BR112019001739B1 - Unidade transportadora para mover produtos em uma direção de transporte através de um forno, método para mover produtos em uma direção de transporte através da unidade transportadora e forno contínuo - Google Patents
Unidade transportadora para mover produtos em uma direção de transporte através de um forno, método para mover produtos em uma direção de transporte através da unidade transportadora e forno contínuo Download PDFInfo
- Publication number
- BR112019001739B1 BR112019001739B1 BR112019001739-9A BR112019001739A BR112019001739B1 BR 112019001739 B1 BR112019001739 B1 BR 112019001739B1 BR 112019001739 A BR112019001739 A BR 112019001739A BR 112019001739 B1 BR112019001739 B1 BR 112019001739B1
- Authority
- BR
- Brazil
- Prior art keywords
- beams
- products
- moving
- conveyor unit
- along
- Prior art date
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
- F27B9/20—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace
- F27B9/201—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace walking beam furnace
- F27B9/202—Conveyor mechanisms therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
- F27B9/20—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace
- F27B9/201—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace walking beam furnace
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/12—Travelling or movable supports or containers for the charge
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D2003/0034—Means for moving, conveying, transporting the charge in the furnace or in the charging facilities
- F27D2003/0046—Means for moving, conveying, transporting the charge in the furnace or in the charging facilities comprising one or more movable arms, e.g. forks
- F27D2003/0048—Walking beams
Abstract
É divulgada uma unidade transportadora para mover produtos em uma direção de transporte. A unidade compreende primeiras vigas que se estendem ao longo da direção de transporte substancialmente paralelas umas às outras. As primeiras vigas são montadas de forma deslizante em rolos e são deslocáveis em um movimento de vaivém alternativo ao longo da direção de transporte entre uma posição a montante e uma posição a jusante. A unidade compreende ainda segundas vigas que se estendem ao longo da direção de transporte e dispostas intercaladas com as primeiras vigas. As segundas vigas são configuradas para serem deslocáveis em um movimento de vaivém ascendente e descendente entre uma posição vertical inferior e uma posição vertical superior ao longo de uma direção vertical que é definida em um plano substancialmente perpendicular a um plano da direção de transporte, em que a superfície de trabalho superior das primeiras vigas é posicionada ao longo da direção vertical, entre a posição vertical inferior e a posição vertical superior.
Description
A presente invenção se refere aos sistemas de transporte para transportar produtos através de fornos de alta temperatura, particularmente fornos usados em linhas de produção para componentes estruturais de formação a quente de veículos.
Fornos nos quais uma carga introduzida em uma extremidade é movida através do forno e descarregada na outra extremidade são conhecidos como fornos ou sistemas contínuos ou semicontínuos. As aplicações típicas para sistemas contínuos ou semicontínuos são o tratamento térmico de, por exemplo, lingotes de alumínio, lingotes metálicos, bobinas de aço, barras ou chapas, entre outros.
O forno contínuo deve ser compreendido como um tipo de forno de reaquecimento no qual a carga introduzida em uma extremidade se move continuamente através do forno e é descarregada na outra extremidade. Geralmente é usado para garantir uma alimentação oportuna de um processo contínuo subsequente.
O forno semicontínuo é um caso particular de forno contínuo em que, quando o forno inteiro está repleto com a carga em constante movimento, esse movimento contínuo é interrompido para que a carga possa ser liberada dentro do forno por um período predefinido. Geralmente é usado quando lotes de carga/ produtos aquecidos são necessários.
Na indústria automotiva, a demanda por redução de peso levou ao desenvolvimento e implementação de materiais, processos de fabricação e ferramentas leves. A crescente preocupação com a segurança dos ocupantes também leva à adoção de materiais que melhoram a integridade do veículo durante uma colisão, ao mesmo tempo em que melhoram a absorção de energia. Nesse sentido, peças de veículos feitas de aço com alta resistência e ultra alta resistência são frequentemente empregadas para satisfazer critérios de construção leve.
Por exemplo, um processo conhecido como Hot Forming Die Quenching (HFDQ) usa chapas de aço de boro para criar componentes estampados com propriedades de aço de ultra alta resistência - Ultra High Strength Steel (UHSS), com resistência à tração de pelo menos 1.000 MPa, preferencialmente de aproximadamente 1.500 MPa ou até 2.000 MPa ou mais. O aumento da resistência permite o uso de um material de calibre mais fino, o que resulta em uma economia de peso em relação aos componentes de aço leves convencionalmente estampados a frio.
Em tais métodos, as chapas a serem aquecidas podem ser feitos de aço, particularmente um aço de ultra alta resistência (UHSS). Em termos gerais, as estruturas de aço podem compreender um substrato de aço e uma camada de revestimento de metal. Exemplos de camadas de revestimento de metal incluem alumínio ou uma liga de alumínio ou zinco ou uma liga de zinco. Exemplos de substratos de aço ou peças de aço incluem o aço boro.
Um exemplo de aço boro usado no automóvel é o aço 22MnB5. A composição de 22MnB5 pode ser resumida abaixo em porcentagens em peso (restante é ferro (Fe) e impurezas):
Vários aços 22MnB5 estão comercialmente disponíveis com uma composição química similar. No entanto, a quantidade exata de cada um dos componentes de um aço 22MnB5 pode variar ligeiramente de um fabricante para outro. O Usibor® 1500P é um exemplo de um aço 22MnB5 disponível comercialmente, fabricado pela Arcelor.
A composição de Usibor® pode ser resumida abaixo em porcentagens em peso (o restante é ferro (Fe) _ e impurezas):
Em outros exemplos, os aços 22MnB5 podem conter aproximadamente 0,23 % C, 0,22 % Si e 0,16 % Cr. O material pode ainda compreender Mn, Al, Ti, B, N, Ni em diferentes proporções.
Várias outras composições de aço de UHSS também podem ser usadas na indústria automotiva. Particularmente, as composições de aço descritas no documento EP2735620A1 podem ser consideradas adequadas. Referência específica pode ser feita à tabela 1 e aos parágrafos 0016 - 0021 da EP2735620A1, e às considerações dos parágrafos 0067 - 0079. Em alguns exemplos, os aços UHSS podem conter aproximadamente 0,22 % C, 1,2 % Si e 2,2 % Mn.
O aço de qualquer destas composições (tanto o aço 22MnB5 como, por exemplo, Usibor® e as outras composições mencionadas ou referidas antes) podem ser fornecidos com um revestimento a fim de evitar danos por corrosão e oxidação. Este revestimento pode ser, por exemplo, um revestimento de alumínio-silício (AlSi) ou um revestimento compreendendo principalmente zinco ou uma liga de zinco.
O Usibor® 1500P é fornecido na fase ferrítica-perlítica. É uma estrutura de grão fino distribuída em um padrão homogêneo. As propriedades mecânicas estão relacionadas a essa estrutura. Após o aquecimento, um processo de estampagem a quente e subsequente resfriamento, é criada uma microestrutura de martensita. Como resultado, a força máxima e a força de rendimento aumentam sensivelmente. Processos semelhantes podem ser aplicáveis a qualquer outra composição de aço.
Foi verificado que esses aços 22MnB5 podem ter um ponto Ac3 a 880 °C ou próximo de 880 °C. Outros UHSS podem ter um ponto Ac3 por volta de 800 °C ou mais.
As chapas de aço podem assim ser aquecidas em um forno de modo a atingir uma temperatura superior a Ac3. Assim, o aquecimento pode ser realizado a uma temperatura superior a 880 °C.
A fim de seguir um processo de conformação a quente contínuo, os aços precisam chegar à prensa em um intervalo de tempo uniforme. Deste modo, é desejável que o aquecimento das chapas até uma temperatura superior à austenização (Ac3), isto é, aproximadamente acima de 880 ° C, também siga um processo contínuo. Os fornos de aquecimento configurados como fornos contínuos são assim usados para aquecer as estruturas até a austenização, de modo a assegurar uma alimentação conveniente na prensa.
Os fornos contínuos conhecidos compreendem, por exemplo, sistemas de transporte de rolos nos quais as estruturas são transportadas no topo dos rolos. O movimento das chapas para a frente é fornecido pela condução dos rolos. Esses sistemas envolvem tarefas de manutenção bastante caras e incômodas, pois os rolos podem ser facilmente contaminados. Outros sistemas conhecidos usam, por exemplo, “vigas de pedestres”, em que as vigas fazem um movimento um tanto cíclico. Esses sistemas envolvem sistemas de posicionamento muito largos e longos.
Em um sistema de transporte convencional de “vigas móveis”, o mecanismo de acionamento para a transmissão do movimento para as “vigas móveis” é normalmente colocado sob o forno. Assim, é necessário ter algum tipo de aberturas no fundo do forno para permitir a transmissão do movimento do mecanismo de acionamento para as vigas móveis. Tipicamente, as aberturas necessárias para transmitir o movimento de vaivém para as vigas móveis horizontais são aberturas longitudinais, o que dificulta a vedação do forno a partir do ambiente externo. As aberturas necessárias para transmitir o movimento para cima e para baixo para as vigas móveis verticais são normalmente menores que as longitudinais.
O documento DE102010019215 divulga sistemas de transporte para fornos contínuos que promovem o uso de correntes para a entrega dos produtos transportados. No entanto, em circunstâncias, manter uma tensão uniforme nessas correntes pode ser ineficiente, levando a sistemas menos resistentes. Isso é cada vez mais desafiador à medida que os fornos se tornam mais longos. Nos exemplos, os fornos longos podem ser fornos com um comprimento superior a aproximadamente 35 metros.
É um objetivo da presente invenção fornecer sistemas de transporte melhorados para mover produtos a serem processados dentro de fornos de alta temperatura.
Ao longo da presente descrição e reivindicações, "alta temperatura" pode depender do processo que necessita de aquecimento. Por exemplo, para processos de estampagem a quente, “alta temperatura” deve ser entendida como temperaturas acima da temperatura de austenização, em particular acima de Ac3. Quando chapas de aço são aquecidas dentro dos fornos, por exemplo, para estampagens de aço com estampagem a quente, dependendo da composição do molde, as altas temperaturas podem estar em uma faixa de aproximadamente 800 °C e até aproximadamente 960 °C. Alternativamente, para outras aplicações como, por exemplo, tratamento de endurecimento por precipitação de ligas de alumínio, “alta temperatura” pode ser compreendido como temperaturas que variam acima de aproximadamente 200 °C. Em outros exemplos, por exemplo, para a homogeneização de diferentes ligas, a “alta temperatura” pode estar em torno de aproximadamente 500 °C.
Os problemas e/ ou desafios citados anteriormente não são exclusivos da indústria automotiva ou dos materiais e processos usados nessa indústria. Ao contrário, esses desafios podem ser encontrados em qualquer indústria em que um produto precisa ser submetido a altas temperaturas e um processo subsequente usa o produto aquecido como uma entrada.
Em um primeiro aspecto, é fornecida uma unidade transportadora para mover produtos em uma direção de transporte através de um forno. A unidade transportadora compreende uma pluralidade de primeiras vigas alongadas que se estendem ao longo da direção de transporte e dispostas substancialmente paralelas uma em relação à outra. As primeiras vigas são montadas de forma deslizante em rolos e são configuradas para serem deslocáveis em um movimento alternativo de vaivém ao longo da direção de transporte entre uma posição a montante (para trás) e uma posição a jusante (para frente). A unidade transportadora compreende ainda uma pluralidade de segundas vigas alongadas que se estendem ao longo da direção de transporte e dispostas intercaladas com as primeiras vigas. As segundas vigas são configuradas para serem deslocáveis em um movimento de vaivém ascendente e descendente entre uma posição vertical inferior e uma posição vertical superior ao longo de uma direção vertical. A direção vertical é definida em um plano substancialmente perpendicular a um plano da direção de transporte, e uma superfície de trabalho superior das primeiras vigas que em uso suporta os produtos e é posicionada ao longo da direção vertical, entre a posição vertical inferior e a vertical superior das segundas vigas.
De acordo com este aspecto, o fornecimento de dois conjuntos diferentes de vigas móveis em movimentos alternativos substancialmente perpendiculares em combinação com o fato de que uma superfície de trabalho do primeiro conjunto de vigas se encontra entre as duas posições de extremidade (posição vertical superior e inferior) das segundas vigas e com uma coordenação no movimento de qualquer conjunto de vigas, permite que os produtos sejam deslocados ao longo do comprimento das primeiras vigas, consequentemente ao longo da direção de transporte. Uma vez que a unidade transportadora esteja disposta no interior, por exemplo, de um forno, os produtos podem, assim, “viajar” através do forno. Além disso, e fornecido após cada movimento (movimento de vaivém na direção para trás e para a frente) das primeiras vigas, um novo produto (ou produtos) é alimentado na posição inicial, os produtos podem percorrer o forno de uma maneira contínua.
Os dois conjuntos de vigas móveis em movimentos substancialmente perpendiculares são a pluralidade de primeiras vigas móveis em um movimento de vaivém alternativo ao longo da direção de transporte e a pluralidade de segundas vigas fornecidas intercaladas com as primeiras vigas e sendo móveis em um movimento recíproco para cima e para baixo, isto é, em um plano substancialmente perpendicular àquele em que se encontra a direção de transporte.
Ainda neste aspecto, o fato de as primeiras vigas estarem montadas de forma deslizante nos rolos facilita o deslocamento linear das primeiras vigas a partir da posição a montante (para trás) para a posição a jusante (para a frente). Além disso, em circunstâncias, dependendo do comprimento das primeiras vigas, a disposição dos rolos reduz a curvatura das vigas.
De acordo com este aspecto, não é necessário que o mecanismo de condução para transmitir o movimento para os rolos seja colocado sob o forno. Portanto, não há necessidade de ter aberturas longitudinais no fundo do forno, permitindo assim uma melhor vedação da câmara do forno. Uma boa vedação da câmara do forno permite um melhor controle da temperatura do forno. Em alguns exemplos, quando a câmara do forno está devidamente selada, pode ser fornecida uma atmosfera protetora na câmara do forno. Exemplos não limitativos de atmosferas de proteção são ar seco, nitrogênio e/ou metano.
Em um forno convencional de "viga móvel", os aquecedores estão normalmente dispostos na parte superior da câmara do forno, devido à presença das aberturas longitudinais no fundo do forno. Portanto, na presente invenção, uma vez que não há necessidade de ter o mecanismo de direção sob o forno, é possível dispor um aquecedor inferior na parte inferior (ou fundo) da câmara do forno, como um complemento ou uma alternativa para o aquecedor superior, na medida em que não há necessidade de ter uma abertura longitudinal no fundo do forno. No entanto, ainda é necessário ter as aberturas colocadas na parte inferior do forno para transmitir o movimento para cima e para baixo das vigas móveis verticais, mas esse tipo de abertura é pequena, fácil de vedar e compatível com o arranjo de um aquecedor no fundo do forno.
Ao longo da presente descrição e reivindicações, o termo "posição a montante ou a jusante" deve ser compreendido como dentro de uma posição ou para a direção/ fluxo de transporte que é mais próxima da entrada ou área de carregamento da unidade transportadora ou da entrada do forno. E o termo “posição a jusante ou a jusante” deve ser compreendido na posição ou para uma posição dentro da direção/ fluxo de transporte que está mais próxima da saída ou área de descarga da unidade transportadora ou do forno.
Em alguns exemplos, os produtos a serem transportados podem ser em chapas tipicamente na indústria automotiva. Em alguns desses casos, chapas de aço podem ser previstas. Em mais exemplos, lingotes de alumínio, lingotes de metal, bobinas ou barras de aço, cestos ou recipientes, ou qualquer tipo de carga em geral, incluindo lotes de produtos podem ser previstos. Em alguns exemplos, os segundos feixes podem ainda ser dispostos substancialmente paralelos um ao outro.
Em alguns exemplos, os rolos podem ser definidos por protuberâncias externas ou discos fornecidos circunferencialmente em uma ou mais hastes rotativas. Nestes casos, as vigas podem estar dispostas substancialmente de modo transversal às primeiras vigas. Isto significa que quando é usada uma unidade transportadora substancialmente como anteriormente descrita, por exemplo dentro de um forno, as vigas podem ser montadas dentro do forno ou podem permanecer fora do forno enquanto as protuberâncias externas/ discos estão pelo menos parcialmente dentro do forno. Montar as vigas fora do forno reduz o dano potencial da viga ou pelo menos evita a necessidade de materiais especiais e caros para a viga (por exemplo, cerâmica ou materiais moldados capazes de resistir a altas temperaturas), pois apenas as protuberâncias/discos, ou seja, os rolos são arranjados dentro do forno. Isso é bastante econômico em termos de custos de material. Em exemplos, os discos ou protuberâncias externas podem ser montadas, soldadas ou mesmo integralmente formadas com a haste. Em alguns exemplos, cada disco ou protuberância externa pode ser montado, soldado ou mesmo integralmente formado com uma haste independente.
Em mais exemplos, os rolos podem ser definidos pelo perímetro externo das vigas rotativas possuindo um diâmetro externo substancialmente uniforme. Nestes casos, as vigas podem ser operativamente acopladas às primeiras vigas. Nestes exemplos, quando o transportador é fornecido, por exemplo, dentro de um forno, as vigas podem permanecer dentro do forno.
Em alguns exemplos, as primeiras vigas podem compreender uma seção transversal invertida em forma de U. Nestes casos, os rolos podem caber dentro da forma em U invertida. Alternativamente, uma seção transversal em forma de H ou semelhante pode ser prevista. O encaixe dos rolos no interior das vigas em forma de U reduz a contaminação dos rolos por, por exemplo, qualquer revestimento ou componente que caia dos produtos quando, por exemplo, a unidade transportadora estiver disposta, por exemplo, dentro de um forno. Particularmente, os produtos podem ser placas de aço possuindo, por exemplo, um revestimento AlSi ou Zn.
Em alguns exemplos, os rolos podem ser rolos sem uso e o movimento das primeiras vigas pode ser produzido e controlado por, por exemplo, um mecanismo de acionamento configurado para fornecer o movimento alternativo de vaivém para as primeiras vigas. Alternativamente, os rolos podem ser acoplados a um motor que fornece movimento rotativo a uma ou mais hastes para auxiliar o movimento alternativo de vaivém. Em alguns desses casos, os rolos podem ser conectados com o mecanismo de direção configurado para fornecer o movimento alternativo de vaivém para as primeiras vigas (sem um mecanismo de direção linear adicional).
Em outro aspecto da presente invenção, há um método para mover produtos em uma direção de transporte através da unidade transportadora da presente invenção. O método compreende fornecer as primeiras vigas na posição a montante e as segundas vigas na posição vertical inferior. O método compreende ainda: a) fornecer um ou mais produtos nas primeiras vigas em uma posição inicial ao longo da direção de transporte correspondendo a uma posição inicial ao longo das primeiras vigas; b) mover as primeiras vigas da posição a montante para a posição a jusante, de tal modo que os produtos atinjam uma primeira posição ao longo da direção de transporte, mantendo a posição inicial em relação às primeiras vigas; c) mover as segundas vigas a partir da posição vertical inferior para a posição vertical superior, de modo que os produtos sejam suportados pelas segundas vigas, na primeira posição ao longo da direção de transporte; d) mover as primeiras vigas da posição a jusante para a posição a montante; e e) mover as segundas vigas a partir da posição vertical superior para a posição vertical inferior de modo que os produtos sejam suportados pelas primeiras vigas, na primeira posição ao longo da direção de transporte que corresponde a uma primeira posição ao longo das primeiras vigas que seja diferente da posição inicial ao longo das primeiras vigas.
Neste aspecto, o método fornece uma maneira eficaz de transportar produtos através de uma unidade transportadora que pode ser disposta, por exemplo, dentro de um forno. O método é bastante simples de operar, pois só precisa coordenar dois movimentos alternativos em planos perpendiculares. E precisa de relativamente pouco espaço vertical para operar, pois um primeiro grupo de vigas apenas se move longitudinalmente e um segundo grupo de vigas apenas se move verticalmente.
Em uma modalidade preferida, o método da presente invenção compreende ainda: f) mover as primeiras vigas com os produtos na primeira posição em relação às primeiras vigas da posição a montante para a posição a jusante, de modo que os produtos atinjam uma segunda posição ao longo da direção de transporte, mantendo a primeira posição em relação às primeiras vigas; g) mover as segundas vigas a partir da posição vertical inferior para a posição vertical superior, de tal modo que os produtos são suportados pelas segundas vigas, na segunda posição ao longo da direção de transporte; h) mover as primeiras vigas da posição a jusante para a posição a montante; e i) mover as segundas vigas a partir da posição vertical superior para a posição vertical inferior, de modo que os produtos sejam suportados pelas primeiras vigas, na segunda posição ao longo da direção de transporte, que corresponde a uma segunda posição ao longo das primeiras vigas que é diferente da primeira posição ao longo das primeiras vigas; e, opcionalmente, repetindo as etapas f) a i).
Em uma outra modalidade preferida, o método da presente invenção compreende ainda após a etapa h) descrita acima: j) mover as segundas vigas a partir da posição vertical superior para a posição vertical inferior, de modo que os produtos permaneçam suportados pelas segundas vigas, na segunda posição ao longo da direção de transporte; e k) mover as primeiras vigas da posição a montante para a posição a jusante de modo a empurrar os produtos mantidos pelas segundas vigas, da segunda posição ao longo da direção de transporte para uma terceira posição ao longo da direção de transporte.
Em um outro aspecto, é fornecido um forno contínuo. O forno compreende uma unidade transportadora substancialmente como anteriormente descrito para mover produtos em uma direção de transporte com um método substancialmente como aqui descrito anteriormente. Em exemplos, o forno pode compreender duas ou mais unidades transportadoras substancialmente como aqui descrito anteriormente. Nestes exemplos, as primeiras vigas (movendo-se horizontalmente) de uma unidade transportadora a jusante em uma posição a montante, podem ser parcialmente intercaladas com as segundas vigas (movendo-se verticalmente) de uma unidade transportadora a montante. Alternativamente ou adicionalmente, as primeiras vigas (movendo-se horizontalmente) da unidade transportadora a montante em uma posição a jusante podem ser parcialmente intercaladas com as segundas vigas (movendo-se verticalmente) da unidade transportadora a jusante.
Em alguns exemplos, as primeiras vigas de duas ou mais unidades transportadoras podem se mover simultaneamente e as segundas vigas das duas ou mais unidades transportadoras podem se mover simultaneamente.
Desta forma, quando os produtos atingem uma extremidade a jusante das primeiras vigas da unidade transportadora a montante, as segundas vigas são movidas da posição vertical inferior para a posição vertical superior, as primeiras vigas são movidas da posição a jusante para a posição a montante e as segundas vigas são recuadas da posição vertical superior para a posição vertical inferior, os produtos são suportados pelas segundas vigas da unidade transportadora a jusante.
Em outras alternativas, as primeiras vigas da unidade transportadora a jusante, podem ser intercaladas com as primeiras vigas das unidades transportadoras a montante. Combinações dessas alternativas também podem ser previstas.
Os produtos podem assim se deslocar através de as primeiras vigas de unidades transportadoras consecutivas, permitindo assim a construção de, por exemplo, fornos de substancialmente qualquer comprimento desejado sem desencadear, por exemplo, a resistência à flexão das vigas adicionando mais unidades transportadoras consecutivas substancialmente como descrito anteriormente.
Em mais exemplos, para formar uma unidade transportadora, as primeiras vigas e/ou as segundas vigas podem ter todo o comprimento da unidade. Um comprimento da unidade transportadora pode ser definido por um comprimento, por exemplo, do forno no qual a unidade transportadora será usada. Alternativamente, duas ou mais primeiras vigas ou segundas vigas podem ser unidas, por exemplo, por soldadura, para formar uma unidade transportadora mais comprida.
Exemplos não limitativos da presente descrição serão descritos a seguir com referência aos desenhos anexos, nos quais:
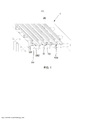
A figura 1 mostra uma perspectiva de uma unidade transportadora de acordo com um exemplo, As Figuras 2a e 2b mostram vistas em corte transversal em diferentes posições verticais das segundas vigas da unidade da figura 1 dispostas dentro de um forno;
As Figuras 3a - 3d mostram esquematicamente uma sequência de situações que ocorrem durante o desempenho de um método para mover produtos em uma direção de transporte através de uma unidade transportadora substancialmente como aqui descrito anteriormente; e
As Figuras 4a e 4b mostram esquematicamente como duas unidades transportadoras podem ser unidas para construir um sistema de transporte mais longo.
Nessas figuras, os mesmos sinais de referência foram usados para designar elementos correspondentes. A Figura 1 mostra uma perspectiva de um exemplo de uma unidade transportadora 1 para mover produtos em uma direção de transporte (ver seta A nas figuras 3a-3d). A unidade 1 compreende uma pluralidade de primeiras vigas 10 que são montadas de forma deslizante nos rolos 11. Neste exemplo, as cinco primeiras vigas são fornecidas, contudo em exemplos adicionais, pode ser fornecido outro número de primeiras vigas.
Em alguns exemplos, as primeiras vigas 10 podem ser montadas em uma estrutura (não mostrada) que pode ser conectada a um mecanismo de direção linear (não mostrado) de modo a fornecer as primeiras vigas 10 com um movimento de vaivém alternado entre uma posição a montante (para trás) e uma posição a jusante (para frente) (ver 101 e 102 na figura 3a). Nos exemplos, o mecanismo de direção pode ser qualquer mecanismo mecânico, hidráulico ou servomecânico conhecido que proporcione um deslocamento linear. Particularmente, pistões hidráulicos acionados por um motor por exemplo, um motor elétrico, podem ser previstos.
Como mostrado adicionalmente na figura 1, os rolos 11 são fornecidos circunferencialmente em hastes rotativas 111, por exemplo, como protuberâncias externas das mesmas. Nos exemplos, os rolos podem ser acoplados ou fixados às hastes por, por exemplo, parafusos ou soldadura. Alternativamente, os rolos podem ser fabricados com as hastes. Nos exemplos, a haste pode ser deixada girar livremente de uma maneira passiva e o movimento das primeiras vigas pode ser governado, por exemplo, pelo mecanismo de direção configurado para fornecer o movimento de vaivém alternativo para as primeiras vigas. Em outros exemplos, um motor pode ser usado para fornecer movimento rotativo para as hastes ou para uma ou mais das hastes, a fim de auxiliar o movimento alternativo de vaivém. Em alguns destes exemplos, os rolos podem ser conectados com o mecanismo de acionamento configurado para fornecer o movimento alternativo de vaivém para as primeiras vigas (sem um mecanismo de direção linear adicional).
A unidade 1 compreende ainda uma pluralidade de segundas vigas 20 que estão dispostas intercaladas com as primeiras vigas 10. Um mecanismo de direção adicional 21 pode ser previsto para fornecer as segundas vigas 20 com um movimento de vaivém ascendente e descendente entre uma posição vertical inferior e uma posição vertical superior (ver figuras 2a e 2b) ao longo de uma direção vertical. A direção vertical pode ser definida em um plano substancialmente perpendicular a um plano da direção de transporte.
Como mostrado adicionalmente na figura 1, as primeiras vigas 10 compreendem uma seção transversal em forma de H. Uma parte inferior 103 da seção transversal em forma de H cobre os rolos 111 reduzindo assim a potencial contaminação dos rolos por, por exemplo, revestimentos que caem dos produtos quando a unidade transportadora está disposta, por exemplo, dentro de um forno. Alternativamente, as primeiras vigas podem compreender uma seção transversal em forma de U invertido.
As Figuras 2a e 2b mostram vistas em corte em diferentes posições verticais de segundas vigas da unidade da figura 1 dispostas dentro de um forno 30. Na figura 2a, as segundas vigas 20 estão na posição vertical inferior e na figura 2b, as segundas vigas 20 estão na posição vertical superior. Como mostrado adicionalmente nestas figuras, uma superfície de trabalho 104, isto é, uma superfície das primeiras vigas 10 nas quais um produto 100 pode ser suportado, fica entre a posição vertical superior e a posição vertical inferior.
As segundas vigas 20 podem ser montadas em suportes 201. Nos exemplos, podem ser previstos suportes em forma de T capazes de suportar duas vigas ao mesmo tempo. Os suportes 201 podem, por sua vez, ser montados em uma estrutura 202 que pode ser ligada ao outro mecanismo de direção configurado para fornecer as segundas vigas 20 com o movimento de vaivém ascendente e descendente. Nos exemplos, o mecanismo de direção pode ser qualquer mecanismo mecânico, hidráulico ou servomecânico conhecido que proporcione um deslocamento linear. Particularmente, pistões hidráulicos acionados por um motor, por exemplo, um motor elétrico, podem ser previstos.
Como mostrado adicionalmente nas figuras 2a e 2b, a unidade transportadora pode ser alojada dentro do forno 30, deixando por exemplo, os mecanismos de direção e as hastes 111 fora do forno 30. Desta forma, apenas as vigas (primeira e segunda vigas), os rolos e os suportes para as segundas vigas precisam ser feitos de, por exemplo, materiais refratários capazes de resistir a altas temperaturas dentro do forno, quando a unidade transportadora é projetada para ser montada dentro de um forno. Isso é muito mais econômico em termos de custos de material.
As Figuras 3a - 3d mostram esquematicamente uma sequência de situações que ocorrem durante o desempenho de um método para mover produtos ou lotes de produtos, tais como, por exemplo, chapas ou peças em uma direção de transporte através de uma unidade transportadora substancialmente como aqui descrito anteriormente. O método é descrito abaixo com referência às sequências de situações ilustradas pelas figuras 3a - 3d.
A sequência começa na figura 3a, na qual as primeiras vigas 10 estão posicionadas na posição a montante 101 (a posição a jusante 102 das primeiras vigas é representada em linhas tracejadas) e as segundas vigas 20 na posição vertical inferior (ver figura 2a). Nestas posições iniciais da primeira e segunda viga, um produto 100 (ou alternativamente, uma pluralidade de produtos, mesmo um lote ou produtos) pode ser fornecido nas primeiras vigas 10 em uma posição inicial X1 ao longo da direção de transporte (seta A) correspondente para uma posição inicial Y1 ao longo das primeiras vigas 10 (seta B).
Na figura 3b as primeiras vigas 10 com o produto 100 estão na posição a jusante, isto é, as primeiras vigas já foram movidas da posição a montante para a posição a jusante. Desta forma, o produto 100 pode alcançar uma primeira posição X2 ao longo da direção de transporte (seta A) enquanto mantém a posição inicial Y1 em relação às primeiras vigas 10.
Ainda na figura 3b, as segundas vigas 20 podem ser movidas da posição vertical inferior para a posição vertical superior. O produto 100 pode ser assim suportado pelas segundas vigas 20, na primeira posição X2 ao longo da direção de transporte (seta A).
A sequência continua na figura 3c, na qual as primeiras vigas 10 estão novamente na posição a montante, isto é, as primeiras vigas já foram recuadas da posição a jusante para a posição a montante. Ainda na figura 3c, as segundas vigas 20 podem já terem sido recuadas da posição vertical superior para a posição vertical inferior. Deste modo, o produto 100 pode ser novamente suportado pelas primeiras vigas 10 na primeira posição X2 ao longo da direção de transporte (seta A) que agora corresponde a uma primeira posição Y2 ao longo das primeiras vigas (seta B). A primeira posição Y2 ao longo das primeiras vigas é diferente da posição inicial Y1 ao longo das primeiras vigas, estando a primeira posição Y2 mais próxima da extremidade a jusante 105 das primeiras vigas 10 do que a posição inicial Y1.
Nesta fase, um outro produto (ou produtos) 100' pode ser fornecido nas primeiras vigas 10 substancialmente a montante do produto 100 já na primeira posição Y2 ao longo das primeiras vigas 10. O produto adicional 100' pode, por exemplo, ser fornecido na posição inicial Y1 ao longo das primeiras vigas 10 (seta B) e a mesma sequência substancialmente conforme explicada em ligação com as figuras 3a - 3c podem ser repetidas. Em alternativas, o produto adicional pode ser fornecido após dois, três ou mais movimentos (movimento alternativo de vaivém) das primeiras vigas. Os produtos podem ser idênticos ou diferentes.
Na figura 3d, as primeiras vigas 10 com o produto 100 na primeira posição Y2 em relação às primeiras vigas 10 e o produto adicional 100' na posição inicial Y1 em relação às primeiras vigas 10 podem já ter sido movidas da posição a montante para a posição a jusante. Deste modo, o produto 100 pode atingir uma segunda posição X3 ao longo da direção de transporte (seta A) mantendo a primeira posição Y2 em relação às primeiras vigas (seta B). Nesses exemplos, nos quais um outro produto 100' é ainda fornecido na posição inicial Y1 em relação às primeiras vigas 10, o produto adicional 100' pode também ser movido suportado pelas primeiras vigas 10 como o produto 100, mas a partir da posição inicial X1 ao longo da direção de transporte para, por exemplo, a primeira posição X2 ao longo da direção de transporte (seta A) enquanto se mantém a posição inicial Y1 ao longo das primeiras vigas 10.
Uma sequência substancialmente como anteriormente descrita pode ser repetida até que os produtos (ou lote de produtos) se movam ao longo de todo o comprimento das as primeiras vigas. Desta forma, desde que um produto adicional seja sempre fornecido após um ou mais movimentos (movimento alternativo de vaivém) das primeiras vigas, um fluxo contínuo (incluindo semicontínuo) de produtos aquecidos pode ser fornecido em uma saída da unidade transportadora alojada dentro do forno. Nos exemplos, os produtos podem ser deixados no interior do forno em um tempo pré-definido de modo a fornecer mais aquecimento aos produtos (lote de produtos). Nestes casos, é fornecido um fluxo semicontínuo de produtos aquecidos, ou seja, um lote de produtos.
Em todos os exemplos, a velocidade do curso e/ou a aceleração- desaceleração do movimento das primeiras vigas podem ser ajustadas de acordo com o tamanho do forno, o ciclo térmico a ser executado e os requisitos de entrada do equipamento alimentado pelo forno. Além disso, o sistema de controle que pode tipicamente ser uma combinação de hardware e software também pode ser fornecido para regular a velocidade de avanço dos produtos e/ou o tempo de parada da unidade transportadora, por exemplo, no caso de um lote de produtos precise ficar dentro o forno por mais tempo.
Em circunstâncias, dependendo do comprimento relativo das primeiras vigas e segundas vigas, quando uma extremidade a jusante das primeiras vigas é alcançada por um produto, ou seja, uma última posição ao longo da direção de transporte, um passo adicional envolve mover as segundas vigas que suportam o produto da posição vertical superior para a posição vertical inferior de tal modo que o produto permanece suportado pelas segundas vigas, na última posição ao longo da direção de transporte pode ser prevista. Nestes casos, ainda uma etapa adicional pode envolver mover as primeiras vigas da posição a montante para a posição a jusante de modo a empurrar o produto suportado pelas segundas vigas, da última posição ao longo da direção de transporte para uma posição final ao longo da direção de transporte. Nestes exemplos, tal movimento de empurrar pode ser usado, por exemplo, para transferir os produtos, por exemplo, do forno para, por exemplo, um sistema de prensagem. Alternativamente, na posição de extremidade dos produtos, um robô, por exemplo, um garfo de transporte ou qualquer outra unidade de suporte conhecida, pode ser fornecido para levar os produtos aquecidos e movê- los para o próximo processo.
Nos exemplos, uma unidade de retenção, robô ou bifurcação pode ser fornecida no início da unidade transportadora para fornecer os produtos na posição inicial.
De modo a fornecer um fluxo contínuo de produtos aquecidos (por exemplo, chapas), isto é, capaz de alimentar um processo contínuo oportuno tal como, por exemplo, um sistema de prensagem com os produtos aquecidos, uma ou mais unidades transportadoras substancialmente como descrito anteriormente, pode ser fornecida dentro do forno. Deste modo, os produtos podem ser movidos dentro do forno repetindo uma sequência substancialmente como explicado em ligação com as figuras 3a-3d, conforme necessário, em função de um comprimento do forno que pode depender, por sua vez, do tempo que os produtos precisam ser submetidos à temperatura do forno.
As Figuras 4a e 4b mostram esquematicamente uma vista superior parcial de duas unidades transportadoras dispostas consecutivamente de modo a construir um sistema transportador mais largo. Em mais exemplos, mais unidades transportadoras podem ser previstas. Cada unidade transportadora pode ser feita e executada substancialmente como explicado em conexão com as figuras 1 - 3d.
No exemplo das figuras 4a e 4b, é mostrada uma unidade transportadora a montante 40 e uma unidade transportadora a jusante 50. Cada unidade 40, 50 pode compreender primeiras vigas móveis 41, 51 em movimento horizontal e segundas vigas 42, 52 deslocáveis verticalmente, como anteriormente descrito. Uma extremidade a jusante 412, 422 das primeiras 41 e segundas 42 vigas da unidade a montante 40 pode, respectivamente, ser contatada a uma extremidade a montante 511, 521 das primeiras 51 e segundas 52 vigas da unidade a jusante 50.
Neste exemplo, as primeiros vigas 41, 51 podem se mover simultaneamente e as segundas vigas 42, 52 podem se mover simultaneamente. Em alguns exemplos, as vigas de movimento horizontal de uma primeira unidade podem ser conectadas por meio de qualquer sistema mecânico, hidráulico ou eletrônico conhecido com as vigas de movimento horizontal de uma segunda unidade, a fim de assegurar que as vigas móveis de diferentes unidades transportadoras se movam simultaneamente.
Como adicionalmente mostrado nas figuras 4a e 4b, uma sequência descrevendo como um produto 100 pode ser movido/ transferido da unidade a montante 40 para a unidade a jusante 50 é esquematicamente descrita.
Na figura 4a, um produto 100 já está em uma extremidade a jusante 412 das primeiras vigas 41. As primeiras vigas 41, 51 de ambas as unidades 40, 50 podem, por exemplo, estar na posição a jusante. Assim, o produto 100 pode estar em uma posição final a jusante Xe ao longo da direção de transporte (seta A) das primeiras vigas 41 da unidade a montante 40. Na figura 4b, os seguintes passos podem já ter sido realizados em tempo médio: as segundas vigas 42, 52 podem ter sido movidas da posição vertical inferior para a posição vertical superior, as primeiras vigas 41, 51 podem ter sido recuadas da posição a jusante para a posição a montante e as segundas vigas 42, 52 podem ainda ter sido movidas de volta da posição vertical superior para a posição vertical inferior. Deste modo, o produto 100 pode agora ser suportado nas primeiras vigas 51 da unidade a jusante 50, em uma extremidade a montante 511 correspondente à posição inicial Y1 ao longo das primeiras vigas 51 da unidade a jusante 50 e mantendo a posição Xe ao longo da direção de transporte (seta A).
Em alguns destes exemplos, as segundas vigas de unidades transportadoras consecutivas, por exemplo, segundas vigas 42 e 52 das unidades 40 e 50 das figuras 4a e 4b podem ser suportadas pelo mesmo suporte (referência 201 da figura 1). Desta forma, uma extremidade a jusante 422 das segundas vigas 42 de uma unidade transportadora a montante 40 e uma extremidade a montante 521 das segundas vigas 52 de uma unidade transportadora a jusante 50 podem ser suportadas por um suporte como mostrado na referência 201 na figura 1. Em alguns exemplos, o suporte pode ser um suporte em forma de T. A provisão de um suporte único contribui para mover as segundas vigas de unidades transportadoras consecutivas simultaneamente.
Em exemplos alternativos, as primeiras vigas (movendo-se horizontalmente) de unidades transportadoras consecutivas podem ser intercaladas ao longo de uma parte do seu comprimento e se mover simultaneamente.
Em alguns processos, por exemplo, a conformação a quente, os fornos contínuos podem ter um comprimento total que varia de aproximadamente 35 a aproximadamente 50 metros. Nestes exemplos, o forno pode compreender uma pluralidade de unidades transportadoras com um comprimento que varia de aproximadamente 5 a 10 metros. Assim, os fornos contínuos podem, em geral, ser feitos, por exemplo, de quatro a dez unidades transportadoras, arranjadas consecutivamente, de modo a construir um sistema transportador maior substancialmente, como aqui descrito anteriormente. Outros números de unidades arranjadas consecutivamente também podem ser previstos.
Em todos os exemplos, os produtos podem ser feitos de alumínio ou aço, particularmente um Aço Ultra Resistente - Ultra High Strength Steel (UHSS).
Embora apenas alguns exemplos tenham sido aqui divulgados, outras alternativas, modificações, usos e/ou equivalentes dos mesmos são possíveis. Além disso, todas as combinações possíveis dos exemplos descritos também são abordadas. Assim, o escopo da presente divulgação não deve ser limitado por exemplos particulares, mas deve ser determinado apenas por uma leitura justa das reivindicações a seguir.
Claims (15)
1. Unidade transportadora para mover produtos em uma direção de transporte através de um forno, caracterizada por a unidade compreender: - uma ou mais hastes rotativas (111) compreendendo uma pluralidade de rolos (11) fornecidos circunferencialmente nos mesmos, - um motor para girar um ou mais dos rolos (11) ou uma ou mais das hastes rotativas (111), - uma pluralidade de primeiras vigas alongadas (10) que se estendem ao longo da direção de transporte e dispostas paralelas entre si, em que - as primeiras vigas (10) são montadas de forma deslizante nos rolos (11) das hastes rotativas (111) e são configuradas para serem deslocáveis em um movimento alternativo de vaivém ao longo da direção de transporte apenas, entre uma posição a montante e uma posição a jusante. - uma pluralidade de segundas vigas alongadas (20) que se prolongam ao longo da direção de transporte e dispostas intercaladas com as primeiras vigas (10), em que - as segundas vigas (20) são configuradas para serem deslocáveis em um movimento de vaivém ascendente e descendente entre uma posição vertical inferior e uma posição vertical superior ao longo de uma direção vertical apenas, que é definida em um plano perpendicular a um plano da direção de transporte, em que uma superfície de trabalho superior (104) das primeiras vigas (10) que em uso suportam os produtos é posicionada ao longo da direção vertical, entre a posição vertical inferior e a posição vertical superior, e em que as hastes rotativas (111) são dispostas transversalmente às primeiras vigas (10) e compreendem rolos (11) para as primeiras vigas (10) correspondentes.
2. Unidade transportadora para mover produtos em uma direção de transporte através de um forno, de acordo com a reivindicação 1, caracterizado pelo fato de que os rolos (11) são definidos por protuberâncias externas das hastes rotativas (111).
3. Unidade transportadora para mover produtos em uma direção de transporte através de um forno, de acordo com a reivindicação 1, caracterizado pelo fato de que os rolos (11) são definidos por discos providos nas hastes rotativas (111).
4. Unidade transportadora para mover produtos em uma direção de transporte através de um forno, de acordo com a reivindicação 2 ou 3, caracterizado pelo fato de que os discos ou as protuberâncias externas são montados, soldados ou formados integralmente com as hastes rotativas (111).
5. Unidade transportadora para mover produtos em uma direção de transporte através de um forno, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que as primeiras vigas (10) compreendem uma seção transversal em forma de U invertido.
6. Unidade transportadora para mover produtos em uma direção de transporte através de um forno, de acordo com qualquer uma das reivindicações 1 a 5, caracterizado por compreender um mecanismo de acionamento para fornecer um movimento alternativo ascendente e descendente linear às segundas vigas (20).
7. Método para mover produtos em uma direção de transporte através da unidade transportadora, conforme definida em qualquer uma das reivindicações 1 a 6, caracterizado por o método compreender fornecer as primeiras vigas (10) na posição a montante e as segundas vigas (20) na posição vertical inferior; o método compreendendo ainda a) fornecer um ou mais produtos nas primeiras vigas (10) em uma posição inicial ao longo da direção de transporte correspondendo a uma posição inicial ao longo das primeiras vigas (10); b) mover as primeiras vigas (10) da posição a montante para a posição a jusante, de tal modo que os produtos atinjam uma primeira posição ao longo da direção de transporte, mantendo a posição inicial em relação às primeiras vigas (10); c) mover as segundas vigas (20) a partir da posição vertical inferior para a posição vertical superior, de modo que os produtos sejam suportados pelas segundas vigas (20), na primeira posição ao longo da direção de transporte; d) mover as primeiras vigas (10) da posição a jusante para a posição a montante; e e) mover as segundas vigas (20) a partir da posição vertical superior para a posição vertical inferior de modo que os produtos sejam suportados pelas primeiras vigas (10), na primeira posição ao longo da direção de transporte que corresponde a uma primeira posição ao longo das primeiras vigas (10) que é diferente da posição inicial ao longo das primeiras vigas (10).
8. Método de acordo com a reivindicação 7, caracterizado por compreender ainda f) mover as primeiras vigas (10) com os produtos na primeira posição em relação às primeiras vigas (10) da posição a montante para a posição a jusante, de modo que os produtos atinjam uma segunda posição ao longo da direção de transporte, mantendo a primeira posição em relação às primeiras vigas (10); g) mover as segundas vigas (20) a partir da posição vertical inferior para a posição vertical superior, de tal modo que os produtos são suportados pelas segundas vigas (20), na segunda posição ao longo da direção de transporte; h) mover as primeiras vigas (10) da posição a jusante para a posição a montante; e i) mover as segundas vigas (20) a partir da posição vertical superior para a posição vertical inferior, de modo que os produtos sejam suportados pelas primeiras vigas (10), na segunda posição ao longo da direção de transporte, que corresponde a uma segunda posição ao longo das primeiras vigas (10) que é diferente da primeira posição ao longo das primeiras vigas (10); e, opcionalmente, repetindo as etapas f) a i).
9. Método de acordo com a reivindicação 8, caracterizado por compreender ainda após a etapa h) j) mover as segundas vigas (20) a partir da posição vertical superior para a posição vertical inferior, de modo que os produtos permaneçam suportados pelas segundas vigas (20), na segunda posição ao longo da direção de transporte; e k) mover as primeiras vigas (10) da posição a montante para a posição a jusante de modo a empurrar os produtos mantidos pelas segundas vigas (20), da segunda posição ao longo da direção de transporte para uma terceira posição ao longo da direção de transporte.
10. Forno contínuo, caracterizado por compreender uma unidade transportadora, conforme definida em qualquer uma das reivindicações 1 a 6 para mover produtos em uma direção de transporte com o método, conforme definido em qualquer uma das reivindicações 7 a 9.
11. Forno contínuo, de acordo com a reivindicação 10, caracterizado por compreender duas ou mais unidades transportadoras, conforme definida em qualquer uma das reivindicações 1 a 6 para movimentação de produtos em uma direção de transporte com o método, conforme definido em qualquer uma das reivindicações 7 a 9, em que as primeiras vigas (10) das duas ou mais unidades transportadoras se movem simultaneamente e as segundas vigas (20) das duas ou mais unidades transportadoras se movem simultaneamente.
12. Forno contínuo, de acordo com a reivindicação 11, caracterizado pelo fato de que as primeiras vigas (10) de uma unidade transportadora a jusante em uma posição a montante estão parcialmente intercaladas com as segundas vigas (20) de uma unidade transportadora a montante.
13. Forno contínuo, de acordo com a reivindicação 11, caracterizado pelo fato de que as primeiras vigas (10) de uma unidade transportadora a montante em uma posição a jusante são parcialmente intercaladas com as segundas vigas (20) de uma unidade transportadora a jusante.
14. Forno contínuo, de acordo com qualquer uma das reivindicações 11 a 13, caracterizado pelo fato de que uma rota definida pelas primeiras vigas (10) de uma unidade transportadora a montante se sobrepõe com uma rota definida pelas primeiras vigas (10) de uma unidade transportadora a jusante.
15. Forno contínuo, de acordo com qualquer uma das reivindicações 11 a 14, caracterizado pelo fato de que em qualquer uma das etapas e) ou i) quando as segundas vigas (20) se movem da posição vertical superior para a posição vertical inferior, os produtos são suportados pelas primeiras vigas (10) de uma unidade transportadora a jusante.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16382369 | 2016-07-28 | ||
| EP16382369.3 | 2016-07-28 | ||
| PCT/EP2017/068954 WO2018019920A1 (en) | 2016-07-28 | 2017-07-27 | Conveying through furnaces |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112019001739A2 BR112019001739A2 (pt) | 2019-05-07 |
| BR112019001739B1 true BR112019001739B1 (pt) | 2022-10-18 |
Family
ID=56609839
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112019001739-9A BR112019001739B1 (pt) | 2016-07-28 | 2017-07-27 | Unidade transportadora para mover produtos em uma direção de transporte através de um forno, método para mover produtos em uma direção de transporte através da unidade transportadora e forno contínuo |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11293695B2 (pt) |
| EP (1) | EP3491314A1 (pt) |
| JP (1) | JP7111628B2 (pt) |
| KR (1) | KR20190029525A (pt) |
| CN (1) | CN109564064B (pt) |
| BR (1) | BR112019001739B1 (pt) |
| MX (1) | MX2019001028A (pt) |
| WO (1) | WO2018019920A1 (pt) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018129446B4 (de) | 2018-11-22 | 2024-03-14 | Saint-Gobain Industriekeramik Rödental GmbH | Balken für Balkenförderofen |
| DE102020116593A1 (de) | 2020-06-24 | 2021-12-30 | AICHELIN Holding GmbH | Wärmebehandlungsanlage und Verfahren zur Herstellung von Formbauteilen |
| KR102616088B1 (ko) * | 2022-12-05 | 2023-12-19 | 이영화 | 성형몰드의 투입탈형 이동장치 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2056070A (en) * | 1933-11-15 | 1936-09-29 | Paul S Menough | Heating furnace |
| US3471134A (en) * | 1968-02-26 | 1969-10-07 | Midland Ross Corp | Walking beam furnace |
| US3606280A (en) * | 1969-11-14 | 1971-09-20 | Granco Equipment | Walking beam furnace construction |
| DE2117148A1 (en) | 1971-04-08 | 1972-10-19 | Koppers Wistra Ofenbau Gmbh | Rocker bar furnace for metals - having up-and down only rockers and separate travelling instead of fixed bars |
| DE2253105A1 (de) * | 1972-10-30 | 1974-05-09 | Brobu Industrie Ofenbau | Durchlaufofen mit senkbalkenfoerderer |
| GB1574224A (en) * | 1977-05-19 | 1980-09-03 | Bwg Bergwerk Walzwerk | Walking beam conveyors |
| DE3425165A1 (de) | 1984-07-07 | 1986-01-16 | Hans Lingl Anlagenbau Und Verfahrenstechnik Gmbh & Co Kg, 7910 Neu-Ulm | Verfahren zum ueberfuehren von keramischen formlingen auf traglatten und vorrichtung zur durchfuehrung des verfahrens |
| US4919254A (en) * | 1988-02-01 | 1990-04-24 | Bricmont & Associates, Inc. | Walking beam apparatus and method |
| JPH0762589B2 (ja) * | 1988-08-16 | 1995-07-05 | シャープ株式会社 | 加熱装置 |
| JPH06172843A (ja) * | 1992-12-10 | 1994-06-21 | Sumitomo Metal Ind Ltd | ウォーキングビーム式連続加熱炉 |
| NL9300055A (nl) * | 1993-01-12 | 1994-08-01 | Elten Systems Bv | Stappentransporteur. |
| US5334014A (en) * | 1993-03-30 | 1994-08-02 | Btu International | Walking beam furnace |
| JP4139922B2 (ja) * | 1998-03-09 | 2008-08-27 | 株式会社Ihi | 高温加熱炉 |
| CN2426390Y (zh) * | 2000-06-14 | 2001-04-11 | 中国第二重型机械集团公司 | 平移式厚板冷床 |
| JP2005120442A (ja) * | 2003-10-17 | 2005-05-12 | Nippon Furnace Kogyo Kaisha Ltd | 工業炉 |
| JP4283242B2 (ja) * | 2005-03-30 | 2009-06-24 | 株式会社ノリタケカンパニーリミテド | ウオーキングビーム式搬送装置 |
| DE102007002010B4 (de) * | 2007-01-08 | 2009-03-26 | Bwg Bergwerk- Und Walzwerk-Maschinenbau Gmbh | Hubbalkenförderer |
| DE102010019215A1 (de) | 2010-05-04 | 2011-11-10 | Bsn Thermprozesstechnik Gmbh | Vorrichtung zur Vorwärmung von Blechen aus Stahl zum Presshärten |
| DE102011011258B4 (de) | 2010-11-26 | 2013-05-29 | Otto Junker Gmbh | Ofenanlage und Verfahren zur Wärmebehandlung von Werkstücken |
| EP2995691B1 (en) | 2011-07-21 | 2017-09-13 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Method for producing hot-pressed steel member |
| JP5769593B2 (ja) * | 2011-11-16 | 2015-08-26 | 中外炉工業株式会社 | 炉内搬送装置及び加熱炉 |
| JP5743981B2 (ja) * | 2012-08-16 | 2015-07-01 | 中外炉工業株式会社 | 連続加熱炉 |
| CN104457232B (zh) * | 2014-11-25 | 2016-03-16 | 无锡市晶瑜冶金机械有限公司 | 用于步进炉的步进装置 |
-
2017
- 2017-07-27 US US16/320,884 patent/US11293695B2/en active Active
- 2017-07-27 WO PCT/EP2017/068954 patent/WO2018019920A1/en unknown
- 2017-07-27 MX MX2019001028A patent/MX2019001028A/es unknown
- 2017-07-27 EP EP17743059.2A patent/EP3491314A1/en active Pending
- 2017-07-27 CN CN201780046134.9A patent/CN109564064B/zh active Active
- 2017-07-27 KR KR1020187036009A patent/KR20190029525A/ko unknown
- 2017-07-27 JP JP2018563127A patent/JP7111628B2/ja active Active
- 2017-07-27 BR BR112019001739-9A patent/BR112019001739B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| JP7111628B2 (ja) | 2022-08-02 |
| BR112019001739A2 (pt) | 2019-05-07 |
| US11293695B2 (en) | 2022-04-05 |
| US20190162472A1 (en) | 2019-05-30 |
| KR20190029525A (ko) | 2019-03-20 |
| CN109564064A (zh) | 2019-04-02 |
| EP3491314A1 (en) | 2019-06-05 |
| WO2018019920A1 (en) | 2018-02-01 |
| MX2019001028A (es) | 2019-09-23 |
| JP2019524591A (ja) | 2019-09-05 |
| CN109564064B (zh) | 2020-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112019001739B1 (pt) | Unidade transportadora para mover produtos em uma direção de transporte através de um forno, método para mover produtos em uma direção de transporte através da unidade transportadora e forno contínuo | |
| US10287650B2 (en) | Furnace system for the controlled heat treatment of sheet metal parts | |
| DE102012218159B4 (de) | Handhabungseinrichtung | |
| US20110214786A1 (en) | Method of making a shaped object with regions of different ductility | |
| US10000823B2 (en) | Method and device for partially hardening sheet metal components | |
| KR20140033356A (ko) | 회전가능한 전달 섹션을 갖는 컨베이어 디바이스 | |
| JP4802181B2 (ja) | 搬送装置及びそれを有する熱間プレス成形装置 | |
| US20160208353A1 (en) | Heat treatment method for ring-shaped member and heat treatment equipment for ring-shaped member | |
| US3715556A (en) | Slab heating method and apparatus | |
| US20140224388A1 (en) | Heat treatment line and method for operating the heat treatment line | |
| JP2020529926A (ja) | コーティングされた鋼に対するプレス方法及び鋼の使用法 | |
| WO2018115298A1 (en) | Method for heating a blank and heating system | |
| CN110670004A (zh) | 一种提高铝合金强度的连续式热处理生产线及其工作方法 | |
| US20120174406A1 (en) | Method and production plant for making components for a motor vehicle | |
| EP2818571B1 (de) | Eindiffundieren von Aluminium-Silizium in eine Stahlblechbahn | |
| CN108884510A (zh) | 热处理方法和热处理装置 | |
| CN105916608B (zh) | 钢板加热方法和钢板加热装置 | |
| US11131001B2 (en) | Oven device for heat-treating a metal blank | |
| DE102016109095B4 (de) | Vorrichtung und Verfahren zum partiellen Härten von Stahlblechbauteilen | |
| DE102010019215A1 (de) | Vorrichtung zur Vorwärmung von Blechen aus Stahl zum Presshärten | |
| KR100657524B1 (ko) | 열간 프레스 공정을 위한 2축 소재 이송 장치 | |
| JP6351126B2 (ja) | 延伸製品を熱処理する方法及び装置 | |
| JP2022523555A (ja) | 可動梁式積載物ハンドリングシステムを備えた炉 | |
| CN107161648B (zh) | 一种热处理工件的标记机 | |
| Totten et al. | Handbook |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B25F | Entry of change of name and/or headquarter and transfer of application, patent and certif. of addition of invention: change of name on requirement |
Owner name: AUTOTECH ENGINEERING A.I.E. (ES) ; GHI HORNOS INSD Free format text: A FIM DE ATENDER A ALTERACAO DE NOME REQUERIDA ATRAVES DA PETICAO NO 870190076715, DE 08/08/2019, E NECESSARIO APRESENTAR O DOCUMENTO COM APOSTILAMENTO OU LEGALIZACAO CONSULAR, ALEM DA GUIA DE CUMPRIMENTO DE EXIGENCIA. |
|
| B25D | Requested change of name of applicant approved |
Owner name: GHI HORNOS INSDUSTRIALES S.L. (ES) ; AUTOTECH ENGINEERING, S.L. (ES) |
|
| B06W | Patent application suspended after preliminary examination (for patents with searches from other patent authorities) chapter 6.23 patent gazette] | ||
| B350 | Update of information on the portal [chapter 15.35 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 27/07/2017, OBSERVADAS AS CONDICOES LEGAIS |