BRPI0902289B1 - Roda de material polimérico - Google Patents
Roda de material polimérico Download PDFInfo
- Publication number
- BRPI0902289B1 BRPI0902289B1 BRPI0902289-9A BRPI0902289A BRPI0902289B1 BR PI0902289 B1 BRPI0902289 B1 BR PI0902289B1 BR PI0902289 A BRPI0902289 A BR PI0902289A BR PI0902289 B1 BRPI0902289 B1 BR PI0902289B1
- Authority
- BR
- Brazil
- Prior art keywords
- wheel
- insert
- central hole
- eccentric holes
- polymeric
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B5/00—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material
- B60B5/02—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material made of synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0005—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fibre reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B1/00—Spoked wheels; Spokes thereof
- B60B1/02—Wheels with wire or other tension spokes
- B60B1/04—Attaching spokes to rim or hub
- B60B1/043—Attaching spokes to rim
- B60B1/044—Attaching spokes to rim by the use of spoke nipples
- B60B1/045—Attaching spokes to rim by the use of spoke nipples characterised by their specific shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/32—Wheels, pinions, pulleys, castors or rollers, Rims
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/32—Wheels, pinions, pulleys, castors or rollers, Rims
- B29L2031/322—Wheels, pinions, pulleys, castors or rollers, Rims made wholly of plastics
Abstract
roda de material polimérico. a roda em questão compreende um corpo (c) formado: por um disco mediano (10) provido de um furo central (11) , para montagem em uma ponta de eixo de um veículo, e uma pluralidade de furos excêntricos (12), para passagem de parafusos de fixação; e por um anel periférico (20), configurado para reter um pneu de veículo, dita roda tendo seu corpo (c) injetado, em peça única, em um material compósito polimérico compreendendo, em mistura homogênea: 40 a 70% de uma matriz polimérica termoplástica; 30 a 60% de fibras sintéticas; e 0,01% a 10% de aditivos.
Description
[001] Refere-se o presente relatório a uma construção de roda para pneus, a ser aplicada em veículos diversos, tais como, veículos de passeio, utilitários leves e pesados, motocicletas, triciclos, quadriciclos, veículo de transporte interno de cargas e pessoas, de utilização agrícola, e de outras aplicações, sendo a referida roda construída em um material compósito termoplástico.
[002] Como é de conhecimento da técnica, os materiais compósitos poliméricos são aqueles em que se associam dois ou mais materiais, para se atingir um sinergismo de propriedades e otimização de performance e, assim a obtenção de características superiores às dos materiais puros. De forma comum, materiais compósitos resultam da associação de uma base polimérica com um material ou mais materiais de reforço.
[003] Na indústria, é notável a demanda por produtos que propiciem a redução de peso, aliada a melhorias de propriedades, otimização de performance e aspecto visual diferenciado, proporcionado pela liberdade de design. Além desses aspectos, vislumbra-se aumento de produtividade, melhoria de qualidade, apelo ecológico pela reciclabilidade, conforto, segurança, melhoria na autonomia, redução na emissão de poluentes, entre outros.
[004] As rodas de liga leve são fabricadas em monobloco (peça única) fundido, e as rodas de aço são feitas de aro e disco estampados, o que leva a ter pontos de soldagem e de onde podem surgir pontos de oxidação e comprometer a durabilidade e a segurança do produto. Outro ponto a ser considerado é o fato dos materiais metálicos terem maior peso específico que os materiais poliméricos, implicando em maior massa da roda produzida com tais materiais e, consequentemente, em maior peso do veículo e maior consumo de energia e/ou combustível.
[005] Além desses inconvenientes, essas rodas conhecidas podem apresentar deformação permanente (deformação plástica) em caso de impactos, provocando sérios danos ou até mesmo a irreparabilidade do produto e do sistema a ele integrado. Em específico, o processo de fundição das rodas de liga leve aumenta o potencial de falha pela presença de porosidade no material, de difícil controle e inerente ao processo de fabricação. A etapa posterior de usinagem é um processo oneroso, demorado e que gera muitos resíduos de óleo e sobras de metal. Além de que, se analisarmos todo o seu ciclo produtivo, se consome muita energia elétrica, água e outros insumos inerentes ao processo de fundição.
[006] Tentativas foram feitas para se produzir rodas em polímeros reforçados com fibras de vidro por diversos processos e muitas vezes utilizando-se termofixos (não recicláveis), tendo sido tais tentativas reprovadas nos ensaios de validação ou inviabilizadas comercialmente.
[007] Um exemplo de técnica anterior é descrito na patente norte-americana U.S. 4.900.097, a qual utiliza um disco inserido entre os parafusos de fixação e o sistema de freio, com o objetivo de dissipar o calor. Nesta construção pode ocorrer a separação entre o disco e o aro plástico.
[008] A patente U.S. 3.811.737 sugere a utilização de placas metálicas para evitar o torque excessivo de parafusos na resina de baixa resistência à compressão.
[009] A patente U.S. 3.917.352 apresenta várias tramas de fibra de vidro contínua como reforço da estrutura plástica, mas o processo de fabricação é custoso e artesanal, inviabilizando economicamente ou tornando pouco competitivo o produto final.
[010] Na patente U.S. 4.072.358, a roda é moldada em um processo de compressão de chapas de Poliimida (PI) com fibras de vidro picadas.
[011] A patente U.S. 5.826.948 apresenta uma Roda fabricada em duas partes e coladas entre si, necessitando de dois moldes de injeção, o que encarece sua produção.
[012] A patente U.S. 5.268.139 determina um design para evitar as linhas de junção de diferentes fluxos do polímero em regiões mais frágeis, o que passa a se constituir em uma grande limitação à liberdade de design da roda e da adaptação de sua forma plástica a cada exigência de projeto.
[013] As conhecidas rodas veiculares formadas em material plástico,são geralmente obtidas a partir de materiais poliméricos cuja composição apresenta deficiências no que diz respeito à sua resistência estrutural, resistência às intempéries, envelhecimento, capacidade de resistir a grandes forças de aperto e de retenção nas pontas de eixo nas quais são montadas e ainda no que diz respeito à complexidade de fabricação e de adequação de seu design estrutural às exigências estéticas e funcionais em cada aplicação.
[014] Em função das deficiências apresentadas pelas rodas veiculares para pneumáticos até aqui conhecidas, é um objetivo da presente invenção prover uma roda em material polimérico, de fabricação relativamente simples e de grande flexibilidade de projeto, apresentando ainda grande resistência à tração, à compressão, à flexão, ao impacto e garantindo uma longa vida útil mesmo quando submetida a condições adversas de intempéries e de ataques químicos ao longo de seu uso em um veículo.
[015] O conjunto de propriedades positivas alcançadas com a roda ora proposta, do tipo que compreende um corpo formado: por um disco mediano provido de um furo central, para montagem em uma ponta de eixo de um veículo, e uma pluralidade de furos excêntricos, para passagem de parafusos de fixação; e por um anel periférico, configurado para reter um pneu de veículo, passou a ser possível graças a uma nova composição polimérica, utilizada para injetar o corpo em peça única, e que compreende, em mistura homogênea, de 40 a 70% de uma matriz polimérica termoplástica, preferivelmente uma poliamida (PA); de 30 a 60% de fibras sintéticas; e de 0,01% a 10% de aditivos.
[016] Além das características estruturais e funcionais da nova roda, deve ser entendido que a fabricação por injeção do corpo de roda, permite diminuir o ciclo de produção, reduzindo custos e tornando o produto economicamente viável.
[017] O desenvolvimento do produto, tanto estético (design) como funcional, está aliado às simulações computacionais como análise estrutural, fadiga e conformação, onde são utilizados softwares para Análise de Elementos Finitos (FEA); análise da interação entre projeto/produto/ material/processo e ferramental; e simulações dos ensaios físicos de bancada, que agilizam a análise do desempenho do produto evitando a tentativa e erro.
[018] Tais simulações reduzem o tempo e os custos envolvidos na etapa de concepção, desenvolvimento e validação do produto. Por fim, os ensaios laboratoriais e de fadiga, associados a testes de durabilidade e de campo, permitem a homologação de um produto que atenda aos requisitos específicos de aplicação. Porém, pelo fato de não existirem normas e regulamentações específicas para este tipo de produto, em materiais compósitos poliméricos, inclusive internacionalmente, a avaliação de performance foi conduzida com base nas especificações e regulamentações SAE, ISO e NBR, aplicadas aos produtos correntes, comumente fabricados em materiais metálicos e suas ligas.
[019] Outro ponto importantíssimo é que não há necessidade de adaptações nos veículos para o uso desta invenção, muito menos para a montagem e instalação.
[020] A invenção será descrita a seguir, com base nos desenhos anexos, dados a título ilustrativo de uma possível configuração para a roda em questão e, nos quais:
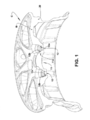
[021] A figura 1 representa uma vista em perspectiva parcialmente cortada de uma construção de roda desprovida dos insertos;
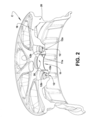
[022] A figura 2 representa uma vista em perspectiva parcialmente cortada de uma construção de roda provida de um inserto, em liga metálica, fixado no interior do furo central do disco mediano, de modo a revesti-lo em toda a sua extensão axial;
[023] A figura 3 representa uma vista em perspectiva similar àquela da figura 2, mas ilustrando os furos excêntricos do disco mediano revestidos internamente, em toda a sua extensão axial, por um inserto, em liga metálica;
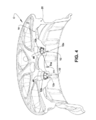
[024] A figura 4 representa uma vista em perspectiva similar àquela da figura 3, mas ilustrando os furos excêntricos do disco mediano revestidos internamente, em apenas parte de sua extensão axial, por um inserto;
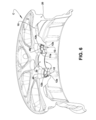
[025] A figura 5 representa uma vista em perspectiva similar àquela das figuras 2 e 4, com o furo central revestido internamente, em toda a sua extensão axial, e com os furos excêntricos, revestidos internamente, em apenas parte de sua extensão axial, por um respectivo inserto em liga metálica; e
[026] A figura 6 representa uma vista em perspectiva similar àquela da figura 5, mas ilustrando uma construção na qual o inserto do furo central e os insertos dos furos excêntricos formam uma única peça, sobre a qual é injetado o material polimérico formado do corpo da roda.
[027] Conforme já mencionado e ilustrado nos desenhos anexos, a roda em questão é do tipo que compreende: um corpo C formado: por um disco mediano 10, provido de um furo central 11, para montagem em uma ponta de eixo de um veículo, e uma pluralidade de furos excêntricos 12, para passagem de parafusos de fixação; e por um anel periférico 20, configurado para reter um pneu de veículo. Na forma construtiva ilustrada, o furo central 11 apresenta uma porção de montagem 11a, axialmente mais interna, geralmente cilíndrica, e que é montada em torno de uma respectiva ponta de eixo do veículo. Por outro lado, os furos excêntricos 12 apresentam uma porção cilíndrica 12a, axialmente mais interna, a funcionar como guia do corpo dos parafusos de fixação da roda ao veículo, e uma porção tronco-cônica 12b, axialmente mais externa e no interior da qual é alojada a região cônica da cabeça do parafuso ou porca sextavada, operativamente associada ao parafuso ou porca de aperto da roda.
[028] De acordo com a invenção, o corpo C é injetado, em peça única, em um material compósito polimérico compreendendo, em mistura homogênea: 40 a 70% de uma matriz polimérica termoplástica; 30 a 60% de fibras sintéticas; e 0,01% a 10% de aditivos.
[029] Preferivelmente, a matriz polimérica é obtida em poliamida (PA) e as fibras sintéticas são definidas por finos filamentos flexíveis de fibra de vidro longa com alta resistência à tração, à flexão e ao impacto.
[030] Adicionalmente, os aditivos preferidos para a formação do corpo C da roda, são definidos por agentes de compatibilização, retardadores de envelhecimento, estabilizantes térmicos, aditivos/absorvedores UV, retardantes de chama, auxiliadores de processo, antioxidantes primário e secundário e pigmentos.
[031] Dependendo dos esforços a que a roda é submetida em sua vida útil no veículo, pode ser conveniente e mesmo necessária a provisão de elementos de reforço, construídos em liga metálica, e que tomam a forma de insertos 30, 40, posicionados apenas no interior do furo central 11 ou dos furos 12 excêntricos, ou mesmo em ambos os furos central 11 e excêntricos 12, de modo a imprimir maior resistência estrutural às partes do corpo C submetidas a contato direto com a ponta de eixo de veículo ou com os parafusos de aperto e de fixação da roda ao veículo.
[032] Na construção ilustrada na figura 1, o corpo C é desprovido dos insertos 30, 40.
[033] Na construção ilustrada na figura 2, apenas a porção de montagem 11a do furo central 11 é internamente revestida por um respectivo inserto 30. Deve ser entendido que esse inserto 30 pode ser estendido por toda a extensão axial da referida porção de montagem 11a do furo central 11, ou apenas por uma parte da referida extensão.
[034] Na construção da figura 3, apenas os furos excêntricos 12 são internamente revestidos por respectivos insertos tubulares 40. Nessa figura, ambas as porções cilíndricas 12a e tronco-cônica 12b de cada furo excêntrico 12 são interna e totalmente revestidas por um respectivo inserto 40 cujo formato acompanha a forma de referidas porções de furo excêntrico.
[035] A figura 4 ilustra uma variante construtiva da figura 3, na qual o inserto metálico 40 reveste, internamente, toda a porção tronco-cônica 12b de um respectivo furo excêntrico 12, mas apenas a adjacente região da porção cilíndrica 12a, do referido furo excêntrico.
[036] A figura 5 representa uma construção em que o furo central 11 tem toda a extensão axial de sua porção de montagem 11a revestida por um inserto 30, enquanto que os furos excêntricos 12 têm apenas parte de sua extensão axial revestida por um respectivo inserto 40, conforme ilustrado na figura 4.
[037] A figura 6 representa uma construção que une os aspectos definidos na solução da figura 5 mas segundo a qual, todos os insertos 40 dos furos excêntricos 12 são unidos, em peça única, ao inserto 30 que reveste a porção de montagem 11a do furo central 11. Deve ser entendido que a construção da figuras 5 e 6 também se aplica ao uso de insertos tubulares 40, ocupando toda a extensão axial dos respectivos furos excêntricos 12 .
[038] Os insertos metálicos 30, 40, quando aplicados, são sobreinjetados, onde tais insertos são posicionados no molde antes da injeção do material compósito que envolve estes elementos e garante seu posicionamento e fixação mecânica; ou montados posteriormente ao processo de injeção pelo processo de cravamento em dispositivo apropriado onde a força e o deslocamento da inserção são monitorados. A fixação mecânica é promovida por interferência dada pela diferença entre o diâmetro do furo do produto injetado 11a, 12a, 12b e o diâmetro externo do inserto metálico, associada ao efeito da conicidade do inserto e do produto, no caso dos insertos 40 dos furos excêntricos 12, bem como pela configuração de um recartilhado aplicado na parede externa desses insertos. Os requisitos e a configuração de cada produto determinarão qual o processo mais recomendado para cada tipo de inserto.
[039] A construção acima descrita permite a produção de rodas como um elemento único (e não em módulos que são unidos posteriormente) e pode incluir insertos, em liga metálica, na região de montagem ao veículo, caso necessário ou requerido no projeto, para evitar o efeito de relaxação de tensão que, eventualmente, pode fazer com que os parafusos/porcas de fixação percam o seu torque.
[040] A formação de ditas rodas é realizada por moldagem por injeção termoplástica, que permite maior precisão, repetibilidade, além de maior produtividade, conduzindo à obtenção de uma peça única, com grande liberdade de design e a partir de materiais recicláveis.
[041] Análises virtuais (simulações virtuais) e testes físicos em laboratório, conforme normas SAE, ISO e NBR conduziram a resultados positivos e em alguns casos superiores aos encontrados tradicionalmente em rodas produzidas em ligas metálicas. O êxito de tais resultados é atribuído ao design e construção do corpo C, combinados à correta escolha do compósito polimérico que possui propriedades mecânicas, como por exemplo, resistência a tração no escoamento/ ruptura, superiores às ligas comumente utilizadas, o que confere ao produto uma elevada absorção de energia (deformação elástica) sem a ocorrência de amassamento (deformação plástica). Foram identificadas, também, reduções de peso na ordem de 20 a 40% e 30 a 50% comparativamente às rodas de liga leve e aço, respectivamente.
Claims (6)
- Roda de material polimérico, do tipo que compreende um corpo (C) formado: por um disco mediano (10) provido de um furo central (11), para montagem em uma ponta de eixo de um veículo, e uma pluralidade de furos excêntricos (12), para passagem de parafusos de fixação; e por um anel periférico (20) , configurado para reter um pneu de veículo, dita roda tendo seu corpo (C) injetado, em peça única, em um material compósito polimérico compreendendo, em mistura homogênea: 40 a 70% de uma matriz polimérica termoplástica; 30 a 60% de fibras sintéticas; e 0,01% a 10% de aditivos, sendo que tem seu furo central (11) apresentando uma porção de montagem (11a), axialmente mais interna, e seus furos excêntricos (12) apresentando uma porção cilíndrica (12a), axialmente mais interna, e uma porção tronco-cônica (12b), axialmente mais externa, sendo a roda, onde pelo menos uma das partes definidas pela porção de montagem (11a) do furo central (11) e pelos furos excêntricos (12) ser internamente revestida, em pelo menos parte de sua extensão axial, por um respectivo inserto (30, 40) em liga metálica, axial e radialmente fixado ao disco mediano (10) do corpo (C) da roda, sendo essa caracterizada pelo fato de todos os insertos (40), dos furos excêntricos (12) serem unidos, em peça única, ao inserto tubular (30) que reveste a porção de montagem 11a do furo central (11).
- Roda, de acordo com a reivindicação 1, caracterizada pelo fato de a matriz polimérica termoplástica ser uma poliamida (PA).
- Roda, de acordo com a reivindicação 2, caracterizada pelo fato de os aditivos serem definidos por pelo menos um dos componentes definidos por: agentes de compatibilização, retardadores de envelhecimento, estabilizantes térmicos, absorvedores de UV, retardantes de chama, auxiliadores de processo, antioxidantes primário e secundário e pigmentos.
- Roda, de acordo com a reivindicação 1, caracterizada pelo fato de o material compósito polimérico formador do corpo (C) da roda ser moldado em torno de pelo menos um inserto (30, 40) .
- Roda, de acordo com a reivindicação 1, caracterizada pelo fato de possuir pelo menos um inserto (30, 40) no respectivo furo central (11) ou excêntrico (12) do disco mediano (10) do corpo (C).
- Roda, de acordo com qualquer uma das reivindicações 1, 4 ou 5, caracterizada pelo fato de apenas a porção tronco-cônica (12b) e a adjacente região da porção cilíndrica (12a) dos furos excêntricos (12) ser internamente revestida por um respectivo inserto (40).
Priority Applications (15)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI0902289-9A BRPI0902289B1 (pt) | 2009-07-02 | 2009-07-02 | Roda de material polimérico |
| MA34591A MA33499B1 (fr) | 2009-07-02 | 2010-06-29 | Roue en matière polymère |
| MX2012000068A MX2012000068A (es) | 2009-07-02 | 2010-06-29 | Rueda de material polimerico. |
| ES10736954T ES2411088T3 (es) | 2009-07-02 | 2010-06-29 | Rueda de material polimérico |
| KR1020127002930A KR20120101333A (ko) | 2009-07-02 | 2010-06-29 | 폴리머재 휘일 |
| CA2767362A CA2767362A1 (en) | 2009-07-02 | 2010-06-29 | Wheel of polymeric material |
| EP10736954.8A EP2448769B1 (en) | 2009-07-02 | 2010-06-29 | Wheel of polymeric material |
| CN201080037223.5A CN102481804B (zh) | 2009-07-02 | 2010-06-29 | 聚合物材料车轮 |
| AU2010268703A AU2010268703B2 (en) | 2009-07-02 | 2010-06-29 | Wheel of polymeric material |
| US13/381,408 US20120146395A1 (en) | 2009-07-02 | 2010-06-29 | Wheel of polymeric material |
| JP2012518699A JP2012531359A (ja) | 2009-07-02 | 2010-06-29 | ポリマー材料からなるホイール |
| PCT/BR2010/000220 WO2011000070A1 (en) | 2009-07-02 | 2010-06-29 | Wheel of polymeric material |
| ZA2012/00032A ZA201200032B (en) | 2009-07-02 | 2012-01-03 | Wheel of polymeric material |
| HK12108166.7A HK1167373A1 (en) | 2009-07-02 | 2012-08-21 | Wheel of polymeric material |
| JP2015155750A JP2015231835A (ja) | 2009-07-02 | 2015-08-06 | ポリマー材料からなるホイール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI0902289-9A BRPI0902289B1 (pt) | 2009-07-02 | 2009-07-02 | Roda de material polimérico |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0902289A2 BRPI0902289A2 (pt) | 2011-03-09 |
| BRPI0902289B1 true BRPI0902289B1 (pt) | 2020-09-08 |
Family
ID=42735701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0902289-9A BRPI0902289B1 (pt) | 2009-07-02 | 2009-07-02 | Roda de material polimérico |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20120146395A1 (pt) |
| EP (1) | EP2448769B1 (pt) |
| JP (2) | JP2012531359A (pt) |
| KR (1) | KR20120101333A (pt) |
| CN (1) | CN102481804B (pt) |
| BR (1) | BRPI0902289B1 (pt) |
| CA (1) | CA2767362A1 (pt) |
| ES (1) | ES2411088T3 (pt) |
| HK (1) | HK1167373A1 (pt) |
| MA (1) | MA33499B1 (pt) |
| MX (1) | MX2012000068A (pt) |
| WO (1) | WO2011000070A1 (pt) |
| ZA (1) | ZA201200032B (pt) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2468527A1 (en) * | 2010-12-22 | 2012-06-27 | Wheelpartners B.V. | A wheel, an adapter, a kit of parts and a method |
| US8911026B2 (en) * | 2011-06-29 | 2014-12-16 | Rick Pruden | Variable lug insert for wheel opening |
| US20130221731A1 (en) * | 2011-08-25 | 2013-08-29 | Hummel-Formen Gmbh | Wheel for a motor vehicle |
| WO2013030106A1 (de) * | 2011-08-26 | 2013-03-07 | Basf Se | Rad für ein kraftfahrzeug |
| US8840194B1 (en) * | 2011-08-31 | 2014-09-23 | Nicola Fiornascente | Vehicle wheel with integral inserts |
| EP2788200B1 (en) | 2011-12-06 | 2018-07-04 | Mubea Carbo Tech GmbH | Wheel made out of fiber reinforced material and procedure to make an according wheel |
| CN104640715B (zh) * | 2012-09-24 | 2017-06-13 | 蒂森克虏伯碳成分有限公司 | 具有由纤维复合材料制成的轮盘以及固定件的轮辋 |
| KR101360449B1 (ko) * | 2012-12-26 | 2014-02-11 | 현대자동차주식회사 | 사출금형장치 |
| FR3004991B1 (fr) * | 2013-04-26 | 2016-10-07 | Renault Sa | Roue de vehicule obtenue a partir d'un polymere thermoplastique |
| WO2015018593A1 (en) | 2013-08-05 | 2015-02-12 | Mubea Carbo Tech Gmbh | Wheel made out of a fiber reinforced plastic material |
| JP6460353B2 (ja) | 2013-08-30 | 2019-01-30 | ムベア カルボ テック ゲーエムベーハーMubea Carbo Tech Gmbh | 複合材ホイール及び挿入体 |
| US10434731B2 (en) | 2013-10-31 | 2019-10-08 | Vision Composite Products, Llc | Composite structures having embedded mechanical features |
| US20170087931A1 (en) * | 2014-05-16 | 2017-03-30 | Ryan Michael Gaylo | Thermoplastic wheel hub and non-pneumatic tire |
| JP6810990B2 (ja) | 2014-05-16 | 2021-01-13 | ビーエイエスエフ・ソシエタス・エウロパエアBasf Se | 熱可塑性ホイールハブ |
| KR101656654B1 (ko) | 2014-12-05 | 2016-09-12 | 경상대학교산학협력단 | 차량용 복합재 휠의 체결구조 |
| EP3256332B1 (en) | 2015-02-11 | 2023-06-07 | Mubea Carbo Tech GmbH | Method to produce a fiber reinforced rim and a device for producing a fiber reinforced rim |
| GB2541498B8 (en) * | 2016-06-14 | 2017-11-29 | Dymag Group Ltd | Rim for a wheel |
| CN106926635A (zh) * | 2017-03-24 | 2017-07-07 | 厦门集质复材科技有限公司 | 一种碳纤维轮毂辐条 |
| CN106985605A (zh) * | 2017-03-24 | 2017-07-28 | 厦门集质复材科技有限公司 | 一种碳纤维轮毂 |
| BR112020002385B1 (pt) * | 2017-08-08 | 2023-01-24 | Vision Composite Products, Llc | Roda de duas peças |
| CN111247007B (zh) | 2017-08-18 | 2023-08-08 | 碳革命有限公司 | 具有改进的安装结构的复合轮 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE789218A (fr) | 1971-10-04 | 1973-03-26 | Michelin & Cie | Perfectionnements aux roues |
| US3917352A (en) | 1973-03-12 | 1975-11-04 | Steven Douglas Gageby | Continuous-strand, fiber reinforced plastic wheel |
| US4072358A (en) * | 1976-04-28 | 1978-02-07 | The Firestone Tire & Rubber Company | Compression molded cut-fiber reinforced plastic wheels |
| DE3134249A1 (de) * | 1981-08-29 | 1983-03-17 | Bayer Ag, 5090 Leverkusen | Kunststoffrad |
| JPS6038434A (ja) * | 1983-08-12 | 1985-02-28 | Toray Ind Inc | 繊維強化高衝撃性ポリアミド樹脂製ホイ−ル |
| JPS6038435A (ja) * | 1983-08-12 | 1985-02-28 | Toray Ind Inc | 繊維強化耐衝撃性ポリアミド樹脂製ホイ−ル |
| US4847030A (en) * | 1985-10-16 | 1989-07-11 | Motor Wheel Corporation | Method and apparatus for making a composite wheel |
| BG45090A1 (pt) * | 1987-03-10 | 1989-04-14 | Georgi D Kostov | |
| JP2850329B2 (ja) * | 1988-08-22 | 1999-01-27 | 株式会社ブリヂストン | 樹脂ホイール |
| JPH0317963U (pt) * | 1989-07-04 | 1991-02-21 | ||
| US5277479A (en) * | 1991-02-04 | 1994-01-11 | Bridgestone Corporation | One piece type resin wheel |
| JP3082254B2 (ja) * | 1991-02-04 | 2000-08-28 | 株式会社ブリヂストン | 樹脂ホイール |
| JP3134361B2 (ja) * | 1991-07-16 | 2001-02-13 | 株式会社ブリヂストン | 複合樹脂ホイール |
| US5401079A (en) * | 1991-08-26 | 1995-03-28 | The Goodyear Tire & Rubber Company | Heat transfer preventing lug hole sleeve inserts for a plastic wheel |
| US5268139A (en) | 1992-08-06 | 1993-12-07 | Carlisle Tire & Rubber Company | Method of molding a plastic wheel |
| TW317541B (pt) * | 1995-10-13 | 1997-10-11 | Chrysler Corp | |
| US6416135B1 (en) * | 2000-06-30 | 2002-07-09 | Accuride Corporation | Means and method for attaching FRP wheels |
| JP2002294069A (ja) * | 2001-03-30 | 2002-10-09 | Asahi Kasei Corp | ポリアミド樹脂組成物 |
| JP2004009889A (ja) * | 2002-06-06 | 2004-01-15 | Yamaha Motor Co Ltd | 車両用ホイール |
| US7040714B2 (en) * | 2002-08-21 | 2006-05-09 | Daimlerchrysler Corporation | Composite wheel and method for manufacturing the same |
| EP1543995A1 (en) * | 2003-12-18 | 2005-06-22 | Ford Global Technologies, LLC | Method for making plastic products and product made by such a method |
| CN2763098Y (zh) * | 2005-01-10 | 2006-03-08 | 中国矿业大学 | 矿用牵引机车复合车轮 |
| CN200964021Y (zh) * | 2006-11-02 | 2007-10-24 | 罗征南 | 一种再生复合材料车轮 |
-
2009
- 2009-07-02 BR BRPI0902289-9A patent/BRPI0902289B1/pt active IP Right Grant
-
2010
- 2010-06-29 EP EP10736954.8A patent/EP2448769B1/en active Active
- 2010-06-29 KR KR1020127002930A patent/KR20120101333A/ko not_active Application Discontinuation
- 2010-06-29 MA MA34591A patent/MA33499B1/fr unknown
- 2010-06-29 CA CA2767362A patent/CA2767362A1/en not_active Abandoned
- 2010-06-29 MX MX2012000068A patent/MX2012000068A/es active IP Right Grant
- 2010-06-29 JP JP2012518699A patent/JP2012531359A/ja active Pending
- 2010-06-29 ES ES10736954T patent/ES2411088T3/es active Active
- 2010-06-29 US US13/381,408 patent/US20120146395A1/en not_active Abandoned
- 2010-06-29 WO PCT/BR2010/000220 patent/WO2011000070A1/en active Application Filing
- 2010-06-29 CN CN201080037223.5A patent/CN102481804B/zh not_active Expired - Fee Related
-
2012
- 2012-01-03 ZA ZA2012/00032A patent/ZA201200032B/en unknown
- 2012-08-21 HK HK12108166.7A patent/HK1167373A1/xx not_active IP Right Cessation
-
2015
- 2015-08-06 JP JP2015155750A patent/JP2015231835A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| MA33499B1 (fr) | 2012-08-01 |
| WO2011000070A1 (en) | 2011-01-06 |
| JP2015231835A (ja) | 2015-12-24 |
| ES2411088T3 (es) | 2013-07-04 |
| EP2448769A1 (en) | 2012-05-09 |
| MX2012000068A (es) | 2012-06-12 |
| HK1167373A1 (en) | 2012-11-30 |
| KR20120101333A (ko) | 2012-09-13 |
| US20120146395A1 (en) | 2012-06-14 |
| CN102481804A (zh) | 2012-05-30 |
| CA2767362A1 (en) | 2011-01-06 |
| AU2010268703A1 (en) | 2012-02-02 |
| CN102481804B (zh) | 2014-12-10 |
| EP2448769B1 (en) | 2013-05-01 |
| JP2012531359A (ja) | 2012-12-10 |
| ZA201200032B (en) | 2013-03-27 |
| BRPI0902289A2 (pt) | 2011-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0902289B1 (pt) | Roda de material polimérico | |
| US20170087931A1 (en) | Thermoplastic wheel hub and non-pneumatic tire | |
| US7350777B2 (en) | Engine mount | |
| BR112016026818B1 (pt) | Pneu não pneumático com cubo parcialmente complacente | |
| EP3142865B1 (en) | Thermoplastic wheel hub | |
| JP2017528657A (ja) | 複合熱可塑性構造体と該複合熱可塑性構造体のための複合体圧縮リミッタ | |
| KR100628892B1 (ko) | 자동차 타이어용 휠 밸런스 웨이트 | |
| BRPI0510948B1 (pt) | cabo metálico e utilização do mesmo | |
| CN103342083B (zh) | 具有中空结构的轮毂及机动车 | |
| WO2021047963A1 (en) | Vehicle wheel and production method thereof | |
| JP6681230B2 (ja) | スタビライザブッシュの取付構造とスタビライザブッシュの製造方法 | |
| AU2010268703B2 (en) | Wheel of polymeric material | |
| JP4607938B2 (ja) | 防振連結ロッド | |
| EP1080948B1 (en) | Tyre for motor vehicle wheels | |
| US6938657B1 (en) | Tire for a vehicle wheel capable of withstanding the load at low pressure or zero pressure | |
| KR100801341B1 (ko) | 서포트 링을 갖는 런플랫 타이어 | |
| ITCR20120011A1 (it) | Valvola del tipo snap-in per ruote gommate | |
| JPWO2021047963A5 (pt) | ||
| CN207496777U (zh) | 副车架与车身的连接装置及汽车 | |
| WO2023138908A1 (en) | Bushing for an anti-vibration bracket, anti-vibration bracket, and methods of manufacturing an anti-vibration bracket | |
| JP2009236216A (ja) | トルクロッドおよびその製造方法 | |
| BR102012003322A2 (pt) | Sistema de coluna de direção para veículo automotivo e veículo | |
| JP2015030320A (ja) | タイヤチューブ | |
| KR20090053381A (ko) | 비드부를 개량한 자동차용 타이어 | |
| BRPI1106141A2 (pt) | roda e processo de fabricaÇço por injeÇço |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B03A | Publication of a patent application or of a certificate of addition of invention [chapter 3.1 patent gazette] | ||
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 08/09/2020, OBSERVADAS AS CONDICOES LEGAIS. |