BR112015019074B1 - Método de reparo de uma válvula através do uso de um sistema de injeção - Google Patents
Método de reparo de uma válvula através do uso de um sistema de injeção Download PDFInfo
- Publication number
- BR112015019074B1 BR112015019074B1 BR112015019074-0A BR112015019074A BR112015019074B1 BR 112015019074 B1 BR112015019074 B1 BR 112015019074B1 BR 112015019074 A BR112015019074 A BR 112015019074A BR 112015019074 B1 BR112015019074 B1 BR 112015019074B1
- Authority
- BR
- Brazil
- Prior art keywords
- port
- valve
- injection
- boss
- injection system
- Prior art date
Links
Images




























































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/18—Appliances for use in repairing pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K27/00—Construction of housing; Use of materials therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/123—Controlling or monitoring the welding process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/04—Repairing fractures or cracked metal parts or products, e.g. castings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K41/00—Spindle sealings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K43/00—Auxiliary closure means in valves, which in case of repair, e.g. rewashering, of the valve, can take over the function of the normal closure means; Devices for temporary replacement of parts of valves for the same purpose
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L23/00—Flanged joints
- F16L23/16—Flanged joints characterised by the sealing means
- F16L23/165—Flanged joints characterised by the sealing means comprising a viscous mass, e.g. hardenable
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/168—Devices for covering leaks in pipes or hoses, e.g. hose-menders from outside the pipe
- F16L55/1683—Devices for covering leaks in pipes or hoses, e.g. hose-menders from outside the pipe by means of a patch which is fixed on the wall of the pipe by means of an adhesive, a weld or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16M—FRAMES, CASINGS OR BEDS OF ENGINES, MACHINES OR APPARATUS, NOT SPECIFIC TO ENGINES, MACHINES OR APPARATUS PROVIDED FOR ELSEWHERE; STANDS; SUPPORTS
- F16M13/00—Other supports for positioning apparatus or articles; Means for steadying hand-held apparatus or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/1285—Portable friction welding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/14—Preventing or minimising gas access, or using protective gases or vacuum during welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L3/00—Supports for pipes, cables or protective tubing, e.g. hangers, holders, clamps, cleats, clips, brackets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L3/00—Supports for pipes, cables or protective tubing, e.g. hangers, holders, clamps, cleats, clips, brackets
- F16L3/24—Supports for pipes, cables or protective tubing, e.g. hangers, holders, clamps, cleats, clips, brackets with a special member for attachment to profiled girders
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/168—Devices for covering leaks in pipes or hoses, e.g. hose-menders from outside the pipe
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/0318—Processes
- Y10T137/0402—Cleaning, repairing, or assembling
- Y10T137/0491—Valve or valve element assembling, disassembling, or replacing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/598—With repair, tapping, assembly, or disassembly means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49405—Valve or choke making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49405—Valve or choke making
- Y10T29/49407—Repairing, converting, servicing or salvaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49718—Repairing
- Y10T29/49746—Repairing by applying fluent material, e.g., coating, casting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/55—Cutting by use of rotating axially moving tool with work-engaging structure other than Tool or tool-support
- Y10T408/567—Adjustable, tool-guiding jig
Abstract
REPARO DE VÁLVULA, CANO E COMPONENTE DE CANO Em algumas implantações, um sistema de injeção que injeta vedante em um cano, componente de pressão ou válvula enquanto contém o cano, componente de pressão ou reparo de válvula que reduz ou elimina significativamente a liberação de material perigoso de dentro do cano, componente de pressão, válvula ou sistema de injeção e, então, reduz significativamente a emissão do material perigoso de dentro do cano, componente de pressão ou válvula para o ambiente e protege os técnicos de consertos.
Description
[0001] Este pedido reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/760.646' que tem o número de dossiê 'forge.0002.prov' e depositado em 4 de fevereiro de 2013.
[0002] Este pedido reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/835.563' que tem o número de dossiê 'forge.0002B.prov' depositado em 15 de junho de 2013.
[0003] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos do Pedido Original de Número de Série U.S. '13/918.944' que tem o número de dossiê 'forge.0002.A' e depositado em 15 de junho de 2013 que reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/760.646' que tem o número de dossiê 'forge.0002.prov' e depositado em 4 de fevereiro de 2013 e que também reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/835.563' que tem o número de dossiê 'forge.00028.prov' e depositado em 15 de junho de 2013.
[0004] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos do Pedido Original de Número de Série U.S. '13/918.953' que tem o número de dossiê 'forge.0002.B' e depositado em 15 de junho de 2013 que reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. 61/760.646' que tem o número de dossiê 'forge.0002.prov' e depositado em 4 de fevereiro de 2013 e que também reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/835.563' que tem o número de dossiê 'forge.00028.prov' e depositado em 15 de junho de 2013.
[0005] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos do Pedido Original de Número de Série U.S. '13/918.955' que tem o número de dossiê 'forge.0002.C' e depositado em 15 de junho de 2013 que reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/760.646' que tem o número de dossiê 'forge.0002.prov' e depositado em 4 de fevereiro de 2013 e que também reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/835.563' que tem o número de dossiê 'forge.00028.prov' e depositado em 15 de junho de 2013.
[0006] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos do Pedido Original de Número de Série U.S. ‘13/918.956’ que tem o número de dossiê ‘forge.0002.D’ e depositado em 15 de junho de 2013 que reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. ‘61/760.646’ que tem o número de dossiê 'forge.0002.prov’ e depositado em 4 de fevereiro de 2013 e que também reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. ‘61/835.563’ que tem o número de dossiê ‘forge.0002B.prov’ e depositado em 15 de junho de 2013.
[0007] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos do Pedido Original do Número de Série U.S. ‘13/918.957’ que tem o número de dossiê ‘forge.0002.E’ e depositado em 15 de junho de 2013 que reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. ‘61/760.646’ que tem o número de dossiê ‘forge.0002.prov’ e depositado em 4 de fevereiro de 2013 e que também reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. ‘61/835.563’ que tem o número de dossiê ‘forge.0002B.prov’ e depositado em 15 de junho de 2013.
[0008] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos de Pedido Original de Número de Série U.S. ‘13/918.958’ que tem número de dossiê ‘forge.0002.F’ e depositado em 15 de junho de 2013 que reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. ‘61/760.646’ que tem número de dossiê ‘forge.0002.prov’ e depositado em 4 de fevereiro de 2013 e que também reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. ‘61/835.563’ que tem o número de dossiê 'forge.0002B.prov' e depositado em 15 de junho de 2013.
[0009] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos do Pedido Original de Número de Série U.S. ‘13/918.959’ que têm o número de dossiê ‘forge.0002.G' e depositado em 15 de junho de 2013 que reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. ‘61/760.646’ que tem o número de dossiê ‘forge.0002.prov’ e depositado em 4 de fevereiro de 2013 e que também reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/835.563' que tem o número de dossiê ‘forge.0002B.prov’ e depositado em 15 de junho de 2013.
[0010] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos do Pedido Original de Número de Série U.S. ‘13/952.613’ que tem o número de dossiê 'forge.0002.H’ e depositado em 27 de julho de 2013.
[0011] Este pedido reivindica o benefício sob o título 35 da seção 120 do Código dos Estados Unidos do Pedido Original do Número de Série U.S. ‘13/952.615’ que tem o número de dossiê ‘forge.0002.1’ e depositado em 27 de julho de 2013 que reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. ‘61/760.646’ que tem o número de dossiê ‘forge.0002.prov’ e depositado em 4 de fevereiro de 2013 e que também reivindica o benefício sob o título 35 da seção 119(e) do Código dos Estados Unidos do Pedido Provisório de Número de Série U.S. '61/835.563' que tem o número de dossiê ‘forge.0002B. prov’ e depositado em 15 de junho de 2013.
[0012] A presente revelação refere-se, de modo geral, ao reparo de válvulas, canos e componentes de cano e, mais especificamente, se refere às técnicas e aparelho de reparo de válvulas, canos e componentes de cano.
[0013] Milhões de milhas de encanamento e milhões de válvulas de controle estão instaladas pelo mundo. Tais válvulas controlam o fluxo de fluidos e gás através de canos que direcionam produtos químicos através de refinarias, instalações de armazenamento, subsolos, espaço e embarcações marinhas. Os canos precisam de reparo e, por vezes, apresentam melhorias, tais como terminais elétricos para proteção catódica ou prendedores mecânicos para degraus, escadas e caminhos. As válvulas são dispositivos mecânicos com partes móveis. As partes móveis se desgastam ou corroem ao longo do tempo, de modo a causar vazamentos. Com o envelhecimento do equipamento combatendo os padrões de ar, água e solo acentuadamente limpos, a necessidade do reparo da válvula, cano e componente de cano cresce rapidamente.
[0014] Muitos canos, válvulas e componentes de cano contêm produtos químicos que são voláteis ou cáusticos com níveis de vazamento inseguros medidos em refinaria (ppm). Não apenas esses produtos químicos representam riscos ao ambiente, mas também aos técnicos que reparam os mesmos.
[0015] Quando uma válvula começa a vazar em uma refinaria, a refinaria deve ser tirada de serviço, de modo a custar milhões de dólares por dia ou o vazamento de válvula deve ser reparado enquanto a mesma ainda está em operação. Para tanto, os técnicos de serviço petroquímico perfuram um furo parcialmente através do alojamento de válvula próximo à guarnição de sobreposta, rosqueiam tal furo e, em seguida, aparafusam em um encaixe que permitirá, no devido tempo, a perfuração e injetar um novo vedante. Esse processo de rosqueamento é repleto de problemas. Primeiramente, se o técnico perfurar muito profundamente no alojamento de campânula, o mesmo poderia ser exposto a produtos químicos de risco, de modo a arriscar sua vida. Além disso, uma vez que o encaixe está fixado à fina parede do alojamento, o mesmo é preso apenas por algumas roscas. Isso torna o encaixe sujeito à ruptura no ambiente físico severo de uma refinaria. Além disso, as roscas podem se tornar um ponto de vazamento visto que a corrosão e vibração mecânica enfraquecem a conexão. Durante o processo de injeção de um novo vedante na válvula, os processos de injeção existentes permitem que o material de risco escape para o ambiente, de modo a expor o técnico de consertos a produtos químicos de risco e a violar as normas crescentemente rigorosas da EPA.
[0016] No passado, se um prendedor tal como um prisioneiro, saliência, porca, pino, parafuso, dobradiça, encaixe, alavanca ou grampo fosse fixado a um cano ou válvula, solda a arco, de MIG, de TIG, GMAW, GTAW, FCAW ou SMAW ou brasagem de maçarico de oxiacetileno eram utilizados. Devido às altas temperaturas e às faíscas associadas a tais processos de soldagem, os mesmos não podem ser usados em ambientes de risco.
[0017] Ficará evidente que, a título de simplicidade e clareza de ilustração, os elementos ilustrados nas Figuras não precisam ser desenhados, necessariamente, em escala. Por exemplo, as dimensões de alguns dos elementos são exageradas em relação a outros elementos. As modalidades que incorporam ensinamentos da presente revelação são mostradas e descritas em relação aos desenhos aqui apresentados, em que:
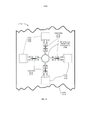
[0018] A Figura 1 é um diagrama isométrico de uma válvula de porta convencional, de acordo com uma implantação;
[0019] A Figura 2 é um diagrama em corte transversal da válvula de porta na Figura 1, de acordo com uma implantação:
[0020] A Figura 3 é um sistema de reparo completo com o sistema de injeção alinhado com uma válvula, de acordo com uma implantação;
[0021] A Figura 4 é uma vista isométrica explodida de um sistema de injeção, de acordo com uma implantação;
[0022] A Figura 5 é uma vista isométrica em corte transversal do sistema de injeção mostrado na Figura 4, de acordo com uma implantação;
[0023] A Figura 6 é uma vista isométrica montada do sistema de injeção mostrado na Figura 4, de acordo com uma implantação;
[0024] A Figura 7 é vista explodida em corte transversal de um colar e guia de perfuração, de acordo com uma implantação;
[0025] As Figuras 8A a 8C são vistas em corte transversal de um colar que veda a broca, de acordo com uma implantação;
[0026] A Figura 8D é um sistema completo da Figura 3 com a inclusão de fixações de guia de perfuração, de acordo com uma implantação;
[0027] A Figura 9 é uma vista isométrica de um sistema de injeção com duas portas, de acordo com uma implantação:
[0028] A Figura 10 é uma vista isométrica de um sistema de injeção com uma porta, de acordo com uma implantação;
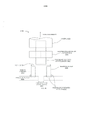
[0029] A Figura 11 é um fluxograma de um método de reparo de válvula que usa o sistema de injeção da Figura 6, de acordo com uma implantação;
[0030] A Figura 12 é um fluxograma de um método de reparo de válvula que usa o sistema de injeção da Figura 6, de acordo com uma implantação;
[0031] A Figura 13 é um fluxograma de um método de reparo de válvula que usa o sistema de injeção da Figura 6, de acordo com uma implantação;
[0032] A Figura 14 é um fluxograma de um método de reparo de válvula que usa o sistema de injeção de Figura 6, de acordo com uma implantação;
[0033] A Figura 15 é um fluxograma de um método de reparo de válvula que usa o sistema de injeção da Figura 9, de acordo com uma implantação;
[0034] A Figura 16 é um fluxograma de um método de reparo de válvula que usa o sistema de injeção da Figura 10, de acordo com uma implantação;
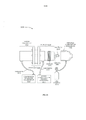
[0035] A Figura 17 é um diagrama de blocos de um grampo que é operável para fixar o motor e atuador de ligação por atrito à válvula enquanto a saliência é ligada à válvula, sendo que a força é fornecida através de uma bomba de pressão de acordo com uma implantação;
[0036] A Figura 18 é um diagrama de blocos de um grampo que é operável para prender o motor e atuador de ligação por atrito à válvula enquanto a saliência é ligada à válvula, sendo que a força é fornecida por uma manivela de mão de acordo com uma implantação;
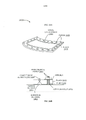
[0037] A Figura 19 é um diagrama em corte transversal de um grampo de cano de corrente de acordo com uma implantação:
[0038] A Figura 20 é um diagrama de blocos de uma vista de topo de um grampo de tira de acordo com uma implantação;
[0039] A Figura 21 é um diagrama de blocos de uma vista lateral de um grampo de ímã que é usado em um cano grande de acordo com uma implantação;
[0040] A Figura 22 é um diagrama de blocos em corte transversal de uma vista de topo do grampo de ímã mostrado na Figura 21 de acordo com uma implantação;
[0041] A Figuras 23A é um diagrama isométrico e a 23B é um diagrama em corte transversal de um cano reparado com o uso de um embutimento de metal convencional de acordo com uma implantação;
[0042] A Figura 24A é um diagrama isométrico e a 24B é um diagrama em corte transversal de uma placa de reparo que usa um empanque de canal de acordo com uma implantação;
[0043] As Figuras 25A e 25B são diagramas em corte transversal de uma placa que é pré-envolvida para ser incompatível com a curvatura de um cano de acordo com uma implantação;
[0044] A Figura 26A é um diagrama isométrico e 26B é um diagrama de blocos de uma placa que é pré-envolvida com um gradiente para alterar o local da pressão máxima no cano para melhorar a vedação na área de defeito de acordo com uma implantação;
[0045] A Figura 27A é um diagrama isométrico e a 27B é um diagrama em corte transversal de um embutimento de bloco usado para adicionar mais pressão em uma área de defeito de um cano para melhorar a vedação do defeito de acordo com uma implantação;
[0046] A Figura 28A é um diagrama em corte transversal e a 28B é um diagrama em corte transversal de um embutimento de bloco com tensores de acordo com uma implantação;
[0047] A Figura 29 é um diagrama em corte transversal de um embutimento de bloco com ajustadores de acordo com uma implantação:
[0048] A Figura 30 é um diagrama em corte transversal de fixador de forjamento por atrito portátil (PFFB) em que prisioneiros são usados para prender um caminho até um cano de acordo com uma implantação;
[0049] A Figura 31 é um diagrama em corte transversal de um fixador de forjamento por atrito portátil usado para fixar cátodos para sistemas de proteção catódica em encanamentos de acordo com uma implantação;
[0050] A Figura 32 é um diagrama em corte transversal de um grande encaixe de 5,08 cm (2 polegadas) fixado para teste de produtos químicos em um cano, teste do ambiente fora do cano ou ambos de acordo com uma implantação;
[0051] A Figura 33 é um diagrama de blocos de um fixador de forjamento por atrito portátil de acordo com uma implantação:
[0052] A Figura 34 é um desenho em corte transversal de uma modalidade preferencial do atuador, de acordo com uma implantação;
[0053] A Figura 35 é o desenho em corte transversal de outra modalidade do atuador de acordo com uma implantação
[0054] A Figura 36 é um diagrama isométrico de uma saliência ou Receptor Universal Permanente (PUR) fixado através da soldagem por atrito a um cano em operação, componente de pressão ou uma válvula de acordo com uma implantação;
[0055] A Figura 37A e a Figura 37B são um desenho isométrico de um PUR ou uma saliência que é ligada a uma superfície de trabalho através da soldagem por atrito e submetida a uma força lateral no topo do PUR ou saliência de acordo com uma implantação;
[0056] A Figura 38 é um PUR ou uma saliência que foi fixada a uma superfície de trabalho e é rosqueada com uma rosca afunilada tal como uma Rosca de Cano Nacional (NPT) de acordo com uma implantação;
[0057] A Figura 39 é uma saliência ou PUR de perfil muito baixo que é soldado em estado sólido a uma peça de trabalho, o PUR para receber um prisioneiro rosqueado e uma contraporca que é aparafusada em um mandril de acordo com uma implantação;
[0058] A Figura 40 é uma vista lateral em corte transversal da saliência de perfil muito baixo na Figura 39 de acordo com uma implantação que tem roscas internas na saliência de perfil muito baixo;
[0059] A Figura 41 é uma vista lateral em corte transversal da saliência de perfil muito baixo na Figura 39 de acordo com uma implantação que tem roscas externas na saliência de perfil muito baixo;
[0060] A Figura 42 é uma vista lateral em corte transversal da saliência de perfil muito baixo na Figura 39 de acordo com uma implantação;
[0061] A Figura 43 é uma vista lateral em corte transversal de uma válvula de porta vedada contra vazamento de acordo com uma implantação:
[0062] A Figura 44 é uma vista lateral em corte transversal de uma válvula globo vedada contra vazamento de acordo com uma implantação;
[0063] A Figura 45 é uma vista lateral em corte transversal de uma válvula de esfera vedada contra vazamento de acordo com uma implantação;
[0064] A Figura 46 é um diagrama em corte transversal de uma vedação contra vazamento de flange de cano de acordo com uma implantação;
[0065] A Figura 47 é um diagrama em corte transversal isométrico da vedação contra vazamento de flange de cano da Figura 46 de acordo com uma implantação;
[0066] A Figura 48 é uma vista em corte transversal isométrico de uma vedação contra vazamento de união de cano de acordo com uma implantação;
[0067] A Figura 49 é um diagrama em corte transversal de uma interrupção de linha com válvula de acordo com uma implantação;
[0068] A Figura 50 é um diagrama em corte transversal de uma vedação contra vazamento de cano rosqueado com tampa de extremidade de cano rosqueado de acordo com uma implantação;
[0069] A Figura 51 é um diagrama em corte transversal de uma interrupção de linha de cano com o uso de um enrugamento e vedante de acordo com uma implantação;
[0070] A Figura 52 é um diagrama em corte transversal de uma interrupção de linha de cano com o uso de dois enrugamentos e vedante de acordo com uma implantação;
[0071] A Figura 53 é um diagrama isométrico de um prisioneiro, saliência ou PUR soldado por atrito não perpendicular de acordo com uma implantação;
[0072] A Figura 54 é um diagrama em corte transversal de uma porta de isolamento de válvula de retenção de esfera e de mola de acordo com uma implantação;
[0073] A Figura 55A e a Figura 55B são diagramas em corte transversal de uma porta de isolamento de válvula de retenção de chapeleta de acordo com uma implantação;
[0074] A Figura 56 é um diagrama em corte transversal de um aparelho para medir, detectar e/ou controlar o deslocamento de prisioneiro ou PUR durante o processo de soldagem por atrito de acordo com uma implantação;
[0075] A Figura 57 é um diagrama de vista lateral de um soldador por atrito melhorada ultrassónica de acordo com uma implantação;
[0076] A Figura 58A é uma saia de porta de injeção para receber uma porta de isolamento para vedar a válvula de acordo com uma implantação;
[0077] A Figura 58B é uma vista isométrica de uma saia de porta de injeção para receber uma porta de isolamento para vedar a válvula de acordo com uma implantação;
[0078] A Figura 59 é uma vista em corte transversal isométrico de uma gaiola de vedante para fornecer mais espaço para o vedante injetado durante um reparo de vazamento de válvula de acordo com uma implantação;
[0079] A Figura 60 é um diagrama de blocos em corte transversal de vista lateral de uma válvula que contém uma gaiola de vedante de acordo com uma implantação;
[0080] A Figura 61 é uma vista em corte transversal de uma metade de um flange de cano ou flange de válvula com portas de injeção de acordo com uma implantação;
[0081] A Figura 62A é uma vista em corte transversal de um empanque de flange injetável de acordo com uma implantação;
[0082] A Figura 62B é uma vista isométrica de um empanque de flange injetável de acordo com uma implantação;
[0083] A Figura 63 é uma vista isométrica de um dispositivo de contenção de copo rosqueado para adicionar uma vedação de reforço para a porta de isolamento de acordo com uma implantação;
[0084] A Figura 64A é um diagrama isométrico de um sistema de acionamento de multimotor para duplicar a capacidade de acionamento de um sistema de soldagem por atrito portátil de acordo com uma implantação;
[0085] A Figura 64B é um diagrama de blocos de vista de fundo de um sistema de acionamento de multimotor para duplicar a capacidade de acionamento de um sistema de soldagem por atrito portátil de acordo com uma implantação;
[0086] A Figura 65 é um diagrama de blocos de um sistema de acionamento de multimotor para duplicar a capacidade de acionamento de um sistema de soldagem por atrito portátil de acordo com uma implantação.
[0087] A descrição detalhada abaixo descreve métodos e aparelho para o reparo e a vedação de válvulas, canos e componentes de cano.
[0088] Os diversos ensinamentos inovadores do presente pedido serão descritos com referência particular às modalidades exemplificativas. Entretanto, deve-se entender que essa classe de modalidades fornece apenas alguns exemplos dos muitos usos vantajosos dos ensinamentos inovadores neste documento. De modo geral, as afirmações realizadas no relatório do presente pedido não limitam nenhuma das várias invenções reivindicadas. Ao contrário, a descrição das modalidades exemplificativas se destina a cobrir alternativas, modificações e equivalentes conforme podem ser abrangidos pelo espírito e escopo da invenção conforme definido pelas reivindicações. Ademais, algumas afirmações podem se aplicar a alguns recursos da invenção, mas não a outros.
[0089] A Figura 1 é um diagrama isométrico de uma válvula 100 de acordo com uma implantação. A válvula 100 é usada em áreas de refinarias, de fábricas, serviços de utilidade pública, áreas marítimas, de prédios de escritórios, áreas farmacêuticas, áreas de processamento alimentar, transportação e armazenamento de encanamento, offshore, mineração, energia e muitas outras áreas. Em algumas implantações, a válvula 100 é uma válvula de porta convencional.
[0090] A Figura 2 é um diagrama em corte transversal da válvula 100 na Figura 1 de acordo com uma implantação. As porções mencionadas na revelação são a guarnição de sobreposta 216, sobreposta de engaxetamento 214, haste 208 e as porcas de retenção de sobreposta de engaxetamento 212. A guarnição de sobreposta 216 veda a haste 208 contra o vazamento e a sobreposta de engaxetamento 214 comprime a guarnição de sobreposta 216 quando as porcas de retenção de sobreposta de engaxetamento 212 são apertadas.
[0091] A válvula 100 inclui uma porca de roda 202 que é acoplada de modo operacional a uma roda de mão 204 e uma porca de haste 206. A porca de haste 206 é acoplada de modo operacional a uma haste 208. A haste 208 é acoplada de modo operacional a um flange de sobreposta 210 e o flange de sobreposta 210 é acoplado de modo operacional às porcas de retenção de sobreposta de engaxetamento 212. O flange de sobreposta 210 é acoplado de modo operacional a uma sobreposta de engaxetamento 214. A sobreposta de engaxetamento 214 é acoplada de modo operacional a uma guarnição de sobreposta 216. A guarnição de sobreposta 216 é acoplada de modo operacional a uma sede traseira 218. A sede traseira 218 é acoplada de modo operacional a uma porca de cavilha 220. A porca de cavilha 220 é acoplada de modo operacional a um obturador 222. O obturador 222 é acoplado de modo operacional ao empanque 224. O empanque 224 é acoplado de modo operacional a uma cunha (porta) 226. A cunha (porta) 226 é acoplada de modo operacional a uma sede de válvula 228. A sede de válvula 228 é acoplada de modo operacional a um corpo 230.
[0092] Em algumas válvulas de porta, a haste 208 terá uma rosca externa parcial (não mostrada na Figura 2) e uma forquilha 232 e/ou porca de haste 206 terá uma rosca interna (não mostrada na Figura 2). Quando a roda de mão 204 é girada, as roscas são ativadas e a haste exerce uma força ascendente ou descendente sobre a cunha (porta) 226 para abrir ou fechar a válvula.
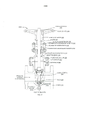
[0093] A Figura 3 é um sistema 300 com um sistema de injeção que é alinhado a uma válvula de acordo com uma implantação. O sistema 300 inclui o sistema de injeção 302. O sistema de injeção 302 é acoplado de modo operacional a uma mangueira 304. A mangueira 304 é acoplada de modo operacional a uma bomba de injeção 306. A bomba de injeção 306 tem um manómetro 308. O sistema 300 inclui uma válvula 100, a válvula 100 inclui uma haste 208, uma sobreposta de engaxetamento 214, uma guarnição de sobreposta 216, uma junta de solda 310 e uma saliência 312. Uma broca 314 de uma furadeira 316 entra no sistema de injeção 302, no sistema 300, a saliência 312 é fixada à válvula 100. A bomba de injeção 306, a furadeira 316 e a broca 314 combinadas com o sistema de injeção 302 completam o sistema de reparo. As Figuras subsequentes demonstram o uso do sistema 300 para reparar válvulas sem a liberação de produtos químicos de risco a partir da válvula 100 para a atmosfera,
[0094] A Figura 4 é uma vista isométrica explodida de um sistema de injeção 400 de acordo com uma implantação. O sistema de injeção 400 é uma implantação de sistema de injeção 302 na Figura 3. Três portas 406, 408 e 410 são usadas para direcionar o fluxo de vedante sob pressão ao longo do sistema de injeção 400. Os anéis em O fornecem uma vedação para cada porta. Um colar 402 é usado para vedar a abertura quando uma broca é inserida. A porta de isolamento 410, a porta de injeção 408 e a guia de perfuração 404 são rosqueadas para propósitos de montagem. Os anéis de fecho retêm a porta de isolamento 410 no lugar e permitem que a mesma seja livremente girada.
[0095] O colar 402 é acoplado de modo operacional a uma guia de perfuração 404. A guia de perfuração 404 é acoplada de modo operacional a uma porta de guia de perfuração 406. A porta de guia de perfuração 406 é acoplada de modo operacional a uma porta de injeção 408 e a uma porta de isolamento 410. A porta de isolamento 410 é acoplada de modo operacional a uma saliência 312. A porta de guia de perfuração 406 inclui uma haste de porta 412. A porta de injeção 408 inclui uma haste de porta 414. A porta de isolamento 410 inclui uma haste de porta 416.
[0096] A saliência 312 pode ser fixada com o uso de fixação de forjamento por atrito ou qualquer outro aparelho de fixação que elimine possíveis fontes de ignição. O sistema de injeção 400 é mantido sob pressão durante uma porção do processo de perfuração, de modo que, quando a broca 314 penetrar na válvula 100, os produtos químicos de risco ou outros materiais estejam contidos no interior da válvula 100 ou no interior do sistema de injeção 302, que fornece reparo de válvula livre de emissões de risco, mas também livre de emissões de qualquer tipo. A broca 314 para vedação de colar mais todas as três portas 406, 408 e 410 são vedadas com o vedante, de modo a evitar qualquer possível vazamento, o que fornece reparo de válvula livre de emissões.
[0097] Em algumas implantações, o sistema de injeção é testado quanto à pressão antes da perfuração através de uma parede da válvula 100. Durante esse teste, pressões muito mais altas do que é tipicamente necessário para manter uma pressão positiva (cerca de 20,68 a 34,47 MPa (3.000 a 5.000 psi)) podem ser usadas para testar a fixação de saliência à válvula Esse teste de pressão serve para vedar as portas 406, 408 e 410 e também o colar 402. Além disso, o sistema de injeção 400 utiliza menos etapas para teste em comparação com os sistemas convencionais, o que fornece um reparo de válvula livre de emissões. A porta de isolamento 410 pode ser orientada de modo giratório, a título de conveniência e clareza e é mais compacta do que os sistemas convencionais. Para injetar a válvula 100 após uma primeira injeção na válvula 100, o sistema de injeção 400 não é necessário; em vez disso, uma bomba de pressão pode ser fixada à porta de isolamento 410 e uma nova injeção realizada através da porta de isolamento 410. Se a porta de isolamento 410 congela fechada devido a corrosão ou danos, a porta de isolamento congelada 410 pode ser substituída por uma nova porta de isolamento 410 ou uma nova porta de isolamento 410 pode ser aparafusada na porta de isolamento congelada 410 e a porta de isolamento congelada 410 pode ser perfurada.
[0098] A Figura 5 é uma vista isométrica em corte transversal do sistema de injeção 400 mostrado na Figura 4, de acordo com uma implantação. O sistema de injeção 400 inclui uma porta de guia de perfuração 406, uma porta de isolamento 410 fixada à guia de perfuração 404 e uma porta de injeção 408 fixada à guia de perfuração 404. Uma extremidade da guia de perfuração 404 não é fixada à porta de isolamento 410. A extremidade inclui um colar 402. Em algumas implantações do sistema de injeção 400, a porta de guia de perfuração 406 inclui uma junção que tem uma primeira passagem 418 e uma segunda passagem 420, sendo que a segunda passagem 420 cruza com a primeira passagem 418 em uma interseção 424, em que cada uma das passagens tem uma primeira extremidade e uma segunda extremidade. Em algumas implantações do sistema de injeção 400, a primeira passagem 418 inclui uma primeira haste de porta 412 em que a primeira haste de porta 412 está posicionada entre a segunda extremidade da primeira passagem 418 e a interseção 424. Em algumas implantações do sistema de injeção 400, a segunda passagem 420 inclui uma segunda haste de porta 41.4 em que a segunda haste de porta 414 está posicionada entre uma segunda extremidade da segunda passagem 420 e a interseção 424. Em algumas implantações do sistema de injeção 400, a primeira extremidade da primeira passagem 418 tem uma interface complementar à porta de isolamento 410. Em algumas implantações do sistema de injeção 400, a segunda extremidade da segunda passagem 420 tem uma interface complementar à porta de injeção 408. Em algumas implantações do sistema de injeção 400 (não mostradas), a primeira passagem 418 inclui uma haste de porta 412 entre a segunda extremidade da segunda passagem 420 e a interseção 424. Em algumas implantações do sistema de injeção 400, a porta de guia de perfuração 406 está fixa à porta de isolamento 410 e a porta de injeção 408 através de interfaces macho-fêmea complementares. Em algumas implantações do sistema de injeção 400, a porta de guia de perfuração 406 está fixada à porta de isolamento 410 e à porta de injeção 408 através de interfaces rosqueadas. Em algumas implantações do sistema de injeção 400, cada uma dentre a porta de guia de perfuração 406, a porta de isolamento 410 e a porta de injeção 408 inclui uma haste de porta. Em algumas implantações do sistema de injeção 400, a porta de guia de perfuração 406 inclui uma haste de porta 412. Em algumas implantações do sistema de injeção 400, a porta de isolamento 410 inclui uma haste de porta 416. Em algumas implantações do sistema de injeção 400, a porta de injeção 408 inclui uma haste de porta 414.
[0099] A Figura 6 é uma vista isométrica de um sistema de injeção montado 400 da Figura 4 de acordo com uma implantação. A posição das portas pode ser controlada por uma chave hexagonal. O colar 402 é acoplado de modo operacional a uma guia de perfuração 404. A guia de perfuração 404 é acoplada de modo operacional a uma porta de guia de perfuração 406. A porta de guia de perfuração 406 é acoplada de modo operacional a uma porta de injeção 408 e a uma porta de isolamento 410. A porta de isolamento 410 é acoplada de modo operacional a uma saliência 312.
[0100] A Figura 7 é uma vista explodida em corte transversal 700 de um colar e guia de perfuração de acordo com uma implantação. Uma vedação 702, um colar rosqueado 402 e uma broca 314 são todos mostrados. Após a broca 314 ser inserida no colar 402, através da vedação 702 e para dentro da guia de perfuração 404, o colar 402 é aparafusado no interior da guia de perfuração 404 com as roscas 704. Apertar o colar 402 contra a vedação 702 comprime a vedação 702 ao redor da broca 314. A vedação 702 evita que o vedante vaze através da broca 314. Se a pressão na guia de perfuração 404 for muito alta, entretanto, a broca 314 pode ser forçada para fora do colar 402. A Figura 7 inclui um colar 402 que está acoplado de modo operacional à vedação 702 e à rosca 704. A broca 314 é inserida em um colar 402 e uma vedação 702 e uma guia de perfuração 404.
[0101] As Figuras 8A a 8C são vistas em corte transversal 800A, 800B e 800C de um colar que veda a broca de acordo com uma implantação. Além do colar na Figura 7, um batente está fixado à broca para evitar que a pressão force a broca para fora da guia de perfuração 404.
[0102] A Figura 8A inclui um colar 402 que tem roscas 704 e que está acoplado de modo operacional a uma vedação 702. A broca 314 é inserida no colar 402 e na vedação 702 e em uma guia de perfuração 404. Um batente 802 que tem um parafuso de ajuste 804 e um empanque 806 está acoplado de modo operacional à broca 314 no lado oposto do colar 402 em relação à furadeira 316.
[0103] A Figura 8B inclui um colar 402 que tem roscas 704 e que está acoplado de modo operacional a uma vedação 702. A broca 314 é inserida no colar 402 e a vedação 702 e uma guia de perfuração 404. Um batente 802 que tem um parafuso de ajuste 804 está acoplado de modo operacional à broca 314 entre o colar 402 e a furadeira 316.
[0104] A Figura 8C inclui um colar 402 que tem roscas 704 e que está acoplado de modo operacional a uma vedação 702. Um suporte de perfuração deslizante 808 que tem uma fixação de guia de perfuração 807 é fixamente fixado a uma guia de perfuração 404 através de cavilhas de fixação 808. Um grampo de perfuração 810 está acoplado de modo operacional ao suporte de perfuração deslizante 808 e a fixação de guia de perfuração 807. A broca 314 é inserida no grampo de perfuração 810, o suporte de perfuração deslizante 806, o colar 402 e a vedação 702 e a guia de perfuração 404. O suporte de perfuração deslizante 808 também inclui batentes 812 e parafusos de ajuste 814,
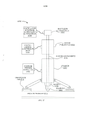
[0105] A Figura 8D é o sistema 800D da Figura 3 com a inclusão de fixações de guia de perfuração de acordo com uma implantação. A Figura 8D inclui um suporte telescópico com batente de extensão 816 que é fixamente fixado a uma válvula 100. Um grampo de perfuração 810 está acoplado de modo operacional à fixação de guia de perfuração 807. Uma fixação de guia de perfuração 807 é um suporte de perfuração deslizante 808 e a fixação de guia de perfuração 807 é uma parte do suporte telescópico com batente de extensão 816. Um grampo de perfuração 810 está acoplado de modo operacional ao suporte telescópico com batente de extensão 816. A broca 314 é inserida no grampo de perfuração 810, a fixação de guia de perfuração 807 e o suporte telescópico com batente de extensão 816 no sistema de injeção 302. O suporte telescópico com batente de extensão 816 também inclui batentes 812 e parafusos de ajuste 814. O sistema de injeção 302 é acoplado de modo operacional a uma mangueira 304. A mangueira 304 é acoplada de modo operacional a uma bomba de injeção 306. A bomba de injeção tem um manómetro 308. A Figura 8D inclui uma válvula 100. A válvula 100 inclui uma haste 208, uma sobreposta de engaxetamento 214, uma guarnição de sobreposta 216, uma junta de solda 310 e uma saliência 312. O suporte telescópico com batente de extensão 816 é fixado à válvula 100 através de grampos 820.
[0106] Em um exemplo de operação do sistema 800D, a saliência 312 é fixada através de ligação por atrito à válvula 100 em linha com ou próxima à guarnição de sobreposta 216, de modo a criar a junta de solda 310. A saliência pode ser fixada com o uso de qualquer tipo de técnica de ligação não penetrante e sem ignição tais como: soldagem por atrito, soldagem por inércia, ligação ultrassónica, ligação a frio, soldagem por difusão, adesivos ou qualquer outro aparelho de fixação para metal. O material de guarnição usado na guarnição de sobreposta 216 é um material macio, porém, firme, semelhante a uma corda que veda produtos químicos no interior da válvula 100 contra vazamentos. Ajunta de solda 310 pode ser testada quanto à resistência com uma chave de torque. A porta de isolamento 410 é aparafusada na extremidade rosqueada da saliência 312 e a guia de perfuração 404 é aparafusada na porta de isolamento 410. A porta de guia de perfuração 406 é uma parte da guia de perfuração 404. A porta de injeção 408 é, então, parafusada na guia de perfuração 404 e a mangueira 304 é aparafusada na porta de injeção 408. A bomba de injeção 306 é fixada à mangueira 304. A porta de injeção 408 é aberta e a porta de isolamento 410 e a porta de guia de perfuração 406 são fechadas. O sistema de injeção 302 é injetado com vedante a uma alta pressão entre 20,68 e 34,47 MPa (3.000 psi e 5.000 psi) para vedar todas as três portas 406, 408 e 410 e quaisquer juntas contra o vazamento. A pressão é retida para verificar que o sistema de injeção 302 é livre de vazamentos. Subsequentemente, a porta de isolamento 410 é aberta. Sob alta pressão da bomba de injeção 306, o vedante é injetado através da porta de isolamento 410 e para o interior da saliência 312. Isso pressuriza o sistema de injeção 302 e testa a qualidade do sistema de injeção 302, inclusive a junta de solda 310 e a saliência 312, antes da perfuração na válvula 100. Em outra implantação, as duas ações de injeção podem ser combinadas em uma ação e a porta de isolamento é aberta antes das duas ações de injeção. Em seguida, a porta de injeção 408 é fechada, de modo a interromper o fluxo de vedante para o interior do sistema de injeção 302. A broca 314 é inserida na guia de perfuração 404 até que a broca 314 entre em contato com a porta de guia de perfuração 406. O colar 402 (não mostrado na Figura 8D) é apertado ao redor da broca 314 para fornecer uma vedação e a porta de guia de perfuração 406 é aberta. Nesse momento, uma pequena quantidade de vedante retorna para o interior da guia de perfuração 404 de modo a fazer com que a pressão no sistema de injeção 302 sofra uma queda. Através do uso de uma broca pneumática antideflagrante 316, a broca 314 é usada para perfurar através do vedante até que a broca 314 entre na saliência 312. A perfuração continua até que a broca 314 penetre na parede da válvula 100 no interior ou próxima à guarnição de sobreposta 216. Durante o processo de perfuração, as raspagens de metal e partículas de vedante são criadas e depositadas no espaço entre a porta de guia de perfuração 406 e o colar 402 (não mostrado na Figura 8D). Além disso, no momento que a broca 314 penetra a parede da válvula 100, a pressão no interior da válvula 100 pode fazer com que os produtos químicos entrem no sistema de injeção 302. Antes que a broca 314 seja retirada da válvula 100, a porta de injeção 408 é aberta e o vedante é liberado no sistema de injeção 302 para aumentar a pressão no sistema de injeção 302 para que seja maior ou igual à pressão na válvula 100. Isso impede uma liberação adicional de produtos químicos da válvula. A broca 314 é retirada, então, até um ponto logo após a porta de guia de perfuração 406. A porta de guia de perfuração 406 é fechada em seguida. Conforme a broca 314 é retirada da válvula 100, o vedante que passa através da porta de injeção 408 preenche o vão deixado pela broca 314. A porta de injeção 408 pode ser usada para aumentar ou diminuir o fluxo de vedante para o interior do vão deixado para trás no vedante conforme a broca 314 é retirada. Nenhum produto químico é liberado da válvula 100 ou do sistema de injeção 302 para o ambiente devido à pressão positiva (igual ou ligeiramente maior do que a pressão na válvula 100) no sistema de injeção 302. Devido ao fato de que a pressão positiva impede que quaisquer produtos químicos de risco escapem da válvula 100 para a atmosfera, os técnicos de consertos permanecem seguros. Uma região de expansão é criada na guarnição de sobreposta 216 soltando-se as porcas de retenção de sobreposta de engaxetamento 212 (consulte a Figura 2). Um novo vedante maleável é injetado na guarnição de sobreposta 216 através da abertura da porta de injeção 408 e com o uso da bomba de injeção 306. Durante esse processo de injeção, os produtos químicos que entraram no sistema de injeção 302 são forçados de volta para o interior da válvula 100 de onde os mesmos vieram. Além disso, uma parte das raspagens de metal e partículas de vedante pode ser forçada para o interior da válvula 100, porém, tais raspagens e partículas são suficientemente pequenas para não criarem um problema. Uma vez que uma quantidade suficiente de vedante é injetada no interior da válvula 100, a porta de isolamento 410 é fechada. A pressão, então, é aliviada da bomba de injeção 306 e a guia de perfuração 404 é removida do sistema de injeção 302. A porta de isolamento 410 é deixada fixada à saliência 312 na posição fechada para manter uma vedação para o furo de perfuração realizado através da broca na válvula 100. As porcas de retenção de sobreposta de engaxetamento são reajustadas para aplicar uma pressão à guarnição de sobreposta 216 para garantir uma vedação sobre a válvula 100. O sistema 800D aprimora a segurança do técnico de consertos durante o reparo da válvula e do cano através da eliminação de emissão de produtos químicos de risco a partir do interior da válvula 100 ou a partir do sistema de injeção 302. O sistema 800D permite que canos e válvulas sejam reparados em um ambiente de risco devido à eliminação de processos combustíveis e o mesmo elimina emissões atmosféricas durante o processo de reparo, o que é ambientalmente benéfico.
[0107] A Figura 9 é uma vista isométrica de um sistema de injeção 900 com apenas duas portas de acordo com uma implantação. Duas portas 406 e 410 são usadas para direcionar o fluxo de vedante sob pressão ao longo do sistema 900. Os anéis em O fornecem uma vedação para cada porta. Um colar 402 é usado para vedar a abertura para a válvula 100 quando uma broca é inserida. A porta de isolamento 410 e a porta de guia de perfuração 406 são rosqueadas para propósitos de montagem. O colar 402 é acoplado de modo operacional a uma guia de perfuração 404. A guia de perfuração 404 é acoplada de modo operacional à porta de guia de perfuração 406. A porta de guia de perfuração 406 é acoplada de modo operacional a uma porta de isolamento 410. A porta de isolamento 410 é acoplada de modo operacional a uma saliência 312. A porta de guia de perfuração 406 inclui uma haste de porta 412. A porta de isolamento 410 inclui uma haste de porta 416. Nessa implantação, devido ao fato de que a porta de injeção 408 foi eliminada, a bomba de injeção é usada para controlar o fluxo de vedante para o interior do sistema de injeção 302 em vez da porta de injeção 408. Dessa forma, o sistema 800D pode ser usado conforme descrito acima para vedar canos e válvulas sem o uso da porta de injeção 408.
[0108] A Figura 10 é uma vista isométrica de um sistema de injeção 1000 com apenas uma porta de acordo com uma implantação. Uma porta 410 é usada para direcionar o fluxo de vedante sob pressão ao longo do sistema 1000. Os anéis em O fornecem uma vedação para a porta. Um colar 402 é usado para vedar a abertura para a válvula 100 quando uma broca é inserida. A porta de isolamento 410 é rosqueada para propósitos de montagem. O colar 402 é acoplado de modo operacional a uma guia de perfuração 404. A guia de perfuração 404 é operacionalmente acoplada a uma porta de isolamento 410. A porta de isolamento 410 é acoplada de modo operacional a uma saliência 312. A porta de isolamento 410 inclui uma haste de porta 416. Nessa implantação, o colar 402 é usado como uma porta para o fluxo de vedante através da guia de perfuração 404 em vez da porta de guia de perfuração 406.
[0109] Algumas implantações do sistema de injeção das Figuras 3 a 6 e 9 a 10 incluem duas ou mais portas de isolamento 410 e que são todas acopladas em linha entre a saliência 312 e a guia de perfuração 404.
[0110] A Figura 11 é um fluxograma de um método de reparo de válvula 1100 que usa o sistema de injeção da Figura 6 de acordo com uma implantação. Em algumas implantações, o método 1100 inclui fixar uma saliência a uma válvula no bloco 1102. Em algumas implantações, o método 1100 inclui fixar um sistema de injeção à saliência no bloco 1104. Em algumas implantações, o método 1100 inclui fechar a porta de isolamento e uma porta de guia de perfuração e abrir uma porta de injeção no bloco 1106, em algumas implantações, o método 1100 inclui injetar um vedante sob pressão no sistema de injeção no bloco 1108. Em algumas implantações, o método 1100 inclui abrir uma porta de isolamento no bloco 1110. Em algumas implantações, o método 1100 inclui injetar o vedante sob pressão no interior do sistema de injeção no bloco 1112. Em algumas implantações, o método 1100 inclui fechar a porta de injeção no bloco 1114. Em algumas implantações, o método 1100 inclui inserir uma broca em um colar e uma guia de perfuração no bloco 1116. Em algumas implantações, o método 1100 inclui apertar um colar no bloco 1118. Em algumas implantações, o método 1100 inclui abrir a porta de guia de perfuração, no bloco 1120. Em algumas implantações, o método 1100 inclui perfurar através do vedante e de uma parede de válvula no bloco 1122. Em algumas implantações, o método 1100 inclui abrir a porta de injeção no bloco 1124. Em algumas implantações, o método 1100 inclui aumentar a pressão para que seja igual ou maior do que a pressão na válvula no bloco 1126. Em algumas implantações, o método 1100 inclui retirar a broca e fechar a porta de guia de perfuração no bloco 1128. Em algumas implantações, o método 1100 inclui injetar vedante na válvula no bloco 1130. Em algumas implantações, o método 1100 inclui fechar a porta de isolamento no bloco 1132. Em outra implantação do método 1100, o bloco 1108 é eliminado.
[0111] A Figura 12 é um fluxograma de um método de reparo de válvula 1200 que usa o sistema de injeção da Figura 6 de acordo com uma implantação. Em algumas implantações, o método 1200 inclui fixar uma saliência a uma válvula no bloco 1102. Em algumas implantações, o método 1200 inclui fixar um sistema de injeção à saliência no bloco 1104. Em algumas implantações, o método 1200 inclui abrir as portas de isolamento e de injeção e fechar uma porta de guia de perfuração no bloco 1202. Em algumas implantações, o método 1200 inclui injetar um vedante sob pressão no sistema de injeção e manter uma pressão positiva no bloco 1204. Em algumas implantações, o método 1200 inclui inserir uma broca em um colar e uma guia de perfuração no bloco 1106. Em algumas implantações, o método 1200 inclui apertar o colar no bloco 1118. Em algumas implantações, o método 1200 inclui abrir a porta de guia de perfuração no bloco 1120. Em algumas implantações, o método 1200 inclui perfurar através do vedante e de uma parede de válvula no bloco 1122. Em algumas implantações, o método 1200 inclui retirar a broca e fechar a porta de guia de perfuração no bloco 1128. Em algumas implantações, o método 1200 inclui injetar vedante na válvula no bloco 1130. Em algumas implantações, o método 1200 inclui fechar a porta de isolamento no bloco 1132.
[0112] A Figura 13 é um fluxograma de um método de reparo de válvula 1300 que usa o sistema de injeção da Figura 6 de acordo com uma implantação. Em algumas implantações, o método 1300 inclui fixar uma saliência a uma válvula no bloco 1 102. Em algumas implantações, o método 1300 inclui fixar um sistema de injeção à saliência no bloco 1104. Em algumas implantações, o método 1300 inclui abrir as portas de isolamento, injeção e de guia de perfuração no bloco 1302. Em algumas implantações, o método 1300 inclui inserir uma broca em um colar e uma guia de perfuração no bloco 1116. Em algumas implantações, o método 1300 inclui apertar o colar no bloco 1118. Em algumas implantações, o método 1300 inclui impulsionar a broca até que a mesma encoste na válvula no bloco 1304. Em algumas implantações, o método 1300 inclui injetar um vedante sob pressão no sistema de injeção no bloco 1108. Em algumas implantações, o método 1300 inclui perfurar através de uma parede de válvula no bloco 1306. Em algumas implantações, o método 1300 inclui retirar a broca e fechar a porta de guia de perfuração no bloco 1128. Em algumas implantações, método 1300 inclui injetar vedante na válvula no bloco 1130. Em algumas implantações, o método 1300 inclui fechar a porta de isolamento no bloco 1132.
[0113] A Figura 14 é um fluxograma de um método de reparo de válvula 1400 que usa o sistema de injeção da Figura 6 de acordo com uma implantação. Em algumas implantações, o método 1400 inclui fixar uma saliência a uma válvula no bloco 1 102. Em algumas implantações, o método 1400 inclui fixar um sistema de injeção à saliência no bloco 1104. Em algumas implantações, o método 1400 inclui abrir as portas de isolamento, injeção e de guia de perfuração no bloco 1302. Em algumas implantações, o método 1400 inclui inserir uma broca em um colar e uma guia de perfuração no bloco 1116. Em algumas implantações, o método 1400 inclui apertar o colar no bloco 1118. Em algumas implantações, o método 1400 inclui impulsionar a broca adicionalmente até que a mesma encoste na válvula no bloco 1304. Em algumas implantações, o método 1400 inclui injetar um vedante sob pressão no sistema de injeção no bloco 1108. Em algumas implantações, o método 1400 inclui perfurar através de uma parede de válvula no bloco 1306. Em algumas implantações, o método 1400 inclui retirar a broca e fechar a porta de guia de perfuração no bloco 1128. Em algumas implantações, o método 1400 inclui soltar as porcas de retenção de sobreposta de engaxetamento no bloco 1402. Em algumas implantações, o método 1400 inclui injetar o vedante no interior de uma área de guarnição de sobreposta no bloco 1404. Em algumas implantações, o método 1400 inclui fechar uma porta de isolamento no bloco 1132.
[0114] A Figura 15 é um fluxograma de um método de reparo de válvula 1500 que usa o sistema de injeção da Figura 9 de acordo com uma implantação. Em algumas implantações, o método 1500 inclui fixar uma saliência a uma válvula no bloco 1102. Em algumas implantações, o método 1500 inclui fixar um sistema de injeção à saliência no bloco 1 104. Em algumas implantações, o método 1500 inclui abrir uma porta de isolamento e fechar uma porta de guia de perfuração no bloco 1502. Em algumas implantações, o método 1500 inclui injetar um vedante sob pressão no sistema de injeção, no bloco 1108. Em algumas implantações, o método 1500 inclui inserir uma broca em um colar e uma guia de perfuração no bloco 1116. Em algumas implantações, o método 1500 inclui apertar o colar no bloco 1118. Em algumas implantações, o método 1500 inclui abrir a porta de guia de perfuração no bloco 1120. Em algumas implantações, o método 1500 inclui perfurar através do vedante e de uma parede de válvula no bloco 1122. Em algumas implantações, o método 1500 inclui retirar a broca o suficiente para fechar a porta de guia de perfuração no bloco 1504. Em algumas implantações, o método 1500 inclui fechar a porta de guia de perfuração no bloco 1506. Em algumas implantações, o método 1500 inclui injetar vedante na válvula no bloco 1 130. Em algumas implantações, o método 1500 inclui fechar a porta de isolamento no bloco 1132.
[0115] A Figura 16 é um fluxograma de um método de reparo de válvula 1600 que usa o sistema de injeção da Figura 10 de acordo com uma implantação. Em algumas implantações, o método 1600 inclui fixar uma saliência a uma válvula no bloco 1102. Em algumas implantações, o método 1600 inclui fixar um sistema de injeção à saliência no bloco 1104. Em algumas implantações, o método 1600 inclui abrir uma porta de isolamento no bloco 1110. Em algumas implantações, o método 1600 inclui inserir uma broca em um colar e uma guia de perfuração até que a mesma entre em contato com a válvula no bloco 1602. Em algumas implantações, o método 1600 inclui apertar o colar no bloco 1118. Em algumas implantações, o método 1600 inclui injetar um vedante sob pressão no sistema de injeção no bloco 1108. Em algumas implantações, o método 1600 inclui perfurar através da válvula no bloco 1306. Em algumas implantações, o método 1600 inclui retirar a broca logo após a interseção 424 no bloco 1602. Em algumas implantações, o método 1600 inclui injetar vedante na válvula no bloco 1130. Em algumas implantações, o método 1600 inclui fechar a porta de isolamento no bloco 1 132.
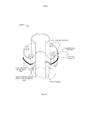
[0116] A Figura 17 é um diagrama de blocos de um grampo 1700 que é operacional para prender o motor e atuador de ligação por atrito e a uma válvula enquanto uma saliência é ligada à válvula, sendo que uma força é fornecida através de uma bomba de pressão de acordo com uma implantação. O grampo 1700 usa pressão hidráulica para aplicar a força de grampo que retém o grampo 1700 no lugar. A pressão hidráulica pode ser aplicada através de diversos aparelhos; o aparelho mostrado na Figura 17 é através do uso de uma bomba de injeção 306. A bomba de injeção 306 pode ser usada posteriormente para injetar vedante na válvula 100 para o reparo. Um manómetro 308 montado à bomba de injeção 306 permite que o técnico de consertos monitore a pressão durante o método de reparo de válvula. A bomba de injeção 306 é acoplada de modo operacional através de uma mangueira 304 ao cilindro de pressão 1702 que está montado a um corpo de grampo 1704. A válvula 100 inclui uma haste 208 e um corpo 230. O corpo de grampo 1704 está fixado a um soldador de forjamento 1706 através de um reforço ou receptor rosqueado 1708 e que está acoplado de modo operacional a um cilindro de gás argônio 1710. O soldador de forjamento 1706 inclui um motor pneumático e um atuador. O reforço ou receptor rosqueado 1708 recebe o atuador do soldador de forjamento 1706 e reforça o sítio de solda com o gás argônio 1710. Outros gases podem ser usados no lugar do gás argônio 1710.
[0117] A Figura 18 é um diagrama de blocos de um grampo 1800 que é operável para prender o motor e o atuador de ligação por atrito à válvula enquanto a saliência é ligada à válvula, sendo que uma força é fornecida através de uma manivela de mão de acordo com uma implantação. O grampo 1800 usa um mecanismo de tipo de parafuso de manivela de mão 1802 para aplicar uma força de grampo que retém o corpo de grampo 1704 no lugar. Uma chave de torque (não mostrada na Figura 18) pode ser embutida no manipulo de mão 1704 para aplicar uma quantidade precisa de força necessária para prender o grampo 1704 à prensa. A válvula 100 inclui uma haste 208 e um corpo 230. O corpo de grampo 1704 está fixado a um soldador de forjamento 1706 que inclui o reforço ou receptor rosqueado 1708 e que é acoplado de modo operacional a um gás argônio de cilindro 1710. O reforço ou receptor rosqueado 1708 recebe o atuador do soldador de forjamento 1706 e reforça o sítio de solda com o gás argônio 1710. Outros gases podem ser usados no lugar do gás argônio 1710.
[0118] A Figura 19 é um diagrama em corte transversal de um grampo de cano de corrente 1900 de acordo com uma implantação. O grampo de corrente 1900 é produzido a partir de uma corrente 1902 (similar a uma corrente de bicicleta) e se envolve ao redor de um cano 1904. As duas extremidades 1906 e 1908 da corrente 1902 se conectam ao reforço ou receptor rosqueado 1708. Entre as duas extremidades 1906 e 1908 da corrente 1902 está um tensor 1912. Um de tal tensor 1912 usa uma cavilha de aperto 1914 e dois flanges. Quando a cavilha 1914 é apertada, os flanges são puxados em conjunto, de modo a apertar o grampo de corrente 1900. O interior do reforço ou receptor rosqueado 1708 é rosqueado para aceitar o atuador. O reforço ou receptor rosqueado 1708 também aceita o gás argônio 1710 durante o processo de soldagem para eliminar o ar e, portanto, garantir que o processo de soldagem nunca se torne uma fonte de ignição e para aprimorar a qualidade da solda.
[0119] A Figura 20 é um diagrama de blocos de uma vista de topo de um grampo de tira 2000 de acordo com uma implantação. Uma tira de aço 2002 é produzida a partir de aço e após ser envolvida ao redor da válvula 100, a tira 2002 é conectada ao reforço ou receptor rosqueado 1708. Os tensores 2004 permitem que a tira de aço 2002 seja apertada ao redor da válvula 100, de modo a reter o reforço ou receptor rosqueado 1708 contra a válvula 100. Os tensores de tipo de alavanca 2004 são ativados e ajustados através da mão. Qualquer tipo de tensor 2004 pode ser operável para grampo de tira 2000. O reforço ou receptor rosqueado 1708 também aceita o gás argônio 1710 durante o processo de soldagem para evitar que o processo de soldagem se torne uma fonte de ignição. A tira de aço 2002 pode ser produzida a partir de cabo, corrente ou qualquer material flexível resistente. O grampo de tira 2000 pode ser usado para prender um reforço ou receptor rosqueado 1708 a um cano ou componente de cano.
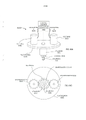
[0120] A Figura 21 é um diagrama de blocos de uma vista lateral de um grampo de ímã 2100 operável em um cano grande de acordo com uma implantação. Quatro ímãs permanentes 2102, 2104, 2106 e 2108 com desconexões retêm um reforço ou receptor rosqueado 1708 contra um cano 2110 durante um procedimento de ligação por atrito. Os tensores 2112, 2114, 21 16 e 21 18 que conectam cada ímã 2102, 2104, 2106 e 2108 ao reforço ou receptor rosqueado 1708 são empregados para garantir uma força de retenção adequada contra o cano 21 li). O atuador, com o mandril e a saliência, é fixado ao motor e ao reforço ou receptor rosqueado 1708 e retido no lugar durante o processo de ligação através do reforço ou receptor rosqueado 1708.
[0121] A Figura 22 é um diagrama de blocos em corte transversal de uma vista de topo do grampo de ímã 2100 de acordo com uma implantação. O grampo de ímã 2100 inclui um tensor (2112, 21 14, 21 16 ou 211 8) acoplado a um ímã (2102, 2104, 2106 ou 2108) com uma liberação que está acoplada a um cano 2110. O tensor (2112, 2114, 2116 ou 2118) está acoplado de modo giratório a um reforço ou receptor rosqueado 1708 que recebe um fixador de atrito 1706. O gás inerte é injetado no reforço ou receptor rosqueado 1708 durante o processo de ligação. Cada tensor (2112, 2114, 2116 ou 2118) é produzido a partir de uma cavilha e uma porca com dois flanges. Quando a cavilha é apertada, os flanges são unidos e tensionam o reforço contra o cano. Outros tensores podem ser usados em vez dos tensores de cavilha mostrados.
[0122] A Figura 23A é um diagrama isométrico e a Figura 23B é um diagrama em corte transversal de um cano reparado 2300 com o uso de um embutimento de metal de acordo com uma implantação. Um grampo, tal como o grampo 1900, 2000, 2100 ou o grampo 2200, é usado para prender o soldador por atrito 1706 a uma superfície do cano 2302 para ligar diversos prisioneiros e porcas 2304 ao cano 2302. Um empanque 2306, em seguida, é colocado sobre o prisioneiro e as porcas 2304 seguido de um embutimento 2308. Em algumas implantações, o empanque 2306 é produzido a partir de borracha, mas em outras implantações, o empanque 2306 é produzido a partir de qualquer poli composto ou material macio adequado para um empanque. Em algumas implantações, o embutimento 2308 é produzido a partir de aço, mas em outras implantações do embutimento 2308 o mesmo é produzido a partir de qualquer material rígido e resistente. O embutimento 2308, em seguida, é puxado fortemente contra o empanque 2306 e a superfície do cano 2302 apertando-se o prisioneiro e as porcas 2304, o que veda a área do defeito 2310 no cano 2302.
[0123] A Figura 24A é um diagrama isométrico e a Figura 24B é um diagrama em corte transversal de uma placa de reparo 2400 que usa um empanque de canal de acordo com uma implantação. Um empanque de canal 2402 é um empanque flexível arredondado e longo aproximadamente em formato semelhante a uma corda lisa que está depositada em um canal direcionado 2404 direcionado ao redor do perímetro da placa pré-envolvida 2410. Em algumas implantações, encaixes de alimentação 2406 são adicionados para permitir que o vedante seja injetado no canal direcionado 2404. Um parafuso de ajuste ou cavilha simples também pode ser usado no lugar dos encaixes de alimentação 2406 para pechar a abertura após o canal direcionado 2404 ser injetado com vedante. Embora o empanque de canal 2402 seja mostrado como semicircular quanto ao formato, o mesmo é arredondado antes da instalação. O empanque de canal 2402 pode ser retangular, quadrado ou qualquer outro formato. Diversos prisioneiros e porcas 2304 estão fixados à parede de cano 2414 através de juntas de solda 2412. Os prisioneiros e porcas 2304 passam através de furos 2408 na placa 2410 para fixar a placa 2410 à parede de cano 2414.
[0124] A Figura 25A e a Figura 25B são diagramas em corte transversal 2500 de uma placa que é pré-envolvida de modo que seja incompatível com a curvatura de um cano de acordo com uma implantação. Qualquer placa pré-envolvida 2410 cria uma pressão não uniforme ao longo de toda a placa 2410. Se a placa 2410 for pré-envolvida de centro baixo conforme mostrado na Figura 25A, uma pressão mais alta 2502 será criada no centro da placa 2410. Se a placa 2410 for pré-envolvida de centro alto conforme mostrado na Figura 25B, uma pressão mais alta 2502 será criada na borda da placa 2410. Através do pré-envolvimento seletivo da placa, uma vedação com uma integridade superior pode ser realizada em locais específicos sob a placa 2410.
[0125] A Figura 26A é um diagrama isométrico e a Figura 26B é um diagrama de blocos de uma placa 2600 que é pré-envolvida com um gradiente para alterar o local da pressão máxima no cano para melhorar a vedação na área de defeito 2310 de acordo com uma implantação. A Figura 26B mostra linhas topográficas 2602 de uma placa pré-envolvida de gradiente.
[0126] A Figura 27A é um diagrama isométrico e a Figura 27B é um diagrama em corte transversal 2700 de um embutimento de bloco usado para adicionar mais pressão em uma área de defeito de um cano para melhorar a vedação do defeito de acordo com uma implantação. Uma tira 2702 é produzida a partir de um material resistente, porém, flexível tal como um metal em folha. Um empanque 2704 é colocado entre o embutimento de bloco 2706 e o cano 2302. O embutimento de bloco 2706 pode ser produzido a partir de um material semimacio semelhante à borracha dura para eliminar a necessidade do empanque 2704. A tira 2702 é apertado pelos prisioneiros e porcas 2304 para aplicar pressão ao embutimento de bloco 2706. A vantagem desse tipo de embutimento em relação à placa pré-envolvida na Figura 25 e na Figura 26 é que esse reparo pode ser preparado e realizado no local. A espessura do embutimento de bloco 2706 pode ter qualquer espessura que melhore a vedação.
[0127] A Figura 28A é um diagrama de blocos em corte transversal e 28B é um diagrama de blocos em corte transversal de um embutimento de bloco com tensores 2800 de acordo com uma implantação. O embutimento é similar ao embutimento nas Figuras 27A e 27B, porém, com a adição de tensores 2802 para aplicar pressão ao embutimento de bloco 2706. Uma aproximação de uma implantação de baixo custo do tensor 2802 é mostrada na Figura 28B, que inclui uma arruela 2804 e uma porca 2806 que passam através dos flanges 2808 e são presas a uma cavilha 2810. Os flanges 2808 são presos ao cano 2302 ou à tira 2702, tanto através de um prisioneiro e porca 2304 quanto através de uma solda 2812. Outros tensores podem ser usados para servir ao mesmo propósito.
[0128] A Figura 29 é um diagrama em corte transversal de um embutimento de bloco com ajustadores 2900 de acordo com uma implantação. Em vez de usar tensores para adicionar pressão aos embutimentos de bloco conforme mostrado nas Figuras 28A e 29A, os ajustadores ou cavilhas de tensão 2902 através de um furo rosqueado ou porca 2904 podem ser aparafusadas ou apertadas contra o embutimento de bloco 2706 para aplicar pressão. Os prisioneiros 2904 são prisioneiros-padrão ligados por atrito e não exigem furos com ranhura perfurados na tira 2702.
[0129] A Figura 30 é um diagrama em corte transversal de prisioneiros ligados por forjamento de atrito portáteis que são usados para prender um caminho até um cano 3000 de acordo com uma implantação. Os prisioneiros 3002 são primeiramente fixados ao cano 2302, em seguida, braçadeiras de caminho 3004 são instaladas. Uma vez que as braçadeiras 3004 estiverem instaladas, os caminhos 3006, tais como Tirante de Aperto, são presos através de cavilhas às braçadeiras 3004. As braçadeiras 3004 também podem ser pré-soldadas aos caminhos de Tirante de Aperto 3006. As escadas (não mostradas na Figura 30) podem ser fixadas a canos verticais da mesma maneira mesmo se um material volátil estiver fluindo no cano 2302.
[0130] A Figura 31 é um diagrama em corte transversal de um cano de proteção catódica 3100 em que um fixador de forjamento por atrito portátil (PFFB) fixa cátodos para a proteção catódica aos encanamentos de acordo com uma implantação. Um cano de proteção catódica inclui elementos eletrônicos de proteção catódica 3102 acoplados através de um fio 3104, um prisioneiro soldado por atrito 3106 e porcas 3108 que agem como um cátodo. Um prisioneiro ligado por forjamento de atrito portátil é um melhor contato elétrico do que uma broca e macho de tarraxa e é muito mais resistente e tem uma menor probabilidade de quebrar a partir de um impacto acidental. Um cátodo soldado por atrito também tem uma menor probabilidade de ser corroído ao longo do tempo.
[0131] A Figura 32 é um diagrama em corte transversal de um grande encaixe de 5,08 cm (2 polegadas) fixado para teste ou amostragem de produtos químicos ou condições em um cano 3200, teste do ambiente fora do cano ou ambos de acordo com uma implantação. Um furo 3202 é perfurado no cano 2302 com o uso do sistema de reparo mostrado na Figura 3. Isso permite que produtos químicos no cano 2302 sejam amostrados ou medidos. O equipamento de teste 3204 pode ser montado a um encaixe soldado por atrito 3206 ou o equipamento de teste 3204 pode ser conectado através de cabo (não mostrado) ou conectado a uma braçadeira (também não mostrado).
[0132] A Figura 33 é um diagrama de blocos de um fixador de forjamento por atrito portátil (PFFB) 3300 de acordo com uma implantação. O fixador de forjamento por atrito portátil (PFFB) 3300 inclui um motor pneumático 3302, um atuador 3304 e um mandril 3306. Um reforço ou receptor rosqueado 1708 permite que o PFFB seja conectado ao dispositivo que é melhorado ou reparado. O mandril 3306 retém e acopla a força de acionamento giratória a partir do motor 3302 e a força de carga axial a partir do atuador 3304 até uma saliência 3310. O atuador 3304 que tem roscas 3305 aplica uma quantidade predeterminada de carga ao mandril 3306 e à saliência 3310 através da pressão a partir de uma bomba hidráulica de pressão constante 3311. O motor 3302 aciona sua potência a partir de um compressor de ar de alto volume 3312. O reforço ou receptor rosqueado 1708 banha a saliência 3310 em um gás inerte, tal como um gás argônio 3314 para eliminar o ar e, portanto, qualquer possibilidade de ignição a partir da área de soldagem e para aprimorar a qualidade da solda. A bomba hidráulica de pressão constante 3311 é acoplada de modo operacional ao atuador 3304 através de uma mangueira 3318. O compressor de ar de alto volume 3312 é acoplado de modo operacional ao motor pneumático 3302 através de uma mangueira 3316. O compressor de ar de alto volume 3312 pode ser conectado à bomba hidráulica de pressão constante 3311 para fornecer potência para a bomba hidráulica de pressão constante 3311. Uma bomba de mão (não mostrada) também pode ser usada para alimentar uma bomba hidráulica de pressão constante 3311.
[0133] A Figura 34 é um desenho em corte transversal de um atuador 3400 de acordo com uma implantação. A bomba hidráulica de pressão constante 3311 aplica uma pressão hidráulica através da mangueira 3318, através da porta hidráulica 3414, até o carneiro hidráulico 3412 que aplica uma pressão ao mancai de empuxo 3418 que, em seguida, aplica uma pressão ao eixo de acionamento 3410, que por sua vez, aplica uma pressão ao mandril 3306 na Figura 33 e à saliência 3310 (saliência 3310 não mostrada na Figura 34) na Figura 33. O ímã 3422 retém a saliência 3310 no lugar durante a configuração inicial do processo de soldagem. O mancai de empuxo 3418 permite que o eixo de acionamento 3410 gire sob pressão a partir do carneiro hidráulico 3412 enquanto permite que uma força axial seja aplicada ao mandril 3306. As roscas 3305 retêm o atuador 3304 na Figura 33 no reforço ou receptor rosqueado 1708, de modo que a pressão na saliência 3310 na Figura 33 seja transferida para a válvula 100 durante a soldagem por atrito. Conforme a saliência 3310 na Figura 33 é acionada na superfície da válvula 100 durante o processo de soldagem, a bomba hidráulica de pressão constante 3311 na Figura 33 e o pistão 3402 com o carneiro hidráulico 3412 absorve a diferença espacial. A montagem 3320 na Figura 33 é um aparelho de fixação entre o motor pneumático 3302 na Figura 33 e o atuador 3304 na Figura 33. Um eixo de acionamento 3410 é inserido em um corpo traseiro 3404 do atuador 3400 que inclui um adaptador de acionamento de motor 3406 e mancais 3408. O adaptador de acionamento de motor 3406 é conectado de modo operacional a um eixo de acionamento 3410 que é conectado operacionalmente a um carneiro hidráulico 3412. O corpo traseiro 3404 inclui uma porta hidráulica 3414 e furos de montagem de motor 3415 (uma porção de montagem 3320 na Figura 33). Um corpo frontal 3416 é conectado de modo operacional ao corpo traseiro 3404 e contém mancais 3408, um mancai de empuxo 3418, um adaptador de acionamento de motor 3406 e um ímã 3422. O corpo frontal 3416 também inclui um anel em formato de O 3424 que veda um reforço ou receptor rosqueado 1708 tal como um grampo hidráulico 1700 e o corpo frontal 3416 inclui roscas 3426 para se conectar ao reforço a um receptor rosqueado 1 708. O mandril 3306 na Figura 33 é mostrado de modo a se projetar a partir do atuador 3304 na Figura 33 e o mandril 3306 na Figura 34 é mostrado de modo a ser contido no interior do atuador 3400. Essas são duas implantações diferentes que realizam a mesma função.
[0134] A Figura 35 é o desenho em corte transversal de um atuador 3500 de acordo com uma implantação. O atuador converte uma força de mola em uma força no pistão 3402 que por sua vez, aplica uma force ao mandril 3306 na Figura 33 e à saliência 3310 na Figura 33. As roscas 3305 retêm o atuador 3500 ao dispositivo de grampo, de modo que a força sobre a saliência 3310 na Figura 33 seja transferida para a válvula 100 durante a soldagem por atrito. A mola comprimida 3502 mantém uma pressão constante sobre o pistão 3402. Conforme a saliência 3310 na Figura 33 é acionada para a superfície da válvula 100 durante o processo de soldagem, a mola comprimida 3502 e o pistão 3402 absorvem a diferença espacial. Os furos de montagem 3415 (uma porção de montagem 3320 na Figura 33) fornecem um aparelho de fixação para o motor pneumático. Um eixo de acionamento é inserido em um corpo traseiro 3404 do atuador 3500 que inclui um adaptador de acionamento de motor 3406 e mancais 3408. O adaptador de acionamento de motor 3406 é conectado de modo operacional a um eixo de acionamento 3 10 e passa através de uma mola comprimida 3502, um pistão 3402 e um mancai de empuxo 3418. O corpo traseiro 3404 inclui furos de montagem de motor 3415. Um corpo frontal 3416 é conectado de modo operacional ao corpo traseiro 3404 e contém mancais 3408, um mancai de empuxo 3418, um mandril 3306 e um ímã 3422. O ímã 3422 retém uma saliência 3310 no lugar durante uma configuração inicial para um processo de solda. O corpo frontal 3416 também inclui um anel em formato de O 3424 que veda um reforço ou receptor rosqueado 1708 tal como um grampo de corrente 1900 e o corpo frontal 3416 inclui roscas 3426 para conectar ao reforço a um receptor rosqueado 1708. As diferentes molas de resistência podem ser usadas para variar a força axial aplicada através do atuador 3500. Além disso, as molas coaxiais ou molas menores colocadas no interior de molas maiores podem ser usadas para selecionar a força axial aplicada pelo atuador 500 em incrementos menores.
[0135] A Figura 36 é um diagrama isométrico de uma saliência 312 ou Receptor Universal Permanente (PUR) fixado através de soldagem por atrito, também conhecido como união de estado sólido ou ligação por atrito, a um cano em operação (componentes de fluxo), o componente de pressão ou uma válvula de acordo com uma implantação. A soldagem por atrito também é conhecida como união de estado sólido ou ligação por atrito. A soldagem por atrito tem qualidades superiores a outros tipos de solda, união ou ligação tal como: baixa temperatura, livre de faíscas, soldagem de metais e materiais dissimilares, soldagem sob água e dentro de líquidos, soldagem em ambientes de risco, soldagem sem precisar limpar a superfície de trabalho, resistência superior à tensão e ao cisalhamento e capacidade de torque superior. O componente de pressão pode conter uma pressão positiva, negativa ou ambiente. Um cano em operação, o componente de pressão, uma válvula ou outro recipiente 3602 pode estar em operação ou fora de operação quando o PUR 312 é fixado, entretanto, é importante fixar o PUR 312 enquanto o (componente de fluxo), o componente de pressão ou a válvula 3602 está em operação. O PUR 312 é fixado ao cano em operação 3602 através da soldagem por atrito do PUR 312 à parede do cano em operação 3602, de modo a criar uma solda 3606. Para ganhar acesso ao interior do cano, ao componente de pressão ou à válvula 3602 ou ao conteúdo no interior do mesmo, um furo 3604 pode ser perfurado. O componente de pressão em operação 3602 também pode ser um flange de válvula ou o obturador de válvula. O PUR 312 contém pelo menos um conjunto de roscas 3608 para receber múltiplos dispositivos, equipamento ou sensores. Qualquer outro aparelho de fixação pode ser usado, tais como roscas, trava de carne, junções, flanges, travas de torção, grampos ou roscas externas. Um conjunto interno de roscas é mostrado na Figura 36. Um segundo conjunto de roscas externas pode ser adicionado e usado para receber dispositivos adicionais ou para aceitar a cobertura protetora para o PUR 312. Com um único PUR 312, uma quantidade ilimitada de dispositivos pode ser projetada para a fixação ao cano em operação, ao componente de pressão ou à válvula 3602. No reparo de válvulas, a saliência ou PUR 312 recebe um sistema de injeção 302 conforme mostrado na Figura 3. Isso permite que a válvula 3602 seja reparada e ainda permite que os dispositivos ou equipamento adicional seja fixado. Por exemplo, um rótulo que indica a data ou situação de reparo, maleabilidade de corpo reguladora, informações de acompanhamento de manutenção ou códigos de barras podem ser fixados. Os sensores para a temperatura, vibração, acústica, análise química, frequência de rádio ou esforço, por exemplo, podem ser fixados ao PUR 312. Além disso, os sensores que coletam dados no interior, sobre a superfície de ou fora do cano, o componente de pressão ou válvula 3602 podem ser fixados ao PUR 312. Qualquer tipo de sensor pode ser fixado ao PUR 312. O PUR 312 pode ser fixado como uma conexão a quente aos canos para detectar, por exemplo, a taxa de fluxo, temperatura, viscosidade, pressão, composição química, estado gasoso, contaminação ou cor. Qualquer dispositivo de conexão a quente pode ser fixado ao PUR 312, inclusive uma porta de sangria ou uma porta de injeção. Através do uso de um único PUR 312 para receber qualquer tipo de dispositivo, uma flexibilidade muito maior é alcançada de modo a permitir uma variedade muito maior de usos e devido ao fato de que menos projetos de PUR podem satisfazer muitas necessidades, o custo pode ser potencialmente inferior. Além disso, equipamentos, dispositivos ou sensores padrão personalizados ou de indústria podem ser instalados no PUR 312.
[0136] A Figura 37A e a Figura 37B são desenhos isométricos de um PUR ou saliência que é ligada a uma superfície de trabalho através de soldagem por atrito e submetida a uma força lateral no topo do PUR ou saliência de acordo com uma implantação. O PUR 3702 nas Figuras 37A e 37B tem um eixo 3704 que é mais fraco e mais flexível do que a solda 3706 ou a superfície de trabalho 3708, de modo a permitir que uma dobra do eixo 3704 ocorra quando uma força lateral é aplicada conforme mostrado no desenho do fundo. O eixo 3704 impede que a solda 3706 ou a superfície de trabalho 3708 seja danificada, de modo a proteger a técnica e o ambiente de uma liberação de produtos químicos de risco. O aço inoxidável-padrão é usado para fabricar o PUR 3702, entretanto, qualquer metal pode ser usado, desde que forneça as vantagens mencionadas acima. De modo geral, um material mais macio usado para fabricar o PUR 3702, irá fornecer mais alívio de estresse. Uma vantagem adicional de uso de um material mais macio para fabricar o PUR 3702 é que um material mais macio gera menor calor no processo de soldagem e reduz a temperatura no lado traseiro da superfície de trabalho 3708. Essa redução na temperatura fornece mais segurança e menos alteração dos produtos químicos em contato com o lado traseiro da superfície de trabalho 3708.
[0137] A Figura 38 é um desenho em corte transversal isométrico de um PUR ou saliência que foi fixado a uma superfície de trabalho através da soldagem ou ligação por atrito, ou soldagem de fase sólida ou de estado sólido e é rosqueado com uma rosca afunilada tal como uma Rosca de Cano Nacional (NPT) 3800 de acordo com uma implantação. O PUR ou saliência 3802 é fixada a uma superfície de trabalho através da soldagem ou ligação por atrito, ou soldagem de fase sólida ou estado sólido para criar uma solda 3804 entre o PUR ou saliência 3802 e uma peça de trabalho 3806. O PUR ou saliência 3802 recebe uma porta de isolamento 410 que tem uma rosca afunilada 3808 que fornece uma melhor vedação e melhor resistência á vibração, ciclo de temperatura e vazamento do que as roscas não afuniladas.
[0138] A Figura 39 é um desenho isométrico de uma saliência ou PUR de perfil muito baixo que é soldada de estado sólido a uma peça de trabalho, o PUR para receber um prisioneiro rosqueado e a contraporca que é aparafusada em um mandril de acordo com uma implantação. Um prisioneiro rosqueado 3902 e contraporca 3904 são usados para acoplar de modo operacional o PUR 3906 ao mandril (não mostrado na Figura 39) durante o processo de soldagem de estado sólido. Conforme o mandril é girado através do motor e do atuador (não mostrado na Figura 39), o prisioneiro rosqueado 3902 transfere essa energia giratória para o PUR 3906. Uma vez que o PUR 3906 estiver ligado à peça de trabalho 3908 através de uma solda por atrito 3910, a contraporca 3904 e o prisioneiro rosqueado 3902 são soltos de um furo rosqueado 3912 no PUR 3906 e o prisioneiro rosqueado 3902 e a contraporca 3904 são removidos tanto do mandril quando do PUR 3906. Uma segunda contraporca (não mostrada) pode ser usada para travar o prisioneiro no mandril. Diversas técnicas de ligação podem ser usadas para fixar o PUR 3906 à peça de trabalho 3908. A peça de trabalho 3908 pode ser um componente de pressão, um cano ou uma válvula. O PUR 3906 permite a instalação em ambientes em que a interferência mecânica é um problema.
[0139] A Figura 40 é uma vista lateral em corte transversal da saliência de perfil muito baixo na Figura 39, de acordo com uma implantação que tem roscas internas na saliência de perfil muito baixo. A saliência ou PUR de perfil muito baixo 3906 é mostrada soldada por atrito a uma parede de válvula 4002 com um furo 4004 perfurado através da parede de válvula 4002. O furo 4004 na parede de válvula 4002 é perfurado com um diâmetro mais estreito do que as roscas internas 4006 do PUR 3906 para garantir que, durante o processo de perfuração, as roscas internas 4006 do PUR 3906 não sejam danificadas. Para se preparar para o processo de soldagem por atrito, o prisioneiro 3902 é aparafusado no PUR 3906 e a contraporca 3904 é apertada contra o PUR 3906 para evitar que o prisioneiro 3902 se estenda para além da borda inferior do PUR 3906, o que impede que o prisioneiro 3902 interfira com a parede de válvula 4002 durante o processo de soldagem por atrito. Se o prisioneiro 3902 não for suficientemente longo para alcançar o fundo no mandril 4008 ou se o mandril 4008 não apresentar um batente para o prisioneiro 3902, então uma segunda contraporca (não mostrada) pode ser adicionada e apertada contra o fundo do mandril 4008. Qualquer tipo de rosca (rosca grossa ou uma rosca fina) pode ser usada para o prisioneiro 3902 e o PUR 3906. O mandril 4008 não precisa ser rosqueado, mas pode ser qualquer tipo de mandril 4008 que possa reter o prisioneiro 3902 durante a soldagem por atrito. O prisioneiro 3902 não precisa ser rosqueado em seu topo se o mandril 4008 puder reter o prisioneiro 3902 sem roscas. Também é mostrada na Figura 40 a zona de penetração e rebarba de solda 4010 da solda por atrito 3910 na Figura 39.
[0140] A Figura 41 é uma vista lateral em corte transversal da saliência de perfil muito baixo na Figura 39, de acordo com uma implantação que tem roscas externas na saliência de perfil muito baixo. A saliência ou PUR de perfil muito baixo 4102 que tem roscas externas para receber um anel protetor de rosca opcional ou qualquer aparelho é mostrado soldado por atrito a uma parede de válvula 4002 com um furo 4004 perfurado através da parede de válvula 4002. As roscas externas da saliência ou PUR de perfil muito baixo 4102 podem ser usadas para receber uma tampa de vedação secundária (similar à da Figura 63, porém, com roscas no interior da tampa e fora do PUR), sensores, equipamento de teste, válvulas, portas, manípulos, suportes de caminho ou escada, rótulos, códigos de barras, iluminação, suportes de furadeira, ferramentas e/ou antenas. O furo 4004 na parede de válvula 4002 é perfurado com um diâmetro mais estreito do que as roscas internas 4006 do PUR 4102 para garantir que, durante o processo de perfuração, as roscas internas 4006 do PUR 4102 não sejam danificadas. Para se preparar para o processo de soldagem por atrito, o prisioneiro 3902 é aparafusado no PUR 4102 e a contraporca 3904 é apertada contra o PUR 4102 para impedir que o prisioneiro 3902 se estenda para além da borda inferior do PUR 4102, o que impede que o prisioneiro 3902 interfira com a parede de válvula 4002 durante o processo de soldagem por atrito. Se o prisioneiro 3902 não for suficientemente longo para alcançar o fundo no mandril 4008 ou se o mandril 4008 não apresentar um batente para o prisioneiro 3902, então uma segunda contraporca (não mostrada) pode ser adicionada e apertada contra o fundo do mandril 4008. Qualquer tipo de rosca (rosca grossa ou uma rosca fina) pode ser usada para o prisioneiro 3902 e o PUR 4102. O mandril 4008 não precisa ser rosqueado, mas pode ser qualquer tipo de mandril 4008 que possa reter o prisioneiro 3902 durante a soldagem por atrito. O prisioneiro 3902 não precisa ser rosqueado em seu topo se o mandril 4008 puder reter o prisioneiro 3902 sem roscas. Também é mostrada na Figura 40 a zona de penetração e rebarba de solda 4010 da solda por atrito 3910 na Figura 39.
[0141] A Figura 42 é uma vista lateral em corte transversal da saliência de perfil muito baixo na Figura 39 de acordo com uma implantação. A saliência ou PUR de perfil muito baixo 4102 é mostrado soldado por atrito à parede de válvula 4002 com o furo 4004 perfurado através da parede de válvula 4002. O furo 4004 na parede de válvula 4002 é perfurado com um diâmetro mais estreito do que as roscas internas 4006 do PUR 4102 para garantir que durante o processo de perfuração as roscas internas 4006 do PUR 4102 não sejam danificadas. O furo 4004, em geral, é perfurado após o PUR 3906 ser ligado à parede de válvula 4002. Para se preparar para o processo de soldagem por atrito, o prisioneiro 3902 é aparafusado no PUR 4102 e a contraporca 3904 é apertada contra o PUR 4102 para prevenir que o prisioneiro 3902 se estenda para além da borda inferior do PUR 4102. Isso impede que o prisioneiro 3902 interfira com a parede de válvula 4002 durante o processo de soldagem por atrito. Se o prisioneiro 3902 não for suficientemente longo para alcançar o fundo no mandril 4008 ou se o mandril 4008 não apresentar um batente para o prisioneiro 3902, então uma segunda contraporca (não mostrada) pode ser adicionada e apertada contra o fundo do mandril 4008. Qualquer tipo de rosca (rosca grossa ou uma rosca fina) pode ser usada para o prisioneiro 3902 e o PUR 4102. O mandril 4008 não precisa ser rosqueado, mas pode ser qualquer tipo de mandril 4008 que possa reter o prisioneiro 3902 durante a soldagem por atrito. O prisioneiro 3902 não precisa ser rosqueado em seu topo se o mandril 4008 puder reter o prisioneiro 3902. Também é mostrada na Figura 42 a penetração e rebarba de solda 4010 da solda por atrito. O PUR 4102 é mostrado com roscas externas que podem ser usadas para qualquer quantidade de fixações tais como uma tampa protetora, uma montagem para um receptor rosqueado ou um rótulo ou código de barras que indica a data ou situação de reparo e particularidades do reparo. Um anel protetor de rosca opcional 4104 é mostrado e é usado para proteger as roscas contra danificação. Um parafuso de ajuste 4206 é inserido no PUR 4102 após o furo 4004 ser perfurado através da parede de válvula 4002 para impedir que produtos químicos vazem para fora da válvula após o reparo de válvula ou vedação da válvula ser concluída. Embora uma vedação rosqueada possa ser muito mais confiável do que outros tipos de vedações, não é considerada uma vedação permanente e pode vazar eventualmente. Para eliminar essa fonte de vazamento, uma tampa soldada 4208 é mostrada na Figura 42. Após o parafuso de ajuste 4206 ser inserido no PUR 4102, a tampa soldada 4208 é fixada ao PUR 4102 através da soldagem por atrito, de modo a criar uma vedação que é considerada como permanente. Para soldar por atrito a tampa soldada 4208 ao PUR 4102, o prisioneiro 3902 e a contraporca 3904 são inseridos na tampa soldada 4208 para preparar para o processo de soldagem por atrito conforme antes. Se o acesso ao furo 4004 for desejado no futuro, uma ferramenta de mão, ferramenta de máquina ou ferramenta de máquina portátil pode ser usada para cortar a tampa soldada 4208 fora do PUR 4102. A perfuração do furo 4004 na parede de válvula 4002 e a inserção e remoção do parafuso de ajuste 4206 podem ser alcançadas enquanto é contidas em um sistema de injeção para impedir o vazamento de produtos químicos para a atmosfera. A tampa soldada 4208 pode ser soldada ao PUR 4102 com o uso de qualquer outra tecnologia de soldagem ou de ligação diferente da soldagem por atrito.
[0142] A Figura 43 é uma vista lateral em corte transversal de uma válvula de porta vedada contra vazamento 4300 de acordo com uma implantação. Uma saliência ou PUR 4302 é soldada ou ligada por atrito ao corpo 230 da válvula 4300 conforme mostrado. Através do uso do sistema de injeção 302, um furo é perfurado através da parede do corpo 230 e para o interior da cavidade próxima á sede de válvula 228. A cavidade é circunferencial em relação à porta de cunha 226 de modo que, quando o vedante 4304 for injetado na saliência ou PUR 4302, o vedante 4304 preencha a cavidade circunferencial conforme mostrado. Se muito vedante 4304 for injetado na saliência ou PUR 4302, a área oca que circunda a haste de válvula inferior será preenchida, de modo a impedir que a válvula de porta seja elevada e, assim, a válvula de porta seja aberta. Esse tipo de vedação funciona apenas enquanto a válvula está na posição fechada. Devido ao fato de que as válvulas de porta são projetadas para serem tanto completamente abertas quanto completamente fechadas, isso não apresenta um problema. Se a válvula de porta for vedada enquanto estiver fechada conforme mostrado na Figura 43 e a válvula de porta for aberta em seguida, uma parte ou todo o vedante pode ser escoado a jusante na válvula ao longo com os produtos químicos. Se o vedante for escoado da sede de válvula 228, então a mesma deverá ser novamente vedada uma vez que a válvula de porta estiver fechada novamente.
[0143] A Figura 44 é uma vista lateral em corte transversal de uma válvula globo vedada contra vazamento 4400 de acordo com uma implantação. Uma saliência ou PUR 4302 é soldada ou ligada por atrito ao corpo 230 da válvula 4400 conforme mostrado. Através do uso do sistema de injeção 302, um furo é perfurado através da parede do corpo 230 e para o interior da cavidade abaixo da sede de válvula 228. Essa cavidade engloba toda a vedação de modo que, quando o vedante 4304 for injetado na saliência ou PUR 4302, o vedante 4304 preencha a cavidade conforme mostrado. O produto químico sob pressão retém o vedante 4304 na área de defeito da sede de válvula 228 que vaza. Esse tipo de vedação funciona apenas enquanto a válvula 4400 está na posição fechada. Se a válvula globo for vedada enquanto estiver fechada conforme mostrado na Figura 44 e a válvula globo for aberta em seguida, uma parte ou todo o vedante 4304 pode ser escoado a jusante através da válvula junto com os produtos químicos. Isso pode ser inaceitável em situações em que o equipamento a jusante pode ser danificado ou a contaminação química a partir do vedante 4304 é inaceitável. Se o vedante 4304 for escoado da sede de válvula 228, então a mesma deverá ser novamente vedada uma vez que a válvula globo estiver fechada novamente.
[0144] A Figura 45 é uma vista lateral em corte transversal de uma válvula de esfera vedada contra vazamento 4500 de acordo com uma implantação. Uma ou duas saliências ou PURs 4302 são soldados por atrito ou ligados ao corpo da válvula conforme mostrado. Através do uso de sistema de injeção 302, um furo é perfurado através de cada saliência ou PUR 4302, através da parede de corpo de válvula e em duas cavidades 4502 e 4504 em qualquer um dos lados da esfera de válvula 4506 próxima às sedes de válvula 4508 conforme mostrado. As duas cavidades 4502 e 4504 são circunferenciais em relação à esfera de válvula 4506 de modo que, quando o vedante 4304 for injetado na saliência ou PUR 4302, o vedante 4304 preencha as cavidades circunferenciais 4502 e 4504 conforme mostrado. Apenas uma saliência ou PUR 4302 é necessária se a válvula específica que é reparada tiver uma passagem entre as cavidades esquerda e direita 4502 e 4504. Essa passagem é dependente do projeto do fabricante de válvula de esfera. Se muito vedante 4304 for injetado na saliência ou PUR 4302, o atrito do vedante 4304 pode tornar difícil a operação da válvula. Diferente da válvula de porta e válvula globo, esse tipo de vedação funciona bem enquanto a válvula está em qualquer posição. Se a válvula for operada após ser reparada, o vedante provavelmente não irá entrar no fluxo de produtos químicos 4510.
[0145] A Figura 46 é um diagrama em corte transversal de uma vedação contra o vazamento de flange de cano 4600 de acordo com uma implantação. Nessa implantação, duas saliências ou PURs 4302 auxiliam o processo de injeção, um para injeção e o outro para ventilar os produtos químicos para evitar a trava de vapor. A trava de vapor pode evitar que o vedante flua através da cavidade de vedante. Durante a preparação para o reparo do flange de cano, um fio ou grampo de vedação 4602 é inserido no sulco ou vão entre os dois flanges de cano 4604 conforme mostrado. O fio ou grampo de vedação 4602 pode ser produzido a partir do fio que é muito estreito em comparação com o vão de flange e múltiplos enrolamentos do fio podem ser usados para fechar tal vão. O fio ou grampo de vedação 4602 também pode ser produzido a partir de um fio que é mais amplo do que o vão de flange e um martelo ou outra ferramenta de mão pode ser usada para projetar o fio para o interior do vão para fechar o vão. O fio ou grampo de vedação 4602 pode ser produzido a partir de um grampo de fio especialmente projetado que é inserido no vão de flange em vez de um fio. Uma vez que o fio ou grampo de vedação 4602 for instalado, cada uma dentre duas saliências ou PURs 4302 são soldadas por atrito à borda mais externa do flange 4604 em linha com um furo de cavilha 4606 em lados opostos do flange 4604. Com o uso do sistema de injeção 302, os furos são perfurados através da parede de flange e para o interior dos furos de cavilha 4606 que são alinhados a cada um dos dois PURs 4302 e cada porta de isolamento 410 (não mostrada) é fechada em seguida. Uma das guias de perfuração 404 pode ser removida de sua porta de isolamento 410 enquanto sai de tal porta de isolamento 410 fixada à saliência ou PUR 4302. Um filtro ou armadilha de produtos químicos 4608 é fixada a essa porta de isolamento 410 para coletar produtos químicos que escapam durante o processo de injeção iminente. A bomba de injeção 306 é usada para injetar o vedante 4610 no sistema de injeção 302 que ainda está fixado à saliência ou PUR 4302. Nesse momento, ambas as portas de isolamento são abertas. Conforme o vedante 4610 é impulsionado através do sistema de injeção 302 e para o interior da cavidade criada entre o fio ou grampo 4602 e o empanque 4612, os produtos químicos indesejados que estão nessa cavidade devido ao vazamento são forçados para fora da cavidade e para o interior do filtro ou armadilha de produtos químicos 4608. Isso abre espaço para o vedante 4610 e permite que o vedante 4610 preencha toda a cavidade. Uma vez que a cavidade está preenchida com vedante 4610, ambas as portas de isolamento são fechadas e a guia de perfuração 404 é removida, se a quantidade de produtos químicos liberada para o ambiente durante a fase de injeção não for preocupante, então, o filtro ou armadilha de produtos químicos 4608 não é necessária.
[0146] A Figura 47 é um diagrama em corte transversal isométrico da vedação contra o vazamento de flange de cano da Figura 46 de acordo com uma implantação. Essa implantação é idêntica à implantação da Figura 46, entretanto, nessa implantação, apenas uma única saliência ou PUR 4302 é instalada para injetar o vedante 4610 na cavidade entre o fio ou grampo 4602 e o empanque 4612. Nessa implantação, o empanque 4612 tem uma área de defeito 4702 que irá permitir que o produto químico que seja aprisionado na cavidade para que seja impulsionado de volta para o cano conforme o vedante 4610 é injetado, sendo que nesse caso, uma segunda saliência ou PUR 4302 não é necessária. Isso funciona bem se houver um único ponto de vazamento que pode ser identificado e a saliência ou PUR 4302 for ligado próximo a tal único ponto de vazamento.
[0147] A Figura 48 é uma vista em corte transversal isométrica de uma vedação contra vazamento de união de cano 4800 de acordo com uma implantação. Uma união de cano contém um pequeno vão ou cavidade 4802 contra o defeito de união 4804 que é circunferencial em relação à união e cano. Uma saliência ou PUR 4302 é soldado por atrito à união em linha com a cavidade 4802 no interior da união. Com o uso do sistema de injeção 302, um furo é perfurado através da parede da união para o interior da cavidade 4802. O vedante então é injetado na cavidade 4802 e qualquer produto químico que estiver na cavidade devido ao defeito de união 4804 será impulsionado de volta para o cano através do defeito de união 4804. Se a trava de vapor ocorrer durante a injeção de vedante 4806, uma segunda saliência ou PUR 4302 (não mostrado na Figura 48) pode ser fixado à união em linha com a cavidade 4802 e usado para aliviar a pressão e permitir que o produto químico escape. Para impedir que o produto químico escape para o ambiente, um filtro ou armadilha de produto químico (não mostrado na Figura 48) pode ser fixado à saliência ou PUR 4302 para capturar o produto químico que escapa.
[0148] A Figura 49 é um diagrama em corte transversal de uma interrupção de linha com a válvula 4900 de acordo com uma implantação. Quando as sedes de válvula 4902 vazam, outra maneira de interromper o vazamento de produtos químicos através da válvula é inativar a linha ou cano que leva à válvula. Uma maneira de fazer isso é através da soldagem por atrito de uma saliência ou PUR 4302 a montante a partir da válvula, de modo a fechar a válvula e, em seguida, fixar o sistema de injeção 302 à saliência ou PUR 4302. Um furo é perfurado através da parede de cano com o uso do sistema de injeção 302 para conter qualquer vazamento durante a perfuração e processo de vedação subsequente. Em seguida, o vedante 4610 é injetado no cano através do sistema de injeção 302. A pressão do fluxo de produtos químicos no cano irá forçar o vedante 4610 para dentro de uma área de defeito da sede de válvula 4902. Essa vedação é mais bem adequada para situações em que a válvula não será aberta novamente, devido ao fato de que os produtos químicos não fluirão a jusante e não irão danificar equipamentos sensíveis ou contaminar os produtos químicos no processo.
[0149] Vários vedantes 4610 podem ser usados para diferentes propósitos. Alguns vedantes 4610 são semelhantes à argila, outros são líquidos ou semelhantes a uma corda e alguns são polímeros que endurecem ao longo do tempo, alguns são resistentes a determinados produtos químicos ou água e alguns são produzidos a partir de Teflon. Alguns vedantes 4610 são endurecidos com alta temperatura ou luz ultravioleta e outros são amaciados ou liquefeitos em alta temperatura. Os vedantes 4610 podem ser produzidos a partir de uma ampla variedade de materiais, tais como Teflon, polímeros ou metais. Um vedante 4610 que funcionaria bem na Figura 49 é um vedante 4610 que endurece ao longo do tempo.
[0150] A Figura 50 é um diagrama em corte transversal de uma vedação contra vazamento de cano rosqueado com uma tampa de extremidade de cano rosqueado 5000 de acordo com uma implantação. Nessa implantação, a saliência ou PUR 4302 é soldada por atrito a uma tampa de extremidade 5006 à área localizada sobre roscas de NPT 5002. O sistema de injeção 302, então, é fixado à saliência ou PUR 4302. Um furo é perfurado através da tampa de extremidade 5006 para dentro da região rosqueada com o uso do sistema de injeção 302 para conter qualquer vazamento durante a perfuração e processo de vedação subsequente. O vedante 4610, em seguida, é injetado nas roscas de vazamento 5004 através do uso do sistema de injeção 302. Uma porta de isolamento 410 em seguida é fechada e a guia de perfuração 404 é removida.
[0151] A Figura 51 é um diagrama em corte transversal de uma interrupção de linha de cano com o uso de um enrugamento e vedante 5100 de acordo com uma implantação. Se um segmento de um cano 5104 precisar ser retirado de operação enquanto estiver em operação, um enrugamento 5102 é realizado para inativar a maior parte do fluxo de produtos químicos, de acordo com uma implantação. Em seguida, uma saliência ou PUR 4302 é soldado por atrito ao cano 5104 a montante a partir do enrugamento 5102 e o sistema de injeção 302 é fixado à saliência ou PUR 4302. Um furo é perfurado através do cano 5104 com o uso do sistema de injeção 302 para conter qualquer vazamento durante a perfuração e processo de vedação subsequente. Em seguida, o vedante 4610 é injetado no cano 5104 através do sistema de injeção 302. A pressão do fluxo de produtos químicos força o vedante para quaisquer vazamentos no enrugamento 5102, de modo a interromper todo o fluxo de produtos químicos no cano 5104. Um vedante 4610 que endurece com o tempo pode ser benéfico em um enrugamento e vedante 5100. Embora uma ordem específica seja sugerida acima para realizar o enrugamento 5102, a soldagem por atrito da saliência ou PUR 4302 ao cano 5104 e a perfuração de um furo através do cano 104, outras ordens podem ser usadas para realizar de modo bem-sucedido uma inativação de linha de cano.
[0152] A Figura 52 é um diagrama em corte transversal de uma interrupção de linha de cano com o uso de dois enrugamentos e vedantes 5200 de acordo com uma implantação. Quando um segmento do cano 5104 deve ser tirado de operação enquanto o cano 5104 está em operação, dois enrugamentos 5102 são realizados para interromper (isso é, inativar) o fluxo de produtos químicos através do cano 5104. Em seguida, uma saliência ou PUR 4302 é soldado por atrito entre os enrugamentos 5102 e o sistema de injeção 302 é fixado à saliência ou PUR 4302. Um furo é perfurado através da parede de cano 5104 com o uso do sistema de injeção 302 para conter qualquer vazamento durante a perfuração e o processo de vedação subsequente. O vedante 4610, em seguida, é injetado entre os enrugamentos 5102 e para o interior do cano 5104 através do sistema de injeção 302. A pressão do vedante veda quaisquer vazamentos no enrugamento 5102, de modo a interromper todo o fluxo de produtos químicos no cano 5104. Uma vantagem de tal implantação de interrupção de linha de cano é que a vedação do vazamento é independente da pressão de produtos químicos e uma faixa mais ampla de vedantes fornece uma vedação adequada.
[0153] A Figura 53 é um diagrama isométrico de um prisioneiro soldado por atrito não perpendicular, saliência ou PUR de acordo com uma implantação. A soldagem por atrito exige que o prisioneiro 3002, saliência ou PUR 3702 esteja perpendicular à superfície durante o processo de soldagem. Para fixar um prisioneiro 3002, saliência ou PUR 3702 não perpendicular ao cano em operação, o componente de pressão ou válvula 3602, um entalhe ou cunha 5302 pode ser cortado em um ângulo que posicione o prisioneiro 3002, a saliência ou o PUR 3702 em um ângulo desejável em relação ao cano, o componente de pressão ou a válvula 3602. Isso garante que o prisioneiro 3002, a saliência ou o PUR 3702 esteja perpendicular à superfície de solda enquanto mantém um ângulo desejado com o cano, o componente de pressão ou a válvula 3602. Um grampo de ímã modificado 5304 é usado para reter o atuador 3304, o motor 3302 e o mandril 3306 no ângulo desejado durante o processo de soldagem por atrito. O entalhe ou cunha 5302 na superfície de trabalho deve fornecer uma folga suficiente para acomodar o mandril 3306, atuador 3304 e o motor 3302. Outra forma de fixar uma saliência ou PUR 3702 que não está perpendicular ao cano, componente de pressão ou à válvula 104 é, primeiro, soldar por atrito o prisioneiro 3702 perpendicular ao cano, componente de pressão ou válvula 5104, dobrar o prisioneiro 3002 ou saliência 3702 até o ângulo desejado com o uso de um martelo ou ferramenta de mão e, em seguida, fixar uma base angulada 5306 sobre o prisioneiro 3002 conforme mostrado. Ambos esses prisioneiros, saliências ou PURs 3702 não perpendiculares podem ser usados para fixar dispositivos em qualquer ângulo desejável.
[0154] A Figura 54 é um diagrama em corte transversal de uma porta de isolamento de válvula de retenção de esfera e de mola 5400 de acordo com uma implantação. Após uma saliência ou PUR 4302 ser soldado por atrito a uma superfície de trabalho e um furo ser perfurado através da saliência ou PUR 4302 e a superfície de trabalho, uma porta de isolamento de válvula de retenção de esfera e de mola 5400 é fixada à saliência ou PUR 4302. Uma superfície de trabalho pode ser um cano, um componente de pressão ou válvula 3602. A esfera 5402 e a mola 5404 da porta de isolamento da válvula de registro de esfera e mola 5400 permitem que o vedante flua em uma direção através do furo na saliência ou PUR 4302 e superfície de trabalho, porém, impede que o vedante flua em outra direção. A porta de isolamento de válvula de retenção de esfera e de mola 5400 exige que a perfuração seja realizada antes que a porta de isolamento de válvula de retenção de esfera e de mola 5400 seja fixada à saliência ou PUR 4302.
[0155] A Figura 55A e a Figura 55B são diagramas em corte transversal de uma porta de isolamento de válvula de retenção de chapeleta 5500 de acordo com uma implantação. Após uma saliência ou PUR 4302 ser soldado por atrito a uma superfície de trabalho, a porta de isolamento de válvula de retenção de chapeleta 5500 é fixada à saliência ou PUR 4302. Um furo, em seguida, é perfurado através do PUR 4302 e da parede da superfície de trabalho passando-se a broca através da porta de isolamento de válvula de retenção de chapeleta 5500. Conforme a broca passa através da porta de isolamento de válvula de retenção de chapeleta 5500, a chapeleta 5502 é impulsionada para cima e para fora do caminho. A porta de isolamento da válvula de registro de chapeleta 5500 permite que o vedante flua em uma direção através do furo na saliência ou PUR 4302 e superfície de trabalho, porém, impede que o vedante flua em outra direção. As sedes de porta 5504 formam uma vedação entre a chapeleta e a porta corpo da porta de isolamento de válvula de retenção de chapeleta 5500. A porta de isolamento de válvula de registro de chapeleta 5500 não exige que a perfuração seja realizada antes que a porta de isolamento de válvula de retenção de chapeleta 5500 seja fixada ao PUR.
[0156] A Figura 56 é um diagrama em corte transversal de um aparelho 5600 para medir, detectar e/ou controlar o deslocamento de prisioneiro ou PUR durante o processo de soldagem por atrito de acordo com uma implantação. Conforme uma saliência ou PUR 4302 é soldado por atrito a um cano ou componente de pressão 5606, uma porção da saliência ou PUR 4302 é consumida pela solda. O consumo gera um deslocamento 5604 ou redução no comprimento da saliência ou PUR 4302. Além disso, conforme o atuador aplica pressão ao cano ou componente de pressão 5606 através da saliência ou PUR 4302, o cano ou componente de pressão 5606 flexiona de modo a gerar um deslocamento excessivo 5604. Se o cano ou componente de pressão 5606 for afinado devido à corrosão ou desgaste de modo que o mesmo corra o risco de ser punçado durante o processo de soldagem, então é desejável indicar isso para o operador para impedir que uma grande pressão seja aplicada ou uma solda ocorra. Há uma necessidade de medir ou detector o deslocamento 5604 da saliência ou PUR 4302 em um soldador por atrito. O aparelho na Figura 56 inclui dois aparelhos de medição ou detecção do deslocamento 5604 com um aparelho que pode controlar o processo de soldagem por atrito com base em tal deslocamento 5604. No canto esquerdo superior da Figura 56 está uma porta de visualização 5612 no corpo traseiro 3404. A porta de visualização 5612 expõe o eixo de acionamento 3410. O eixo de acionamento 3410 inclui gradientes circunferenciais de precisão 5602 que podem ser observados através da porta de visualização 5612. Os gradientes circunferenciais de precisão 5602 no eixo de acionamento 3410 podem ser gravados, cortados, pintados, impressos ou marcados e devem ser precisamente instalados de modo que pareçam relativamente estacionários conforme o eixo de acionamento 3410 gira durante um processo de soldagem por atrito. Os gradientes circunferenciais de precisão 5602 permitem que o deslocamento 5604 seja medido visualmente através da porta de visualização 5612. Uma cruzeta (não mostrada) pode ser adicionada em linha com a porta de visualização 5612 para permitir uma leitura mais precisa dos gradientes circunferenciais de precisão 5602. Em uma aplicação, o deslocamento gerado pela pressão do atuador sobre o cano ou componente de pressão 5606 é medido para determinar a espessura e/ou a resistência do cano ou componente de pressão 5606. A espessura e resistência do cano ou componente de pressão 5606 são quase sempre conhecidas e um deslocamento predeterminado irá indicar a condição do cano ou componente de pressão 5606. Se a corrosão tiver afinado o cano ou componente de pressão 5606, uma maior quantidade de deslocamento 5604 do que a quantidade predeterminada de deslocamento 5604 irá ocorrer quando a pressão for aplicada pelo atuador. Em outra aplicação, o deslocamento 5604 é medido antes e após a solda por atrito ser concluída para determinar a quantidade de deslocamento 5604 que ocorreu durante uma solda por atrito. Essa medição pode ser usada como retroalimentação para o operador, de modo a permitir que o operador ajuste o processo de soldagem para aprimorar o mesmo. Por exemplo, se um deslocamento excessivo 5604 ocorrer durante uma solda, o operador pode reduzir a pressão axial sobre a saliência ou PUR 4302, reduzir o tempo de solda ou reduzir a velocidade giratória do soldador.
[0157] O aparelho na Figura 56 inclui outro aparelho de medição do deslocamento 5604 de modo a controlar o processo de soldagem por atrito com base no deslocamento medido 5604. O aparelho na Figura 56 também inclui um comutador pneumático 5620 montado ao corpo do atuador através de um braço 5608. Acima e em linha com o comutador pneumático 5620 está um braço de mancai de empuxo 5610 que se estende a partir do mancai de empuxo 3418 através de uma porta 5622 para o corpo frontal 3416. Uma contraporca 5614 trava o comutador pneumático 5620 na posição a uma distância predeterminada do braço de mancai de empuxo 5610. Acoplado de modo operacional ao comutador pneumático 5620 está um controlador pneumático 5616 que controla o processo de soldagem. Conforme o mancai de empuxo 3418 é acionado para baixo, o braço de mancai de empuxo 5610 pressiona o comutador pneumático 5620 que por sua vez, interrompe o processo de soldagem por atrito. O processo de soldagem por atrito também pode ser interrompido desengatando-se o motor que aciona o soldador por atrito. Dessa forma, um comutador pneumático 5620 pode ser usado para medir o deslocamento 5604 e controlar o processo de soldagem por atrito com base no deslocamento medido 5604. O comutador pneumático 5620 pode gerar um sinal de controle continuamente variável e o controlador pneumático 5616 pode receber esse sinal de controle continuamente variável através da mangueira 5618 a partir do comutador pneumático 5620. Ainda em outra aplicação, o comutador pneumático 5620 é usado para interromper o processo de soldagem uma vez que a solda atingisse um deslocamento predeterminado ou o mesmo poderia ser usado apenas para retardar o processo de soldagem através da alteração de qualquer quantidade de parâmetros de solda, tais como velocidade de rotação ou pressão axial conforme o comutador pneumático é ativado.
[0158] A Figura 57 é um diagrama de vista lateral de um soldador por atrito melhorado ultrassónico 5700 de acordo com uma implantação. Um excitador ultrassónico 5702, uma fonte de alimentação ultrassónica e um controlador 5704 são adicionados ao fixador de forjamento por atrito portátil (PFFB) 3300. O excitador ultrassónico 5702 é acoplado de modo operacional ao eixo de acionamento 3410. Adicionando-se energia ultrassónica ao processo de soldagem, uma solda melhorada pode ser alcançada. A energia ultrassónica é transferida a partir do excitador ultrassónico 5702 através do eixo de acionamento 3410, através do motor pneumático 3302, do atuador 3304 e do mandril 3306, através da saliência ou PUR 4302 e para dentro da peça de trabalho. Essa energia ultrassónica fornece uma agitação da solda conforme a mesma se forma, de modo a criar uma solda com uma estrutura metalúrgica mais homogênea. Além disso, a energia conferida pelo excitador ultrassónico é aditiva com a energia giratória produzida pelo motor e transferida através do atuador 3304. Isso reduz a exigência de emissão de energia do motor pneumático 3302 e atuador 3304. Um excitador ultrassónico 5702 é apenas um dentre diversos dispositivos que podem ser fixados ao soldador por atrito para adicionar energia de vibração mecânica ao processo de soldagem. Qualquer tipo de energia de vibração pode ser usado no lugar da energia ultrassónica para aprimorar a junta de solda. O eixo de acionamento 3410 pode ser sólido ou compreender mais do que uma peça conectada juntamente. Se o eixo de acionamento 3410 for mais de uma peça conectada juntamente, as conexões precisarão ter a capacidade para transferir a energia de vibração para a saliência 3902. O excitador ultrassónico 5702 também pode ser colocado entre o motor pneumático 3302 e o atuador 3304.
[0159] A Figura 58 é uma vista isométrica de uma saia de porta de injeção para receber uma porta de isolamento a vedar a válvula 5800 de acordo com uma implantação. Uma saia 5802 é adicionada a um obturador de válvula durante ou após a fabricação da válvula 5800. A saia 5802 para receber uma porta de isolamento 410. A porta de isolamento 410 instalada como uma parte de um sistema de injeção 302 para vedar a válvula 5800. Um único furo de saia 5804, múltiplos furos de saia ou nenhum furo de saia pode estar localizado ao redor da saia 5802. A saia 5802 pode incluir ou não furos rosqueados ou não 5804 em uma profundidade igual à parede de obturador de válvula. As roscas de furo de saia 5804 são compatíveis com as roscas na porta de isolamento 410. As roscas do furo 5804 são dimensionadas para receber uma porta de isolamento 410. Se a válvula 5800 precisar ser vedada, um furo 5804 ou furos são perfurados na saia 5802 e, em seguida, punçados se centenas de furos rosqueados já não existirem.
[0160] A porta de isolamento 410, em seguida, é aparafusada nas roscas juntamente com o restante do sistema de injeção 302. Um furo é perfurado através da parede do obturador de válvula com o uso do sistema de injeção 302 para conter produtos químicos conforme descrito anteriormente. O vedante é injetado e uma porta de isolamento 410 é fechada sem liberar os produtos químicos para o ambiente. O sistema de injeção 302 é removido enquanto ignora a porta de isolamento 410 para conter o vazamento do furo 5804. A saia 5802 elimina a necessidade de soldar por atrito uma saliência ou PUR 4302 à válvula 5800, de modo a reduzir a complexidade, custo e riscos da vedação da válvula 5800.
[0161] A Figura 59 é uma vista isométrica de uma gaiola de vedante 5900 para fornecer mais espaço para o vedante injetado durante um vazamento de reparo de válvula de acordo com uma implantação. A Figura 60 é um diagrama de blocos de vista lateral de uma válvula 6000 que contém uma gaiola de vedante 5902 de acordo com uma implantação. Frequentemente, quando um vazamento de válvula é reparado, há pouco espaço para o vedante 4610 penetrar na circunferência da guarnição de sobreposta 216. Instalando-se a gaiola de vedante 5902 na Figura 59 na guarnição de sobreposta 216 conforme mostrado na Figura 60, um espaço é reservado para que o vedante 4610 seja preenchido durante um reparo de válvula.
[0162] A gaiola de vedante 5902 pode ser adicionada durante a fabricação da válvula ou durante a remontagem da válvula após ser separada da reconstrução. A gaiola de vedante 5902 é produzida a partir de duas placas 5904 e 5906 e múltiplos suportes 5910 que retêm as duas placas 5904 e 5906 separadas. As placas 5904 e 5906 têm o formato de rosquinha e podem ter dobradiças ou prendedores 5908 para permitir que as mesmas se separem em duas partes para tornar o conjunto ao redor da haste de válvula 5912 mais fácil. A gaiola de vedante 5902 impede que o material como guarnição de sobreposta 216 entre no espaço entre as duas placas 5904 e 5906. Quando se repara uma válvula de vazamento que contém uma gaiola de vedante 5902, uma saliência ou PUR 4302 é instalada logo fora da parede de válvula do espaço criado pela gaiola de vedante 5902. Esse alinhamento permite que o vedante injetado 4610 entre facilmente no espaço dentro da gaiola de vedante 5902 quando o vedante 4610 for injetado. A gaiola de vedante 5902 pode ser produzida a partir de qualquer material ou qualquer quantidade de materiais como metal, plástico, fibra de vidro, fibra de carbono ou qualquer material firme.
[0163] A Figura 61 é uma vista em corte transversal de metade de um cano ou flange de válvula 6100, de acordo com uma implantação com portas de injeção. O flange 6100 tem uma porta de injeção 6102, um canal 6104 para vedante 4610 e/ou um empanque (não mostrado), uma saliência ou PUR 4302, furos para cavilha de montagem 6108 e porta de injeção ou escape 6106. Para completar o flange 6100, a segunda metade do flange (não mostrada) é acoplada de modo operacional à primeira metade com cavilhas montadas através dos furos para cavilha de montagem 6108. A segunda metade do flange (não mostrada) é semelhante à primeira metade do flange 6100, mas sem a porta de injeção 6102 e 6106 ou saliências 4302. Quando as duas metades do flange 6100 forem montadas, um empanque pode ser colocado no canal para vedante ou o mesmo pode ser deixado vazio. Após as cavilhas serem apertadas, um sistema de injeção 302 é fixado à saliência ou PUR 4302 alinhada com a porta de injeção 6102 e a porta de isolamento 410 é fixada à outra saliência ou PUR 4302. Após o sistema de injeção 302 ser fixado, o vedante 4610 é injetado no canal 6104 para vedante 4610 no e ao redor do empanque caso um tenha sido instalado. A saliência ou PUR 4302, com uma porta de isolamento 410 fixada, agirá como um sangrador para permitir que o produto químico que escoou do canal 6104 para vedante 4610 escape para evitar a trava por vapor. A porta de isolamento 401 é usada para abrir e fechar o fluxo de produto químico através do sangrador. Sem esse sangrador em alguns flanges de vazamento, não haveria espaço para o vedante 4610 no canal 6104. Uma armadilha ou filtro de produto químico 4608 pode ser fixada à porta de isolamento 401 conforme mostrado na Figura 46 para deslocar os produtos químicos do canal 6104 para vedante 4610 durante o processo de injeção. O canal 6104 para vedante 4610 pode ser injetado novamente muitas vezes após o flange 6100 ser instalado antes ou durante a operação de reparar os vazamentos, se necessário. As portas de isolamento 410 ou parafusos de ajuste podem ser acopladas de modo operacional às saliências ou PURs 4302 para manter as mesmas vedadas após o processo de injeção ser concluído. As saliências ou PURs 4302 podem ser fixadas na fábrica ou no campo antes ou após a montagem das metades de flange.
[0164] A Figura 62A é uma vista em corte transversal de um empanque de flange injetável 6200, de acordo com uma implantação. A Figura 62B é uma vista isométrica de um empanque de flange injetável 6200, de acordo com uma implantação. Um empanque de flange injetável 6202 é usado como uma solução proativa para reparar os vazamentos de flange de cano e é usado no lugar de outros empanques de flange e tem um diâmetro externo que é aproximadamente igual ao diâmetro externo das duas metades de flange 6204. O empanque de flange injetável 6202 é compreendido por dois empanques, tipicamente empanques enrolados espirais 6206, um sulco ou canal 6208, um cano de flange 6210, furos para cavilha 6212, uma saliência ou PUR 4302 que é acoplada de modo operacional ao empanque de flange injetável 6202 e um furo 6214 entre a saliência ou PUR 4302 e o sulco ou canal 6208. O furo 6214 é alinhado de modo que o vedante 4610 possa fluir entre a saliência ou saliência 4302 e o sulco ou canal 6208. Uma vez que o empanque de flange injetável 6202 é instalado e preso por cavilha entre as duas metades de flange 6204, o sistema de injeção 302 pode ser acoplado de modo operacional à saliência ou PUR 4302. O sistema de injeção 302 pode ser usado para injetar vedante 4610 no sulco ou canal 6208 na montagem do empanque de flange injetável 6200 ou após o empanque de flange injetável 6200 começar a escoar. O corpo do empanque de flange injetável 6202 pode ser produzido a partir de metal, um composto, um polímero ou qualquer material que forneça uma boa base para um empanque e que tenha a capacidade de aceitar uma montagem de saliência 4302.
[0165] A Figura 63 é uma vista isométrica de um dispositivo de contenção de copo rosqueado 6300 para adicionar uma vedação de reforço para a porta de isolamento 410, de acordo com uma implantação. Após uma válvula ser reparada e uma porta de isolamento 410 ser deixada no local, no instante, a porta ou as roscas entre a porta de isolamento 410 e a saliência 312 podem começar a escoar. Para conter esse vazamento, um copo com rosca 6302 pode ser montado sobre a porta de isolamento 410 para fornecer uma segunda camada ou vedação de reforço para a porta de isolamento 410. Antes de a porta de isolamento 410 ser acoplada de modo operacional à saliência 32, uma tampa 6304 é instalada e retida no lugar pela porta de isolamento 410. O copo rosqueado 6302 é instalado sobre a porta de isolamento 410 e aparafusado na tampa 6304 com roscas interiores. Essa combinação de conjunto de copo 6302 e tampa 6304 é usada para coletar qualquer vazamento de produto químico a partir da porta de isolamento 410. Se a interface entre a saliência 312, a tampa 6304 e a porta de isolamento 410 não criar uma boa vedação, então, as arruelas com furos centrais ao redor do diâmetro das roscas da porta de isolamento 410 podem ser instalados em cada lado da tampa 6304. O copo 6302 e a tampa 6304 podem ser produzidos a partir de metal, fibra de carbono, polímeros, compostos ou qualquer material que tenha a capacidade de fornecer uma boa vedação com durabilidade.
[0166] A Figura 64A é um diagrama isométrico de um sistema de acionamento de múltiplos motores para duplicar a capacidade de acionamento de um sistema de soldagem por atrito portátil 6400, de acordo com uma implantação. A Figura é um diagrama de blocos de vista inferior de um sistema de acionamento de múltiplos motores para duplicar a capacidade de acionamento de um sistema de soldagem por atrito portátil 6400, de acordo com uma implantação. O motor A 6402 e o motor B 6404 são montados em uma plataforma 6406. Em algumas implantações, os motores 6402 e 6404 são motores pneumáticos. A engrenagem A 6408 é conectada à extremidade do eixo de acionamento do motor A 6402 no lado inferior da plataforma 6406 e a engrenagem B é conectada à extremidade do eixo de acionamento do motor B 6404 no lado inferior da plataforma 6406. A engrenagem C 6410 é misturada com a engrenagem A 6408 e a engrenagem B 6412 no lado inferior da plataforma 6406 e conectada ao eixo de acionamento do atuador 6414. O mandril 3306 é conectado axialmente ao atuador 6414 e a saliência 312 é montada no mandril 3306. A mangueira A 6416 e a mangueira B 6418 conectam um controlador e uma fonte de ar comprimido 6420 ao motor A 6402 e ao motor B 6404. Quando o controlador e a fonte de ar comprimido 6420 ativarem o motor A 6402 e o motor B 6404, a engrenagem A 6408 e a engrenagem B 6412 acionam a engrenagem C 6410 na direção de rotação oposta que, sucessivamente, aciona o atuador 3304 nessa mesma direção de rotação oposta. Se a engrenagem A 6408, a engrenagem B 6412 e a engrenagem C 6410 forem do mesmo tamanho, então, o torque e a potência transferidos para o atuador serão o dobro daqueles no motor único, o que irá permitir que um prisioneiro ou saliência com diâmetro maior 312 seja soldado por atrito a uma peça de trabalho com um soldador por atrito portátil. Três ou mais motores poderiam ser adicionados ao sistema de soldagem por atrito portátil 6400 para multiplicar ainda mais o torque e a potência transferidos para o atuador 3304. Diferentes razões de engrenagem poderiam ser usadas para multiplicar ou dividir o torque transferido dos motores 6402 e 6404 para o atuador 3304. Por exemplo, se a engrenagem A 6408 e a engrenagem B 6412 contiverem metade da quantidade de dentes que a engrenagem C 6410, o torque transferido para o atuador 3304 aumentaria por um fato de dois e a velocidade de rotação seria reduzida por um fator de dois. Igualmente, se a engrenagem A 6408 e a engrenagem B 6412 tiverem mais dentes do que a engrenagem C 6410, o torque seria diminuído e a velocidade de rotação seria aumentada. É necessário que a fonte de ar comprimido 6420 tenha a capacidade de entregar duas vezes o volume de ar na mesma pressão que é necessário para entregar um fixador de forjamento por atrito portátil (PFFB) 3300. Um mecanismo de acionamento de corrente e roda dentada ou correia e roda dentada pode adicionar e transferir a energia dos motores 6402 e 6404 para o atuador 3304. Um acoplador de transmissão, diferencial qualquer acoplador mecânico também poderia ser usado no lugar da Figura 64B. Duas fontes de ar comprimido e controlador separadas 6420 também poderiam ser usadas, um controlador com duas fontes de ar comprimido ou dois controladores com uma fonte de ar comprimido. Deve ser óbvio para um versado na técnica que outras fontes de alimentação e controladores também poderiam ser usadas no lugar do controlador e fonte de ar comprimido 6420 e diferentes controladores também poderiam ser usados para controlar essas fontes de alimentação diferentes. Se os controladores e fontes de alimentação diferentes forem usados, diferentes motores também poderiam ter que ser usados. Por exemplo, se os controladores elétricos e as fontes de alimentação forem usados, então, os motores elétricos também devem ser usados.
[0167] A Figura 65 é um diagrama de blocos de um sistema de acionamento de múltiplos motores para duplicar a capacidade de acionamento de um sistema de soldagem por atrito portátil, de acordo com uma implantação. O motor pneumático 3302 e o motor pneumático 3303 são montados juntos, axialmente alinhados em uma configuração em série. O eixo de acionamento do motor 3302 e o motor 3303 são acoplados juntos de modo operacional e axial. O motor 3302 é acoplado de modo axial e operacional à extremidade do atuador 3304 e a saliência 3306 é conectada de modo operacional e axial à outra extremidade do atuador 3304. Uma saliência ou a saliência 3310 é montada no mandril 3306 no preparo para uma solda. A mangueira 3316 conecta o controlador e compressor de grande volume de ar 3312 ao motor 3302 e a mangueira 3317 conecta o controlador e compressor de grande volume de ar 3313 ao motor 3303. O controlador e compressor de grande volume de ar 3312 controla o fluxo de ar para o motor 3302 e o controlador e compressor de grande volume de ar 3313 controla o fluxo de ar para o motor 3303. A porção de controlador do controlador e compressor de grande volume de ar 3312 e 3313 controla o volume e pressão de ar de uma maneira ativada ou desativada. Um controlador mais sofisticado também poderia ser usado para variar o volume e/ou a pressão de ar durante o processo de soldagem por atrito. Quando o controlador e compressor de grande volume de ar 3312 e 3313 ativar o motor 3302 e o motor 3303, os eixos de acionamento acoplados transferem o torque do motor 3302 e do motor 3303 na mesma direção de rotação para acionar o atuador 3304. Ao contrário do sistema de acionamento de múltiplos motores da Figura 64, as diferentes razões de engrenagem não poderiam ser usadas sem a adição de uma caixa de engrenagem entre o motor 3302 e o atuador 3304. Portanto, o torque e a potência transferidos para o atuador 3304 serão o dobro daqueles de um único motor, que irá permitir que um prisioneiro ou saliência com diâmetro maior 3310 seja soldado por atrito a uma peça de trabalho com um soldador por atrito portátil. Três ou mais motores poderiam ser adicionados a esse sistema de soldagem por atrito portátil 6500 em série para multiplicar ainda mais o torque e a potência transferidos para o atuador 3304. É necessário que o controlador e o compressor de grande volume de ar tenham a capacidade de entregar duas vezes o volume de ar na mesma pressão que é necessário para acionar um sistema de motor duplo. Um controlador e compressor de grande volume de ar também poderia ser usado, um controlador com dois compressores de grande volume de ar ou dois controladores com um compressor de grande volume de ar. Outras fontes de alimentação e controladores também poderiam ser usadas no lugar do controlador e diferentes controladores também poderiam ser usados para controlar essas fontes de alimentação diferentes. Se as fontes de alimentação diferentes forem usadas, diferentes motores também poderiam ter que ser usados. Por exemplo, se os controladores elétricos e as fontes de alimentação forem usados, então, os motores elétricos também devem ser usados.
[0168] Nessa revelação, a soldagem por atrito, ligação por atrito, soldagem de estado sólido, forjamento por atrito, ligação de forjamento por atrito, soldagem de forjamento por atrito, soldagem por inércia e ligação por inércia são, todos, usados como sinônimos. A saliência e o receptor universal permanente (PUR) também são usados como sinônimos. A soldagem MIG, a soldagem TIG, GM AW, GTAW, FCAW, SMAW e soldagem por arco são usadas como sinônimos nesta revelação.
[0169] Um efeito técnico do aparelho e dos métodos das Figuras 3 a 65 é que a pressão positiva é fornecida em um cano ou válvula e a pressão positiva reduz ou elimina significativamente a liberação de material perigoso de dentro da válvula ou cano e, então, reduz significativamente a emissão do material perigoso de dentro do cano ou válvula para o ambiente pondo em risco o técnico e o ambiente. O sistema de injeção das Figuras 3 a 6 e 9 e 10 também é conhecido como um sistema de contenção devido ao fato de a pressão positiva do sistema de injeção conter o material perigoso na válvula ou cano.
[0170] Em alguns aspectos, um método de reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula dentro de uma área de guarnição de sobreposta de uma haste de válvula, sendo que a saliência tem uma extremidade rosqueada, sendo que a fixação é realizada através da ligação por atrito, fixar uma porta de isolamento, uma guia de perfuração e uma bomba de injeção, fechar a porta de isolamento, vedando a porta de isolamento e as juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante da bomba de injeção no guia de perfuração em uma pressão alta, abrir a porta de isolamento, pré-pressurizar o sistema de injeção e testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes da perfuração na válvula injetando-se o vedante sob pressão alta através da porta de isolamento e na saliência, inserir uma broca no guia de perfuração, apertar um colar do guia de perfuração ao redor da broca para fornecer uma vedação da broca, perfurar com a broca através do vedante até que a broca entre na saliência através do uso de uma broca pneumática antideflagrante, até que a broca penetre uma parede da válvula, impedir que quaisquer produtos químicos perigosos escape para o ambiente, retirar a broca até um ponto logo após a porta de isolamento, remover a broca do guia de perfuração enquanto a pressão é mantida no sistema de injeção, injetar vedante na área de guarnição de sobreposta através do uso da bomba de injeção, fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada na haste de válvula. Em algumas implantações, o método inclui alterar uma taxa de fluxo de vedante em um vão deixado atrás no vedante à medida que a broca é retirada através da manipulação da porta de isolamento, não liberando produtos químicos da válvula devido à pressão no sistema de injeção. Em algumas implantações, o método inclui criar uma região de expansão na área de guarnição de sobreposta afrouxando-se as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a fixação da saliência inclui uma técnica de ligação não penetrante e sem ignição que inclui a soldagem por atrito, soldagem por inércia, ligação ultrassónica, ligação a frio, soldagem por difusão e aplicação de adesivos. Em algumas implantações, a guarnição de sobreposta inclui um material do tipo corda macio e firme que veda a válvula contra vazamento. Em algumas implantações, a pressão alta é pelo menos 20,684 MPa (3.000 psi).
[0171] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula em linha dentro de uma área de guarnição de sobreposta da válvula, sendo que a saliência tem uma extremidade rosqueada, sendo que a fixação é realizada através da ligação por atrito, manter um sistema de injeção vedado antes de uma broca quebrar através de uma parede da válvula, manter o sistema de injeção vedado durante a vedação de válvula até que a broca seja removida da válvula, deixar uma porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na válvula ao apertar novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a manutenção da pressão antes de a broca quebrar através da parede da válvula inclui fixar a porta de isolamento, um guia de perfuração e uma bomba de injeção, fechar a porta de isolamento, vedar a porta de isolamento e o guia de perfuração e as juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante a partir da bomba de injeção no guia de perfuração, abrindo-se a porta de isolamento, pré- pressurizando-se o sistema de injeção e testando-se a qualidade do sistema de injeção, incluindo-se uma fixação de saliência, antes de perfurar a válvula injetando-se o vedante através da porta de isolamento e na saliência, inserindo-se a broca no guia de perfuração, vedar a broca apertando-se um colar do guia de perfuração ao redor da broca, perfurando- se a broca através do vedante até que a broca entre na saliência através do uso de uma broca pneumática antideflagrante, até que a broca penetre a parede da válvula e impeça quaisquer produtos químicos perigosos de escapar para o ambiente. Em algumas implantações, a manutenção da pressão durante a vedação da válvula até que a broca seja removida da área de guarnição de sobreposta inclui aplicar pressão ao sistema de injeção que é igual ou maior do que a pressão na válvula, retirar a broca até um ponto logo após a porta de isolamento, fechar a porta de isolamento, remover a broca de um guia de perfuração enquanto a pressão é mantida no sistema de injeção, injetar vedante na área de guarnição de sobreposta através do uso de uma bomba de injeção, fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada na válvula, aliviar a pressão da bomba de injeção e remover o guia de perfuração do sistema de injeção.
[0172] Em alguns aspectos, um sistema de injeção inclui um guia de perfuração e uma porta de isolamento fixada ao guia de perfuração. Em algumas implantações, uma extremidade do guia de perfuração que é fixada à porta de isolamento inclui um colar.
[0173] Em alguns aspectos, o guia de perfuração inclui uma primeira passagem e uma segunda passagem, sendo que a segunda passagem intersecta a primeira passagem em uma interseção, sendo que cada uma das passagens tem uma primeira extremidade e uma segunda extremidade, sendo que a primeira passagem tem uma primeira haste de porta, sendo que a primeira haste de porta é posicionada entre a segunda extremidade da primeira passagem e a interseção, sendo que a segunda passagem tem uma segunda haste de porta, sendo que a segunda haste de porta é posicionada entre a segunda extremidade da segunda passagem e a interseção, sendo que a primeira extremidade da primeira passagem tem uma interface complementar à porta de isolamento. Em algumas implantações, a primeira passagem inclui um membro tubular entre a segunda extremidade da segunda passagem e a interseção entre a primeira passagem e a segunda passagem. Em algumas implantações, o guia de perfuração é fixado à porta de isolamento através de interfaces macho e fêmea complementares. Em algumas implantações, o sistema de injeção inclui não ter uma porta de injeção. Em algumas implantações, o sistema de injeção inclui não ter uma porta de isolamento. Em algumas implantações, o sistema de injeção inclui não ter uma porta de injeção e não ter uma porta de guia de perfuração. Em algumas implantações do sistema de injeção, a porta de isolamento inclui uma haste de porta. Em algumas implantações, o sistema de injeção inclui não ter uma porta de guia de perfuração. Em algumas implantações, o sistema de injeção inclui uma bomba de injeção fixada ao guia de perfuração.
[0174] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através da ligação por atrito, fixar de modo operacional a saliência, uma porta de isolamento, uma porta de guia de perfuração, uma porta de injeção e uma bomba de injeção, abrir a porta de injeção, fechar a porta de isolamento, fechar a porta de guia de perfuração, vedar a porta de isolamento, a porta de injeção e a porta de guia de perfuração e as juntas entre a porta de isolamento, a porta de injeção e o guia de perfuração contra vazamento injetando-se um vedante a partir da bomba de injeção na porta de injeção, abrir a porta de isolamento, testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes da perfuração na válvula, injetando-se o vedante a partir da bomba de injeção através da porta de isolamento e na saliência, fechar a porta de injeção, inserir uma broca no guia de perfuração, apertar um colar do guia de perfuração ao redor da broca para fornecer uma vedação da broca, abrir a porta de guia de perfuração, através do uso de uma broca pneumática antideflagrante, perfurar com a broca através do vedante e através da saliência até que a broca penetre uma parede da válvula, impedir que quaisquer produtos químicos perigosos escapem para o ambiente ou pôr em risco um técnico de consertos nesse estágio e durante as ações subsequentes, abrir a porta de injeção, pressurizar novamente o sistema de injeção para uma pressão igual ou maior do que a pressão na válvula, retirar a broca até um ponto logo após passar a porta de guia de perfuração, fechar a porta de guia de perfuração, injetar vedante na área de guarnição de sobreposta através do uso da bomba de injeção e fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada em uma haste de válvula. Em algumas implantações, o método inclui alterar uma taxa de fluxo de vedante em um vão deixado para trás no vedante à medida que a broca é retirada através da manipulação da porta de injeção. Em algumas implantações, o método inclui criar uma região de expansão para o vedante na área de guarnição de sobreposta afrouxando-se as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a fixação da saliência inclui uma técnica de ligação não penetrante e sem ignição que inclui a soldagem por atrito, ligação por atrito, soldagem por inércia, ligação ultrassónica, ligação a frio, soldagem por difusão e aplicação de adesivos. Em algumas implantações, a guarnição de sobreposta inclui um material do tipo corda macio e firme que veda a válvula contra vazamento. Em algumas implantações, a válvula está em operação. Em algumas implantações, a vedação da porta de isolamento e o teste da qualidade do sistema de injeção são realizados simultaneamente e a abertura da porta de isolamento é realizada antes da vedação da porta de isolamento e do teste da qualidade do sistema de injeção.
[0175] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através da ligação por atrito, manter um sistema de injeção vedado enquanto uma broca perfura através de uma parede da válvula, manter o sistema de injeção vedado durante a vedação de válvula até que a broca seja removida da válvula, deixar uma porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na válvula ao apertar novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a manutenção do sistema de injeção vedado durante a vedação da válvula até que a broca seja removida da válvula inclui abrir uma porta de injeção, aplicar uma pressão de vedante ao sistema de injeção que é igual ou maior do que a pressão na válvula, retirar a broca até um ponto logo após uma porta de guia de perfuração, fechar a porta de guia de perfuração, injetar vedante na área de guarnição de sobreposta através do uso de uma bomba de injeção e fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada na válvula. Em algumas implantações, a manutenção do sistema de injeção vedado enquanto a broca perfura através da parede da válvula inclui fixar de modo operacional a saliência, a porta de isolamento, uma porta de guia de perfuração, uma porta de injeção e uma bomba de injeção, abrir uma porta de injeção, fechar a porta de guia de perfuração, vedar a porta de isolamento, a porta de injeção e a porta de guia de perfuração e as juntas entre a porta de isolamento contra vazamento injetando-se um vedante a partir da bomba de injeção na porta de injeção, vedar a junta entre a porta de isolamento, e a saliência e testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes de perfurar a válvula injetando-se o vedante através da porta de isolamento e na saliência, fechar a porta de injeção, inserir a broca no guia de perfuração, vedar a broca apertando-se um colar do guia de perfuração ao redor da broca, abrir a porta de guia de perfuração e através do uso de uma broca pneumática deflagrante vedante até que a broca entre na saliência através do uso de uma broca pneumática antideflagrante, perfurar a broca de perfuração através do vedante e através da saliência, até que a broca penetre a parede da válvula, impedindo quaisquer produtos químicos perigosos de escapar para o ambiente ou pondo em risco um técnico de consertos nesse estágio e durante as ações subsequentes. Em algumas implantações, fixar de modo operacional a saliência, a porta de isolamento, a porta de guia de perfuração, a porta de injeção e a bomba de injeção inclui fixar de modo operacional a saliência ao sistema de injeção.
[0176] Em alguns aspectos, um sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do sistema de injeção o um guia de perfuração é fixado à porta de guia de perfuração e em que uma extremidade do guia de perfuração que não é fixado à porta de guia de perfuração inclui um colar. Em algumas implantações do sistema de injeção, a porta de guia de perfuração inclui uma primeira passagem e uma segunda passagem, sendo que a segunda passagem intersecta a primeira passagem em uma interseção, sendo que cada uma das passagens tem uma primeira extremidade e uma segunda extremidade, sendo que a primeira passagem tem uma primeira haste de porta, sendo que a primeira haste de porta é posicionada entre a segunda extremidade da primeira passagem e a interseção, sendo que a segunda passagem tem uma segunda haste de porta, sendo que a segunda haste de porta é posicionada entre a segunda extremidade da segunda passagem e a interseção, sendo que a primeira extremidade da primeira passagem tem uma interface complementar à porta de isolamento e a primeira extremidade da segunda passagem tem uma interface complementar à porta de injeção. Em algumas implantações do sistema de injeção, a porta de guia de perfuração é fixada à porta de isolamento e a porta de guia de perfuração é fixada à porta de injeção através de interfaces macho e fêmea complementares. Em algumas implantações do sistema de injeção, a porta de guia de perfuração é fixada à porta de isolamento e a porta de guia de perfuração é fixada à porta de injeção através de interfaces rosqueadas. Em algumas implantações do sistema de injeção, cada uma dentre a porta de guia de perfuração, a porta de isolamento e a porta de injeção inclui uma haste de porta. Em algumas implantações do sistema de injeção, a porta de guia de perfuração inclui uma haste de porta. Em algumas implantações, o sistema de injeção inclui uma saliência fixada de modo operacional ao sistema de injeção. Em algumas implantações, o sistema de injeção inclui uma bomba de injeção fixada de modo operacional à porta de injeção.
[0177] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através de ligação por atrito, fixar de modo operacional uma porta de isolamento à saliência, fixar de modo operacional uma porta de guia de perfuração à porta de isolamento, fixar de modo operacional uma bomba de injeção à porta de guia de perfuração, fechar a porta de isolamento, fechar a porta de guia de perfuração, vedar a porta de isolamento e a porta de guia de perfuração e juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante a partir da bomba de injeção na porta de guia de perfuração, abrir a porta de isolamento, vedar a junta entre a porta de isolamento e a saliência e testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes de perfurar a válvula, injetando-se o vedante através da porta de isolamento e na saliência com o uso da bomba de injeção, inserir uma broca no guia de perfuração até que a broca faça contato com a porta de guia de perfuração, apertar um colar do guia de perfuração ao redor da broca para fornecer uma vedação da broca, abrir a porta de guia de perfuração, através do uso de uma broca pneumática antideflagrante, perfurar com a broca através do vedante e através da saliência até que a broca penetre uma parede da válvula, impedir que quaisquer químicos perigosos escapem ou ponham em risco um técnico de consertos nesse estágio e durante ações subsequentes, injetar vedante com a bomba de injeção, retirar a broca até um ponto após a porta de guia de perfuração, fechar a porta de guia de perfuração, manter uma pressão de vedante no sistema de injeção que é maior ou igual à pressão na válvula durante a retirada da broca e durante o fechamento da porta de guia de perfuração, injetar vedante na área de guarnição de sobreposta através do uso da bomba de injeção, fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada em uma haste de válvula, deixar a porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na haste de válvula apertando-se novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, o método inclui alterar uma taxa de fluxo de vedante em um vão deixado para trás no vedante à medida que a broca é retirada através da manipulação da bomba de injeção. Em algumas implantações, o método inclui criar uma região de expansão para vedante na área de guarnição de sobreposta afrouxando-se as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a fixação da saliência inclui uma técnica de ligação não penetrante e sem ignição que inclui a soldagem por atrito, ligação por atrito, soldagem por inércia, ligação ultrassónica, ligação a frio, soldagem por difusão e aplicação de adesivos. Em algumas implantações, a guarnição de sobreposta inclui um material do tipo corda macio e firme que veda a válvula contra vazamento. Em algumas implantações, a válvula está em operação. Em algumas implantações, as duas ações de vedação são realizadas simultaneamente e a abertura da porta de isolamento é realizada antes das ações de vedação.
[0178] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através da ligação por atrito, manter um sistema de injeção vedado enquanto uma broca perfura através de uma parede da válvula, manter o sistema de injeção vedado durante a vedação de válvula até que a broca seja removida da válvula, deixar uma porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na válvula ao apertar novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a manutenção do sistema de injeção vedado durante a vedação da válvula até que a broca seja removida da válvula inclui aplicar uma pressão de vedante ao sistema de injeção que é igual ou maior do que a pressão na válvula, retirar a broca até um ponto logo após uma porta de guia de perfuração, fechar a porta de guia de perfuração, injetar vedante na área de guarnição de sobreposta através do uso de uma bomba de injeção e fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada na válvula. Em algumas implantações, a manutenção do sistema de injeção vedado enquanto a broca perfura através da parede da válvula inclui fixar de modo operacional a porta de isolamento à saliência, fixar de modo operacional uma porta de guia de perfuração à uma porta de isolamento, fixar de modo operacional uma bomba de injeção à porta de guia de perfuração, fechar a porta de guia de perfuração, vedar a porta de isolamento e a porta de guia de perfuração e as juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante a partir da bomba de injeção na porta de guia de perfuração, abrir a porta de isolamento, vedar a junta entre a porta de isolamento e a saliência, testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, injetando-se o vedante através da porta de isolamento e na saliência com o uso da bomba de injeção, inserir a broca no guia de perfuração até que a broca faça contato com a porta de guia de perfuração, vedar a broca apertando-se um colar do guia de perfuração ao redor da broca, abrir a porta de guia de perfuração e perfurar através da saliência até que a broca penetre a parede da válvula através do uso de uma broca pneumática deflagrante, impedindo que quaisquer produtos químicos perigosos escape para o ambiente ou pondo em risco um técnico de consertos nesse estágio e durante as ações subsequentes. Em algumas implantações, a fixação de modo operacional da porta de isolamento à saliência inclui fixar de modo operacional a porta de guia de perfuração à porta de isolamento e a fixação de modo operacional da bomba de injeção à porta de guia de perfuração inclui fixar de modo operacional o sistema de injeção à saliência.
[0179] Em alguns aspectos, um sistema de injeção inclui uma porta de guia de perfuração e uma porta de isolamento fixada à porta de guia de perfuração. Em algumas implantações do sistema de injeção o um guia de perfuração é fixado à porta de guia de perfuração e em que uma extremidade do guia de perfuração que não é fixado à porta de guia de perfuração inclui um colar. Em algumas implantações do sistema de injeção, a porta de guia de perfuração inclui uma primeira passagem e uma segunda passagem, sendo que a segunda passagem intersecta a primeira passagem em uma interseção, sendo que cada uma das passagens tem uma primeira extremidade e uma segunda extremidade, sendo que a primeira passagem tem uma primeira haste de porta, sendo que a haste de porta é posicionada entre a segunda extremidade da primeira passagem e a interseção, sendo que a segunda passagem tem uma interseção complementar com a porta de guia de perfuração, sendo que a interseção complementar com a porta de guia de perfuração é posicionada entre a segunda extremidade da segunda passagem e a inserção e a primeira extremidade da primeira passagem tem uma interface complementar à porta de isolamento. Em algumas implantações do sistema de injeção, a porta de guia de perfuração é fixada à porta de isolamento através de interfaces macho e fêmea complementares. Em algumas implantações do sistema de injeção, a porta de guia de perfuração é fixada à porta de isolamento através de interfaces rosqueadas. Em algumas implantações do sistema de injeção, cada uma dentre a porta de guia de perfuração e a porta de isolamento inclui uma haste de porta. Em algumas implantações do sistema de injeção, a porta de guia de perfuração inclui uma haste de porta. Em algumas implantações, o sistema de injeção inclui uma bomba de injeção fixada de modo operacional à porta de guia de perfuração.
[0180] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através de ligação por atrito, fixar de modo operacional uma porta de isolamento à saliência, fixar de modo operacional um guia de perfuração à porta de isolamento, fixar de modo operacional uma bomba de injeção ao guia de perfuração, fechar a porta de isolamento, inserir uma broca de perfuração no guia de perfuração até que a broca de perfuração faça contato com a porta de isolamento, apertar um colar do guia de perfuração ao redor da broca de perfuração para fechar uma vedação e as juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante a partir da bomba de injeção na porta de guia de perfuração, abrir a porta de isolamento, vedar a junta entre a porta de isolamento e a saliência e testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes de perfurar a válvula, injetando-se o vedante através da porta de isolamento e na saliência com o uso da bomba de injeção, através do uso de uma broca pneumática antideflagrante, perfurar com a broca através do vedante e através da saliência até que a broca penetre uma parede da válvula, impedindo que quaisquer químicos perigosos escapem ou ponham em risco um técnico de consertos nesse estágio e durante ações subsequentes, injetar vedante com a bomba de injeção, retirar a broca até um ponto após a porta de guia de isolamento enquanto mantém uma pressão de vedante no sistema de injeção que é maior ou igual à pressão na válvula durante a retirada da broca e durante o fechamento da porta de guia de perfuração, fechar a porta de isolamento enquanto mantém a pressão de vedante no sistema de injeção que é maior ou igual à pressão na válvula, injetar vedante na área de guarnição de sobreposta através do uso da bomba de injeção, fechar a porta de isolamento quando a quantidade suficiente de vedante for injetada em uma haste de válvula, deixar a porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na haste de válvula apertando-se novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, o método inclui alterar uma taxa de fluxo de vedante em um vão deixado para trás no vedante à medida que a broca é retirada através da manipulação da bomba de injeção. Em algumas implantações, o método inclui criar uma região de expansão para vedante na área de guarnição de sobreposta afrouxando-se as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a fixação da saliência inclui uma técnica de ligação não penetrante e sem ignição que inclui a soldagem por atrito, ligação por atrito, soldagem por inércia, ligação ultrassónica, ligação a frio, soldagem por difusão e aplicação de adesivos. Em algumas implantações, a guarnição de sobreposta inclui um material do tipo corda macio e firme que veda a válvula contra vazamento. Em algumas implantações, a válvula está em operação.
[0181] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através da ligação por atrito, manter um sistema de injeção vedado enquanto uma broca perfura através de uma parede da válvula, manter o sistema de injeção vedado durante a vedação de válvula até que a broca seja removida da válvula, deixar uma porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na válvula ao apertar novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a manutenção de um sistema de injeção vedado durante a vedação da válvula até que a broca seja removida da válvula inclui aplicar a pressão de vedante ao sistema de injeção que é igual ou maior do que a pressão na válvula, retirar a broca até um ponto logo após uma interseção enquanto mantém a pressão de vedante, fechar a porta de isolamento enquanto mantém a pressão de vedante, injetar vedante na área de guarnição de sobreposta através do uso de uma bomba de injeção e fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada na válvula. Em algumas implantações, a manutenção de um sistema de injeção vedado enquanto uma broca perfura através da parede da válvula inclui fixar de modo operacional a porta de isolamento à saliência, fixar de modo operacional um guia de perfuração à uma porta de isolamento, fixar de modo operacional uma bomba de injeção ao guia de perfuração, fechar a porta de isolamento, inserir a broca de perfuração no guia de perfuração até que a broca de perfuração faça contato com a porta de isolamento, vedar a broca de perfuração apertando- se um colar do guia de perfuração ao redor da broca de perfuração, vedar a porta de isolamento, vedar a porta de isolamento e as juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante através da bomba de injeção no guia de perfuração, abrir a porta de isolamento, vedar a junta entre a porta de isolamento e a saliência e testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes de perfurar a válvula, injetando-se o vedante através da porta de isolamento e na saliência, usar a bomba de injeção e perfurar com a broca de perfuração o vedante e através da saliência até que a broca penetre a parede da válvula através do uso de uma broca pneumática deflagrante, impedindo que quaisquer produtos químicos perigosos escape para o ambiente ou pondo em risco um técnico de consertos nesse estágio e durante as ações subsequentes. Em algumas implantações, a fixação de modo operacional da porta de isolamento à saliência inclui fixar de modo operacional o guia de perfuração à porta de isolamento e em que a fixação de modo operacional da bomba de injeção ao guia de perfuração inclui fixar de modo operacional o sistema de injeção à saliência.
[0182] Em alguns aspectos, um sistema de injeção inclui um guia de perfuração e uma porta de isolamento fixada ao guia de perfuração. Em algumas implantações do sistema de injeção, uma extremidade do guia de perfuração que é fixada à porta de isolamento inclui um colar. Em algumas implantações do sistema de injeção, a guia de perfuração inclui uma primeira passagem e uma segunda passagem, sendo que a segunda passagem intersecta a primeira passagem em uma interseção, sendo que cada uma das passagens tem uma primeira extremidade e uma segunda extremidade, sendo que a segunda passagem tem uma interseção complementar com o guia de perfuração, sendo que a interseção complementar com o guia de perfuração é posicionada entre a segunda extremidade da segunda passagem e a interseção e a primeira extremidade da primeira passagem tem uma interface complementar à porta de isolamento. Em algumas implantações do sistema de injeção, o guia de perfuração é fixado à porta de isolamento através de interfaces macho e fêmea complementares. Em algumas implantações, o sistema de injeção inclui não ter uma porta de guia de perfuração. Em algumas implantações do sistema de injeção, a porta de isolamento inclui uma haste de porta. Em algumas implantações, o sistema de injeção inclui não ter uma porta de guia de perfuração. Em algumas implantações do sistema de injeção, o guia de perfuração é fixado de modo operacional à porta de isolamento, e uma saliência é fixada ao sistema de injeção. Em algumas implantações, o sistema de injeção inclui uma bomba de injeção fixada de modo operacional ao guia de perfuração.
[0183] Em alguns aspectos, um método para reparar ou aprimorar um recipiente através do uso de um sistema de injeção inclui fixar um receptor universal permanente ao recipiente através de soldagem por atrito do receptor universal permanente com o recipiente, sendo que o receptor universal permanente tem pelo menos um aparelho de preensão que é operacional para receber um sistema de injeção e fixar o sistema de injeção ao receptor universal permanente através da fixação do sistema de injeção no pelo menos um aparelho de preensão do receptor universal permanente. Em algumas implantações, o receptor universal permanente inclui um segundo aparelho de preensão que é operacional para receber um aparelho. Em algumas implantações, o aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações, o aparelho inclui um sensor, dispositivo de trepanação ou um anel protetor. Em algumas implantações, o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações, o aparelho de preensão inclui uma rosca, trava de torção, grampo, trava de carne, união ou flange.
[0184] Em alguns aspectos, um aparelho inclui um recipiente, um receptor universal permanente fixado ao recipiente por meio de uma solda por fricção, sendo que o receptor universal permanente tem pelo menos um aparelho de preensão e um sistema de injeção fixado ao receptor universal permanente através do pelo menos um aparelho de preensão do receptor universal permanente, em que o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do aparelho, o receptor universal permanente inclui um segundo aparelho de preensão que é operacional para receber um segundo aparelho. Em algumas implantações do aparelho, o segundo aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o recipiente inclui um cano, um componente de pressão, uma válvula ou um flange. Em algumas implantações do aparelho, o aparelho inclui o pelo menos um aparelho de preensão que é operacional para receber um rótulo que indica a data ou situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o aparelho de preensão inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange.
[0185] Em alguns aspectos, um aparelho inclui um recipiente e um receptor universal permanente fixado ao recipiente por uma solda por fricção, sendo que o receptor universal permanente tem pelo menos um aparelho de preensão. Em algumas implantações do aparelho, o receptor universal permanente inclui um segundo aparelho de preensão que é operacional para receber um segundo aparelho. Em algumas implantações do aparelho, o segundo aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o segundo aparelho inclui um sensor, um dispositivo de trepanação ou uma cobertura protetora. Em algumas implantações do aparelho, o aparelho de preensão inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange. Em algumas implantações, o aparelho inclui um sistema de injeção fixado ao receptor universal permanente através do pelo menos um aparelho de preensão do receptor universal permanente e o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do aparelho, o recipiente inclui um cano, um componente de pressão, uma válvula ou um flange. Em algumas implantações do aparelho, o aparelho inclui o pelo menos um aparelho de preensão que é operacional para receber um rótulo que indica a data ou situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra.
[0186] Em alguns aspectos, um método para reparar ou aprimorar um recipiente através do uso de um sistema de injeção inclui fixar um receptor universal permanente ao recipiente através de soldagem por atrito do receptor universal permanente com o recipiente, rendendo uma solda por atrito entre o receptor universal permanente e o recipiente, sendo que o receptor universal permanente tem um eixo de metal que é mais fraco do que a solda por atrito ou o recipiente, sendo que o receptor universal permanente tem pelo menos um aparelho de preensâo que é operacional para receber um sistema de injeção e fixar o sistema de injeção ao receptor universal permanente aparafusando-se o sistema de injeção no pelo menos um aparelho de preensâo do receptor universal permanente. Em algumas implantações, o receptor universal permanente inclui um segundo aparelho de preensâo que é operacional para receber um aparelho. Em algumas implantações, o aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações, o aparelho inclui um sensor, um dispositivo de trepanação ou um anel protetor. Em algumas implantações, o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações, o aparelho de preensâo inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange.
[0187] Em alguns aspectos, um aparelho inclui um recipiente, um receptor universal permanente fixado ao recipiente por meio de uma solda por fricção, sendo que o receptor universal permanente tem um eixo de metal que é mais fraco do que a solda por atrito ou o recipiente, sendo que o receptor universal permanente tem pelo menos um aparelho de preensâo e um sistema de injeção fixado ao receptor universal permanente através do pelo menos um aparelho de preensâo do receptor universal permanente, em que o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do aparelho, o receptor universal permanente inclui um segundo aparelho de preensâo que é operacional para receber um segundo aparelho. Em algumas implantações do aparelho, o segundo aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o recipiente inclui um cano, um componente de pressão, uma válvula ou um flange. Em algumas implantações do aparelho, o aparelho inclui pelo menos um aparelho de preensâo que é operacional para receber um rótulo que indica a data ou situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o aparelho de preensâo inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange.
[0188] Em alguns aspectos, um aparelho inclui um recipiente que tem metal de uma primeira resistência e um receptor universal permanente fixado ao recipiente por uma solda por fricção, sendo que o receptor universal permanente tem metal de uma segunda resistência que é menor do que a primeira resistência, sendo que o receptor universal permanente tem pelo menos um aparelho de preensão. Em algumas implantações do aparelho, o receptor universal permanente inclui um segundo aparelho de preensão que é operacional para receber um segundo aparelho. Em algumas implantações do aparelho, o segundo aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o segundo aparelho inclui um sensor, um dispositivo de trepanação ou um anel protetor. Em algumas implantações do aparelho, o aparelho de preensão inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange. Em algumas implantações, o aparelho inclui um sistema de injeção fixado ao receptor universal permanente através do pelo menos um aparelho de preensão do receptor universal permanente e o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do aparelho, o recipiente inclui um cano, um componente de pressão, uma válvula ou um flange. Em algumas implantações do aparelho, o aparelho inclui pelo menos um aparelho de preensão que é operacional para receber um rótulo que indica a data ou situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra.
[0189] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma plataforma, um primeiro motor pneumático montado em um primeiro lado da plataforma, em que um eixo do primeiro motor pneumático se projeta através da plataforma e uma primeira engrenagem que é fixada ao eixo em um segundo lado da plataforma, um segundo motor pneumático montado no primeiro lado da plataforma, em que um eixo do segundo motor pneumático se projeta através da plataforma e uma segunda engrenagem que é fixada ao eixo no segundo lado da plataforma, uma primeira mangueira que é conectada ao primeiro motor pneumático, uma segunda mangueira que é conectada ao segundo motor pneumático, um controlador e a primeira fonte de ar comprimido que são conectados à primeira mangueira e à segunda mangueira, uma terceira engrenagem que é misturada com a primeira engrenagem e com a segunda engrenagem, um eixo de acionamento que é conectado axialmente à terceira engrenagem, um atuador que é conectado axialmente ao eixo de acionamento, um mandril que é conectado axialmente ao atuador e uma saliência que é montada axialmente no mandril, em que o primeiro motor pneumático e o segundo motor pneumático são montados simetricamente à plataforma. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui a primeira engrenagem e a segunda engrenagem que são do mesmo tamanho. Em algumas implantações do sistema de acionamento de múltiplos motores, a primeira engrenagem e a segunda engrenagem têm, cada uma, duas vezes tantos dentes quanto a terceira engrenagem. Em algumas implantações, o sistema de acionamento de múltiplos motores inclui a primeira engrenagem e a segunda engrenagem que têm, cada uma, metade da quantidade de dentes da terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui um controlador que é conectado à primeira mangueira e à segunda mangueira e a primeira fonte de ar comprimido e a segunda fonte de ar comprimido são conectadas ao controlador, o controlador que é operacional para controlar um fluxo de ar comprimido da primeira fonte de ar comprimido para o primeiro motor pneumático e da segunda fonte de ar comprimido para o segundo motor pneumático. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma energia de transferência de mecanismo de acionamento de corrente e roda dentada ou correia e roda dentada do primeiro motor pneumático e do segundo motor pneumático e para o atuador.
[0190] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma plataforma, uma pluralidade de motores pneumáticos montados em um primeiro lado da plataforma, em que um eixo de cada um dentre a pluralidade de motores pneumáticos se projeta através da plataforma e uma engrenagem que é fixada a cada um dos eixos em um segundo lado da plataforma, uma pluralidade de mangueiras, sendo que cada uma dentre a pluralidade de mangueiras é conectada a cada um dentre uma pluralidade de motores pneumáticos, um primeiro controlador e fonte de ar comprimido que é conectado a cada uma dentre a pluralidade de mangueiras, uma terceira engrenagem é misturada com cada engrenagem da pluralidade de motores pneumáticos, um eixo de acionamento que é conectado axialmente à terceira engrenagem, um atuador é conectado axialmente ao eixo de acionamento, um mandril que é conectado axialmente ao atuador e uma saliência que é montada axialmente ao mandril. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre uma pluralidade de motores pneumáticos que são do mesmo tamanho. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre a pluralidade de motores pneumáticos que têm tantos dentes quanto a terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre a pluralidade de motores pneumáticos que têm metade da quantidade de dentes da terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o primeiro controlador e uma segunda fonte de ar comprimido que é conectada de modo operacional a uma dentre a pluralidade de mangueiras. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma energia de transferência de mecanismo de acionamento de corrente e roda dentada ou correia e roda dentada a partir da pluralidade de motores pneumáticos para o atuador. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui a pluralidade de motores pneumáticos que são montados simetricamente na plataforma.
[0191] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma plataforma, uma pluralidade de motores pneumáticos montados em um primeiro lado da plataforma, em que um eixo de cada um dentre a pluralidade de motores pneumáticos se projeta através da plataforma e uma engrenagem que é fixada a cada um dos eixos em um segundo lado da plataforma, uma pluralidade de mangueiras, sendo que cada uma dentre a pluralidade de mangueiras é conectada a cada um dentre uma pluralidade de motores pneumáticos, um primeiro controlador e fonte de ar comprimido que é conectado a cada uma dentre a pluralidade de mangueiras, uma terceira engrenagem é misturada com cada engrenagem da pluralidade de motores pneumáticos, uma saliência que é montada axialmente na terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre uma pluralidade de motores pneumáticos que são do mesmo tamanho. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre a pluralidade de motores pneumáticos que têm tantos dentes quanto a terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre a pluralidade de motores pneumáticos que têm metade da quantidade de dentes da terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o primeiro controlador e uma segunda fonte de ar comprimido que é conectada de modo operacional a uma dentre a pluralidade de mangueiras. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui um eixo de acionamento que é conectado axialmente à terceira engrenagem, um atuador que é conectado axialmente ao eixo de acionamento, um mandril que é conectado axialmente ao atuador e a saliência que é montada axialmente no mandril. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma energia de transferência de mecanismo de acionamento de corrente e roda dentada ou correia e roda dentada a partir da pluralidade de motores pneumáticos para o atuador.
[0192] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui um primeiro motor pneumático, um segundo motor pneumático acoplado de modo operacional e axial ao primeiro motor pneumático, uma primeira mangueira que é conectada ao primeiro motor pneumático, uma segunda mangueira que é conectada ao segundo motor pneumático, um primeiro controlador e fonte de ar comprimido que é conectado à primeira mangueira, um segundo controlador e fonte de ar comprimido que é conectado à segunda mangueira, um atuador que é conectado axialmente ao segundo motor pneumático, um mandril que é conectado axialmente ao atuador e uma saliência que é montada axialmente ao mandril, em que o primeiro motor pneumático e o segundo motor pneumático são montados em série. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma fonte hidráulica de pressão constante que é conectada ao atuador através de uma terceira mangueira. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o primeiro motor pneumático e o segundo motor pneumático que são motores pneumáticos de acionamento direto. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o primeiro motor pneumático e o segundo motor pneumático que são do mesmo tamanho.
[0193] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma pluralidade de motores pneumáticos acoplada de modo operacional e axial entre si, uma pluralidade de mangueiras, sendo que cada uma dentre a pluralidade de mangueiras é conectada a cada uma dentre a pluralidade de motores pneumáticos, um controlador e fonte de ar comprimido que é conectado a cada uma dentre a pluralidade de mangueiras, um atuador que é conectado axialmente a um dentre a pluralidade de motores pneumáticos e uma saliência que é montada axialmente ao atuador. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre uma pluralidade de motores pneumáticos que são do mesmo tamanho. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma fonte hidráulica de pressão constante que é conectada ao atuador através de uma terceira mangueira. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui atuador e o um dentre a pluralidade de motores pneumáticos que são motores pneumáticos de acionamento direto. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o controlador e uma segunda fonte de ar comprimido que é conectada a uma ou mais dentre a pluralidade de mangueiras. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui a pluralidade de motores pneumáticos que são montados em série.
[0194] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma pluralidade de motores pneumáticos acoplada de modo operacional e axial entre si, uma pluralidade de mangueiras, sendo que cada uma dentre a pluralidade de mangueiras é conectada a cada uma dentre a pluralidade de motores pneumáticos, um controlador e fonte de ar comprimido que é conectado a cada uma dentre a pluralidade de mangueiras, um atuador que é conectado axialmente a um dentre a pluralidade de motores pneumáticos, um mandril que é conectado axialmente ao atuador e uma saliência que é montada axialmente ao atuador. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma fonte hidráulica de pressão constante que é conectada ao atuador através de uma terceira mangueira. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o atuador e cada motor pneumático é um motor pneumático de acionamento direto. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada um dentre uma pluralidade de motores pneumáticos que são do mesmo tamanho. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui a saliência que é montada axialmente no mandril.
[0195] Em alguns aspectos, um método de acoplamento de múltiplos motores para a soldagem por atrito inclui acoplar uma pluralidade de motores pneumáticos axialmente entre si, conectar cada um dentre uma pluralidade de mangueiras a cada um dentre a pluralidade de motores pneumáticos, conectar um controlador e uma primeira fonte de ar comprimido a cada uma dentre a pluralidade de mangueiras, conectar um atuador axialmente a um dentre a pluralidade de motores pneumáticos e montar uma saliência axialmente no atuador. Em algumas implantações, cada engrenagem da pluralidade de motores pneumáticos é do mesmo tamanho. Em algumas implantações, o método inclui uma fonte hidráulica de pressão constante que é conectada ao atuador através de uma terceira mangueira. Em algumas implantações, o atuador e o um dentre a pluralidade de motores pneumáticos são motores pneumáticos de acionamento direto. Em algumas implantações, o controlador e uma segunda fonte de ar comprimido são conectados a uma ou mais da pluralidade de mangueiras.
[0196] Em alguns aspectos, um aparelho inclui um corpo, um receptor em contato com o corpo, um cilindro de gás fixado de modo operacional ao receptor, pelo menos um tensor de alavanca que que é montado de modo giratório no receptor e uma tira que compreende material forte e flexível, em que cada extremidade da tira é fixada de modo operacional a um do pelo menos um tensor, sendo que a tira está em contato com o corpo. Em algumas implantações, o aparelho inclui um fixador de atrito acoplado de modo operacional ao receptor. Em algumas implantações, o aparelho inclui um mandril de modo operacional fixado entre o receptor e o fixador de atrito. Em algumas implantações do aparelho, o receptor inclui um receptor rosqueado. Em algumas implantações do aparelho, o corpo inclui um corpo de válvula. Em algumas implantações do aparelho, o corpo inclui um corpo de cano.
[0197] Em alguns aspectos, um aparelho inclui um corpo, um receptor em contato com o corpo, dois tensores acoplados de modo operacional ao receptor e uma tira que compreende adicionalmente o material forte e flexível, cada extremidade da tira é fixada de modo operacional a um dos dois tensores, sendo que a tira está em contato com o corpo. Em algumas implantações, o aparelho inclui um fixador de atrito acoplado de modo operacional ao receptor. Em algumas implantações, o aparelho inclui a mandril fixado de modo operacional entre o receptor e o fixador de atrito. Em algumas implantações, o aparelho inclui um gás inerte no corpo. Em algumas implantações do aparelho, o receptor inclui um receptor rosqueado. Em algumas implantações do aparelho, o corpo inclui um corpo de válvula. Em algumas implantações do aparelho, o corpo inclui um corpo de cano.
[0198] Em alguns aspectos, um método inclui fixar um receptor a um corpo, acoplar dois tensores ao receptor e fixar cada extremidade de uma tira a um dos dois tensores, sendo que a tira compreende adicionalmente o material forte e flexível, sendo que a tira está em contato com o corpo. Em algumas implantações, o método inclui acoplar um fixador de atrito ao receptor. Em algumas implantações, o método inclui fixar um mandril entre o receptor e o fixador de atrito. Em algumas implantações, o método inclui adicionar um gás inerte no corpo. Em algumas implantações, o receptor inclui um receptor rosqueado. Em algumas implantações, o corpo inclui um corpo de válvula. Em algumas implantações, o corpo inclui um corpo de cano.
[0199] Em alguns aspectos, um empanque de flange injetável inclui um disco que tem duas superfícies paralelas, sendo que cada uma das duas superfícies paralelas tem um perímetro e sendo que o disco tem uma borda externa entre os perímetros das superfícies paralelas, sendo que a borda externa é perpendicular às duas superfícies paralelas, pelo menos um sulco em apenas uma das duas superfícies paralelas, um furo que se estende a partir de uma parede do sulco e através da borda externa do disco e um segundo furo em um centro do disco que passa através do disco entre as duas superfícies paralelas e sendo que o segundo furo é quase perpendicular às duas superfícies paralelas, em que o sulco é contínuo ao redor do segundo furo. Em algumas implantações, o empanque de flange injetável inclui uma saliência na borda externa do disco em uma extremidade exterior do furo. Em algumas implantações, o empanque de flange injetável inclui um empanque enrolado espiral entre o sulco e o perímetro. Em algumas implantações, o empanque de flange injetável inclui pelo menos um furo para cavilha no disco, sendo que pelo menos um furo para cavilha passa através do disco entre as duas superfícies paralelas e sendo que o pelo menos um furo para cavilha é quase perpendicular às duas superfícies paralelas. Em algumas implantações do empanque de flange injetável, o disco é produzido a partir de aço. Em algumas implantações, o empanque de flange injetável inclui um empanque enrolado espiral entre o sulco e o segundo furo. Em algumas implantações, o empanque de flange injetável inclui um empanque enrolado espiral entre o sulco e o perímetro.
[0200] Em alguns aspectos, um empanque de flange injetável inclui uma placa que tem duas superfícies paralelas, sendo que cada uma das duas superfícies paralelas tem um perímetro, sendo que a placa também tem uma borda externa entre os perímetros das superfícies paralelas, a borda externa é quase perpendicular às duas superfícies paralelas, pelo menos um sulco em apenas uma das duas superfícies paralelas, sendo que o sulco é contínuo e um furo que se estende a partir de uma parede do sulco e através da borda externa da placa. Em algumas implantações, o empanque de flange injetável inclui uma saliência na borda externa da placa em uma extremidade exterior do furo. Em algumas implantações, o empanque de flange injetável inclui um empanque enrolado espiral entre o sulco e o perímetro. Em algumas implantações, o empanque de flange injetável inclui pelo menos um furo para cavilha na placa, sendo que pelo menos um furo para cavilha passa através da placa entre as duas superfícies paralelas e sendo que o pelo menos um furo para cavilha é quase perpendicular às duas superfícies paralelas. Em algumas implantações, o empanque de flange injetável inclui um segundo furo em um centro da placa que passa através da placa entre as duas superfícies paralelas e sendo que o segundo furo é quase perpendicular às duas superfícies paralelas. Em algumas implantações do empanque de flange injetável, o sulco inclui ser contínuo ao redor do segundo furo. Em algumas implantações, o empanque de flange injetável inclui um empanque enrolado espiral entre o sulco e o segundo furo.
[0201] Em alguns aspectos, um método para reparar um vazamento em um flange de cano, em que em um empanque de flange inclui uma placa que tem duas superfícies paralelas, sendo que cada uma das duas superfícies paralelas tem um perímetro e uma borda externa entre os perímetros das superfícies paralelas, sendo que a borda externa é quase perpendicular às duas superfícies paralelas, pelo menos um sulco em apenas uma das duas superfícies paralelas, sendo que o sulco é contínuo, uma pluralidade de furos para cavilha na placa, sendo que os furos para cavilha passam através da placa entre as duas superfícies paralelas e é quase perpendicular às duas superfícies paralelas e um furo que se estende a partir de uma parede do sulco e através da borda externa da placa inclui colocar o empanque de flange entre os flanges de dois canos, colocar as cavilhas através de cada um dos furos para cavilha, colocar porcas em uma extremidade de cada uma das cavilhas, apertar cada uma das cavilhas e injetar vedante no furo. Em algumas implantações, o empanque de flange inclui uma saliência na borda externa da placa em uma extremidade exterior do furo. Em algumas implantações, o empanque de flange inclui um empanque enrolado espiral entre o sulco e o perímetro. Em algumas implantações, o empanque de flange inclui um segundo furo em um centro da placa que passa através da placa entre as duas superfícies paralelas e sendo que o segundo furo é quase perpendicular às duas superfícies paralelas. Em algumas implantações, o empanque de flange inclui ser contínuo ao redor do segundo furo. Em algumas implantações, o empanque de flange inclui um empanque enrolado espiral entre o sulco e o segundo furo.
[0202] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma a saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através da ligação por atrito, fixar de modo operacional uma porta de isolamento à saliência, fixar de modo operacional uma porta de guia de perfuração à porta de isolamento, fixar de modo operacional uma bomba de injeção à porta de guia de perfuração, fechar a porta de isolamento, fechar a porta de guia de perfuração, vedar a porta de isolamento e a porta de guia de perfuração e as juntas entre a porta de isolamento e a guia de perfuração contra vazamento injetando-se um vedante a partir da bomba de injeção na porta de guia de perfuração, abrir a porta de isolamento, vedar a junta entre a porta de isolamento e a saliência e testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes de perfurar a válvula, injetando-se o vedante através da porta de isolamento e na saliência com o uso da bomba de injeção, inserir uma broca no guia de perfuração até que a broca faça contato com a porta de guia de perfuração, apertar um colar do guia de perfuração ao redor da broca para fornecer uma vedação da broca, abrir a porta de guia de perfuração, através do uso de uma broca pneumática antideflagrante, perfurar com a broca através do vedante e através da saliência até que a broca penetre uma parede da válvula, impedir que quaisquer químicos perigosos escapem ou ponham em risco um técnico de consertos nesse estágio e durante ações subsequentes, injetar vedante com a bomba de injeção, retirar a broca até um ponto após a porta de guia de perfuração, fechar a porta de guia de perfuração, manter uma pressão de vedante no sistema de injeção que é maior ou igual à pressão na válvula durante a retirada da broca e durante o fechamento da porta de guia de perfuração, injetar vedante na área de guarnição de sobreposta através do uso da bomba de injeção, fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada em uma haste de válvula, deixar a porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na haste de válvula apertando-se novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, o método inclui alterar uma taxa de fluxo de vedante em um vão deixado para trás no vedante à medida que a broca é retirada através da manipulação da bomba de injeção. Em algumas implantações, o método inclui criar uma região de expansão para vedante na área de guarnição de sobreposta afrouxando-se as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a fixação da saliência inclui uma técnica de ligação não penetrante e sem ignição que inclui a soldagem por atrito, ligação por atrito, soldagem por inércia, ligação ultrassónica, ligação a frio, soldagem por difusão e aplicação de adesivos. Em algumas implantações, a guarnição de sobreposta inclui um material do tipo corda macio e firme que veda a válvula contra vazamento. Em algumas implantações, a válvula está em operação. Em algumas implantações, as duas ações de vedação são realizadas simultaneamente e a abertura da porta de isolamento é realizada antes das ações de vedação.
[0203] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através da ligação por atrito, manter um sistema de injeção vedado enquanto uma broca perfura através de uma parede da válvula, manter o sistema de injeção vedado durante a vedação de válvula até que a broca seja removida da válvula, deixar uma porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na válvula ao apertar novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a manutenção do sistema de injeção vedado durante a vedação da válvula até que a broca seja removida da válvula inclui aplicar uma pressão de vedante ao sistema de injeção que é igual ou maior do que a pressão na válvula, retirar a broca até um ponto logo após uma porta de guia de perfuração, fechar a porta de guia de perfuração, injetar vedante na área de guarnição de sobreposta através do uso de uma bomba de injeção e fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada na válvula. Em algumas implantações, a manutenção do sistema de injeção vedado enquanto a broca perfura através da parede da válvula inclui fixar de modo operacional a porta de isolamento à saliência, fixar de modo operacional uma porta de guia de perfuração à uma porta de isolamento, fixar de modo operacional uma bomba de injeção à porta de guia de perfuração, fechar a porta de guia de perfuração, vedar a porta de isolamento e a porta de guia de perfuração e as juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante a partir da bomba de injeção na porta de guia de perfuração, abrir a porta de isolamento, vedar a junta entre a porta de isolamento e a saliência, testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, injetando-se o vedante através da porta de isolamento e na saliência com o uso da bomba de injeção, inserir a broca no guia de perfuração até que a broca faça contato com a porta de guia de perfuração, vedar a broca apertando-se um colar do guia de perfuração ao redor da broca, abrir a porta de guia de perfuração e perfurar através da saliência até que a broca penetre a parede da válvula através do uso de uma broca pneumática deflagrante, impedindo que quaisquer produtos químicos perigosos escape para o ambiente ou pondo em risco um técnico de consertos nesse estágio e durante as ações subsequentes. Em algumas implantações, a fixação de modo operacional da porta de isolamento à saliência inclui fixar de modo operacional a porta de guia de perfuração à porta de isolamento e a fixação de modo operacional da bomba de injeção à porta de guia de perfuração inclui fixar de modo operacional o sistema de injeção à saliência.
[0204] Em alguns aspectos, um sistema de injeção inclui uma porta de guia de perfuração e uma porta de isolamento fixada à porta de guia de perfuração. Em algumas implantações do sistema de injeção um guia de perfuração é fixado à porta de guia de perfuração e em que uma extremidade do guia de perfuração que não é fixado à porta de guia de perfuração inclui um colar. Em algumas implantações do sistema de injeção, a porta de guia de perfuração inclui uma primeira passagem e uma segunda passagem, sendo que a segunda passagem intersecta a primeira passagem em uma interseção, sendo que cada uma das passagens tem uma primeira extremidade e uma segunda extremidade, sendo que a primeira passagem tem uma primeira haste de porta, sendo que a haste de porta é posicionada entre a segunda extremidade da primeira passagem e a interseção, sendo que a segunda passagem tem uma interseção complementar com a porta de guia de perfuração, sendo que a interseção complementar com a porta de guia de perfuração é posicionada entre a segunda extremidade da segunda passagem e a inserção e a primeira extremidade da primeira passagem tem uma interface complementar à porta de isolamento. Em algumas implantações do sistema de injeção, a porta de guia de perfuração é fixada à porta de isolamento através de interfaces macho e fêmea complementares. Em algumas implantações do sistema de injeção, a porta de guia de perfuração é fixada à porta de isolamento através de interfaces rosqueadas. Em algumas implantações do sistema de injeção, cada uma dentre a porta de guia de perfuração e a porta de isolamento inclui uma haste de porta. Em algumas implantações do sistema de injeção, a porta de guia de perfuração inclui uma haste de porta. Em algumas implantações, o sistema de injeção inclui uma bomba de injeção fixada de modo operacional à porta de guia de perfuração.
[0205] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através de ligação por atrito, fixar de modo operacional uma porta de isolamento à saliência, fixar de modo operacional um guia de perfuração à porta de isolamento, fixar de modo operacional uma bomba de injeção ao guia de perfuração, fechar a porta de isolamento, inserir uma broca de perfuração no guia de perfuração até que a broca de perfuração faça contato com a porta de isolamento, apertar um colar do guia de perfuração ao redor da broca de perfuração para fechar uma vedação e as juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante a partir da bomba de injeção na porta de guia de perfuração, abrir a porta de isolamento, vedar a junta entre a porta de isolamento e a saliência e testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes de perfurar a válvula, injetando-se o vedante através da porta de isolamento e na saliência com o uso da bomba de injeção, através do uso de uma broca pneumática antideflagrante, perfurar com a broca através do vedante e através da saliência até que a broca penetre uma parede da válvula, impedindo que quaisquer químicos perigosos escapem ou ponham em risco um técnico de consertos nesse estágio e durante ações subsequentes, injetar vedante com a bomba de injeção, retirar a broca até um ponto após a porta de guia de isolamento enquanto mantém uma pressão de vedante no sistema de injeção que é maior ou igual à pressão na válvula durante a retirada da broca e durante o fechamento da porta de guia de perfuração, fechar a porta de isolamento enquanto mantém a pressão de vedante no sistema de injeção que é maior ou igual à pressão na válvula, injetar vedante na área de guarnição de sobreposta através do uso da bomba de injeção, fechar a porta de isolamento quando a quantidade suficiente de vedante for injetada em uma haste de válvula, deixar a porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na haste de válvula apertando-se novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, o método inclui alterar uma taxa de fluxo de vedante em um vão deixado para trás no vedante à medida que a broca é retirada através da manipulação da bomba de injeção. Em algumas implantações, o método inclui criar uma região de expansão para vedante na área de guarnição de sobreposta afrouxando-se as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a fixação da saliência inclui uma técnica de ligação não penetrante e sem ignição que inclui a soldagem por atrito, ligação por atrito, soldagem por inércia, ligação ultrassónica, ligação a frio, soldagem por difusão e aplicação de adesivos. Em algumas implantações, a guarnição de sobreposta inclui um material do tipo corda macio e firme que veda a válvula contra vazamento. Em algumas implantações, a válvula está em operação.
[0206] Em alguns aspectos, um método para reparar uma válvula através do uso de um sistema de injeção inclui fixar uma saliência à válvula perto de uma área de guarnição de sobreposta da válvula, sendo que a fixação é realizada através da ligação por atrito, manter um sistema de injeção vedado enquanto uma broca perfura através de uma parede da válvula, manter o sistema de injeção vedado durante a vedação de válvula até que a broca seja removida da válvula, deixar uma porta de isolamento em uma posição fechada, conectada à saliência, para manter uma vedação para um furo de perfuração e aplicar pressão ao guarnição de sobreposta para garantir uma vedação na válvula ao apertar novamente as porcas de retenção de sobreposta de engaxetamento. Em algumas implantações, a manutenção de um sistema de injeção vedado durante a vedação da válvula até que a broca seja removida da válvula inclui aplicar a pressão de vedante ao sistema de injeção que é igual ou maior do que a pressão na válvula, retirar a broca até um ponto logo após uma interseção enquanto mantém a pressão de vedante, fechar a porta de isolamento enquanto mantém a pressão de vedante, injetar vedante na área de guarnição de sobreposta através do uso de uma bomba de injeção e fechar a porta de isolamento quando uma quantidade suficiente de vedante for injetada na válvula. Em algumas implantações, a manutenção de um sistema de injeção vedado enquanto uma broca perfura através da parede da válvula inclui fixar de modo operacional a porta de isolamento à saliência, fixar de modo operacional um guia de perfuração à uma porta de isolamento, fixar de modo operacional uma bomba de injeção ao guia de perfuração, fechar a porta de isolamento, inserir a broca de perfuração no guia de perfuração até que a broca de perfuração faça contato com a porta de isolamento, vedar a broca de perfuração apertando- se um colar do guia de perfuração ao redor da broca de perfuração, vedar a porta de isolamento, vedar a porta de isolamento e as juntas entre a porta de isolamento e o guia de perfuração contra vazamento injetando-se um vedante através da bomba de injeção no guia de perfuração, abrir a porta de isolamento, vedar a junta entre a porta de isolamento e a saliência e testar a qualidade do sistema de injeção, inclusive uma fixação de saliência, antes de perfurar a válvula, injetando-se o vedante através da porta de isolamento e na saliência, usar a bomba de injeção e perfurar com a broca de perfuração o vedante e através da saliência até que a broca penetre a parede da válvula através do uso de uma broca pneumática deflagrante, impedindo que quaisquer produtos químicos perigosos escape para o ambiente ou pondo em risco um técnico de consertos nesse estágio e durante as ações subsequentes. Em algumas implantações, a fixação de modo operacional da porta de isolamento à saliência inclui fixar de modo operacional o guia de perfuração à porta de isolamento e em que a fixação de modo operacional da bomba de injeção ao guia de perfuração inclui fixar de modo operacional o sistema de injeção à saliência.
[0207] Em alguns aspectos, um sistema de injeção inclui um guia de perfuração e uma porta de isolamento fixada ao guia de perfuração. Em algumas implantações do sistema de injeção, uma extremidade do guia de perfuração que não é fixada à porta de isolamento inclui um colar. Em algumas implantações do sistema de injeção, o guia de perfuração inclui uma primeira passagem e uma segunda passagem, sendo que a segunda passagem intersecta a primeira passagem em uma interseção, sendo que cada uma das passagens tem uma primeira extremidade e uma segunda extremidade, a segunda passagem que tem uma interseção complementar com um guia de perfuração, sendo que a interseção complementar com o guia de perfuração é posicionada entre a segunda extremidade da segunda passagem e a inserção e a primeira extremidade da primeira passagem tem uma interface complementar à porta de isolamento. Em algumas implantações do sistema de injeção, o guia de perfuração é fixado à porta de isolamento através de interfaces macho e fêmea complementares. Em algumas implantações, o sistema de injeção inclui não ter uma porta de guia de perfuração. Em algumas implantações do sistema de injeção, a porta de isolamento inclui uma haste de porta. Em algumas implantações, o sistema de injeção inclui não ter uma porta de guia de perfuração. Em algumas implantações do sistema de injeção, o guia de perfuração é fixado de modo operacional à porta de isolamento e em que uma saliência é fixada ao sistema de injeção. Em algumas implantações, o sistema de injeção inclui uma bomba de injeção fixada de modo operacional ao guia de perfuração.
[0208] Em alguns aspectos, um método para reparar ou aprimorar um recipiente através do uso de um sistema de injeção inclui fixar um receptor universal permanente ao recipiente através de soldagem por atrito do receptor universal permanente com o recipiente, sendo que o receptor universal permanente tem pelo menos um aparelho de preensão que é operacional para receber um sistema de injeção e fixar o sistema de injeção ao receptor universal permanente através da fixação do sistema de injeção no pelo menos um aparelho de preensão do receptor universal permanente. Em algumas implantações, o receptor universal permanente inclui um segundo aparelho de preensão que é operacional para receber um aparelho. Em algumas implantações, o aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações, o aparelho inclui um sensor, dispositivo de trepanação ou um anel protetor. Em algumas implantações, o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações, o aparelho de preensão inclui uma rosca, trava de torção, grampo, trava de carne, união ou flange.
[0209] Em alguns aspectos, um aparelho inclui um recipiente, um receptor universal permanente fixado ao recipiente por meio de uma solda por fricção, sendo que o receptor universal permanente tem pelo menos um aparelho de preensão e um sistema de injeção fixado ao receptor universal permanente através do pelo menos um aparelho de preensão do receptor universal permanente, em que o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do aparelho, o receptor universal permanente inclui um segundo aparelho de preensão que é operacional para receber um segundo aparelho. Em algumas implantações do aparelho, o segundo aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o recipiente inclui um cano, um componente de pressão, uma válvula ou um flange. Em algumas implantações do aparelho, o aparelho inclui o pelo menos um aparelho de preensão que é operacional para receber um rótulo que indica a data ou situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o aparelho de preensão inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange.
[0210] Em alguns aspectos, um aparelho inclui um recipiente e um receptor universal permanente fixado ao recipiente por uma solda por fricção, sendo que o receptor universal permanente tem pelo menos um aparelho de preensão. Em algumas implantações do aparelho, o receptor universal permanente inclui um segundo aparelho de preensão que é operacional para receber um segundo aparelho. Em algumas implantações do aparelho, o segundo aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o segundo aparelho inclui um sensor, um dispositivo de trepanação ou uma cobertura protetora. Em algumas implantações do aparelho, o aparelho de preensão inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange. Em algumas implantações, o aparelho inclui um sistema de injeção fixado ao receptor universal permanente através do pelo menos um aparelho de preensão do receptor universal permanente e o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do aparelho, o recipiente inclui um cano, um componente de pressão, uma válvula ou um flange. Em algumas implantações do aparelho, o aparelho inclui o pelo menos um aparelho de preensâo que é operacional para receber um rótulo que indica a data ou situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra.
[0211] Em alguns aspectos, um método para reparar ou aprimorar um recipiente através do uso de um sistema de injeção inclui fixar um receptor universal permanente ao recipiente através de soldagem por atrito do receptor universal permanente com o recipiente, rendendo uma solda por atrito entre o receptor universal permanente e o recipiente, sendo que o receptor universal permanente tem um eixo de metal que é mais fraco do que a solda por atrito ou o recipiente, sendo que o receptor universal permanente tem pelo menos um aparelho de preensâo que é operacional para receber um sistema de injeção e fixar o sistema de injeção ao receptor universal permanente aparafusando-se o sistema de injeção no pelo menos um aparelho de preensâo do receptor universal permanente. Em algumas implantações, o receptor universal permanente inclui um segundo aparelho de preensâo que é operacional para receber um aparelho. Em algumas implantações, o aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações, o aparelho inclui um sensor, um dispositivo de trepanação ou um anel protetor. Em algumas implantações, o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações, o aparelho de preensâo inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange.
[0212] Em alguns aspectos, um aparelho inclui um recipiente, um receptor universal permanente fixado ao recipiente por meio de uma solda por fricção, sendo que o receptor universal permanente tem um eixo de metal que é mais fraco do que a solda por atrito ou o recipiente, sendo que o receptor universal permanente tem pelo menos um aparelho de preensâo e um sistema de injeção fixado ao receptor universal permanente através do pelo menos um aparelho de preensâo do receptor universal permanente, em que o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do aparelho, o receptor universal permanente inclui um segundo aparelho de preensâo que é operacional para receber um segundo aparelho. Em algumas implantações do aparelho, o segundo aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o recipiente inclui um cano, um componente de pressão, uma válvula ou um flange. Em algumas implantações do aparelho, o aparelho inclui pelo menos um aparelho de preensão que é operacional para receber um rótulo que indica a data ou situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o aparelho de preensão inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange.
[0213] Em alguns aspectos, um aparelho inclui um recipiente que tem metal de uma primeira resistência e um receptor universal permanente fixado ao recipiente por uma solda por fricção, sendo que o receptor universal permanente tem metal de uma segunda resistência que é menor do que a primeira resistência, sendo que o receptor universal permanente tem pelo menos um aparelho de preensão. Em algumas implantações do aparelho, o receptor universal permanente inclui um segundo aparelho de preensão que é operacional para receber um segundo aparelho. Em algumas implantações do aparelho, o segundo aparelho inclui um rótulo que indica a data e a situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra. Em algumas implantações do aparelho, o segundo aparelho inclui um sensor, um dispositivo de trepanação ou um anel protetor. Em algumas implantações do aparelho, o aparelho de preensão inclui uma rosca, uma trava de torção, um grampo, uma trava de carne, uma união ou um flange. Em algumas implantações, o aparelho inclui um sistema de injeção fixado ao receptor universal permanente através do pelo menos um aparelho de preensão do receptor universal permanente e o sistema de injeção inclui uma porta de guia de perfuração, uma porta de isolamento fixada à porta de guia de perfuração e uma porta de injeção fixada à porta de guia de perfuração. Em algumas implantações do aparelho, o recipiente inclui um cano, um componente de pressão, uma válvula ou um flange. Em algumas implantações do aparelho, o aparelho inclui pelo menos um aparelho de preensão que é operacional para receber um rótulo que indica a data ou situação de reparo, conformidade de corpo regulatório, informações de rastreamento de manutenção ou códigos de barra.
[0214] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma plataforma, um primeiro motor pneumático montado em um primeiro lado da plataforma, em que um eixo do primeiro motor pneumático se projeta através da plataforma e uma primeira engrenagem que é fixada ao eixo em um segundo lado da plataforma, um segundo motor pneumático montado no primeiro lado da plataforma, em que um eixo do segundo motor pneumático se projeta através da plataforma e uma segunda engrenagem que é fixada ao eixo no segundo lado da plataforma, uma primeira mangueira que é conectada ao primeiro motor pneumático, uma segunda mangueira que é conectada ao segundo motor pneumático, um controlador e a primeira fonte de ar comprimido que são conectados à primeira mangueira e à segunda mangueira, uma terceira engrenagem que é misturada com a primeira engrenagem e com a segunda engrenagem, um eixo de acionamento que é conectado axialmente à terceira engrenagem, um atuador que é conectado axialmente ao eixo de acionamento, um mandril que é conectado axialmente ao atuador e uma saliência que é montada axialmente no mandril, em que o primeiro motor pneumático e o segundo motor pneumático são montados simetricamente à plataforma. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui a primeira engrenagem e a segunda engrenagem que são do mesmo tamanho. Em algumas implantações do sistema de acionamento de múltiplos motores, a primeira engrenagem e a segunda engrenagem têm, cada uma, duas vezes tantos dentes quanto a terceira engrenagem. Em algumas implantações, o sistema de acionamento de múltiplos motores inclui a primeira engrenagem e a segunda engrenagem que têm, cada uma, metade da quantidade de dentes da terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui um controlador que é conectado à primeira mangueira e à segunda mangueira e a primeira fonte de ar comprimido e a segunda fonte de ar comprimido são conectadas ao controlador, o controlador que é operacional para controlar um fluxo de ar comprimido da primeira fonte de ar comprimido para o primeiro motor pneumático e da segunda fonte de ar comprimido para o segundo motor pneumático. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma energia de transferência de mecanismo de acionamento de corrente e roda dentada ou correia e roda dentada do primeiro motor pneumático e do segundo motor pneumático e para o atuador.
[0215] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma plataforma, uma pluralidade de motores pneumáticos montados em um primeiro lado da plataforma, em que um eixo de cada um dentre a pluralidade de motores pneumáticos se projeta através da plataforma e uma engrenagem que é fixada a cada um dos eixos em um segundo lado da plataforma, uma pluralidade de mangueiras, sendo que cada uma dentre a pluralidade de mangueiras é conectada a cada um dentre uma pluralidade de motores pneumáticos, um primeiro controlador e fonte de ar comprimido que é conectado a cada uma dentre a pluralidade de mangueiras, uma terceira engrenagem é misturada com cada engrenagem da pluralidade de motores pneumáticos, um eixo de acionamento que é conectado axialmente à terceira engrenagem, um atuador é conectado axialmente ao eixo de acionamento, um mandril que é conectado axialmente ao atuador e uma saliência que é montada axialmente ao mandril. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre uma pluralidade de motores pneumáticos que são do mesmo tamanho. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre a pluralidade de motores pneumáticos que têm tantos dentes quanto a terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre a pluralidade de motores pneumáticos que têm metade da quantidade de dentes da terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o primeiro controlador e uma segunda fonte de ar comprimido que é conectada de modo operacional a uma dentre a pluralidade de mangueiras. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma energia de transferência de mecanismo de acionamento de corrente e roda dentada ou correia e roda dentada a partir da pluralidade de motores pneumáticos para o atuador. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui a pluralidade de motores pneumáticos que são montados simetricamente na plataforma.
[0216] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma plataforma, uma pluralidade de motores pneumáticos montados em um primeiro lado da plataforma, em que um eixo de cada um dentre a pluralidade de motores pneumáticos se projeta através da plataforma e uma engrenagem que é fixada a cada um dos eixos em um segundo lado da plataforma, uma pluralidade de mangueiras, sendo que cada uma dentre a pluralidade de mangueiras é conectada a cada um dentre uma pluralidade de motores pneumáticos, um primeiro controlador e fonte de ar comprimido que é conectado a cada uma dentre a pluralidade de mangueiras, uma terceira engrenagem é misturada com cada engrenagem da pluralidade de motores pneumáticos, uma saliência que é montada axialmente na terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre uma pluralidade de motores pneumáticos que são do mesmo tamanho. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre a pluralidade de motores pneumáticos que têm tantos dentes quanto a terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre a pluralidade de motores pneumáticos que têm metade da quantidade de dentes da terceira engrenagem. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o primeiro controlador e uma segunda fonte de ar comprimido que é conectada de modo operacional a uma dentre a pluralidade de mangueiras. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui um eixo de acionamento que é conectado axialmente à terceira engrenagem, um atuador que é conectado axialmente ao eixo de acionamento, um mandril que é conectado axialmente ao atuador e a saliência que é montada axialmente no mandril. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma energia de transferência de mecanismo de acionamento de corrente e roda dentada ou correia e roda dentada a partir da pluralidade de motores pneumáticos para o atuador.
[0217] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui um primeiro motor pneumático, um segundo motor pneumático acoplado de modo operacional e axial ao primeiro motor pneumático, uma primeira mangueira que é conectada ao primeiro motor pneumático, uma segunda mangueira que é conectada ao segundo motor pneumático, um primeiro controlador e fonte de ar comprimido que é conectado à primeira mangueira, um segundo controlador e fonte de ar comprimido que é conectado à segunda mangueira, um atuador que é conectado axialmente ao segundo motor pneumático, um mandril que é conectado axialmente ao atuador e uma saliência que é montada axialmente ao mandril, em que o primeiro motor pneumático e o segundo motor pneumático são montados em série. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma fonte hidráulica de pressão constante que é conectada ao atuador através de uma terceira mangueira. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o primeiro motor pneumático e o segundo motor pneumático que são motores pneumáticos de acionamento direto. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o primeiro motor pneumático e o segundo motor pneumático que são do mesmo tamanho.
[0218] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma pluralidade de motores pneumáticos acoplada de modo operacional e axial entre si, uma pluralidade de mangueiras, sendo que cada uma dentre a pluralidade de mangueiras é conectada a cada uma dentre a pluralidade de motores pneumáticos, um controlador e fonte de ar comprimido que é conectado a cada uma dentre a pluralidade de mangueiras, um atuador que é conectado axialmente a um dentre a pluralidade de motores pneumáticos e uma saliência que é montada axialmente ao atuador. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada engrenagem dentre uma pluralidade de motores pneumáticos que são do mesmo tamanho. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma fonte hidráulica de pressão constante que é conectada ao atuador através de uma terceira mangueira. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui atuador e o um dentre a pluralidade de motores pneumáticos que são motores pneumáticos de acionamento direto. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o controlador e uma segunda fonte de ar comprimido que é conectada a uma ou mais dentre a pluralidade de mangueiras. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui a pluralidade de motores pneumáticos que são montados em série.
[0219] Em alguns aspectos, um sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma pluralidade de motores pneumáticos acoplada de modo operacional e axial entre si, uma pluralidade de mangueiras, sendo que cada uma dentre a pluralidade de mangueiras é conectada a cada uma dentre a pluralidade de motores pneumáticos, um controlador e fonte de ar comprimido que é conectado a cada uma dentre a pluralidade de mangueiras, um atuador que é conectado axialmente a um dentre a pluralidade de motores pneumáticos, um mandril que é conectado axialmente ao atuador e uma saliência que é montada axialmente ao atuador. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui uma fonte hidráulica de pressão constante que é conectada ao atuador através de uma terceira mangueira. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui o atuador e cada motor pneumático é um motor pneumático de acionamento direto. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui cada um dentre uma pluralidade de motores pneumáticos que são do mesmo tamanho. Em algumas implantações, o sistema de acionamento de soldagem por atrito de múltiplos motores inclui a saliência que é montada axialmente no mandril.
[0220] Em alguns aspectos, um método de acoplamento de múltiplos motores para a soldagem por atrito inclui acoplar uma pluralidade de motores pneumáticos axialmente entre si, conectar cada um dentre uma pluralidade de mangueiras a cada um dentre a pluralidade de motores pneumáticos, conectar um controlador e uma primeira fonte de ar comprimido a cada uma dentre a pluralidade de mangueiras, conectar um atuador axialmente a um dentre a pluralidade de motores pneumáticos e montar uma saliência axialmente no atuador. Em algumas implantações, cada engrenagem da pluralidade de motores pneumáticos é do mesmo tamanho. Em algumas implantações, o método inclui uma fonte hidráulica de pressão constante que é conectada ao atuador através de uma terceira mangueira. Em algumas implantações, o atuador e o um dentre a pluralidade de motores pneumáticos são motores pneumáticos de acionamento direto. Em algumas implantações, o controlador e uma segunda fonte de ar comprimido são conectados a uma ou mais da pluralidade de mangueiras.
[0221] O Resumo da Revelação é fornecido para cumprir o 37 C.F.R. §1 72(b) e é submetido à compreensão de que o mesmo não será usado para interpretar ou limitar o escopo ou o significado das reivindicações. Além disso, na Descrição Detalhada dos Desenhos anterior, vários recursos podem ser agrupados juntos ou descritos em uma única modalidade para a finalidade de simplificar a revelação. Essa revelação não deve ser interpretada como a reflexão de uma intenção de que as modalidades reivindicadas exigem mais recursos do que o expressamente citado em cada reivindicação. Em vez disso, conforme a reflexão das reivindicações a seguir, a matéria inovadora pode ser direcionada a menos do que todos os recursos de qualquer uma das modalidades reveladas. Assim, as reivindicações a seguir são incorporadas à Descrição Detalhada dos Desenhos, sendo que cada reivindicação, por si só, define separadamente a matéria reivindicada.
[0222] A matéria reivindicada acima deve ser considerada ilustrativa e não restritiva e as reivindicações anexas são destinadas a cobrir todas as tais modificações, intensificações e outras modalidades que sejam abrangidas pelo verdadeiro espírito e escopo da presente matéria revelada. Assim, até a extensão máxima permitida por lei, o escopo da presente matéria revelada deve ser determinado pela interpretação mais ampla permissível das reivindicações a seguir e suas equivalentes e não deve ser restrita ou limitada pela descrição detalhada anterior.
Claims (7)
1. Método de reparo de uma válvula (100) através do uso de um sistema de injeção (302, 400), sendo que o método é CARACTERIZADO pelo fato de que compreende: fixar uma saliência (312) à válvula (100), sendo que a fixação é realizada através de ligação por atrito; fixar de modo operacional ao sistema de injeção (302, 400), uma bomba de injeção (306) através de uma mangueira (304), a saliência (312), uma porta de isolamento (410), uma porta guia de perfuração (406) e uma porta de injeção (408); abrir a porta de injeção (408); fechar a porta de isolamento (410); fechar a porta da guia de perfuração (406); vedar a porta de isolamento (410), a porta de injeção (408) e a porta guia de perfuração (406) e as juntas entre a porta de isolamento (410), a porta de injeção (408) e a porta guia de perfuração (406), injetando um selante da bomba de injeção na porta de injeção (408); abrir a porta de isolamento (410); testar a qualidade do sistema de injeção (302, 400), incluindo um acessório de saliência (312), antes de perfurar a válvula (100), injetando o selante da bomba de injeção através da porta de isolamento (410) e na saliência (312); fechar a porta de injeção (408); inserir uma broca (314) na porta guia de perfuração (406); apertar uma pinça da porta guia de broca ao redor da broca (314) para fornecer uma vedação da broca (314); abrir a porta guia de perfuração (406); através do uso de uma broca pneumática antideflagrante, perfurar a broca (314) através do selante e através da saliência (312) até a broca (314) penetrar em uma parede da válvula (100); abrir a porta de injeção (408); repressurizar o sistema de injeção (302, 400) a uma pressão igual ou superior à pressão na válvula (100); retirar a broca (314) até um ponto logo após a porta guia da broca; fechar a porta da guia de perfuração (406); injetar selante na área da gaxeta (212, 214) através do uso da bomba de injeção (306); e fechar a porta de isolamento (410) quando uma quantidade suficiente de selante for injetada na haste (206, 208) da válvula (100).
2. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que compreende adicionalmente: alterar uma taxa de fluxo de selante em um vazio deixado para trás no selante à medida que a broca (314) é retirada através da manipulação da porta de injeção (408).
3. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que compreende adicionalmente: criar uma região de expansão para selante na área do empanque (224) da glândula, afrouxando as porcas de retenção (212) do seguidor de junta.
4. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que fixar a saliência (312) compreende adicionalmente: uma técnica de ligação sem ignição e não penetrante, incluindo soldagem por atrito, ligação por atrito, solda por inércia, ligação por ultrassom, ligação a frio, soldagem por difusão e aplicação de adesivos.
5. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que o gaxetamento da junta (310) compreende adicionalmente: um material macio e firme, tipo corda, que sela a válvula (100) contra vazamentos.
6. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a válvula (100) está em serviço.
7. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a vedação da porta de isolamento (410) e o teste da qualidade do sistema de injeção são realizados simultaneamente e a abertura da porta de isolamento (410) é realizada antes da vedação da porta de isolamento (410) e do teste da qualidade do sistema de injeção (302, 400).
Applications Claiming Priority (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361760646P | 2013-02-04 | 2013-02-04 | |
| US61/760,646 | 2013-02-04 | ||
| US201361835563P | 2013-06-15 | 2013-06-15 | |
| US13/918,944 US9303808B2 (en) | 2013-02-04 | 2013-06-15 | Valve, pipe and pipe component repair |
| US13/918,944 | 2013-06-15 | ||
| US13/918,958 US9581260B2 (en) | 2013-02-04 | 2013-06-15 | Friction welding drive apparatus for repair of pipes and valves |
| US13/918,956 US9371951B2 (en) | 2013-02-04 | 2013-06-15 | Valve, pipe and pipe component repair |
| US61/835,563 | 2013-06-15 | ||
| US13/918,957 US9212775B2 (en) | 2013-02-04 | 2013-06-15 | Valve, pipe and pipe component repair |
| US13/918,955 US9249919B2 (en) | 2013-02-04 | 2013-06-15 | Valve, pipe and pipe component repair |
| US13/918,959 US9587755B2 (en) | 2013-02-04 | 2013-06-15 | Friction welding drive apparatus for repair of pipes and valves |
| US13/918,953 US20140215826A1 (en) | 2013-02-04 | 2013-06-15 | Valve, pipe and pipe component repair |
| US13/918,956 | 2013-06-15 | ||
| US13/918,953 | 2013-06-15 | ||
| US13/952,613 US9488309B2 (en) | 2013-02-04 | 2013-07-27 | Valve, pipe and pipe component repair |
| US13/952,615 US9310015B2 (en) | 2013-02-04 | 2013-07-27 | Valve, pipe and pipe component repair |
| PCT/US2013/077322 WO2014120363A1 (en) | 2013-02-04 | 2013-12-20 | Valve, pipe and pipe component repair |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112015019074A2 BR112015019074A2 (pt) | 2017-08-22 |
| BR112015019074B1 true BR112015019074B1 (pt) | 2022-05-03 |
Family
ID=51257997
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112015019074-0A BR112015019074B1 (pt) | 2013-02-04 | 2013-12-20 | Método de reparo de uma válvula através do uso de um sistema de injeção |
Country Status (6)
| Country | Link |
|---|---|
| US (15) | US9212775B2 (pt) |
| EP (1) | EP2992259B1 (pt) |
| BR (1) | BR112015019074B1 (pt) |
| CA (1) | CA2900150C (pt) |
| MX (1) | MX367022B (pt) |
| WO (1) | WO2014120363A1 (pt) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10352477B2 (en) * | 2010-12-10 | 2019-07-16 | Ihi Southwest Technologies, Inc. | Visualization of tests on globe-type valves using phased array sequence scanning |
| US10124448B2 (en) * | 2011-12-31 | 2018-11-13 | Forge Tech, Inc. | Apparatus for repairing and improving structural integrity of storage tanks |
| US20150107676A1 (en) * | 2013-10-18 | 2015-04-23 | Jesse J. Green | System and Method for Automatically Actuating A Valve |
| US9180557B1 (en) * | 2014-04-21 | 2015-11-10 | Areva Inc. | Two-piece replacement nozzle |
| CN105436812B (zh) * | 2015-02-04 | 2017-05-31 | 新兴重工湖北三六一一机械有限公司 | 一种零件过钉孔渗漏的修复方法 |
| CN105057879A (zh) * | 2015-08-13 | 2015-11-18 | 宁波金凤焊割机械制造有限公司 | 航空器燃料存储筒的搅拌摩擦焊装置用外夹具 |
| CN105149765B (zh) * | 2015-09-15 | 2018-05-01 | 昆山斯格威电子科技有限公司 | 手持式搅拌摩擦点焊设备 |
| US10859168B2 (en) * | 2016-10-28 | 2020-12-08 | Advanced Valve Technology, Llc | Biasing members for valve assembly |
| CN107559443B (zh) * | 2017-09-28 | 2018-09-11 | 合肥恒大江海泵业股份有限公司 | 一种用于水泵作业连接的快速关断阀门 |
| CN109108568A (zh) * | 2018-09-12 | 2019-01-01 | 新疆科鼎环保科技有限公司 | 高压阀泄漏部位修复方法 |
| US11174958B2 (en) | 2019-01-24 | 2021-11-16 | Jet Oilfield Services, LLC | Gate valve and method of repairing same |
| WO2020232345A1 (en) | 2019-05-15 | 2020-11-19 | Jet-Lube, Llc | Valve leak repair packing material and method of using the same |
| CN110102919A (zh) * | 2019-05-31 | 2019-08-09 | 中原工学院 | 一种新型气动四爪卡盘 |
| CN110104911B (zh) * | 2019-06-21 | 2021-12-31 | 浙江国阡环境与节能工程研究院 | 一种mbbr高标准污水处理系统及处理工艺 |
| CN110847838B (zh) * | 2019-11-15 | 2021-11-30 | 中国石油化工股份有限公司 | 密封装置和具有该密封装置的抽汲系统 |
| JP7430065B2 (ja) | 2020-01-23 | 2024-02-09 | 株式会社東京エネシス | 配管保持治具および配管閉塞方法 |
| CN111318681B (zh) * | 2020-03-29 | 2024-04-05 | 无锡巨力重工股份有限公司 | 带位置检测的承载罐座 |
| US11460131B2 (en) * | 2020-09-11 | 2022-10-04 | Saudi Arabian Oil Company | Sealant injection nut |
| CN112628461B (zh) * | 2020-12-21 | 2022-11-08 | 宁津美华工业有限公司 | 一种液体输送专用阀 |
| EP4068925A1 (en) * | 2021-04-01 | 2022-10-05 | Ovh | Scissor structure for cable/tube management of rack-mounted liquid-cooled electronic assemblies |
| CA3153037A1 (en) | 2021-04-01 | 2022-10-01 | Ovh | Hybrid immersion cooling system for rack-mounted electronic assemblies |
| US11953140B2 (en) | 2021-08-11 | 2024-04-09 | Wally Jarrett | Repair patch for pipes |
Family Cites Families (76)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US389102A (en) * | 1888-09-04 | William j | ||
| US1711151A (en) * | 1918-09-19 | 1929-04-30 | John C Lincoln | Method of electric arc welding |
| US1617812A (en) * | 1925-06-06 | 1927-02-15 | Joseph L Hutchings | Repair tool |
| US1704760A (en) * | 1925-07-14 | 1929-03-12 | Brown Co | Repair element for fibrous conduits |
| US1928570A (en) * | 1931-05-13 | 1933-09-26 | Mustico George | Pipe clamp |
| US2069722A (en) * | 1936-02-27 | 1937-02-02 | M B Skinner Company | Pipe leak sealing gasket |
| US2520802A (en) * | 1947-12-01 | 1950-08-29 | The First National Bank A Comp | Pipe patch |
| US2850045A (en) * | 1954-01-15 | 1958-09-02 | Robert M Soehnlen | Pipe leak sealing device |
| DE1854663U (de) * | 1962-04-14 | 1962-07-05 | Steinkohlengas Ag | Vorrichtung zum abdichten von sich bewegenden stangen in stopfbuchsen waehrend des betriebes. |
| US3417457A (en) * | 1962-08-30 | 1968-12-24 | Caterpillar Tractor Co | Welding method and apparatus |
| US3455494A (en) * | 1963-12-23 | 1969-07-15 | North American Rockwell | Automatic control system for friction welding machine |
| US3516591A (en) * | 1967-06-30 | 1970-06-23 | Rockwell Standard Co | Friction welding apparatus |
| US3450325A (en) * | 1967-07-20 | 1969-06-17 | Caterpillar Tractor Co | Multidrive for bonding machine |
| GB1230383A (pt) * | 1967-12-12 | 1971-04-28 | ||
| US3823652A (en) * | 1970-01-12 | 1974-07-16 | Air Factors | Air conduit and diffuser assembly |
| GB1390821A (en) * | 1972-03-28 | 1975-04-16 | British Railways Board | Inertial friction welding machines |
| US3974846A (en) * | 1972-07-14 | 1976-08-17 | Samuel Serota | Apparatus and method for gaining access to the contents of pressurized vessels and systems |
| CA962293A (en) * | 1972-07-31 | 1975-02-04 | Colin W. Miller | Method and means for sealing stuffing box |
| US3776259A (en) * | 1972-09-25 | 1973-12-04 | Dow Chemical Co | Adapter shim device |
| ES444761A1 (es) * | 1975-01-29 | 1977-08-16 | Forbes George Alfred | Metodo para soportar conductos de seccion rectangular. |
| GB1481215A (en) * | 1975-05-14 | 1977-07-27 | Clarke Chapman Ltd | Friction welding |
| US4094520A (en) * | 1977-05-02 | 1978-06-13 | The United States Of America As Represented By The Secretary Of The Army | Self centering flange gasket assembly |
| US4294477A (en) * | 1977-06-08 | 1981-10-13 | Vetco Inc. | Flexible ring gasket retainer for flanged connectors |
| US4126318A (en) * | 1977-08-04 | 1978-11-21 | Dana Corporation | Gasket assembly with lock plate |
| US4177827A (en) * | 1977-10-05 | 1979-12-11 | The Pipe Line Development Co. | Pipe plugging device |
| GB1581895A (en) * | 1978-01-31 | 1980-12-31 | Nicholson T P | Metallic spirally wound gaskets |
| US4318495A (en) * | 1980-09-29 | 1982-03-09 | Replicap Products, Inc. | Reusable sanitary dust cap for a beverage tank valve |
| US4550621A (en) * | 1980-11-26 | 1985-11-05 | Phillips Petroleum Company | Container piercing device |
| US4388259A (en) * | 1981-10-23 | 1983-06-14 | Kennecott Corporation | Fluorocarbon polymer gasket and method of manufacturing such |
| US4509243A (en) * | 1982-02-08 | 1985-04-09 | Gas Research Institute | Blind side sealer apparatus and method |
| JPS60139991A (ja) * | 1983-12-28 | 1985-07-24 | 東京瓦斯株式会社 | 既設管の管継手部補修工法 |
| US4565296A (en) * | 1984-07-25 | 1986-01-21 | Meyer Manufacturing Company Limited | Cooking pans |
| US5199464A (en) * | 1989-12-28 | 1993-04-06 | Interprovincial Pipe Line, Inc. | Pipeline repair sleeve assembly having heat sink groove |
| US5062439A (en) * | 1990-06-14 | 1991-11-05 | Spinsafe, Inc. | Method and apparatus to facilitate the injection of sealant into a pressurized fluid member |
| US5052427A (en) * | 1990-06-14 | 1991-10-01 | Spinsafe, Inc. | Method and apparatus to facilitate the injection of sealant into a pressurized fluid member |
| CA2083841C (en) | 1990-06-14 | 2001-08-14 | Geoffrey Robert Linzell | Joints |
| US5474114A (en) * | 1993-05-28 | 1995-12-12 | Earth Resources Corporation | Apparatus and method for controlled penetration of compressed fluid cylinders |
| CA2111876C (en) * | 1993-12-20 | 1997-09-09 | Enbridge Gas Distribution Inc. | Device for repairing pipe joints |
| US5778919A (en) * | 1993-12-30 | 1998-07-14 | Custom Service Laboratories Of N.J., Inc. | Pipeline flow stopper with dual shafts |
| US5429330A (en) * | 1994-02-23 | 1995-07-04 | Refrigeration Specialists, Inc. | Duct system and method for assembling same |
| US5497808A (en) * | 1994-10-31 | 1996-03-12 | Schlund; Jim D. | Fluid pressure line patch |
| JPH094762A (ja) * | 1995-06-16 | 1997-01-07 | Jgc Corp | 配管の断熱支持装置 |
| KR970021800A (ko) * | 1995-10-09 | 1997-05-28 | 패트릭 에스. 랭커스터 | 동력학적으로 균형잡힌 구동축 조립체 및 그것을 균형잡는 방법 |
| US6170731B1 (en) * | 1996-09-25 | 2001-01-09 | David V. Hofius, Sr. | Method and apparatus for friction torque welding |
| US5706862A (en) * | 1996-10-31 | 1998-01-13 | Meinerding, Sr.; Wesley C. | Pipe repair device |
| US6095395A (en) * | 1997-06-06 | 2000-08-01 | The Fusion Bonding Corporation | Friction welding drill and fuse fitting apparatus |
| CA2218436A1 (en) * | 1997-10-15 | 1999-04-15 | Consolidated Edison Company Of New York, Inc. | Device for repairing pipes |
| US5908044A (en) * | 1997-11-26 | 1999-06-01 | Team, Inc. | Quadra-seal method and apparatus for operations upon fluid pressure containment bodies |
| DE19828789A1 (de) * | 1998-06-27 | 1999-12-30 | Sgl Technik Gmbh | Packungsgarn aus Graphit- und Plastikfolie |
| EP1105246B1 (en) * | 1998-07-09 | 2011-04-27 | Mts Systems Corporation | Welding head |
| FR2782367B1 (fr) * | 1998-08-12 | 2000-09-22 | 3X Engineering | Dispositif de colmatage d'une fuite dans une canalisation |
| US6029774A (en) * | 1998-12-07 | 2000-02-29 | Cothern; Larry G. | Ladder stabilizing assembly |
| GB0004758D0 (en) * | 2000-03-01 | 2000-04-19 | M W Polymer Products Limited | A method for sealing a leak in a pipe joint |
| NO314155B1 (no) * | 2001-03-08 | 2003-02-03 | Ann Helen Hystad | Anordning ved rörflenstetning |
| US6860297B2 (en) * | 2001-03-16 | 2005-03-01 | Paul Stephen Manzon | Local degraded area repair and restoration component for pressure retaining items |
| US20030098335A1 (en) * | 2001-11-27 | 2003-05-29 | Takehiko Saeki | Rotating tool for friction stir welding, and method and apparatus of friction stir welding using it |
| US20030234279A1 (en) * | 2002-06-19 | 2003-12-25 | Taylor-Winfield Corporation | Exit side strip pusher mechanism for a flash butt welder |
| WO2005001315A2 (en) * | 2003-06-25 | 2005-01-06 | Garlock Sealing Technologies, Llc | Rebuildable composite seal |
| US20050067787A1 (en) * | 2003-09-29 | 2005-03-31 | Eaton Corporation | Sealing a gasket joint |
| US6962237B2 (en) * | 2003-10-07 | 2005-11-08 | Philip Orlando Underhill | Ladder stand-off |
| US20050116427A1 (en) * | 2003-11-25 | 2005-06-02 | Francis Seidel | Corrugated gasket core with profiled surface |
| US7163082B2 (en) * | 2004-04-20 | 2007-01-16 | Bigard John H | Climbing stick apparatus |
| US20050263569A1 (en) * | 2004-05-27 | 2005-12-01 | Miller Michael L | Portable friction welder |
| EP1755871B1 (en) * | 2004-06-04 | 2012-01-04 | Cornerstone Research Group, Inc. | Method of using shape memory polymer composite patches |
| US8052030B2 (en) * | 2005-01-24 | 2011-11-08 | The Boeing Company | Apparatus for friction stir welding using spindle-in-spindle |
| US20080251316A1 (en) * | 2007-04-12 | 2008-10-16 | Thyssenkrupp Safway, Inc. | Scaffold access ladder bracket assembly |
| GB0714294D0 (en) * | 2007-07-21 | 2007-08-29 | Stats Uk Ltd | Sealing apparatus |
| US7950563B2 (en) * | 2008-06-30 | 2011-05-31 | The Boeing Company | Apparatus and method for bearing a tool against a workpiece |
| US20100180533A1 (en) * | 2009-01-21 | 2010-07-22 | General Electric Company | Wind turbine tower and assembly method using friction forging |
| US8733798B2 (en) * | 2009-02-05 | 2014-05-27 | Holocom, Inc. | Conduit connector device and conduit system |
| US8857771B2 (en) * | 2009-09-18 | 2014-10-14 | Randy J. Streetman | Conduit attachment device for use with a trapeze |
| GB2498379B (en) * | 2012-01-13 | 2014-04-09 | Bradley Paul Burkert | Pipe repair means |
| US8820691B2 (en) * | 2012-06-28 | 2014-09-02 | Electro-Motive Diesel, Inc. | Adjustable support structure for an after-treatment component |
| US8752574B1 (en) * | 2012-07-17 | 2014-06-17 | Henry Adams | System for installing sealant in an industrial valve |
| CN211058696U (zh) * | 2019-07-05 | 2020-07-21 | 重庆铁固工程科技有限公司 | 一种桥梁支架体系安拆爬梯 |
| US20220025702A1 (en) * | 2020-07-23 | 2022-01-27 | Casey Armand Hebert | Ladder assembly |
-
2013
- 2013-06-15 US US13/918,957 patent/US9212775B2/en active Active
- 2013-06-15 US US13/918,959 patent/US9587755B2/en active Active
- 2013-06-15 US US13/918,958 patent/US9581260B2/en active Active
- 2013-06-15 US US13/918,953 patent/US20140215826A1/en not_active Abandoned
- 2013-06-15 US US13/918,956 patent/US9371951B2/en active Active
- 2013-06-15 US US13/918,955 patent/US9249919B2/en active Active
- 2013-06-15 US US13/918,944 patent/US9303808B2/en active Active
- 2013-07-27 US US13/952,615 patent/US9310015B2/en active Active
- 2013-07-27 US US13/952,613 patent/US9488309B2/en active Active
- 2013-12-20 MX MX2015010137A patent/MX367022B/es active IP Right Grant
- 2013-12-20 WO PCT/US2013/077322 patent/WO2014120363A1/en active Application Filing
- 2013-12-20 BR BR112015019074-0A patent/BR112015019074B1/pt active IP Right Grant
- 2013-12-20 CA CA2900150A patent/CA2900150C/en active Active
- 2013-12-20 EP EP13873393.6A patent/EP2992259B1/en active Active
-
2016
- 2016-06-20 US US15/187,776 patent/US9835262B2/en active Active
-
2017
- 2017-12-05 US US15/832,759 patent/US10113659B2/en active Active - Reinstated
-
2018
- 2018-10-29 US US16/174,162 patent/US20190072198A1/en not_active Abandoned
-
2020
- 2020-08-20 US US16/999,056 patent/US11274763B2/en active Active
-
2022
- 2022-03-14 US US17/694,526 patent/US11592117B2/en active Active
-
2023
- 2023-02-28 US US18/176,475 patent/US11815192B2/en active Active
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112015019074B1 (pt) | Método de reparo de uma válvula através do uso de um sistema de injeção | |
| US7784328B2 (en) | Nozzle testing apparatus and method | |
| WO2006055102A1 (en) | Pipeline repair system and method of installation | |
| JP3421029B2 (ja) | 加圧流体部材への密閉剤の注入を容易にする方法及び装置 | |
| US5577528A (en) | Apparatus for upgrade or repair of in-service pipelines | |
| US6553842B1 (en) | Pressurization test adapter | |
| JP3451436B2 (ja) | ガスメーター交換におけるノーブロー装置 | |
| GB2182745A (en) | Improvements relating to methods for sealing joints | |
| JP2010144819A (ja) | 流体供給用管状体の外形形状修正装置及び流体供給用管状体の外形形状修正方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 20/12/2013, OBSERVADAS AS CONDICOES LEGAIS. |