CN101100771B - 亚麻牵切纺纱方法 - Google Patents
亚麻牵切纺纱方法 Download PDFInfo
- Publication number
- CN101100771B CN101100771B CN2007100444318A CN200710044431A CN101100771B CN 101100771 B CN101100771 B CN 101100771B CN 2007100444318 A CN2007100444318 A CN 2007100444318A CN 200710044431 A CN200710044431 A CN 200710044431A CN 101100771 B CN101100771 B CN 101100771B
- Authority
- CN
- China
- Prior art keywords
- spinning
- crush cutting
- roller
- flax
- district
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本发明涉及一种亚麻牵切纺纱方法,包括精梳工序、针梳工序、粗纱工序、煮练、漂白工序和细纱工序,还包括将长麻和短麻两套纺纱系统合并为一套短麻纺纱系统的牵切工序,牵切工序后的麻条全部经新的短麻纺系统纺纱,省去短麻纺纱系统中的梳麻和再割工序。该方法纤维损伤少,纤维长度整齐度高、制成率高、麻粒减少的良好效果,为提高亚麻纱的质量提供了保证。同时,采用牵切工艺后,简化了原有的纺纱系统,缩短了加工流程。
Description
技术领域
本发明涉及一种纱线的加工方法,特别是涉及一种亚麻牵切纺纱加工方法。
背景技术
现有亚麻纺纱(湿法)分为长麻纺纱和短麻纺纱,一般先采用栉梳机对经过初加工后的打成麻进行梳理,其主要作用是从打成麻中梳出长而整齐的、强度较高的梳成长麻,并将打成麻进一步分劈成较细的工艺纤维,清除掉一部分不可纺的杂质,同时栉梳还产生占将近原料总量50%的落麻即机器短麻。栉梳后分离开的长麻和短麻分别进入长纺和短纺系统。
长麻纺纱中,先将梳成的长麻经过成条机制得连续的条子后,进入针梳工序,使条子得到并合、牵伸,达到均匀、伸直的目的,再将经粗纱机制得的粗纱进行煮练、漂白,以去除纤维中的部分胶质,使纤维进一步松散、分裂劈细,最后在湿纺细纱机上纺成具有一定强度和外观品质的纱,其加工流程为:打成麻→栉梳→梳成长麻→梳成长麻加湿养生→成条→长麻予并(或混条机)→针梳(4~5道)→长麻粗纱→粗纱煮练、漂白→湿纺细纱→干燥→络筒。
短麻纺纱加工流程为:
机器短麻(长麻栉梳的落麻)→梳麻→针梳→再割→针梳→精梳→针梳(4道)→短麻粗纱→粗纱煮练、漂白→湿纺细纱→干燥→络筒。机器短麻在梳麻工序上主要是通过联合梳麻机的梳理使得较粗的纤维被进一步分劈成较细的工艺纤维,并达到均匀、混合和除杂的目的;针梳工序是通过并合、牵伸,使麻条内的纤维伸直、平行,并提高麻条的均匀度;再割工序是采用再割机将超长、倍长纤维拉断成适纺长度的纤维,有利于后道加工;精梳工序是有效地除去麻条中不适合纺纱要求的短绒纤维、较为完善地清除麻条中的疵点,并使麻条中的纤维进一步分劈成较细的工艺纤维;粗纱和细纱工序的目的同长麻纺纱。
但现有的亚麻纺纱加工过程存在的主要问题:打成麻在通过栉梳工序后的梳成长麻和机器短麻需要分别进行加工,使得亚麻纺纱必须由两套系统来完成,从经济角度来考虑,两套系统加工需要的人工、设备费用以及设备占地都要远比一套加工系统多。
从成纱品质来看,虽然目前长麻纺成纱的各物理性能都要优于短麻纺的成纱,但这并不是由于长麻纺中纤维长度长的关系。实际上,由于亚麻的单纤维长度很短,只能采用工艺纤维,即多根单纤维粘合在一起形成的束纤维来进行纺纱,而在粗纱煮练后,长麻纺和短麻纺中的纤维长度都降低到70~90mm,在纤维长度上并没有明显的差异。因此,目前长麻纺的成纱质量优于短麻纺的主要原因是短麻纺采用的纤维是长麻加工的下脚(栉梳的落麻),其纤维本身各项物理性能就比较差,再由于这些落麻纤维本身紊乱、相互纠缠,因此,必须经过短麻纺中的梳麻工序将其分离,而梳麻机的分离作用,对纤维产生损伤,并形成大量麻粒和短绒,不仅降低了制成率,还直接影响了最后成纱的质量。而梳成长麻则不论在纤维的长度整齐度还是强伸性能等方面都优于短麻,故成纱质量也比较好。
因此,现有的亚麻纺纱系统设备通用性差、工艺流程长、加工过程对纤维损伤比较大,这些问题的存在不但降低了亚麻纺纱的效益和效率,还在不同程度上制约了亚麻纺纱技术与装备的变革和发展。
发明内容
本发明的目的是提供一种亚麻牵切纺纱加工方法,该方法根据亚麻纤维的特点而设计,通过牵切工序,使亚麻纺纱设备通用性高、工艺流程短缩短,同时也为纺纱的后道工序提供了质量比较高的半制品。
本发明的亚麻牵切纺纱方法流程:打成麻→牵切工序→针梳工序(1~2道)→精梳工序(→复精梳工序)→针梳工序(3~4道)→粗纱工序→煮练、漂白工序→湿纺细纱工序。
所述的牵切工序是将长麻和短麻两套纺纱系统合并为一套短麻纺纱系统,牵切工序后的麻条全部经新的短麻纺系统纺纱,省去短麻纺纱系统中的梳麻和再割工序;
所述的牵切工序中采用的牵切机构包含牵伸区和牵切区,打成麻的麻条A先后进入预牵伸区、牵伸区、预牵切区和牵切区,在预牵伸区和牵伸区中纤维在较小牵伸倍数的作用下逐步伸直平行并初步分劈断裂,纤维进入预牵切区和牵切区后,在较大的牵伸倍数作用下纤维充分断裂成要求的长度并进一步分劈。
所述的牵切工序的牵切机采用气压或液压加压,其加压分配P1为400~1400kg,P2为400~1400kg,P3为400~1400kg,P4为400~1400kg,P5为400~1400kg;
所述的牵切工序的牵切区皮辊轴心距L1为140~220mm,预牵切区皮辊轴心距L2为140~440mm,牵伸区皮辊轴心距L3为200~500mm,预牵伸区皮辊轴心距L4为300~500mm;
所述的牵切工序的同一皮辊罗拉组中的两罗拉轴心距d均为90mm;
所述的牵切工序的牵切区牵伸倍数E1为2~6倍,预牵切区牵伸倍数E2为2~6倍,牵伸区牵伸倍数E3为1.2~3倍,预牵伸区牵伸倍数E4为1.1~2倍。
本发明的有益效果:
(1)直接把打成麻统一牵断为在一定长度范围中分布的短纤维并直接制条,这样的牵切条可以全部由新的短麻纺纱系统进行纺纱,从而把原来的长麻纺系统和短麻纺系统合二为一,提高了亚麻纺纱系统的设备通用性,简化了亚麻纺纱系统;
(2)采用牵切成条技术后,由于牵切工序直接成条不会打乱本来平行的纤维,同时也完成了短麻纺中原有的再割工序的任务,因此,可以在新的短纺系统中取消原来的亚麻短纺系统中的梳麻和再割两道工序,缩短了原有的短麻纺加工流程;
(3)牵切工艺中采用罗拉牵伸拉断制条,避免了纤维受到机件的剧烈打击所受到的损伤及由此引起的互纠缠而产生麻粒,在牵切拉伸过程中纤维间会产生相对运动而提高纤维的分裂度,牵切的隔距还可以确保超长和倍长纤维的消除,使纤维的长度整齐度大大改善,从而有利于纺纱加工和成纱质量。
附图说明
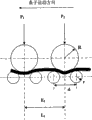
图1为本发明牵切机结构示意图,其中,I区为牵切区,II区为预牵切区,III区为牵伸区,IV区为预牵伸区,A-打成麻的麻条,P1-前皮辊压力,P2-第二皮辊压力,P3-第三皮辊压力,P4-后皮辊压力,P5-第五皮辊压力,L1-牵切区皮辊轴心距,L2-预牵切区皮辊轴心距,L3-牵伸区皮辊轴心距,L4-预牵伸区皮辊轴心距倍数,E1-牵切区牵伸倍数,E2-预牵切区牵伸倍数,E3-牵伸区牵伸倍数,E4-预牵伸区牵伸倍数。
图2为本发明牵切机牵切区“品”字型皮辊罗拉组的结构示意图,其中,R-皮辊半径,r罗拉半径,d-同-皮辊罗拉组中两罗拉的轴心距。
具体实施方式
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
实施例1
采用法国进口亚麻打成麻(适纺24Nm纱)为原料,经过下列工序的加工:
打成麻→牵切工序→针梳工序(1~2道)→精梳工序(→复精梳工序)→针梳工序(3~4道)→粗纱工序→漂练、漂白工序→湿纺细纱工序。
原料性能指标和牵切条性能指标对比如表1。
表1打成麻和牵切条性能对比

表1结果显示,打成麻经牵切后,强力和分裂度都得到提高,长度达到短纺的要求,且强力不匀和长度不匀都有下降,这些变化都有利于纺纱后道工序的进行。
表2 24Nm成纱性能对比

表2结果显示,通过牵切工艺后,纤维平均长度达到短纺适纺长度,长度整齐度得到大大提高,最后成纱质量要远优于目前的传统短纺纱并接近传统的长纺纱,但整个亚麻纺纱系统得到很大程度的简化,工艺设置也更为合理。
Claims (6)
1.一种亚麻牵切纺纱方法,包括精梳工序、针梳工序、粗纱工序、煮练、漂白工序和湿纺细纱工序,其特征在于:还包括将长麻和短麻两套纺纱系统合并为一套短麻纺纱系统的牵切工序,牵切工序后的麻条全部经新的短麻纺系统纺纱,省去短麻纺纱系统中的梳麻和再割工序。
2.根据权利要求1所述的亚麻牵切纺纱方法,其特征在于:所述的牵切工序中包含牵伸区和牵切区。
3.根据权利要求1所述的亚麻牵切纺纱方法,其特征在于:所述的牵切工序的牵切机采用气压或液压加压,前皮辊压力P1,第二皮辊压力P2,第三皮辊压力P3,后皮辊压力P4,第五皮辊压力P5都为400~1400kg。
4.根据权利要求1所述的亚麻牵切纺纱方法,其特征在于:所述的牵切工序的牵切区皮辊轴心距(L1)为140~220mm,预牵切区皮辊轴心距(L2)为140~440mm,牵伸区皮辊轴心距(L3)为200~500mm,预牵伸区皮辊轴心距(L4)为300~500mm。
5.根据权利要求1所述的亚麻牵切纺纱方法,其特征在于:所述的牵切工序的同一皮辊罗拉组中的两罗拉轴心距(d)均为90mm。
6.根据权利要求1所述的亚麻牵切纺纱方法,其特征在于:所述的牵切工序的牵切区牵伸倍数(E1)为2~6倍,预牵切区牵伸倍数(E2)为2~6倍,牵伸区牵伸倍数(E3)为1.2~2倍,预牵伸区牵伸倍数(E4)为1.2~2倍。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2007100444318A CN101100771B (zh) | 2007-07-31 | 2007-07-31 | 亚麻牵切纺纱方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2007100444318A CN101100771B (zh) | 2007-07-31 | 2007-07-31 | 亚麻牵切纺纱方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101100771A CN101100771A (zh) | 2008-01-09 |
| CN101100771B true CN101100771B (zh) | 2010-10-06 |
Family
ID=39035216
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2007100444318A Expired - Fee Related CN101100771B (zh) | 2007-07-31 | 2007-07-31 | 亚麻牵切纺纱方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101100771B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101580981B (zh) * | 2009-05-21 | 2012-05-23 | 东华大学 | 一种绢纺牵切制绵方法 |
| CN103572443B (zh) * | 2013-11-14 | 2015-12-02 | 东华大学 | 一种精梳棉型苎麻纺纱的方法 |
| CN104313744B (zh) * | 2014-09-16 | 2016-09-07 | 江苏华信亚麻纺织有限公司 | 一种生产亚麻袜子专用纱的方法 |
| CN104611788B (zh) * | 2014-12-26 | 2019-04-19 | 青岛大学 | 一种低强力纤维牵切制条装置 |
| PL434662A1 (pl) | 2020-07-13 | 2021-01-25 | Firma Handlowo-Usługowa Instbud Stanisław Boguta Spółka Jawna | Wielowarstwowy rękaw kompozytowy, zwłaszcza do bezwykopowej renowacji rurociągów. |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2263112Y (zh) * | 1996-04-10 | 1997-09-24 | 黄河 | 一种新型纤维牵断成条机 |
| CN1540050A (zh) * | 2003-11-04 | 2004-10-27 | 东华大学 | 一种新的苎麻纺纱加工方法 |
| CN1560340A (zh) * | 2004-03-02 | 2005-01-05 | 东华大学 | 苎麻牵切纺纱加工方法 |
| CN1644773A (zh) * | 2005-01-22 | 2005-07-27 | 江苏省纺织研究所有限公司 | 不锈钢纤维丝束的牵切方法及装置 |
-
2007
- 2007-07-31 CN CN2007100444318A patent/CN101100771B/zh not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2263112Y (zh) * | 1996-04-10 | 1997-09-24 | 黄河 | 一种新型纤维牵断成条机 |
| CN1540050A (zh) * | 2003-11-04 | 2004-10-27 | 东华大学 | 一种新的苎麻纺纱加工方法 |
| CN1560340A (zh) * | 2004-03-02 | 2005-01-05 | 东华大学 | 苎麻牵切纺纱加工方法 |
| CN1644773A (zh) * | 2005-01-22 | 2005-07-27 | 江苏省纺织研究所有限公司 | 不锈钢纤维丝束的牵切方法及装置 |
Non-Patent Citations (9)
| Title |
|---|
| CN 1560340 A,全文. |
| 刘辉,郁崇文.苎麻牵切纺纱的牵切工艺初探.中国麻业27 5.2005,27(5),265-268. |
| 刘辉,郁崇文.苎麻牵切纺纱的牵切工艺初探.中国麻业27 5.2005,27(5),265-268. * |
| 程际蹇.试论在我国采用亚麻牵切纺的必要性与可能性.纺织学报 1.1982,(1),28. |
| 程际蹇.试论在我国采用亚麻牵切纺的必要性与可能性.纺织学报 1.1982,(1),28. * |
| 赵晋军,王绍斌,孙小寅.苎麻牵切纺纱新工艺的初探.广西纺织科技32 3.2003,32(3),8-14. |
| 赵晋军,王绍斌,孙小寅.苎麻牵切纺纱新工艺的初探.广西纺织科技32 3.2003,32(3),8-14. * |
| 赵睿哲,郁崇文.苎麻麻条牵切工艺初探.中国麻业26 1.2004,26(1),27-30. |
| 赵睿哲,郁崇文.苎麻麻条牵切工艺初探.中国麻业26 1.2004,26(1),27-30. * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101100771A (zh) | 2008-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101608367B (zh) | 一种350支纱线的生产方法 | |
| CN103305997B (zh) | 一种纯棉高支纱包纱包芯纱的生产方法 | |
| CN105350135B (zh) | 一种罗布麻/长绒棉混纺纱线的生产方法 | |
| CN103374774A (zh) | 一种多组分多色彩段彩纱线的纺纱方法 | |
| CN102358972A (zh) | 一种丝光毛与锦纶、抗起球腈纶的混纺纱线及其制备方法 | |
| CN101100771B (zh) | 亚麻牵切纺纱方法 | |
| CN104195691B (zh) | 精纺产品用高支牦牛绒纱线的高效加工方法 | |
| CN104264301A (zh) | 一种利用超细旦莫代尔纺超细支纱的纺纱工艺 | |
| CN103981612A (zh) | 一种ab竹节复合纱及其生产方法 | |
| CN101403151B (zh) | 适用于保暖内衣纱的生产方法 | |
| CN109763229A (zh) | 电磁屏蔽纱线的生产方法 | |
| CN106868666A (zh) | 一种棉/羊绒混纺纱的生产方法 | |
| CN103572443B (zh) | 一种精梳棉型苎麻纺纱的方法 | |
| CN101603222B (zh) | 一种纤维素纤维纺纱方法 | |
| CN102181972B (zh) | 一种苎麻棉型纺纱加工方法及其使用的牵切设备 | |
| CN204608242U (zh) | 一种新型并条针梳机 | |
| CN107268136B (zh) | 一种树皮花色的纱线及其制备方法 | |
| CN102787399B (zh) | 一种苎麻的毛型纺纱加工方法 | |
| CN104593920A (zh) | 一种棉型切断生产苎麻精梳纱的方法 | |
| CN101260585A (zh) | 一种易溶性聚酯纤维赛络纺无捻毛巾纱的生产方法 | |
| CN105525403B (zh) | 纺制粘胶紧密赛络纺纱线生产方法 | |
| CN108385214A (zh) | 一种麻类长纤维预处理成条设备及方法 | |
| CN100344813C (zh) | 苎麻牵切纺纱加工方法 | |
| CN105525404A (zh) | 纺制纯棉紧密赛络纺纱线生产工艺 | |
| CN1086273A (zh) | 亚麻二粗纤维干纺纺纱新工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C57 | Notification of unclear or unknown address | ||
| DD01 | Delivery of document by public notice |
Addressee: Huang Zhida Xie Wenkai Document name: Written notice of preliminary examination of application for patent for invention |
|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20101006 Termination date: 20170731 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |