BRPI0807901B1 - sistema de controle de pressão e método para controlar independentemente pressões de trabalho - Google Patents
sistema de controle de pressão e método para controlar independentemente pressões de trabalho Download PDFInfo
- Publication number
- BRPI0807901B1 BRPI0807901B1 BRPI0807901-3A BRPI0807901A BRPI0807901B1 BR PI0807901 B1 BRPI0807901 B1 BR PI0807901B1 BR PI0807901 A BRPI0807901 A BR PI0807901A BR PI0807901 B1 BRPI0807901 B1 BR PI0807901B1
- Authority
- BR
- Brazil
- Prior art keywords
- pressure
- fluid
- devices
- reducing valves
- modular
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 22
- 239000012530 fluid Substances 0.000 claims abstract description 214
- 239000000853 adhesive Substances 0.000 claims abstract description 116
- 230000001070 adhesive effect Effects 0.000 claims abstract description 116
- 238000012544 monitoring process Methods 0.000 claims description 2
- 239000012815 thermoplastic material Substances 0.000 abstract description 108
- 239000000155 melt Substances 0.000 abstract description 47
- 230000004927 fusion Effects 0.000 abstract description 20
- 230000000712 assembly Effects 0.000 abstract description 15
- 238000000429 assembly Methods 0.000 abstract description 15
- 239000000463 material Substances 0.000 abstract description 9
- 238000009826 distribution Methods 0.000 description 61
- 230000008021 deposition Effects 0.000 description 10
- 230000008018 melting Effects 0.000 description 10
- 238000002844 melting Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000007789 sealing Methods 0.000 description 6
- 229920001169 thermoplastic Polymers 0.000 description 5
- 239000004416 thermosoftening plastic Substances 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 239000004831 Hot glue Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1042—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material provided with means for heating or cooling the liquid or other fluent material in the supplying means upstream of the applying apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C19/00—Apparatus specially adapted for applying particulate materials to surfaces
- B05C19/06—Storage, supply or control of the application of particulate material; Recovery of excess particulate material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/8593—Systems
- Y10T137/877—With flow control means for branched passages
- Y10T137/87885—Sectional block structure
Landscapes
- Coating Apparatus (AREA)
- Control Of Fluid Pressure (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Fluid-Pressure Circuits (AREA)
Abstract
SISTEMA MODULAR PARA ENTREGAR ADESIVO DE FUSÃO OU OUTROS MATERIAIS TERMOPLÁSTICOS, E SISTEMA DE CONTROLE DE PRESSÃO PARA O MESMO. Um sistema modular (100), para entregar materiais de adesivo de fusão, compreende uma montagem de dosagem modular (104), tendo estações de dosagem dispostas na mesma, que é capaz de ser montada de forma fixável e que pode ser separada em uma montagem de tanque modular (102). Alternativamente, uma ou mais das estações de dosagem podem ser dispostas externamente á montagem de dosagem modular, e ainda alternativamente de forma adicional, uma ou mais montagens de dosagem modulares adicionais podem ser conectadas de forma fixável e que pode ser separada a primeira montagem de dosagem modular. Também é revelado um sistema de controle de presso de fluido de lago fechado, para controlar independentemente a pressão do material de adesivo de fusão sendo transportado para os dispositivos de dosagem, pelo qual as pressões de trabalho dos materiais de adesivo de fusão sendo transportados para os dispositivos de dosagem podem ter diferentes pressões de trabalho.
Description
[001] Este pedido de patente é uma continuação em parte do pedido de patente Estados Unidos intitulado MODULAR SYSTEM FOR THE DELIVERY OF HOT MELT ADHESIVE OR OTHER THERMOPLASTIC MATERIALS, o qual foi depositado em 12 de fevereiro de 2007 e ao qual foi designado o número serial 11/705.060.
[002] A presente invenção diz respeito de uma maneira geral a sistemas de dispensação de adesivo de fusão ou outro material termoplástico, e mais particularmente a um sistema modular inédito e aperfeiçoado para a entrega de adesivo de fusão ou outros materiais termoplásticos em que, por exemplo, uma montagem de dosagem modular, tendo uma pluralidade de estações de dosagem contendo internamente adesivo de fusão ou outro material termoplástico, é capaz de ser montada de forma fixável e que pode ser separada, e conectada operacionalmente e de forma fluídica, a uma montagem modular de tanque ou de fornecimento de adesivo de fusão ou outro material termoplástico. Alternativamente, uma ou mais da pluralidade de estações de dosagem de adesivo de fusão ou outro material termoplástico podem ser dispostas externamente, e também conectadas operacionalmente e de forma fluídica em uma maneira fixável e que pode ser separada, à montagem de dosagem modular, e alternativamente ainda de forma adicional, uma ou mais montagens de dosagem modulares adicionais podem ser conectadas operacionalmente e de forma fluídica, em uma maneira fixável e que pode ser separada, à montagem de dosagem modular original. Desta maneira, o sistema modular total apresenta versatilidade e flexibilidade aprimoradas a fim de acomodar efetivamente, ou permitir que sejam implementados, vários ou diferentes procedimentos de deposição ou aplicação de adesivo de fusão ou outro mate- rial termoplástico que podem ser exigidos por um usuário final ou cliente particular. Também é revelado um sistema de controle de pressão de fluido de circuito fechado, para controlar a pressão do adesivo de fusão ou outro material termoplástico sendo transportado para os dispositivos de dosagem, por meio do qual a pressão de trabalho do adesivo de fusão ou outro material termoplástico sendo transportado para cada um dos dispositivos de dosagem pode ter uma pressão de trabalho diferente.
[003] Na conexão com a entrega de adesivo de fusão ou outros materiais termoplásticos para uso na implementação de vários ou diferentes procedimentos de deposição ou aplicação de adesivo de fusão ou outro material termoplástico, práticas convencionais têm ditado que dependendo, ou como uma função, de exigências ou parâmetros de aplicação predeterminados particulares um sistema estruturado de forma particular ou específica pode ser projetado, fabricado e instalado. Portanto, tal como pode ser prontamente percebido, quando considerado a partir de um ponto de vista ou perspectiva um pouco oposto ou inverso, e como é bem conhecido na indústria, diferentes procedimentos de deposição ou aplicação exigem diferentes sistemas estruturais a ser projetados, fabricados, comprados e instalados. Por exemplo, diferentes procedimentos de deposição ou aplicação podem exigir unidades ou tanques de fornecimento de adesivo de fusão ou outro material termoplástico dimensionados de modo diferente. Alternativamente, diferentes procedimentos de deposição ou aplicação, compreendendo, por exemplo, diferentes parâmetros ou exigências de volume de material de saída, podem ditar ou exigir o uso ou emprego de diferentes montagens de bomba de dosagem de adesivo de fusão ou outro material termoplástico. Alternativamente, ainda de forma adicional, diferentes procedimentos de deposição ou aplicação, compreendendo, por exemplo, a minimização de perdas de pressão ou a otimização de valores de pressão, ocorrendo dentro das vá- rias linhas ou condutos de fluxo de fluido compreendendo o sistema total de entrega de adesivo de fusão ou outro termoplástico, podem ditar ou exigir que as montagens de bomba de dosagem de adesivo de fusão ou outro material termoplástico e seus aplicadores sejam dispostos ou localizados relativamente próximos às unidades ou tanques de fornecimento de adesivo de fusão ou outro material termoplástico. Ao longo destas linhas, dependendo, por exemplo, das diferentes localizações dos dispositivos ou aplicadores de dosagem, diferentes pressões de trabalho associadas operacionalmente com cada dispositivo de dosagem ou aplicador podem ser exigidas.
[004] Ainda também adicionalmente, parâmetros espaciais ou logísticos ca-racterísticos de uma planta ou instalação de fabricação particular, isto é, por exemplo, as linhas de fabricação ou produção particulares, podem ditar ou exigir que as montagens de bomba de dosagem de adesivo de fusão ou outro material termoplástico e seus aplicadores sejam dispostos ou localizados remotamente das unidades ou tanques de fornecimento de adesivo de fusão ou outro material termoplástico. Desta maneira, pode ser prontamente percebido que se vários sistemas de entrega de adesivo de fusão ou outro material termoplástico forem para ser erguidos ou instalados dentro de instalações de fabricação particulares em conexão com várias linhas de produção, para implementar vários ou diferentes procedimentos de deposição ou aplicação de adesivo de fusão ou outro material termoplástico, é proibitivamente caro incorporar de fato uma variedade como esta de sistemas de entrega dentro de qualquer uma planta ou instalação de fabricação, ou considerado a partir de um ponto de vista ou perspectiva alternativo, diferentes plantas ou instalações de fabricação teriam que ser erguidas a fim de acomodar de fato uma variedade como esta de sistemas de entrega. Alternativamente, ainda de forma adicional, embora um sistema de entrega particular possa ser convertido efetivamente de um tipo de sistema de entrega em um outro tipo de sistema de entrega, de novo, os custos envoi- vidos na conexão com tais procedimentos de conversão impediriam efetivamente os mesmos de serem viáveis economicamente.
[005] Portanto, existe uma necessidade na técnica de um sistema inédito e aperfeiçoado para a entrega de adesivo de fusão ou outros materiais termoplásticos, em que o sistema de entrega seja flexível e versátil como resultado, por exemplo, do intercâmbio ou troca de vários componentes dentro do sistema, ou como resultado da extensão operativa do sistema de entrega, por meio do qual vários diferentes procedimentos de deposição ou aplicação, tendo ou caracterizados por meio de vários parâmetros ou exigências operacionais diferentes, possam ser prontamente alcançados sem a necessidade de construir ou instalar uma grande quantidade de vários sistemas de entrega fixos ou permanentes diferentes. Além do mais, também existe uma necessidade de um sistema de controle de fluido pelo qual os fluidos separados sendo fornecidos para os vários dispositivos de dosagem ou cabeças apli- cadoras possam ser controlados independentemente a fim de serem caracterizados por diferentes parâmetros ou valores de pressão tal como exigido.
[006] Os expostos anteriormente e outros objetivos são alcançados de acordo com os preceitos e princípios da presente invenção por meio da provisão de um sistema modular inédito e aperfeiçoado para a entrega de adesivo de fusão ou outros materiais termoplásticos em que, por exemplo, uma montagem de dosagem modular, tendo uma pluralidade de estações de dosagem de adesivo de fusão ou outro material termoplástico contido internamente nas mesmas, é capaz de ser montada de forma fixável e que pode ser separada, e conectada operacionalmente e de forma fluídica, a uma montagem modular de tanque ou de fornecimento de adesivo de fusão ou outro material termoplástico. Alternativamente, uma ou mais da pluralidade de estações de dosagem de adesivo de fusão ou outro material termoplástico podem ser dispostas externamente, e também conectadas operacionalmente e de forma fluídica em uma maneira fixável e que pode ser separada, à montagem de dosagem modular, e alternativamente ainda de forma adicional, uma ou mais montagens de dosagem modulares adicionais podem ser conectadas operacionalmente e de forma fluídica, em uma maneira fixável e que pode ser separada, à primeira ou montagem de dosagem modular original. Desta maneira, o sistema modular total apresenta versatilidade e flexibilidade aprimoradas a fim de acomodar efetivamente, ou permitir que sejam implementados, vários ou diferentes procedimentos de deposição ou aplicação de adesivo de fusão ou outro material termoplástico que podem ser exigidos por um usuário final ou cliente particular. Também é revelado um sistema de controle de pressão de fluido de circuito fechado, para controlar a pressão do adesivo de fusão ou outro material termoplástico sendo transportado para os dispo-sitivos de dosagem, por meio do qual as pressões de trabalho do adesivo de fusão ou outro material termoplástico sendo transportado para cada um dos dispositivos de dosagem podem ter diferentes valores de pressão de trabalho tal como pode ser exigido.
[007] Vários outros recursos e vantagens concomitantes da presente invenção serão mais inteiramente percebidos a partir da descrição detalhada a seguir quando considerada em conexão com os desenhos anexos, nos quais números de referência iguais designam partes iguais ou correspondentes por todas as diversas vistas, e em que:
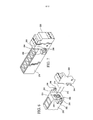
[008] A figura 1 é uma vista em perspectiva de uma primeira modalidade de um sistema modular inédito e aperfeiçoado, para a entrega de adesivo de fusão ou outros materiais termoplásticos, tal como construído de acordo ∞m os princípios e preceitos da presente invenção, e mostrando as partes cooperativas do mesmo, em que a montagem de dosagem modular é independente, e localizada remotamente, da montagem de tanque modular;
[009] A figura 2 é uma vista em perspectiva, similar a essa da figura 1, mostrando, entretanto, uma segunda modalidade de um sistema modular inédito e aperfeiçoado, para a entrega de adesivo de fusão ou outros materiais termoplásticos, e também construída de acordo com os princípios e preceitos da presente invenção, em que a montagem de dosagem modular é fixada firmemente à montagem de tanque modular e forma efetivamente uma montagem integral ∞m a mesma;
[010] A figura 3 é uma vista em perspectiva, similar e correspondendo a essa da figura 1, mostrando, entretanto, os componentes internos da montagem de tanque modular e os componentes internos da montagem de dosagem modular com alguns dos componentes internos da montagem de dosagem modular ilustrados em um formato explodido com propósitos de clareza;
[011] A figura 4 é uma vista lateral em elevação do coletor de distribuição da montagem de dosagem modular, mostrando esquematicamente a montagem de parte das interfaces de dosagem de estação de dosagem nos elementos de parede superior e dianteira do coletor de distribuição, assim como alguns dos condutos de fluido definidos internamente no coletor de distribuição para fornecer o adesivo de fusão ou outro material termoplástico para dentro e para fora do coletor de distribuição;
[012] A figura 4a é uma vista seccional transversal do ∞letor de distribuição tal como ilustrado na figura 4 e tal como feita ao longo da linha 4a-4a da figura 4;
[013] A figura 4b é uma vista seccional transversal do ∞letor de distribuição tal como ilustrado na figura 4a e tal como feita ao longo da linha 4b-4b da figura 4a;
[014] A figura 4c é uma vista seccional transversal do coletor de distribuição tal como ilustrado na figura 4a e tal como feita ao longo da linha 4c-4c da figura 4a;
[015] A figura 5 é uma vista seccional transversal da entidade integral de montagem de tanque modular e montagem de dosagem modular tal como ilustrado na figura 2 e tal como feita ao longo da linha 5-5 da figura 2;
[016] A figura 6 é uma vista parcial em perspectiva do alojamento de coletor de adesivo de fusão ou outro material termoplástico, do coletor de distribuição e de uma montagem de prendedor giratório montada no coletor de adesivo de fusão ou outro material termoplástico e no coletor de distribuição para montar de forma fixável e que pode ser separada o coletor de distribuição no alojamento de coletor de adesivo de fusão ou outro material termoplástico, em que as montagens de prendedor giratório estão ilustradas como estando dispostas nas suas posições destravadas, de tal maneira que o coletor de distribuição pode ser separado do alojamento de coletor de adesivo de fusão ou outro material termoplástico;
[017] A figura 7 é uma vista parcial em perspectiva, similar a essa da figura 6, mostrando, entretanto, uma das montagens de prendedor giratório disposta na sua posição travada, de tal maneira que o coletor de distribuição é capaz de ser fixado firmemente ao alojamento de coletor de adesivo de fusão ou outro material termoplástico;
[018] A figura 8 é uma vista seccional transversal, similar a essa da figura 5, mostrando, entretanto, uma terceira modalidade de um sistema modular inédito e aperfeiçoado, para a entrega de adesivo de fusão ou outros materiais termoplásticos, e também construída de acordo com os princípios e preceitos da presente invenção, em que a montagem de dosagem modular é fixada firmemente a uma montagem de bomba modular e forma efetivamente uma montagem integral com a mesma, a montagem de tanque modular estando separada e instalada em uma localização remota da montagem de bomba modular;
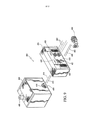
[019] A figura 9 é uma vista em perspectiva, similar a essa da figura 3, mostrando, entretanto, uma quarta modalidade de um sistema modular inédito e aperfeiçoado, para a entrega de adesivo de fusão ou outros materiais termoplásticos, e também construída de acordo com os princípios e preceitos da presente invenção, em que uma, ou mais, ou todas da pluralidade de estações de dosagem está ou es tão de fato localizadas externamente à montagem de dosagem modular e ao coletor de distribuição disposto na mesma e distantes dos mesmos;
[020] A figura 10 é uma vista em perspectiva, similar a essas das figuras 1 e 9, mostrando, entretanto, uma quinta modalidade de um sistema modular inédito e aperfeiçoado, para a entrega de adesivo de fusão ou outro material termoplástico, e também construída de acordo com os princípios e preceitos da presente invenção, em que uma ou mais montagens de dosagem modulares adicionais podem ser localizadas distantes e conectadas em série à primeira ou montagem de dosagem modular original e ao coletor de distribuição disposto na mesma;
[021] A figura 11 é um diagrama esquemático ilustrando o circuito de controle de fluido associado operacionalmente com os vários componentes de sistema que podem ser similares a esses ilustrados, por exemplo, na figura 3, mas que podem ser instalados em várias localizações;
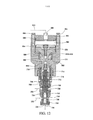
[022] A figura 12 é uma vista seccional transversal ampliada de uma das válvulas redutoras de pressão incorporadas operacionalmente no circuito de controle de fluido revelado na figura 11, em que o elemento de carretel da válvula redutora de pressão está mostrado na sua posição inferior a fim de permitir fluxo de fluido através dele do módulo de tanque para um dos dispositivos remotos; e
[023] A figura 13 é uma vista seccional transversal ampliada, similar a essa da figura 12, de uma das válvulas redutoras de pressão incorporadas operacionalmente no circuito de controle de fluido revelado na figura 11, em que, entretanto, o elemento de carretel da válvula redutora de pressão está mostrado na sua posição superior a fim de permitir fluxo de fluido de retorno através dele de um dos dispositivos remotos de volta para o tanque de fornecimento de material do módulo de tanque.
[024] Referindo-se agora aos desenhos e, mais particularmente, à figura 1 dos mesmos, uma primeira modalidade de um sistema modular inédito e aperfeiçoado, para a entrega de adesivo de fusão ou outros materiais termoplásticos, é revelada e está indicada de uma maneira geral pelo número de referência 100. Mais particularmente, é visto que o sistema de entrega modular inédito e aperfeiçoado 100 compreende uma montagem de tanque modular 102 dentro da qual um fornecimento de adesivo de fusão ou outro material termoplástico está fundido e armazenado, e uma montagem de dosagem modular 104 dentro da qual uma pluralidade de estações de dosagem, cada uma compreendendo uma pluralidade de bombas de engrenagem de dosagem tal como será revelado mais inteiramente em seguida, é disposta para liberar quantidades dosadas predeterminadas ou precisas do adesivo de fusão ou outros materiais termoplásticos. De acordo com recursos estruturais adicionais característicos do sistema modular inédito e aperfeiçoado 100 para entregar adesivo de fusão ou outros materiais termoplásticos, é visto adicionalmente que a montagem de tanque modular 102 compreende uma bomba primária 106 que pressuriza o adesivo de fusão ou outro material termoplástico, contido dentro da montagem de tanque modular 102, para um valor de pressão constante predeterminado, e que o adesivo de fusão ou outro material termoplástico pressurizado é então fornecido, em taxas de volume variáveis, para a montagem de dosagem modular 104 dependendo ou como uma função da demanda da pluralidade de bombas de engrenagem de dosagem dispostas na montagem de dosagem modular 104, através de uma porta de saída de fornecimento de fluido 108 definida em um elemento de parede dianteira 110 da montagem de tanque modular 102 e de um conduto de fornecimento de fluido 112 que pode compreender uma mangueira aquecida adequada.
[025] Adesivo de fusão ou material termoplástico não utilizado é retornado para a montagem de tanque modular 102, da montagem de dosagem modular 104, por meio de um conduto de retorno de fluido 114 e de uma porta de entrada de fluido de retorno 116 também definida no elemento de parede dianteira 110 da montagem de tanque modular 102. Portanto, pode ser percebido que, de acordo com os princípios e preceitos desta primeira modalidade da presente invenção, a montagem de dosagem modular 104 é independente e pode ficar localizada remotamente em várias distâncias a partir da montagem de tanque modular 102, tal como definido, por exemplo, por meio de várias dimensões de comprimento predeterminadas dos condutos de fornecimento de fluido e de retorno de fluido 112, 114. Além do mais, é visto que o elemento de parede dianteira 118 da montagem de dosagem modular 104 é fornecido, por exemplo, com as dezesseis portas de saída de fornecimento de fluido 120, em que as dezesseis portas de saída de fornecimento de fluido 120 são arranjadas em quatro conjuntos ou disposições, com cada conjunto ou disposição das portas de saída de fornecimento de fluido 120 compreendendo quatro portas de saída de fornecimento de fluido 120 individuais. Tal como se tornará mais aparente em seguida, as saídas da pluralidade de bombas de engrenagem de dosagem, compreendendo a pluralidade de estações de dosagem dispostas na montagem de dosagem modular 104, são conectadas fluidicamente à pluralidade de portas de saída de fornecimento de fluido 120, e uma pluralidade de mangueiras aplicadoras, mostradas esquematicamente por 122, pode ser conectada fluidicamente à pluralidade de portas de saída de fornecimento de fluido 120, respectivamente, a fim de fornecer de fato as quantidades predeterminadas ou dosadas precisamente do adesivo de fusão ou outros materiais termoplásticos para as cabeças aplicadoras de adesivo de fusão ou material termoplástico.
[026] Com referência sendo feita agora à figura 2, uma segunda modalidade de um sistema modular inédito e aperfeiçoado, para entregar adesivo de fusão ou outros materiais termoplásticos, é revelada e está indicada de uma maneira geral pelo número de referência 200. É para ser percebido que esta segunda modalidade de sistema modular 200 é substancialmente similar à primeira modalidade de sistema modular 100 tal como revelado na figura 1, exceto tal como será discutido em seguida e, portanto, uma discussão detalhada da segunda modalidade de sistema modular 200 será omitida para propósitos de brevidade, a revelação e descrição da mesma estando restrita substancialmente às diferenças entre as primeira e segunda modalidades de sistema modular 100, 200. Além do mais, também é notado que, em virtude da semelhança entre as primeira e segunda modalidades de sistema modular 100, 200, partes de componente da segunda modalidade de sistema modular 200 que correspondem às partes de componente da primeira modalidade de sistema modular 100 serão designadas por números de referência correspondentes, exceto para o fato de que eles estarão dentro da série 200.
[027] Mais particularmente, uma das diferenças entre as primeira e segunda modalidades de sistema modular 100, 200 reside no fato de que, de acordo com os princípios e preceitos da segunda modalidade de sistema modular 200, a montagem de dosagem modular 204 foi fixada firmemente à montagem de tanque modular 202 a fim de formar efetivamente uma única unidade integral. Meios prendedores cooperativos, os quais serão revelados em seguida, são montados no elemento de parede dianteira 210 da montagem de tanque modular 202 e no elemento de parede traseira 224 da montagem de dosagem modular 204, a fim de prender de fato de forma fixável e que pode ser separada a montagem de dosagem modular 204 à montagem de tanque modular 202. Além do mais, como resultado de tal fixação da montagem de dosagem modular 204 à montagem de tanque modular 202 e da formação da entidade integral indicada anteriormente, os condutos de fornecimento de fluido e de retorno de fluido 112, 114, característicos da primeira modalidade de sistema modular 100 e utilizados para interconectar fluidicamente a montagem de tanque modular 102 à montagem de dosagem modular 104 estão capacitados para serem eliminados.
[028] Com referência sendo feita agora à figura 3, e voltando efetivamente ou considerado-a em conjunto com a figura 1 revelando a primeira modalidade de sistema modular 100, os detalhes estruturais internos da montagem de tanque modular 102 e da montagem de dosagem modular 104 serão discutidos agora. Mais particularmente, é visto que a montagem de tanque modular 102 tem disposta na mesma um reservatório ou tremonha de adesivo de fusão ou outro material termoplástico 126, dentro do qual um fornecimento do adesivo de fusão ou outro material termoplástico está fundido e mantido em um nível de temperatura e viscosidade desejado predeterminado. A bomba primária 106 recebe o adesivo de fusão ou outro material termoplástico proveniente do reservatório ou tremonha de adesivo de fusão ou outro material termoplástico 126, pressuriza o material para um valor de pressão predeterminado, e transporta o mesmo na direção da montagem de dosagem modular 104 através de meios de conduto de fornecimento de fluido 112. Tal como também pode ser prontamente percebido a partir da figura 3, a montagem de dosagem modular 104 tem um coletor de distribuição 128 disposto internamente à mesma, e o coletor de distribuição 128 tem uma pluralidade de estações de dosagem, tais como, por exemplo, as quatro estações de dosagem 130, 132, 134, 136, montadas fixamente sobre o mesmo e conectadas operacionalmente ou de forma fluídica a ele. Embora as quatro estações de dosagem 130, 132, 134,136 estejam ilustradas como estando dispostas externamente à montagem de dosagem modular 104, é para ser entendido e percebido que as quatro estações de dosagem 130, 132, 134, 136 estão, de fato, simplesmente sendo ilustradas em um formato explodido com relação à montagem de dosagem modular 104 somente com propósitos ilustrativos e que as quatro estações de dosagem 130, 132, 134, 136, para entregar o adesivo de fusão ou outros materiais termoplásticos para cabeças aplicadoras a jusante, são, de acordo com os princípios e preceitos desta primeira modalidade do sistema modular inédito e aperfeiçoado, de fato adaptadas para ficar dispostas internamente à mon tagem de dosagem modular 104.
[029] Desta maneira, é visto adicionalmente que uma pluralidade de supor- tes de montagem 138, 140, 142, 144 é presa de modo fixo internamente à montagem de dosagem modular 104, e que a pluralidade de estações de dosagem 130, 132, 134, 136 é adaptada para ser respectivamente montada e presa fixamente sobre a pluralidade de suportes. Continuando ainda adicionalmente, também é visto que cada uma da pluralidade de estações de dosagem 130, 132, 134, 136 é vista para compreender respectivamente um conjunto de bombas de engrenagem de dosagem 146, 148, 150, 152, um motor de acionamento 154, 156, 158, 160 para acionar de forma rotativa respectivamente cada conjunto de bombas de engrenagem de dosagem 146, 148, 150, 152 por meio de uma montagem de caixa de engrenagens 162, 164, 166, 168, e uma interface de dosagem 170, 172, 174, 176 para fornecer respectivamente uma interface fluídica entre o ∞letor de distribuição 128 e cada conjunto de bombas de engrenagem de dosagem 146, 148, 150, 152. Além do mais, também pode ser percebido que os caminhos de fornecimento de fluido de adesivo de fusão ou outro material termoplástico 178, 180, 182, 184 e os caminhos de retorno de fluido de adesivo de fusão ou outro material termoplástico 186, 188, 190, 192, são definidos respectivamente entre o coletor de distribuição 128 e cada uma das interfaces de dosagem 170, 172, 174, 176 associada respectivamente ∞m cada conjunto de bombas de engrenagem de dosagem 146, 148, 150, 152. Ainda também adicionalmente, é visto que cada um dos quatro conjuntos de bombas de engrenagem de dosagem 146, 148, 150, 152 ∞mpreende, por exemplo, quatro bombas de engrenagem de dosagem arranjadas em série e, portanto, o número total de bombas de engrenagem de dosagem associadas operacionalmente e conectadas fluidicamente ao coletor de distribuição 128 disposto na montagem de dosagem modular 104 compreende dezesseis bombas de engrenagem de dosagem, as saídas fluídi- cas das quais são adaptadas para serem ∞nectadas fluidicamente às portas de saída de fornecimento de fluido 120 definidas no elemento de parede dianteira 118 da montagem de dosagem modular 104, tal como revelado na figura 1.
[030] Portanto, pode ser percebido que, em conexão ∞m o fornecimento e retorno do adesivo de fusão ou outro material termoplástico, o adesivo de fusão ou outro material termoplástico, disposto dentro do reservatório ou tremonha de adesivo de fusão ou outro material termoplástico 126, será transportado para a porta de saída de fornecimento de fluido 108, definida no elemento de parede dianteira 110 da montagem de tanque modular 102, por meio da bomba primária 106, e o adesivo de fusão ou outro material termoplástico, por sua vez, será transportado ao longo do conduto de fornecimento de fluido 112 para o coletor de distribuição 128 o qual, por sua vez, transportará o adesivo de fusão ou outro material termoplástico para cada conjunto de bombas de engrenagem de dosagem 146, 148, 150, 152 através dos caminhos de fornecimento de fluido de adesivo de fusão ou outro material termo-plástico 178, 180, 182, 184 e das interfaces de dosagem 170, 172, 174, 176. De modo oposto, adesivo de fusão ou outro material termoplástico que é para ser retornado para o reservatório ou tremonha de adesivo de fusão ou outro material termoplástico 126 será transportado de cada conjunto de bombas de engrenagem de dosagem 146, 148, 150, 152 através da sua respectiva interface de dosagem 170, 172, 174, 176, dos caminhos de retorno de fluido de adesivo de fusão ou outro material termoplástico 186, 188, 190, 192, do coletor de distribuição 128 e do conduto de retorno de fluido 114.
[031] Com referência ainda sendo feita à figura 3, e com referência adicional sendo feita às figuras 4-4c, é visto que as interfaces de dosagem 170, 172, associadas operacional mente e de forma fluídica com as estações de dosagem 130, 132, são adaptadas para serem montadas no elemento de parede superior ou de topo 194 do coletor de distribuição 128, e que as interfaces de dosagem 174, 176, associadas operacional mente e de forma fluídica com as estações de dosagem 134, 136, são adaptadas para serem montadas no elemento de parede dianteira 196 do coletor de distribuição 128. Além do mais, como pode ser mais bem percebido e en tendido a partir das figuras 4-4c, as diferentes passagens de fornecimento de fluido e de retorno de fluido de adesivo de fusão ou outro material termoplástico, definidas internamente no coletor de distribuição 128 e resultando na direção e para longe das interfaces de dosagem 170, 172, 174, 176, e os conjuntos de bombas de engrenagem de dosagem 146, 148, 150, 152 conectadas operacionalmente e de forma fluídica a elas, serão agora revelados e descritos. Mais particularmente, como pode ser percebido a partir das figuras 4, 4a e 4c, assim como da figura 3, o conduto de fornecimento de fluido 112 conectado fluidicamente ao elemento de parede dianteira 110 da montagem de tanque modular 102, e se estendendo para fora dele, é conectado operacionalmente e de forma fluídica a uma parte inferior do elemento de parede traseira 198 do coletor de distribuição 128 por meio de uma porta de entrada 230. Uma primeira passagem horizontal de fornecimento de fluido orientada longitudinalmente 232 guia internamente no coletor de distribuição 128 a partir da porta de entrada 230, na direção do conduto de fornecimento de fluido 112, a fim de se conectar fluidicamente a uma primeira interface das interfaces de dosagem 174, 176 dispostas no elemento de parede dianteira 196 do coletor de distribuição 128, enquanto que uma primeira passagem de fornecimento de fluido orientada verticalmente 234, conectada fluidicamente ou interceptando a primeira passagem de fornecimento de fluido horizontal 232, se conecta fluidicamente a uma primeira interface das interfaces de dosagem 170, 172 dispostas no elemento de parede superior ou de topo do coletor de distribuição 128.
[032] Além do mais, uma segunda passagem horizontal de fornecimento de fluido orientada transversalmente 236, tal como visto na figura 4, interconecta fluidicamente a primeira passagem de fornecimento de fluido horizontal 232 a uma terceira passagem de fornecimento de fluido horizontal 238, a qual se estende substancialmente paralela à primeira passagem de fornecimento de fluido horizontal 232 e é vista na figura 4a, a fim de fornecer adesivo de fusão ou outro material termoplástico para uma segunda interface das interfaces de dosagem 174, 176 dispostas no elemento de parede dianteira 196 do coletor de distribuição 128, enquanto que uma segunda passagem de fornecimento de fluido orientada verticalmente 240, disposta substancialmente paralela à primeira passagem de fluido orientada verticalmente 234, é conectada fluidicamente ou intercepta a terceira passagem de fornecimento de fluido horizontal 238 a fim de fornecer adesivo de fusão ou outro material termoplástico para a segunda interface das interfaces de dosagem 170, 172 dispostas no elemento de parede superior ou de topo 194 do coletor de distribuição 128. Após ser conduzido ao longo das primeira e segunda passagens de fornecimento de fluido orientadas verticalmente 234, 240, o adesivo de fusão ou outro material termoplástico será efetivamente conduzido ao longo dos caminhos de fornecimento de fluido 178, 180, os quais também estão ilustrados esquematicamente na figura 3, a fim de entrar respectivamente nas interfaces de dosagem 170, 172, das quais o adesivo de fusão ou outro material termoplástico será então fornecido para as bombas de engrenagem de dosagem 146, 148 das estações de dosagem 130, 132. Caminhos de fluxo de fluido similares certamente são fornecidos em conexão ∞m o fornecimento do adesivo de fusão ou outro material termoplástico para as interfaces de dosagem 174, 176 e para as bombas de engrenagem de dosagem 150, 152 das estações de dosagem 134, 136.
[033] Em conexão com o retorno do adesivo de fusão ou outro material termoplástico das estações de dosagem 130, 132, 134, 136 de volta para o reservatório ou tanque de armazenamento de adesivo de fusão ou outro material termoplástico 126 da montagem de tanque modular 102, através do coletor de distribuição 128, referência às figuras 4, 4a, e 4b, assim como à figura 3, ilustra que, de uma maneira similar ao fornecimento do adesivo de fusão ou outro material termoplástico para o coletor de distribuição 128, o coletor de distribuição 128 é provido com várias passagens de fluido internas a fim de interconectar fluidicamente as interfaces de dosa- gem 170, 172, 174, 176 das estações de dosagem 130, 132, 134, 136 ao ∞nduto de retorno de fluido 114. Mais particularmente, é visto que o conduto de retorno de fluido 114 é conectado fluidicamente ao elemento de parede traseira 198 do coletor de distribuição 128, e se estende para fora dele, através de uma porta de saída de fluido 242, a fim de casar fluidicamente com a porta de entrada de fluido de retorno 116 da montagem de tanque modular 102. Uma primeira passagem de retorno de fluido orientada verticalmente 244 se estende para baixo dentro do coletor de distribuição 128 a partir de uma primeira interface das interfaces de dosagem 170, 172 dispostas no elemento de parede superior ou de topo 194 do coletor de distribuição 128, e uma primeira passagem horizontal de retorno de fluido orientada longitudinalmente 246 se estende internamente no coletor de distribuição 128 a partir de uma primeira interface das interfaces de dosagem 174, 176 dispostas no elemento de parede di-anteira 196 do coletor de distribuição. A primeira passagem de retorno de fluido orientada verticalmente 244 e a primeira passagem horizontal de retorno de fluido orientada longitudinalmente 246 se interceptam ou se fundem fluidicamente em uma segunda passagem de retorno de fluido orientada horizontalmente 248 que é conectada fluidicamente à porta de saída de fluido 242 e, tal como pode ser mais bem visto a partir da figura 4a, uma segunda passagem de retorno de fluido orientada verticalmente 250, conectada operacionalmente e de forma fluídica a uma segunda interface das interfaces de dosagem 170, 172, também é fornecida internamente no coletor de distribuição 128 a fim de se estender substancialmente paralela à primeira passagem de retorno de fluido orientada verticalmente 244 e para ser conectada fluidicamente à segunda passagem de retorno de fluido orientada horizontalmente 248 resultando na porta de saída de fluido 242. Além do mais, uma terceira passagem de retorno de fluido orientada horizontalmente 252 é fornecida para conectar fluidicamente a segunda interface das interfaces de dosagem 174, 176 à segunda passagem de retorno de fluido orientada horizontalmente 248 e à porta de saída de fluido 242 e, desta maneira, adesivo de fusão ou outro material termoplástico de retomo é capaz de ser enviado de volta para o reservatório ou tremonha de adesivo de fusão ou outro material termoplástico, a partir das estações de dosagem 130, 132, 134, 136, ao longo dos caminhos de retorno de fluido 186, 188, 190, 192, do coletor de distribuição 128 e do conduto de retorno de fluido 114.
[034] É para ser notado adicionalmente que na conexão com a pluralidade de interfaces fluídicas de fornecimento e de retorno definidas, por exemplo, entre a pluralidade de interfaces de dosagem 170, 172, 174, 176 e o coletor de distribuição 128, assim como a interface fluídica definida, por exemplo, entre o conduto de fornecimento de fluido 112 e o coletor de distribuição 128, e a interface fluídica definida, por exemplo, entre o conduto de retorno de fluido 114 e o coletor de distribuição 128, um par de válvulas de retenção dispostas opostamente é incorporado respectivamente ao coletor de distribuição 128 e à pluralidade de interfaces de dosagem 170, 172, 174, 176, nas junções de tais componentes, tal como ilustrado em 254, 256 na figura 4b e, de uma maneira similar, um par de válvulas de retenção dispostas opostamente é respectivamente incorporado ao coletor de distribuição 128 e aos condutos de fornecimento de fluido e de retorno de fluido 112, 114, nas junções de tais componentes, tal como ilustrado em 258, 260 nas figuras 4c e 4b, embora seja notado que somente as válvulas de retenção incorporadas ao coletor de distribuição 128 estejam ilustradas. Como resultado da presença de tais válvulas de retenção dispostas opostamente 254, 256, 258, 260, os vários componentes estruturais são capazes de ser separados uns dos outros sem qualquer descarga ou vazamento involuntário do adesivo de fusão ou outro material termoplástico através das interfaces anotadas. Também é notado que na conexão, por exemplo, com os condutos de fornecimento e de retorno de fluido 112, 114, tais condutos 112, 114 podem ser prontamente e de modo fácil conectados de forma fixável e que pode ser separada ao coletor de distribuição 128 e à montagem de tanque modular 102 por meio de encaixes rosqueados adequados ou coisa parecida.
[035] Com referência sendo feita agora à figura 5, e retornando efetivamente ou considerando-a em conjunto com a figura 2 revelando a segunda modalidade de sistema modular 200, detalhes estruturais internos adicionais da montagem de tanque modular 202, e sua conexão operativa e fluídica com a montagem de dosagem modular 204, serão discutidos agora. Mais particularmente, é visto que a montagem de tanque modular 202 tem a bomba primária 206 e um reservatório ou tre- monha de adesivo de fusão ou outro material termoplástico 226, similar ao reservatório ou tremonha de adesivo de fusão ou outro material termoplástico 126, disposto na mesma, e que a montagem de dosagem modular 204 tem um coletor de distribuição 228, similar ao coletor de distribuição 128, disposto na mesma. O reservatório ou tremonha de adesivo de fusão ou outro material termoplástico 226 contém um fornecimento de adesivo de fusão ou outro material termoplástico 262 dentro do mesmo, e a extremidade inferior ou parte de fundo do reservatório ou tremonha de adesivo de fusão ou outro material termoplástico 226 é efetivamente ∞m aberturas, tal como em 264, a fim de permitir que o adesivo de fusão ou outro material termoplástico fundido 262 descarregue para dentro de uma passagem de coleta orientada horizontalmente 266 que é conectada fluidicamente a uma passagem de fornecimento de bomba 268 que resulta na extremidade de entrada da bomba primária 206. A bomba primária 206 libera então o adesivo de fusão ou outro material termoplástico 262 para a sua passagem de saída de bomba 270 pela qual o adesivo de fusão ou outro material termoplástico 262 passa então através de um elemento de filtro- coador 272 a fim de remover partículas ou impurezas indesejáveis ou não necessárias deste.
[036] Após passar através do elemento de filtro-coador 272, o adesivo de fusão ou outro material termoplástico 262 entra então em uma primeira passagem de saída orientada horizontalmente 274, a qual é formada na região inferior do alo- jamento de bomba primária 276, e em uma segunda passagem de saída orientada horizontalmente 278 que é formada na região de base ou parte de alojamento de coletor inferior 279 do reservatório ou tremonha 226 e que é conectada fluidicamente ao coletor de distribuição 228 por meio de um par de válvulas de retenção dispostas opostamente 280, as quais podem ser similares às válvulas de retenção 258 indicadas anteriormente. O adesivo de fusão ou outro material termoplástico 262 é então conduzido através de uma passagem de fornecimento orientada verticalmente 282, a qual pode ser similar a qualquer uma das passagens de fornecimento orientadas verticalmente 234, 240, a fim de ser conduzido ao longo de um caminho de fornecimento de fluido 284, o qual pode ser similar a qualquer um dos caminhos de fornecimento de fluido 178, 180, resultando em interfaces de dosagem similares às interfaces de dosagem 170, 172. De uma maneira similar, adesivo de fusão ou outro material termoplástico 262 pode ser retornado, das interfaces de dosagem, para a pas-sagem de coleta 226 ao longo de um caminho de retorno de fluido 286, o qual pode ser similar a qualquer um dos caminhos de retorno de fluido 186, 188, de uma passagem de retorno orientada verticalmente 288 que pode ser similar a qualquer uma das passagens orientadas verticalmente 244, 250 e de um par de válvulas de retenção dispostas opostamente 290, as quais podem ser similares às válvulas de retenção 260 indicadas anteriormente.
[037] Continuando adicionalmente, a fim de prender fixamente de forma conjunta o coletor de distribuição 228 e a parte de alojamento de coletor inferior 279 do reservatório ou tremonha 226, em uma maneira fixável e que pode ser separada, montagens de prendedor adequadas, tais como, por exemplo, um par de montagens de prendedor giratório pode ser utilizado. Mais particularmente, tal como pode ser mais bem visto na figura 6, cada um do par de montagens de prendedor giratório compreende um par de blocos de montagem 292, 292, os quais são montados fixamente nos lados opostos da parte de alojamento de coletor inferior 279 do reservató rio ou tremonha 226, e um par de suportes de fixação, somente um dos quais está visível como em 294, montados nos lados opostos do coletor de distribuição 228. Cada um dos suportes de fixação 294 tem uma configuração transversal seccional substancialmente em forma de C, e cada um dos blocos de montagem 292, 292 é rosqueado internamente a fim de receber respectivamente um parafuso de ajuste ou de aperto rosqueado externamente 296, 296.
[038] Um elemento de aperto giratório ou articulado 298 é montado livremente de forma rotativa em cada um dos parafusos de ajuste ou de aperto 296 e, desta maneira, quando o coletor de distribuição 228 é para ser montado fixamente na parte de alojamento de coletor inferior 279 do reservatório ou tremonha 226 e conectado a ela, os elementos de aperto 298, 298 são dispostos inicialmente na sua posição destravada tal como ilustrado na figura 6. A parte de alojamento de coletor inferior 279 do reservatório ou tremonha 226, com os blocos de montagem 292, 292 e os elementos de aperto 298, 298 montados na mesma, é então, de fato, deslocada em uma direção paralela aos eixos geométricos longitudinais dos parafusos de ajuste ou de aperto 296, 296 de tal maneira que as partes ampliadas dos elementos de aperto 298, 298 passam através dos suportes de fixação em forma de C 294. Após se liberarem efetivamente dos suportes de fixação em forma de C 294, os elementos de aperto 298, 298 são então girados ou articulados em volta dos parafusos de ajuste ou de aperto 296, 296 por uma extensão angular de 180° e, subsequentemente, os parafusos de ajuste ou de aperto 296, 296 são apertados a fim de fazer com que as partes de alça projetantes dos elementos de aperto 298, 298 respectivamente encaixem de modo firme os suportes de fixação 294, fazendo assim com que a parte de alojamento de coletor inferior 279 do reservatório ou tremonha 226 e o coletor de distribuição 228 sejam encaixados firmemente um com o outro.
[039] Com referência sendo feita agora à figura 8, uma terceira modalidade de um sistema modular inédito e aperfeiçoado para a entrega de adesivo de fusão ou outros materiais termoplásticos, construída de acordo com os princípios e preceitos da presente invenção, e similar à segunda modalidade de sistema modular 200, tal como revelado nas figuras 2 e 5, exceto tal como será notado em seguida, é revelada e está indicada de uma maneira geral pelo número de referência 300. É para ser percebido que em virtude do fato de que esta terceira modalidade de sistema modular 300 é similar à segunda modalidade de sistema modular 200, tal como revelado nas figuras 2 e 5, uma discussão detalhada da terceira modalidade de sistema modular 300 será omitida para propósitos de brevidade, a revelação e descrição da mesma sendo restrita substancialmente às diferenças entre as segunda e terceira modalidades de sistema modular 200, 300. Além do mais, também é notado que em virtude da semelhança entre as segunda e terceira modalidade de sistema modular 200, 300, partes de componente da terceira modalidade de sistema modular 300 que correspondem às partes de componente da segunda modalidade de sistema modular 200 serão designadas por números de referência correspondentes, exceto que eles estarão dentro da série 300. Mais particularmente, uma das diferenças entre as segunda e terceira modalidades de sistema modular 200, 300 reside no fato de que, de acordo ∞m os princípios e preceitos da terceira modalidade de sistema modular 300, o tanque ou tremonha de adesivo de fusão ou outro termoplástico e a sua parte de alojamento de coletor associada operacionalmente, tal como revelado respectivamente em 226 e 279 na figura 5, foram efetivamente eliminados e, portanto, em vez da montagem de tanque modular 202, característica da segunda modalidade de sistema modular 200, a terceira modalidade de sistema modular 300 ∞mpreende uma montagem de bomba ou de fornecimento modular 303 dentro da qual a bomba primária 306 e o seu elemento de filtro-coador 372 são localizados. Ainda adicionalmente, também é para ser percebido que, de acordo com os princípios e preceitos da terceira modalidade de sistema modular 300, a montagem de dosagem modular 304 é fixada firmemente de forma direta à montagem de bomba modular 303 e for- ma efetivamente uma montagem integral com ela, e que a montagem de tanque modular, não mostrada, compreende agora uma entidade modular separada que pode ser instalada em uma localização distante da montagem de bomba modular. Desta maneira, os conceitos de modularidade, intercambialidade de partes de componente dependendo ou como uma função das várias necessidades ou exigências do usuário final ou cliente, são, portanto, aprimorados ainda adicionalmente.
[040] Com referência sendo feita agora à figura 9, uma quarta modalidade de um sistema modular inédito e aperfeiçoado para a entrega de adesivo de fusão ou outros materiais termoplásticos, construída de acordo com os princípios e preceitos da presente invenção, e similar à primeira modalidade de sistema modular 100, tal como revelado nas figuras 1 e 3, exceto tal como será notado em seguida, é revelada e está indicada de uma maneira geral pelo número de referência 400. É para ser percebido que em virtude do fato de que esta quarta modalidade de sistema modular 400 é similar à primeira modalidade de sistema modular 100, tal como revelado nas figuras 1 e 3, uma discussão detalhada da quarta modalidade de sistema modular 400 será omitida para propósitos de brevidade, a revelação e descrição da mesma estando restrita substancialmente às diferenças entre as quarta e primeira modalidades de sistema modular 400, 100. Além do mais, também é notado que em virtude da semelhança entre as quarta e primeira modalidades de sistema modular 400, 100, partes de componente da quarta modalidade de sistema modular 400 que correspondem às partes de componente da primeira modalidade de sistema modular 100 serão designadas por números de referência correspondentes, exceto que eles estarão dentro da série 400.
[041] Mais particularmente, uma das diferenças entre as quarta e primeira modalidades de sistema modular 400, 100 reside no fato de que, de acordo com os princípios e preceitos da quarta modalidade de sistema modular 400, uma ou mais, ou todas da pluralidade de estações de dosagem, tal como, por exemplo, a estação de dosagem 434, a qual pode ser similar à estação de dosagem 134 da primeira modalidade de sistema modular 100 tal como revelado na figura 3, podem de fato estar localizadas externamente e distantes da montagem de dosagem modular 404. Na conexão com a disposição externa da estação de dosagem 434 com relação à montagem de dosagem modular 404 e ao coletor de distribuição disposto internamente à mesma, mas não ilustrado na figura 9, a pluralidade de bombas de engrenagem de dosagem das outras estações de dosagem, disposta internamente à montagem de dosagem modular 404, mas também não ilustrada na figura 9, funcionará em um modo similar ao das estações de dosagem 130, 132, 136 da montagem de dosagem modular 104, tal como ilustrado na figura 3, em que tais estações de dosagem dispostas internamente à montagem de dosagem modular 404 terão suas saídas de fluido respectivamente conduzidas de forma fluídica para as portas de saída de fornecimento de fluido 420 definidas no elemento de parede dianteira 418 da montagem de dosagem modular 404. Desta maneira, uma pluralidade de mangueiras aplicadoras 422 pode ser respectivamente conectada de forma fluídica à pluralidade de portas de saída de fornecimento de fluido 420 para conduzir o adesivo de fusão ou outro material termoplástico para as cabeças aplicadoras ou coisa parecida.
[042] Entretanto, uma vez que, por exemplo, a estação de dosagem 434 é disposta externamente e distante da montagem de dosagem modular 404, as portas de saída de fornecimento de fluido, as quais normalmente seriam definidas no elemento de parede dianteira 418 da montagem de dosagem modular 404 como resultado de serem respectivamente conectadas de forma fluídica e associadas com as saídas de bomba de engrenagem de dosagem da estação de dosagem 434, não são de fato definidas ou fornecidas no elemento de parede dianteira 418 da montagem de dosagem modular 404, mas, ao contrário, o adesivo de fusão ou outro material termoplástico será encaminhado internamente no coletor de distribuição disposto na montagem de dosagem modular 404 e liberado para a estação de dosagem localizada externamente e de forma remota 434 através de uma porta de fornecimento de saída 421 definida no elemento de parede dianteira 418 da montagem de dosagem modular 404 e conduzido ao longo de um caminho de fornecimento de fluido de adesivo de fusão ou outro material termoplástico 482, o qual é similar ao caminho de fornecimento de fluido de adesivo de fusão ou outro material termoplástico 182 tal como revelado na figura 3 e que também pode ser similar em estrutura ao conduto de fornecimento de fluido 412. De uma maneira similar, adesivo de fusão ou outro material termoplástico, sendo conduzido da estação de dosagem externa remota 434 de volta para a montagem de dosagem modular 404 e para o coletor de distribuição disposto na mesma, será conduzido ao longo de um caminho de retorno de fluido de adesivo de fusão ou outro material termoplástico 490 que é similar ao caminho de retorno de fluido de adesivo de fusão ou outro material termoplástico 190 tal como revelado na figura 3, para entrar em uma porta de entrada de retorno 423 definida no elemento de parede dianteira 418 da montagem de dosagem modular 404 a fim de ser conduzido de volta ao coletor de distribuição disposto na montagem de dosagem modular 404, e o qual pode ser similar em estrutura ao conduto de retorno de fluido 414.
[043] Com referência sendo feita agora à figura 10, uma quinta modalidade de um sistema modular inédito e aperfeiçoado para a entrega de adesivo de fusão ou outros materiais termoplásticos, construída de acordo com os princípios e preceitos da presente invenção, e similar às primeira e quarta modalidades de sistema modular 100, 400 tal como revelado nas figuras 1 e 3, e 9, exceto tal como será notado em seguida, é revelada e está indicada de uma maneira geral pelo número de referência 500. É para ser percebido que em virtude do fato de que esta quinta modalidade de sistema modular 500 é similar às primeira e quarta modalidades de sistema modular 100, 400 tal como revelado nas figuras 1 e 3, e 9, uma discussão de talhada da quinta modalidade de sistema modular 500 será omitida para propósitos de brevidade, a revelação e descrição da mesma estando restrita substancialmente às diferenças entre as quinta e primeira ou quarta modalidades de sistema modular 500, 100, 400. Além do mais, também é notado que em virtude da semelhança entre as quinta e primeira ou quarta modalidades de sistema modular 500, 100, 400, partes de componente da quinta modalidade de sistema modular 500 que correspondem às partes de componente da primeira ou da quarta modalidade de sistema modular 100, 400 serão designadas por números de referência correspondentes, exceto que eles estarão dentro da série 500.
[044] Mais particularmente, uma das diferenças entre as quinta e primeira ou quarta modalidades de sistema modular 500, 100, 400 reside no fato de que, em vez de todas as estações de dosagem 130, 132, 134, 136 serem localizadas internamente à montagem de dosagem modular 104 tal como revelado na primeira modalidade de sistema modular 100 ilustrada nas figuras 1 e 3, e em vez de uma ou mais das estações de dosagem serem localizadas externamente à montagem de dosagem modular 404 tal como foi revelado na quarta modalidade de sistema modular 400 ilustrada em 434 na figura 9, de acordo com os princípios e preceitos da quinta modalidade de sistema modular 500, uma ou mais, mas não todas as estações de dosagem, similares às estações de dosagem 130, 132, 136 localizadas internamente à montagem de dosagem modular 104 da primeira modalidade de sistema modular 100 revelada nas figuras 1 e 3, podem ser, por exemplo, localizadas de forma similar internamente à montagem de dosagem modular 504, enquanto que concomitantemente, por exemplo, uma ou mais das estações de dosagem, similares à estação de dosagem 434 conectada operacionalmente e de forma fluídica à montagem de dosagem modular 404 da quarta modalidade de sistema modular 400 revelada na figura 9, podem ser efetivamente removidas da montagem de dosagem modular 504 e substituídas, por exemplo, por uma segunda montagem de dosagem modular 505, a qual aloja internamente um segundo conjunto ou disposição de estações de dosagem, não mostrado, mas similar ao primeiro conjunto ou disposição de estações de dosagem 130, 132, 134, 136 disposto internamente à primeira montagem de dosagem modular 504, de tal maneira que as primeira e segunda montagens de dosagem modular 504, 505 são conectadas fluidicamente de forma conjunta em uma maneira serial.
[045] Mais especificamente, em virtude do fato de que, por exemplo, a estação de dosagem, normalmente disposta internamente à montagem de dosagem modular 504 e similar, por exemplo, à estação de dosagem 134 ou 434, foi efetivamente substituída pela segunda montagem de dosagem modular 505 que fica localizada extemamente e distante da primeira montagem de dosagem modular 504, as portas de saída de fornecimento de fluido, as quais normalmente seriam definidas no elemento de parede dianteira 518 da primeira montagem de dosagem modular 504 como resultado de serem respectivamente conectadas de forma fluídica e associadas com as saídas de bomba de engrenagem de dosagem da estação de dosagem 134 ou 434, não são de fato definidas ou fornecidas no elemento de parede dianteira 518 da primeira montagem de dosagem modular 504, mas, ao contrário, o adesivo de fusão ou outro material termoplástico será encaminhado internamente no coletor de distribuição disposto na primeira montagem de dosagem modular 504 e liberado para a segunda montagem de dosagem modular localizada externamente e de forma remota 505 através de uma porta de saída de fornecimento de fluido 509, similar à porta de saída de fornecimento de fluido 508, definida no elemento de parede dianteira 518 da primeira montagem de dosagem modular 504 e conduzido ao longo de um conduto de fornecimento de fluido 513 similar ao conduto de fornecimento de fluido 512. De uma maneira similar, adesivo de fusão ou outro material termoplástico, sendo conduzido da segunda montagem de dosagem modular 505 de volta para a primeira montagem de dosagem modular 504 e para o coletor de distribuição dis posto na mesma, será conduzido ao longo de um conduto de retomo de fluido 515, similar ao conduto de retorno de fluido 514, para entrada em uma porta de entrada de fluido de retorno 517, similar à porta de entrada de fluido de retorno 516, também definida no elemento de parede dianteira 518 da primeira montagem de dosagem modular 504 a fim de ser conduzido de volta ao coletor de distribuição disposto na primeira montagem de dosagem modular 504. Ainda também adicionalmente, também é para ser percebido que uma pluralidade de portas de saída de fornecimento de fluido 521, similares às portas de saída de fornecimento de fluido 120, 420, é definida no elemento de parede dianteira 519 da segunda montagem de dosagem modular 505, e que uma pluralidade de mangueiras aplicadoras 523, similares às mangueiras aplicadoras 122, 422, é adaptada para ser respectivamente conectada de forma fluídica à pluralidade de portas de saída de fornecimento de fluido 521. Desta maneira, de acordo com os princípios e preceitos da quinta modalidade de sistema modular 500 da presente invenção, pode ser percebido que uma pluralidade de montagens de dosagem modular pode ser conectada em série conjuntamente, dispostas em diferentes localizações remotas uma em relação à outra, e por sua vez, também permitem que diferentes conjuntos ou disposições de estações de dosagem, e seus aplicadores ou coisa parecida associados operacionalmente, sejam igualmente localizados em diferentes localizações remotas.
[046] Com referência por fim sendo feita às figuras 11-13, foi notado anteriormente que em virtude do fato, por exemplo, de que os vários dispositivos de dosagem ou componentes de cabeça aplicadora poderem ser localizados em localizações diferentes e distantes de fonte de fluido de pressão relativamente alta, então é para ser percebido que os fluxos individuais de fluido de pressão relativamente baixa, sendo conduzidos na direção de tais cabeças aplicadoras ou dispositivos de dosagem remotos, necessariamente exigirão diferentes parâmetros ou valores de pressão de fluido e, além disso, que tais parâmetros ou valores de pressão de fluido necessariamente necessitarão ser controlados independentemente. De acordo então com princípios e preceitos adicionais da presente invenção, um sistema de controle de pressão de fluido de circuito fechado inédito e aperfeiçoado, o qual foi desenvolvido para monitorar efetivamente tais fluxos de fluido de pressão relativamente baixa e para ajustar e controlar independentemente os parâmetros ou valores de pressão dos mesmos a fim de manter de fato os níveis desejados de pressão de fluido tal como podem ser exigidos, é revelado na figura 11 e está indicado de uma maneira geral pelo número de referência 600. É para ser notado que tal sistema de controle de pressão de fluido de circuito fechado 600 é para ser usado em conjunto com um sistema modular, tal como, por exemplo, o sistema modular 100 tal como revelado nas figuras 1, 3, e 4-4c e, desta maneira, alguns dos componentes estruturais do sistema de controle de pressão de fluido de circuito fechado 600 que correspondem aos componentes estruturais do sistema modular 100 foram designados por números de referência correspondentes.
[047] Mais particularmente, tal como ilustrado na figura 11, a bomba primária 106, disposta dentro do módulo de tanque 102, compreende, por exemplo, uma bomba de pistão que é adaptada para extrair fluido do tanque ou reservatório de fornecimento 126 e para pressurizar o mesmo de tal maneira que a pressão de fluido do fluido extraído, o qual é para ser fornecido para o módulo ou coletor de distribuição 128 através do conduto de fornecimento de fluido 112, é convertida efetivamente de um valor de pressão de tanque PT em um valor de pressão de linha relativamente alto PH. Além do mais, uma válvula de alívio de pressão controlada por ar RV-602 interconecta fluidicamente o conduto de fornecimento de fluido 112 e o conduto de retorno de fluido 114 a fim de aliviar efetivamente a pressão dentro do conduto de fornecimento de fluido 112, para o conduto de retorno de fluido 114, sob condições de sobrepressão, o nível de alívio de pressão no qual a válvula de alívio de pressão RV-602 abrirá e conectará fluidicamente o conduto de fornecimento de fluido 112 ao conduto de retorno de fluido 114 sendo controlado ou estabelecido por meio de ar de controle comprimido conectado fluidicamente à válvula de alívio de pressão RV-602 através de uma porta de entrada de ar de controle 604. Ainda adicionalmente, tal como foi notado anteriormente, o módulo de distribuição 128 recebe fluido de alta pressão PH proveniente do módulo de tanque 102 e é adaptado para distribuir o mesmo para um ou mais dos dispositivos de dosagem ou cabeças aplicadoras 130, 132, 134, 136 através das linhas, condutos ou passagens de fornecimento de fluido 234, 240, 236/238, 232. Entretanto, o fluido de pressão de linha alta sendo conduzido para dentro do módulo de distribuição 128 a partir do módulo de tanque 102 deve ser reduzida e controlada independentemente de modo variado para diferentes níveis ou valores de pressão de trabalho P1-P4 para cada um dos dispositivos de dosagem ou cabeças aplicadoras 130, 132, 134, 136.
[048] Portanto, de acordo com os princípios e preceitos da presente invenção, uma pluralidade de válvulas redutoras de pressão PRV1-606, PRV2-608, PRV3-610, PRV4-612 é disposta dentro do módulo de distribuição 128 a fim de serem respectivamente conectadas de forma fluídica às linhas, condutos ou passagens de fornecimento de fluido 232, 234, 238, 240 e aos condutos, linhas ou passagens de retorno de fluido 252, 246, 250, 244. É enfatizado especificamente que cada uma da pluralidade de válvulas redutoras de pressão PRV1-606, PRV2-608, PRV3-610, PRV4-612 é adaptada para ser operada independentemente e controlada de forma ajustável de maneira que o adesivo de fusão ou outros materiais fluídicos termoplásticos sendo conduzidos para cada um dos dispositivos de dosagem ou cabeças apli-cadoras 136, 134, 132, 130 pode ter diferentes valores de pressão de trabalho. As válvulas redutoras de pressão PRV1-606, PRV2-608, PRV3-610, PRV4-612 são adaptadas para serem controladas por meio de pressão de ar e, portanto, a ajustes de pressão de fluido ou valores de pressão de trabalho são diretamente proporcionais à pressão de ar aplicada a cada uma das válvulas redutoras de pressão PRV1- 606, PRV2-608, PRV3-610, PRV4-612. Desta maneira, é visto que cada uma da pluralidade de válvulas redutoras de pressão PRV1-606, PRV2-608, PRV3-610, PRV4- 612 tem respectivamente um transdutor de pressão de ar variável IP1-614, IP2-616, IP3-618, IP4-620 associado operacionalmente com ela e conectado fluidicamente a ela através das linhas de entrada de ar de controle 622, 624, 626, 628, e que os transdutores de pressão de ar variável IP1-614, IP2-616, IP3-618, IP4-620 são respectivamente conectados de forma fluídica a uma fonte de pressão de ar de fornecimento 630 através de uma linha de fluido 632 a fim de serem providos com ar de controle.
[049] Ainda também adicionalmente, cada uma das linhas, condutos, ou passagens de entrada ou de fornecimento de fluido 232, 238, 240, 234, resultando respectivamente nos dispositivos de dosagem ou cabeças aplicadoras 136, 134, 132, 130, tem um transdutor de pressão XD1-634, XD2-636, XD3-638, XD4-640 conectado operacionalmente e de forma fluídica a ela a fim de perceber ou detectar respectivamente os valores de pressão de trabalho prevalecentes P1, P2, P3, P4 dentro das linhas, condutos, passagens de entrada ou de fornecimento de fluido 232, 238, 240, 234. Além do mais, é visto que a pluralidade de transdutores de pressão XD1-634, XD2-636, XD3-638, XD4-640 é conectada de forma operacional respectivamente a uma pluralidade de controladores eletrônicos CTRL1-642, CTRL2- 644, CTRL3-646, CTRL4-648 por meio das linhas de sinal 650, 652, 654, 656 a fim de transportar respectivamente os valores de pressão de trabalho detectados ou percebidos P1, P2, P3, P4 para os controladores eletrônicos CTRL1-642, CTRL2- 644, CTRL3-646, CTRL4-648 e, por sua vez, a pluralidade de controladores eletrônicos CTRL 1-642, CTRL2-644, CTRL3-646, CTRL4-648 é adaptada para ser conectada respectivamente à pluralidade de transdutores de pressão de ar variável IP1-614, IP2-616, IP3-618, IP4-620 através das linhas de sinal adequadas 658, 660, 662, 664. Também ainda adicionalmente, a pluralidade de controladores eletrônicos CTRL1-642, CTRL2-644, CTRL3-646, CTRL4-648 também é adaptada para ser conectada respectivamente a um controlador de sistema, compreendendo, por exemplo, um controlador lógico programável PLC-666, através das linhas de sinal 668, 670, 672, 674.
[050] Desta maneira, a pluralidade de transdutores de pressão XD1-634, XD2-636, XD3-638, XD4-640 perceberá ou detectará respectivamente os valores de pressão de trabalho prevalecentes P1, P2, P3, P4 dentro das linhas, condutos, ou passagens de entrada ou de fornecimento de fluido 232, 238, 240, 234, e sinais, correspondendo a tais valores de pressão de trabalho P1, P2, P3, P4, serão respectivamente transmitidos para os controladores eletrônicos CTRL1-642, CTRL2-644, CTRL3-646, CTRL4-648 através das linhas de sinal 650, 652, 654, 656. Por sua vez, os controladores eletrônicos CTRL1-642, CTRL2-644, CTRL3-646, CTRL4-648 se comunicarão com o controlador lógico programável PLC-666, através das linhas de sinal 668, 670, 672, 674, o qual tem, por exemplo, os valores de pressão de trabalho desejados ou predeterminados P1, P2, P3, P4 armazenados no mesmo e, desta maneira, sinais adequados serão transmitidos de volta respectivamente pelo controlador lógico programável PLC-666 para os controladores eletrônicos individuais CTRL1-642, CTRL2-644, CTRL3-646, CTRL4-648, através das linhas de sinal 668, 670, 672, 674, de maneira que a pluralidade de controladores eletrônicos CTRL1- 642, CTRL2-644, CTRL3-646, CTRL4-648 pode controlar respectivamente e de forma independente a pluralidade de transdutores de pressão de ar variável IP1-614, IP2-616, IP3-618, IP4-620 para controlar respectivamente de forma individual e independente a pluralidade de válvulas redutoras de pressão PRV1-606, PRV2-608, PRV3-610, PRV4-612, por meio da pluralidade de linhas de entrada de ar de controle 622, 624, 626, 628, a fim de, por sua vez, ajustar ou manter os valores de pressão de trabalho P1, P2, P3, P4 para ou nos níveis desejados tal como pode ser exigido. Desta maneira, por meio do sistema de monitoramento de circuito fechado indicado anteriormente, os vários valores ou parâmetros de pressão de trabalho diferentes P1, P2, P3, P4 associados respectivamente com os dispositivos de dosagem ou cabeças aplicadoras 136, 134, 132, 130 podem ser ajustados e controlados independentemente tal como necessário.
[051] Continuando adicionalmente, e com referência sendo feita às figuras 12 e 13, a estrutura específica característica de cada uma da pluralidade de válvulas redutoras de pressão PRV1-606, PRV2-608, PRV3-610, PRV4-612 será discutida agora, com a válvula redutora de pressão PRV1-606 sendo exemplar. Mais particularmente, é visto que a válvula redutora de pressão PRV1-606 compreende um alojamento de cilindro 676, e um pistão de controle de pressão 678 é adaptado para ser móvel reciprocamente dentro de uma câmara de ar de controle 680 definida na região superior do alojamento de cilindro 676. Uma tampa de cilindro 682 é presa fixamente dentro da parte de extremidade superior do alojamento de cilindro 676 por meio de uma pluralidade de prendedores de parafuso 684 a fim de fechar ou definir a câmara de ar de controle interna 680, e a tampa de cilindro 682 é provida com um elemento de vedação com anel-0 anular 686 a fim de fornecer selagem fluídica entre o alojamento de cilindro 676 e a tampa de cilindro 682. Também é visto que a tampa de cilindro 682 é provida com uma porta de entrada de ar de controle localizada centralmente 688 a fim de admitir ar de controle para dentro da câmara de ar de controle 680 proveniente da linha de entrada de ar de controle 622, e é visto que uma mola de retorno de pistão 690 é colocada entre uma parte de ressalto anular 692 do alojamento de cilindro 676 e uma parte de superfície inferior do pistão de controle de pressão 678 a fim de polarizar normalmente o pistão de controle de pressão 678 na direção ascendente contra a força de predisposição orientada para baixo do ar de controle sendo conduzido para dentro da câmara de ar de controle 680 pela porta de entrada de ar de controle 688. A parte de extremidade superior do pistão de controle de pressão 678 é provida com um elemento de vedação anular 694 a fim de fornecer selagem fluídica entre a parte de superfície anular externa do pistão de controle de pressão 678 e a superfície de parede periférica interna da câmara de ar de controle 680 definida dentro do alojamento de cilindro 676, enquanto que a parte de extremidade inferior do pistão de controle de pressão 678 é provida integralmente com uma haste ou bastão de pistão orientado axialmente 696 que é adaptado para ser guiado reciprocamente dentro de um elemento de bucha de pistão 698 que é montado fixamente dentro do alojamento de cilindro 676.
[052] Um corpo de válvula de carretel 700 é montado fixamente dentro da parte de extremidade inferior do alojamento de cilindro 676, e uma válvula de carretel 702 é adaptada para ser móvel reciprocamente dentro do corpo de válvula de carretel 700. Uma bucha de válvula de carretel 704 é montada fixamente dentro do corpo de válvula de carretel 700 em uma parte substancialmente central de forma axial do mesmo, e um elemento de vedação com anel-0 anular 706 é disposto dentro da parte de superfície periférica externa da bucha de válvula de carretel 704 a fim de vedar fluidicamente a interface definida entre a bucha de válvula de carretel 704 e o corpo de válvula de carretel 700, enquanto que um elemento de vedação de carretel anular 708 é fornecido em uma parte de superfície interna periférica inferior da bucha de válvula de carretel 704 a fim de vedar fluidicamente a interface definida entre a bucha de válvula de carretel 704 e a válvula de carretel 702. A parte de extremidade inferior da haste ou bastão de pistão 696 tem um botão de desgaste 710 montado fixamente dentro da mesma a fim de fornecer uma interface operativa entre a haste ou bastão de pistão 696 e a parte de extremidade superior da válvula de carretel 702, assim a haste ou bastão de pistão 696, a qual é fabricada de um material de metal relativamente mais macio do que aquele do qual a válvula de carretel 702 é fabricada, pode ser efetivamente protegida, e também é visto que a válvula de carretel 702 tem um anel de batente anular 712 montado em uma região superior da mesma. Um elemento de retentor anular 714 é montado fixamente dentro de uma parte de extremidade superior do corpo de válvula de carretel 700, e é visto que o elemento de retentor anular 714 é provido com uma parte de ressalto anular interno 716.
[053] Desta maneira, pode ser prontamente percebido, quando comparando as figuras 12 e 13, que quando a válvula de carretel 702 é deslocada axialmente para baixo, como resultado do ar de controle sendo conduzido para dentro da câmara de ar de controle 680 agindo sobre o pistão de controle de pressão 678, e forçando assim a válvula de carretel 702 para ficar disposta na sua posição axial mais baixa tal como ilustrado na figura 12, o anel de batente anular 712 encaixará ou ficará assentado na parte de extremidade anular superior da bucha de válvula de carretel 704, enquanto que quando a válvula de carretel 702 é deslocada axialmente para cima, como resultado de uma elevação na pressão de trabalho P1 disposta dentro da linha de fluido conectada fluidicamente ao dispositivo de dosagem ou cabeça aplicadora 136, e forçando assim a válvula de carretel 702 para ficar disposta na sua posição axial mais superior, tal como ilustrado na figura 13, o anel de batente anular 712 encaixará a parte de ressalto anular interna 716 do elemento de retentor anular 714. Nota-se adicionalmente, na conexão ∞m as posições axiais mais inferior e mais superior indicadas anteriormente da válvula de carretel 702, que o corpo de válvula de carretel 700 é provido com as portas de entrada e de saída anulares inferior e superior espaçadas axialmente 718, 720, e que a parte tubular ou oca inferior da válvula de carretel 702 é de forma similar provida com as portas passantes inferior e superior espaçadas axialmente 722, 724 que se ∞municam fluidicamente com uma passagem orientada axialmente 726 que é definida dentro da parte tubular ou oca inferior da válvula de carretel 702 e que se comunica fluidicamente com uma porta de saída 728.
[054] Desta maneira, quando a válvula de carretel 702 está disposta na sua posição axial mais baixa tal como ilustrado na figura 12, as portas passantes superi- ores 724 serão bloqueadas, entretanto, as portas passantes inferiores 722 registrarão ou se comunicarão fluidicamente com as portas de entrada anulares inferiores 718 do corpo de válvula de carretel 700 a fim de permitir que adesivo de fusão ou outro material termoplástico que chega pela passagem de fornecimento de fluido 232 entre na passagem orientada axialmente 726 e seja conduzido para a porta de saída 728 e para o dispositivo de dosagem ou cabeça aplicadora 236. Portanto, pode ser percebido adicionalmente que dependendo de se as portas passantes inferiores 722 da válvula de carretel 702 estão ou não em registro total, ou comunicação completamente aberta, com as portas de entrada anulares inferiores 718 definidas dentro do corpo de válvula de carretel 700, ou se estão somente dispostas em regis-tro ou comunicação parcial com as portas de entrada anulares inferiores 718 do corpo de válvula de carretel 700, o que é uma função da disposição axial da válvula de carretel 702 com relação ao corpo de válvula de carretel 700 tal como determinada por meio da quantidade de ar conduzido para a porta de entrada de ar 688 pelo transdutor de pressão de ar variável IP1-614, a pressão do adesivo de fusão ou outro material termoplástico sendo conduzido através da válvula redutora de pressão PRV1-606 e, portanto, determinando a pressão de trabalho do fluido sendo conduzido na direção do dispositivo de dosagem ou cabeça aplicadora 136, pode ser desta maneira estrangulada e variada tal como pode ser desejado. De uma maneira similar, quando a válvula de carretel 702 é disposta na sua posição axial mais superior tal como ilustrado na figura 13, as portas passantes inferiores 722 da válvula de carretel 702 serão bloqueadas efetivamente, entretanto, as portas passantes superiores 724 da válvula de carretel 702 registrarão ou se comunicarão fluidicamente com as portas de entrada anulares superiores 720 do corpo de válvula de carretel 700 a fim de permitir que adesivo de fusão ou outro material termoplástico que chega, sendo retornado do dispositivo de dosagem ou cabeça aplicadora 236, seja conduzido para dentro da passagem orientada axialmente 726, através da porta de saída 728, e seja conduzido subsequentemente para a passagem de retomo de fluido 252 para retornar para o tanque ou reservatório de fornecimento 126.
[055] Assim, pode ser visto que de acordo ∞m os princípios e preceitos da presente invenção, um sistema modular inédito e aperfeiçoado para a entrega de adesivo de fusão ou outros materiais termoplásticos foi revelado em que, por exemplo, uma montagem de dosagem modular, tendo uma pluralidade de estações de dosagem de adesivo de fusão ou outro material termoplástico ∞ntida internamente na mesma, é capaz de ser montada de forma fixável e que pode ser separada, e conectada operacionalmente e de forma fluídica, a uma montagem modular de tanque ou de fornecimento de adesivo de fusão ou outro material termoplástico. Alternativamente, uma ou mais da pluralidade de estações de dosagem de adesivo de fusão ou outro material termoplástico podem ser dispostas externamente, e também conectadas operacionalmente e de forma fluídica em uma maneira fixável e que po-de ser separada à montagem de dosagem modular e, alternativamente ainda de forma adicional, uma ou mais montagens de dosagem modulares adicionais podem ser conectadas operacionalmente e de forma fluídica, em uma maneira fixável e que pode ser separada, à primeira ou montagem de dosagem modular original. Desta maneira, o sistema modular total apresenta versatilidade e flexibilidade aprimoradas a fim de acomodar efetivamente, ou permitir que sejam implementados, vários ou diferentes procedimentos de deposição ou aplicação de adesivo de fusão ou outro material termoplástico que podem ser exigidos por um usuário final ou cliente particular. Além do mais, também foi revelado um sistema de controle de pressão de fluido de circuito fechado, para controlar independentemente a pressão do adesivo de fusão ou outro material termoplástico sendo transportado para os dispositivos de dosagem, pelo qual as pressões de trabalho do adesivo de fusão ou outros materiais termoplásticos sendo transportados para cada um dos dispositivos de dosagem podem ter diferentes valores de pressão de trabalho tal como pode ser exigido.
[056] Obviamente, muitas variações e modificações da presente invenção são possíveis considerando os preceitos anteriores. Mais particularmente, várias permutações e combinações estruturais dos vários componentes de sistema, tal ramo foram revelados e ilustrados nas figuras de desenho indicadas anteriormente, também são possíveis. Por exemplo, embora todas as estações de dosagem 130, 132, 134, 136 da montagem de dosagem modular 104 tenham sido reveladas como estando localizadas internamente à sua montagem de dosagem modular 104 de acordo com os princípios e preceitos da primeira modalidade de sistema modular 100, tal como ilustrado nas figuras 1 e 3, embora uma ou mais das estações de dosagem, tal como, por exemplo, a estação de dosagem 434 da montagem de dosagem modular 404, tenham sido reveladas ramo estando localizadas externamente à sua montagem de dosagem modular 404 de acordo com os princípios e preceitos da quarta modalidade de sistema modular 400, tal como ilustrado na figura 9, e embora uma ou mais das estações de dosagem localizadas internamente à montagem de dosagem modular 504, de fato, tenham sido removidas da montagem de dosagem modular 504 e, de fato, tenham sido substituídas pela segunda montagem de dosagem modular 505, pode ser percebido adicionalmente ou previsto que uma ou mais das estações de dosagem de uma montagem de dosagem modular particular pode ficar localizada externamente à montagem de dosagem modular particular enquanto que, além disto, uma ou mais das outras estações de dosagem de tal montagem de dosagem modular particular podem ser removidas da montagem de dosagem modular particular e serem substituídas por uma outra montagem de dosagem modular conectada em série. Portanto, é para ser entendido que, dentro do escopo das reivindicações anexas, a presente invenção pode ser praticada de outro modo a não ser tal como descrito especificamente neste documento.
Claims (21)
1. Sistema de controle de pressão (600) para um sistema de fluxo de fluido (100), o dito sistema sendo um sistema de monitoramento de circuito fechado (600) compreendendo: uma fonte de fornecimento de fluido (102) para alojar um fornecimento (126) de fluido a ser conduzido para uma pluralidade de dispositivos (130, 132,134,136); uma pluralidade de dispositivos (130, 132, 134, 136) para receber o dito fluido proveniente da dita fonte de fornecimento de fluido (102); primeiros meios (106) para liberar o dito fluido da dita fonte de fornecimento de fluido (102) na direção da dita pluralidade de dispositivos (130, 132, 134, 136) a um valor de pressão de linha alta (PH) predeterminado; e segundos meios (606, 608, 610, 612) colocados fluidicamente entre os ditos primeiros meios (106) e a dita pluralidade de dispositivos (130, 132, 134, 136) para ajustar respectivamente e de forma independente o nível de pressão do dito fluido proveniente da dita fonte de fornecimento de fluido (102), CARACTERIZADO pelo dito valor de pressão de linha alta (PH) predeterminado, para valores de pressão de trabalho mais baixos (P1, P2, P3, P4) predeterminados, de tal maneira que o dito fluido conduzido para cada um da dita pluralidade de dispositivos (130, 132, 134, 136) pode ter um valor de pressão de trabalho mais baixo (P1, P2, P3, P4) diferente tal como pode ser exigido.
2. Sistema de controle de pressão de fluido (600), de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que: os ditos primeiros meios (106) para liberar o dito fluido da dita fonte de fornecimento de fluido (102) compreendem uma bomba de pistão (106); e os ditos segundos meios (606, 608, 610, 612) colocados fluidicamente entre a dita bomba de pistão (106) e a dita pluralidade de dispositivos (130, 132, 134, 136) compreendem uma pluralidade de válvulas redutoras de pressão (606, 608, 610, 612).
3. Sistema de controle de pressão de fluido (600), de acordo ∞m a reivindicação 2, CARACTERIZADO pelo fato de que: cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612) compreende um elemento de válvula de carretel (702) para controlar o fluxo do dito fluido proveniente da dita fonte de fornecimento de fluido (102) para um respectivo dispositivo da dita pluralidade de dispositivos (130, 132, 134, 136) a fim de estrangular efetivamente o fluxo do dito fluido proveniente da dita fonte de fornecimento de fluido (102) para o dito respectivo dispositivo da dita pluralidade de dispositivos (130, 132, 134, 136) e assim ajustar variavelmente o dito valor de pressão de linha alta (PH) predeterminado de acordo com os ditos valores de pressão de trabalho mais baixos (P1, P2, P3, P4) predeterminados.
4. Sistema de controle de pressão de fluido (600), de acordo ∞m a reivindicação 3, CARACTERIZADO pelo fato de que compreende adicionalmente: um cilindro (676) definido dentro de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612); um pistão (678) disposto dentro de cada cilindro (676) de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612) e conectado respectivamente de forma operacional ao dito elemento de válvula de carretel (702) de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612); uma câmara de ar de controle (680) definida dentro de cada um dos ditos cilindros (676) de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612); e meios de fornecimento de ar de controle (630, 622) conectados fluidicamente à dita câmara de ar de ∞ntrole (680) de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612) para fornecer ar de controle para dentro de cada uma das ditas câmaras de ar de controle a fim de controlar a disposição de cada um dos ditos pistões (678) dentro de cada um dos ditos cilindros (676) e, por sua vez, a disposição de cada um dos ditos elementos de válvula de carretel (702) dentro de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612) a fim de controlar de forma ajustável o dito valor de pressão de linha alta (PH) predeterminado de acordo com os ditos valores de pressão de trabalho mais baixos (P1, P2, P3, P4) predeterminados sendo conduzidos fluidicamente para cada um da dita pluralidade de dispositivos (130, 132, 134, 136).
5. Sistema de controle de pressão de fluido (600), de acordo ∞m a reivindicação 4, CARACTERIZADO pelo fato de que compreende adicionalmente: uma pluralidade de transdutores de pressão de ar (614, 616, 618, 620) colocados respectivamente entre os ditos meios de fornecimento de ar de controle (630) e válvulas individuais das ditas válvulas redutoras de pressão (606, 608, 610, 612) a fim de controlar respectivamente a entrada do dito ar de controle para cada uma das ditas câmaras de ar de controle (680) dos ditos cilindros (676) das ditas válvulas redutoras de pressão (606, 608, 610, 612).
6. Sistema de controle de pressão de fluido (600), de acordo com a reivindicação 5, CARACTERIZADO pelo fato de que compreende adicionalmente: uma pluralidade de transdutores de pressão (634, 636, 638, 640) conectados respectivamente a linhas de fluxo de fluido, interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136), para detectar os ditos valores de pressão de trabalho (P1, P2, P3, P4) característicos dos ditos fluidos conduzidos respectivamente através das ditas linhas de fluxo de fluido interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136).
7. Sistema de controle de pressão de fluido (600), de acordo ∞m a reivindicação 6, CARACTERIZADO pelo fato de que compreende adicionalmente: uma pluralidade de controladores eletrônicos (642, 644, 646, 648) colocados respectivamente entre a dita pluralidade de transdutores de pressão de ar (614, 616, 618, 620) e os ditos transdutores de pressão (634, 636, 638, 640) para controlar os ditos transdutores de pressão de ar (614, 616, 618, 620) a fim de, por sua vez, controlar as ditas válvulas redutoras de pressão (606, 608, 610, 612), em resposta aos ditos valores de pressão de trabalho (P1, P2, P3, P4), característicos dos ditos fluidos conduzidos respectivamente através das ditas linhas de fluxo de fluido interco- nectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136), detectados pela dita pluralidade de transdutores de pressão (634, 636, 638, 640).
8. Sistema de controle de pressão de fluido (600), de acordo com a reivindicação 7, CARACTERIZADO pelo fato de que compreende adicionalmente: um controlador lógico programável (PLC, 666) para receber primeiros sinais da dita pluralidade de controladores eletrônicos (642, 644, 646, 648), indicativos dos ditos valores de pressão de trabalho (P1, P2, P3, P4), respectivamente característicos dos ditos fluidos conduzidos respectivamente através das ditas linhas de fluxo de fluido interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136), tal como detectados pela dita pluralidade de transdutores de pressão (634, 636, 638, 640), e para enviar segundos sinais de volta para a dita pluralidade de controladores eletrônicos (642, 644, 646, 648) de maneira que a dita pluralidade de controladores eletrônicos (642, 644, 646, 648) pode controlar respectivamente a dita pluralidade de transdutores de pressão de ar (614, 616, 618, 620) a fim de controlar a entrada do dito ar de controle para cada uma das ditas câmaras de ar de controle (680) dos ditos cilindros (676) das ditas válvulas redutoras de pressão (606, 608, 610, 612) a fim de manter os ditos valores de pressão de trabalho (P1, P2, P3, P4), característicos respectivamente dos ditos fluidos conduzidos res-pectivamente através das ditas linhas de fluxo de fluido interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136), em valores desejados de forma predeterminada.
9. Sistema de controle de pressão de fluido (600), de acordo ∞m a reivindicação 7, CARACTERIZADO pelo fato de que: a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612), a dita pluralidade de transdutores de pressão (634, 636, 638, 640), a dita pluralidade de transdutores de pressão de ar (614, 616, 618, 620), a dita pluralidade de controladores eletrônicos (642, 644, 646, 648), e o dito controlador lógico programável (PLC, 666) conjuntamente compreendem um sistema de controle de pressão de circuito fechado.
10. Sistema de controle de pressão de fluido (600), de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que: a dita pluralidade de dispositivos (130, 132, 134, 136) ∞mpreende uma pluralidade de estações de dosagem de fluido (130, 132, 134, 136).
11. Sistema de controle de pressão de fluido (600), de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que: a dita pluralidade de dispositivos (130, 132, 134, 136) ∞mpreende uma pluralidade de cabeças aplicadoras (130, 132, 134, 136).
12. Sistema de controle de pressão de fluido (600), de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que: o dito sistema de controle de pressão de fluido (600) compreende um sistema para controlar o fluxo de adesivo de fusão na direção da dita pluralidade de dispositivos (130, 132, 134, 136).
13. Método para controlar independentemente as pressões de trabalho den- tro de linhas de fluido interconectando um fornecimento (126) de fluido a ser conduzido para uma pluralidade de dispositivos (130, 132, 134, 136), o método implementado pelo sistema de controle de pressão de fluido (600), conforme definido em qualquer uma das reivindicações 1 a 12, compreendendo as etapas de: fornecer uma fonte de fornecimento de fluido (102) para alojar um fornecimento (126) de fluido a ser conduzido para uma pluralidade de dispositivos (130, 132, 134, 136); fornecer uma pluralidade de dispositivos (130, 132, 134, 136) para receber o dito fluido proveniente da dita fonte de fornecimento de fluido (102); liberar o dito fluido da dita fonte de fornecimento de fluido (102) em direção à dita pluralidade de dispositivos (130, 132, 134, 136) a um valor de pressão de linha alta (PH) predeterminado; e colocar respectivamente dispositivos de redução de pressão (606, 608, 610, 612) entre a dita fonte de fornecimento de fluido (102) e a dita pluralidade de dispositivos (130, 132, 134, 136) para ajustar respectivamente e de forma independente o nível de pressão do dito fluido proveniente da dita fonte de fornecimento de fluido (102), CARACTERIZADO pelo dito valor de pressão de linha alta (PH) predeterminado, para valores de pressão de trabalho mais baixos (P1, P2, P3, P4) predeterminados, de tal maneira que o dito fluido conduzido para cada um da dita pluralidade de dispositivos (130, 132, 134, 136) pode ter um valor de pressão de trabalho mais baixo (P1, P2, P3, P4) diferente tal como pode ser exigido.
14. Método, de acordo com a reivindicação 13, CARACTERIZADO pelo fato de que compreende adicionalmente as etapas de: utilizar uma bomba de pistão (106) como a dita fonte de fornecimento de fluido (102); e utilizar uma pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) para ajustar respectivamente e de forma independente o nível de pressão do dito fluido proveniente da dita fonte de fornecimento de fluido (102), definido pelo dito valor de pressão de linha alta (PH) predeterminado, para os ditos valores de pressão de trabalho mais baixos (P1, P2, P3, P4) predeterminados de tal maneira que o dito fluido conduzido para cada um da dita pluralidade de dispositivos (130, 132, 134, 136) pode ter um valor de pressão de trabalho mais baixo (P1, P2, P3, P4) diferente tal como pode ser exigido.
15. Método, de acordo com a reivindicação 14, CARACTERIZADO pelo fato de que compreende adicionalmente a etapa de: fornecer um elemento de carretel (702) dentro de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612) para controlar o fluxo do dito fluido proveniente da dita fonte de fornecimento de fluido (102) para um respectivo dispositivo da dita pluralidade de dispositivos (130, 132, 134, 136) a fim de estrangular efetivamente o fluxo do dito fluido proveniente da dita fonte de fornecimento de fluido (102) para o dito respectivo dispositivo da dita pluralidade de dispositivos (130, 132, 134, 136) e assim ajustar variavelmente o dito valor de pressão de linha alta (PH) predeterminado de acordo com os ditos valores de pressão de trabalho mais baixos (P1, P2, P3, P4) predeterminados.
16. Método, de acordo com a reivindicação 15, CARACTERIZADO pelo fato de que compreende adicionalmente as etapas de: fornecer um cilindro (676) dentro de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612); dispor de forma móvel um pistão (678) dentro de cada cilindro (676) de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612) de tal maneira que cada um dos ditos pistões (678) é conectado respectivamente de forma operacional a um dos ditos elementos de válvula de carretel (702) dispostos dentro de cada uma das ditas válvulas redutoras de pressão (606, 608, 610,612); definir uma câmara de ar de controle (680) dentro de cada um dos ditos ci- lindros (676) de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612); e conectar fluidicamente um fornecimento de ar de controle (630) à dita câmara de ar de controle (680) de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612) para fornecer ar de controle para dentro de cada uma das ditas câmaras de ar de controle (680) a fim de controlar a disposição de cada um dos ditos pistões (678) dentro de cada um dos ditos cilindros (676) e, por sua vez, a disposição de cada um dos ditos elementos de válvula de carretel (702) dentro de cada uma das ditas válvulas redutoras de pressão (606, 608, 610, 612) a fim de controlar de forma ajustável o dito valor de pressão de linha alta (PH) predeterminado de acordo com os ditos valores de pressão de trabalho mais baixos (P1, P2, P3, P4) predeterminados sendo conduzidos fluidicamente para cada um da dita pluralidade de dispositivos (130, 132, 134, 136).
17. Método, de acordo com a reivindicação 16, CARACTERIZADO pelo fato de que compreende adicionalmente a etapa de: colocar respectivamente uma pluralidade de transdutores de pressão de ar (614, 616, 618, 620) entre o dito fornecimento de ar de controle (630) e válvulas individuais das ditas válvulas redutoras de pressão (606, 608, 610, 612) a fim de controlar respectivamente a entrada do dito ar de controle para cada uma das ditas câmaras de ar de controle (680) dos ditos cilindros (676) das ditas válvulas redutoras de pressão (606, 608, 610, 612).
18. Método, de acordo com a reivindicação 17, CARACTERIZADO pelo fato de que compreende adicionalmente a etapa de: conectar respectivamente uma pluralidade de transdutores de pressão (634, 636, 638, 640) às linhas de fluxo de fluido, interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136), para detectar os ditos valores de pressão de trabalho (P1, P2, P3, P4) característicos dos ditos fluidos conduzidos respectivamente através das ditas linhas de fluxo de fluido interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136).
19. Método, de acordo com a reivindicação 18, CARACTERIZADO pelo fato de que compreende adicionalmente a etapa de: colocar respectivamente uma pluralidade de controladores eletrônicos (642, 644, 646, 648) entre a dita pluralidade de transdutores de pressão de ar (614, 616, 618, 620) e os ditos transdutores de pressão (634, 636, 638, 640) para controlar os ditos transdutores de pressão de ar (614, 616, 618, 620) a fim de, por sua vez, controlar as ditas válvulas redutoras de pressão (606, 608, 610, 612), em resposta aos ditos valores de pressão de trabalho, característicos dos ditos fluidos conduzidos respectivamente através das ditas linhas de fluxo de fluido interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136), detectados pela dita pluralidade de transdutores de pressão (634, 636, 638, 640).
20. Método, de acordo com a reivindicação 19, CARACTERIZADO pelo fato de que compreende adicionalmente as etapas de: utilizar um controlador lógico programável (PLC, 666) para receber primeiros sinais da dita pluralidade de controladores eletrônicos (642, 644, 646, 648), indicativos dos ditos valores de pressão de trabalho (P1, P2, P3, P4), característicos respectivamente dos ditos fluidos conduzidos respectivamente através das ditas linhas de fluxo de fluido interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134, 136), tal como detectados pela dita pluralidade de transdutores de pressão (634, 636, 638, 640); e utilizar o dito controlador lógico programável (PLC, 666) para enviar segun dos sinais de volta para a dita pluralidade de controladores eletrônicos (642, 644, 646, 648) de maneira que a dita pluralidade de controladores eletrônicos (642, 644, 646, 648) pode controlar respectivamente a dita pluralidade de transdutores de pressão de ar (614, 616, 618, 620) a fim de controlar a entrada do dito ar de controle para cada uma das ditas câmaras de ar de controle (680) dos ditos cilindros (676) das ditas válvulas redutoras de pressão (606, 608, 610, 612) a fim de manter os ditos valores de pressão de trabalho (P1, P2, P3, P4), característicos respectivamente dos ditos fluidos conduzidos respectivamente através das ditas linhas de fluxo de fluido interconectando respectivamente de forma fluídica a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612) à dita pluralidade de dispositivos (130, 132, 134,136), em valores desejados de forma predeterminada.
21. Método, de acordo com a reivindicação 20, CARACTERIZADO pelo fato de que compreende adicionalmente a etapa de: interconectar operacionalmente a dita pluralidade de válvulas redutoras de pressão (606, 608, 610, 612), a dita pluralidade de transdutores de pressão (634, 636, 638, 640), a dita pluralidade de transdutores de pressão de ar (614, 616, 618, 620), a dita pluralidade de controladores eletrônicos (642, 644, 646, 648), e o dito controlador lógico programável (PLC, 666) conjuntamente a fim de compreender um sistema de controle de pressão de circuito fechado.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/705,060 | 2007-02-12 | ||
| US11/705,060 US7770760B2 (en) | 2007-02-12 | 2007-02-12 | Modular system for the delivery of hot melt adhesive or other thermoplastic materials |
| US11/727,211 US7874456B2 (en) | 2007-02-12 | 2007-03-23 | Modular system for delivering hot melt adhesive or other thermoplastic materials, and pressure control system therefor |
| US11/727,211 | 2007-03-23 | ||
| PCT/US2008/052921 WO2008100726A1 (en) | 2007-02-12 | 2008-02-04 | Modular system for delivering hot melt adhesive or other thermoplastic materials, and pressure control system therefor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0807901A2 BRPI0807901A2 (pt) | 2014-06-17 |
| BRPI0807901B1 true BRPI0807901B1 (pt) | 2020-11-17 |
Family
ID=39473369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0807901-3A BRPI0807901B1 (pt) | 2007-02-12 | 2008-02-04 | sistema de controle de pressão e método para controlar independentemente pressões de trabalho |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7874456B2 (pt) |
| EP (1) | EP2125529B1 (pt) |
| JP (2) | JP2010517764A (pt) |
| KR (1) | KR20090111835A (pt) |
| BR (1) | BRPI0807901B1 (pt) |
| ES (1) | ES2402314T3 (pt) |
| MX (1) | MX2009008586A (pt) |
| PL (1) | PL2125529T3 (pt) |
| RU (1) | RU2420437C1 (pt) |
| WO (1) | WO2008100726A1 (pt) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2945471B2 (ja) | 1989-03-24 | 1999-09-06 | 株式会社日立製作所 | 荷電ビーム用マスクおよびこれを用いた荷電ビーム露光方法および装置 |
| US7874456B2 (en) * | 2007-02-12 | 2011-01-25 | Illinois Tool Works Inc. | Modular system for delivering hot melt adhesive or other thermoplastic materials, and pressure control system therefor |
| US8707559B1 (en) | 2007-02-20 | 2014-04-29 | Dl Technology, Llc | Material dispense tips and methods for manufacturing the same |
| DE102008027259A1 (de) * | 2008-06-06 | 2009-12-17 | Focke & Co.(Gmbh & Co. Kg) | Verfahren und Vorrichtung zur Herstellung von Zigarettenpackungen |
| EP2145695A1 (de) * | 2008-07-14 | 2010-01-20 | Sika Technology AG | Vorrichtung zur Klebstoffapplikation |
| US8864055B2 (en) | 2009-05-01 | 2014-10-21 | Dl Technology, Llc | Material dispense tips and methods for forming the same |
| DE102009029821A1 (de) | 2009-06-18 | 2010-12-23 | Focke & Co.(Gmbh & Co. Kg) | Verfahren zum Betreiben eines Beleimungssystems |
| US9186695B2 (en) | 2010-04-01 | 2015-11-17 | B&H Manufacturing Company, Inc. | Extrusion application system |
| GB2489666A (en) * | 2011-03-24 | 2012-10-10 | Rolls Royce Plc | Application of treatment fluids to components |
| US9061316B2 (en) * | 2011-10-28 | 2015-06-23 | Nordson Corporation | Mountable device for dispensing heated adhesive |
| US9725225B1 (en) * | 2012-02-24 | 2017-08-08 | Dl Technology, Llc | Micro-volume dispense pump systems and methods |
| US9126751B2 (en) * | 2012-06-15 | 2015-09-08 | Illinois Tool Works Inc. | Hot melt adhesive dispensing system including adhesive cut-off module |
| US9296009B2 (en) * | 2012-07-13 | 2016-03-29 | Nordson Corporation | Adhesive dispensing system having metering system including variable frequency drive and closed-loop feedback control |
| JP6509325B2 (ja) * | 2014-04-25 | 2019-05-08 | ビューラー・アクチエンゲゼルシャフトBuehler AG | 差し込み結合部を備える注入機械 |
| US9639094B2 (en) * | 2014-11-12 | 2017-05-02 | Michael D. Palmer | Electronic pneumatic pressure controller |
| US10605274B2 (en) * | 2015-06-09 | 2020-03-31 | Festo Ag & Co. Kg | Valve arrangement |
| WO2018048970A1 (en) * | 2016-09-08 | 2018-03-15 | Nordson Corporation | Remote metering station |
| CN109843450B (zh) * | 2016-09-08 | 2022-03-18 | 诺信公司 | 用于活性粘合剂再循环控制的系统和方法 |
| WO2020097354A2 (en) * | 2018-11-09 | 2020-05-14 | Illinois Tool Works Inc. | Modular fluid application device for varying fluid coat weight |
| US11746656B1 (en) | 2019-05-13 | 2023-09-05 | DL Technology, LLC. | Micro-volume dispense pump systems and methods |
| US12103033B2 (en) * | 2019-09-20 | 2024-10-01 | Nordson Corporation | Modular adhesive dispensing device |
| ES3013869T3 (en) | 2019-09-20 | 2025-04-15 | Nordson Corp | Air pressure control in a hot melt liquid dispensing system |
| AU2021352379A1 (en) | 2020-09-29 | 2023-05-04 | C3 Corporation | Hotmelt application system and process |
| CN115318551B (zh) * | 2021-05-11 | 2024-03-29 | 三赢科技(深圳)有限公司 | 一种点胶装置 |
| US20250161973A1 (en) * | 2023-10-20 | 2025-05-22 | Illinois Tool Works Inc. | Modular delivery system and method for an adhesive or thermoplastic material |
| ES3053845A1 (es) * | 2024-07-05 | 2026-01-27 | Focke Meler Gluing Solutions S A | Sistema de monitorizacion y control, y maquina para instalaciones de aplicacion de adhesivo foamizado |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3827603A (en) * | 1972-06-01 | 1974-08-06 | Nordson Corp | Thermoplastic applicator system in which the pump back-pressure controls the dispensing outlet |
| US4408562A (en) * | 1981-12-21 | 1983-10-11 | Mactron, Inc. | Apparatus for applying a coating to a moving surface |
| US4787332A (en) * | 1986-02-12 | 1988-11-29 | Robotics, Inc. | Adhesive dispensing pump control system |
| US4682710A (en) * | 1986-04-15 | 1987-07-28 | Nordson Corporation | Multi-station viscous liquid distribution system |
| JPH067364Y2 (ja) * | 1986-07-04 | 1994-02-23 | 日産自動車株式会社 | 圧力制御弁 |
| US4988015A (en) * | 1986-10-30 | 1991-01-29 | Nordson Corporation | Method for dispensing fluid materials |
| JPH0454858Y2 (pt) * | 1986-11-26 | 1992-12-22 | ||
| FR2659418B1 (fr) * | 1990-03-09 | 1992-07-10 | Fmc Europe | Installation de connexion selective temporaire a entrees et sorties de fluide multiples. |
| JPH09133103A (ja) * | 1995-11-09 | 1997-05-20 | Kayaba Ind Co Ltd | 油圧制御装置 |
| US5605720A (en) * | 1996-04-04 | 1997-02-25 | J & M Laboratories Inc. | Method of continuously formulating and applying a hot melt adhesive |
| CN100528559C (zh) | 1996-04-19 | 2009-08-19 | 松下电器产业株式会社 | 叠层式光盘制造方法及其装置 |
| US5893490A (en) * | 1997-01-27 | 1999-04-13 | Ingersoll-Rand Company | Hose mount for robot arm dispenser system |
| US5979794A (en) * | 1997-05-13 | 1999-11-09 | Ingersoll-Rand Company | Two-part stream dispensing for high viscosity materials |
| US6210141B1 (en) | 1998-02-10 | 2001-04-03 | Nordson Corporation | Modular die with quick change die tip or nozzle |
| US6296463B1 (en) | 1998-04-20 | 2001-10-02 | Nordson Corporation | Segmented metering die for hot melt adhesives or other polymer melts |
| US6422428B1 (en) * | 1998-04-20 | 2002-07-23 | Nordson Corporation | Segmented applicator for hot melt adhesives or other thermoplastic materials |
| US6171089B1 (en) | 1998-05-12 | 2001-01-09 | Parker-Hannifin Corporation | External gear pump with drive gear seal |
| US6089413A (en) * | 1998-09-15 | 2000-07-18 | Nordson Corporation | Liquid dispensing and recirculating module |
| WO2000032318A1 (en) * | 1998-12-03 | 2000-06-08 | Nordson Corporation | Hot melt material application system with high temperature pressure monitoring and heated recirculating manifolds |
| US6517891B1 (en) | 2000-10-31 | 2003-02-11 | Nordson Corporation | Control system for metering pump and method |
| WO2002043878A1 (de) | 2000-12-01 | 2002-06-06 | Henkel Kommanditgesellschaft Auf Aktien | Vorrichtung zum geregelten auftragen von kleb- und/oder dichtstoffen |
| US6814310B2 (en) * | 2002-11-26 | 2004-11-09 | Nordson Corporation | Metered liquid dispensing system |
| US6688498B1 (en) | 2002-12-12 | 2004-02-10 | Illinois Tool Works Inc. | Hot melt adhesive supply system with independent gear pump assemblies |
| EP1437303B2 (de) * | 2003-01-08 | 2012-12-12 | Focke & Co. (GmbH & Co. KG) | Verfahren und Vorrichtung zum Beleimen von Verpackungsmaterial |
| US20050242108A1 (en) | 2004-04-30 | 2005-11-03 | Nordson Corporation | Liquid dispenser having individualized process air control |
| US7874456B2 (en) * | 2007-02-12 | 2011-01-25 | Illinois Tool Works Inc. | Modular system for delivering hot melt adhesive or other thermoplastic materials, and pressure control system therefor |
| US7770760B2 (en) * | 2007-02-12 | 2010-08-10 | Illinois Tool Works Inc. | Modular system for the delivery of hot melt adhesive or other thermoplastic materials |
-
2007
- 2007-03-23 US US11/727,211 patent/US7874456B2/en active Active
-
2008
- 2008-02-04 KR KR1020097016565A patent/KR20090111835A/ko not_active Ceased
- 2008-02-04 EP EP20080728933 patent/EP2125529B1/en active Active
- 2008-02-04 JP JP2009549191A patent/JP2010517764A/ja active Pending
- 2008-02-04 MX MX2009008586A patent/MX2009008586A/es active IP Right Grant
- 2008-02-04 ES ES08728933T patent/ES2402314T3/es active Active
- 2008-02-04 PL PL08728933T patent/PL2125529T3/pl unknown
- 2008-02-04 BR BRPI0807901-3A patent/BRPI0807901B1/pt active IP Right Grant
- 2008-02-04 RU RU2009134139A patent/RU2420437C1/ru active
- 2008-02-04 WO PCT/US2008/052921 patent/WO2008100726A1/en not_active Ceased
-
2013
- 2013-07-10 JP JP2013144716A patent/JP5824009B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| RU2009134139A (ru) | 2011-03-20 |
| RU2420437C1 (ru) | 2011-06-10 |
| US20080190957A1 (en) | 2008-08-14 |
| ES2402314T3 (es) | 2013-04-30 |
| MX2009008586A (es) | 2009-08-18 |
| EP2125529A1 (en) | 2009-12-02 |
| US7874456B2 (en) | 2011-01-25 |
| JP5824009B2 (ja) | 2015-11-25 |
| PL2125529T3 (pl) | 2013-06-28 |
| WO2008100726A1 (en) | 2008-08-21 |
| JP2010517764A (ja) | 2010-05-27 |
| BRPI0807901A2 (pt) | 2014-06-17 |
| JP2013232222A (ja) | 2013-11-14 |
| KR20090111835A (ko) | 2009-10-27 |
| EP2125529B1 (en) | 2013-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0807901B1 (pt) | sistema de controle de pressão e método para controlar independentemente pressões de trabalho | |
| CN101605698B (zh) | 用于传送热熔粘合剂或者其他热塑性材料的模块化系统及其压力控制系统 | |
| EP0111850B1 (en) | Constant pressure intermittent fluid dispenser | |
| US10272464B2 (en) | Active adhesive recirculation regulation | |
| CN101553685B (zh) | 润滑剂分配器 | |
| JP2010518233A5 (pt) | ||
| US6168049B1 (en) | Hot melt adhesive applicator with centrally located filter | |
| TWI381117B (zh) | Liquid discharge device | |
| BR112015022928B1 (pt) | Válvula de controle de fluxo e sistema de carregamento | |
| EP0137581A1 (en) | Thermoplastic dispensing gun having a self-contained filter and flow control valve | |
| ITMI20092084A1 (it) | "dispositivo di lubrificazione minimale" | |
| US6419750B1 (en) | Apparatus and methods for dispensing fluid | |
| EP1135215A1 (en) | Hot melt material application system with high temperature pressure monitoring and heated recirculating manifolds | |
| US10555905B2 (en) | Quick release solenoid assembly | |
| CA2679907C (en) | Pressure supply assembly for an agricultural implement with dense phase product flow | |
| US11306011B2 (en) | Apparatus and method for dosage and administration of liquid chemicals | |
| KR101669488B1 (ko) | 스마트 복합밸브 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B06J | Correction of requirement [chapter 6.10 patent gazette] |
Free format text: REFERENTE A RPI 2566 DE 10/03/2020 |
|
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 17/11/2020, OBSERVADAS AS CONDICOES LEGAIS. |