CN101786060A - 给安装状态下的冷凝器涂装憎水的涂层 - Google Patents
给安装状态下的冷凝器涂装憎水的涂层 Download PDFInfo
- Publication number
- CN101786060A CN101786060A CN200911000027A CN200911000027A CN101786060A CN 101786060 A CN101786060 A CN 101786060A CN 200911000027 A CN200911000027 A CN 200911000027A CN 200911000027 A CN200911000027 A CN 200911000027A CN 101786060 A CN101786060 A CN 101786060A
- Authority
- CN
- China
- Prior art keywords
- condenser
- coating
- condenser tube
- hydrophobic
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F13/00—Arrangements for modifying heat-transfer, e.g. increasing, decreasing
- F28F13/18—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by applying coatings, e.g. radiation-absorbing, radiation-reflecting; by surface treatment, e.g. polishing
- F28F13/182—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by applying coatings, e.g. radiation-absorbing, radiation-reflecting; by surface treatment, e.g. polishing especially adapted for evaporator or condenser surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F19/00—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers
- F28F19/02—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
- B05D1/04—Processes for applying liquids or other fluent materials performed by spraying involving the use of an electrostatic field
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/40—Distributing applied liquids or other fluent materials by members moving relatively to surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2254/00—Tubes
- B05D2254/02—Applying the material on the exterior of the tube
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28B—STEAM OR VAPOUR CONDENSERS
- F28B1/00—Condensers in which the steam or vapour is separate from the cooling medium by walls, e.g. surface condenser
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2245/00—Coatings; Surface treatments
- F28F2245/04—Coatings; Surface treatments hydrophobic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49377—Tube with heat transfer means
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
本发明涉及一种制造用于热机设备的冷凝器(100)的方法。所述制造方法包括首先将冷凝器管(101)装入到用于冷凝器(100)的冷凝器管束(203)的支架(105)中。给安装后的冷凝器管(101)涂装憎水的涂层。
Description
技术领域
本发明涉及一种用来制造用于热机设备的冷凝器的方法以及用于热机设备的冷凝器。本发明还涉及一种给安装状态下的冷凝器管涂装憎水的涂层的装置。
背景技术
在蒸汽轮机中利用水蒸汽的总焓将一种热能(例如核能、煤炭或其它能量载体)转变成机械能。在蒸汽生成器中将一种液态工作介质(例如水)生成蒸汽后供应给涡轮机。在涡轮机中利用蒸汽的焓差产生机械能。在涡轮机后面布置冷凝器或蒸汽冷凝器,以便使水蒸汽等压冷凝。
已知蒸汽轮机设备的表面冷凝器有冷凝蒸汽的作用,所述表面冷凝器具有多个没有涂层的冷凝器管。在填充有冷却工作介质的冷凝器管上通常会发生膜状冷凝,使得蒸汽转变为液态。
还可以给冷凝器管涂装憎水的涂层,以实现从膜状冷凝转变为滴状冷凝。借助滴状冷凝可以增强热传递,从而将热传递系数增加大约20%。这又会改善冷凝器的效率(较小的端温差),或者在端温差相同的情况下降低成本、减小结构空间。
发明内容
本发明的目的在于提供一种效率改善的冷凝器。
利用独立权利要求所述的特征、尤其是一种用来制造用于热机设备的冷凝器的方法、一种给已装入的冷凝器管涂装憎水的涂层的装置、以及一种用于热机设备的冷凝器,即可实现这一目的。
按照本发明的第一种实施例,描述一种用来制造用于热机设备的冷凝器的方法。将冷凝器管安装在冷凝器的冷凝器管束的支架中。给安装后的冷凝器管涂装憎水的涂层。
按照另一种实施例,提供一种根据上述制造方法给所安装的冷凝器管涂装憎水的涂层的装置。该装置具有用来给所安装的冷凝器管涂装憎水的涂层的喷头。
按照本发明的另一种实施例,提供一种用于热机设备的冷凝器。利用上述方法制造所述的冷凝器。该冷凝器具有安装有冷凝器管的支架,且所安装的冷凝器管具有憎水的涂层。
所谓“冷凝器管束”指的是一根冷凝器管或者多个冷凝器管,这些冷凝器管相隔一定间距固定在支架(冷凝器管支架)中构成冷凝器管单元或者冷凝器管束。待冷却的水蒸汽可以(例如)喷向冷凝器管束,使得水蒸汽能够经由冷凝器管束流过各个冷凝器管。此外还可适当构造支架,让各个冷凝器管相隔一定的间距,使得水蒸汽可以在冷凝器管之间流过,并且可以通过冷凝器管将其冷却。例如支架可以由管板和支撑壁构成,其具有可以用来固定各个管子的安装孔和容纳单元。
所谓“憎水”以及“憎水的涂层”指的是具有憎水特性、或者可以发生滴状冷凝的表面。此外,以下所述的“憎水的涂层”同样也指具有憎油效应的涂层。憎水的涂层具有大于90°的液滴接触角。憎水的涂层的接触角可以达到130°。利用结构化表面可以实现接触角大于130°或者大于160°(度)的超憎水效应(例如荷叶效应)。接触角的定义是涂层表面和液滴与部件表面接触点处的液滴切向矢量之间的角度。当接触角大于90°时,水滴表面就会形成液滴形状,因此可在接触角大于90°时形成滴状冷凝。
通常在装入到支架中之前对冷凝器管进行涂装,完成涂装之后将其插入到冷凝器管束的支架中。但在插入或安装经过涂装的冷凝器管时可能会损伤憎水的涂层。憎水的涂层具有敏感的特性,耐磨性很小,在安装过程中损伤冷凝器管憎水的涂层的风险很高。因此特别希望能够给冷凝器管涂装超憎水的涂层(例如具有“荷叶效应”的涂层),这类超憎水的涂层特别容易受到机械负荷的影响,因此随后在安装经过涂装的冷凝器管时会引起很高的涂层受损风险。除了在插入冷凝器管时可能会损伤涂层之外,将冷凝器管固定在冷凝器管束的支架上时同样也有可能损伤涂层。例如将冷凝器管焊接在支架上,就有可能损伤憎水的涂层。此外还需要很高的维护费用换装经过憎水的涂装的冷凝器管,维护及装调时间很长。
可利用本发明所述的制造方法将憎水的涂层涂装到已装入的冷凝器管上。换句话说,是将憎水的涂层涂装到已经固定在冷凝器管束中的冷凝器管上。这样就可以在一次涂层操作过程中对正在生产的冷凝器管进行处理,从而能够以一道工序给冷凝器的冷凝器管涂装憎水的涂层,如此可以减少生产时间花费。此外在今后维护冷凝器管时还可更新憎水的涂层,不必拆下各个冷凝器管。
按照本发明所述的冷凝器制造方法,还可以仅仅对一部分已装入的冷凝器管进行涂装,另一部分冷凝器管则保持未涂装状态。例如冷凝器管束的外侧冷凝器管对冷凝器的冷凝效率贡献最大。因此实现本发明所述优点的方法为:首先将外侧冷凝器管安装在冷凝器管束的支架中,然后在安装状态下给其涂装憎水的涂层。这样至少使得冷凝器管束的外侧冷凝器管具有高质量的憎水的涂层。由于处在支架边缘的外侧冷凝器管具有冷凝器的最大的冷凝效率,因此特别有益的方式就是给这些冷凝器管涂上高质量憎水的涂层。这样不必拆下冷凝器管,就可以使得冷凝器实现较高的冷凝效率。
此外还更加有利于进行维修和改装(检修或者改装)。这对于电站运营商而言是重要的衡量因素,因为蒸汽轮机或者冷凝器的停用时间较短,不需要多少装配工作,可明显改善效率。此外对于蒸汽轮机制造商来说,还可在售后服务方面形成一种极具吸引力的业务范畴。
采用对安装状态下的冷凝器管进行涂装的方式,还可以在选择涂层时不必顾忌装配问题。如果是已经过涂装的冷凝器管,则必须考虑例如涂层是否与支架上会磨坏涂层的紧固件发生接触。迄今为止通过一排固定孔插入冷凝器管的方法很复杂,无法用来安装机械稳定性较小的结构化憎水的涂层。采用本发明所述的制造方法可在事后对已装入的冷凝器管进行涂装,这样就能将憎水的涂层涂装在冷凝器管上,从而进一步改善冷凝特性。
此外采用这种给已装入的冷凝器管涂装憎水的涂层的方法,至少还可以将喷涂装置定位在支架上,或者相对于支架定位喷涂装置。然后就可以利用喷涂装置给已装入的冷凝器管涂上憎水的涂层。采用喷涂法能喷出极细的憎水的涂层粉末,因此可将特别薄而且均匀的憎水的涂层涂装在安装的冷凝器管上。
此外给已装入的冷凝器管涂装憎水的涂层的步骤还包括在喷涂过程中使得喷涂装置以均匀的进给沿着已装入的冷凝器管的延伸方向移动。这样就能自动均匀地喷涂或涂装已装入的冷凝器管。如果采用手工涂装涂层的方式,由于手工移动的进给不均匀,会造成憎水的涂层的喷涂也不均匀,从而在冷凝器管上形成不同的涂层厚度。利用进给进给均匀的喷涂装置,可以获得预先确定的、均匀的憎水的涂层厚度,从而能够改善冷凝器管的冷凝作用。此外还能以均匀进给多次移动的方式,涂装多层憎水的涂层。例如憎水的涂层可以由10、12个或更多底层构成。除了沿着已装入的冷凝器的延伸方向均匀进给之外,也可以垂直于已装入的冷凝器管的延伸方向均匀进给。
按照本发明所述方法的另一种实施例,冷凝器在涂装过程中就已装入在热机设备上,例如在进行涂装之前就已处在工作状态。这就使得电厂运营商不必排空冷凝器管,就能以最小的花费在已装入的冷凝器管上修补憎水的涂层,或者将憎水的涂层涂装在已装入的冷凝器管上。这样就能避免拆下冷凝器管,不必中断冷凝器管的工作。
按照另一种实施例所述,采用刷涂方法给已装入的冷凝器管涂装憎水的涂层。采用刷涂方法能够简单、迅速地给冷凝器管涂上憎水的涂层。例如在刷涂时可以使用刷子装置。
按照另一种实施例所述,喷涂装置具有喷头,给已装入的冷凝器管涂装憎水的涂层的工序还包括将喷头置于支架中,以便给已装入的冷凝器管涂装憎水的涂层。
所谓将喷头“置于”支架中,指的是除了能够对冷凝器管束的外侧冷凝器管进行喷涂之外,同样也能对冷凝器管束的内部进行喷涂。可以将喷头适当置于支架中,使得喷头可以在冷凝器管之间穿行,从而能够对那些例如与冷凝器管束周围没有直接连接的内侧冷凝器管进行涂装。这样也能在安装状态下给遮挡的冷凝器管涂装憎水的涂层,从而不必拆下这些位于内侧的冷凝器管。例如可以将喷涂装置定位在支架中,或者定位在支架上,然后沿着冷凝器管以均匀的进给喷涂涂层。
按照另一种实施例,给已装入的冷凝器管涂装憎水的涂层的步骤还包括利用静电喷涂法对已装入的冷凝器管进行涂装。例如利用静电喷涂法可以通过静电效应改善涂层效率。当采用静电喷涂方法时,可以在涂装过程中给憎水的涂层的喷雾加载静电,例如可以使用35kV(千伏)、40kV或者50kV,并喷涂在接地的冷凝器管上。这时应将冷凝器管与地电位相连。例如冷凝器管束的支架可以是一种金属导体,从而可以将其作为导电结构部件。可以将冷凝器管本身或者导电结构部件与大地相连(接地,地电位)。例如可以利用电源给憎水的涂层施加静电。采用静电喷涂法的优点在于,例如可在喷涂过程中使得憎水的涂层均匀分布,还可以减少憎水的涂层的材料损失。利用静电喷涂法将憎水的涂层涂装到冷凝器管上,还可以全面涂装冷凝器管。例如当喷头处在冷凝器管的某一侧时,加载了静电的喷雾仍然可以落在冷凝器管的对面一侧,因此也可以在冷凝器管的对面一侧涂上憎水的涂层。采用静电喷涂法时,可以适当选择憎水的涂层剂量、适当选择进给或者所施加的静电电压,能将厚度很薄而且均匀的憎水的涂层涂装在冷凝器管上,从而在每个冷凝器管上实现预定的憎水特性。
按照另一种实施例所述,利用紫外固化、双重固化(Dual Cure)和/或热固化法使得憎水的涂层交联在已装入的冷凝器管上。
所谓“交联”指的是涂层与冷凝器管表面结合。“交联”这一概念意味着将涂层与冷凝器管表面固定结合。例如可通过以下方式实现交联:使得涂料分子与冷凝器管表面原子/分子结合,或者涂料分子渗入到冷凝器管表面的空腔中形成稳定的结合。
如果采用紫外固化方法,则利用紫外灯朝向涂层射出紫外线(UV),由于涂层内的分子受到激励以及所产生的温度,使得涂层发生交联反应。
利用紫外固化进行交联的另一种技术是双重固化法,即首先通过紫外辐射引发固化,然后在室温下使得憎水的涂层完全固化,从而发生交联反应。
“热固化”这一概念指的是施加热能引起的固化交联反应。热固化温度范围可以在50℃~100℃之间,或者在100℃~200℃之间,或者在100℃~250℃之间。例如可以借助辐射式加热器、加热线圈、电阻加热器或者热风机来施加热能。还可以利用冷凝器管内的加热流体提供固化热能,从而不需要使用其它热源。另一方面可以放出冷凝器管内的工作流体,以避免充满流体的冷凝器管内出现不利的热容。
按照另一种实施例所述,使用溶胶-凝胶法给已装入的冷凝器管涂装憎水的涂层。利用溶胶-凝胶法进行涂装时,使用具有溶胶-凝胶结构的憎水的涂层。这类基于溶胶-凝胶的憎水的涂层均基于杂化聚合物,这些杂化聚合物均具有包含无机和有机成分的网状结构。可以使用无机改性金属氧化物作为制备这类溶胶-凝胶涂料的原料,例如硅醇化物、钛醇化物、锆醇化物或者铝醇化物。比较适宜使用例如具有以下化学结构的硅醇化物作为前体:
Xn-Si-(OR)4-n
其中:
X=醇化物的有机变体
R=烷基(例如甲基,乙基)或者芳基(例如苯基)
X(醇化物的有机变体)可以是一种反应性或者非反应性侧链。可以通过金属醇化物的水解与缩合来制备涂料。金属氧化物的有机变体可以影响涂料的特性。憎水的侧链X(例如烷基链、烷基、氟烷基链、硅氧烷基)可减小涂层的表面能,从而产生拒水(憎水)拒油(憎油)效应。有机变体可以具有充分的水蒸汽稳定性。
可以通过表面渗入纳米微粒的方式对基于溶胶-凝胶的憎水的涂层进行进一步改性,从而改善(例如)机械耐磨能力或者耐腐蚀性。
可以采用溶胶-凝胶法,例如湿化学法,以喷涂、浸涂、流涂、辊涂或者刷涂方式将憎水溶胶-凝胶涂料涂装到基材(冷凝器管)上。然后通过热量使得涂料化学硬化或者交联。例如可以使用以上所述交联步骤的温度范围,但固化温度也可以在室温至400℃(摄氏)之间的温度范围内。高于400℃的固化温度将会产生玻璃状涂层,将会降低憎水性能。此外,短链侧基团(例如X=甲基、芳基)具有充分的热稳定性。还可以达到100nm(纳米)至100μm(微米)的涂层厚度。
可以采用溶胶-凝胶法将憎水的涂层适当涂装在已装入的冷凝器管上,使得憎水的涂层的接触角例如为90°(度)、100°或者120°。与未经处理的金属表面或者冷凝器管表面相比,使用接触角在90°~130°、尤其在例如100°~120°之间的憎水的涂层可以多捕获约20%的冷凝物,从而能够明显改善冷凝器的冷凝效率。
按照另一种实施例所述,冷凝器是一种蒸汽冷凝器,热机设备是一种蒸汽轮机设备。
按照本发明的另一种实施例所述,用来按照上述制造方法给已装入的冷凝器管涂装憎水的涂层的装置具有定位装置,用来相对于冷凝器管束的支架定位所述装置。所述装置还具有用来使得喷头沿着和/或垂直于冷凝器管的延伸方向运动的移动装置。定位装置例如可以是相对于支架固定的独立的单元。另一方面还可将定位装置固定在支架上,并且可以固定住涂层装置。用来给已装入的冷凝器管进行涂装的装置可以是例如喷涂装置。
涂层装置具有用来给所安装的冷凝器管束涂装憎水的涂层的喷头。喷头可以由例如喷嘴构成,喷嘴能够将细雾化的憎水的涂层涂装到冷凝器管表面上。移动装置可以可移动地与定位装置相连,并且可以沿着预定的直线运动方向运动,从而可以利用喷头将憎水的涂层均匀涂装到冷凝器管上。
按照本发明所述装置的另一种实施例,喷头经过适当设置,从而可以利用静电喷涂法将憎水的涂层涂装到已装入的冷凝器管上。例如可以将喷头与电源相连,以便给憎水的涂层的喷雾施加静电。
按照另一种实施例所述,用来对已装入的冷凝器管进行涂装的装置具有连接管。该连接管可以连接移动装置和喷头。连接管具有螺旋形状,可以使螺旋的导程匹配于冷凝器管半径和冷凝器管束中的冷凝器管的冷凝器管间距。换句话说,连接管的螺旋形状就是一条螺旋线,类似于螺旋开瓶器。一方面可以根据冷凝器管半径和冷凝器管间距固定地预先设定螺旋的导程,然后利用连接管的旋转沿着冷凝器管旋入喷头。因此在制造连接管时就能使连接管固定地匹配于冷凝器管半径和冷凝器管间距。在另一种实施方式中,连接管可以用一种弹性材料或者可变形材料(例如橡胶)制成,从而在转动连接管引入冷凝器管束中的过程中,使得连接管匹配于冷凝器管半径和冷凝器管间距,从而形成螺旋形状。采用可以匹配的连接管可以给多个冷凝器管组成的现有冷凝器管束涂装憎水的涂层。这样就能给冷凝器管束的内侧冷凝器管涂装憎水的涂层。因此不需要从冷凝器管束中拆下内侧遮挡的冷凝器管,就能给冷凝器管涂装憎水的涂层。
按照另一种实施例所述,将冷凝器管构造成高温冷凝器型式。所谓高温冷凝器指的是蒸汽压力较高的一种冷凝器,可将蒸汽的冷凝点移动到比较高的温度范围。例如从热机设备涡轮机级获取高压、高温的蒸汽,并且将其供应给高温冷凝器,即可在高温冷凝器中产生较高的蒸汽压力。采用所推荐的技术解决方案可以减小高温冷凝器的端温差(即一次和二次回流温度之间的温差)(也就是改善或恢复其功能),从而可以在相同热蒸汽参数条件下达到较高温度的载热介质(集中供热网的流体)。从另一方面来看,可以在相同端温差条件下使用比较小的热交换器表面(节约成本和/或空间),或者能够提高现有热交换器的效率。
按照另一种实施例所述,将冷凝器构造成高压预热器或低压预热器型式。
例如低压预热器可以布置在储水箱前端,并且可以从所谓的冷凝泵获得处于冷凝流体状态的工作流体(例如水)。还可以从蒸汽轮机获得高压水蒸汽,然后将其供应给低压预热器。这样就可在低压预热器以及随后的储水箱中提高工作流体的温度水平。提高温度水平可以提高热机设备的蒸汽循环的效率。这里也可借助新的解决方案改善/恢复功能,并且/或者降低成本和/或提高机组的效率。
可以将高压预热器布置在储水箱和热机设备的蒸汽生成器之间。与低压预热器一样,也从蒸汽轮机将压力(较高)的高温水蒸汽供应给高压预热器。这样可提高蒸汽生成器给水的能量水平,尤其是温度水平。因此可以提高热机设备内的蒸汽循环效率。与低压预热器一样可以改善功能、成本和/或效率。
按照冷凝器的另一种实施例所述,将其应用于热电站的热机设备中。热电站可利用热电联产工艺进行发电、供热。热电站中分流出来的蒸汽循环的热量可以通过冷凝器(例如高温冷凝器)或者其它热交换器排出到集中供热循环的工作介质上。在利用热电联产工艺工作的热电站中可以将未利用的废热送入集中供热系统继续利用。
在此指出:本发明的实施方式涉及不同的发明对象。尤其是用装置权利要求描述了本发明的某些实施方式,并且用方法权利要求描述了本发明的其它实施方式。但专业人士只要参阅本申请书立即就能明白:除非另有说明,则除了可以组合属于同一类型发明对象的特征之外,也可任意组合属于不同类型发明对象的特征。
附图说明
为了进一步解释以及更好地理解本发明,以下将参照附图对实施例进行详细描述。相关附图如下:
图1 具有本发明一种实施例所述憎水的涂层的冷凝器管束的示意图;
图2 本发明一种实施例所述冷凝器管束中的冷凝器管的俯视图;以及
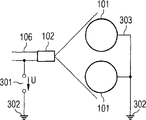
图3 利用静电喷涂法处理过的冷凝器管的一种实施例。
具体实施方式
在附图中用相同的附图标记标识相同或者类似的部件。附图中均为示意图,并未按照尺寸比例绘制。
图1所示为用于热机设备(例如蒸汽轮机设备)的冷凝器100(例如蒸汽冷凝器100)的实施例。可以利用本发明所述的制造方法给冷凝器100涂装憎水的涂层。冷凝器100具有支架105,冷凝器管101就固定在支架中。所安装的冷凝器管101具有憎水的涂层。
按照蒸汽轮机设备用冷凝器100的制造方法,首先将冷凝器管101装入到冷凝器100的冷凝器管束203的支架105中。给安装后的冷凝器管101涂装憎水的涂层。
可以使用支架105固定每个冷凝器管101,从而可以用多个固定好的冷凝器管101形成冷凝器管束203。所述冷凝器管束203具有外侧冷凝器管101和与冷凝器管束203周围没有接触的内侧冷凝器管101。
所安装的冷凝器管101在冷凝器100工作过程中具有一种冷却液(例如冷却水),用来冷却流过的水蒸汽使得水蒸汽冷凝。通过所安装的冷凝器管101的憎水的涂层还可使得流过的水蒸汽滴状冷凝。
按照所述的制造方法,可以利用喷涂装置106将憎水的涂层涂装到冷凝器管101上。在涂装憎水的涂层时,冷凝器管101安装在支架105上,因此不需要花费时间拆下冷凝器管101即可对其进行涂装。还可避免冷凝器管101的憎水的涂层在安装过程中受损。
喷涂装置106可以具有例如可用来将憎水的涂层喷涂到冷凝器管101上的喷头102,可形成规定形状的锥形喷雾104。除了利用喷头102喷涂冷凝器管101之外,同样也可使用例如刷子装置进行刷涂。
一方面可以使得喷头102沿着外侧冷凝器管101的纵向(延伸方向)运动,从而可以至少给外侧冷凝器管101涂装憎水的涂层。还可以将喷涂装置106的喷头102构造得很小,从而可以在冷凝器管间距a之间插入喷头102。这样喷涂装置106至少也能给冷凝器管束203中的第二排冷凝器管101涂装憎水的涂层。
在另一种实施例中,喷涂装置106可以具有连接管103,从而也可以给安装状态下的冷凝器管束203的所有内侧冷凝器管101涂装憎水的涂层。所述连接管103可以具有螺旋形状(螺旋线),可以适当选择螺旋的导程,使得导程匹配于冷凝器管半径r和冷凝器管间距a。
这样就可以转动连接管103将喷头102旋入到冷凝器管束203中。因此可以给每内侧冷凝器管101涂装憎水的涂层。
图2所示为安装于冷凝器管束203中的冷凝器管101的俯视图。冷凝器管束203的支架105具有例如用来固定冷凝器管101的冷凝器管板202和多个支撑壁201。可以沿着冷凝器管的纵向或横向涂装憎水的涂层。喷涂装置106可以沿着冷凝器管101的横向或纵向,要么在一个方向或者交替涂装憎水的涂层。喷涂装置106还可以沿着冷凝器管101的纵向或横向运动。喷涂装置106例如可以使得喷头在一个方向上沿着冷凝器管101的延伸方向或者沿着横向交替地或者变化地运动。同样也可以混合着两个运动方向(沿着延伸方向,并且沿着横向)。例如喷涂装置106可以沿着定位装置或者移动装置运动,并且在运行期间喷头102可以相对于喷涂装置106的运动方向横向转动,或者执行摆动运动,从而可以混合两个喷涂方向。这样就可以连续喷涂憎水的涂层。
图3所示为利用静电喷涂法施涂憎水的涂层的一种结构的实施例。冷凝器管101或者支架105可以导电,因此是导电的结构部件303。这些导电结构部件303可以与地电位302相连。将喷涂装置106和/或喷头102与电源301相连,从而可以给憎水的涂层的喷雾施加静电,例如30kV、40kV、50kV或者60kV(千伏)。由于冷凝器管101已接地,可吸引带有静电的憎水的涂层喷雾,从而可以将喷雾均匀喷涂到冷凝器管101上。通过吸引带静电的憎水的涂层喷雾,可以给已装入的冷凝器管101全面涂装憎水的涂层。即使当喷头102在冷凝器管的一侧喷涂喷雾时,由于静电吸引作用,在冷凝器管101对面一侧也可以吸引喷雾,使得憎水的涂层也会附着在对面一侧。因此即使那些在安装状态下难以够着的冷凝器管101,也能均匀地涂装憎水的涂层。
采用本发明可以使得冷凝器100的冷凝器管束203具有在安装状态下经过憎水的涂装的冷凝器管101。对安装状态下的对冷凝器管101进行涂装,可以加速冷凝器管束203的制造过程,因为不必逐一对每个冷凝器管101、而是对全部已装入的冷凝器管101进行一次性涂装。此外还可以对安装在蒸汽轮机设备中并且处在工作状态的冷凝器管100进行维护的过程中对冷凝器管101进行涂装,不必拆下冷凝器管101。同样可以避免在将冷凝器管101装入到冷凝器管束203的支架105中时损伤憎水的涂层,因为是在冷凝器管101装入到冷凝器管束203的支架105中以后给冷凝器管101涂装憎水的涂层。
需补充指出:“包括”一词并不排除其它元件或步骤,且“一个”一词并不排除存在多个。此外还应注意:参考上述某实施例所述的特征或者步骤也能与上述其它实施例的特征或步骤组合使用。相关权利要求中的附图标记并无任何限制作用。
Claims (15)
1.一种制造尤其是用于热机设备的冷凝器(100)的方法,所述制造方法包括:
-将冷凝器管(101)装入到用于冷凝器(100)的冷凝器管束(203)的支架(105)中,并且
-给已装入的冷凝器管(101)涂装憎水的涂层,
所述给已装入的冷凝器管(101)涂装憎水的涂层包括:
-将喷涂装置(106)定位在所述支架(105)上,
-利用喷涂装置(106)喷涂憎水的涂层,并且
-在喷涂期间沿着已装入的冷凝器管(101)的延伸方向以均匀的进给来移动喷涂装置(106)。
2.根据权利要求1所述的方法,
冷凝器(100)在涂装过程中是安装在热机设备上的。
3.根据权利要求1或者2所述的方法,
利用刷涂涂装给已装入的冷凝器管(101)涂装憎水的涂层。
4.根据权利要求1~3中任一项所述的方法,
所述喷涂装置(106)具有喷头(102),其中对已装入的冷凝器管(101)涂转憎水的涂层的步骤还包括:
将喷头(102)引入支架(105)中,以便给已装入的冷凝器管(101)涂装憎水的涂层。
5.根据权利要求1~4中任一项所述的方法,所述给已装入的冷凝器管(101)涂装憎水的涂层的步骤还包括:
利用静电喷涂法对已装入的冷凝器管(101)进行涂装。
6.根据权利要求1~5中任一项所述的方法,还具有:
利用紫外固化、双重固化和/或热固化方法使得憎水的涂层在已装入的冷凝器管(101)上交联。
7.根据权利要求1~6中任一权利要求所述的方法,
利用溶胶-凝胶法给已装入的冷凝器管(101)涂装憎水的涂层。
8.根据权利要求1~7中任一项所述的方法,
所述冷凝器(100)是一种蒸汽冷凝器(100),且所述热机设备是蒸汽轮机设备。
9.根据权利要求1~8中任一项所述方法用于给已装入的冷凝器管(101)涂装憎水的涂层的装置,所述装置包括:
-用来给已装入的冷凝器管(101)涂装憎水的涂层的喷头(102),
-用来将所述装置定位在支架(105)上的定位装置,以及
-用来使喷头(102)沿着冷凝器管(101)延伸方向运动的移动装置。
10.根据权利要求9所述的装置,
所述喷头(102)设置成能够利用静电喷涂法将憎水的涂层喷涂在已装入的冷凝器管(101)上。
11.根据权利要求9或10所述的装置,还包括:
-连接管(103),
-所述连接管(103)用来连接所述移动装置和喷头(102),
-所述连接管(103)具有螺旋形状,
-其中所述螺旋形状的导程匹配于冷凝器管半径(r)和冷凝器管(101)的冷凝器管间距(a)。
12.尤其是用于热机设备的冷凝器(100),所述冷凝器(100)利用权利要求1~8中任一项所述方法制成,所述冷凝器(100)包括:
-已装有冷凝器管(101)的支架(105),
-所述已装入的冷凝器管(101)具有憎水的涂层。
13.根据权利要求12所述的冷凝器(100),
所述冷凝器(100)构造成高温冷凝器。
14.根据权利要求12所述的冷凝器(100),
所述冷凝器(100)构造成高压预热器和/或低压预热器。
15.权利要求12~14所述的冷凝器在热电站的热机设备中的应用。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008056621.7 | 2008-11-10 | ||
| DE102008056621A DE102008056621B4 (de) | 2008-11-10 | 2008-11-10 | Verfahren zur Herstellung eines Dampfkondensators, sowie Dampfkondensator für eine Dampfturbinenanlage und Vorrichtung zum Beschichten eines Kondensatorrohres |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101786060A true CN101786060A (zh) | 2010-07-28 |
Family
ID=42026280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200911000027A Pending CN101786060A (zh) | 2008-11-10 | 2009-11-10 | 给安装状态下的冷凝器涂装憎水的涂层 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8580351B2 (zh) |
| EP (1) | EP2184115B1 (zh) |
| CN (1) | CN101786060A (zh) |
| BR (1) | BRPI0905392A2 (zh) |
| DE (1) | DE102008056621B4 (zh) |
| PL (1) | PL2184115T3 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107036337A (zh) * | 2015-10-23 | 2017-08-11 | 开利公司 | 再生热交换器疏水性涂层的方法 |
| CN111051803A (zh) * | 2018-03-14 | 2020-04-21 | 栗田工业株式会社 | 蒸汽的凝缩方法 |
| CN115228386A (zh) * | 2022-05-24 | 2022-10-25 | 大连理工大学 | 一种缠绕管式催化剂组件、大通量换热反应器及制备方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010096072A1 (en) | 2009-02-17 | 2010-08-26 | The Board Of Trustees Of The University Of Illinois | Methods for fabricating microstructures |
| JP5218525B2 (ja) * | 2010-11-09 | 2013-06-26 | 株式会社デンソー | 熱輸送流体が流通する装置 |
| GB2519405B (en) | 2011-09-26 | 2016-04-13 | Trane Int Inc | Refrigerant management in HVAC systems |
| US8980387B2 (en) | 2011-10-27 | 2015-03-17 | General Electric Company | Method of coating a surface and article incorporating coated surface |
| US8842435B2 (en) * | 2012-05-15 | 2014-09-23 | Toyota Motor Engineering & Manufacturing North America, Inc. | Two-phase heat transfer assemblies and power electronics incorporating the same |
| US10921072B2 (en) * | 2013-05-02 | 2021-02-16 | Nbd Nanotechnologies, Inc. | Functional coatings enhancing condenser performance |
| US10465956B2 (en) | 2014-03-31 | 2019-11-05 | Trane International Inc. | Phobic/philic structures in refrigeration systems and liquid vapor separation in refrigeration systems |
| KR101858814B1 (ko) * | 2016-07-12 | 2018-05-17 | 두산중공업 주식회사 | 응축기 전열관 코팅 시스템 |
| US11261762B2 (en) | 2017-11-21 | 2022-03-01 | Bl Technologies, Inc. | Improving steam power plant efficiency with novel steam cycle treatments |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE833049C (de) * | 1949-06-29 | 1952-03-03 | Bbc Brown Boveri & Cie | Einrichtung zur Erzielung einer Tropfenkondensation bei Kondensationsanlagen |
| US3899366A (en) * | 1973-10-31 | 1975-08-12 | Allied Chem | Treated substrate for the formation of drop-wise condensates and the process for preparing same |
| WO2001056711A1 (de) * | 2000-02-03 | 2001-08-09 | Sunyx Surface Nanotechnologies Gmbh | Rohrleitung mit ultraphober innenwand |
| GB2428604A (en) * | 2005-08-05 | 2007-02-07 | Visteon Global Tech Inc | Fluorosiloxane anti-foul coating on heat exchanger |
| DE102007008038A1 (de) * | 2007-02-17 | 2008-09-11 | Helmut Aaslepp | Vorrichtung zur Beschichtung von WT-Rohren zur Erzwingung der Tropfenkondensation von Wasserdampf. Die Erneuerung der Beschichtung kann während eines Stillstands ohne zusätzliche Umbauten durchgeführt werden. |
| DE102007015450A1 (de) * | 2007-03-30 | 2008-10-02 | Siemens Ag | Beschichtung für Dampfkondensatoren |
| DE102007017518A1 (de) * | 2007-04-13 | 2008-10-16 | Siemens Ag | Biozide/hydrophobe Innenbeschichtung von Kondensatorrohren (von Industrieturbinen und Nebenkühlkreisen) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4524607A (en) * | 1982-04-05 | 1985-06-25 | Science Applications International Corporation | System and method for locating leaking tubes |
| US6058718A (en) * | 1996-04-08 | 2000-05-09 | Forsberg; Francis C | Portable, potable water recovery and dispensing apparatus |
| AUPQ234599A0 (en) * | 1999-08-20 | 1999-09-16 | Lamb, Robert Norman | Hydrophobic material |
| US20070251091A1 (en) * | 2003-12-24 | 2007-11-01 | Showa Denko K.K. | Heat Exchanger And Method For Manufacturing The Same |
| US7914856B2 (en) * | 2007-06-29 | 2011-03-29 | General Electric Company | Method of preparing wetting-resistant surfaces and articles incorporating the same |
-
2008
- 2008-11-10 DE DE102008056621A patent/DE102008056621B4/de not_active Expired - Fee Related
-
2009
- 2009-10-28 PL PL09174287T patent/PL2184115T3/pl unknown
- 2009-10-28 EP EP09174287A patent/EP2184115B1/de not_active Not-in-force
- 2009-11-05 US US12/612,772 patent/US8580351B2/en not_active Expired - Fee Related
- 2009-11-10 CN CN200911000027A patent/CN101786060A/zh active Pending
- 2009-11-10 BR BRPI0905392-1A patent/BRPI0905392A2/pt not_active IP Right Cessation
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE833049C (de) * | 1949-06-29 | 1952-03-03 | Bbc Brown Boveri & Cie | Einrichtung zur Erzielung einer Tropfenkondensation bei Kondensationsanlagen |
| US3899366A (en) * | 1973-10-31 | 1975-08-12 | Allied Chem | Treated substrate for the formation of drop-wise condensates and the process for preparing same |
| WO2001056711A1 (de) * | 2000-02-03 | 2001-08-09 | Sunyx Surface Nanotechnologies Gmbh | Rohrleitung mit ultraphober innenwand |
| GB2428604A (en) * | 2005-08-05 | 2007-02-07 | Visteon Global Tech Inc | Fluorosiloxane anti-foul coating on heat exchanger |
| DE102007008038A1 (de) * | 2007-02-17 | 2008-09-11 | Helmut Aaslepp | Vorrichtung zur Beschichtung von WT-Rohren zur Erzwingung der Tropfenkondensation von Wasserdampf. Die Erneuerung der Beschichtung kann während eines Stillstands ohne zusätzliche Umbauten durchgeführt werden. |
| DE102007015450A1 (de) * | 2007-03-30 | 2008-10-02 | Siemens Ag | Beschichtung für Dampfkondensatoren |
| DE102007017518A1 (de) * | 2007-04-13 | 2008-10-16 | Siemens Ag | Biozide/hydrophobe Innenbeschichtung von Kondensatorrohren (von Industrieturbinen und Nebenkühlkreisen) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107036337A (zh) * | 2015-10-23 | 2017-08-11 | 开利公司 | 再生热交换器疏水性涂层的方法 |
| CN111051803A (zh) * | 2018-03-14 | 2020-04-21 | 栗田工业株式会社 | 蒸汽的凝缩方法 |
| US11204207B2 (en) | 2018-03-14 | 2021-12-21 | Kurita Water Industries Ltd. | Vapor condensation method |
| CN115228386A (zh) * | 2022-05-24 | 2022-10-25 | 大连理工大学 | 一种缠绕管式催化剂组件、大通量换热反应器及制备方法 |
| CN115228386B (zh) * | 2022-05-24 | 2023-10-20 | 大连理工大学 | 一种缠绕管式催化剂组件、大通量换热反应器及制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2184115A1 (de) | 2010-05-12 |
| DE102008056621A1 (de) | 2010-05-20 |
| PL2184115T3 (pl) | 2013-08-30 |
| DE102008056621B4 (de) | 2012-01-05 |
| US8580351B2 (en) | 2013-11-12 |
| EP2184115B1 (de) | 2013-03-13 |
| BRPI0905392A2 (pt) | 2011-06-14 |
| US20100115950A1 (en) | 2010-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101786060A (zh) | 给安装状态下的冷凝器涂装憎水的涂层 | |
| US10864546B2 (en) | System for coating heat transfer tube for condenser | |
| KR840002240B1 (ko) | 소구경 장척관(小口徑長尺管)의 도장방법 | |
| Li et al. | Totally waterborne and highly durable superamphiphobic coatings for anti‐icing and anticorrosion | |
| CN101607247B (zh) | 大型钢管防腐涂层自动涂装工艺及其生产线 | |
| CN106455433B (zh) | 一种直接接触式冷却机柜的布液系统 | |
| MX2007013022A (es) | Metodo y sistema para pre-calentar revestimientos epoxi para aplicacion de rocio. | |
| JP2004533319A (ja) | 静電帯電した流動床を用いる粉末コーティング方法 | |
| US20200370840A1 (en) | On-demand Sweating-Boosted Air Cooled Heat-Pipe Condensers | |
| CN110513899A (zh) | 电磁除垢式热水器水箱及除垢方法 | |
| WO2013143041A1 (zh) | 热辐射内循环发电装置 | |
| TWI532968B (zh) | Resin coating and piping treatment | |
| CN201454795U (zh) | 大型钢管防腐涂层自动涂装生产线 | |
| CN2937999Y (zh) | 具有改性表面改性涂层的新型换热器 | |
| CN110685423A (zh) | 一种发热瓷砖及其制备方法 | |
| CN203731935U (zh) | 用于氨氧化反应的在线清焦装置 | |
| ES2386051B1 (es) | Metodo de recubrimiento in situ de receptor solar de torre | |
| CN111335587A (zh) | 一种建筑施工用喷涂机 | |
| Duron et al. | Development of a durable vapor phase deposited superhydrophobic coating for steam cycle power generation condenser tubes | |
| EP2313700A1 (en) | Method for coating a solar collector | |
| CN218621715U (zh) | 一种公路修补设备 | |
| CN110725504A (zh) | 一种发热瓷砖及其制备方法 | |
| KR102235810B1 (ko) | 증발기 초발수 코팅 방법 | |
| JP7245492B2 (ja) | 地熱発電装置 | |
| KR100522745B1 (ko) | 수평식 에나멜 오븐 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20100728 |