CN100352750C - 用于在供纸器中叠盖纸张以及向印刷机提供叠盖纸张的方法和装置 - Google Patents
用于在供纸器中叠盖纸张以及向印刷机提供叠盖纸张的方法和装置 Download PDFInfo
- Publication number
- CN100352750C CN100352750C CNB038100800A CN03810080A CN100352750C CN 100352750 C CN100352750 C CN 100352750C CN B038100800 A CNB038100800 A CN B038100800A CN 03810080 A CN03810080 A CN 03810080A CN 100352750 C CN100352750 C CN 100352750C
- Authority
- CN
- China
- Prior art keywords
- paper
- transmission member
- roll
- feeding
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H11/00—Feed tables
- B65H11/002—Feed tables incorporating transport belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
- B65H29/6618—Advancing articles in overlapping streams forming an overlapping stream upon transfer from a first conveyor to a second conveyor advancing at slower speed
- B65H29/6636—Advancing articles in overlapping streams forming an overlapping stream upon transfer from a first conveyor to a second conveyor advancing at slower speed in combination with auxiliary means for underlapping articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/10—Selective handling processes
- B65H2301/12—Selective handling processes of sheets or web
- B65H2301/121—Selective handling processes of sheets or web for sheet handling processes, i.e. wherein the web is cut into sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/512—Changing form of handled material
- B65H2301/5121—Bending, buckling, curling, bringing a curvature
- B65H2301/51212—Bending, buckling, curling, bringing a curvature perpendicularly to the direction of displacement of handled material, e.g. forming a loop
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/30—Supports; Subassemblies; Mountings thereof
- B65H2402/31—Pivoting support means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/30—Facilitating or easing
- B65H2601/32—Facilitating or easing entities relating to handling machine
- B65H2601/321—Access
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/03—Image reproduction devices
- B65H2801/21—Industrial-size printers, e.g. rotary printing press
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Framework For Endless Conveyors (AREA)
Abstract
本发明涉及供纸装置及方法。本发明尤其包括一种供纸装置,其具有第一传送构件(36)、第二传送构件(44)及纸张弯曲构件(26)。第一传送构件(36)以第一速度传送来自纸张源的纸张。第二传送构件(44)位于第一传送构件(36)附近,并以第二速度传送离开第一传送构件的纸张,该第二速度小于第一传送构件的第一速度。纸张弯曲构件(26)被定位成当纸张从第一传送构件向第二传送构件移动时,与该纸张接合的。纸张弯曲构件与纸张接合,以便在该纸张尾端与第二传送构件之间产生间隙。于是,来自第一传送构件的下一邻接纸张的前缘,就被送进间隙中。所述装置还包括传送构件,其用于把叠盖纸张流传送给印刷机。该传送构件可具有彼此枢转连接着的至少两个部分,其中一个部分与叠盖纸张流的源头枢转连接着。该传送构件被构造成使那两个部分就枢转点来说而从印刷机中缩回的。
Description
技术领域
本发明涉及一种方法和一种装置,其用于在供纸器中叠盖纸张。本发明还涉及向印刷机提供叠盖纸张流。
背景技术
已知的供纸装置用于把纸带从纸卷中取出,把纸带切割为单独的一张张纸张,并把已切割纸张以叠盖的或覆盖的方式加以排列。按照传统工艺,此种装置所覆盖的(shingled)纸张流的领头纸张,处于叠盖纸张的底部。换言之,每张被已切割纸张都有其后缘,该后缘被从切纸器(sheeter)上切割下来的下一邻接纸张的前缘所叠盖。
然而,印刷机设计成接受“倒逆覆盖”纸张流的,其中,覆盖纸张流的领头纸张处于叠盖纸张的顶部。换言之,已切割纸张的后缘叠盖着从供纸器上切割下来的下一邻接纸张的前缘。至少从成本的角度来看,使用纸卷作为印刷机所用已切割纸张源,是合理的。
以往,供纸装置都是依靠真空流供纸器(vacuum stream feeder)来完成“倒逆覆盖”的,在已切割纸张被载入印刷机时,此种供纸器一次一张地拾取所述纸张。
发明内容
本发明涉及适合用于印刷机的供纸装置及方法。
按照本发明的第一方面,提供一种供纸装置,包括:第一传送构件,其用于传送来自纸张源的第一纸张和下一邻接纸张,该第一传送构件具有第一速度,所述第一纸张和下一邻接纸张均具有前缘和与前缘相对的尾端;第二传送构件,其位于第一传送构件附近,用于传送离开第一传送构件的第一纸张,第二传送构件具有小于第一速度的第二速度;以及纸张弯曲构件,其被定位成当第一纸张从第一传送构件向第二传送构件移动时与该第一纸张接合,纸张弯曲构件包括送纸辊和成形辊,该送纸辊把第一纸张喂送给第二传送构件,该成形辊被定位成与第一纸张的尾端相接合,与送纸辊合作,以便在第一纸张尾端与第二传送构件之间产生间隙,来自第一传送构件的下一邻接纸张的前缘可被送进该间隙中。
纸张弯曲构件可以包括送纸辊和成形辊(forming roller)。这些辊彼此合作,以便产生间隙。送纸辊还可协助把纸张送给第二传送构件。送纸辊和成形辊被定位成按顺序与第一纸张接合的。在所公开的实施例中,成形辊被定位成在送纸辊之后与纸张接合。在所公开的实施例中,送纸辊和成形辊合作使第一纸张卷曲,以便在第一纸张尾端与第二传送构件之间产生间隙。
另外,成形辊一般定位在送纸辊上方,但其下部边缘处于送纸辊的上部边缘之下。送纸辊的直径可以大于成形辊的直径。
按照本发明的第二方面,本发明还提供一种用于把送纸器中的纸张流加以叠盖的方法,该方法包括下列步骤:沿一输送装置输送来自纸张源的第一纸张和下一邻接纸张,所述第一纸张和下一邻接纸张均具有前缘和与前缘相对的尾端;按顺序经由纸张弯曲构件的第一及第二辊而喂送第一纸张,该第一及第二辊被定位成合作地与第一纸张的尾部相接合,以便在纸张尾端与输送装置之间产生间隙;以及把下一邻接纸张的前缘送进间隙中。
纸张的弯曲,是按顺序经由至少上述的两个辊喂送纸张而完成的,而且,对于本发明的一个实施例而言,是按顺序经由送纸辊和成形辊喂送纸张而完成的。这些辊合作把第一纸张卷曲以便产生间隙。
为了把下一邻接纸张的前缘送进间隙中,该纸张被从第一传送构件送给第二传送构件。如上所述,第二传送构件的速度小于第一传送构件的速度。相应地,处于第二传送构件上的纸张的速度,就小于来自第一传送构件的下一邻接纸张的速度。因此,较快的下一邻接纸张的前缘就被送进间隙中。
按照本发明的第三方面,本发明还提供一种供纸装置,用于把叠盖纸张流输送给印刷机,所述供纸装置包括:用于把叠盖纸张流传送给印刷机的传送构件,该传送构件包括至少两个部分,该两个部分借助枢轴彼此连接,且其中一个部分可枢转地连接着叠盖纸张流的源头;以及连接着传送构件的升降构件,所述升降构件用于围绕枢转点相对于叠盖纸张流源头而提升及降低传送构件;其中,当传送构件处于较低位置上时,与枢转连接着叠盖纸张流源头的那个部分相背离的传送构件的一个部分,就围绕着该两个部分之间的枢转连接而朝上摆动。
所述装置还具有与传送构件连接的升降构件,其用于围绕着叠盖纸张流源头的枢转点(pivotal connection)提升及降低传送构件。升降构件可以是液压升降器。在本发明的实施例中,升降构件连接着枢转地与叠盖纸张流的源头所连接的传送构件的那个部分。
在操作中,当传送构件处于被降低的位置时,与叠盖纸张流的源头相背离的传送构件的那个部分,就能围绕着两个部分之间的枢转链接点而朝上摆动。
附图说明
为了更好的理解本发明并清楚显示其如何实施,现在就参照附图,以举例方式,说明本发明,这些附图显示了本发明的推荐实施例,在附图中:
图1的略图,显示把倒逆覆盖纸张流送入印刷机中的供纸装置;
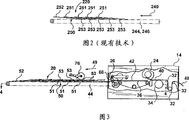
图2显示现有技术供纸装置中的叠盖纸张流或覆盖纸张流;
图3的略图,显示本发明的供纸装置,其用于产生叠盖纸张的倒逆覆盖纸张流;
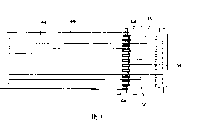
图4的剖视图,是沿着图3中线段4-4截取绘制的;
图5至图10包含并大略显示了以本发明所规定的“倒逆覆盖”方式对纸张加以叠盖的情况;
图11的略图,显示供纸装置的传送部分相对于印刷机处于下部位置上的情况;以及
图12的略图,显示供纸装置的传送部分相对于印刷机处于下部及缩回位置上的情况;
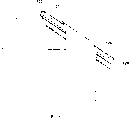
图13的略图,显示供纸装置的另一可选部分,其处于与印刷机相接合的位置上的情况;
图14的略图,显示图13所示装置,所示者为相对于印刷机处于已提升及缩回位置上的那个传送部分;
图15的略图,显示根据本发明而设置的铁丝网(festoon,据“金山词霸”中的《英汉化学大词典》);
图16等尺度图,显示一种装置,其用于使在供纸装置各个部件之间行进的纸带改变方向;
图17的略图,显示图16所示装置;
图18、20及22的顶视平面图,显示所述供纸装置的可选部件布局外形;
图19、21及23的前视图,分别与图18、20及22对应。
具体实施方式
一种供纸装置10概括地公开在图1中。所述装置10,如图所示,总的来说,包括纸卷12、壳体14,该壳体用于接受来自纸卷12的纸带16并把该纸带切割成单独的纸张;所述装置还包括一般标记为18的传送器,其用于传送或输送作为覆盖纸张流20的已切割纸张以便进行后续处理。在图1所公开的实施例中,覆盖纸张流20被传送给印刷机22。壳体14可容留纸张切割器即切纸器24,以便把纸带16切割成覆盖纸张流20,且该壳体还容留一般标记为26的纸张弯曲构件,该构件用于叠盖已切割纸张,关于这方面,下文还会说明。
参见图1,纸卷12提供了在附图标记28处被送进壳体14的纸带16。纸带16经由一系列辊30被输送而抵达壳体14。在壳体14内,纸带16经由另一系列辊32被输送而抵达第一送纸辊34,该第一送纸辊把纸带16引向切纸器(sheeter)24。纸卷12和辊30可装在一个单独分开的壳体35中。辊30和32,以及第一送纸辊34,经受操作而把来自纸卷12的纸带16以受控速度输送给切纸器24。
如图3最佳显示的那样,壳体14之内的辊32和第一送纸辊34把纸带16喂送给供纸装置10的传送器18的第一传送构件36。第一传送构件36包括一片(a table)快速移动带38(见图4),这片移动带接纳受控送入的纸带16。移动带38的表面速度略微大于受控送入的纸带16的速度,这样,当处于移动带38那部分纸带40接受了第一传送构件36的移动带38的速度,就会产生过量喂送效应。一旦有合乎要求长度的纸带40被喂送到了快速移动带38上,该纸带就被切纸器24切下。此时,已切割纸张42就从纸带上喂送,并能获取快速移动带38的整个速度。因此,切纸器24把已切割纸张42的源头提供给传送器18。
供纸装置10的传送器18还包括第二传送构件44,所述构件包括一片慢速移动带46(见图4),此移动带的速度至少比起第一传送构件36的移动带38来是慢的。
如图2所示(现有技术情况),在已知的供纸装置中,已切割纸张242被从第一传送构件的快速移动带输送给第二传送构件244的慢速移动带246,顺着箭头249所指方向行进。当一张纸张移动到那片慢速移动带246上时,该纸张就取得慢速移动带246的速度并放慢下来。刚刚从切纸器上切割下来的下一邻接纸张,此时正行进在快速移动带上。当把该下一邻接纸张输送给慢速移动带246时,该纸张的速度是暂时大于先前已移动到慢速移动带246上那张纸张的速度的。这样,由于让来自切纸器的下一邻接纸张叠盖在处于慢速移动带246上的那张纸张上,就形成叠盖纸张流252,从而每一下一邻接纸张的前缘251,就在标记250所示处,停靠在每一先前已喂送的纸张的尾随边缘253顶部上。换言之,每一叠盖纸张252的尾随边缘253就被从切纸器上切割下来的下一邻接纸张的前缘251所叠盖。
然而,在图1中,例如标记为22的印刷机,设计成接受叠盖纸张52的纸张流20的,其中,每一下一邻接纸张的前缘51,均在图3中标记50处,被覆盖于先前已喂送纸张的尾随边缘53下面。为了在纸张52的纸张流20中达到“倒逆覆盖”的叠盖,就设置纸张弯曲构件26,如图3及图5至10中所示那样。
纸张弯曲构件26被定位成当已切割纸张42从第一传送构件36向第二传送构件44移动时,与该纸张相接合的。尤其如图3所示以及图5至10更为详细显示的那样,纸张弯曲构件26与特定已切割纸张54相接合,以便在纸张54的尾端58与第二传送构件44之间产生间隙56。间隙56在程度上足以把下一邻接纸张62的前缘60接受于其中,如下文将会更为说明的那样。
尤其参见图5至图10,纸张弯曲构件26可包括第二送纸辊64和成形辊66。第二送纸辊64可围绕与慢速移动带所用驱动轴线68同样的轴线而转动,如图4所示。第二送纸辊64和成形辊66被定位成当纸张54从第一传送构件36的快速移动带38向第二传送构件44的慢速移动带46移动时,就按顺序与该纸张相接合的,成形辊66被定位成在送纸辊64之后与纸张54相接合的。还有,如图所示,成形辊66一般是定位于第二送纸辊64上方,但其下部边缘70在第二送纸辊64上部边缘72的水平之下。如下文将会说明的那样,这样就在纸张54上产生弯曲,以便形成间隙56。还有,如图所示,第二送纸辊64的直径大于成形辊66的直径。可以在第二送纸辊64上方设置限制块67,且该限制块邻接成形辊66,以便限制纸张54中所产生的弯曲的量。
现在,参照图5至图10,对供纸装置10的操作,以及叠盖纸张的方法,加以详细说明。尤其如图5所示,来自第一传送构件36快速移动带38的纸张54,已经基本上传送或输送给第二传送构件44的慢速移动带46,从而纸张54的尾部74还正在经过弯曲构件26的第二送纸辊64和成形辊66。由于喂送到第二传送构件44慢速移动带46上的纸张54较多,纸张54的速度就放慢,以便与慢速移动带46的速度相匹配。一旦所有的纸张54都处于第二传送构件44的慢速移动带46上,所述纸张的速度就能与移动带46的速度相匹配。然而,在图5中,纸张54的速度正在放慢,从而其速度慢于处于第一传送构件36快速移动带38上的下一邻接纸张62的速度。由于纸张54经过成形辊66及第二送纸辊64,且由于这些辊的位置是彼此相对的,纸张54尾端58的后缘就背离第二传送构件44而弯曲,如图6所示。尤其是在纸张经过第二送纸辊64和成形辊66时,所述辊就合作使该纸张卷曲,这样就在尾端58的后缘处产生间隙56。被卷曲纸张54的量,可被限制块67所限制。纸张54的尾端58只能背离第二传送构件44的辊64而卷曲,其卷曲程度,使得在辊64与限制块67之间形成空隙。
来自第一传送构件36的下一邻接纸张62正在以该构件的快速移动带38的速度行进。这一较快速度把下一邻接纸张62驱入由于纸张54的尾端58弯曲而产生的间隙56中,从而纸张54就叠盖下一邻接纸张62。当纸张64逐渐被喂送到第二传送构件44的慢速移动带46上去时,由于纸张62的速度依然较高(见图9)的缘故,该纸张就被进一步喂送到间隙56中。如图10所示,下一邻接纸张62的一部分依然还与第一传送构件36的快速移动带38接合着,且因而该纸张就还会被逐渐喂送到间隙56中,直到该纸张也已经完全被喂送到第二传送构件44的慢速移动带46上并获得如同纸张54的速度一样的速度为止。
每张纸张都重复这种进程,即:输送来自纸张源即切纸器24的已切割纸张,弯曲特定纸张54以便在纸张54的尾端58与输送装置即传送器18之间产生间隙56,并把下一邻接纸张62的前缘60送进所产生的间隙56中。以此方式,“倒逆覆盖”的叠盖纸张52的纸张流20就产生了,其顺着箭头49所指方向行进。如图3所示,可设置一个止动轮76,以便使倒逆覆盖纸张52的纸张流20稳定,并对以任何残余速度可能来自第一传送构件36快速移动带38的纸张给湿(dampen)。
如图1所示,供纸装置10把纸张52的倒逆覆盖纸张流20送给印刷机22。然而,在某些状况下,使纸张穿过印刷机22多次,可能是合乎要求的。例如,可能要求对纸张额外着色,且因此穿过印刷机22多次,都是合乎要求的。
第一次穿过印刷机22可能发生在纸张从供纸装置10送入印刷机中时,如上文所述那样。为了使纸张第二次穿过印刷机22,该第二次穿过(或任何后续穿过)就必须使纸张已经被切割,且在第一次穿过时就载入印刷机22中。在此状况下,使第二传送构件44从印刷机22的装载区域缩回,就是合乎要求的了。
如图1、11及12所示,把纸张52的倒逆覆盖纸张流20从纸张弯曲构件26向印刷机22传送的第二传送构件44,可在附图标记78所示处,与上游的叠盖纸张供应源(即壳体14)枢转地连接。另外,第二传送构件44可由多个彼此枢转连接的部分构成,且在所示实施例中,该构件至少包括两个部分80、82,这两个部分在附图标记84所示处可枢转地连接在一起。
升降构件86,例如是液压升降器,能与第二传送构件44相连接,以便围绕着枢转点78,相对于上游的叠盖纸张52的纸张流20的供应源,提升及降低第二传送构件44。在所公开的各实施例中,升降构件86连接着传送构件的部分82,该部分枢转地连接着叠盖纸张的上游供应源。
相应地,在操作中,当至少第二次穿过印刷机22是合乎要求的,传送构件44就被降低(如图11所示)。与枢转连接着叠盖纸张上游供应源的传送构件44的那个部分82相背离的传送构件44的部分80,能够在枢转链接点84上方朝上摆动(见图12)。这样就使供纸装置10的第二传送构件44从印刷机22中缩回。
现在参见图13,在使第二传送构件44缩回的一个可选实施例中,升降构件86包括液压缸90和支撑杆(support strut)92。液压缸90在枢转支架(pivot mount)94与95之间延伸,所述枢转支架被分别固定在壳体14与第二传送构件44的第二部分82上。支撑杆92延伸于枢转支架97与98之间,所述支架分别固定在壳体14与第二传送构件44的第一部分80上。
现在参见图14,由于液压缸90的延伸,就可使第二传送构件44从印刷机22中缩回。此种延伸导致第二传送构件44的第二部分82围绕着枢转点78朝上摆动。当此种运动发生时,支撑杆92就用于使第二传送构件44的第一部分80围绕着枢轴(pivot)84朝下摆动。在液压缸90完全伸开处,第二传送构件44就整齐地折叠起来并被抵靠着壳体14而固定地处于适当位置(见图14)。
现在参见图15,可以设置壳体35,以便如上文所述,装纳纸卷12和辊30。辊30从纸卷12上提取纸带16,并把纸带16引向切纸器24。在纸卷12与切纸器24之间为纸带16设置孤立的缓冲区100,是有利的。缓冲区100可以使得向切纸器24供应纸带16的速度和张力稳定,且可以抵偿纸卷12的惯性,在启动和止动纸卷12时尤其是这样。
在一个实施例中,缓冲区100设置在形式为铁丝网102的壳体35中。铁丝网102具有一系列上部辊30a,这些辊固定在静止支承件104上,且所述铁丝网还具有一系列连接着承载件(carriage)106的下部辊30b。纸带16交错经由上部辊30a与下部辊30b而被喂送。承载件106可分别在提升了的与降低了的部分108与110之间移动。承载件106沿着垂直轨道112滑动,该轨道延伸于静止支承件104与底座105之间。可以设置偏压件114,例如为拉伸弹簧,以便把承载件106朝向下部位置110偏压。
在操作中,延伸于铁丝网102的连续上部辊及下部辊30a、30b之间的向切纸器24,提供被缓冲了的纸带16供应。另外,铁丝网102的偏压件114能对纸带16保持所要求之量的张力,即使例如纸卷12放空了,也是这样。
要明白,为了把供纸装置10的各种各样部件安装在印刷机22前方,可能要求占地面积的长度相当大。当设备被布置成使纸带16沿着笔直路线从纸卷12向印刷机22行进时,情况尤其是这样。
在某些情况下,把设备安装成并非沿着笔直路线行进的外形,可能才是合乎要求的。此种外形可能要求变换纸带16的行进方向,例如变换90°。
现在参见图16和17,供纸装置10还可以配置转向棒(turn bar)120,用于改变纸带16的行进方向。在一个实施例中,转向棒120具有带外表面124的空心管子122,该表面上设有穿孔126。管子122的两端被盖住,且管子122的内部长度被密封件130划分为一个中央舱128和一系列外舱129。
通过连接着集管(header)136的管道132向中央舱128输送空气,所述集管则连接着压力调节了的空气供应源。管道132可以带有阀门134,该阀门可以敞开或关闭,以便向任何一个或多个外舱129供给(或不供给)空气。
在操作中,转向棒120可以在一个与纸带16基本共面的平面上,相对于纸带16走来的方向成45°朝向的。纸带16可以围绕着转向棒120的外表面124行进,从而纸带16离开转向棒120的方向就与其走来的方向成90°。空气经由穿孔126而外出,这样就在纸带16与转向棒120的外表面124之间形成气垫(a cushion of air),从而纸带16就可以在转向棒120上顺畅滑行。根据纸带16的宽度或其相对于转向棒120的外表面124所处位置,阀门134可以敞开或关闭。
现在参见图18至23,用转向棒120来做各种各样的设备布局外形,都是可能的。
在分别为顶视图和前视图的图18与19中,显示了成90°角度的布局,在此种布局中,转向棒120设置在壳体14与壳体35之间的水平平面上。
在分别为顶视图和前视图的图20与21中,显示了成180°角度的布局,在此种布局中,转向棒120设置在壳体14与壳体35之间的水平平面上。
在分别为顶视图和前视图的图22与23中,显示了成180°角度的布局,在此种布局中,转向棒120设置在壳体14与壳体35之间的垂直平面上。
可以理解,本发明的变体对于专业人员来说是显而易见的,且本发明的意图在于包括这些可选变体。
Claims (20)
1.一种供纸装置,包括:
(a)第一传送构件,其用于传送来自纸张源的第一纸张和下一邻接纸张,该第一传送构件具有第一速度,所述第一纸张和下一邻接纸张均具有前缘和与前缘相对的尾端;
(b)第二传送构件,其位于第一传送构件附近,用于传送离开第一传送构件的第一纸张,第二传送构件具有小于第一速度的第二速度;以及
(c)纸张弯曲构件,其被定位成当第一纸张从第一传送构件向第二传送构件移动时与该第一纸张接合,纸张弯曲构件包括送纸辊和成形辊,该送纸辊把第一纸张喂送给第二传送构件,该成形辊被定位成与第一纸张的尾端相接合,与送纸辊合作,以便在第一纸张尾端与第二传送构件之间产生间隙,来自第一传送构件的下一邻接纸张的前缘可被送进该间隙中。
2.如权利要求1所述的供纸装置,其特征在于:送纸辊和成形辊被定位成按顺序与第一纸张接合。
3.如权利要求2所述的供纸装置,其特征在于:成形辊被定位成在送纸辊之后与第一纸张接合。
4.如权利要求3所述的供纸装置,其特征在于:成形辊一般被定位在送纸辊上方,但其下部边缘在送纸辊上部边缘之下。
5.如权利要求4所述的供纸装置,其特征在于:送纸辊的直径大于成形辊的直径。
6.如权利要求4所述的供纸装置,其特征在于:纸张弯曲构件还包括设置在送纸辊上方且邻接于成形辊的限制块。
7.如权利要求1至6中任一项权利要求所述的供纸装置,其特征在于:纸张弯曲构件由于卷曲第一纸张而在第一纸张尾端与第二传送构件之间产生间隙。
8.如权利要求1所述的供纸装置,其特征在于:纸张源是切纸器,来自纸卷的纸带被送进该切纸器中。
9.如权利要求8所述的供纸装置,其特征在于:第一传送构件的第一速度大于被送进切纸器中的纸带的第三速度。
10.如权利要求8所述的供纸装置,其特征在于:还包括布置在切纸器与纸卷之间的至少一根转向棒,且纸带就围绕着该转向棒行进,纸带沿送入纸带的方向从纸卷送至所述转向棒,其中转向棒定位成基本上与纸带共面,且相对于所述送入纸带的方向形成一个倾斜角度。
11.一种用于把送纸器中的纸张流加以叠盖的方法,该方法包括下列步骤:
(a)沿一输送装置输送来自纸张源的第一纸张和下一邻接纸张,所述第一纸张和下一邻接纸张均具有前缘和与前缘相对的尾端;
(b)按顺序经由纸张弯曲构件的第一及第二辊而喂送第一纸张,该第一及第二辊被定位成合作地与第一纸张的尾部相接合,以便在纸张尾端与输送装置之间产生间隙;以及
(c)把下一邻接纸张的前缘送进间隙中。
12.如权利要求11所述的方法,其特征在于:在步骤(b)中,第一及第二辊中的一个辊是沿着输送装置喂送第一纸张的送纸辊。
13.如权利要求11所述的方法,其特征在于:步骤(b)包括按顺序经由送纸辊和成形辊而喂送第一纸张。
14.如权利要求13所述的方法,其特征在于:送纸辊和成形辊合作而使第一纸张卷曲以便产生间隙。
15.如权利要求11至14中任一项权利要求所述的方法,其特征在于:步骤(c)包括使第一纸张的速度放慢,从而能把下一邻接纸张的前缘送进间隙中。
16.如权利要求15所述的方法,其特征在于:步骤(c)包括把第一纸张从第一传送构件输送给第二传送构件,且第一传送构件的速度大于第二传送构件的速度。
17.如权利要求16所述的方法,其特征在于:当第一纸张从第一传送构件输送给第二传送构件时发生纸张的弯曲。
18.一种供纸装置,用于把叠盖纸张流输送给印刷机,所述供纸装置包括:
(a)用于把叠盖纸张流传送给印刷机的传送构件,该传送构件包括至少两个部分,该两个部分借助枢轴彼此连接,且其中一个部分可枢转地连接着叠盖纸张流的源头;以及
(b)连接着传送构件的升降构件,所述升降构件用于围绕枢转点相对于叠盖纸张流源头而提升及降低传送构件;
其中,当传送构件处于较低位置上时,与枢转连接着叠盖纸张流源头的那个部分相背离的传送构件的一个部分,就围绕着该两个部分之间的枢转连接而朝上摆动。
19.如权利要求18所述的供纸装置,其特征在于:升降构件连接着与叠盖纸张流源头枢转连接的传送构件那个部分。
20.如权利要求19所述的供纸装置,其特征在于:升降构件是液压升降器。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US36625102P | 2002-03-22 | 2002-03-22 | |
| US60/366,251 | 2002-03-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1649787A CN1649787A (zh) | 2005-08-03 |
| CN100352750C true CN100352750C (zh) | 2007-12-05 |
Family
ID=28454771
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB038100800A Expired - Fee Related CN100352750C (zh) | 2002-03-22 | 2003-03-20 | 用于在供纸器中叠盖纸张以及向印刷机提供叠盖纸张的方法和装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US6988726B2 (zh) |
| EP (2) | EP1523445B1 (zh) |
| JP (2) | JP4475504B2 (zh) |
| CN (1) | CN100352750C (zh) |
| AT (1) | ATE512106T1 (zh) |
| AU (1) | AU2003213906A1 (zh) |
| CA (2) | CA2483679C (zh) |
| WO (1) | WO2003080490A2 (zh) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7909153B2 (en) * | 2004-06-18 | 2011-03-22 | Pogue Richard W | Extendible conveyor system |
| DE102005058521A1 (de) * | 2005-09-15 | 2007-03-22 | Mabeg Maschinenbau Gmbh & Co. Kg | Bogendruckmaschine |
| US20070096382A1 (en) * | 2005-11-01 | 2007-05-03 | Tetsuo Komori | Sheet convey apparatus |
| US20070235923A1 (en) * | 2006-04-05 | 2007-10-11 | Keller James J | Sheet feeder, feed roller system and method |
| JP2008254420A (ja) | 2007-03-15 | 2008-10-23 | Seiko Epson Corp | 印刷装置 |
| JP5456283B2 (ja) * | 2007-08-31 | 2014-03-26 | 株式会社小森コーポレーション | 枚葉印刷機 |
| US7918443B2 (en) * | 2007-12-07 | 2011-04-05 | Robert Fokos | Under-shingled article handling and stacking system and method |
| US7942406B2 (en) | 2008-08-22 | 2011-05-17 | Hinix Co., Ltd. | Roll feeder |
| CN102666119A (zh) * | 2009-06-01 | 2012-09-12 | 马格纳姆制造有限公司 | 书芯精整机 |
| JP2011006254A (ja) * | 2009-06-29 | 2011-01-13 | Hinix Kk | ロールフィーダ |
| JP2011121674A (ja) * | 2009-12-09 | 2011-06-23 | Fuji Xerox Co Ltd | シート材搬送装置、画像形成装置 |
| GB2484546B (en) * | 2010-10-15 | 2013-03-20 | Sovex Ltd | Telescopic belt conveyor |
| CN105479737B (zh) * | 2012-05-23 | 2018-11-02 | 株式会社尼康 | 切断机构、接合机构及切断接合装置 |
| JP6378476B2 (ja) * | 2013-10-03 | 2018-08-22 | 三菱重工機械システム株式会社 | 給紙装置及び給紙方法 |
| JP6351282B2 (ja) * | 2014-02-04 | 2018-07-04 | キヤノン株式会社 | 印刷制御装置、印刷制御方法およびプログラム |
| DE102015207217A1 (de) * | 2015-04-21 | 2016-10-27 | J. Schmalz Gmbh | Fördervorrichtung zum Transport von Gütern |
| GB2530665B (en) * | 2015-09-11 | 2016-10-26 | Vivid Laminating Tech Ltd | Underlapping sheet feeders |
| JP6645157B2 (ja) * | 2015-12-10 | 2020-02-12 | 株式会社ニコン | 基板処理装置 |
| CN111994674A (zh) * | 2020-09-16 | 2020-11-27 | 浙江正博智能机械有限公司 | 单张纸输送装置 |
| WO2023175630A1 (en) | 2022-03-16 | 2023-09-21 | Patel Udaykumar Chhabildas | A paper sheeter machine with improved air shower assembly and method thereof |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4270743A (en) * | 1978-06-29 | 1981-06-02 | Hamilton Tool Company | Forward numbering or underlap sheet delivery |
Family Cites Families (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US605327A (en) * | 1898-06-07 | Fqldable straw-carrier for threshing-machines | ||
| US282210A (en) * | 1883-07-31 | Signors | ||
| US914561A (en) * | 1908-03-23 | 1909-03-09 | Fuchs And Lang Mfg Company | Delivery mechanism. |
| US1220623A (en) * | 1914-10-14 | 1917-03-27 | Asbestos Protected Metal Company | Feeding and spacing mechanism for metal sheets. |
| US1763598A (en) * | 1924-08-14 | 1930-06-10 | Dexter Folder Co | Sheet-feeding device |
| US2082240A (en) * | 1935-12-21 | 1937-06-01 | Elmer W Belluche | Method of and apparatus for feeding sheets |
| US2177460A (en) * | 1938-03-10 | 1939-10-24 | Renz Frederick | Sheet feeding and overlapping mechanism |
| US2261973A (en) * | 1940-04-20 | 1941-11-11 | Maxson Automatic Mach | Sheet-feeding machine |
| US2367416A (en) * | 1940-08-04 | 1945-01-16 | Maxson Automatic Mach | Sheet-feeding method and machine |
| DE1007337B (de) * | 1955-02-11 | 1957-05-02 | Mabeg Maschb G M B H | Anlege- und Zufuehrungstisch an Bogen verarbeitenden Maschinen, wie Druckmaschinen |
| US3026107A (en) * | 1960-03-25 | 1962-03-20 | Edward A Stroud | Collating apparatus for printing machines |
| DE1173915B (de) * | 1962-06-30 | 1964-07-16 | Johannisberg Ges Mit Beschraen | Anlege- und Zufuehrtisch fuer bogen-verarbeitende Maschinen |
| US3218064A (en) * | 1962-08-20 | 1965-11-16 | Fairchild Camera Instr Co | Conveyor board for printing press |
| US3198046A (en) * | 1963-02-20 | 1965-08-03 | Clark Aiken Company | Method and apparatus for handling sheets cut from a web |
| US3615089A (en) * | 1969-05-29 | 1971-10-26 | Singer General Precision | Card transport |
| US3604316A (en) * | 1970-03-02 | 1971-09-14 | Raymond A Labombarde | Untimed mechanical transfer means for right angle folding machines |
| JPS4916041Y1 (zh) * | 1970-08-11 | 1974-04-22 | ||
| US3738743A (en) * | 1971-04-05 | 1973-06-12 | Pitney Bowes Inc | Flat bed electrostatic photocopier design for customer serviceability |
| US3861515A (en) * | 1973-03-05 | 1975-01-21 | Multifold Int | Machine for arranging carton blanks in streams |
| DE2638783C3 (de) * | 1976-08-27 | 1981-04-23 | Georg Spiess Gmbh, 8906 Gersthofen | Bogenanleger |
| US4165168A (en) * | 1977-12-23 | 1979-08-21 | International Business Machines Corporation | Electrophotographic document copier machine with modular paper path assembly |
| US4200016A (en) * | 1978-06-13 | 1980-04-29 | Rotographic Machinery | Apparatus for forming a horizontal stack of vertically oriented sheets |
| US4279555A (en) * | 1978-12-29 | 1981-07-21 | Rydell Edmund W F | Machine for stacking panels |
| DE2902447C3 (de) * | 1979-01-23 | 1981-11-26 | Georg Spiess Gmbh, 8906 Gersthofen | Vorrichtung zur Bildung einer geschuppten Bogenbahn |
| US4436302A (en) * | 1981-05-28 | 1984-03-13 | Beloit Corporation | Apparatus for slowing down and preventing edge damage on moving sheets |
| US4465361A (en) * | 1982-11-04 | 1984-08-14 | Eastman Kodak Company | Apparatus and method for developing electrographic sheets |
| JPS5992864A (ja) * | 1982-11-17 | 1984-05-29 | Komori Printing Mach Co Ltd | 巻紙輪転印刷機の排紙装置 |
| JPS5995009U (ja) * | 1982-12-15 | 1984-06-28 | 日本電気株式会社 | 搬送コンベア |
| US4857435A (en) * | 1983-11-01 | 1989-08-15 | Hoechst Celanese Corporation | Positive photoresist thermally stable compositions and elements having deep UV response with maleimide copolymer |
| DE3401724A1 (de) * | 1984-01-19 | 1985-08-01 | Mabeg Maschinenbau Gmbh Nachf. Hense & Pleines Gmbh & Co, 6050 Offenbach | Bogenanleger |
| GB2166717A (en) * | 1984-11-13 | 1986-05-14 | Rodwell Htb Limited | Feeding stream of sheets to treatment station |
| US4570923A (en) * | 1984-12-19 | 1986-02-18 | Pitney Bowes Inc. | Conveying apparatus |
| US4898373A (en) * | 1986-07-03 | 1990-02-06 | Newsome John R | High speed signature manipulating apparatus |
| JP2552490B2 (ja) * | 1987-06-15 | 1996-11-13 | 英機 福崎 | 枚葉シートのオーバーラップ装置 |
| JPS6481755A (en) * | 1987-09-24 | 1989-03-28 | Toho Seiki Kk | Paper piling mechanism |
| DD265382A1 (de) * | 1987-10-02 | 1989-03-01 | Polygraph Leipzig | Anordnung zur betaetigung des baendertisches und des stabgitters |
| US4867435A (en) * | 1987-10-26 | 1989-09-19 | Sequa Corporation | Apparatus for stacking folded sheet material |
| US4813660A (en) * | 1987-10-29 | 1989-03-21 | Xerox Corporation | Multiple plane corrugation-vented bottom vacuum corrugation feeder |
| JPH0340834Y2 (zh) * | 1987-10-30 | 1991-08-28 | ||
| GB8902152D0 (en) * | 1989-02-01 | 1989-03-22 | Extec Screens & Crushers Ltd | A foldable framework for belt conveyors |
| US5150891A (en) * | 1990-03-29 | 1992-09-29 | Bell & Howell Company | Shingle device for use in multi-pass sorting machine |
| FR2672544B1 (fr) * | 1991-02-08 | 1995-10-06 | Marinoni Harris Sa | Plieuse de machine d'imprimerie a dispositif ralentisseur d'exemplaires envoyes dans un pli d'equerre de ladite plieuse. |
| DE4108397C2 (de) * | 1991-03-15 | 1995-09-21 | Roland Man Druckmasch | Vorrichtung zur Bildung einer Folge von sich unterlappenden Gegenständen |
| DE4122770A1 (de) * | 1991-07-10 | 1993-01-14 | Heidelberger Druckmasch Ag | Anlegetisch einer bogendruckmaschine |
| SE469798B (sv) * | 1992-01-29 | 1993-09-13 | Nils Jonny Mejdahl | Förfarande och anordning för automatisk sortering av arkformiga objekt |
| US5280896A (en) * | 1992-09-10 | 1994-01-25 | Konica Corporation | Sheet refeeding device |
| DE9304964U1 (de) * | 1993-04-01 | 1994-08-04 | Rünzi, Kurt, Zumikon | Vorrichtung zum Sammeln von Papierblättern zu einem Stapel |
| FR2705953B1 (fr) * | 1993-06-02 | 1995-08-04 | Bourg Sa Cp | Dispositif de transfert de liasses de feuilles d'une machine imprimante ou copieuse vers une machine de finition. |
| EP0663615B1 (en) * | 1994-01-12 | 2000-03-29 | Agfa Corporation | Dual media buffer with over-running clutch system |
| US5464289A (en) * | 1994-08-24 | 1995-11-07 | Beaudry; Wallace J. | Electrographic label printing system |
| US6006893A (en) * | 1996-04-24 | 1999-12-28 | Mannesmann Dematic Rapistan Corp. | Extendable trailer loader/unloader with user interface section |
| DE19617503A1 (de) * | 1996-05-03 | 1997-11-06 | Ltg Lufttechnische Gmbh | Druckgutfördervorrichtung für Druckwerke von Druckmaschinen |
| JP3698283B2 (ja) * | 1996-10-04 | 2005-09-21 | 大豊工業株式会社 | シリンダヘッドガスケット |
| US6142462A (en) * | 1997-08-15 | 2000-11-07 | Bell & Howell Mail & Messaging Technologies Company | Horizontal feed table and method |
| US6022017A (en) * | 1998-06-02 | 2000-02-08 | Marquip, Inc. | Method for handling a small gap order change in a corrugator |
| US6302265B1 (en) * | 2000-02-22 | 2001-10-16 | Cmi Corporation | Fold-over conveyor assembly |
| DE10103040B4 (de) * | 2000-05-16 | 2007-05-24 | Heidelberger Druckmaschinen Ag | Verfahren zur Bildung einer Folge von unterlappten Bögen |
| EP1156378A3 (de) * | 2000-05-18 | 2005-01-05 | Eastman Kodak Company | Vorrichtung zur lösbaren Befestigung eines Transportbandträgers einer drucktechnischen Maschine |
| US6409011B1 (en) * | 2000-05-24 | 2002-06-25 | Precision Handling Devices, Inc. | Gate conveyor |
| US6484862B1 (en) * | 2000-07-18 | 2002-11-26 | Rapistan Systems Advertising Corp. | Extendable gravity loader |
| FR2820081B1 (fr) * | 2001-01-26 | 2003-04-25 | Neopost Ind | Module de transfert |
| EP1360131B1 (de) * | 2001-02-15 | 2005-05-11 | Ferag AG | Vorrichtung und verfahren zum abbau eines stapels flacher gegenstände |
| WO2003031299A1 (de) * | 2001-10-05 | 2003-04-17 | Ferag Ag | Verfahren zum verarbeiten von flächigen erzeugnissen und vorrichtung zur durchführung des verfahrens |
| DE10225868A1 (de) * | 2002-04-09 | 2003-10-23 | Heidelberger Druckmasch Ag | Vorrichtung zum Packen von flachen Gegenständen in Transportbehälter, insbesondere von flach gefalteten Faltschachteln in Umkartons |
| DE10257598A1 (de) * | 2002-12-09 | 2004-06-24 | Focke Gmbh & Co. Kg | Verfahren und Vorrichtung zur Handhabung von Zuschnitten, insbesondere Coupons |
| JP4732697B2 (ja) * | 2003-01-24 | 2011-07-27 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフト | 枚葉紙を枚葉紙処理機にタイミング制御して供給する駆動装置を備えた枚葉紙給紙装置 |
| US7004308B2 (en) * | 2003-09-24 | 2006-02-28 | Roach Manufacturing Corporation | Steerable telescoping conveyor for loading parcels |
-
2003
- 2003-03-20 AT AT03709475T patent/ATE512106T1/de not_active IP Right Cessation
- 2003-03-20 EP EP03709475A patent/EP1523445B1/en not_active Expired - Lifetime
- 2003-03-20 JP JP2003578264A patent/JP4475504B2/ja not_active Expired - Fee Related
- 2003-03-20 EP EP10184304A patent/EP2289828A1/en not_active Ceased
- 2003-03-20 CA CA2483679A patent/CA2483679C/en not_active Expired - Fee Related
- 2003-03-20 WO PCT/CA2003/000398 patent/WO2003080490A2/en active Application Filing
- 2003-03-20 CN CNB038100800A patent/CN100352750C/zh not_active Expired - Fee Related
- 2003-03-20 AU AU2003213906A patent/AU2003213906A1/en not_active Abandoned
- 2003-03-20 CA CA2709475A patent/CA2709475C/en not_active Expired - Fee Related
- 2003-03-21 US US10/392,957 patent/US6988726B2/en not_active Expired - Fee Related
-
2005
- 2005-05-10 US US11/125,087 patent/US7347418B2/en not_active Expired - Fee Related
-
2009
- 2009-06-09 JP JP2009137940A patent/JP5060516B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4270743A (en) * | 1978-06-29 | 1981-06-02 | Hamilton Tool Company | Forward numbering or underlap sheet delivery |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1649787A (zh) | 2005-08-03 |
| US7347418B2 (en) | 2008-03-25 |
| WO2003080490A2 (en) | 2003-10-02 |
| CA2709475A1 (en) | 2003-10-02 |
| CA2709475C (en) | 2012-01-10 |
| WO2003080490A3 (en) | 2003-11-13 |
| EP2289828A1 (en) | 2011-03-02 |
| EP1523445B1 (en) | 2011-06-08 |
| ATE512106T1 (de) | 2011-06-15 |
| JP2009196819A (ja) | 2009-09-03 |
| US6988726B2 (en) | 2006-01-24 |
| JP4475504B2 (ja) | 2010-06-09 |
| CA2483679C (en) | 2010-11-30 |
| US20050200075A1 (en) | 2005-09-15 |
| AU2003213906A8 (en) | 2003-10-08 |
| JP2005520756A (ja) | 2005-07-14 |
| CA2483679A1 (en) | 2003-10-02 |
| EP1523445A2 (en) | 2005-04-20 |
| JP5060516B2 (ja) | 2012-10-31 |
| AU2003213906A1 (en) | 2003-10-08 |
| US20030218292A1 (en) | 2003-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100352750C (zh) | 用于在供纸器中叠盖纸张以及向印刷机提供叠盖纸张的方法和装置 | |
| US8028821B2 (en) | Apparatus for gathering signatures along a conveying section of a circulating conveyor | |
| US20070254793A1 (en) | Folder feeder | |
| GB1587335A (en) | Method of and apparatus for overlapping articles of sheet or sheet like form | |
| JPS6052463A (ja) | 高速プリンタのための接着ステ−シヨン | |
| JP2005520756A5 (zh) | ||
| JPH04182239A (ja) | シート給送用コンベヤシステム | |
| JP4691226B2 (ja) | 印刷物の製作方法およびこの方法を実施する装置 | |
| US6669429B2 (en) | Device for manufacturing book-binding covers | |
| JP2002516772A (ja) | 裁断片から折畳み箱を製作するための折畳み箱接着機械 | |
| CN110435214A (zh) | 一种新型双向纸板开槽机 | |
| WO2021106835A1 (ja) | 紙折り装置 | |
| EP3164262B1 (en) | Folding arrangement, folding machine comprising said folding arrangement and method for folding using said folding arrangement | |
| JP7108690B2 (ja) | アンダーラップ又はオーバーラップするシートの鱗状列流を形成するためのデバイス及び方法 | |
| EP3261936B1 (en) | Wrapping group and wrapping method for wrapping products, in particular editorial products, in containment bands | |
| EP2853406A1 (en) | Printing machine for plates | |
| CN210652054U (zh) | 一种新型双向纸板开槽机 | |
| EP2674376A2 (en) | Apparatus and method for aligning and transporting printed products | |
| JP2003341906A (ja) | シート出し装置 | |
| TW200304871A (en) | Feeding and aligning device for a folder-gluer | |
| JP5349782B2 (ja) | 枚葉紙給紙装置 | |
| CN214495130U (zh) | 一种纸板输送装置 | |
| JPS59110415A (ja) | 連続して搬送される定尺圧延材を移送するための冷却床前の移送装置 | |
| KR102697319B1 (ko) | 폴딩 기기용 크로스폴딩 모듈 및 이를 구비한 폴딩 기기 | |
| JP7125781B2 (ja) | 用紙搬送装置およびその位置設定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20071205 Termination date: 20150320 |
|
| EXPY | Termination of patent right or utility model |