CN101269429A - 用于形成紊流冷却孔的方法及系统 - Google Patents
用于形成紊流冷却孔的方法及系统 Download PDFInfo
- Publication number
- CN101269429A CN101269429A CNA2008100873661A CN200810087366A CN101269429A CN 101269429 A CN101269429 A CN 101269429A CN A2008100873661 A CNA2008100873661 A CN A2008100873661A CN 200810087366 A CN200810087366 A CN 200810087366A CN 101269429 A CN101269429 A CN 101269429A
- Authority
- CN
- China
- Prior art keywords
- section
- electrode
- hole
- cross
- insulated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
- B23H3/04—Electrodes specially adapted therefor or their manufacture
- B23H3/06—Electrode material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
- B23H3/04—Electrodes specially adapted therefor or their manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
- B23H9/10—Working turbine blades or nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
- B23H9/14—Making holes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2230/00—Manufacture
- F05B2230/10—Manufacture by removing material
- F05B2230/101—Manufacture by removing material by electrochemical methods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2260/00—Function
- F05B2260/20—Heat transfer, e.g. cooling
- F05B2260/221—Improvement of heat transfer
- F05B2260/222—Improvement of heat transfer by creating turbulence
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Manufacturing & Machinery (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
本发明涉及用于形成紊流冷却孔的方法及系统,提供一种电化学加工(ECM)设备及用于在涡轮发动机构件内加工孔的系统。电化学加工(ECM)设备包括电极(100),电极(100)包括至少一个未绝缘区段(110)、及大致围绕电极的至少一个区段的绝缘体。其中,电极插入到初始孔内,从而形成了由具有第一截面区域的至少一个第一区段(140)和具有第二截面区域(130)的至少一个第二区段(142)所限定的孔。
Description
技术领域
本发明大体上涉及一种电化学加工(ECM),尤其涉及一种用于在涡轮发动机翼型(airfoil)内形成冷却孔的方法与系统。
背景技术
至少一些已知的涡轮发动机构件包括形成于其内的冷却孔。一般地,这种冷却孔允许发动机内的冷却空气流经发动机构件,从而提供对流冷却。相应地,这种冷却孔可增加涡轮发动机的寿命及/或减小与涡轮发动机的维护相关的成本。
电化学加工及/或成型管电化学加工(STEM)通常用于在涡轮发动机构件内形成冷却孔。在电化学加工过程中,被加工的工件配接到直流电源的正端子上,而电极则配接到直流电源的负端子上。电解液流体在电极与工件之间流动。比如,电解液流体可以为酸或水性盐溶液。在加工过程中,工件被受到控制的电化学反应溶解,从而形成冷却孔。一般地,这种加工过程形成了冷却孔,冷却孔具有大致为圆形的截面区域及大于5的长度-直径比值。此外,这些孔大体上均匀并且具有大致均匀的粗糙度。然而,这种冷却孔经常提供不充分的对流冷却,因为它们缺少足够程度的可增加与构件之间对流冷却的粗糙度或不连续性。
发明内容
在一个实施例中,提供一种在物体内形成孔的方法。方法包括在物体内形成初始孔,提供电化学加工电极,电化学加工电极具有至少一个大致围绕电极的绝缘区段及至少一个未绝缘区段,及将电极插入初始孔内,从而便于形成孔,孔被至少一个具有第一截面区域的第一区段与至少一个具有第二截面区域的第二区段所限定。
在另一个实施例中,提供一种电化学加工设备。设备包括电极,电极包括至少一个未绝缘区段与绝缘区段,绝缘区段大致围绕电极的至少一个区段。电极插入到初始孔内,以便形成被至少一个具有第一截面区域的第一区段与至少一个具有第二截面区域的第二区段所限定的孔。
在又一个实施例中,提供一种用于在涡轮发动机构件内加工孔的系统。系统包括电化学设备,电化学设备包括电极,电极包括至少一个未绝缘区段与绝缘区段,绝缘区段大致围绕电极的至少一个区段。电极插入到初始孔内,以便形成被至少一个具有第一截面区域的第一区段与至少一个具有第二截面区域的第二区段所限定的孔。
附图说明
图1为将要插入到涡轮发动机翼型内的初始孔内的示例性电化学加工(ECM)电极的截面图;
图2为图1所示且已插入到图1所示翼型内的电极的截面图;及
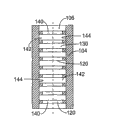
图3为图1所示且包括贯穿形成于其上的冷却孔的翼型的放大截面图。
部件列表
100 电化学加工(ECM)电极
102 初始孔
104 翼型
106 冷却孔
108 绝缘区段
110 未绝缘区段
120 第一截面区域
122 第一表面
124 第二表面
126 箭头
128 电流
130 第二截面区域
140 第一区段
142 第二区段
144 内表面
具体实施方式
本发明提供一种系统,该系统可用于在涡轮发动机翼型内加工薄的后缘冷却孔。系统使用中空的电化学加工电极,该电极具有流过其自身的电解液流体。比如,电解液流体可以为酸或水性盐溶液。在加工之前,翼型配接于直流电源的正端子上,而电极则配接于直流电源的负端子上。当电解液在电极与翼型之间流动时,翼型借助受控制的电化学反应而溶解,从而形成冷却孔。
在加工过程中,电解液流体流过空心电极,从而有助于释放将材料从翼型中除去的电流。在示例性实施例中,电极形成了冷却孔,冷却孔包括至少一个由第一截面区域限定的第一区段和至少一个由第二截面区域限定的第二区段。此外,在示例性实施例中,冷却孔的每个第一区段定向于冷却孔的相邻第二区段之间。
虽然本发明是以在涡轮翼型内形成冷却孔的形式描述的,如将被本领域的技术人员所理解的那样,本发明也可用来在发动机的其它构件内及/或在任何其它可能需要冷却孔的系统构件内,比如,但不限于涡轮壳体、排气管及管道内形成冷却孔。此外,虽然本发明是以电化学加工的形式描述的,如将被本领域的技术人员所理解的那样,本发明也可用于形成冷却孔的其它方法中。
图1展示了示例性电化学加工电极100的截面图,电极插入到形成于涡轮发动机翼型104内的初始孔102中。图2展示了已插入到初始孔102中的电极100。图3展示了加工过程结束之后,及冷却孔106已形成于其内之后的翼型104的截面图。在示例性实施例中,电极100大致为圆柱形空心状,并且配置成将电解液流体携带于其上。正如业界所知,电解液流体作为电化学溶解的介质,用于将材料从被加工的工件中除去。电解液流体也将溶解后的材料从加工区域中除去。如将被本领域的技术人员所理解的那样,根据其专门功能及/或电极100运行的专门结果,电极100可具有任何适当的形状。
此外,在示例性实施例中,电极100包括多个由大致围绕电极100的绝缘体形成的绝缘区段108。如下详述,绝缘区段108有助于将材料溶解限制于所需区域,以获得需要的冷却孔尺寸与形状。如将被本领域的技术人员所理解的那样,电极100可包括任何适当数量的绝缘区段108,绝缘区段108使电极100能够发挥文中所述的功能。在示例性实施例中,电极100也包括多个未绝缘区段110。如将被本领域的技术人员所理解的那样,电极100可包括任何适当数量的未绝缘区段110,其使电极100能够发挥文中所述的功能。在示例性实施例中,未绝缘区段110定向于每个相邻的绝缘区段108之间。在备选实施例中,未绝缘区段110与绝缘区段108的配置基于电极100的专门功能及/或电极100运行的专门结果而不定地选择。
在加工过程中,并且特别地在电极100运行之前,初始孔102形成于翼型104中。在示例性实施例中,借助电化学加工电极、放电加工电极及/或激光中的至少一种而将初始孔102钻出。此外,在示例性实施例中,初始孔102形成于翼型后缘。另外,在示例性实施例中,初始孔102上形成有大致恒定地贯穿初始孔102的第一截面区域120。比如,在示例性实施例中,截面区域120大致为圆形。如将被本领域的技术人员所理解的那样,在备选实施例中,第一截面区域120可形成为有助于形成紊流(turbulated)冷却孔106的任何形状。而且,在示例性实施例中,初始孔102可形成于相对于翼型104的第一表面122测量的多种角度处,包括但不限于大约为0度,大约为90度或介于0度到90度之间的任何倾斜角度处。
在加工过程中,并且特别地在电极100运行过程中,电极100经由翼型104的第一表面122而插入到初始孔102中,并且朝着翼型104的相对第二表面124而导入,如图1中的箭头126所示。在运行过程中,电解液流体流经电极100,从而将感应电流128导向至电极100。在示例性实施例中,电流128从多个未绝缘区段110中释放,从而有助于将材料从初始孔102部分除去,进而形成冷却孔106。在示例性实施例中,材料通过电化学溶解而从初始孔102中除去。在示例性实施例中,从电极的未绝缘区段110中释放出的电流128导致材料从初始孔102中除去,进而形成多个大于第一截面区域120的第二截面区域130。比如,在示例性实施例中,第二截面区域130大致为圆形。如将被本领域的技术人员所理解的那样,在备选实施例中,第二截面区域130可形成为有助于形成紊流冷却孔106的任何形状。
在加工过程中,电流128未从电极100的绝缘区段108中释放。相应地,初始102的部分在加工过程中未暴露于电流128中。同样地,形成了紊流冷却孔106,其具有多个未曾暴露于电流128中的第一区段140及多个曾暴露于从电极100的未绝缘区段110中释放出的电流128中的第二区段142。在示例性实施例中,每个第一区段140上形成有第一截面区域120,而每个第二区段142上则形成有第二截面区域130。同时在示例性实施例中,每个冷却孔第一区段140延伸于一对相邻的冷却孔第二区段142之间。
相应地,电极100有助于形成紊流冷却孔106,冷却孔106具有贯穿其自身的不同截面区域120和130。特别地,当完全形成时,冷却孔106具有限定于相应冷却孔区段140和142中的不同截面区域120和130。在示例性实施例中,截面区域120和130上可形成光滑、粗糙及/或褶皱表面光洁度中的至少一种表面光洁度。
同样地,电极100有助于在冷却孔106内提供非连续及/或粗糙表面。相应地,经过冷却孔106的冷却空气流中断。结果,有助于使冷却空气具有增加的紊流及与冷却孔106的内表面144之间更大的接触程度。相应地,有助于增加冷却孔106内的对流冷却程度。此外,紊流冷却孔106有助于改善冷却孔106下游的薄膜冷却。
在一个实施例中,提供一种用于在物体内形成紊流冷却孔的方法。方法包括在物体内形成初始孔。方法也包括提供电化学加工电极,电化学加工电极具有至少一个大致围绕电极的绝缘区段及至少一个未绝缘区段。在形成冷却孔的过程,电极插入初始孔内,从而有助于形成冷却孔,冷却孔包括由第一截面区域限定的至少一个第一区段和由第二截面区域限定的第二区段。在一个实施例中,方法包括形成多个具有第一截面区域的冷却孔第一区段及多个具有第二截面区域的冷却孔第二区段,从而使每个冷却孔第一区段延伸于一对相邻的冷却孔第二区段之间。
在另一个实施例中,方法包括提供具有多个大致围绕电极的绝缘区段的电化学加工电极,其中,电极的未绝缘区段定向于电极的每对相邻的绝缘区段之间。在又一个实施例中,方法包括借助从电极的未绝缘区段释放出的电流而形成冷却孔的每个第二区段。在一个实施例中,方法包括形成冷却孔的第二区段,第二区段的直径大于冷却孔第一区段的直径。在另一个实施例中,方法也包括使电解液流体在电极内循环,从而有助于将材料从初始孔中除去。在示例性实施例中,方法包括在涡轮发动机翼型内形成冷却孔。
上述系统与方法能使电极在涡轮发动机构件内形成紊流冷却孔。所形成的冷却孔阻断了冷却空气在冷却空中的流动,从而有助于增加冷却空气紊流,并增加冷却空气与冷却孔内表面之间的接触程度。同样地,冷却孔内的对流冷却程度得以增加。此外,紊流冷却孔有助于改善冷却孔下游的薄膜冷却。同样地,上述系统与方法有助于增加涡轮发动机的寿命及/或减小与涡轮发动机的维护相关的成本。
如文中所用,以跟有单词“一个”的单数表述的元件或步骤应当理解为没有排除多个该元件或步骤,除非明确地表述了这种排除。此外,对本发明“一个实施例”的引用并非旨在解释为将结合有所述特征的其它实施例的存在排除在外。
以上详细地描述了用于在翼型内形成紊流冷却孔的系统与方法的示例性实施例。所展示的系统与方法并不局限于文中所述的特定实施例,相反,系统中的构件可与文中所述的其它构件相互独立并单独地使用。而且,方法中描述的步骤可与文中所述的其它步骤相互独立并单独地使用。
虽然以多种特定实施例的形式对发明进行了描述,那些熟悉本领域的技术人员应当认识到:在权利要求的本意与范围内,发明可以修改实施例的形式实施。
Claims (10)
1.一种电化学加工设备,其包括:
电极(100),其包括至少一个未绝缘区段(110);及
大致围绕所述电极的至少一个区段的绝缘体,其中所述电极插入到初始孔内,从而形成由具有第一截面区域的至少一个第一区段(140)和具有第二截面区域(130)的至少一个第二区段(142)所限定的孔。
2.如权利要求1所述的电化学加工电极(100),其特征在于,所述电极进一步包括多个大致围绕所述电极的绝缘区段(108),其中所述电极的未绝缘区段(110)延伸于所述电极的每对相邻绝缘区段之间。
3.如权利要求1所述的电化学加工电极(100),其特征在于,所述电极形成具有多个第一区段(140)和多个第二区段(142)的孔(106),其中每个第一区段限定于一对相邻第二区段之间。
4.如权利要求1所述的电化学加工电极(100),其特征在于,所述电极借助从所述电极的未绝缘区段(110)释放出的电流而形成所述孔(106)的每个第二区段(142)。
5.如权利要求1所述的电化学加工电极(100),其特征在于,所述电极形成所述孔(106)的所述第二区段(142),所述第二区段(142)具有截面区域(130),所述截面区域(130)大于所述孔(102)的所述第一区段(140)的截面区域(120)。
6.如权利要求1所述的电化学加工电极(100),其特征在于,所述电极使电解液流体穿过所述电极循环,从而有助于将材料从所述初始孔(102)中除去。
7.如权利要求1所述的电化学加工电极(100),其特征在于,所述电极配置为在涡轮发动机构件内形成冷却孔(106)。
8.一种用于在涡轮发动机构件内加工孔的系统,所述系统包括电化学加工设备,所述设备包括:
电极(100),其包括至少一个未绝缘区段(110);及
大致围绕所述电极的至少一个区段的绝缘体,其中所述电极插入到初始孔(102)内,从而形成由具有第一截面区域(120)的至少一个第一区段(140)和具有第二截面区域(130)的至少一个第二区段(142)所限定的孔。
9.如权利要求8所述的系统,其特征在于,所述电极(100)进一步包括多个大致围绕所述电极的绝缘区段(108),其中所述电极的未绝缘区段(110)延伸于所述电极的每对相邻绝缘区段之间。
10.如权利要求8所述的系统,其特征在于,所述电极(100)形成了具有多个第一区段(140)与多个第二区段(142)的孔(106),其中每个第一区段限定于一对相邻的第二区段之间。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/726424 | 2007-03-22 | ||
| US11/726,424 US20080230396A1 (en) | 2007-03-22 | 2007-03-22 | Methods and systems for forming turbulated cooling holes |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101269429A true CN101269429A (zh) | 2008-09-24 |
Family
ID=39628910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2008100873661A Pending CN101269429A (zh) | 2007-03-22 | 2008-03-20 | 用于形成紊流冷却孔的方法及系统 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20080230396A1 (zh) |
| EP (1) | EP1972403A3 (zh) |
| JP (1) | JP2008229841A (zh) |
| KR (1) | KR20080086379A (zh) |
| CN (1) | CN101269429A (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102019470A (zh) * | 2009-09-18 | 2011-04-20 | 通用电气公司 | 弯曲电极和采用该弯曲电极的电化学加工方法和组件 |
| CN102133665A (zh) * | 2010-08-25 | 2011-07-27 | 中国船舶重工集团公司第七○四研究所 | 电蚀加工阀套全周边工艺装置 |
| CN105108248A (zh) * | 2015-09-02 | 2015-12-02 | 北京市电加工研究所 | 一种慢波结构微细内槽电火花加工用叠式组合电极及其制作方法 |
| CN106238838A (zh) * | 2016-07-29 | 2016-12-21 | 浙江工业大学 | 一种电化学加工椭球形竹节孔的方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5940427B2 (ja) * | 2012-10-11 | 2016-06-29 | 三菱重工業株式会社 | 電解加工工具及び電解加工システム |
| US9192999B2 (en) | 2013-07-01 | 2015-11-24 | General Electric Company | Methods and systems for electrochemical machining of an additively manufactured component |
| US9574447B2 (en) * | 2013-09-11 | 2017-02-21 | General Electric Company | Modification process and modified article |
| US9878386B2 (en) * | 2013-10-31 | 2018-01-30 | Foundation Of Soongsil University-Industry Cooperation | Eccentric electrode for electric discharge machining, method of manufacturing the same, and micro electric discharge machining apparatus including the same |
| JP5679246B1 (ja) * | 2014-08-04 | 2015-03-04 | 三菱日立パワーシステムズ株式会社 | ガスタービンの高温部品、これを備えるガスタービン、及びガスタービンの高温部品の製造方法 |
| US20170274451A1 (en) * | 2014-10-24 | 2017-09-28 | Siemens Aktiengesellschaft | Electrochemical machining inner contours of gas turbine engine components |
| US9693487B2 (en) | 2015-02-06 | 2017-06-27 | Caterpillar Inc. | Heat management and removal assemblies for semiconductor devices |
| CN107523856B (zh) * | 2016-06-17 | 2020-11-06 | 通用电气公司 | 对工件进行加工的系统和方法以及制品 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3803018A (en) * | 1970-01-23 | 1974-04-09 | Trw Inc | Electrolytic hole forming cathode electrode |
| IT1192336B (it) * | 1978-10-30 | 1988-03-31 | Fiat Spa | Utensile ad elettrodo per lavorazioni ad asportazione elettrochimica |
| US4995949A (en) * | 1986-03-21 | 1991-02-26 | Extrude Hone Corporation | Orifice sizing using chemical, electrochemical, electrical discharge machining, plating, coating techniques |
| US4690737A (en) * | 1986-06-10 | 1987-09-01 | Cation Corporation | Electrochemical rifling of gun barrels |
| US5413463A (en) * | 1991-12-30 | 1995-05-09 | General Electric Company | Turbulated cooling passages in gas turbine buckets |
| US5306401A (en) * | 1993-03-15 | 1994-04-26 | Fierkens Richard H J | Method for drilling cooling holes in turbine blades |
| US5416289A (en) * | 1994-02-14 | 1995-05-16 | Tanaka; Dwight | Method of and apparatus for increasing the productivity of an electroerosion drill |
| US5820744A (en) * | 1996-09-30 | 1998-10-13 | Doncasters, Turbo Products Division | Electrochemical machining method and apparatus |
| US6200439B1 (en) * | 1998-11-05 | 2001-03-13 | General Electric Company | Tool for electrochemical machining |
| US6303193B1 (en) * | 1998-11-05 | 2001-10-16 | General Electric Company | Process for fabricating a tool used in electrochemical machining |
| EP1013884B1 (de) * | 1998-12-24 | 2005-07-27 | ALSTOM Technology Ltd | Turbinenschaufel mit aktiv gekühltem Deckbandelememt |
| US6582584B2 (en) * | 1999-08-16 | 2003-06-24 | General Electric Company | Method for enhancing heat transfer inside a turbulated cooling passage |
| US6267868B1 (en) * | 1999-08-16 | 2001-07-31 | General Electric Company | Method and tool for electrochemical machining |
| US6387242B1 (en) * | 1999-08-16 | 2002-05-14 | General Electric Company | Method and tool for electrochemical machining |
| US6234752B1 (en) * | 1999-08-16 | 2001-05-22 | General Electric Company | Method and tool for electrochemical machining |
| US6290461B1 (en) * | 1999-08-16 | 2001-09-18 | General Electric Company | Method and tool for electrochemical machining |
| US6390473B1 (en) * | 1999-09-09 | 2002-05-21 | Olaf Vancura | Apportionment of pay out of casino game with escrow |
| US6539627B2 (en) * | 2000-01-19 | 2003-04-01 | General Electric Company | Method of making turbulated cooling holes |
| US6339879B1 (en) * | 2000-08-29 | 2002-01-22 | General Electric Company | Method of sizing and forming a cooling hole in a gas turbine engine component |
| JP4460132B2 (ja) * | 2000-09-25 | 2010-05-12 | 株式会社放電精密加工研究所 | 異形穴の電解加工方法 |
| US6416283B1 (en) * | 2000-10-16 | 2002-07-09 | General Electric Company | Electrochemical machining process, electrode therefor and turbine bucket with turbulated cooling passage |
| US6375425B1 (en) * | 2000-11-06 | 2002-04-23 | General Electric Company | Transpiration cooling in thermal barrier coating |
| US6413407B1 (en) * | 2000-11-27 | 2002-07-02 | Lehr Precision, Inc. | Fluted electrochemical machining |
| US6627054B2 (en) * | 2001-01-23 | 2003-09-30 | General Electric Company | Electrode for electrochemical machining |
| JP2002307249A (ja) * | 2001-04-10 | 2002-10-23 | Mitsubishi Heavy Ind Ltd | 穴加工方法及び穴加工用電極 |
| US6554517B2 (en) * | 2001-07-19 | 2003-04-29 | Cynthia G. Ahmed | Multicolor marker |
| US6644921B2 (en) * | 2001-11-08 | 2003-11-11 | General Electric Company | Cooling passages and methods of fabrication |
| US6743350B2 (en) * | 2002-03-18 | 2004-06-01 | General Electric Company | Apparatus and method for rejuvenating cooling passages within a turbine airfoil |
| US6994514B2 (en) * | 2002-11-20 | 2006-02-07 | Mitsubishi Heavy Industries, Ltd. | Turbine blade and gas turbine |
| US6910864B2 (en) * | 2003-09-03 | 2005-06-28 | General Electric Company | Turbine bucket airfoil cooling hole location, style and configuration |
| US6997679B2 (en) * | 2003-12-12 | 2006-02-14 | General Electric Company | Airfoil cooling holes |
| US6997675B2 (en) * | 2004-02-09 | 2006-02-14 | United Technologies Corporation | Turbulated hole configurations for turbine blades |
-
2007
- 2007-03-22 US US11/726,424 patent/US20080230396A1/en not_active Abandoned
-
2008
- 2008-03-18 JP JP2008068684A patent/JP2008229841A/ja active Pending
- 2008-03-19 EP EP08153011A patent/EP1972403A3/en not_active Withdrawn
- 2008-03-20 KR KR1020080025886A patent/KR20080086379A/ko not_active Application Discontinuation
- 2008-03-20 CN CNA2008100873661A patent/CN101269429A/zh active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102019470A (zh) * | 2009-09-18 | 2011-04-20 | 通用电气公司 | 弯曲电极和采用该弯曲电极的电化学加工方法和组件 |
| CN102019470B (zh) * | 2009-09-18 | 2015-11-25 | 通用电气公司 | 弯曲电极和采用该弯曲电极的电化学加工方法和组件 |
| CN102133665A (zh) * | 2010-08-25 | 2011-07-27 | 中国船舶重工集团公司第七○四研究所 | 电蚀加工阀套全周边工艺装置 |
| CN105108248A (zh) * | 2015-09-02 | 2015-12-02 | 北京市电加工研究所 | 一种慢波结构微细内槽电火花加工用叠式组合电极及其制作方法 |
| CN105108248B (zh) * | 2015-09-02 | 2018-09-28 | 北京市电加工研究所 | 一种慢波结构微细内槽电火花加工用叠式组合电极及其制作方法 |
| CN106238838A (zh) * | 2016-07-29 | 2016-12-21 | 浙江工业大学 | 一种电化学加工椭球形竹节孔的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008229841A (ja) | 2008-10-02 |
| US20080230396A1 (en) | 2008-09-25 |
| EP1972403A2 (en) | 2008-09-24 |
| EP1972403A3 (en) | 2011-11-02 |
| KR20080086379A (ko) | 2008-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101269429A (zh) | 用于形成紊流冷却孔的方法及系统 | |
| US7964087B2 (en) | Methods and systems for forming cooling holes having circular inlets and non-circular outlets | |
| US7938951B2 (en) | Methods and systems for forming tapered cooling holes | |
| JP2001172799A (ja) | 金属皮膜を剥離するための電気化学的システム及び方法 | |
| US7883320B2 (en) | Article having diffuser holes and method of making same | |
| US5605639A (en) | Method of producing diffusion holes in turbine components by a multiple piece electrode | |
| US9174292B2 (en) | Electro chemical grinding (ECG) quill and method to manufacture a rotor blade retention slot | |
| JP2017106463A (ja) | 物品及び物品を冷却する方法 | |
| US8710392B2 (en) | Electric discharge machining hole drilling | |
| EP1790823A2 (en) | Microcircuit cooling for turbine vanes | |
| US5685971A (en) | Apparatus and method for forming a variable diameter hole in a conductive workpiece | |
| JP2009162224A (ja) | 冷却孔を形成する方法及びハイブリッド形成冷却孔を有するタービン翼形部 | |
| EP3799978A1 (en) | Laser rough drill and full edm finish for shaped cooling holes | |
| JP2005052964A (ja) | ディフューザの形成方法およびくし形電極 | |
| JP2002227658A (ja) | ガスタービンシュラウド上に表面凹凸要素を形成するための電気化学的研磨方法 | |
| US10690009B2 (en) | Water removal device for steam turbine and method for forming slit | |
| JP2012082830A (ja) | タービン翼形部用の湾曲フィルム冷却孔 | |
| US20150184517A1 (en) | Airfoils with low-angle holes and methods for drilling same | |
| JP2011236899A (ja) | 翼後縁およびその製造方法 | |
| JP2006341363A (ja) | 放電加工電極 | |
| EP2796666A2 (en) | Turbine blade airfoils including a film cooling system, and method for forming an improved film cooled airfoil of a turbine blade | |
| CN105195841A (zh) | 一种降低管电极电解加工电极振幅的方法 | |
| JP2005180447A (ja) | ベーンクラスタ | |
| CN1989276A (zh) | 用于电化学加工的电极工具和用于制造该工具的方法 | |
| KR20190026524A (ko) | 부품의 홀 가공 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20080924 |