CN101982319B - 一种多色接线丝网印刷工艺及其设备 - Google Patents
一种多色接线丝网印刷工艺及其设备 Download PDFInfo
- Publication number
- CN101982319B CN101982319B CN2010105019453A CN201010501945A CN101982319B CN 101982319 B CN101982319 B CN 101982319B CN 2010105019453 A CN2010105019453 A CN 2010105019453A CN 201010501945 A CN201010501945 A CN 201010501945A CN 101982319 B CN101982319 B CN 101982319B
- Authority
- CN
- China
- Prior art keywords
- cylinder
- look
- wiring
- silk screen
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Printing Methods (AREA)
Abstract
本发明公开了一种多色接线丝网印刷工艺及设备,涉及单张纸轮转丝网印刷技术领域。本发明利用卫星式布局的四色组给墨单元把油墨转移给四个色模滚筒上的凸版;由不同色模凸版将不同颜色分区域汇聚到双倍径集色压印滚筒的集色橡皮布上;结合印钞特有的接线工艺,再通过大空档传递给丝网滚筒内的接线滚筒印版上,形成精确的油墨图案;最后通过丝网版滚压到纸张,形成多色接线图纹。本发明可实现不同颜色防伪油墨如OVI与OVMI的接线丝网印刷工艺,还可以实现普通油墨与OVI、OVMI、无色荧光油墨等拼图接线丝网印刷工艺和夹色丝网印刷工艺;印刷生产成品率高、接线准确、丝网版清洗、更换、绷紧等操作方便。
Description
技术领域
本发明属于单张纸轮转丝网印刷技术领域,特别设计一种多色接线丝网印刷工艺及其设备。
背景技术
丝网印刷作为一种直接印刷方式,具有独特的印刷特点:丝网印刷墨层厚,印刷品质感丰富,立体感强;图文墨层均匀、遮盖力强,能实现大面积实地印刷等。对于防伪油墨如OVI等印制防伪效果突出(港币OVI均采用丝网印刷),光变防伪效果明显优于雕刻凹版印刷。但是,目前世界上丝网印刷均存在印刷方式比较单一,色数少的问题。
在国内,丝网印刷多为平台式丝网印刷机,即承印物放置于工作平台上,绷成平面形状或圆筒形的丝网版通过刮墨刀把油墨刮漏到承印物表面。如果需要套印,需要干燥后反复多次操作,生产流程环节多,同时要保证套印准确,在设备方面需要采取改进措施。例如已经公开的中国发明专利:一种钢桶多色自动丝网印刷机(CN101121312)和一种改良的丝网印刷方法(CN101357551)等均属于平台式丝网印刷工艺和设备的改良型。
其次有平网曲面丝网印刷机,即丝网版呈平面,而承印物表面为圆柱形或圆锥形等,该丝网印刷机同样存在色数单一、生产环节复杂、套印效率低等不足。
再次,在织物丝网印刷工艺中,有轮转式丝网印花法,其印刷速度快,而且能同时进行多色版印刷,印刷织物为卷筒连续形式,采用该方式印刷,其多色版之间须多次干燥、多组设备单元。
针对上述存在的各种问题,有中国发明专利:集套式多色丝网印刷方法和设备(专利号为200510022622.5),如图1所示,其公开了一种多色丝网印刷方法,同时还涉及实现该方法的相应印刷设备,属于印刷技术领域。该方法包括以下步骤:在集色滚筒3a周围安装至少两组色模滚筒2;在色模滚筒2表面分别设置凸起印版;印刷时,色模滚筒2同时与集色滚筒3a表面对应贴合,一次将至少两种颜色的油墨传递到集色滚筒3a表面的集色印版上;由集色滚筒3a通过丝网印版在经过丝网印版和压印滚筒4之间的承印物上印刷出至少两种颜色的图案。本发明的集套式多色丝网印刷设备中的集色滚筒周围安置至少两组色模滚筒同时与集色滚筒表面对应贴合。采用本发明后,可以使多色实地图纹拼接印刷在一次印刷中完成,多色套印精度、生产效率和成品率显著提高,并且生产环节减少,有利于保证印刷质量。
集色是将多种颜色色模轮廓集合在一起。该发明在丝网印刷工艺和设备方面首次利用了集色工艺技术,用一次印刷完成至少两种颜色的图案套印,与以往的各种丝网印刷工艺和设备有明显区别。该发明使两种以上的颜色首先集中在集色滚筒印版上,然后再经过丝网版来实现至少两种颜色的图案套印印刷一次完成;该发明未使用刮墨刀,而是用集色滚筒上的集色版挤压方式来完成油墨向纸张的转移,如图1所示,为与集色工艺适应的设备结构布局示意图。
但是仅仅利用集色工艺,集色滚筒周围无法实现安装两组以上的色模滚筒,因为集色版上油墨通过丝网版转移到纸张的工艺方式决定了集色滚筒位于丝网滚筒内部,而色模滚筒、部分墨辊群与集色滚筒在设备结构上是无法分开的,换句话说,它们必然都一起包含于丝网滚筒内部,否则就不是集色工艺。这种布局结构只能适应纸幅尺寸小、颜色少的单张纸,并且操作十分不便。假如用对开纸幅,单倍径集色滚筒直径为320mm左右,那么与之接触的色模辊(直径320mm)、靠版辊和匀墨辊等无法安装和操作,除非丝网滚筒直径再放大。这种方法已失科学性和合理性,因此该发明无法从根本上突破工程化应用的工艺和设备“瓶颈”。
在国外,单张纸轮转式丝网印刷机,例如专利:SILK_SCREEN PRINTING MACHINE(US6109172)公开了一种丝网印刷机,包括一个印刷辊筒,印刷滚筒与两个丝网辊筒相配合,可以使用同一个印刷辊筒用两种不同的颜色印刷至少两个区域,这些区域不叠置。一个丝网辊筒是普通的,可以对至少一个第一区域进行丝网印刷。另一个丝网辊筒包括凸起部分,凸起部分配有一幅丝网,用于印刷同第一区域不同的一个或若干区域,丝网辊筒的其它部分尤其在已由第一辊筒印刷的一个或若干区域上不与印刷辊筒相接触。
由此可见上述技术方案中,其采用两个丝网辊筒进行配合,这种方式最多也不超过2色,而且难以实现同一位置区域套印功能。
发明内容
本发明专利的发明目的在于:针对上述存在的问题,提供一种有效地将印钞特有的接线工艺、印钞设备结构布局特征与丝网印刷技术相结合的多色接线丝网印刷工艺及其设备,该发明对于进一步提高钞票的防伪性能具有积极意义,是目前各种丝网印刷工艺和设备所不能实现的独特防伪技术。接线工艺是不同色模滚筒将不同颜色分区域汇集到集色橡皮布上,再传递到接线滚筒印版上,实现不同颜色图案对接完整的印刷方法。离合压的油墨转移方式是控制橡皮滚筒同印版滚筒和压印滚筒之间的离合,合压动作使橡皮滚筒同压印滚筒和印版滚筒接触,完成油墨到纸张上的转移过程;不印刷时,离压动作,使橡皮滚筒与压印滚筒和印版滚筒离开,防止油墨转移到压印滚筒背面,使纸张背面蹭脏。在本发明中将离合压的油墨转移方式应用于给墨单元与色模滚筒之间的油墨转移动作上。
本发明的技术方案是这样实现的:
一种多色接线丝网印刷工艺,其特征在于:包括以下步骤:
a)、给墨单元把油墨转移给至少一个色模滚筒上的色模凸版;
b)、色模凸版将颜色汇聚到集色压印滚筒;
c)、集色压印滚筒将颜色传递给丝网滚筒内的接线滚筒的印版上,形成油墨图案;
d)、接线滚筒通过丝网版将图案滚压到承印物上,形成多色接线图纹。
本发明所述的多色接线丝网印刷工艺,其在所述步骤a)中,给墨单元通过离合压的过程将油墨转移给色模滚筒上的色模凸版。
本发明所述的多色接线丝网印刷工艺,其所述给墨单元通过短传墨方式将油墨传递给色模凸版。
本发明所述的多色接线丝网印刷工艺,其在所述步骤b)中,色模凸版将颜色汇聚到集色压印滚筒设置的集色橡皮布上,集色压印滚筒上的压印橡皮布不着墨。
本发明所述的多色接线丝网印刷工艺,其在所述步骤c)中,集色压印滚筒上的集色橡皮布将颜色传递给接线滚筒的印版,所述集色橡皮布的周长与接线滚筒的印版的周长相等。
本发明所述的多色接线丝网印刷工艺,其在所述步骤d)中,承印物在经过丝网版与集色压印滚筒的压印橡皮布时,接线滚筒的印版通过丝网版将油墨图案滚压到承印物上形成多色接线图纹。
本发明所述的多色接线丝网印刷工艺,其所述接线滚筒旋转方向与丝网滚筒旋转方向相同,印刷时,接线滚筒、丝网滚筒和集色压印滚筒的线速度一致。
本发明所述的多色接线丝网印刷工艺,其所述承印物间歇式经过丝网滚筒与集色压印滚筒之间。
本发明所述的多色接线丝网印刷工艺,其所述丝网版在印刷过程中,间断地周期性使用蒸汽冲润丝网版,使丝网孔保持畅通。
本发明所述的多色接线丝网印刷工艺,其在步骤d)完成后,对承印物进行干燥处理,最后送入收纸机构。
一种多色接线丝网印刷设备,包括进纸机构、印刷机构和收纸机构,所述印刷机构包括给墨单元、至少一个色模滚筒、集色压印滚筒和丝网滚筒,所述给墨单元与色模滚筒对应配合,其特征在于:所述给墨单元、色模滚筒和集色压印滚筒均位于丝网滚筒外,在所述丝网滚筒内设置有接线滚筒,所述丝网滚筒一半设置有衬板,在所述衬板上设置有丝网版,在衬板上开有孔,孔的开设位置与丝网版所在位置对应,所述丝网滚筒另一半为空挡。
本发明所述的多色接线丝网印刷设备,其所述集色压印滚筒周边设置有集色橡皮布和压印橡皮布,所述压印橡皮布与色模滚筒之间有间隙。
本发明所述的多色接线丝网印刷设备,其所述色模滚筒、集色压印滚筒、丝网滚筒和接线滚筒的直径比为1:2:2:1。
本发明所述的多色接线丝网印刷设备,其在集色橡皮布和压印橡皮布端部之间设置有叼纸牙。
本发明所述的多色接线丝网印刷设备,其在所述丝网滚筒与衬板结合部之间设置有凸缘台阶,所述凸缘台阶将衬板绷成圆弧形。
本发明所述的多色接线丝网印刷设备,其在所述丝网滚筒两端设置有传动齿轮。
本发明所述的多色接线丝网印刷设备,其所述丝网滚筒两端设置有圆形凸缘结构,所述圆形凸缘结构设置于印刷机墙板孔中。
本发明所述的多色接线丝网印刷设备,其所述印刷机构通过传输装置与收纸机构连接,在所述传输装置上设置有若干干燥装置。
本发明所述的多色接线丝网印刷设备,其所述收纸机构包括至少两个仓位,在所述仓位中设置有隔板。
本发明所述的多色接线丝网印刷设备,其所述进纸机构包括进纸辊和传纸辊,所述进纸辊和集色压印滚筒的直径比为1:2。
本发明所述的多色接线丝网印刷设备,其在所述丝网滚筒一侧设置有蒸汽冲网装置。
本发明有效地将印钞特有的接线工艺、印钞设备结构布局特征与丝网印刷技术相结合,在设备结构上使集色压印滚筒、色模滚筒和给墨单元等设置于丝网滚筒外侧,而现有的利用集色工艺,其集色滚筒周围无法实现安装两组以上的色模滚筒,因为集色版上油墨通过丝网版转移到纸张的工艺方式决定了集色滚筒位于丝网滚筒内部,而色模滚筒、部分墨辊群与集色滚筒在设备结构上是无法分开的,换句话说,它们必然都一起包含于丝网滚筒内部,否则就不是集色工艺。
因此采用本发明的工艺从根本上解决了利用集色工艺而引起的工艺和设备“瓶颈”难题,对于进一步提高钞票的防伪性能具有积极意义,是目前各种丝网印刷工艺和设备所不能实现的独特防伪技术。应用本发明,可实现不同颜色防伪油墨如OVI与OVMI的接线丝网印刷工艺,还可以实现普通油墨与OVI、OVMI、无色荧光油墨等拼图接线丝网印刷工艺和夹色丝网印刷工艺;印刷生产成品率高、接线准确、丝网版清洗、更换、绷紧等操作方便。
附图说明
图1是现有集套式多色丝网印刷设备的结构示意图。
图2是本发明多色接线丝网印刷设备布局的示意图。
图3是本发明色模滚筒与集色压印滚筒传墨过程的结构示意图。
图4是本发明集色压印滚筒与接线滚筒传墨过程的结构示意图。
图5是本发明多色接线丝网印刷过程示意图。
图6是多色接线丝网滚筒结构示意图。
图7是图6中A部放大图。
图8是图6的左视图。
图中标记:1为丝网滚筒,2为色模滚筒,3a为集色滚筒,3b为集色压印滚筒,4为压印滚筒,5为集色橡皮布,6为压印橡皮布,7为接线滚筒,8为丝网版,9为纸张,10为给墨单元,11为传纸辊,12为进纸辊,13为蒸汽冲网装置,14为传输装置,15为干燥装置,16为仓位,17为衬板,18为传动齿轮,19为圆形凸缘结构,20为印刷机墙板,21为凸缘台阶,22为拉板销,23为压板螺钉,24为叼纸牙。
具体实施方式
下面结合附图,对本发明作详细的说明。
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
如图2和3所示,一种多色接线丝网印刷设备,包括进纸机构、印刷机构和收纸机构,所述印刷机构通过传输装置14与收纸机构连接,在所述传输装置14上设置有若干干燥装置15,用于对印刷后的纸张进行UV干燥或热风干燥;所述收纸机构包括两个仓位16,在所述仓位16中设置有隔板,每1000张左右用木隔板隔开纸垛,以防止叠压蹭脏。
所述印刷机构包括给墨单元10、四个色模滚筒2、集色压印滚筒3b和丝网滚筒1,所述给墨单元10与色模滚筒2对应配合,所述给墨单元10、色模滚筒2和集色压印滚筒3b均位于丝网滚筒1外,在所述丝网滚筒1内设置有接线滚筒7;所述色模滚筒2、集色压印滚筒3b、丝网滚筒1和接线滚筒7的直径比为1:2:2:1,在所述丝网滚筒1一侧设置有蒸汽冲网装置13,用于丝网版在印刷过程中,间断地周期性使用蒸汽冲润丝网版,使丝网孔保持畅通。
所述进纸机构包括进纸辊12和传纸辊11,所述进纸辊12和集色压印滚筒3b的直径比为1:2,故进纸机构的进纸方式为隔张进纸,即单倍径的进纸辊转两圈进一张纸,以适应印刷单元的工艺要求。
如图6、7和8所示,所述丝网滚筒1一半设置有衬板17,在所述衬板17上设置有丝网版8,在衬板17上、丝网版8对应位置开有孔,所述丝网滚筒1另一半为空挡,在所述丝网滚筒1与衬板17的结合部之间设置有凸缘台阶21,所述衬板17两边通过压板螺钉23压接在凸缘台阶21上绷成半圆弧形,在所述凸缘台阶21上还设置有拉板销22,同于调节衬板左右方向上的位置;在所述丝网滚筒1两端设置有传动齿轮18,用于驱动丝网滚筒的转动,所述丝网滚筒1两端的圆形凸缘结构19设置于印刷机墙板孔中作为转动基准进行同心定位,接线滚筒的定位也以此为基准,以保证工艺所需的设备制造精度。
其中,所述集色压印滚筒3b周边设置有集色橡皮布5和压印橡皮布6,所述集色橡皮布5分别同四个色模滚筒2和接线滚筒7贴合,所述压印橡皮布6与色模滚筒2之间有间隙;在所述集色橡皮布5和压印橡皮布6端部之间设置有叼纸牙24。
本发明利用上述多色接线丝网印刷设备实现的工艺,包括以下步骤:
a)、卫星式布局的四色给墨单元通过离合压的过程利用短传墨方式将油墨转移给对应的四个单倍径色模滚筒上的色模凸版。
b)、色模凸版将不同颜色分区域汇聚到双倍径集色压印滚筒设置的一张集色橡皮布上,集色压印滚筒上的压印橡皮布不着墨;如图3所示,为集色压印滚筒与接线滚筒处于空档位置,集色压印滚筒由两个工作面组成,一个工作面为集色橡皮布,在图3中,集色橡皮布已完成了三个色模滚筒上不同颜色油墨块的汇集,而第四个色模滚筒正处于油墨转移中;另一个工作面为压印橡皮布,其表面不接受油墨转移,压印橡皮布与色模辊筒的色模凸版之间存在间隙。
c)、集色压印滚筒上的集色橡皮布将颜色传递给丝网滚筒内的单倍径接线滚筒的印版上,形成油墨图案,所述集色橡皮布的周长与接线滚筒的印版的周长相等;如图4所示,四个色模滚筒与压印橡皮布之间未接触,此时丝网滚筒处于大空挡部位,集色橡皮布上的的汇集油墨在集色压印滚筒与接线滚筒贴合位置传递给接线滚筒的印版上。
d)、纸张9在经过丝网版与集色压印滚筒的压印橡皮布时,接线滚筒的印版通过丝网版将油墨图案滚压到承印物上形成多色接线图纹;如图5所示,压印橡皮布前端的叼纸牙叼住纸张进纸,进纸机构须保持隔张进纸,才能与印刷机构保持一致,即单倍径进纸辊转动两圈进一张纸,以适应印刷机构的工艺要求。
印刷时,压印橡皮布从纸张背面作用,这样纸张在经过丝网版与集色压印滚筒之间时,接线滚筒印版上的精准油墨图案通过丝网版滚压到纸张表面,从而完成多色接线丝网印刷过程,而且丝网版在印刷过程中,利用蒸汽冲网装置间断地周期性使用蒸汽冲润丝网版,使丝网孔保持畅通。
在所述步骤d)完成后,纸张通过传输装置送到收纸机构,在传输过程中,对印刷后的纸张进行UV干燥或热风干燥处理,最后送入仓位中,并每1000张左右用木隔板隔开纸垛,以防止叠压蹭脏。
在印刷过程中,所述接线滚筒旋转方向与丝网滚筒旋转方向相同,印刷时,接线滚筒、丝网滚筒和集色压印滚筒的线速度一致,即相对速度为零。
以下是本发明与现有集套式多色丝网印刷工艺及设备的相应对比:

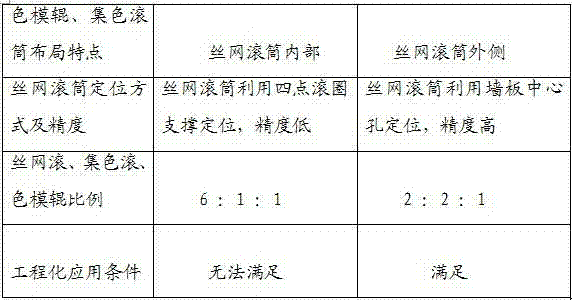
由上面的对比表中可以看出,本发明采用接线工艺可达到四色以上的接线印刷;印刷纸幅的尺寸较现有集套式多色丝网印刷工艺印刷的纸幅尺寸大大提高;传墨单元及印刷单元的操作及清洗等工序更加方便;丝网滚筒直径较现有减小很多,且为“一板一空挡”,即丝网滚筒上只有一张丝网版和一个空挡,而采用一张丝网版有利于印刷品质量的一致性;色模滚筒、集色压印滚筒、给墨单元等均在丝网滚筒外部,不会受到丝网滚筒的限制,在工程化应用上真正满足了多色印刷的工艺。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在发明的保护范围之内。
Claims (21)
1.一种多色接线丝网印刷工艺,其特征在于:包括以下步骤:
a)、给墨单元把油墨转移给至少一个色模滚筒上的色模凸版;
b)、色模凸版将颜色汇聚到集色压印滚筒;
c)、集色压印滚筒将颜色传递给丝网滚筒内的接线滚筒的印版上,形成油墨图案;
d)、接线滚筒通过丝网版将图案滚压到承印物上,形成多色接线图纹。
2.根据权利要求1所述的多色接线丝网印刷工艺,其特征在于:在所述步骤a)中,给墨单元通过离合压的过程将油墨转移给色模滚筒上的色模凸版。
3.根据权利要求2所述的多色接线丝网印刷工艺,其特征在于:所述给墨单元通过短传墨方式将油墨传递给色模凸版。
4.根据权利要求1所述的多色接线丝网印刷工艺,其特征在于:在所述步骤b)中,色模凸版将颜色汇聚到集色压印滚筒设置的集色橡皮布上,集色压印滚筒上的压印橡皮布不着墨。
5.根据权利要求4所述的多色接线丝网印刷工艺,其特征在于:在所述步骤c)中,集色压印滚筒上的集色橡皮布将颜色传递给接线滚筒的印版,所述集色橡皮布的周长与接线滚筒的印版的周长相等。
6.根据权利要求4或5所述的多色接线丝网印刷工艺,其特征在于:在所述步骤d)中,承印物在经过丝网版与集色压印滚筒的压印橡皮布时,接线滚筒的印版通过丝网版将油墨图案滚压到承印物上形成多色接线图纹。
7.根据权利要求6所述的多色接线丝网印刷工艺,其特征在于:所述接线滚筒旋转方向与丝网滚筒旋转方向相同,印刷时,接线滚筒、丝网滚筒和集色压印滚筒的线速度一致。
8.根据权利要求7所述的多色接线丝网印刷工艺,其特征在于:所述承印物间歇式经过丝网滚筒与集色压印滚筒之间。
9.根据权利要求1所述的多色接线丝网印刷工艺,其特征在于:丝网版在印刷过程中,间断地周期性使用蒸汽冲润丝网版,使丝网孔保持畅通。
10.根据权利要求1所述的多色接线丝网印刷工艺,其特征在于:在步骤d)完成后,对承印物进行干燥处理,最后送入收纸机构。
11.一种多色接线丝网印刷设备,包括进纸机构、印刷机构和收纸机构,所述印刷机构包括给墨单元、至少一个色模滚筒、集色压印滚筒和丝网滚筒,所述给墨单元与色模滚筒对应配合,其特征在于:所述给墨单元、色模滚筒和集色压印滚筒均位于丝网滚筒外,在所述丝网滚筒内设置有接线滚筒,所述丝网滚筒一半设置有衬板,在所述衬板上设置有丝网版,在衬板上开有孔,孔的开设位置与丝网版所在位置对应,所述丝网滚筒另一半为空挡。
12.根据权利要求11所述的多色接线丝网印刷设备,其特征在于:所述集色压印滚筒周边设置有集色橡皮布和压印橡皮布,所述压印橡皮布与色模滚筒之间有间隙。
13.根据权利要求12所述的多色接线丝网印刷设备,其特征在于:所述色模滚筒、集色压印滚筒、丝网滚筒和接线滚筒的直径比为1:2:2:1。
14.根据权利要求12所述的多色接线丝网印刷设备,其特征在于:在集色橡皮布和压印橡皮布端部之间设置有叼纸牙。
15.根据权利要求11、12、13或14所述的多色接线丝网印刷设备,其特征在于:在所述丝网滚筒与衬板结合部之间设置有凸缘台阶,所述凸缘台阶将衬板绷成圆弧形。
16.根据权利要求15所述的多色接线丝网印刷设备,其特征在于:在所述丝网滚筒两端设置有传动齿轮。
17.根据权利要求16所述的多色接线丝网印刷设备,其特征在于:所述丝网滚筒两端设置有圆形凸缘结构,所述圆形凸缘结构设置于印刷机墙板孔中。
18.根据权利要求11所述的多色接线丝网印刷设备,其特征在于:所述印刷机构通过传输装置与收纸机构连接,在所述传输装置上设置有若干干燥装置。
19.根据权利要求11或18所述的多色接线丝网印刷设备,其特征在于:所述收纸机构包括至少两个仓位,在所述仓位中设置有隔板。
20.根据权利要求11所述的多色接线丝网印刷设备,其特征在于:所述进纸机构包括进纸辊和传纸辊,所述进纸辊和集色压印滚筒的直径比为1:2。
21.根据权利要求11所述的多色接线丝网印刷设备,其特征在于:在所述丝网滚筒一侧设置有蒸汽冲网装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010105019453A CN101982319B (zh) | 2010-10-11 | 2010-10-11 | 一种多色接线丝网印刷工艺及其设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010105019453A CN101982319B (zh) | 2010-10-11 | 2010-10-11 | 一种多色接线丝网印刷工艺及其设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101982319A CN101982319A (zh) | 2011-03-02 |
| CN101982319B true CN101982319B (zh) | 2012-01-18 |
Family
ID=43619234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010105019453A Active CN101982319B (zh) | 2010-10-11 | 2010-10-11 | 一种多色接线丝网印刷工艺及其设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101982319B (zh) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102991165B (zh) * | 2012-12-24 | 2015-01-21 | 南昌欧菲光科技有限公司 | 一种白色面板的制备方法 |
| CN104036693B (zh) * | 2014-04-28 | 2016-05-18 | 张建新 | 一种烤漆丝印标识牌的制作方法 |
| CN106032087A (zh) * | 2015-03-17 | 2016-10-19 | 樊官保 | 柔性版接线印刷机及其印刷方法 |
| CN105260762A (zh) * | 2015-11-20 | 2016-01-20 | 成都印钞有限公司 | 一种彩色接线二维码 |
| CN105269939B (zh) * | 2015-12-04 | 2018-03-02 | 成都印钞有限公司 | 一种孔板印刷多色套印装置及其套印工艺 |
| CN107031175A (zh) * | 2017-04-11 | 2017-08-11 | 京东方科技集团股份有限公司 | 一种丝网印刷掩膜版、机台、设备及丝网印刷方法 |
| CN107742144A (zh) * | 2017-06-16 | 2018-02-27 | 深圳市溯元科技有限公司 | 一种暗记的形成方法及暗记 |
| DE102019216458A1 (de) * | 2019-10-25 | 2021-04-29 | Gallus Ferd. Rüesch AG | Drucksystem für den Rotationssiebdruck, umfassend einen Siebdruckzylinder mit nachgiebigen Oberflächenelementen |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT393246B (de) * | 1989-03-31 | 1991-09-10 | Hwb Maschinenbau | Auftragsvorrichtung zum aufbringen fliessfaehiger medien auf ebene flaechen, bahnen, walzen od. dgl. |
| JP2944897B2 (ja) * | 1994-09-12 | 1999-09-06 | 三起機械株式会社 | ロータリースクリーン印刷機 |
| JP2003138191A (ja) * | 2001-11-07 | 2003-05-14 | Tohoku Ricoh Co Ltd | 孔版印刷用w/o型エマルションインキ及びこれを用いる孔版印刷方法 |
| CN1329210C (zh) * | 2004-06-28 | 2007-08-01 | 中国印钞造币总公司 | 错位传墨号码接线印刷装置 |
| CN100360311C (zh) * | 2005-12-26 | 2008-01-09 | 中国印钞造币总公司 | 集套式多色丝网印刷方法和设备 |
| CN101791916B (zh) * | 2010-03-31 | 2012-02-08 | 成都印钞有限公司 | 压印式接线孔版印刷装置 |
-
2010
- 2010-10-11 CN CN2010105019453A patent/CN101982319B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN101982319A (zh) | 2011-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101982319B (zh) | 一种多色接线丝网印刷工艺及其设备 | |
| AU738241B2 (en) | Rotary printing machine for security papers | |
| EP3186083B1 (en) | Combined printing press | |
| SU1384192A3 (ru) | Ротационна комбинированна печатна машина | |
| RU2413616C2 (ru) | Печатная машина с модульной дополнительной печатной группой | |
| US7806051B2 (en) | Drive of the inking unit in an intaglio printing machine | |
| EP3585613B1 (en) | Printing press with in-line casting device for the replication and formation of a micro-optical structure | |
| RU99107128A (ru) | Ротационная печатная машина для печатания ценных бумаг | |
| EP2993043B1 (en) | Multicolor offset printing press | |
| JPH0225329B2 (zh) | ||
| US4479431A (en) | Collect-printing unit for security printing for use in a rotary printing press | |
| CN1018905B (zh) | 正反两面纸币转换式多色印刷机 | |
| CZ23199A3 (cs) | Vícebarevná archová rotačka a způsob tisku vícebarevného tiskového obrazu | |
| CN105346205A (zh) | 照相凹版接线印刷机及印刷方法 | |
| CN101712226B (zh) | 用于在页张的两面上进行印刷的单张纸胶印机 | |
| CN106032087A (zh) | 柔性版接线印刷机及其印刷方法 | |
| CN105269927A (zh) | 照相凹版接线印刷机及印刷方法 | |
| CN105346204A (zh) | 柔性版接线印刷机及其印刷方法 | |
| CN103552363B (zh) | 一种单、双面两用接线对印胶印机及其印刷方法 | |
| CN209832874U (zh) | 间歇轮转模式的防伪印刷装置 | |
| US6546862B1 (en) | Method and device for producing a multicolor print | |
| CN101791916B (zh) | 压印式接线孔版印刷装置 | |
| CN201077176Y (zh) | 柔版多色印刷机 | |
| US3003414A (en) | Printing press | |
| CS251092B2 (cs) | Kotoučová nebo archová rotačka pro současný vícebarevný lícní a rubní tisk |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder |
Address after: No. 189, Golden Road, Wenjiang District, Chengdu, Sichuan 621000 Patentee after: CHENGDU BANKNOTE PRINTING Co.,Ltd. Patentee after: China Banknote Printing and Minting Group Co.,Ltd. Address before: No. 189, Golden Road, Wenjiang District, Chengdu, Sichuan 621000 Patentee before: CHENGDU BANKNOTE PRINTING Co.,Ltd. Patentee before: CHINA BANKNOTE PRINTING AND MINTING Corp. |
|
| CP01 | Change in the name or title of a patent holder |