧式台车加热炉 |
| RU2345301C1 (ru) * | 2007-09-17 | 2009-01-27 | Государственное образовательное учреждение высшего профессионального образования "Воронежская государственная лесотехническая академия" (ВЛГТА) | Способ автоматического управления процессом сушки сыпучих материалов в барабанной сушилке с циклонно-спиральной приставкой |
| CN201634739U (zh) * | 2010-03-31 | 2010-11-17 | 辽宁向导科技发展有限公司 | 蓄热式全辐射炉墙加热炉 |
| CN202119234U (zh) * | 2011-05-24 | 2012-01-18 | 辽宁向导科技发展有限公司 | 数字化全自动耐火材料干燥炉 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103383179A (zh) * | 2013-07-02 | 2013-11-06 | 洛阳安拓窑炉环保有限公司 | 一种利用余热的板材烘干方法及板材烘干窑 |
| CN103383179B (zh) * | 2013-07-02 | 2016-01-20 | 洛阳安拓窑炉环保有限公司 | 一种利用余热的板材烘干方法及板材烘干窑 |
| CN105157354A (zh) * | 2015-10-27 | 2015-12-16 | 张荣斌 | 矿山用振动流化床干燥设备的控制系统 |
| CN105371643A (zh) * | 2015-12-08 | 2016-03-02 | 江苏海大印染机械有限公司 | 一种烘房余热回收装置 |
| CN106288690A (zh) * | 2016-09-23 | 2017-01-04 | 丹阳市恒泰电炉有限公司 | 燃气烘干炉 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102278874B (zh) | 2013-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202119234U (zh) | 数字化全自动耐火材料干燥炉 | |
| CN102278874B (zh) | 数字化全自动耐火材料干燥炉 | |
| CN102183129A (zh) | 一种建筑陶瓷辊道干燥设备 | |
| CN202532702U (zh) | 高、低温烟气混合双预热的顶燃式热风炉 | |
| CN104197704A (zh) | 一种具有干燥和煅烧功能的 scr 脱硝催化剂中试实验设备 | |
| CN201525853U (zh) | 一种高风温长寿型两级双预热装置 | |
| CN101697295B (zh) | 微细线漆包机利用催化热能的方法和设备 | |
| CN205316352U (zh) | 具有尾气余热回收功能的rto系统 | |
| CN200996026Y (zh) | 实现热风炉高风温的组合换热系统 | |
| CN202188735U (zh) | 直燃式快速烘房 | |
| CN102042750B (zh) | 一种节能电热隧道窑 | |
| CN201926290U (zh) | 一种节能电热隧道窑 | |
| CN101928797A (zh) | 高炉高风温节能减排组合式预热系统 | |
| CN102620424A (zh) | 带有分层高低温烟道双预热系统的顶燃式热风炉 | |
| CN101928796A (zh) | 一种高炉高风温节能减排组合式预热方法 | |
| CN103063044A (zh) | 转底炉烟气余热利用系统和转底炉烟气余热利用方法 | |
| CN205223311U (zh) | 一种针对铸铁管退火炉烟气的收集装置 | |
| CN201785422U (zh) | 高炉高风温节能减排组合式预热系统 | |
| CN105135865A (zh) | 一种内置式合成革精益末端供热系统及方法 | |
| CN201273691Y (zh) | 无管式热风炉 | |
| CN202158743U (zh) | 超硬材料合成附件烘干炉 | |
| CN205572680U (zh) | 一种用于石膏板生产的热风烘干系统 | |
| CN101900493A (zh) | 废烟气热能循环再利用装置 | |
| CN205002563U (zh) | 一种内置式合成革精益末端供热系统 | |
| CN208591715U (zh) | 适用于中小型锅炉的节能型烟气脱白装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130529 Termination date: 20170524 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |