BR112014001206B1 - método para formar uma goma - Google Patents
método para formar uma goma Download PDFInfo
- Publication number
- BR112014001206B1 BR112014001206B1 BR112014001206-7A BR112014001206A BR112014001206B1 BR 112014001206 B1 BR112014001206 B1 BR 112014001206B1 BR 112014001206 A BR112014001206 A BR 112014001206A BR 112014001206 B1 BR112014001206 B1 BR 112014001206B1
- Authority
- BR
- Brazil
- Prior art keywords
- gum
- rollers
- approximately
- mass
- acid
- Prior art date
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G4/00—Chewing gum
- A23G4/18—Chewing gum characterised by shape, structure or physical form, e.g. aerated products
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G4/00—Chewing gum
- A23G4/02—Apparatus specially adapted for manufacture or treatment of chewing gum
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G3/00—Sweetmeats; Confectionery; Marzipan; Coated or filled products
- A23G3/0002—Processes of manufacture not relating to composition and compounding ingredients
- A23G3/0004—Processes specially adapted for manufacture or treatment of sweetmeats or confectionery
- A23G3/0019—Shaping of liquid, paste, powder; Manufacture of moulded articles, e.g. modelling, moulding, calendering
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G4/00—Chewing gum
- A23G4/02—Apparatus specially adapted for manufacture or treatment of chewing gum
- A23G4/04—Apparatus specially adapted for manufacture or treatment of chewing gum for moulding or shaping
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G3/00—Sweetmeats; Confectionery; Marzipan; Coated or filled products
- A23G3/0002—Processes of manufacture not relating to composition and compounding ingredients
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Confectionery (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Rolls And Other Rotary Bodies (AREA)
Abstract
FORMAÇÃO DE GOMA AVANÇADA. A presente invenção refere-se a um método para formar uma goma, o método incluindo prover um par de rolos que inclui um primeiro rolo e um segundo rolo, e dimensionar a massa de goma em 5 uma chapa de goma substancialmente contínua e plana que tem uma espessura substancialmente uniforme entre aproximadamente 0,3 mm a 10 mm e uma largura não menor do que 50 cm somente através de um movimento da massa de goma através de uma folga entre o par de rolos.
Description
[001] A presente invenção refere-se a métodos e sistemas de fa bricação de goma e mais especificamente refere-se a sistemas e métodos de formação de goma.
[002] Tipicamente, o processo de fabricar e embalar produtos de goma é demorado e envolve uma quantidade significativa de maquiná- rio. O processo de fabricar e embalar produtos de goma pode incluir misturar e produzir uma goma acabada como um resultado não uniforme, extrudando e formando a goma acabada em bolos, condicionando os bolos da goma acabada, extrudando os bolos em uma chapa fina contínua da goma acabada, rolando a chapa contínua através de uma série de rolos para uma espessura reduzida uniforme, marcando e dividindo as chapas em chapas marcadas individuais, condicionando as chapas individuais em uma sala de condicionamento, dividindo as chapas em pedaços de goma, e embalando os pedaços de goma. Tais processos para fabricar e embalar produtos de goma estão descritos na Patente U.S. Número 6.254.373 cedida para o predecessor de interesse do presente cedente, e Pedido de Patente U.S. Número 13/352.110 cedido para o presente cedente; os ensinamentos e descrições dos quais estão por meio disto incorporados por referência nas suas totalidades ao grau não inconsistente com o presente pedido. O maquinário de dimensionamento tradicional pode incluir um extrusor de dimensionamento que força a goma de marcar através de um pequeno orifício retangular (por exemplo, um orifício retangular que tem dimensões de aproximadamente 25 mm por 457 mm). Uma quantidade de força relativamente dimensionável é requerida conforme o tamanho de orifício tornar-se menor (por exemplo, um acionamento de 30 HP pode ser necessário para um volume de saída / produção suficiente). Tipicamente, o produto que sai do extrusor de dimensionamento é ainda muito espesso. Como um resultado, muitos sistemas da técnica anterior tipicamente empregarão uma série de rolos de dimensionamento dispostos em sequência sobre uma correia transportadora para reduzir progressivamente a espessura da goma de aproximadamente 25 mm para tipicamente aproximadamente 2-6 mm. Para impedir a aderência da goma nos rolos, um empoamento com um agente em pó adequado é tipicamente empregado. Posteriormente, um rolo de marcação e um rolo de divisão podem ser utilizados para gerar tiras finas, ou placas de goma um pouco mais curtas e grossas, ou grânulos (qualquer uma das tiras, placas, grânulos ou goma de outra dimensão pode ser referido como "goma dimensionada"). Tais linhas tradicionais também tipicamente necessitarão uma boa quantidade de resfriamento e/ou condicionamento subsequente antes da embalagem já que um produto flexível quente não embala bem.
[003] A presente invenção está direcionada para aperfeiçoamen tos e avanços em relação a tais sistemas e métodos da técnica anterior para fabricar e embalar produtos de goma.
[004] Descrito está um método para formar uma goma, o método incluindo prover um par de rolos que inclui um primeiro rolo e um segundo rolo, mover uma massa de goma na direção de uma folga entre os rolos em uma direção de fluxo, e dimensionar a massa de goma em uma chapa de goma substancialmente contínua e plana que tem uma espessura substancialmente uniforme entre aproximadamente 0,3 mm a 10 mm através do par de rolos, em que o dimensionamento faz com que pelo menos 30% de uma área de seção transversal da massa de goma a montante do dimensionamento seja defletida afastando da direção de fluxo.
[005] Também descrito está um método para formar uma goma, o método incluindo prover um par de rolos que inclui um primeiro rolo e um segundo rolo, mover uma massa de goma na direção de uma folga entre os rolos em uma direção de fluxo, e dimensionar a massa de goma em uma chapa de goma substancialmente contínua e plana que tem uma espessura substancialmente uniforme entre aproximadamente 0,3 mm a 10 mm através do par de rolos, em que o dimensionamento através do par de rolos puxa a massa de goma na direção e através de uma folga entre o par de rolos, áreas de superfície da massa de goma na proximidade do par de rolos sendo puxadas pelo par de rolos a uma maior velocidade do que as áreas mais internas da massa de goma dispostas mais distantes do par de rolos.
[006] Adicionalmente descrito está um método para formar uma goma, o método incluindo prover um par de rolos que inclui um primeiro rolo e um segundo rolo, mover uma massa de goma na direção de uma folga entre os ditos rolos em uma direção de fluxo, e dimensionar a massa de goma em uma chapa de goma substancialmente contínua e plana que tem uma espessura substancialmente uniforme entre aproximadamente 0,3 mm a 10 mm através do par de rolos, em que o dimensionamento consome uma energia de não mais do que 0,009 KWH/kg na transformação da massa de goma na chapa de goma substancialmente contínua e plana.
[007] Ainda descrito está um método para formar uma goma, o método incluindo prover um par de rolos que inclui um primeiro rolo e um segundo rolo, mover uma massa de goma na direção de uma folga entre os rolos em uma direção de fluxo, e dimensionar a massa de goma em uma chapa de goma substancialmente contínua e plana que tem uma espessura substancialmente uniforme entre aproximadamente 0,3 mm a 10 mm através do par de rolos, impedir que a massa de goma adira no par de rolos durante o dito dimensionamento sem apli- car um material particulado na dita massa de goma ou no dito par de rolos, em que o dimensionamento consome uma energia de não mais do que 0,009 KWH/kg na transformação da massa de goma na chapa de goma substancialmente contínua e plana.
[008] Mais ainda está descrito um método para formar uma go ma, o método incluindo prover um par de rolos que inclui um primeiro rolo e um segundo rolo, e dimensionar a massa de goma em uma chapa de goma substancialmente contínua e plana que tem uma espessura substancialmente uniforme entre aproximadamente 0,3 mm a 10 mm, um comprimento de não menor do que 180 cm, e uma largura não menor do que 50 cm somente através de um movimento da massa de goma através de uma folga entre o par de rolos.
[009] Também descrito está um método para formar uma goma, o método incluindo prover um par de rolos que inclui um primeiro rolo e um segundo rolo, mover uma massa de goma na direção de uma folga entre os rolos em uma direção de fluxo, e dimensionar a massa de goma em uma chapa de goma substancialmente contínua e plana que tem uma espessura substancialmente uniforme entre aproximadamente 0,3 mm a 10 mm através do par de rolos, impedir que a massa de goma adira no par de rolos durante o dito dimensionamento através de um agente de liberação líquido aplicado a pelo menos um do par de rolos, pelo menos uma porção do agente de liberação permanecendo com a chapa de goma após o dimensionamento.
[0010] Os desenhos acompanhantes incorporados na e formando parte da especificação incorporam diversos aspectos da presente invenção e, juntamente com a descrição, servem para explicar os princípios da invenção. Nos desenhos:
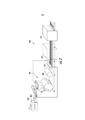
[0011] Figura 1 é uma ilustração parcialmente esquemática e par cialmente em perspectiva de um sistema de fabricação de goma de acordo com uma primeira modalidade;
[0012] Figura 2 é uma ilustração parcialmente esquemática e par cialmente em perspectiva de um sistema de fabricação de goma de acordo com uma segunda modalidade;
[0013] Figura 3 é uma ilustração parcialmente esquemática e par cialmente em perspectiva de um sistema de fabricação de goma de acordo com uma terceira modalidade;
[0014] Figura 4 é uma ilustração parcialmente esquemática e par cialmente em perspectiva de um sistema de fabricação de goma de acordo com uma quarta modalidade;
[0015] Figura 5 é uma ilustração esquemática de uma vista de len çol transversal do sistema de formação de goma que inclui um conjunto de rolos presos a quadros estruturais, em que um espaçamento de lençol transversal geralmente uniforme está provido entre o par de rolos;
[0016] Figura 6 é uma ilustração esquemática de uma vista de len çol transversal do sistema de formação de goma da Figura 5 que mostra uma deflexão entre o par de rolos;
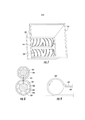
[0017] Figura 7 é uma vista de topo em perspectiva de um funil que inclui um par de rolos de alimentação de acordo com uma modalidade exemplar;
[0018] Figura 8 é uma vista em seção transversal de um par de rolos que inclui um canal de resfriamento de acordo com uma modalidade exemplar;
[0019] Figura 9 é uma vista em perspectiva de um rolo de resfria mento independente de acordo com uma modalidade;
[0020] Figura 10 é uma ilustração esquemática de uma correia transportadora resfriada de acordo com uma modalidade exemplar;
[0021] Figura 11 é uma ilustração esquemática de um sistema de formação de goma que inclui múltiplos rolos de transferência de acor- do com uma modalidade exemplar;
[0022] Figura 12 é um diagrama de fluxo de goma de acordo com uma modalidade exemplar; e
[0023] Figura 13 é um diagrama de distribuição de velocidade de goma de acordo com uma modalidade exemplar.
[0024] Apesar da invenção ser descrita em conexão com certas modalidades preferidas, não há pretensão de limitá-la a estas modalidades. Ao contrário, a intenção é cobrir todas as alternativas, modificações e equivalentes como incluídos no espírito e escopo da invenção como definido pelas reivindicações anexas.
[0025] A descrição seguinte detalhará modalidades específicas de acordo com a presente descrição, a qual provê aperfeiçoamentos para formar uma chapa de goma e facilitar a transferência de calor da ou para a chapa de goma. Em uma modalidade, o sistema inclui um conjunto de rolos para formar uma estrutura / massa de goma em um lençol ou chapa contínuo que tem uma espessura e uma largura desejadas, enquanto concedendo um controle de temperatura para a goma ao mesmo tempo. O sistema pode formar a massa de goma em uma chapa de goma incluindo a largura e a espessura desejadas com uma menor variância do que as linhas convencionais. Ainda, o sistema pode eliminar uma necessidade de um extrusor do tipo de dimensionamento e uma série de rolos em linhas de goma convencionais para reduzir progressivamente uma espessura de uma massa de goma para uma espessura de chapa desejada. Eliminando a utilização do ex- trusor do tipo de dimensionamento, o sistema pode operar a uma energia muito mais baixa do que as linhas convencionais que incluem o extrusor do tipo de dimensionamento. Portanto o sistema pode reduzir o consumo de energia e a força de cisalhamento introduzida quando deformando uma estrutura ou massa de goma em uma chapa de uma espessura desejada, por meio disto potencialmente preservando os ingredientes mais sensíveis à temperatura ou ao cisalhamento na goma.
[0026] Ainda, o sistema pode produzir uma largura da goma muito mais larga quando comparado com o extrusor do tipo de dimensionamento de linhas convencionais, e pode também eliminar a necessidade de material de empoamento em pó. Eliminando a utilização de material de empoamento em pó, um tempo de limpeza para mudança pode ser reduzido para uma fração das linhas de rolamento e marcação convencionais, por meio disto reduzindo significativamente um tempo de parada de produção. Isto mais ainda reduz o custo total de operar a linha porque não há necessidade de material de empoamento adicional. Além destas vantagens em relação às linhas convencionais, os rolos do sistema podem também ser resfriados (ou aquecidos em algumas modalidades) para prover resfriamento durante a deformação da massa de goma para uma espessura e largura desejadas. Portanto, o sistema de acordo com algumas modalidades pode formar e esfriar ou aquecer a massa de goma tudo em uma etapa, por meio disto pro-vendo muitas vantagens em relação às linhas de goma convencionais.
[0027] Ainda, os produtos de goma fabricados de acordo com as modalidades da presente descrição podem ser estruturalmente distinguíveis de produtos de goma produzidos utilizando linhas de goma convencionais, já que os sistemas podem resultar em diferentes cristalizações de gomas pelo rápido resfriamento da goma e eliminando um extrusor do tipo de dimensionamento de alto cisalhamento, múltiplos rolos para rolar a redução de tamanho, e um resfriamento / condicionamento extenso de gomas. Ainda, uma produção de goma mascar mais esteticamente agradável pode ocorrer eliminando a utilização de materiais de empoamento de pó e produzindo produtos de goma de mascar que têm uma espessura e largura desejadas com variâncias de espessura e largura relativamente pequenas quando comparadas com aquelas produzidas através de linha de goma convencionais.
[0028] A Figura 1 mostra um sistema de fabricação de goma 100 de acordo com uma modalidade exemplar. O sistema de fabricação de goma 100 geralmente inclui um sistema de mistura de goma 102, um sistema de formação ou dimensionamento de goma 106, um rolo de marcação 194, e um rolo de divisão 196. O sistema de fabricação de goma 100 está aqui também mostrado com uma máquina de formação de bolos 104 opcional, e um túnel de resfriamento 200. Deve ser notado que o rolo de marcação 194 e/ou o rolo de divisão podem também ser dispostos a jusante do túnel de resfriamento 200.
[0029] O sistema de mistura de goma 102 pode incluir um único misturador ou múltiplos misturadores equipados com vários componentes de misturador e/ou sistemas de alimentação de misturador para processar os ingredientes de goma para fazer uma estrutura ou massa de goma. Os misturadores de sistema de mistura 102 pode ser, por exemplo, um misturador de lote ou um misturador contínuo tal como um extrusor. Ainda, o sistema de mistura de goma 200 poderia ser, em algumas modalidades, meramente um sistema de fusão que funde a goma previamente formada em uma condição na qual esta pode ser subsequentemente formada.
[0030] De acordo com os aspectos do sistema 106, o sistema de formação de goma 106 provê um dimensionamento e potencialmente um controle de temperatura (isto é, resfriamento ou aquecimento), e reduz / elimina as operações de rolamento progressivas a jusante. Este sistema de formação de goma 106 também, como será explicado, pode ser utilizado para eliminar os extrusores do tipo de dimensionamento (por exemplo, os extrusores que formam fitas de goma largas e finas), o que pode reduzir uma força de processamento ou tensão média, e temperatura, por meio disto levando a menos atrito de materiais sensíveis à pressão. O sistema pode também aumentar a quantidade de ingredientes sensíveis ao cisalhamento ou à temperatura que permanecem intactos durante o processamento. O sistema de formação de goma 106 pode ser utilizado para formar várias massas de goma (várias composições), tal como goma acabada, base de goma acabada, base de goma que inclui pedaços de doce, etc. Apesar da maioria das modalidades aqui discutidas envolverem goma, outros confeitos que não contêm um composto elastomérico podem também ser formados, dimensionados e/ou condicionados utilizando a estação de formação 106. Antes de entrar em maiores detalhes do sistema de mistura de goma 102, primeiro algumas informações de composição gerais sobre a goma serão providas.
[0031] A goma de mascar compreende em grande parte compo nentes que usualmente não são nunca engolidos, base de goma, o qual é o componente de mascar como borracha. A goma de mascar também compreende uma porção consumida que inclui adoçantes, sabores e similares, e podem também incluir outros doces ou produtos alimentícios integrados com esta em camadas ou como ingredientes. A base de goma é relativamente única no processamento de alimentos em que esta introduz o material com uma resiliência e elasticidade relativas ao processamento e também provê um material relativamente não condutivo ou isolante que não transfere o calor muito bem. Isto provê dificuldades de processamento únicas. Em relação ao processamento, a temperatura de produto de goma processado afeta grandemente a viscosidade assim como outras características de processamento tal como elasticidade e resiliência.
[0032] Ainda diferentes tipos de receitas de goma também altera rão as considerações de processamento, e geralmente existe um desejo de executar diferentes receitas de goma no mesmo equipamento ou linhas. Alguns dos ingredientes suportam o processamento bastante bem. Outros ingredientes tais como sabores podem ser sujeitos a evaporar devido ao calor, por meio disto diminuindo a quantidade de sabor no produto consumível final. Outros ingredientes tais como os adoçantes encapsulados, são sensíveis às forças de cisalhamento (por exemplo, devido a uma pressão substancial, mistura intensa, força de processamento e similares) e assim podem ser danificados durante o processamento. Estes fatores todos proveem diferentes desafios em relação ao dimensionamento da goma para uma porção de pequeno tamanho de pedaço e condicionamento da goma para embalagem em embalagem de goma. Para propósitos de compreensão, alguma lexicografia e componentes de composição de goma típicos serão abaixo discutidos.
[0033] Como aqui utilizado, "estrutura de goma", "massa de go ma", ou "chapas de goma" podem incluir, mas não estão limitadas a, composições que variam de e inclusivas do elastômero composto para goma acabada, a qual pode incluir o elastômero composto além de alguns auxiliadores de composição, base de goma em lote mestre, elastômero composto além de alguns ingredientes de base de goma e alguns ingredientes de goma subsequentes, base de goma, base de goma em adição a alguns ingredientes de goma subsequentes, goma acabada de lote mestre, e goma acabada.
[0034] Antes de explicar os sistemas e métodos de acordo com a presente invenção, é útil discutir a composição geral de diversas estruturas de goma típicas que são ou podem ser incluídas na formação da estrutura de goma mais complexa, a saber goma acabada, que pode ser formada utilizando as modalidades dos sistemas e métodos da presente invenção.
[0035] Uma "goma acabada", como aqui utilizada, referirá a uma estrutura de goma que está geralmente pronta para preparação para distribuir o produto para o consumidor. Como tal, uma goma acabada pode ainda requerer um condicionamento de temperatura, formação, modelagem, embalagem e revestimento. No entanto, a própria composição de goma está geralmente acabada. Nem todas as gomas acabadas têm os mesmos ingredientes ou as mesmas quantidades de ingredientes individuais. Variando os ingredientes e as quantidades de ingredientes, as texturas, sabor e sensações, entre outras coisas, podem ser variadas para prover diferentes características para atender as necessidades de usuários.
[0036] Como é geralmente bem conhecido, uma goma acabada geralmente inclui uma porção bruta solúvel em água, uma porção de base de goma insolúvel em água, e um ou mais agentes flavorizantes. A porção solúvel em água dissipa ao longo de um período de tempo durante a mastigação. A porção de base de goma fica retida na boca através de todo o processo de mastigação. Uma goma acabada está tipicamente pronta para consumo de usuário.
[0037] Uma "base de goma acabada", como aqui utilizado, referirá a uma estrutura de goma que inclui uma combinação suficiente de in-gredientes de base de goma que precisam somente ser combinados com ingredientes de goma subsequentes para formar uma goma acabada. Uma base de goma acabada é um material viscoelástico masti- gável que inclui pelo menos um componente viscoso, um componente elástico, e um componente amaciador. Por exemplo, uma base de goma típica pode incluir um elastômero, pelo menos alguns do enchimento, resina e/ou plastificante, acetato de polivinila, e um amaciador (tal como um óleo, gordura ou cera). Um elastômero meramente composto sem a adição de nenhum amaciador, por exemplo, não seria uma base de goma acabada porque esta não seria considerada utilizável em uma estrutura de goma acabada devido à sua dificuldade, se não impossibilidade, de mastigar.
[0038] As estruturas de goma podem incluir um vasto número de ingredientes em várias categorias. Os sistemas e métodos de mistura de goma de acordo com várias modalidades da presente invenção podem ser utilizados para misturar qualquer e todos os ingredientes conhecidos incluindo, mas não limitado a, ingredientes nas seguintes categorias de ingrediente: elastômeros, agentes de volume, plastificantes de elastômeros (os quais incluem resinas), solventes de elastômero, plastificantes, gorduras, ceras, enchimentos, antioxidantes, adoçantes (por exemplo, adoçantes em volume e adoçantes de alta intensidade), xaropes / fluidos, sabores, perceptíveis, potencializadores, ácidos, emulsificadores, cores, e ingredientes funcionais.
[0039] A base de goma insolúvel geralmente inclui ingredientes que caem sob as seguintes categorias: elastômeros, plastificantes de elastômero (resinas ou solventes), plastificantes, gorduras, óleos, ceras, amaciadores e enchimentos. Uma discussão adicional de ingredientes representativos dentro de cada categoria será posteriormente provida. A base de goma pode constituir entre 5-95% por peso de uma goma acabada, mais tipicamente 10-50% por peso da goma acabada, e mais comumente 20-30% por peso da goma acabada.
[0040] A porção solúvel em água da goma acabada pode incluir ingredientes de goma subsequentes que caem sob as seguintes categorias: amaciadores, adoçantes em volume, adoçantes de alta intensidade, agentes flavorizantes, ácidos, enchimentos adicionais, ingredientes funcionais e suas combinações. Os amaciadores são adicionados à goma de modo a otimizar a capacidade de mastigação e sensação de boca da goma. Os amaciadores, os quais são também conhecidos, plastificantes, agentes plastificantes ou emulsificadores, geralmente constituem entre aproximadamente 0,5-15% por peso da estrutura de goma. Os adoçantes em volume constituem entre 5-95% por peso da estrutura de goma, mais tipicamente 28-80% por peso da goma e mais comumente 30-60% por peso da goma. Os adoçantes de alta intensidade podem também estar presentes e são comumente utilizados com os adoçantes sem açúcar. Quando utilizados, os adoçantes de alta intensidade tipicamente constituem entre 0,001-5% por peso da estrutura de goma, de preferência entre 0,01-3% por peso da goma de mascar. Tipicamente, os adoçantes de alta densidade são pelo menos 20 vezes mais doces do que a sacarose.
[0041] O sabor deve geralmente estar presente na goma em uma quantidade dentro da faixa de aproximadamente 0,1-15% por peso da goma de mascar, de preferência entre aproximadamente 0,2-5% por peso da goma, mais de preferência entre aproximadamente 0,5-3% por peso da goma. Agentes flavorizantes naturais e artificiais podem ser utilizados e combinados em qualquer modo sensorialmente aceitável.
[0042] Quando incluídos, os ácidos tipicamente constituem entre aproximadamente 0,001-5% por peso da estrutura de goma.
[0043] Ingredientes opcionais tais como cores, ingredientes funci onais e agentes flavorizantes adicionais podem também estar incluídos nas estruturas de goma.
[0044] Agora que alguma visão mais geral foi provida quanto aos ingredientes comuns gerais, mais detalhes sobre categorias individuais de ingredientes e exemplos de ingredientes específicos dentro das várias categorias serão abaixo providos.
[0045] Os elastômeros (borrachas) empregados na estrutura de goma variarão grandemente dependendo de vários fatores tal como o tipo de estrutura de goma desejado, a consistência da estrutura de goma desejada e outros componentes utilizados na estrutura de goma. O elastômero pode ser qualquer polímero insolúvel em água conheci- do na técnica, e inclui aqueles polímeros utilizados para gomas de mascar e chicletes de bola. Exemplos ilustrativos de polímeros adequados em estruturas de goma, especificamente base de goma, incluem elastômeros tanto naturais quanto sintéticos. Por exemplo, aqueles polímeros os quais são adequados em estruturas de goma incluem, sem limitação, substâncias naturais (de origem vegetal) tal como cas- pi, chicle, borracha natural, crown gum, nispero, rosidinha, jelutong, guayule, perillo, niger gutta, tunu, balata, guttapercha, lechi capsi, sorva, gutta kay, e similares, e suas combinações. Exemplos de elastô- meros sintéticos incluem, sem limitação, copolímeros de estireno- butadieno (SBR), poliisobutileno, copolímeros de isobutileno-isopreno, polietileno, acetato de polivinila, e similares, e suas combinações. Os elastômeros constituem entre proximamente 10% e aproximadamente 60% por peso e mais comumente entre aproximadamente 35-40% por peso da estrutura de goma.
[0046] Polímeros úteis adicionais incluem: polivinil pirrolidona de ligação cruzada, polimetilmetacrilato; copolímeros de ácido láctico, po- lihidroxialcanoatos, etilcelulose plastificada, acetatoftalato de polivinil e suas combinações.
[0047] A estrutura de coma por conter solventes de elastômeros, também aqui referidos plastificantes de elastômeros, para ajudar no amaciamento dos materiais elastoméricos. Tais solventes de elastô- mero podem incluir aqueles solventes de elastômero conhecidos na técnica, por exemplo, resinas de terpineno tal como polímeros de alfa- pineno, beta-pineno ou d-limoneno, metil, glicerol e ésteres de pentae- ritritol de rosinas e rosinas modificadas e gomas tal como gomas hi- drogenadas, dimerizadas e polimerizadas, e suas misturas. Exemplos de solventes de elastômero adequados para utilização aqui podem incluir o éster de pentaeritritol de madeira parcialmente hidrogenada e rosina de goma, o éster de pentaeritritol de madeira e rosina de goma, o éster de glicerol de rosina de madeira, o éster de glicerol de madeira parcialmente dimerizada e rosina de goma, o éster de glicerol de madeira polimerizada e rosina de goma, o éster de glicerol de rosina de óleo tall, o éster de glicerol de madeira e rosina de goma e a madeira parcialmente hidrogenada e rosina de goma e o éster de metila parcialmente hidrogenado de madeira e rosina, e similares, e suas misturas. O solvente de elastômero pode ser empregado na estrutura de goma em quantidades de aproximadamente 2% a aproximadamente 15% e de preferência de aproximadamente 7% a aproximadamente 11%, por peso da estrutura de goma.
[0048] A estrutura de goma pode também incluir plastificantes ou amaciadores, os quais também caem sob a categoria de Cera abaixo descrita, para prover uma variedade de texturas e propriedades de consistência desejadas. Devido ao baixo peso molecular destes ingredientes, os plastificantes e amaciadores são capazes de penetrar na estrutura fundamental da estrutura de goma tornando-a plástica e menos viscosa. Os plastificantes e amaciadores úteis incluem triacetina, triglicerídeos de cadeia média de óleo de semente de algodão não hi- drogenado, parcialmente hidrogenado, óleo de soja, óleo de palma, óleo de palmito, óleo de coco, óleo de cártamo, óleo de sebo, manteiga de cacau, resinas de terpeno derivadas de alfa-pineno, lanolina, ácido palmítico, ácido oléico, ácido esteárico, estearato de sódio, este- arato de potássio, gliceril triacetato, gliceril lecitina, gliceril monoestea- rato, monoestearato de propileno glicol, monoglicerídeo acetilado, glicerina, e similares, e suas misturadas. Ceras, por exemplo, ceras naturais e sintéticas, óleos vegetais hidrogenados, ceras de petróleo tal como ceras de poliuretano, ceras de polietileno, ceras de parafina, monoestearato de sorbitano, sebo, propileno glicol, suas misturas, e similares, podem também ser incorporadas na estrutura de goma. Os plastificantes e amaciadores são geralmente empregados na estrutura de goma em quantidades de até aproximadamente 20% por peso da estrutura de goma, e mais especificamente em quantidades de aproximadamente 9% a aproximadamente 17% por peso da estrutura de goma.
[0049] Os plastificantes podem também incluir óleos vegetais hi- drogenados, óleo de soja e óleo de semente de algodão os quais podem ser empregados sozinhos ou em combinação. Estes plastificantes proveem a estrutura de goma com boa textura e características de mastigação macias. Os plastificantes e amaciadores são geralmente empregados em quantidades de aproximadamente 5% a aproximadamente 14%, e mais especificamente em quantidades de aproximadamente 5% a aproximadamente 13,5% por peso da estrutura de goma. GORDURAS
[0050] Óleos e gorduras adequados incluem gorduras vegetais ou animais parcialmente hidrogenadas, tal como óleo de coco, óleo de palma, sebo de carne, toucinho, entre outros. Estes ingredientes quando utilizados estão geralmente presentes em quantidades de até aproximadamente 7%, e de preferência até aproximadamente 3,5% por peso da estrutura de goma. CERAS
[0051] Em algumas modalidades, a estrutura de goma pode incluir uma cera. As ceras que são utilizadas podem incluir ceras sintéticas tal como ceras que contêm alcanos ramificados e copolimerizados com monômeros tal como, mas não limitado a, ceras do tipo de polim- propileno e polietileno e Fischer-Tropsch, ceras de petróleo tal como parafina, e cera microcristalina, e ceras naturais tal como cera de abelha, candelila, carnaúba, e cera de polietileno, farelo de arroz e petróleo.
[0052] Esta amacia a mistura polimérica e aperfeiçoa a elasticida de da estrutura de goma. Quando presentes, as ceras empregadas terão um ponto de fusão abaixo de aproximadamente 60°C, e de preferência entre aproximadamente 45°C e aproximadamente 55°C. A cera de baixa fusão pode ser uma cera de parafina. A cera pode estar presente na estrutura de goma em uma quantidade de aproximadamente 6% a aproximadamente 10%, e de preferência de aproximadamente 7% a aproximadamente 9,5% por peso da estrutura de goma.
[0053] Além das ceras de baixo ponto de fusão, ceras que têm um ponto de fusão mais alto podem ser utilizadas na estrutura de goma em quantidades de até aproximadamente 5% por peso da estrutura de goma. Tais ceras de alta fusão incluem cera de abelha, cera vegetal, cera de candelila, cera de carnaúba, a maioria das ceras de petróleo, e similares, e suas misturas. ENCHIMENTOS
[0054] Em algumas modalidades, as estruturas de goma formadas utilizando os sistemas e métodos de acordo com os ensinamentos da invenção podem também incluir quantidades efetivas de agentes de volume tal como adjuvantes minerais os quais podem servir como enchimentos e agentes texturais. Os adjuvantes minerais úteis incluem carbonato de cálcio, carbonato de magnésio, alumina, hidróxido de alumínio, silicato de alumínio, talco, argila, óxido de titânio, calcário moído, fosfato de monocálcio, fosfato de tricálcio, fosfato de dicálcio, fosfato de cálcio e similares, e suas misturas. Estes enchimentos ou adjuvantes podem ser utilizados na estrutura de goma em várias quantidades. A quantidade de enchimento pode estar presente em uma quantidade de aproximadamente zero a aproximadamente 40%, e mais especificamente de aproximadamente zero a aproximadamente 30% por peso da estrutura de goma. Em algumas modalidades, a quantidade de enchimento será de aproximadamente zero a aproxi- madamente 15%, mais especificamente aproximadamente 3% a apro-ximadamente 11%. ANTIOXIDANTES
[0055] Os antioxidantes podem incluir materiais que limpam os ra dicais livres. Em algumas modalidades, os antioxidantes podem incluir mas não estão limitados a ácido ascórbico, ácido cítrico (o ácido cítrico pode ser encapsulado), óleo de alecrim, vitamina A, vitamina E, fosfato de vitamina E, hidroxitolueno butilado (BHT), hidroxianisol butilado (BHA), propil galato, tocoferóis, di-alfa-tocoferil fosfato, tocotrienóis, ácido alfa lipoico, ácido hidrolipoico, xantofils, beta criptoxanina, lico- peno, luteína, zeaxantina, astaxantina, beta-caroteno, carotenos, caro- tenoides mistos, polifenóis, flavonoides, e suas combinações. INGREDIENTES SUBSEQUENTES
[0056] A estrutura de goma pode também incluir quantidades de aditivos convencionais selecionados do grupo que consiste em agentes adoçantes (adoçantes em volume e de alta intensidade), amacia- dores, emulsificantes, enchimentos, agentes de volume (carregadores, extensores, adoçantes em volume), agentes flavorizantes (sabores, aromatizantes), agentes de cor (colorantes, colorizações), ingredientes funcionais, e similares, e suas misturas. Alguns destes aditivos podem servir a mais de um propósito. Por exemplo, na estrutura de goma sem açúcar, um adoçante, tal como maltilol ou outro álcool de açúcar, pode também funcionar como um agente de volume e especificamente um agente de volume solúvel em água. ADOÇANTES EM VOLUME
[0057] Os adoçantes em volume adequados incluem os monossa- carídeos, dissacarídeos e polissacarídeos tal como xilose, ribulose, glicose (dextrose), lactose, manose, galactose, frutose, (levulose), sucrose (açúcar), maltose, açúcar invertido, amido parcialmente hidroli- zado e sólidos de xarope de milho, alcoóis de açúcar, polímeros de glicose randomicamente ligados tal como aqueles polímeros distribuídos sob o nome de marca LitesseTM o qual é o nome de marca para polidextrose e é fabricado pela Danisco Sweeteners, Ltd. of 41-51 Brighton Road, Redhill, Surryey, RH1 6YS, Reino Unido; isomalte (uma mistura racêmica de alfa-D-glucopiranosil-1,6-manitol e alfa-D- glucopiranosil-1,6-sorbitol fabricados sob o nome de marca PALATINIT™ pela Palatinit Sussungsmittel GmbH de Gotlieb-Daimler-Strause 12 a, 68165 Mannheim, Alemanha); maltodextrinas; hidrolizados de amido hidrogenado; hexoses hidrolizadas; dissacarídeos hidrogena- dos; minerais, tal como carbonato de cálcio, talco dióxido de titânio, fosfato dicálcio; celuloses; e suas misturas.
[0058] Os adoçantes em volume sem açúcar adequados incluem sorbitol, xilitol, manitol, galactitol, lactitol, maltitol, eritritol, isomalte e suas misturas. Os hidrolizados de amido hidrogenados adequados incluem aqueles descritos na Patente U.S. Número 4.279.931 e vários xaropes e/ou pós de glicose hidrogenada os quais contêm sorbitol, maltitol, dissacarídeos hidrogenados, polissacarídeos mais altos hidro- genados, ou suas misturas. Os hidrolisados de amido hidrogenado são primariamente preparados pela hidrogenação catalítica de xaropes de milho. Os hidrolisados de amido hidrogenado resultantes são misturas de sacarídeos monoméricos, diméricos, e poliméricos. As razões destes diferentes sacarídeos fornecem a diferentes hidrolisados de amido hidrogenado diferentes propriedades. As misturas de hidrolisados de amido hidrogenado, tal como LYCASIN®, um produto comercialmente disponível fabricado pela Roquette Freres of France, e HYSTAR®, um produto comercialmente disponível fabricado pela SPI Polyols, Inc. of New Castle, Delaware, são também úteis.
[0059] Em algumas modalidades, a estrutura de goma pode incluir uma composição de poliol específica que inclui pelo menos um poliol o qual é de aproximadamente 30% a aproximadamente 80% por peso da dita estrutura de goma, e especificamente de 50% a aproximadamente 60%. Em algumas modalidades, tais estruturas de goma podem ter baixa higroscopicidade. A composição de poliol pode incluir qualquer poliol conhecido na técnica incluindo, mas não limitado a maltitol, sorbitol, eritritol, xilitol, manitol, isomalte, lactitol e suas combinações. LycasinTM o qual é um hidrolisado de amido hidrogenado que inclui sorbitol e maltitol, pode também ser utilizado.
[0060] A quantidade da composição de poliol ou combinação de polióis utilizada na estrutura de goma dependerá de muitos fatores incluindo o tipo de elastômeros utilizados na estrutura de goma e os po- lióis específicos utilizados. Por exemplo, em que a quantidade total da composição de poliol está na faixa de aproximadamente 40% a aproximadamente 65% com base no peso da estrutura de goma, a quantidade de isomalte pode ser de aproximadamente 40% a aproximadamente 60% além de uma quantidade de sorbitol de aproximadamente 0 até aproximadamente 10%, mais especificamente, uma quantidade de isomalte pode ser de aproximadamente 45% a aproximadamente 55% em combinação com sorbitol de aproximadamente 5% a aproximadamente 10% com base no peso da estrutura de goma.
[0061] A composição de poliol a qual pode incluir um ou mais dife rentes polióis os quais podem ser derivados de um organismo geneticamente modificado ("GMO") ou fonte livre de GMO. Por exemplo, o maltitol pode ser um maltitol livre de GMO ou provido por um hidrolisa- do de amido hidrogenado. Para os propósitos desta invenção, o termo "livre de GMO" refere-se a uma composição que foi derivada de um processo no qual organismos geneticamente modificados não são utilizados.
[0062] Os agentes adoçantes os quais podem estar incluídos em algumas estruturas de goma formadas utilizando os sistemas e métodos de acordo com os ensinamentos da presente invenção podem ser qualquer um de uma variedade de adoçantes conhecidos na técnica e pode ser utilizado em muitas formas físicas distintas bem conhecidas na técnica para prover uma explosão inicial de doçura e/ou uma sensação prolongada de doçura. Sem ser limitada a isto, tais formas físicas incluem formas livres, tal como spray seco, em pó, formas de gota, formas encapsuladas, e suas misturas. ADOÇANTES DE ALTA INTENSIDADE
[0063] Desejavelmente, o adoçante é um adoçante de alta intensi dade tal como aspartame, neotame, sucralose, monatina, e acesulfame potássio (Ace-K). O adoçante de alta intensidade pode estar em uma forma encapsulada, uma forma livre, ou ambas.
[0064] Em geral, uma quantidade efetiva de adoçante pode ser utilizada para prover o nível de doçura desejado, e esta quantidade pode variar com o adoçante selecionado. Em algumas modalidades, a quantidade de adoçante pode estar presente em quantidades de aproximadamente 0,001% a aproximadamente 3%, por peso da goma, dependendo do adoçante ou combinação de adoçantes utilizado. A faixa exata de quantidades para cada tipo de adoçante pode ser selecionada por aqueles versados na técnica.
[0065] Os adoçantes envolvidos podem ser selecionados de uma ampla faixa de materiais incluindo adoçantes solúveis em água, adoçantes artificiais solúveis em água, adoçantes solúveis em água derivados de adoçantes solúveis em água que ocorrem naturalmente, adoçantes baseados em dipeptídeo, e adoçantes baseados em proteínas, incluindo suas misturas. Sem ser limitado a adoçantes específicos, categorias e exemplos representativos incluem:
[0066] agentes adoçantes solúveis em água tal como dihidrocal- conas, monelina, steviosídeos, lo han quo, derivados de lo han quo , glicirrizina, dihidroflavenol, e alcoóis de açúcar tal como sorbitol, mani- tol, maltitol, xilitol, eritritol, e ácido L-aminodicarboxpilico, amidos de éster de ácido aminoalquenoico, tal como aqueles descritos na Patente U.S. Número 4.619.834, cuja descrição está aqui incorporada por referência, e suas misturas;
[0067] adoçantes artificiais solúveis em água tal como sais de sa carina solúveis, isto é, sais de sacarina de sódio ou cálcio, sais de ci- clamato, o sal de sódio, amônio ou cálcio de 3,4-dihidro-6-metil-1,2,3- oxatiazina-4-one-2,2-dióxido, o sal de potássio de 3,4-dihidro-6-metil- 1,2,3-oxatiazina-4-one-2,2-dióxido (Acesulfame-K), a forma ácida livre de sacarina, e suas misturas;
[0068] adoçantes baseados em dipeptídeo, tal como adoçantes derivados de ácido L-aspártico, tal como L-aspartil-L-fenilalanina metil éster (Aspartame), N-[N-(3,3-dimetilbutil)-L-α-aspartil]-L-fenilalanina 1- metill éster (Neotame), e materiais descritos na Patente U.S. Número 3.492.131, L-alfaaspartil-N-(2,2,4,4-tetrametil-3-tietanil)-D-alaninamida hidrato (Alitame), metil ésteres de L-aspartil-L-fenilglicerina e L- aspartil-L-2,5-dihidrofenil-glicina, L-aspartil-2,5-dihidro-L-fenilalanina; L-aspartil-L-(l-ciclohexeno)-alanina, e suas misturas;
[0069] adoçantes solúveis em água derivados de adoçantes solú veis em água que ocorrem naturalmente, tal como derivados clorados de açúcar comum (sucrose), por exemplo, derivados de clorodeoxia- çúcar tal como derivados de clorodeoxisucrose ou clorodeoxigalacto- sucrose, conhecidos, por exemplo, sob a designação de produto de Sucralose; exemplos de derivados de clorodeoxisucrose ou clorodeo- xigalactosucrose incluem mas não estão limitados a: 1-cloro-1'- deoxisucrose; 4-cloro-4-deoxi-alfa-D-galactopiranosil-alfa-D- fructofuranosídeo, ou 4-cloro-4-deoxigalactosucrose; 4-cloro-4-deoxi- alfa-D-galactopiranosil-1-cloro-l-deoxi-beta-D-fructo-f uranosídeo, ou 4,1'-dicloro-4,1'-dideoxigalactosucrose; 1',6'-dicloro1',6'- dideoxisucrose; 4-cloro-4-deoxi-alfa-D-galactopiranosil-1,6-dicloro-l,6- dideoxi-beta-D- fructofuranosídeo, ou 4,1',6'-tricloro-4,1',6'- trideoxigalactosucrose; 4,6-dicloro-4,6-dideoxi-alfa-D-galactopiranosil- 6-cloro-6-deoxi-beta-D- fructofuranosídeo, ou 4,6,6'-tricloro-4,6,6'- trideoxigalactosucrose; 6,1',6'-tricloro-6,1',6'-trideoxisucrose; 4,6- dicloro-4,6-dideoxi-alfa-D-galacto-piranosil-1,6-dicloro-l,6-dideoxi-beta- D-fructofuranosídeo, ou 4,6,1',6'-tetracloro 4,6,1',6'-tetradeoxigalacto- sucrose; e 4,6,1',6'-tetradeoxi-sucrose, e suas misturas;
[0070] adoçantes baseados em proteína tal como thaumaoccous danielli (Thaumatin I e II) e talina; e
[0071] O adoçante monatina (2-hidroxi-2-(indol-3-ilmetil)-4-ácido aminoglutárico) e seus derivados.
[0072] Os agentes adoçantes intensos podem ser utilizados em muitas formas físicas distintas bem conhecidas na técnica para prover uma explosão inicial de doçura e/ou uma sensação prolongada de doçura. Sem ser limitada a isto, tais formas físicas incluem formas livres, formas de spray seco, formas em pó, formas de gota, formas encapsuladas, e suas misturas. Em uma modalidades, o adoçante é um adoçante de alta intensidade, tal como aspartame, sucralose, e acesulfame potássio (por exemplo Ace-K ou acesulfame-K). Diversas formas representativas de adoçantes encapsulados e métodos para encapsular adoçantes estão ilustrados nas Patentes U.S. Números 7.244.454; 7.022.352; 6.759.066; 5.217.735 ;5.192.561; 5.164.210; 4.997.659 e 4.981.698 assim como as Publicações de Pedido de Patente U.S. Números 2007/0231424; 2004/0096544; 2005/0112236; e 2005/0220867, os ensinamento e a descrição das quais estão por meio disto incorporados em suas totalidades por referência a estas.
[0073] componente ativo (por exemplo, adoçante), o qual faz parte do sistema de fornecimento, pode ser utilizado em quantidades necessárias para conceder o efeito desejado associado com a utilização do componente ativo (por exemplo, doçura). Em geral uma quantidade efetiva de adoçante intenso pode ser utilizada para prover o nível de doçura desejado, e esta quantidade pode variar com o adoçante selecionado. O adoçante intenso pode estar presente em quantidades de aproximadamente 0.001% a aproximadamente 3%, por peso da composição, dependendo do adoçante ou combinação de adoçantes utilizado. A faixa exata de quantidades para cada tipo de adoçante pode ser selecionada por aqueles versados na técnica. XAROPES
[0074] A glicerina anidra pode também ser empregada como um agente amaciador, tal como o grau de United States Pharmacopeia (USP) comercialmente disponível. A Glicerina é um líquido xaroposo com um sabor quente doce e tem uma doçura de aproximadamente 60% daquela da cana de açúcar. Como a glicerina é uma higroscópi- ca, a glicerina anidra pode ser mantida sob condições anidras através de toda a preparação da estrutura de goma. Outros xaropes podem incluir o xarope de milho e o xarope de maltitol. FLAVORIZANTES
[0075] Em algumas modalidades, os flavorizantes podem incluir aqueles sabores conhecidos daqueles versados na técnica, tal como sabores naturais e artificiais. Estes flavorizantes podem ser escolhidos de óleos de sabor sintéticos e aromáticos e/ou óleos flavorizantes, oleorresinas, e extratos derivados de plantas, folhas, flores, frutas, e assim por diante, e suas combinações. Óleos de sabor representativos não limitantes incluem óleo de hortelã, óleo de canela, óleo de gaulté- ria (metil salicilato), óleo de menta, óleo de menta japonesa, óleo de cravo, óleo de louro, óleo de anis, óleo de eucalipto, óleo de tomilho, óleo de folha de cedro, óleo de noz moscada, óleo de pimenta da jamaica, óleo de sálvia, óleo de flor de noz moscada, óleo de amêndoas amargas, óleo de cássia. Flavorizantes também úteis são os sabores de fruta artificiais, naturais e sintéticos tal como baunilha, e óleos cítricos incluindo limão, laranja, lima, grapefruit, yazu, sudachi, e essên- cias de frutas incluindo maçã, pêra, pêssego, uva, morango, framboesa, amora, cereja, ameixa, abacaxi, damasco, banana, melão, ume, frutas tropicais, manga, mangostim, romã, papaia e assim por diante. Outros sabores potenciais cujos perfis de liberação podem ser administrados incluem um sabor de leite, um sabor de manteiga, um sabor de queijo, um sabor de creme, e um sabor de iogurte; um sabor de baunilha, sabores de chá ou café, tal como um sabor de chá verde, um sabor de chá oolong, um sabor de chá, um sabor de cacau, um sabor de chocolate, e um sabor de café; sabores de menta, tal como um sabor de menta, um sabor de hortelã e um sabor de menta japonesa; sabores de tempero, tal como um sabor de asafétida, um sabor de ajowan, um sabor de anis, um sabor de angélica, um sabor de funcho, um sabor de pimenta da jamaica, um sabor de canela, um sabor de camomila, um sabor de mostarda, um sabor de cardamomo, um sabor de alcaravia, um sabor de cominho, um sabor de louro, um sabor de pimenta, um sabor de coriandro, um sabor de açafrão, um sabor de segurelha, um sabor de Zanthoxyli Fructus, um sabor de pomo, um sabor de zimbro, um sabor de gengibre, um sabor de anis estrela, um sabor de raiz forte, um sabor de tomilho, um sabor de estragão, um sabor de endro, um sabor de pimenta caiena, um sabor de nos moscada, um sabor de manjericão, um sabor de manjerona, um sabor de alecrim, um sabor de folha de louro, um sabor de wasabi (raiz forte japonesa); sabores alcoólicos, tal como um sabor de vinho, um sabor de whisky, um sabor de conhaque, um sabor de rum, um sabor de gin, e um sabor de licor; sabores florais; e sabores vegetais, tal como um sa-bor de cebola, um sabor de alho, um sabor de repolho, um sabor de cenoura, um sabor de aipo, um sabor de cogumelo, e um sabor de tomate. Estes agentes flavorizantes podem ser utilizados em forma líquida ou sólida e podem ser utilizados individualmente ou em admistu- ra. Os sabores comumente utilizados incluem, mentas, tal como men- ta, mentol, hortelã, baunilha artificial, derivados de canela, e vários sabores de fruta, tanto empregados individualmente quanto em admistu- ra. Os sabores podem também prover propriedades refrescantes de hálito, especificamente os sabores de menta quando utilizados em combinação com os agentes refrescantes, aqui abaixo descritos. Em algumas modalidades, os flavorizantes podem ser escolhidos de geraniol, linalool, nerol, nerolidal, citronelol, heliotropina, metil ciclopentelo- na, etil baunilha, maltol, etil maltol, furaneol, compostos aliáceous, compostos de tipo de rosa tal como fenetaanol, ácido fenilácetico, nerol, ésteres de linalila, jasmim, sândalo, patchouli, e/ou cedro.
[0076] Em algumas modalidades, outros flavorizantes incluem al deídos e ésteres tal como acetato de cinamila, cinamaldeído, citral die- tilacetal, diidrocarvil acetato, formato de eugenila, p metilamisol, e assim por diante podem ser utilizados. Geralmente qualquer flavorizante ou aditivo de alimento tal como aqueles descritos em Chemicals Used in Food Processing, publication 1274, pages 63 258, by the National Academy of Sciences, podem ser utilizados. Esta publicação está aqui incorporada por referência. Estes podem incluir sabores naturais assim como sintéticos.
[0077] Exemplos adicionais de flavorizantes de aldeído incluem mas não estão limitados a acetaldeído (mação), benzaldeído (cereja, amêndoa), aldeído anísico (licorícia, anis), aldeído cinâmico (canela), citral, isto é alfa citral, (limão, lima), neral, isto é, beta citral (limão, lima), decanal (laranja, limão), etil vanilina (baunilha, creme), heliótrope, isto é, piperonal (baunilha, creme), vanilina (baunilha, creme), alfa amil cinamaldeído (sabores temperados frutosos), butiraldeído (manteiga, queijo), valeraldeíso (manteiga, queijo), citronelal (modifica, muitos tipos), decanal (frutos cítricos), aldeído C 8 (frutos cítricos), aldeído C 9 (frutos cítricos), aldeído C 12 (frutos cítricos), 2 etil butiraldeído (frutas vermelhas), hexenal, isto é, trans 2 (frutas vermelhas), tolil aldeído (ce- reja, amêndoa), veratraldeído (baunilha), 2,6 dimetil 5 heptenal, isto é, melonal (melão), 2,6 dimetiloctanal (frutas verdes), e 2 dodecenal (cítrico, tangerina), cereja, uva, mirtilo, amora, bolo de morango, e suas misturas.
[0078] Em algumas modalidades, os agentes flavorizantes são uti lizados em níveis que proveem uma experiência sensorial perceptível isto é, em ou acima de seus níveis limite. Em outras modalidades, os agentes flavorizantes são utilizados em níveis abaixo de seus níveis limite de modo que estes não provenham uma experiência sensorial perceptível independente. Em níveis de sublimite, os agentes flavori- zantes podem prover uma benefício auxiliar tal como melhoramento ou potencialização de sabor.
[0079] Em algumas modalidades, um agente flavorizante pode ser empregado ou em forma líquida e/ou forma seca. Quando empregado na última forma, um meio de secagem adequado tal como secagem de spray do líquido pode ser utilizado. Alternativamente, o agente flavori- zante pode ser absorvido sobre materiais solúveis em água, tal como celulose, amido, açúcar, maltodextrina, goma arábica e assim por diante ou pode ser encapsulado. Em ainda outras modalidades, o agente flavorizante pode ser adsorvido por sobre sílicas, zeólitos, e similares.
[0080] Em algumas modalidades, os agentes flavorizantes podem ser utilizados em muitas formas físicas distintas. Sem ser limitado a estas, tais formas físicas incluem formas livres, tal como seco em spray, pulverizado, formas de gota, formas encapsuladas, e suas misturas.
[0081] Ilustrações do encapsulamento de sabores assim como ou tros componentes adicionais podem ser encontradas nos exemplos aqui providos. Tipicamente, o encapsulamento de um componente resultará em um retardo na liberação da quantidade predominante do componente durante o consumo de uma estrutura de goma que inclui o componente encapsulado (por exemplo, como parte de um sistema de fornecimento adicionado como um ingrediente à estrutura de goma). Em algumas modalidades, o perfil de liberação do ingrediente (por exemplo, o sabor, adoçante, etc.) pode ser administrado administrando várias características do ingrediente, do sistema de fornecimento que contém o ingrediente e/ou da estrutura de goma que contém o sistema de fornecimento e/ou como o sistema de fornecimento é feito. Por exemplo, as características poderiam incluir uma ou mais das seguintes: resistência à tração do sistema de fornecimento, solubilidade em água do ingrediente, solubilidade em água do material de encapsulamento, solubilidade em água do sistema de fornecimento, razão de ingrediente para material de encapsulamento no sistema de fornecimento, tamanho de partícula de ingrediente médio ou máximo, tamanho de partícula de sistema de fornecimento moído médio ou máximo, a quantidade do ingrediente ou do sistema de fornecimento na estrutura de goma, razão de diferentes polímeros utilizados para encapsular um ou mais ingredientes, hidrofobicidade de um ou mais polímeros utilizados para encapsular um ou mais ingredientes, hidrofobicidade do sistema de fornecimento, o tipo ou a quantidade de revestimento sobre o sistema de fornecimento, o tipo ou a quantidade de revestimento sobre um ingrediente antes do ingrediente ser encapsulado, etc. INGREDIENTES PERCEPTÍVEIS
[0082] Os compostos perceptíveis podem incluir agentes refres cantes, agentes de aquecimento, agentes de formigamento, agentes efervescentes, e suas combinações. Uma variedade de agentes refrescantes bem conhecidos pode ser empregada. Por exemplo, entre os agentes refrescantes úteis estão incluídos o xilitol, eritritol, dextrose, sorbitol, mentano, mentona, cetais, mentona cetais, mentona glicerol cetais, mentanos p substituído, carboxamidas acíclicas, mono mentil glutarato, ciclohexanamidas substituídas, ciclohexano carboxamidas substituídas, uréias e sulfonamidas substituídas, mentanóis substituídos, derivados de hidroximetil e derivados de hidroximetil de p menta- no, 2 mercapto ciclo decanona, ácidos hidroxicarboxílicos com 2 6 átomos de carbono, ciclohexanamidas, acetato de mentila, salicilato de mentila, N,2,3 trimetil 2 isopropil butanamida (WS 23), N etil p mentano 3 carboxamida (WS 3), isopulegol, 3-(1-mentóxi)propano-1,2-diol, 3-(1- mentóxi)-2-metilpropano-1,2-diol, p-mentano-2,3-diol, p-mentano-3,8- diol, 6-isopropil-9-metil-1,4-dioxaspiro[4,5]decano-2-metanol, succinato de mentila e seus sais metálicos de terra alcalina, trimetilciclohexanol, N-etil-2-isopropil-5-metilciclohexanocarboxamida, óleo de menta japonesa, óleo de hortelã, 3-(1-mentóxi)etano-1-ol, 3-(1-mentóxi)propano- 1-ol, 3-(1-mentóxi)butano-1-ol, 1-ácido mentilacético N-etilamida, 1- mentil-4-hidroxipentanoato, 1-mentil-3-hidroxibutirato, N,2,3-trimetill-2- (1-metiletil)-butanamida, n-etil-t-2-c-6 nonadienamida, N,N-dimetil mentil succinamida, p-mentanos substituído, p-mentano-carboxamidas substituídas, 2-isopropanil-5-metilciclohexanol (da Hisamitsu Pharmaceuticals, daqui em diante "isopregol"); mentona glicerol cetais (FEMA 3807, nome de marca FRESCOLAT® tipo MGA); 3-1-mentoxipropano- 1,2-diol (da Takasago, FEMA 3784); e mentil lactato; (da Haarman & Reimer, FEMA 3748, nome de marca FRESCOLAT® tipo ML), WS-30, WS-14, extrato de Eucalipto (p-Mehtha-3,8-Diol), Mentol (seus derivados naturais ou sintéticos), Mentol PG carbonato, Mentol EG carbonato, Mentol gliceril éter, N-tertbutil-p-mentano-3-carboxamida, P- mentano-3-ácido carboxílico glicerol éster, Metil-2-isopril-biciclo (2.2.1), Heptano-2-carboxamida; e Mentol metil éter, e mentil pirrolidona car- boxilato entre outros. Estes e outros agentes refrescantes estão adicionalmente descritos nas seguintes Patentes U.S., todas as quais estão incorporadas por referência em sua totalidade por referência: U.S. 4.230.688; 4.032.661; 4.459.425; 4.136.163; 5.266.592; 6.627.233.
[0083] Em algumas modalidades, componentes de aquecimento podem ser selecionados de uma ampla variedade de compostos conhecidos prover o sinal sensorial de aquecimento para o usuário. Estes compostos oferecem a sensação percebida de calor, especificamente dentro da cavidade oral, e frequentemente melhoram a percepção de sabores, adoçantes e outros compostos organolépticos. Em algumas modalidades, compostos de aquecimento úteis podem incluir vanilil álcool n butiléter (TK 1000) suprido pela Takasago Perfumary Company Limited, Tóquio, Japão, vanilil álcool n propiléter, vanilil álcool isopropiléter, vanilil álcool isobutiléter, vanilil álcool n aminoéter, vanilil álcool isoamilaéter, vanilil álcool n hexilaéter, vanilil álcool meti- léter, vanilil álcool etiléter, gingerol, shogaol, paradol, zingerona, cap- saicina, dihidrocapsaicina, nordihidrocapsaicina, homocapsaicina, ho- modihidrocapsaicina, etanol, isopropil álcool, iso amilálcool, benzil álcool, glicerina, e suas combinações.
[0084] Em algumas modalidades, uma sensação de formigamento pode ser provida. Uma tal sensação de formigamento é provida adicionando jambu, oleorresina, ou spilantol como alguns exemplos.. Em algumas modalidades, alquilamidas extraídas de materiais tais como jambu ou sanshool podem ser incluídas. Além disso, em algumas modalidades, uma sensação é criada devido à efervescência. Tal efervescência é criada combinando um material alcalino com um material ácido. Em algumas modalidades, um material alcalino pode incluir carbonatos de álcali metálico, bicarbonatos de álcali metálico, carbonatos metálicos de terra alcalina, bicarbonatos metálicos de terra alcalina e suas misturas. Em algumas modalidades, um material ácido pode incluir ácido acético, ácido adípico, ácido ascórbico, ácido butírico, ácido cítrico, ácido fórmico, ácido fumárico, ácido glicônico, ácido láctico, ácido fosfórico, ácido málico, ácido oxálico, ácido succínico, ácido tar- tárico e suas combinações. Exemplos de percepções do tipo de "for- migamento" podem ser encontrados na Patente U.S. Número 6.780.443, o conteúdo inteiro da qual está aqui incorporado por referência para todos os propósitos.
[0085] Componentes de percepção podem também ser referidos como "estimulantes trigeminais" tal como aqueles descritos no Pedido de Patente U.S. Número 205/0202118, o qual está aqui incorporado por referência. Os estimulantes trigeminais são definidos como um produto ou agente oralmente consumido que estimula o nervo trigeminal. Exemplos de agentes refrescantes os quais são estimulantes tri- geminais incluem mentol, WS-3, N- p-mentano carboxamida substituído, carboxamidas acíclicas incluindo WS-23, metil succinato, mentona glicerol cetais, adoçantes em volume tal como xilitol, eritritol, dextrose, e sorbitol, e suas combinações. Os estimulantes trigeminais podem também inclui sabores, agentes de formigamento, extrato de Jambu, vanilil alquil éteres, tal como vanilil n-butil éter, spilantol, extrato de Echinacea, extrato de Northern Prickly Ash, capsaicina, oleorresina de capsicum, oleorresina de pimenta vermelha, oleorresina de pimenta preta, piperina, oleorresina de gengibre, gingerol, shoagol, oleorresina de canela, oleorresina de cassia, aldeído cinâmico, eugenol, acetal cíclico de vanilina e mentol glicerin éter, amidos insaturados, e suas combinações.
[0086] Em algumas modalidades, os componentes de percepção são utilizados em níveis que proveem uma experiência sensorial perceptível, isto é, nos ou acima de seus níveis limite. Em outras modalidades, os componentes de percepção são utilizados em níveis abaixo de seus níveis limite de modo que estes não provenham uma experiência sensorial perceptível independente. Em níveis de sublimite, os perceptíveis podem prover um benefício auxiliar tal como melhoramento ou potencialização de sabor ou doçura. INGREDIENTES POTENCIALIZADORES
[0087] Os potencializadores podem incluir materiais que podem intensifica, suplementar, modificar ou melhorar a percepção de sabor e/ou aroma de um material original sem introduzir uma percepção própria de sabor e/ou aroma característica. Em algumas modalidades, os potencializadores projetados para intensificar, suplementar, modificar, ou melhorar a percepção de sabor, doçura, azedo, umami, kokumi, salgado e suas combinações podem ser incluídos.
[0088] Em algumas modalidades, exemplos de potencializadores adequados, também conhecidos como potencializadores de sabor incluem, mas não estão limitados a, neohesperidina dihidrocalcona, ácido clorogênico, alapiridaína, cinarina, miraculina, glupiridaina, compostos de piridinio-betaína, glutamatos, tal como glutamato de monossó- dio e glutamato de monopotássio,
[0089] neotame, taumatina, tagatose, trehalose, sais, tal como clo reto de sódio, monoamônio glicirrizinato, extrato de baunilha (em etil álcool), ácidos de açúcar, cloreto de potássio, sulfato ácido de sódio, proteínas vegetais hidrolisadas, proteínas animais hidrolisadas, extrato de fermento, monofosfato de adenosina (AMP), glutationa, nucleotí- deos, tal como monofosfato de inosina, inosinato dissódio, monofosfa- to de xantosina, monofosfato de guanilato, alapiridaína (N-(1- carboxietil)-6-(hidroximetil)piridínio-3-ol sal interno, extrato de beterraba (extrato alcoólico), essência de folha de cana de açúcar (extrato alcoólico), curculina, strogina, mabinlina, ácido gimnêmico, ácidos hi- droxibenzoicos, 3-ácido hidrobenzoico, 2,4-ácido dihidrobenzoico, citrus aurantium, oleorresina de baunilha, essência de folha de cana de açúcar, maltol, etil maltol, vanilina, glicirrizinatos de licorícia, compostos que respondem a receptores acoplados em proteína G
[0090] (T2Rs e T1Rs) e composições de potencializador de sabor que concedem kokumi, como descrito na Patente U.S.Número 5.679.397 para Kuroda et al., a qual está aqui incorporada em sua to- talidade por referência. "Kokumi" refere-se a materiais que concedem "sensação de boca cheia" e "corpo bom".
[0091] Os potencializadores de adoçantes, os quais são um tipo de potencializador de sabor, melhoram o sabor de doçura. Em algumas modalidades, os potencializadores de adoçante incluem, mas não estão limitados, a, glicirrizinato de monoamônio, glicirrizinatos de lico- rícia, citrus aurantium, alapiridaína, alapiridaína (N-(1-carboxietil)-6- (hidroximetil)piridínio-3-ol) sal interno, miraculina, curculina, strogina, mabinlina, ácido gimnêmico, cinarina, glupiridaína, compostos de piri- dínio-betaína, extrato de beterraba, neotame, taumatina, neohesperi- dina dihidrocalcona, ácidos hidroxibenzoicos, tagatose, trehalose, maltol, etil maltol, extrato de baunilha, oleorresina de baunilha, vanilina, extrato de beterraba (extrato alcoólico), essência de folha de cana de açúcar (extrato alcoólico), compostos que respondem a receptores acoplados em proteína G (T2Rs e T1Rs) e suas combinações.
[0092] Exemplos adicionais de potencializadores para o melhora mento de sabor de sal incluem peptídeos ácidos, tal como aqueles descritos na Patente U.S. Número 6.974.597, aqui incorporada por referência. Os peptídeos ácidos incluem peptídeos que têm um maior número de aminoácidos ácidos, tal como ácido aspártico e ácido glu- tâmico, do que os aminoácidos básicos, tal como lisina, arginina e his- tidina. Os peptídeos ácidos são obtidos por síntese de peptídeo ou sujeitando as proteínas à hidrólise utilizando endopeptidase, e se necessário, deamidação. Proteínas adequadas para utilização na produção dos peptídeos ácidos ou os peptídeos obtidos sujeitando uma proteína à hidrólise de amidação incluem proteínas de plantas (por exemplo, glúten de trigo, proteína de milho (por exemplo, zeína e farinha de glúten), isolado de proteína de soja), proteínas animais (por exemplo, proteínas de leite tal como caseína de leite e proteína de soro de leite, proteínas de músculo tal como proteína de carne e proteína de carne de peixe, proteína de clara de ovo e colágeno), e proteínas microbianas (por exemplo, proteína de célula microbiana e polipeptídeos produzidos por microorganismos).
[0093] A sensação de efeitos de aquecimento ou esfriamento pode também ser prolongada com a utilização de um adoçante hidrofóbico como descrito na Publicação de Pedido de Patente U.S. 2003/0072842 A1 a qual está aqui incorporada em sua totalidade por referência. INGREDIENTES DE ÁCIDO ALIMENTÍCIO
[0094] Os ácidos podem incluir, mas não estão limitados a ácido acético, ácido adípico, ácido ascórbico, ácido butírico, ácido cítrico, ácido fórmico, ácido fumárico, ácido glicônico, ácido láctico, ácido fosfórico, ácido málico, ácido oxálico, ácido succínico, ácido tartárico, ácido aspártico, ácido benzoico, ácido cafeotânico, ácido iso-cítrico, ácido citramálico, ácido galacturônico ácido, glucurônico, ácido glicérico, ácido glicólico, ácido cetoglutárico, ácido a- cetoglutárico, ácido lactoiso- cítrico, ácido oxalacético, ácido pirúvico, ácido quínico, shikimic, ácido succínico, ácido tânico, ácido hidroxiacético, ácido subérico, ácido se- bácico, ácido azelaico, ácido pimélico, ácido cáprico e suas combinações. EMULSIFICANTES
[0095] A estrutura de goma pode também incluir emulsificantes os quais ajudam na dispersão dos componentes imiscíveis em um único sistema estável. Os emulsificantes úteis nesta invenção incluem gliceril monoestearato, lecitina, monoglicerídeos de ácido graxo, diglicerídeos, monoestearato de propileno glicol, metil celulose, alginatos, carragena, goma xantana, gelatina, alfarroba, tragacanto, goma de alfarroba, pec- tina, alginatos, galactomananos tal como goma guar, goma de alfarroba, glucomanano, gelatina, amido, derivados de amido, dextrinas e derivados de celulose tal como carbóxi metil celulose, acidulantes tal como ácido málico, ácido adípico, ácido cítrico, ácido tartárico, ácido fumárico, e similares, utilizados sozinhos e suas misturas. O emulsifi- cante pode ser empregado em quantidades de aproximadamente 2% a aproximadamente 15%, e mais especificamente de aproximadamente 7% a aproximadamente 11%, por peso de estrutura de goma. CORES
[0096] Os agentes colorantes podem ser utilizados em quantida des efetivas para produzir a cor desejada. Os agentes colorantes podem incluir pigmentos os quais podem ser incorporados em quantidades até aproximadamente 6%, por peso da goma. Por exemplo, dióxido de titânio pode ser incorporado em quantidades até aproximadamente 2%, e de preferência menos de aproximadamente 1%, por peso da estrutura de goma. Os colorantes podem também incluir cores e corantes alimentícios naturais adequados para aplicações de alimentos, fármacos e cosméticos. Estes colorantes são conhecidos como corantes e pigmentos F.D.& C. Os materiais aceitáveis para os usos acima são de preferência solúveis em água. Exemplos não limitantes ilustrativos incluem o corante indigoide conhecido como F.D.& C. Azul No.2, o qual é o sal de dissódio de 5,5-ácido indigotindisulfônico. Similarmente, o corante conhecido como F.D.& C. Verde No.1 compreende um corante trifenilmetano e é o sal de monossódio de 4-[4-(N-etil- p-sulfoniumbenzilamino) difenilmetileno]-[1-(N-etil -N-p- sulfoniumbenzil)-delta-2,5-ciclohexadieneimina]. Uma recitação completa de todos os corantes F.D.& C. e suas estruturas químicas correspondentes pode ser encontrada na Kirk-Othmer Encyclopedia of Chemical Technology, 3rd Edition, no volume 5 nas páginas 857-884, cujo texto está aqui incorporado por referência.
[0097] Como classificado pelo United States Food, Drug, and Cosmetic Act (21 C.F.R. 73), as cores podem incluir cores isentas de certificação (algumas vezes referidas como naturais apesar destas poderem ser sinteticamente fabricadas) e cores certificadas (algumas vezes referidas como artificiais), ou suas combinações. Em algumas modalidades, as cores isentas de certificação ou naturais podem incluir, mas não estão limitada a extrato anato, (E160b), bixina, norbixina, astaxantina, beterraba desidratada (pó de beterraba), vermelho de raiz de beterraba / betanina (E162), azul ultramarino, cantaxantina (E161g), criptoxantina (E161c), rubixantian (E161d), violanxantina (E161e), rodoxantina (E161f), caramelo (E150(a-d)), β-apo-8-carotenal (E160e), β-caroteno (E160a), alfa caroteno, gama caroteno, etil éster de beta-apo-8 carotenal (E160f), flavoxantina (E161a), luteína (E161b), extrato coquineal (E120); carmina (E132), carmoisina/azorubina (E122), sódio cobre clorofilina (E141), clorofil (E140), farinha de semente de algodão cozida torrada parcialmente desengordurada, gluconato ferroso, lactato ferroso, extrato de cor de uva, extrato de casca de uva, (enocianina), antocianinas (E163), farinha de haematococcus algae, óxido de ferro sintético, óxidos e hidróxidos de ferro (E172), suco de frutas, suco de legumes, farinha de algas secas, farinha e extrato de tagetes (tagete Aztec), óleo de cenoura, óleo de endosperma de milho, páprica, oleoreesina de páprica, fermento de fáfia, riboflavina (E101), açafrão, dióxido de titânio, turmérico (E100), oleorresina de tumérico, amaranto (E123), capsantina/capsorbina (E160c), licopeno (E160d), e suas combinações.
[0098] Em algumas modalidades, as cores certificadas podem in cluir, mas não estão limitadas a, FD&C azul #1, FD&C azul #2, FD&C verde #3, FD&C vermelho #3, FD&C vermelho #40, FD&C amarelo #5 e FD&C amarelo #6, tartrazina (E102), amarelo quinolina (E104), amarelo crepúsculo (E110), ponceau (E124), eritrosina (E127), azul patente V (E131), dióxido de titânio (E171), alumínio (E173), prata (E174), ouro (E175), pigmento rubina/litol rubina BK (E180), carbonato de cálcio (E170), negro de fumo (E153), preto PN/preto brilhante BN (E151), verde S/verde brilhante ácido BS (E142), e suas combinações. Em algumas modalidades, as cores certificadas podem incluir pigmentos de alumínio FD&C. Estes incluem os sais de alumínio de corantes FD&C estendidos sobre um substrato insolúvel de hidrato de alumina. Além disso, em algumas modalidades, as cores certificadas podem ser incluídas como sais de cálcio. INGREDIENTES FUNCIONAIS
[0099] Aditivos adicionais que incluem ingredientes funcionais in cluem agentes refrescantes fisiológicos, agentes de alívio de garganta, temperos, agentes de aquecimento, agentes embranquecedores de dentes, ou outros ingredientes de cuidados dentais, agentes refrescantes de hálito, vitaminas, nutracêuticos, fitoquímicos, polifenóis, antioxi- dantes, ingredientes ativos, minerais, cafeína, fármacos e outros ativos podem também estar incluídos na composição de goma. Tais componentes podem ser utilizados em quantidades suficientes para atingir os seus efeitos pretendidos e serão mais totalmente abaixo discutidos. INGREDIENTES REFRESCANTES DE HÁLITO
[00100] Os refrescantes de hálito podem inclui óleos essenciais assim como vários aldeídos, alcoóis, e materiais similares. Em algumas modalidades, os óleos essenciais podem incluir óleos de menta, hortelã, gaultéria, sassafrás, clorofila, citral, geraniol, cardamomo, cravo, salva, carvacrol, eucalipto, cardamomo, extrato de casca de magnólia, manjerona, canela, limão, lima, grapefruit, e laranja. Em algumas modalidades, aldeídos tal como aldeído cinâmico e salicilaldeído podem ser utilizados. Além disso, produtos químicos tais como mentol, carvo- na, iso-garrigol, e anetol podem funcionar como refrescantes de hálito. Destes, os mais comumente empregados são os óleos de menta, hortelã e clorofila.
[00101] Além de óleos essenciais e produtos químicos derivados destes, em algumas modalidades os refrescantes de hálito podem incluir mas não estão limitados a citrato de zinco, acetato de zinco, fluo- reto de zinco, sulfato de zinco amônio, brometo de zinco, iodeto de zinco, cloreto de zinco, nitrato de zinco, fluorossilicato de zinco, gluconato de zinco, tartarato de zinco, succinato de zinco, formato de zinco, cromato de zinco, sulfonato de zinco fenol, ditionato de zinco, sulfato de zinco, nitrato de prata, salicilato de zinco, glicerofosfato de zinco, nitrato de cobre, clorofila, clorofila de cobre, clorofilina, óleo de semente de algodão hidrogenado, dióxido de cloro, beta ciclodextrina, zeólito, materiais baseados em sílica, materiais baseados em carbono, enzimas tal como lacase e suas combinações.
[00102] Em algumas modalidades, os perfis de liberação de probió- ticos pode ser administrada para uma estrutura de goma que inclui, mas não limitado a microorganismos de produção de ácido láctico tal como Bacillus coagulans, Bacillus subtilis, Bacillus laterosporus, Bacillus laevolacticus, Sporolactobacillus inulinus, Lactobacillus acidophilus, Lactobacillus curvatus, Lactobacillus plantarum, Lactobacillus jen- seni, Lactobacillus casei, Lactobacillus fermentum, Lactococcus lactis, Pedioccocus acidilacti, Pedioccocus pentosaceus, Pedioccocus urinae, Leuconostoc mesenteroides, Bacillus coagulans, Bacillus subtilis, Bacillus laterosporus, Bacillus laevolacticus, Sporolactobacillus inulinus e suas misturas. Os refrescantes de hálito são também conhecidos pelos seguintes nomes de marca: Retsyn,™ Actizol,™ e Nutrazin.™ Exemplos de composições de controle de mau odor estão também incluídos na Patente U.S. Número 5.300.305 para Stapler et al. e nas Publicações de Pedido de Patente U.S. Números 2003/0215417 e 2004/0081713 as quais estão aqui incorporadas em sua totalidade por referência para todos os propósitos. INGREDIENTES DE CUIDADOS DENTAIS
[00103] Os ingredientes de cuidados dentais (também conhecidos como ingredientes de cuidados orais) podem incluir mas não estão limitados a branqueadores dentais, removedores de manchas, limpeza oral, agentes alvejantes, agentes dessensibilizantes, agentes de remi- neralização dental, agentes antibacterianos, agentes anticáries, agentes de alívio de placa ácida, tensoativos e agentes anticálculos. Exemplos não limitantes de tais ingredientes podem incluir, agentes hidrolíticos que incluem enzimas proteolíticas, abrasivos tais como sílica hidratada, carbonato de cálcio, bicarbonato de sódio, e alumina, outros componentes de remoção de manchas ativos tal como agentes ativos de superfície, incluindo, mas não limitado a tensoativos aniôni- cos tal como estearato de sódio, palminato de sódio, oleato de butil sulfato, oleato de sódio, sais de ácido fumárico, glicerol, lecitina hidro- xilada, lauril sulfato de sódio, e quelantes tais como polifosfatos, os quais são tipicamente empregados como ingredientes de controle de tártaro. El algumas modalidades, os ingredientes de cuidados dentais podem também incluir pirofosfato tetrassódio e tripolifosfato de sódio, bicarbonato de sódio, pirofosfato de sódio ácido, tripolifosfato de sódio, xilitol, hexametafosfato de sódio.
[00104] Em algumas modalidades, peróxidos tal como peróxido de carbamida, peróxido de cálcio, peróxido de magnésio, peróxido de sódio, peróxido de hidrogênio, e peroxidifosfato são incluídos. Em algumas modalidades, nitrato de potássio e citrato de potássio são incluídos. Outros exemplos podem incluir glicomacropeptídeo de caseína, peptona de caseína de cálcio-fosfato de cálcio, fosfopeptídeos de caseína, fosfopeptídeo de caseína-fosfato de cálcio amorfo (CPP-ACP), e fosfato de cálcio amorfo. Ainda outros exemplos podem incluir papa- ína, crilase, pepsina, tripsina, lisozima, dextranase, mutanase, glicoa- milase, amilase, glucose oxidase, e suas combinações.
[00105] Exemplos adicionais podem incluir tensoativos tal como es- tearato de sódio, ricinoleato de sódio, e tensoativos de sulfato de sódio lauril para utilização em algumas modalidades para conseguir uma ação profilática aumentada e tornar os ingredientes de cuidados den- tais mais cosmeticamente aceitáveis. Os tensoativos podem de preferência ser materiais detergentes os quais concedem à composição propriedades detergentes e espumantes. Exemplos adequados de tensoativos são os sais solúveis em água de monossulfatos de mono- glicerídeo de ácido graxo mais altos, tal como o sal de sódio do mono- glicerídeo monossulfatado de ácidos graxos de óleo de coco hidroge- nado, sulfatos de alquila mais altos tal como sulfato de sódio lauril, al- quil aril sulfonatos tal como o sulfonato de sódio dodecil benzeno, sul- foacetados de alquil mais altos, sulfoacetato de sódio lauril, ésteres de ácido graxo mais altos de 1,2-dihidróxi propano sulfonato, e as acil amidas alifáticas mais altas substancialmente saturadas de compostos de ácido amino carboxílico alifático mais baixos, tal como aqueles que têm 12 a 16 carbonos no ácido graxo, radicais alquil ou alcil ou similares. Exemplos das amidas mencionadas por último são N-lauroil sar- cosina, e os sais de sódio, potássio, e etanolamina de N-lauroil, N- miristoil, ou N-palmitoil sarcosina.
[00106] Além de tensoativos, os ingredientes de cuidados dentais podem incluir agentes antibacterianos tal como, mas não limitado a, triclosan, clorexidina, citrato de zinco, nitrato de prata, cobre, limoneno, e cloreto de cetil piridínio. Em algumas modalidades, agentes anticá- ries adicionais podem incluir íons de flúor ou componentes que proveem flúor tal como sais de flúor inorgânicos. Em algumas modalidades, sais de álcali metálico solúveis, por exemplo, fluoreto de sódio, fluoreto de potássio, fluorossilicato de sódio, fluorosilicato de amônio, monoflu- orofosfato de sódio, assim como fluoretos de estanho, tal como fluore- to estanoso e cloreto estanoso podem ser incluídos. Em algumas modalidades, um composto que contém flúor que tem um efeito benéfico sobre os cuidados e a higiene da cavidade oral, por exemplo, diminuição de solubilidade de esmalte em ácido e proteção dos dentes contra decaimento pode também ser incluído como um ingrediente. Seus exemplos incluem fluoreto de sódio, fluoreto estanoso, fluoreto de potássio, fluoreto estanoso de potássio (SnF.sub.2 -KF), hexafluoroesta- nato de sódio, clorofluoreto estanoso, fluorozirconato de sódio, e mo- nofluorofosfato de sódio. Em algumas modalidades, uréia está incluída.
[00107] Exemplos adicionais estão incluídos nas seguintes patentes U.S. e pedidos de patente publicados U.S., os conteúdos de todos os quais estão aqui incorporados em sua totalidade por referência para todos os propósitos: Patentes U.S. Números 5.227.154 para Reynolds, 5.378.131 para Greenberg, 6.846.500 para Luo et al., 6.733.818 para Luo et al., 6.696.044 para Luo et al., 6.685.916 para Holme et al., 6.485.739 para Luo et al., 6.479.071 para Holme et al., 6.471.945 para Luo et al., Publicações de Patente U.S. Números 20050025721 para Holme et al., 2005008732 para Gebreselassie et al., e 20040136928 para Holme et al. INGREDIENTES ATIVOS
[00108] Os ativos geralmente referem-se àqueles ingredientes que são incluídos em um sistema de fornecimento e/ou estrutura de goma para o benefício final desejado que estes proveem para o usuário. Em algumas modalidades, os ativos podem incluir medicamentos, nutrientes, nutracêuticos, herbais, suplementos nutricionais, farmacêuticos, fármacos, e similares e suas combinações.
[00109] Exemplos de fármacos úteis incluem inibidores ace, fárma- cos antiangina, antiarritmias, antiasmáticas, anticolesterolêmicas, analgésicas, anestésicas, anticonvulsivas, antidepressivas, agentes antidiabéticos, preparações antidiarreia, antídotos, anti-histamínicos, fármacos anti-hipertensivas, agentes anti-inflamatórios, agentes antili- pídios, antimanias, antinauseantes, agentes anti-infarto, preparações antitiroide, fármacos antitumores, agentes antivirais, fármacos de acne, alcaloides, preparações de aminoácidos, antitussígenos, fármacos antiuricêmicos, fármacos antivirais, preparações anabólicas, agente anti-infecciosos sistêmicos e não sistêmicos, antineoplasia, agentes anti-parkinsonianos, agentes antirreumáticos, estimulantes de apetite, modificadores de resposta biológica, modificadores de sangue, reguladores de metabolismo ósseo, agentes cardiovasculares, estimulantes de sistema nervoso central, inibidores de colinesterase, contracepti- vos, descongestionantes, suplementos dietéticos, agonistas de receptor de dopamina, agentes de administração de endometriose, enzimas, terapias de disfunção erétil tal como citrato de sildenafila, o qual é correntemente comercializado como Viagra™, agentes de fertilidade, agentes gastrointestinais, remédios homeopáticos, hormônios, agentes de administração de hipercalcemia e hipocalcemia, imunomodulado- res, imunosupressivos, preparações para enxaqueca, tratamentos para enjôo, relaxantes musculares, agentes de administração de obesidade, preparações para osteoporose, oxitócicos, parassimpatolíticos, parassimpatomiméticos, prostaglandinas, agentes psicoterapêuticos, agentes respiratórios, sedativos, auxiliadores de cessação de fumar tal como bromocriptina ou nicotina, simpatolíticos, preparações para tremor, agentes de trato urinário, vasodilatores, laxativos, antiácidos, resinas de troca de íons, antipiréticos, supressores de apetite, expecto- rantes, agentes antiansiedade, agentes antiúlcera, substância anti- inflamatória, dilatadores coronarianos, dilatadores cerebrais, vasodila- tores periféricos, psicotrópicos, estimulantes, fármacos anti- hipertensivos, vasoconstritores, tratamentos de enxaqueca, antibióticos, tranquilizantes, antipsicóticos, fármacos antitumor, anticoagulan- tes, fármacos antitrombóticos, hipnóticos, antieméticos, antinausean- tes, anticonvulsivos, fármacos neuromusculares, agentes hiper e hipo- glicêmicos, preparações de tiroide e antitiroide, diuréticos, antiespas- módicos, relaxantes uterinos, fármacos antiobesidade, fármacos eri- tropoiéticos, antiasmáticos, supressores de tosse, mulcolíticos, fárma- cos de modificação de DNA e genética, e suas combinações.
[00110] Exemplos de ingredientes ativos contemplados para utilização em algumas modalidades podem incluir antiácidos, antagonistas de H2, e analgésicos. Por exemplo, as dosagens de antiácido podem ser preparadas utilizando os ingredientes carbonato de cálcio sozinho ou em combinação com hidróxido de magnésio, e/ou hidróxido de alumínio. Mais ainda, os antiácidos podem ser utilizados em combinação como os antagonistas de H2.
[00111] Os analgésicos incluem opiatos e derivados de opiato, tal como Oxycontin™, ibuprofeno, aspirina, acetaminofeno, e suas combinações que podem opcionalmente incluir cafeína.
[00112] Outros ingredientes ativos de fármacos para utilização em modalidades podem incluir antidiarréicos tal como Immodium™ AD, anti-histaminas, antitussígenos, descongestionantes, vitaminas, e refrescante de hálito. Também contemplados para utilização aqui são os ansiolíticos tal como Xanax™; antipsicóticos tal como Clozaril™ e Haldol™; anti-inflamatórios não esteroidais (NSAID’s) tal como ibuprofe- no, naproxeno de sódio, Voltaren™ e Lodine™, anti-histamínicos tal como Claritin™, Hismanal™, Relafen™, e Tavist™; antieméticos tal como Kytril™ e Cesamet™; broncodilatadores tal como Bentolin™, Proventil™; antidepressivos tal como Prozac™, Zoloft™, e Paxil™; antienxaquecas tal como Imigra™, inibidores de ACE tal como Vaso-tec™, Capoten™ e Zestril™; agentes anti-Alzheimer tal como Nicergo- line™; e antagonista de CaH tal como Procardia™, Adalat™, e Ca- lan™.
[00113] Os antagonistas de H2 populares os quais são contemplados para utilização na presente invenção incluem cimetidina, hidroclo- reto de ranitidina famotidina, nizatidieno, ebrotidina, mifentidina, roxati- dina, pisatidina e aceroxatidina.
[00114] Os ingredientes antiácidos ativos podem incluir, mas não estão limitados aos seguintes: hidróxido de alumínio, aminoacetato dihidroxialumínio, ácido aminoacético, fosfato de alumínio, carbonato de sódio de dihidroxialumínio, bicarbonato, aluminato de bismuto, carbonato de bismuto, subcarbonato de bismuto, subgalato de bismuto, subnitrato de bismuto, subsilisilato de bismuto, carbonato de cálcio, fosfato de cálcio, íon de citrato (ácido ou sal), ácido aminoacético, sulfato de aluminato de hidrato de magnésio, magaldrato, aluminossilicato de magnésio, carbonato de magnésio, glicinato de magnésio, hidróxido de magnésio, óxido de magnésio, trissilicato de magnésio, sólidos de leite, fosfato de cálcio mono-ordibásico de alumínio, fosfato tricálcio, bicarbonato de potássio, tartarato de sódio, bicarbonato de sódio, alu- minossilicatos de magnésio, ácidos e sais tartáricos.
[00115] Uma variedade de suplementos nutricionais podem também ser utilizada como ingredientes ativos incluindo virtualmente qualquer vitamina ou mineral. Por exemplo, vitamina A, vitamina C, vitamina D, vitamina E, vitamina K, vitamina B6, vitamina B12, tiamina, riboflavina, biotina, ácido fólico, niacina, ácido pantotênico, sódio, potássio, cálcio, magnésio, fósforo, enxofre, cloro, ferro, cobre, iodo, zinco, selênio, manganês, colina, cromo, molibdênio, flúor, cobalto e suas combinações podem ser utilizados.
[00116] Exemplos de suplementos nutricionais que podem ser utilizados como ingredientes ativos estão apresentados nas Publicações de Pedido de Patente U.S. Números 2003/0157213 A1, 2003/0206993 e 2003/0099741 A1 as quais estão aqui incorporadas na sua totalidade por referência para todos os propósitos.
[00117] Vários herbais podem ser também utilizados como ingredientes ativos tal como aqueles com várias propriedades medicinais ou de suplemento dietético. Os herbais são geralmente plantas aromáticas ou partes de plantas e/ou seus extratos que podem ser utilizados medicinalmente ou para sabor. Os herbais adequados podem ser utili- zados separadamente ou em várias misturas. Ervas comumente utilizadas incluem Echinacea, Hidraste, Calêndula, Alecrim, Tomilho, Kava Kava, Aloe, Blood Root, Extrato de Semente de Grapefruit, Black Cohosh, Ginseng, Guaraná, Amora, Gingko Biloba, St. John’s Wort, Óleo de Prímula Noturna, Casca de Yohimbe, Chá Verde, Ma Huang, Maca, Mirtilo, Luteína, e suas combinações. INGREDIENTES DE SISTEMA EFERVESCENTE
[00118] Um sistema efervescente pode incluir um ou mais ácidos comestíveis e um ou mais materiais alcalinos comestíveis. O(s) áci- do(s) comestível(is) e o(s) material(is) alino(s) comestível(is) podem reagir juntos para gerar efervescência.
[00119] Em algumas modalidades, o(s) material(is) alino(s) pode(m) ser selecionado(s) de, mais não está(ão) limitado(s) a, carbonatos de álcali metálico, bicarbonatos de álcali metálico, carbonatos metálicos de terra alcalina, bicarbonatos metálicos de terra alcalina, e suas combinações. O(s) ácido(s) comestível(is) pode(m) ser selecionado(s) de, mais não está(ão) limitado(s) a, ácido cítrico, ácido fosfórico, ácido tar- tárico, ácido málico, ácido ascórbico, e suas combinações. Em algumas modalidades, um sistema efervescente pode incluir um ou mais outros ingredientes tal como, por exemplo, dióxido de carbono, ingredientes de cuidados orais, flavorizantes, etc.
[00120] Para exemplos de utilização de um sistema efervescente em uma goma, referir à Patente Provisória U.S. Número 60/618.222 depositada em 13 de Outubro de 2004, e intitulada "Composições de Pastilha de Confeito Prensadas Efervescentes", o conteúdo da qual está aqui incorporado por referência para todos os propósitos. Outros exemplos podem ser encontrados na Patente U.S. Número 6.235.318, o conteúdo da qual está aqui incorporado por referência para todos os propósitos. INGREDIENTES DE SUPRESSOR DE APETITE
[00121] Os supressores de apetite podem ser ingredientes tais como fibra e proteína que funcionam para reprimir o desejo de consumir alimentos. Os supressores de apetite podem também incluir benzfeta- mina, dietilpropion, mazindol, fendimetrazina, fentermina, hoodia (P57), Olibra,™ efedra, cafeína e suas combinações. Os supressores de apetite são também conhecidos pelos seguintes nomes de marca: Adipex,™ Adipost,™ Bontril™ PDM, Bontril™ Slow Release, Didrex,™ Fastin,™ Ionamin,™ Mazanor,™ Melfiat,™ Obenix,™ Phendiet,™ Phendiet-105,™ Phentercot,™ Phentride,™ Plegine,™ Prelu-2,™ ProFast,™ PT 105,™ Sanorex,™ Tenuate,™ Sanorex,™ Tenuate,™ Te- nuate Dospan,™ Tepanil Ten-Tab,™ Teramine,™ e Zantryl.™ Estes e outros supressores de apetite adequados estão adicionalmente descritos nas seguintes Patentes U.S. todas as quais estão incorporadas na sua totalidade por referência a estas: U.S. 6.838.431 para Portman, U.S. 6.716.815 para Portman, U.S. 6.558.690 para Portman, U.S. 6.468.962 para Portman, U.S. 6.436.899 para Portman. INGREDIENTES MICRONUTRIENTES
[00122] Os micronutrientes podem incluir materiais que têm um impacto sobre o bem estar nutricional de um organismo apesar da quantidade requerida pelo organismo para ter o efeito desejado é pequena em relação aos macronutrientes tal como proteína, carboidrato, e gordura. Os micronutrientes podem incluir, mas não estão limitado a vitaminas, minerais, enzimas, fitoquímicos, antioxidantes, e suas combinações.
[00123] Em algumas modalidades, as vitaminas podem incluir vitaminas solúveis de gordura tal como vitamina A, vitamina D, vitamina E, e vitamina K e suas combinações. Em algumas modalidades, as vitaminas podem incluir vitaminas solúveis em água tal como vitamina C (ácido ascórbico), as vitaminas B (tiamina ou B1, riboflavoína ou B2, niacina ou B3, piridoxina ou B6, ácido fólico ou B9, cianocobalimina ou B12, ácido pantotênico, biotina), e suas combinações.
[00124] Em algumas modalidades os minerais podem incluir mas não estão limitados a sódio, magnésio, cromo, iodo, ferro, manganês, cálcio, cobre, flúor, potássio, fósforo, molibdênio, selênio, zinco, e suas combinações.
[00125] Em algumas modalidades os micronutrientes podem incluir mas não estão limitados a L-carnitina, colina, coenzima Q10, ácido al- fa-lipoico, ácidos graxos ômega-3, pepsins, fitase, tripsina, lipases, proteases, celulases, e suas combinações.
[00126] Em algumas modalidades os fitoquímicos podem incluir mas não estão limitados a cartotenoides, clorofila, clorofilina, fibra, fla- vanoides, antocianinas, cianiding, delfinidina, malvidina, pelargonidina, peonidina, petunidina, flavanóis, catequina, epicatequina, epigalocate- quina, epigalocatequingalato (EGCG), teaflavinas, tearubiginas, proan- tocianinas, flavonóis, quercetina, kaempferol, miricetina, isorhamneti- na, flavononeshesperetina, naringenina, eriodictiol, tangeretina, flavones, apigenina, luteolina, lignanos, fitoestrogêneos, resveratrol, isofla- vonas, daidzeína, genisteína, gliciteína, isoflavonas de soja, e suas combinações. INGREDIENTES UMIDIFICADORES DE BOCA
[00127] Os umidificadores de boca podem incluir, mas não estão limitados a, estimuladores de saliva tal como ácidos e sais e suas combinações. Em algumas modalidades, os ácidos podem incluir ácido acético, ácido adípico, ácido ascórbico, ácido butírico, ácido cítrico, ácido fórmico, ácido fumárico, ácido glicônico, ácido láctico, ácido fosfórico, ácido málico, ácido oxálico, ácido succínico, ácido tartárico e suas combinações. Em algumas modalidades, os sais podem incluir, cloreto de sódio, cloreto de cálcio, cloreto de potássio, cloreto de magnésio, sal marinho, citrato de sódio, e suas combinações
[00128] Os umidificadores de boca podem também incluir materiais hidrocoloides que hidratam e podem aderir à superfície oral para prover uma sensação de umidificação de boca. Os materiais hidrocoloides podem incluir materiais que ocorrem naturalmente tal como secreções de plantas, confeitos de sementes, e extratos de alga marinha ou estes podem ser materiais quimicamente modificados tal como celulose, amido, ou derivados de confeitos naturais. Em algumas modalidades, os materiais hidrocoloides podem incluir pectina, goma arábica, goma de acácia, alginatos, agar, carragena, goma guar, goma xantana, goma de alfarroba, gelatina, goma de gelano, galactomananos, goma de tragacanto, goma karaya, curdlano, konjac, quitosano, xiloglucano, beta glucano, furcelarano, goma ghatti, tamarindo, gomas bacterianas, e suas combinações. Além disso, em algumas modalidades, gomas naturais modificadas tal como alginato de propileno glicol, goma carbo- ximetil alfarroba, metoxil pectina baixa, e suas combinações podem ser incluídas. Em algumas modalidades, celuloses modificadas podem ser incluídas tal como celulose microcristalina, carboximetilcelulose (CMC), metilcelulose (MC), hidroxipropilmetilcelulose (HPCM), e hidro- xipropilcelulose (MPC), e suas combinações.
[00129] Similarmente, umectantes os quais podem prover uma percepção de hidratação de boca podem ser incluídos. Tais umectantes podem incluir, mas não estão limitados a glicerol, sorbitol, polietileno glicol, eritritol, e xilitol. Além disso, em algumas modalidades, gorduras podem prover uma percepção de umidificação de boca. Tais gorduras podem incluir triglicerídeos de cadeia média, óleos vegetais, óleos de peixe, óleos minerais, e suas combinações. INGREDIENTES DE CUIDADOS DE GARGANTA
[00130] Os ingredientes de alívio de garganta podem incluir analgésicos, anestésicos, demulcentes, antissépticos, e suas combinações. Em algumas modalidades, os analgésicos / anestésicos podem incluir mentol, fenol, hexilresorcinol, benzocaína, hidrocloreto de diclonina, benzil álcool, salicil álcool, e suas combinações. Em algumas modalidades, os demulcentes podem incluir mas não estão limitados a casca de elmo lisa, pectina, gelatina, e suas combinações. Em algumas modalidades, os ingredientes antissépticos podem incluir cloreto de cetil- piridínio, brometo de domifeno, cloreto de dequalínio, e suas combinações.
[00131] Em algumas modalidades, ingredientes antitussígenos tal como hidrocloreto de clofedianol, codeína, fosfato de codeína, sulfato de codeína, dextrometorfano, hidrobrometo de dextrometorfano, citrato de difenidramina, e hidrocloreto de difenidramina, e suas combinações podem ser incluídos.
[00132] Em algumas modalidades, agentes de alívio de garganta tal como mel, própolis, aloe vera, glicerina, mentol e suas combinações podem ser incluídos. Em ainda outras modalidades, supressores de tosse podem ser incluídos. Tais supressores de tosse podem cair em dois grupos: aqueles que alteram a consistência ou produção de fleg- ma tal como mucolíticos e expectorantes; e aqueles que suprimem o reflexo de tossir tal como codeína (supressores de tosse narcóticos) antihistaminas, dextrometorfano e isoproterenol (supressores de tosse não narcóticos). Em algumas modalidades, ingredientes de cada ou ambos os grupos podem ser incluídos.
[00133] Em ainda outras modalidades, os antitussígenos podem incluir, mas não estão limitados a, o grupo que consiste em codeína, dextrometorfano, dextrorfano, difenidramina, hidrocodona, noscapina, oxicodona, pentoxiverina e suas combinações. Em algumas modalidades, as antihistaminas podem incluir, mas não estão limitadas a acri- vastina, azatadina, bromfeniramina, clorfeniramina, clemastina, cipro- heptadina, dexbromfeniramina, dimenidrinato, difenidramina, doxilami- na, hidroxizina, meclizina, fenindamina, feniltoloxamina, prometazina, pirilamina, tripelenamina, triprolidina e suas combinações. Em algu- mas modalidades, antihistaminas não sedativas podem incluir, mas não estão limitadas a, astemizole, cetirizina, ebastina, fexofenadina, loratidina, terfenadina, e suas combinações.
[00134] Em algumas modalidades, os expectorantes podem incluir, mas não estão limitados a, cloreto de amônio, guaifenesina, extrato fluido de ipecac, iodeto de potássio, e suas combinações. Em algumas modalidades, os mucolíticos podem incluir, mas não estão limitados a, acetilcisteína, ambroxol, bromexine e suas combinações. Em algumas modalidades, os agentes analgésicos, antipiréticos e anti- inflamatórios podem incluir, mas não estão limitados a, acetaminofeno, aspirina, diclofenaco, diflunisal, etodolac, fenoprofeno, flurbiprofeno, ibuprofeno, cetoprofeno, cetorolac, nabumetona, naproxeno, piroxicam, cafeína e suas misturas. Em algumas modalidades, os anestésicos locais podem incluir, mas não estão limitados a lidocaína, benzo- caína, fenol, diclonina, benzonotato e suas misturas.
[00135] Em algumas modalidades, descongestionantes nasais e ingredientes que proveem a percepção de desobstrução nasal podem ser incluídos. Em algumas modalidades, os descongestionantes nasais podem incluir, mas não estão limitados a fenilpropanolamina, pseudoefedrina, efedrina, fenilefrina, oximetazolina, e suas combinações. Em algumas modalidades, os ingredientes que proveem a percepção de desobstrução nasal podem incluir, mas não estão limitados a mentol, cânfora, borneol, efedrina, óleo de eucalipto, óleo de menta, metil salicilato, bornil acetato, óleo de lavanda, extratos de wasabi, extratos de raiz forte, e suas combinações. Em algumas modalidades, uma percepção de desobstrução nasal pode ser provida por óleos essenciais odoríferos, extratos de madeira, confeitos, flores e outras re-sinas botânicas, secreções animais, e materiais aromáticos sintéticos.
[00136] Em algumas modalidades, os ingredientes opcionais ou funcionais podem incluir refrescantes de hálito, componentes de cui- dados dentais, ativos, herbais, sistemas efervescentes, supressores de apetite, vitaminas, micronutrientes, componentes de umidificação de boca, componentes de cuidados de garganta, agentes de intensificação de energia, agentes de intensificação de concentração e suas combinações.
[00137] Em algumas modalidades, o componente de liberação modificado pode incluir pelo menos um ingrediente selecionado do grupo que compreende sabores, adoçantes, percepções, refrescantes de hálito, componentes de cuidados dentais, ativos, herbais, sistemas efervescentes, supressores de apetite, potencializadores, ácidos alimentícios, micronutrientes, componentes de umidificação de boca, componentes de cuidados de garganta, e suas combinações. Estes ingredientes podem estar em uma forma encapsulada, em forma livre, ou ambas. EXEMPLOS DE COMPOSIÇÕES DE GOMA DE MASCAR ACABADAS TABELA 1: COMPOSIÇÃO DE GOMA DE MASCAR *a base de goma pode incluir 3% a 11% por peso de um enchimento tal como, por exemplo, talco, fosfato dicálcio, e carbonato de cálcio (a quantidade de enchimento na base de goma está baseada no peso percentual da composição de região de goma, por exemplo, nas composições Y-FF a cima, se uma composição de região de goma incluir 5% de enchimento, a quantidade de base de goma será 5% menos do que a faixa recitada na tabela, isto é, de 23-37%).
*a base de goma pode incluir 3% a 11% por peso de um enchimento tal como, por exemplo, talco, fosfato dicálcio, e carbonato de cálcio (a quantidade de enchimento na base de goma está baseada no peso percentual da composição de região de goma, por exemplo, nas composições Y-FF a cima, se uma composição de região de goma incluir 5% de enchimento, a quantidade de base de goma será 5% menos do que a faixa recitada na tabela, isto é, de 23-37%).
[00138] As composições para as gomas de mascar são preparadas primeiro combinando talco, onde presente, com a base de goma sob calor a aproximadamente 85°C. Esta combinação é então misturada com adoçantes de massa, lecitina, e xaropes adoçantes por seis minutos. As misturas de sabor as quais incluem uma pré-mistura dos sabores e agentes refrescantes são adicionadas e misturas por 1 minuto. Finalmente, os ácidos e adoçantes intensos são adicionados e misturados por 5 minutos.
[00139] Além das várias gomas de mascar acima mencionadas, deve ser apreciado que os sistemas e métodos abaixo discutidos podem ser utilizados para formar e dimensionar confeitos ou doces, combinações de ingredientes de goma com ingredientes de confeito ou doce, e combinações de goma com confeitos ou doces, como descrito na Publicação de Patente U.S. Número 2008/0166449, Publicação Internacional Número WO 2011/044373, e Publicação Internacional Número WO 2010/092480 os ensinamentos e descrições das quais estão por meio disto incorporados por referência em suas totalidades no grau não inconsistente com a presente descrição. MISTURADORES DE GOMA GENERICAMENTE
[00140] A presente invenção pode ser utilizada para formar e/ou resfriar ou aquecer uma massa ou estrutura de goma, que inclui vários ingredientes. Quaisquer misturadores convencionais podem ser utilizados para misturar a estrutura de goma, apesar de que diferentes tipos de misturadores utilizados podem afetar as características de ali mentação para o novo sistema de formação de goma 106 da Figura 1. Por exemplo, diferentes tipos de pré-condicionamento e extrusores de baixo cisalhamento podem ser empregados para modificar a saída de misturador bruto e gerar um fluxo regular e/ou um fluxo contínuo. Em qualquer caso, é contemplado que o novo sistema de formação de goma 106 é prontamente utilizável com uma variedade de sistemas de mistura empregados na indústria.
[00141] sistema de mistura 102 pode incluir um ou mais misturadores dependendo de uma formulação de uma estrutura de goma desejada. Os um ou mais misturadores podem prover diferentes tipos de mistura dependendo dos ingredientes que estão sendo misturados ou da condição dos ingredientes que estão sendo misturados. Dois tipos primários de mistura incluem uma mistura distributivas e uma dispersiva. A mistura dispersiva é tipicamente uma mistura de alto cisalhamen- to que rompe os ingredientes individuais e agregações de ingredientes dentro de uma composição em pedaços menores. A mistura distributiva é tipicamente uma mistura de cisalhamento mais baixo do que a mistura distributiva e é utilizada para distribuir os ingredientes individuais através de toda a composição para prover uma composição mais uniforme. As misturas dispersivas e distributivas estão mais completamente descritas e discutidas na Patente U.S. Número 5.562,936, os ensinamentos e descrições da qual estão por meio disto incorporados por referência em suas totalidades no grau não inconsistente com a presente descrição.
[00142] Os misturadores do sistema de mistura 102 podem ser um misturador contínuo ou um misturador de lote. Como aqui utilizado, um "misturador contínuo", o qual pode também ser aqui referido como um "processador contínuo", é um equipamento de processamento no qual os vários ingredientes utilizados para preparar um efluente são alimentados substancialmente continuamente para o dispositivo enquanto estes ingredientes estão sendo misturados e removidos ou ejetados do sistema de mistura. Por exemplo, em um extrusor de mistura contínuo, os ingredientes são substancialmente continuamente introduzidos através de várias portas de alimentação a montante e a jusante, enquanto que, os parafusos, lâminas, pinos, pás ou outros elementos de mistura continuam a transportar a mistura através do sistema, enquanto misturando a mesma. Em uma porção a jusante do extrusor, a porção da massa a jusante totalmente ou parcialmente combinada é ejetada do extrusor pela força da massa que está sendo substancialmente continuamente ou continuamente transportada. A ejeção da massa do extrusor pode ser facilitada pela inclusão de uma bomba externa ou suplementar.
[00143] Um misturador contínuo pode prover uma mistura dispersiva, uma mistura distributiva ou uma combinação tanto de uma mistura dispersiva quanto de uma mistura distributiva. Por exemplo, um misturador contínuo na forma de um extrusor pode ter todos os elementos de mistura dispersiva, todos os elementos de mistura distributiva, ou uma combinação de elementos de mistura dispersiva e elementos de elementos distributivas. Devido às características e requisitos para misturar as composições de goma, os elementos de mistura dispersiva estão tipicamente a montante dos elementos de mistura distributiva, no entanto, os misturadores contínuos de acordo com a presente invenção não estão limitados a esta disposição.
[00144] Como aqui utilizado um "misturador de lote", o qual pode também ser aqui referido como um "processador de lote", é um equipamento de processamento utilizado para preparar uma composição que uma vez que a composição é preparada, a composição é ejetada do equipamento toda de uma vez ou pelo menos porções discretas não contínuas da composição serão ejetadas em intervalos intermitentes, mas a composição não é continuamente ejetada durante a mistu- ra. Tipicamente, os ingredientes individuais ou porções dos ingredientes individuais utilizados para preparar a composição são alimentados para o dispositivo substancialmente todos de uma vez ou em uma sequência temporal predeterminada em quantidades discretas. Os ingredientes individuais adicionados a um misturador de lote podem ser adicionados em diferentes tempos através de todo o ciclo de mistura de modo que alguns ingredientes têm um tempo de residência substancialmente igual ao comprimento inteiro do ciclo de mistura enquanto que outros ingredientes têm um tempo de residência para somente uma fração do comprimento inteiro do ciclo de mistura. Ainda, ingredientes individuais que são utilizados para diferentes propósitos através do ciclo de mistura podem ter diferentes porções discretas do ingrediente adicionadas em diferentes tempos através de todo o processo de mistura. Por exemplo, um ingrediente pode ser utilizado para facilitar compor um elastômero assim como pode ser utilizado como um agen-te de volume. Tal ingrediente pode ter uma primeira porção adicionada no início do ciclo de mistura de modo que este tenha um tempo de residência igual ao tempo de mistura inteiro enquanto que uma segunda porção do mesmo ingrediente pode ser adicionada mais tarde no ciclo de mistura de modo que a segunda porção tenha um tempo de residência menor do que o tempo de mistura inteiro.
[00145] Um misturador de lote tipicamente proverá ou uma mistura dispersiva ou uma mistura distributiva. Um misturador de lote utilizado na prática da presente invenção poderia ser configurado para prover uma mistura tanto dispersiva quanto distributiva. Por exemplo, é contemplado que um misturador de tacho que inclui lâminas internas poderia ser configurado para mudar entre mistura dispersiva e distributiva modificando o passo ou a orientação das lâminas. Alternativamente, o misturador de tacho poderia incluir múltiplos conjuntos de lâminas, de modo que um conjunto está configurado para mistura dispersiva en- quanto outro conjunto está configurado para mistura distributiva. É contemplado que o misturador mais provavelmente usaria um conjunto de lâminas de cada vez para prover um tipo de mistura de cada vez.
[00146] Em algumas modalidades, o sistema de misturador de goma 102 pode incluir um misturador contínuo ou um misturador de lote. Em outras modalidades, o sistema de misturador de goma 102 pode incluir um ou mais misturadores contínuos e/ou um ou mais misturadores de lote dispostos em série e/ou paralelo. Várias disposição de sistema de mistura em paralelo e em série estão descritos nos Pedidos de Patente U.S. Números 12/338.428 e 12/338.682, os quais são cedidos para o presente cessionário, as descrições dos quais estão por meio disto incorporadas por referência nas suas totalidades.
[00147] Referindo mais especificamente agora à modalidade mostrada na Figura 1, uma saída de estrutura de goma 130 do sistema de misturador de goma 102 pode ser geralmente irregular ou de outro modo uma espessura de material não uniforme. Um sistema de formação de goma 106 pode processar um elastômero ou uma goma acabada ou qualquer estrutura de goma entre estes incluindo qualquer número de ingredientes de base de goma e/ou ingredientes de goma. Apesar de que, a saída de estrutura de goma 130 pode ser qualquer estrutura de goma, nesta modalidade, a saída de estrutura de goma 130 é de preferência uma goma acabada. Dependendo de uma formu-lação da estrutura de goma, a saída de estrutura de goma não uniforme 130 pode ser alimentada como uma massa de goma 182 diretamente no sistema de formação de goma 106 para formar uma chapa de goma substancialmente plana 184 que tem uma espessura uniforme desejada. No entanto, como mostrado na modalidade da Figura 1, a saída de estrutura de goma não uniforme 130 é adicionalmente processada em uma forma ou largura um tanto uniforme antes de entrar no sistema de formação de goma 106 como a massa de goma 182.
[00148] Na modalidade mostrada na Figura 1, a saída de estrutura de goma 130 é pré-formada em bolos 132 antes de ser adicionalmente formada no lençol ou chapa contínuo 184 que tem uma largura e espessura desejadas no sistema de formação de goma 106. Como tal, esta modalidade está mostrada com a máquina de formação de bolos opcional 104 a montante do sistema de formação 106. A máquina de formação de bolos 104 está mostrada como um extrusor de baixo cisa- lhamento 134. O extrusor 134 força a saída de estrutura de goma 130 através de uma matriz de formação, por meio disto formando uma saída de bolos 136 que pode ser periodicamente cortada em bolos separados 132 (alternativamente um fluxo contínuo de um tamanho geralmente uniforme pode ser provido sem cortar em bolos). Os bolos 132 podem ter ligeiramente uma forma de paralelogramo ou ser de ligeiras variações de forma em largura e comprimento, mas a espessura dos bolos 132 individuais está de preferência entre aproximadamente 12 e 127 mm de espessura (verticalmente) com o comprimento e a largura sendo entre aproximadamente 100 mm e 460 mm. Tipicamente, o orifício de saída do extrusor de bolos 104 é relativamente grande o suficiente de modo a ser considerado como "baixo cisalhamento" em oposição aos extrusores do tipo de dimensionamento da técnica anterior. Como um resultado, uma espessura máxima da saída é maior do que aproximadamente 25 mm (por exemplo, entre 25-50 mm) e/ou uma largura, na modalidade exemplar menor do que 460 mm. Ainda, a forma não precisa ser perfeitamente retangular (ou trapezoidal). Tal sistema de máquina de bolos está descrito no Pedido de Patente U.S. Número 12/352,110, o qual é cedido para o presente cessionário, a descrição do qual está por meio disto incorporada por referência na sua totalidade. Formar a saída de estrutura de goma 130 em bolos 132 pode prover flexibilidade para uma linha de goma. Por exemplo, o processo de formação a jusante pode ser executado em um momento posterior, ou os bolos podem ser transferidos para uma diferente localização para processamento ou condicionamento adicional.
[00149] Os bolos 132 são então transferidos para o sistema de formação de goma 106, em que os bolos 132 podem ser comprimidos em uma espessura desejada. Alternativamente, e como anteriormente discutido, a saída de estrutura de goma 130 pode ser alimentada diretamente para o sistema de formação de goma 106 sem ser formada nos bolos 132. Ainda em uma modalidade diferente, o sistema de mistura 102 pode incluir um extrusor equipado com uma matriz de formação que tem um grande orifício de saída (o que minimiza a tensão de cisa- lhamento dentro da matriz de formação e a temperatura na corda resultante) para emitir uma corda de goma que tem uma forma um tanto uniforme. Por exemplo, a matriz de formação pode estar configurada para emitir um lençol ou uma corda de goma contínuo que tem uma espessura maior do que aproximadamente 20 mm. A matriz de formação pode ser ajustável para produzir várias larguras do lençol contínuo de acordo com uma largura desejada da chapa de goma.
[00150] Como mostrado na Figura 1, a primeira modalidade ilustrada do sistema total 100 notadamente não inclui um extrusor do tipo de dimensionamento ou múltiplos rolos para progressivamente reduzir a espessura. Assim, uma característica e vantagem de acordo com algumas modalidades é que o sistema de formação de goma 106 pode ser utilizado para eliminar os sistemas de extrusor do tipo de dimensionamento que podem requerer um alto cisalhamento na extrusão da goma; e pode também ser utilizado para eliminar a tradicional série de rolos de redução de tamanho que foi anteriormente utilizada para progressivamente reduzir a espessura do extrusor de tipo de dimensionamento. As linhas de goma convencionais que incluem tal extrusor de tipo de dimensionamento estão limitadas a produzir uma chapa de goma que tem uma largura máxima de aproximadamente 220 mm a 460 mm devido à natureza de alto cisalhamento do processo.
[00151] Na formação da chapa contínua 184 utilizando o sistema de goma 106, não há mais necessidade de extrudar forçadamente a goma através de um orifício retangular de largura definida. Como um resultado, uma vantagem que pode ser realizada é que a força de cisa- lhamento exercida sobre a goma pode ser significativamente reduzida. Como um resultado adicional, certos ingredientes sensíveis ao cisa- lhamento podem permanecer muito mais intactos, de modo que ou o produto resultante pode ter mais ingredientes sensíveis ao cisalha- mento intactos no produto final, ou uma menor quantidade de ingredientes sensíveis ao cisalhamento precisa ser adicionada durante as operações de mistura de goma, por meio disto invocando um potencial para economia de custo ou características de goma de mascar melhoradas para o consumidor. Os ingredientes sensíveis ao cisalhamento e à temperatura tal como aqueles acima descritos incluindo adoçantes encapsulados específicos, sabores e vários ingredientes farmacêuticos ativos são contemplados se beneficiar especificamente do processamento de cisalhamento potencialmente mais baixo.
[00152] Ainda, devido à natureza de cisalhamento potencialmente baixo do sistema de formação de goma 106, o sistema de formação de goma 106 pode ser operado com substancialmente menos energia, por exemplo, potencialmente menos de aproximadamente 1/3 da energia requerida para operar uma linha de rolamento e marcação convencional que inclui um extrusor de tipo de dimensionamento e uma série de rolos de redução de tamanho, por meio disto resultando potencialmente em uma significativa economia de energia. Ainda, substituindo o extrusor de tipo de dimensionamento e a série de rolos de redução de tamanho por um sistema de formação de goma 106, a modalidade da presente invenção pode substancialmente reduzir o número de peças móveis, o que pode então minimizar qualquer tempo parado por mau funcionamento de peças móveis.
[00153] sistema de formação de goma 106 da modalidade mostrada na Figura 1 inclui um par de rolos móveis 142. Nesta modalidade, estes rolos 142 são um rolo superior 144 e um rolo inferior 146. Os rolos 142 são externamente acionados, por exemplo, por um motor operativamente acoplado. Em uma modalidade exemplar, cada um dos rolos 142 está provido com um motor, de modo que uma velocidade rotacio- nal de cada rolo 142 possa ser controlada independentemente.
[00154] funil 154 pode ser utilizado para um controle de surto a montante, controle de capacidade e alimentação. O funil 154 restringe, acumula, e alimenta a massa de goma 182 para dentro de uma região de entrada 164 geralmente entre os rolos 142. O funil 154 pode estar configurado para receber a saída de estrutura de goma 130, os bolos 132, e/ou o lençol um tanto uniforme de estrutura de goma que tem várias larguras de lençol, e acumular a goma recebida como a massa de goma 182 não uniformemente formada. A largura da região de entrada 164 do funil 154 pode ser ajustada de acordo com uma largura desejada da chapa de goma 184. Em uma modalidade, os rolos superior e inferior 144, 146 estão configurados para acomodar a chapa de goma em uma largura entre aproximadamente 25 mm a 1 m, ou talvez mais. Pode ser desejável ter uma chapa mais larga da goma maior do que aproximadamente 0,6 m de largura de modo a ser capaz de pro-ver um volume de massa de goma substancial que pode operar em velocidades mais lentas enquanto gerando uma saída suficiente.
[00155] A Figura 7 mostra uma vista de topo do funil 154 em uma modalidade exemplar. Como mostrado, o funil 154 opcionalmente inclui um par de rolos de alimentação 220, 222 para facilitar o puxamen- to da massa de goma 182 através do funil 154 para o par de rolos 142. Os rolos de alimentação 220, 222 desta modalidade são rolos de parafuso que têm lâminas helicoidais 221, 223, as quais estão configura- dos para girar um ao contrário do outro de modo que o rolo de alimentação 220 gira no sentido anti-horário e o rolo de alimentação 222 gira no sentido horário quando vistos de um lado esquerdo 224 do funil 154 na Figura 6. Quando a massa de goma 182, a qual pode começar como bolos 132 ou saídas irregulares 130 de um misturador ou qualquer outra forma, é alimentada para dentro do funil 154, a massa de goma 182 cai na direção dos rolos de alimentação 220, 222 através de gravidade. Então, os rolos de alimentação 220, 222 giram ao contrário para dentro na direção do centro, por meio disto movendo a massa de goma 182 entre os rolos de alimentação 220, 222 e na direção do rolo superior 144 na região de entrada 164. Ainda, as lâminas helicoidais 221, 223 dos rolos de alimentação 220, 222 movem a massa de goma 182 ao longo do eixo geométrico de rotação, por meio disto direcionando a massa de goma 182 na direção de cada extremidade dos rolos de alimentação 220, 222, conforme a massa de goma 182 é alimentada entre os rolos de alimentação 220, 222. Como tal, a massa de goma 182 é distribuída para prover uma largura desejada da massa de goma 182 que sai correspondendo a uma largura dos rolos de alimentação 220, 222.
[00156] A massa de 182 é então guiada pelo rolo superior 144 na direção do rolo inferior 146, em que o rolo superior 144 e o rolo inferior 146 contrarrotativos puxam a massa de goma 182 entre os rolos 144, 146 para formar e dimensionar a massa de goma 182 na chapa de goma 184 como será abaixo explicado em mais detalhes. Em outras modalidades, o funil 154 pode incluir mais do que um par de rolos de alimentação para facilitar adicionalmente a alimentação e o alargamento da massa de goma 182 dentro do funil 154.
[00157] Nesta modalidade, o rolo superior 144 que tem um eixo geométrico vertical 148 e o rolo inferior 146 que tem um eixo geométrico vertical 150 estão dispostos de modo que os rolos superior e inferior 144, 146 estão horizontalmente deslocados por um espaçamento de deslocamento horizontal 152. O par de rolos é também referido como "rolos de formação" ou "rolos de dimensionamento" aqui. Como pode ser contemplado pelos termos "rolo superior" e "rolo inferior", e como mostrado na Figura 1, o par de rolos 142 desta modalidade estão também verticalmente deslocados. Mais especificamente, o rolo superior 144 tem um eixo geométrico horizontal 156, o qual está horizontalmente deslocado por um deslocamento 160 de um eixo geométrico horizontal 158 do rolo inferior 146. O rolo superior 144 e o rolo inferior 146 estão dispostos de modo que um espaçamento ou folga 162 seja formado entre os rolos 144, 146, o que permite a goma passar entre os rolos. O par de rolos 144, 146 e o espaçamento 162 estão configurados para aplicar uma força compressiva ou de deformação por sobre a massa de goma 182 para formar a chapa de goma 184 que tem uma espessura geralmente uniforme que corresponde ao espaçamento 162. O termo "uma espessura geralmente uniforme" da chapa de goma 184 é utilizado genericamente aqui para descrever uma forma de lençol de seção transversal da chapa de goma 184 quando saindo do par de rolos 142.
[00158] rolo superior 144 e o rolo inferior 146 estão configurados para girar um contra o outro para puxar a massa de goma 182 através da folga 162. Este puxamento ou arrastamento da massa 182 pelos rolos 144, 146 resulta em um fluxo de arraste da goma através da folga 162. Na modalidade mostrada na Figura 1, o rolo superior 144 gira em uma direção anti-horária 178, enquanto o rolo inferior 146 gira em uma direção horária 180. Como acima discutido, os rolos de alimentação 220, 222 transportam uma massa de goma 182 entrando e dentro do funil 154 na direção dos rolos 144, 146. Conforme a massa de go-ma 182 é alimentada entre os rolos 144, 146, os rolos 144, 146 con- trarrotativos puxam a massa de goma 182 através do espaçamento 162. Em algumas modalidades, os rolos de alimentação 220, 222 estão projetados para empurrar a massa de goma 182 na direção do espaçamento 162 para facilitar o puxamento da goma pelos rolos 144, 146. Conforme a massa de goma 182 é puxada através da distância mínima da folga 162, a qual pode ser tão estreita quanto 0,1 mm, a massa da massa de goma 182 é deformada entre os rolos 144, 146, com esta deformação / dimensionamento sendo substancialmente na extensão.
[00159] Imediatamente antes de ser dimensionada pelos rolos 142 (isto é, saindo do funil 154), a massa de goma 182 é substancialmente disforme. Deve ser notado que uma massa ou chapa de goma 184 "disforme" pode ser definida como qualquer massa ou chapa 184 que não está, no seu estado corrente, dimensionada conformada através de extrusão, deformação, ou qualquer outro meio, apesar da massa de goma ter sido dimensionada ou formada de tal modo antes de estar no seu estado corrente. Em outras palavras, a dimensão da chapa de goma 184 é criada independentemente da forma e dimensões da massa de goma 182 disforme. Deve ser notado, no entanto, que a largura da saída do funil 154, a folga 162, e a chapa 184 podem ser todas substancialmente a mesma. Além disso, uma modalidade exemplar da massa de goma 182 pode incluir uma dimensão de espessura maior do que 3 vezes a chapa de goma 184, e mais especificamente 10-70 vezes a chapa de goma 184, na área de entrada 164. Em uma modalidade exemplar, similar àquela a qual está mostrada na Figura 12, uma espessura da massa de goma 182 imediatamente a montante da folga 162 é 500-800 mm, e uma espessura da chapa de goma 184 imediatamente a jusante da folga 162 é 0,1-60 mm e mais especificamente 0,3-10 mm.
[00160] Conforme a massa de goma 182 deixa o funil 154 e é puxada através da folga 162, um fluxo direcional inverso 191 (isto é, con- trafluxo) pode ocorrer na área de entrada 164 entre o funil 154 e a uma distância mínima da folga 162. Este fluxo inverso 191 está mostrado na Figura 12, em que uma direção de fluxo é do funil 154 na direção da distância mínima folga 162. Como está ilustrado na Figura 12, um puxamento da massa de goma 182 através da distância mínima da folga 162 tanto dimensiona a massa de goma 182 na chapa de goma 184, quanto faz com que pelo menos 30% de uma área de seção transversal da massa de goma 182 entre a distância mínima da folga 162 e o funil 154 seja defletida afastando da direção de fluxo na direção da distância mínima da folga 162 (ver as setas na Figura 12). Este contrafluxo 191 ocorre em um interior relativo da massa de goma 182, a qual aumenta em dimensão em uma direção afastando da folga 162 (isto é, em uma área mais próxima do funil 154).
[00161] Mais especificamente, e como está mostrado na Figura 12, não existe nenhum desvio ou desvio substancial em direção de fluxo logo a montante da folga 162. No entanto, em áreas da massa 182 mais a montante da folga 162 e mais próximas do funil 154, uma percentagem da massa de goma 182 defletida afastando da direção de fluxo (isto é, o contrafluxo 191) aumenta. Em uma modalidade exemplar (que seria aplicável para as composições de confeitos mais convencionais), esta área inclui percentagens de contrafluxos 191 tais como mas não limitadas a aproximadamente 30% a 75% de uma área de seção transversal da massa de goma 182 (com o aumento ocorrendo a montante da folga 162 em uma direção do funil 154), e mais especificamente 48% a 65% de uma área de seção transversal da massa de goma 182. Em uma modalidade exemplar, o contrafluxo 191 como medido em uma localização ao longo de uma linha de centro de folga onde a separação entre os rolos é de 10 a 50 vezes a largura de folga será pelo menos 30% e no máximo 75%.
[00162] contrafluxo 191 como acima descrito pode ser benéfico em que este permite uma melhor, mais extensa mistura dos ingredientes na massa de goma 182. De fato, o contrafluxo 191 pode permitir a remoção ou redução de sistemas de mistura de goma a montante da estação de formação ou dimensionamento 106.
[00163] Além da criação do contrafluxo 191, na área de entrada 164, o puxamento da massa de goma na direção da distância mínima da folga 162 entre o rolo de dimensionamento 142 cria adicionalmente uma variação 193 no perfil de velocidade na massa de goma 182. Esta variação está mostrada na Figura 13, em que as áreas de superfície 195 da massa de goma 182 na proximidade dos rolos 144, 146 são puxadas pelos rolos 144, 146 a uma maior velocidade do que áreas mais internas 197 da massa de goma 182 dispostas mais distantes dos rolos 144, 146.
[00164] Mais especificamente, e como mostrado na modalidade exemplar da Figura 13, a goma nas áreas de superfície 195 podem fluir a uma velocidade tal mas não limitada cinco vezes aquela da goma nas áreas mais internas 197. É notável que a velocidades reais encontradas no sistema 106 dependerão da velocidade desejável na qual o próprio sistema 106 é operado. Por exemplo, se os vários transportadores e rolos no sistema 106 forem operados de modo que a massa de goma 182 inclua uma velocidade exemplar de 0,25 metros / segundo, a variação em velocidades dentro da massa 182 a montante da folga 162 será de aproximadamente 0,3 metros / segundo nas áreas de superfície 195 para menos de 0,0164 metros / segundo nas áreas mais internas 197.
[00165] Similarmente ao contrafluxo 191 acima discutido, esta variação 193 de perfil de velocidade pode ser benéfica em que esta permite uma melhor, mais extensa mistura dos ingredientes na massa de goma 182.
[00166] par de rolos 142 comprime e deforma a massa de goma 182 conforme esta passa entre os rolos superior e inferior 144, 146 para prover uma espessura geralmente uniforme, de modo que a espessura da chapa de goma 184 esteja de preferência dentro de aproximadamente 20% de variância de lençol transversal, mais de preferência dentro de aproximadamente 10% de variância de lençol transversal, e ainda mais de preferência dentro de aproximadamente 5% de variância de lençol transversal, ou menos. Por exemplo, quando uma espessura desejada da chapa de goma 184 que sai do par de rolos 142 é 3 mm, a folga 162 (e especificamente a distância mínima da folga) entre os rolos superior e inferior 144, 146 é ajustada de modo que a espessura através da largura da chapa de goma 184 seja de preferência entre aproximadamente 2,4 e 3,6 mm, e mais de preferência entre aproximadamente 2,7 e 3,3 mm. Mais de preferência, a variância é menor do que 0,2 mm e pode ser de aproximadamente 0,1 mm. Como um resultado, um grau significativo de precisão e exatidão pode ser executado com os rolos 142 para a goma. Alguma variância é esperada com várias receitas de goma devido a variações em retorno e contração devido a variações em elasticidade, viscosidade e resiliência de uma dada receita de goma. A chapa de goma 182 que tem uma espessura geralmente uniforme pode subsequentemente expandir na sua espessura ou contrair na sua espessura dependendo de uma formulação da goma. Ainda, a chapa de goma 184 que tem uma espessura geralmente uniforme pode subsequentemente ser formada, textu- rada, e/ou impressa, o que pode alterar a espessura geralmente uniforme;
[00167] Os rolos 144, 146 podem estar configurados para ter vários diâmetros e larguras dependendo das propriedades físicas da goma, uma espessura e uma largura desejadas da chapa de goma 184, uma temperatura desejada da chapa de goma 184 que sai dos rolos 144, 146. Na modalidade mostrada na Figura 1, o rolo inferior 146 tem um maior diâmetro do que o rolo superior 144. No entanto, em outras mo-dalidades, o rolo superior pode ter um maior diâmetro do que o rolo inferior, ou os rolos podem ter um menos diâmetro. De preferência, o rolo inferior 146 tem um diâmetro entre aproximadamente 0,5 m e 3 m e uma largura entre aproximadamente 0,6 m e 1,3 m; e o rolo superior 144 tem um diâmetro entre aproximadamente 0,25 m e 1 m com uma largura similar. Como ilustrado, de preferência o rolo que carrega a goma por diversos graus de rotação é relativamente maior em diâmetro para certos efeitos de resfriamento / aquecimento e/ou assentamento como mais tarde discutido.
[00168] Apesar de rolos mais estreitos serem possíveis, os rolos que têm larguras entre aproximadamente 0,6 m e 1,3 m ou mais largos proveem a oportunidade de produzir uma fita ou chapa de goma que é aproximadamente a mesma em largura, tipicamente pelo menos ligeiramente mais estreita. Portanto os rolos 144, 146 podem prover substanciais aperfeiçoamentos de capacidade de goma em relação ao processo de redução de espessura convencional que envolve o extrusor de tipo de dimensionamento. O par de rolos 144, 146 assim pode prover uma chapa de goma que tem 50 mm a 50 cm ou mais de 50 cm em largura (largura da chapa de goma 184 sendo medida em uma direção substancialmente perpendicular à direção de movimento de goma através do sistema 106), e fitas ou chapas de goma 125% - 300% (ou mais) mais largas da goma dimensionada acabada do que o extru- sor de formação de tipo de dimensionamento convencional com rolos de redução de tamanho progressivos, e como notado em geral, enquanto utilizando significativamente menos energia. O par de rolos 144, 146 assim pode também prover uma corda de goma que é menor do que 50 mm, ou 20 mm a 50 mm, e 25 mm a 45 mm com a goma incluindo uma largura abaixo de 50 mm sendo definida como corda ou talvez fita. Ainda, o funil 154, o qual está configurado com os rolos de alimentação 220, 222, e o conjunto de rolos 144, 146 pode produzir uma chapa de goma 134 que tem uma largura desejada dentro de uma variância relativamente pequena. Em uma modalidade, o funil 154 e o conjunto de rolos 144, 146 podem produzir uma chapa de goma 184 que tem uma largura desejada de preferência dentro de 20% de variância, mais de preferência dentro de 10% de variância, e ainda mais de preferência dentro de 5% de variância ou menos. É notável que as espessuras e larguras acima discutidas são atingíveis através de somente uma passada da massa de goma 182 através da folga 162 entre os rolos 144, 146, e uma formação da massa de goma 182 na chapa de goma 184 através desta passagem através da folga 162.
[00169] Com um material de goma mais largo, a velocidade do processo de formação de goma pode ser substancialmente reduzida se desejado enquanto ainda processando a mesma quantidade de goma que as linhas de rolamento e marcação tradicionais ou velocidades mais altas podem ser utilizadas para resultar na produção de um maior volume de goma. As linhas de rolamento e marcação tradicionais podem operar a uma velocidade de transporte de goma de 22-25 metros / minuto e a mesma quantidade de produto pode ser obtida a velocidades que são correspondentemente mais baixas para o aumento de largura. Apesar do par de rolos 142 na Figura 1 compreender o rolo inferior maior 146 e um rolo superior menor 144, em outras modalidades, os rolos superior e inferior podem ser configurados para ter o mesmo diâmetro.
[00170] Dependendo da espessura desejada do produto de goma, os rolos 142 estão configurados de modo que o espaçamento 162 seja ajustável de preferência entre aproximadamente 0,3 mm e 10,0 mm, apesar do espaçamento pode ser ajustado tão baixo quanto 0,1 mm. Em uma modalidade, os rolos 142 estão configurados para ter um acabamento de superfície liso, e um espaçamento mínimo 162 menor do que 0,5 mm para produzir um lençol de goma fino como papel que tem superfícies lisas sedosas e uma espessura menor do que aproximadamente 0,5 mm. Deve ser apreciado que os rolos 142 podem ser configurados com quaisquer dispositivos de atuação desejáveis, tal como mas não limitado a servomecanismos, para controlar a posição vertical dos rolos 142 um em relação ao outro, e por meio disto ajustar a folga ou espaçamento 162.
[00171] funil 154 está disposto acima do rolo inferior 146 de modo que uma porção do rolo superior 144 e uma porção do rolo inferior 146 próximas do espaçamento 162 definam a região de entrada 164. O funil 154 tem uma parede externas afinada 166, a qual topa na superfície superior 168 do rolo inferior 164 com uma folga muito pequena que permite a rotação do rolo 146. Similarmente, a parede externa 170 topa na superfície do rolo superior 144 com uma folga muito pequena. A parede externa afinada 166 está configurada para guiar a massa de goma 182 dentro do funil 154 na direção dos rolos de alimentação 220, 222. Alternativamente, as paredes do funil 154 podem apoiar diretamente sobre os rolos 144, 146.
[00172] rolo superior 144 e o rolo inferior 146 podem correr a várias velocidades rotacionais. Os rolos 144, 146 podem correr a uma mesma velocidade rotacional ou diferentes velocidades rotacionais. A velocidade rotacional de cada um dos rolos 144, 146 pode ser selecionada dependendo das propriedades físicas da goma de entrada e uma quantidade de transferência de calor desejada através dos rolos 144, 146. Em uma modalidade, o rolo inferior 146, o qual está configurado para ter um maior diâmetro do que o rolo superior 144, corre a uma velocidade rotacional mais alta do que o rolo superior menor 144. Ainda, uma velocidade rotacional relativa dos rolos 144, 146 pode ser ajustada para produzir a qualidade desejada da chapa de goma 184, tais como características de superfície, tolerância de espessura, tem- peratura, etc.
[00173] Em uma modalidade exemplar, os rolos 144, 146 podem também ser configurados para correr na mesma velocidade linear ou em diferentes velocidades lineares como medida na tangente da superfície dos rolos. Em uma modalidade, um rolo é ajustado a uma velocidade linear constante, enquanto que uma velocidade linear do outro rolo pode ser variada ± 30% da velocidade linear constante do rolo. Por exemplo, uma velocidade linear do rolo inferior 146 pode ser ajustada a 3 m/min, enquanto que uma velocidade linear do rolo superior 144 é controlada entre 2,1 m/min e 3,9 m/min. Em tal modalidade, a velocidade linear do rolo superior 144 é ajustada dentro da faixa ajustada para conseguir uma superfície mais lisa da goma e minimizar o enrugamento da goma. Alternativamente, o rolo superior 144 pode ser ajustado a uma velocidade linear constante, enquanto que a velocidade linear do rolo inferior 146 pode ser controlada dentro de uma faixa desejada. Uma velocidade linear de um rolo pode ser variada em relação a uma velocidade linear do outro rolo dentro de faixas de ± 40%, ± 30%, ± 20%, ou ± 10%, dependendo das características de uma goma e uma espessura e uma largura desejadas da chapa de goma 184 para maximizar a lisura e minimizar as rugas e outras irregularidades sobre a superfície de goma. Em uma diferente modalidade, os rolos 144, 146 que têm diferentes diâmetros podem ser configurados para correr na mesma velocidade linear (por exemplo, na mesma velocidade na tangente; mas diferente velocidade angular em que o rolo menor gira mais rápido).
[00174] As configurações dimensionais e o material para os rolos 144, 146 e estruturas de suporte dos rolos 144, 146 são projetadas para minimizar ou eliminar a deflexão nos rolos 144, 146. A Figura 5 é uma ilustração esquemática de uma vista de lençol transversal dos rolos 144, 146 presos em quadros estruturais 147. Como mostrado, o rolo superior 144 está montado sobre os quadros estruturais 147 por um eixo 143. Similarmente, o rolo inferior 146 está montado sobre os quadros estruturais 147 por um eixo 145.
[00175] Como mostrado na Figura 5, os rolos 144, 146 estão configurados para prover um espaçamento de lençol transversal 162 geralmente uniforme entre os rolos 144, 146 de uma extremidade dos rolos para a outra extremidade. No entanto, algumas composições de goma de alta viscosidade e/ou baixa elasticidade podem impor uma tensão mais alta nos rolos 144, 146 conforme os rolos 144, 146 deformam a massa de goma 182. Algumas estruturas de goma muito viscosas providas como a massa 182 podem requerer uma força adicional, de modo que parafusos adicionais dentro do funil 154 que empurram a massa de goma 182 para dentro do espaçamento 162 entre os rolos 144, 146. Tais estruturas de goma viscosas podem exercer uma alta tensão sobre os rolos 144, 146. Tal tensão pode resultar em uma de-flexão nos rolos 144, 146 como mostrado na Figura 6, em que a deflexão está exagerada para propósitos de ilustração. Como mostrado, a deflexão nos rolos 144, 146 pode resultar em um espaçamento 162 desigual através dos rolos 144, 146, em que o espaçamento 162 ao redor do meio dos rolos 144, 146 é maior do que o espaçamento 162 próximo das extremidades dos rolos. Tal espaçamento 162 desigual produzirá uma chapa de goma 184 que tem uma espessura de lençol transversal não uniforme, o que é muito indesejável já que esta produzirá produtos de chapa de goma 184 que têm dimensões inconsistentes.
[00176] Assim, em uma modalidade exemplar, os rolos 144, 146 são reforçados provendo suportes estruturais adicionais e/ou suportando os rolos mais próximo das extremidades dos rolos para minimizar ou eliminar a deflexão nos rolos. Em uma modalidade, os rolos 144, 146 são reforçados e suportados de modo que a deflexão máxi- ma entre os rolos seja mantida abaixo de 0,5 mm, de preferência abaixo de 0,1 mm quando processando uma massa de goma 182 com alta viscosidade e/ou baixa viscosidade. Ainda, a deflexão de rolo pode também ser minimizada ou eliminada aumentando um diâmetro dos rolos ou formando os rolos de materiais que têm uma resistência aumentada para suportar a tensão imposta pela massa de goma. Para rolos mais largos, mais resistência é necessária para suportar a tensão e um rolo de maior diâmetro pode ser benéfico em prover uma resistência de rolo suficiente para minimizar a deflexão. Assim, uma razão de diâmetro para largura dos rolos é cuidadosamente selecionada considerando as propriedades físicas da massa de goma 182 e a espessura de chapa de goma desejada para minimizar a deflexão nos rolos.
[00177] Em algumas modalidades, em que uma estrutura de goma viscosa que tem uma baixa deformabilidade é formada através do par de rolos reforçados para minimizar a deflexão, uma alta pressão compressiva pode ser exercida sobre a resistência de goma, a qual por sua vez aplica uma alta tensão nos rolos. Em tais modalidades, ingredientes particulados sólidos na goma podem endentar a superfície dos rolos.
[00178] Alternativamente, as propriedades físicas da massa de goma 182 podem ser ajustadas para minimizar a deflexão nos rolos 144, 146 durante o processo de formação e dimensionamento compressivo. Por exemplo, a temperatura da saída de estrutura de goma 130 do misturador 102 e/ou uma temperatura dos bolos 132 podem ser aumentadas para aperfeiçoar a compressibilidade da massa de goma 182 que entra no par de rolos 144, 146. Em outras modalidades, um ou ambos os rolos 144, 146 podem ser aquecidos para transferir calor para a massa de goma 182, por meio disto diminuindo a viscosidade e aperfeiçoando a compressibilidade / formabilidade da chapa de goma 184. Uma quantidade de pressão e calor exercida sobre a massa de goma 182 pode ter vários efeitos sobre o produto de goma final. Assim, a deflexão dos rolos é controlada considerando o produto de goma final, já que o reforço dos rolos pode aumentar a pressão exercida sobre a massa de goma 182 e aumentar a temperatura expõe adicionalmente a goma a processos de pós-mistura por calor.
[00179] Outra característica da presente modalidade da Figura 1 é que o rolo 146 que carrega a goma sobre diversos graus de rotação serve para transferir calor da ou para a chapa de goma 184 rapidamente e eficientemente devido ao estado relativamente fino da goma e devido à transferência de calor através de condução. Para facilitar a mesma, em uma modalidade, pelo menos o rolo inferior 146 (e de preferência ambos os rolos) pode ser resfriado ou aquecido. Em algumas modalidades, cada um do rolo superior 144 e do rolo inferior 146 pode estar provido com canal(is) interno(s) em que um fluido de aquecimento ou resfriamento tal como água temperada ou fluido de ponto de congelamento mais baixo flui para aquecer ou esfriar os rolos. Portanto, a temperatura de superfície dos rolos 144, 146 pode ser ajustada de aproximadamente -15°C to 90 °C. Em uma modalidade, a temperatura de superfície dos rolos 144, 146 pode ser controlada entre aproximadamente 0°C-90C° circulando um fluido de resfriamento ou fluido de aquecimento que tem uma temperatura entre aproximadamente 0°C-90C° dentro dos rolos 144, 146. De acordo com uma modalidade, os rolos de formação são resfriados para uma temperatura de superfície entre aproximadamente 5°C a 25C°; e de preferência aproximada-mente 15C°. Isto tem diversas vantagens como reduzir ou eliminar um condicionamento / resfriamento posterior, e reduzindo a evaporação de ingredientes sensíveis ao calor tal como sabores já que a goma é resfriada muito mais cedo no processo. Em uma diferente modalidade, os rolos de formação são aquecidos a uma temperatura de superfície entre aproximadamente 40°C e 60C°, o que pode facilitar a formação de uma chapa de goma e reduzir a variação de espessura da chapa de goma.
[00180] Em uma modalidade exemplar, a massa de goma 182 acabada que tem uma temperatura média entre aproximadamente 40°C- 60C° é alimentada entre o conjunto de rolos de formação ou dimensionamento 142. Um ou ambos os rolos 144, 146 são aquecidos a uma temperatura de superfície entre aproximadamente 30°C-70C°, mais de preferência entre aproximadamente 40°C-60C° para serem proximamente casados com a temperatura da massa de goma 182 acabada. Tal aquecimento do(s) rolo(s) facilita a formação da goma e controla a viscosidade da goma, a qual é carregada pelo rolo inferior 146. Se a temperatura de superfície do(s) rolo(s) 144, 146 for muito alta, em algumas modalidades, a goma pode aquecer e então tornar-se muito pegajosa e aderir ao(s) rolo(s). Se a temperatura de superfície do(s) rolo(s) 144, 146 for muito baixa, a viscosidade local da goma pode aumentar a um ponto, em que a goma torna-se muito dura para formar ou pode não ficar sobre o rolo inferior 146. Assim, dependendo de uma formulação da goma, a temperatura de superfície do(s) rolo(s) 144, 146 pode ser ajustada para ajudar a impedir que a goma adira no(s) rolo(s) 1434, 146, e facilitar a formação da goma.
[00181] Como acima mencionado, para conseguir o aquecimento ou resfriamento dos rolos 144, 146, um fluido de aquecimento / resfriamento é circulado através dos rolos 144, 146. Por exemplo, a Figura 8 mostra uma vista em seção tranversal dos rolos 144, 146 incluindo os canais internos 204, 206. Nesta modalidade, o canal interno 206 do rolo inferior 136 está mostrado como um espaço oco entre uma camada externa 207 e um núcleo interno 208, em que uma pluralidade de bordas 209 suporta a camada externa 207 (a pluralidade de bordas pode ser projetada para o suporte máximo, por exemplo, as bordas podem estar em uma disposição como colméia). Como discutido, um fluido de aquecimento / resfriamento pode fluir dentro do espaço oco que forma o canal 206 para resfriar a camada externa 207. O rolo superior 204 está configurado similarmente como o rolo inferior 206 nesta modalidade. Em outras modalidades, o canal de resfriamento pode ser formado diferentemente, por exemplo, o canal de resfriamento pode ser formado de um canal espiralado mais fino.
[00182] Em algumas modalidades, somente um dos rolos 144, 146 pode estar provido com os canais internos para o fluido térmico, ou nenhum dos rolos pode estar providos com os canais internos. O rolo superior 144 e o rolo inferior 146 podem ser resfriados ou aquecidos a uma mesma temperatura ou diferentes temperaturas. Por exemplo, o rolo superior 144 pode não ser resfriado ou resfriado a uma temperatura mais alta do que aquela do rolo inferior 146. O rolo superior 144 que tem uma temperatura mais alta pode facilitar a formação e o dimensionamento da massa de goma 182 na placa de goma 184, enquanto que o rolo inferior 146 resfriado para uma temperatura mais baixa pode facilitar o resfriamento da chapa de goma 184 e a liberação da mesma do rolo inferior 146. Em uma modalidade, o rolo superior 144 pode ser aquecido acima de uma temperatura de uma massa de goma 182 dentro do funil 154 para diminuir a viscosidade e aumentar a deformabili- dade da goma conforme o rolo superior 144 transporta a goma na direção do rolo inferior 146. O rolo inferior 146 é resfriado para prover o resfriamento conforme a massa de goma 182 é deformada para a chapa de goma 184 entre o rolo superior 144 e o rolo inferior 146.
[00183] lençol de goma formado, dimensionado, e resfriado ou aquecido utilizando os rolos 144, 146 pode ter um gradiente de temperatura através da espessura da chapa de goma 184. Isto é porque a chapa de goma 184, uma quantidade substancial da qual é um elas- tômero, não é um bom condutor térmico, e assim a porção intermediá- ria da goma pode permanecer a uma diferente temperatura do que aquela das superfícies, as quais estão em contato direto com os rolos. Tal gradiente de temperatura pode ser amplificado quando os rolos 144, 146 são mantidos em diferentes temperaturas. Por exemplo, em uma modalidade, o rolo superior 144 é aquecido a uma temperatura de superfície de aproximadamente 50°C e o rolo inferior 146 é resfriado para uma temperatura de superfície de aproximadamente 5°C, em que a massa de goma 182 que tem uma temperatura média de aproximadamente 40°C é formada, dimensionada e condicionada na chapa de goma 184 que tem uma espessura de aproximadamente 2 mm. Nesta modalidade, a chapa de goma 184 pode ter um grande gradiente de temperatura, em que uma temperatura da superfície de goma em contato com o rolo inferior 146 está próxima da temperatura de superfície do rolo inferior 146 de aproximadamente 5°C e uma temperatura da superfície de goma em contato com o solo superior 144 aquecido está próxima da temperatura de superfície do rolo superior 144 de aproxi-madamente 50°C com uma temperatura da chapa de goma 184 entre estas variando de aproximadamente 5°C a aproximadamente 50°C. Em tais modalidades, a cristalização da superfície de goma resfriada pode ser substancialmente diferente do que aquela da superfície de goma aquecida, já que o resfriamento de condução de baixa temperatura da chapa de goma 184 através do rolo resfriado pode resultar em uma cristalização muito diferente comparada com uma chapa de goma 184 lentamente resfriada, por exemplo, por convecção. Mesmo em modalidades, em que ambos os rolos 144, 146 são resfriados para uma mesma temperatura, a chapa de goma 184 pode ter um gradiente de temperatura através de uma espessura da chapa de goma 184, apesar de muito menos do que aquele de chapas de goma 184 formadas por rolos de diferentes temperaturas.
[00184] Uma variação de temperatura em uma goma de entrada que entra na estação de formação de goma 106 pode ter um impacto significativo sobre a consistência de temperatura da chapa de goma 184. Isto é porque a temperatura que altera a chapa de goma 184 por condução através do(s) rolo(s) de formação 144, 146 ocorre em uma fração de tempo quando comparada com o resfriamento e condicionamento tradicionais da goma através de convecção, o qual pode levar horas ou mesmo dias. Como tal, a variação de temperatura na massa de goma de entrada pode transladar em uma variação de temperatura no lençol de goma que é rapidamente resfriado, por exemplo, em menos de um minuto, pelo(s) rolo(s) 144, 146 resfriado(s). Assim, algumas modalidades podem incluir medidas para controlar uma variação de temperatura da massa de goma de entrada dentro de uma faixa desejada. Por exemplo, um extrusor de mistura para preparar a estrutura de goma de entrada pode ser equipado com módulos de controle de temperatura sofisticados para extrudar a goma dentro da faixa de temperatura desejada. Em outras modalidades, a linha de fabricação de goma 100 pode incluir uma unidade de condicionamento opcional entre a máquina de bolos 104 e a estação de formação de goma 106 para o condicionamento dos bolos de goma 132 para uma faixa de temperatura desejada.
[00185] rolo ou rolos de formação 144, 146 resfriados podem efetivamente reduzir uma temperatura da chapa de goma 184 relativamente fina conforme esta é carregada pelo(s) rolo(s) de formação resfria- do(s) para transferência de calor. Portanto, em uma modalidade como mostrada na Figura 1, um rolo de diâmetro relativamente grande pode ser provido em que a chapa de goma 184 é carregada sobre pelo menos aproximadamente 1/4 de uma rotação (pelo menos aproximadamente 90 graus e até aproximadamente 180 graus) para prover uma longo tempo de residência para facilitar a transferência de calor da chapa de goma 184 e para o rolo resfriado devido ao contato e à con- dução. O fluido resfriado que se desloca através dos rolos 144, 146 é excelente em manter o(s) rolo(s) de formação a uma temperatura de superfície entre aproximadamente 5°C e 25C°; e de preferência apro-ximadamente 15C°. O(s) rolo(s) de formação resfriado(s) que tem uma superfície metálica fria que tem uma alta condutividade térmica funciona(m) efetivamente para reduzir a temperatura da goma de mascar relativamente fina, de preferência tendo uma espessura menor do que 10 mm; e mais de preferência em 0,5-6 mm, facilitando a transferência de calor da chapa de goma 184 para a superfície metálica fria. O rolo de transferência de calor pode vantajosamente ser um ou ambos do par de rolos de formação, ou pode também independentemente ser um rolo separado sobre o qual a goma é transferida.
[00186] A Figura 9 ilustra uma modalidade que inclui um rolo de resfriamento 600 independente, em que uma chapa de goma contínua 602 é guiada na direção do rolo 600 por uma guia 604. Como mostrado, a chapa de goma 602 é carregada pelo rolo 600 aproximadamente 270° ao redor do rolo para resfriamento. Apesar desta modalidade ser mostrada de modo que a chapa contínua de chapa de goma 602 seja transferida por sobre e para fora do rolo de resfriamento 600 afastada de 90° para maximizar o tempo de residência sobre o rolo de resfriamento 600 (o tempo de residência pode ser ainda maior se o ângulo entre a entrada e a saída for adicionalmente estreitado), a chapa contínua de chapa de goma 602 pode ser transferida por sobre o rolo de resfriamento em um ponto variável e sair em ponto variável de acordo com a configuração dos outros componentes em um sistema de fabricação de goma e a localização do rolo de resfriamento 600 no sistema de fabricação de goma. O rolo de resfriamento 600 pode estar disposto em várias localizações em um sistema de fabricação de goma. Por exemplo, o rolo de resfriamento 600 pode estar disposto a montante ou a jusante do rolos de formação 144, 146, ou a montante ou a jusan- te ou interposto entre os rolos de rolamento de redução de tamanho progressivo tradicional, etc. Se a jusante, a superfície de transportador 144 pode estar configurada para carregar a goma para um ponto a jusante do rolo de resfriamento 600 em oposição a um mecanismo de marcação.
[00187] Em algumas modalidades, um sistema de formação de goma pode incluir múltiplos rolos de transferência de calor. A Figura 11 ilustra o sistema de formação de goma 700 que inclui quatro rolos de transferência de calor 702, 704, 706, 708. Nesta modalidade, um ou ambos os rolos de formação 702, 704 podem ser aquecidos para reduzir a viscosidade de uma chapa de goma conforme os rolos 702, 704 formam a chapa de goma para uma largura e espessura desejadas. O lençol contínuo de chapa de goma 710 que sai do rolo 704 é então carregado pelos rolos 706, 708 resfriados, em que a chapa de goma é resfriada para uma temperatura desejada. Em outras modalidades, o par de rolos de formação 702, 704 pode também ser resfriado.
[00188] Em uma modalidade exemplar, o rolo superior 144 que tem um diâmetro de aproximadamente 0,5 metros e o rolo inferior 146 que tem um diâmetro de aproximadamente 1 metro são resfriados para aproximadamente 15°C. os rolos 144, 146 são girados em sentidos opostos para formar e resfriar a massa de goma 182 que tem uma temperatura entre 40°C e 60°C em uma velocidade linear de aproximadamente 2 metros / min para prover a chapa de goma 184 com um tempo de residência sobre o rolo inferior 146 de aproximadamente 1,6 min. Os rolos 144, 146, estão configurados para ter um espaçamento 162 de uma largura de folga de aproximadamente 3 mm para formar a chapa de goma 184 que tem uma espessura geralmente uniforme de aproximadamente 3 mm, em que a temperatura da chapa de goma cai rapidamente para aproximadamente 15 °C a 30°C. Em outras moda- lidades, o sistema de formação de goma 106 está configurado para formar e resfriar a chapa de goma 184 em uma velocidade de linha entre aproximadamente 5 metros / min e aproximadamente 30 metros / min.
[00189] Os rolos 144, 146 podem também prover a oportunidade de eliminar o empoamento da goma com talco ou outro agente antiade- rência particulado que são utilizados em operações de redução de rolamento mais convencionais. Isto pode evitar a necessidade de um equipamento de coletamento de poeira como utilizado nas linhas de rolamento e marcação tradicionais; e pode também ser utilizado para criar um produto mais esteticamente agradável que tem cores mais vibrantes já que as operações de empoamento amortecem a cor de produto final. Ainda, eliminando a utilização de pós de empoamento, um processo de limpeza da linha de fabricação de goma 100 pode ser dramaticamente tornado fácil, já que uma porção substancialmente grande de desordem residual que requer uma limpeza demorada em linhas de rolamento e marcação convencionais é devido à utilização de pós e ao grande número de rolos. Como tal, o tempo de limpeza para uma mudança, o qual levava horas, 10 horas em algumas linhas de rolamento e marcação de goma convencionais pode ser reduzido para minutos de acordo com algumas modalidades da presente invenção. Portanto, as modalidades da presente invenção podem aumentar a produtividade da linha de fabricação de goma reduzindo substancialmente o tempo de limpeza / mudança quando comparado com as linhas de rolamento e marcação de goma tradicionais.
[00190] Mais especificamente, a eliminação de empoamento de goma / rolo com talco ou outro agente antiaderência particulado permite uma redução em consumo de energia pelo sistema de dimensionamento 106 em relação a sistemas mais convencionais que requerem tais particulados. Em uma modalidade, exemplar, os sistemas 106 consomem uma energia de não mais do que 0,009 KWH/kg na formação e dimensionamento da massa de goma 182 na chapa de goma , e mais especificamente, 0,002 KWH/kg a 0,006 KWH/kg ou 0,002 KWH/kg a 0,003 KWH/kg na formação e dimensionamento da massa de goma 182 na chapa de goma 184.
[00191] Os dados de energia acima podem ser gerados utilizando um sistema que opera em uma velocidade de linha linear padrão de aproximadamente 15 m/min. No entanto, deve ser notado que o sistema 106 tem a capacidade de operar em uma velocidade de linha linear de até 35 m/min e mais rápido. Esta energia é consumida quando formando e dimensionando uma massa de goma que inclui propriedades de goma mais convencionais. Em uma modalidade exemplar, estas propriedades de massa de goma incluem uma viscosidade de aproximadamente 1000 Pa.s a uma taxa de desvio de 250 l/s a uma tempe-ratura de 45°C (a viscosidade sendo inversamente proporcional à taxa de desvio),e uma densidade de aproximadamente 1100 kg/m3. Em uma modalidade exemplar adicional, a energia consumida não leva em conta nenhuma pré-extrusão ou pré-resfriamento que pode ou não ser necessário para o sistema. No entanto, o coletamento de poeira pode ser levado em conta no cálculo de uma energia consumida de não mais do que 0,009 KWH/kg (tal como os sistemas da técnica anterior).
[00192] Deve ser notado que o consumo acima mencionado representa uma redução de aproximadamente 50% em utilização de energia em relação aos sistemas de dimensionamento convencionais que envolvem particulados e coletamento de particulados, e aproximadamente uma redução de 33% em utilização de energia em relação a tal sistema de dimensionamento convencional se a aplicação e coleta- mento de particulados não fosse levada em conta. Deve também ser notado, no entanto, que um aumento na taxa rotacional de qualquer um dos rolos 142 (tal como para aumentar a saída de sistema) para incluir velocidades lineares em extremidades mais altas das faixas de velocidade linear acima mencionadas pode resultar em um consumo de energia em uma extremidade superior para a faixa de consumo de energia acima mencionada (ou além). Além disso, operando os rolos 142 na mesma velocidade linear (na folga 162) pode resultar em um menor consumo de energia do que operar os rolos 142 em diferentes velocidades lineares independentemente se as velocidades rotacionais são as mesmas ou não. No entanto, operar os rolos 142 em diferentes velocidades lineares pode ser vantajoso quando dimensionando algumas composições de massa de goma para uma espessura de 1,5 mm ou menor.
[00193] Observando agora uma modalidade exemplar que pode efetivamente substituir o pó acima mencionado, deve ser apreciado que o rolo superior 144 pode estar equipado com um rolo de oleamen- to 174 para lubrificar o rolo superior 144 com um gente de liberação tal como um óleo vegetal ou mineral de qualidade alimentícia, o qual atua para impedir a aderência da goma nos rolos 142. Similarmente, o rolo inferior 146 está equipado com um rolo de oleamento 176 para lubrificar o rolo inferior 146. Portanto, o sistema de formação de goma 106 elimina a necessidade de agentes de liberação em pó tal como talco ou um poliol. A pesar de cada um dos rolos 144, 146 estar provido com o rolo de oleamento 174, 176 nesta modalidade, em outras moda-lidades, somente um dos rolos superior e inferior 144, 146 pode estar provido com um rolo de oleamento quando os rolos 144, 146 têm uma tensão superficial ou adesão suficientemente baixa para liberar a chapa de goma 184 sem o auxílio de um agente de liberação e a chapa de goma 184 é suficientemente não pegajosa para os subsequentes processos de marcação, corte e embalagem. Ainda, outros sistemas de lubrificação, por exemplo, uma barra de pulverização ou um tanque de imersão podem ser utilizados para aplicar um lubrificador líquido ade- quado. Como mostrado na Figura 1, o rolo 146 está provido com um raspador 188 a jusante da folga 162 para destacar a chapa de goma 184 da superfície do rolo 146 por sobre uma correia transportadora 190.
[00194] Deve ser apreciado que pelo menos uma porção do agente de liberação acima mencionado pode desejavelmente permanecer com a chapa de goma 184 após a chapa de goma 184 ter passado entre e contactado os rolos de dimensionamento 142. Após ser liberada dos rolos 142 que incluem sistemas de lubrificação tal como os rolos de oleamento acima discutidos, a chapa 184 pode subsequentemente inclui 0,1% a 3% do óleo aplicado, com a maior parte da percentagem de óleo permanecendo com a chapa 184 sendo localizada na ou próximo de uma ou ambas as superfícies da chapa de goma 184. Este agente de liberação pode desejavelmente afetar um perfil de sabor da chapa de goma 184, e ser uma gordura vegetal de um vegetal tal como mas não limitado a soja, semente de algodão, milho, amêndoa, amendoim, girassol, sal, colza, oliva, palma, palmito, illipe, shea, e coco, e/ou pelo menos um de manteiga de cacau, gordura de leite, e polietileno glicol (PEG). Além disso, o agente de liberação pode incluir pelo menos um agente de sabor tal como mas não limitado a óleos de sabor sintéticos, aromáticos e;ou óleos de flavorização naturais, oleorresinas, extratos derivados de plantas, folhas, flores, frutas, óleo de hortelã, óleo de canela, óleo de gaultéria, óleo de menta, óleo de cravo, óleo de louro, óleo de anis, óleo de eucalipto, óleo de tomilho, óleo de folha de cedro, óleo de noz moscada, óleo de pimenta da jamaica, óleo de sálvia, óleo de flor de noz moscada, óleo de amêndoas amargas, óleo de cássia, óleo cítricos, incluindo limão, laranja, lima, grapefruit, baunilha, essências de furtas incluindo maçã, pêra, pêssego, uva, morango, framboesa, amora, cereja, ameixa, abacaxi, damasco, banana, melão, frutas tropicais, manga, mangostim, romã, mamão, limão de mel, acetato de cinamila, cinamaldeído, citral dietila- cetal, acetato de dihidrocarvil, formato de eugenil e suas misturas.
[00195] Mais ainda, um agente de liberação que muda de um líquido na temperatura de processamento (isto é, durante o dimensionamento nos rolos 142) para um sólido na temperatura ambiente pode também ser desejável. Consequentemente, e em uma modalidade exemplar, gorduras sólidas fundidas tal como óleo de palma ou óleo de coco podem ser aplicados a 30°C - 40°C como um agente de liberação sobre os tambores de formação 142, e solidificar sobre a chapa de goma 134 conforme as chapas de goma são resfriadas (por exemplo, abaixo de 20°C). Similarmente, o polietileno glicol [PEG] de pesos moleculares 1000, 1200, 3000 até 6000 pode ser aplicado a 40°C - 60°C sobre os tambores de formação 142, e também solidificar sobre a chapa de goma 134 conforme as chapas de goma são resfriadas. A solidificação destes materiais sobre a chapa de goma 184 provê uma barreira entre as chapas de goma empilhadas, por meio disto impedindo que as chapas de goma adiram umas nas outras durante as operações de condicionamento e embalagem as quais são normalmente executadas abaixo de 25°C.
[00196] Como mostrado na Figura 1, o rolo superior 144 da Figura 1, pode também ser provido com um raspador 186 próximo do espaçamento 162 para assegurar que a chapa de goma 184 destaque da superfície do rolo superior 144, por meio disto facilitando a chapa de goma 184 se deslocar sobre o rolo inferior 146. O rolo inferior 146 pode ainda ser provido com um raspador 188 próximo do fundo do rolo inferior 146 para destacar a chapa de goma 134 da superfície do rolo inferior 146 por sobre uma correia transportadora 190. Em algumas modalidades, a correia transportadora 190 pode ser adaptada para resfriar ou aquecer para condicionar adicionalmente a chapa contínua de chapa de goma 184.
[00197] Em uma modalidade exemplar, a correia transportadora 190 pode também ser resfriada para prover um resfriamento adicional para a chapa de goma 184. A Figura 10 ilustra esquematicamente a correia transportadora 190 resfriada. Como mostrado, a correia transportadora 190 inclui uma correia externa 230, um canal de fluido 232, uma pluralidade de bocais de pulverização 234 e um suporte 236. A correia externa 230 pode ser formada de qualquer material adequado tal como um material polimérico. Nesta modalidade, a correia externa 230 é formada de um náilon. O suporte 236 é formado de qualquer material adequado que tenha uma condutividade térmica relativamente alta, tal como um metal. Nesta modalidade, o suporte 236 é formado de um aço inoxidável. Um canal de fluido 232 está configurado para circular um fluido de resfriamento ou aquecimento adequado. Nesta modalidade, água gelada flui através do canal 232, em que a pluralidade de bocais de pulverização 234 pulveriza a água gelada por sobre o suporte de aço inoxidável 236, por meio disto resfriando o suporte de aço inoxidável 236. O suporte de aço inoxidável 236 resfriado suporta a correia de náilon 230. Portanto, quando a chapa de goma 184 é carregada sobre a superfície superior da correia transportadora 190, o calor da chapa de goma 184 que tem uma temperatura mais alta do que o suporte de aço inoxidável 236 resfriado transfere através da correia de náilon 230 para o suporte de aço inoxidável 236 resfriado, por meio disto resfriando a chapa de goma 134. Nesta modalidade, a espessura da correia de náilon está configurada para permitir uma transferência de calor adequada entre a chapa de goma 184 e o suporte 236 enquanto provendo um suporte adequado sem romper facilmente. Em uma modalidade, o suporte 236 tem uma espessura entre 0,5 mm - 5 mm, e de preferência entre 1 mm - 2 mm.
[00198] A correia transportadora 190 resfriada pode ser utilizada nos sistemas de formação de goma de várias modalidades da presen te invenção porque os sistemas podem formar a chapa de goma sem utilizar materiais em pó tal como talco ou outro agente antiaderência como acima descrito. Em linhas convencionais, em que a utilização de tal material em pó de empoamento é necessário para impedir que a goma adira nos rolos, uma correia transportadora resfriada não é factível, já que o material de empoamento em pó aderirá na superfície resfriada da correia transportadora.
[00199] sistema de formação 106 da Figura 1 pode também inclui um rolo de compressão 192. Quando saindo do par de rolos 142, a correia transportadora 190 move a chapa de goma 184 na direção do rolo de compressão 192. O rolo de compressão 192 está disposto de preferência a aproximadamente 0,5 m a 3 m do rolo inferior 146, mais de preferência aproximadamente 1 m - 1,5 m. O rolo de compressão pode remover imperfeições de superfície, dobras, e pode ainda reduzir a espessura da chapa de goma 184, no entanto usualmente quaisquer reduções adicionais podem ser limitadas a 10% ou menos, por meio disto obtendo vantagens em que reduções de rolamento progressivas não são necessitadas. Nesta modalidade, o par de rolos 142 pode ser configurado para emitir a chapa de goma 184 contínua tendo uma espessura dentro de 10% de uma espessura final desejada do produto de goma final, e o rolo de compressão 192 está configurado para ajustar a espessura da chapa de goma 184 por menos de 10%. Por exemplo, em uma implementação em que a espessura final desejada de um produto de goma em bastão é 2,0 mm, o espaçamento 162 do par de rolos 142 pode ser ajustado de modo que a chapa contínua de chapa de goma 184 tenha uma espessura geralmente uniforme de aproximadamente 2,1 mm. Nesta implementação, o rolo de compressão 192 está disposto em relação à correia transportadora 190 para reduzir a espessura geralmente uniforme para aproximadamente 2,0 mm.
[00200] Dependendo de uma formulação da goma sendo formada, a chapa de goma formada através de um par de rolos pode expandir quando saindo do par de rolos, por meio disto resultando em uma espessura aumentada da chapa de goma. Por exemplo, uma chapa de goma pode ser formada através de um par de rolos que tem um espaçamento de 3 mm, em que a chapa de goma é comprimida para uma espessura de aproximadamente 3 mm. Quando saindo do par de rolos, a chapa de goma pode expandir para uma espessura de aproximadamente 3,3 mm. Em tal modalidade, um rolo de compressão subsequentemente disposto pode estar configurado para aplicar uma pressão suficiente para comprimir a camada de chapa de goma expandida de volta para 3 mm. Em outras modalidades, uma chapa de goma pode contrair quando saindo do par de rolos. Por exemplo, uma chapa de goma pode contrair por aproximadamente 10% na sua espessura quando saindo. Em tal modalidade, o espaçamento pode ser ajustado para aproximadamente 10% ou mais, maior do que a espessura final desejada. Por exemplo, em que a espessura desejada final da espessura de chapa de goma é 3 mm, o par de rolos pode ser ajustado para ter um espaçamento de aproximadamente 3,5 mm. A chapa de goma é comprimida para uma espessura de aproximadamente 3,5 mm entre o par de rolos e contrai quando saindo do par de rolos para uma espessura entre aproximadamente 3,1 mm - 3,2 mm. A chapa de goma contraída é então adicionalmente comprimida através de um rolo de compressão subsequente para a espessura final desejada de aproximadamente 3 mm. Em algumas modalidades, o rolo de compressão 192 pode ser configurado para ser um rolo resfriado para prover um resfriamento adicional.
[00201] Na modalidade exemplar da Figura 1, o sistema 100 ainda inclui um rolo de marcação 194, um rolo de divisão lateral 196 a jusante do rolo de compressão 192, e um túnel de resfriamento 200. O rolo de marcação 194 e o rolo de divisão lateral 196 marcam e dividem a chapa de goma 184 em chapas marcadas individuais 198. As chapas marcadas 198 são transportadas para o túnel de resfriamento 200, em que as chapas marcadas 198 são resfriadas tanto do lado superior quanto inferior com ar forçado. Conforme as chapas marcadas 198 são adicionalmente condicionadas dentro do túnel de resfriamento 200, o material de goma das chapas marcadas 198 enrijece suficientemente para empilhar de modo a manter a forma e minimizar a deformação de material. Em uma modalidade, o túnel de resfriamento 200 está configurado para condicionar a chapa de goma 198 para uma temperatura tão baixa quanto aproximadamente 0°C-15°C. As chapas marcadas 198 são então empilhadas em pilhas de chapas de goma 202 e transferidas para processos de embalagem subsequentes. Em outras modalidades, o túnel de resfriamento 200 pode ser disposto em diferentes localizações no sistema de fabricação de goma 100. Por exemplo, o túnel de resfriamento 200 pode ser disposto entre o rolo de compressão 192 e o rolo de marcação 194, de modo que uma chapa de goma seja resfriada antes de ser marcada e/ou cortada. Alternativamente, o sistema de fabricação de goma 100 pode incluir rolos de divisão e/ou corte e equipamentos de embalagem adicionais para produzir os produtos de goma embalados em uma única linha.
[00202] túnel de resfriamento 200 pode ser de qualquer tipo convencional, por exemplo, a câmara de resfriamento descrita na Patente U.S. Número 6.214.389 cedida para o predecessor de interesse do presente cedente, os ensinamentos e descrições da qual estão por meio disto incorporados por referência na sua totalidade ao grau não inconsistente com a presente descrição. O túnel de resfriamento 200 pode também ser similar às torres de resfriamento descritas na Patente U.S. Número 5.756.133 cedida para o predecessor de interesse do presente cedente, os ensinamentos e descrições da qual estão por meio disto incorporados por referência na sua totalidade ao grau não inconsistente com a presente descrição. O túnel de resfriamento 200 pode utilizar um mecanismo de resfriamento de ar forçado e/ou peças resfriadas por líquido tal como rolos resfriados, correias resfriadas, fitas de aço resfriadas, etc. Ainda, o túnel de resfriamento 200 pode ser compartimentado incluindo diferentes câmaras ou áreas tendo diferentes temperaturas internas e/ou umidade, por exemplo, através de entrada de ar forçado de diferentes temperaturas e/ou umidades.
[00203] Em algumas modalidades, o rolo de marcação 194 e o rolo de divisão 196 podem ser substituídos por outras soluções de formação de goma, tal como um rolo de queda, um cortador de matriz, um peletizador ou outro equipamento de formação de goma similar (desde que a chapa seja resfriada a um grau suficiente). Como tal, o sistema de fabricação de goma 100 pode produzir uma goma de mascar que tem várias formas finais, tais como placas as quais podem subsequentemente ser embaladas, ou grânulos que são subsequentemente revestidos.
[00204] Em uma modalidade, o rolo de marcação 194 e rolo de divisão 196 são substituídos por um sistema de rolamento / marcação tal como os sistemas de rolamento e marcação tradicionais descritos nas Patentes U.S. Números 4.882.175 e 7.112.345 os ensinamentos e descrições das quais estão por meio disto incorporados por referência nas suas totalidades ao grau não inconsistente com a presente descrição. O túnel de resfriamento 200 pode estar disposto antes ou após o equipamento de formação de goma final ou um sistema de rolamento / marcação.
[00205] Em uma modalidade, o rolo de marcação 194 e o rolo de divisão 196 são substituídos por um sistema de rolamento / marcação tradicional com os rolos de rolamento / dimensionamento omitidos porque a formação / dimensionamento da goma é completado através do sistema de formação de goma 106. O túnel de resfriamento 200 está disposto após o sistema de rolamento / marcação. Nesta modalidade, a goma acabada 182 dentro do funil 154 tem uma temperatura média entre 40°C-60°C. Os rolos 144, 146 estão equipados com mecanismos de controle de temperatura, em que um fluido de aquecimento / resfriamento pode ser circulado para aquecer os rolos 144, 146. Em uma modalidade exemplar, a temperatura de fluido é controlada para manter os rolos 144, 146 a uma temperatura de superfície entre 40°C-60°C. Presumivelmente, a temperatura do fluido está correspondentemente entre 40°C-60°C. Os rolos 144, 146 facilitam a formação de uma chapa de goma 184 contínua e controlam uma viscosidade local da goma de modo que a goma possa ser formada para uma espessura e largura desejadas e carregada pelo rolo inferior 146 para a correia transportadora 190. A chapa de goma 184 contínua que sai do conjunto de rolos 144, 146 tem uma temperatura na superfície em contato com o rolo inferior 146 entre 35°C-60°C e a superfície não em contato com o rolo inferior 146 entre 35°C-60°C. Dependendo de uma espessura e formulação da chapa de goma 184 contínua, o gradiente de temperatura através de toda a espessura da goma pode ser entre mais ou menos 0°C-5°C. A chapa de goma contínua que tem uma temperatura entre 35°C-60°C então entra no sistema de rolamento / marcação, em que a chapa de goma contínua é marcada e/ou cor-tada em chapas, cordas, tiras, grãos, etc. A goma marcada que tem uma temperatura entre 20°C-30°C e um gradiente de temperatura através de toda a espessura entre mais ou menos 0°C-5°C entra no túnel de resfriamento 200.
[00206] A temperatura interna do túnel de resfriamento 200 é mantida a uma temperatura entre 0°C-25°C, em que ar forçado que tem uma temperatura entre 0°C-25°C e/ou outros rolos, correias, tiras de aço resfriados, etc. que têm uma temperatura entre 0°C-25°C são utilizados. Um nível de umidade interno do túnel de resfriamento 200 é mantido entre 30% RH - 50% RH. O tempo de residência da goma dentro do túnel de resfriamento pode ser entre 30 segundos - 10 minutos, dependendo da temperatura desejada da goma e/ou dos processos de formação / embalagem finais a jusante assim como a capacidade de manipulação de goma do túnel de resfriamento 200 e a forma da goma conforme esta passa através do túnel de resfriamento 200. A goma que sai do túnel de resfriamento 200 tem uma temperatura entre 5°C-20°C e um gradiente de temperatura através de toda a espessura de goma tendo uma temperatura entre 0°C-1°C. Em uma modalidade, a chapa de goma contínua é marcada em grãos e resfriada através do túnel de resfriamento 200, em que a chapa resfriada está dura o suficiente para ser jogada dentro de um recipiente para quebrar.
[00207] Apesar do sistema de fabricação de goma 100 inclui o túnel de resfriamento 200, o túnel de resfriamento 200 é opcional. Em outras modalidades, um par de rolos 142 equipados com mecanismos de res-friamento pode baixar suficientemente a temperatura da chapa de goma 184 de modo que um condicionamento adicional pode não ser necessário. Ainda, como acima discutido, o sistema de formação de goma que inclui o(s) rolo(s) resfriado(s) e o túnel de resfriamento opcional provê um resfriamento e condicionamento suficientes do produto de goma, e um subsequente condicionamento de uma sala de condicionamento antes da embalagem não é necessário para algumas formulações de goma. A eliminação de um condicionamento extenso na sala de condicionamento pode reduzir substancialmente a evaporação de ingredientes de goma voláteis tal como sabores, por meio disto preservando mais sabores para satisfação do consumidor. Ainda, eliminando a utilização do extrusor de formação, o sistema de formação de goma 106 pode reduzir a quantidade de cisalhamento e força mecânica aplicados no produto de goma, por meio disto melhor preservando os ingredientes de goma sensíveis ao cisalhamento tal como sabores e adoçantes encapsulados.
[00208] Apesar do sistema de mistura 102 da Figura 1 ser mostrado como uma linha contínua que inclui o sistema de mistura de goma 102, a máquina de bolos 104, e o sistema de formação de goma 106, em outras modalidades um ou mais destes componentes do sistema de fabricação de goma 100 podem estar localizados em diferentes partes de uma instalação de fabricação ou mesmo em uma diferente instalação de fabricação. Por exemplo, em uma modalidade, o sistema de mistura 102 e a máquina de bolos 104 estão localizados em uma instalação, e o sistema de formação de goma 106 e outros componentes subsequentes, tal como os rolos de marcação e divisão 194, 196 e os componentes de embalagem, estão localizados em uma diferente instalação, em que os bolos de goma 132 formados pela máquina de bolos 104 são transferidos de uma instalação para a outra para processos subsequentes. OUTRAS MODALIDADES ILUSTRADAS
[00209] Como mencionado durante a discussão acima referente à primeira modalidade, existem numerosas outras modalidades de um sistema de fabricação de goma que incluem um sistema de formação de goma tal como 106, algumas das quais serão introduzidas abaixo. Estas outras modalidades serão explicadas em muito menos detalhes com referência aos componentes da primeira modalidade para detalhes. É compreendido que as opções, descrição e discussão acima para o sistema de formação 106 e o sistema total 100 são também aplicáveis nas modalidades abaixo descritas.
[00210] Um sistema de fabricação de goma 300 mostrado na Figura 2 inclui um sistema de mistura 302, um sistema de formação ou dimensionamento 306, um rolo de compressão 308, um rolo de marcação 310, um túnel de resfriamento 312 e uma estação de embalagem 314. Nesta modalidade, o sistema de fabricação de goma 300 de pre- ferência produz uma goma acabada, apesar de que outras estruturas de goma podem também ser processadas no sistema 300. O sistema de mistura 302 pode incluir um ou mais misturadores, como era com o sistema de mistura 102, no entanto, o sistema de mistura 302 está aqui mostrado como um extrusor configurado para emitir uma massa de goma acabada não uniforme 304. A massa de goma acabada não uniforme 304 é então alimentada diretamente para o sistema de formação 306, sem ser pré-formada em uma forma uniforme. A massa de goma acabada 304 é dimensionada e resfriada pelos rolos do sistema de formação 306 como descrito em extensão com relação ao sistema de formação 306. A goma acabada é subsequentemente processada através do rolo de compressão 308 e o rolo de marcação 310 como era com a primeira modalidade da Figura 1. Nesta modalidade, o rolo de marcação 310 está configurado para aparar as bordas e reciclar de volta para o sistema de formação 106 para reduzir ou eliminar o refugo. O lençol marcada de goma acabada pode opcionalmente ser adicionalmente condicionado para uma temperatura e um conteúdo de umidade desejados dentro do túnel de resfriamento 312 antes de entrar na estação de embalagem 314, em que o lençol marcado de goma acabada é adicionalmente dividido em embrulhado em um produto de goma final acabado 316.
[00211] sistema de fabricação de goma 300 provê uma linha contínua de mistura de ingredientes de goma até a embalagem de um produto de goma final. Como tal, quaisquer retardos de preparação e/ou transporte de produtos de em processo de trabalho são substancialmente reduzidos ou eliminados. Ainda, os rolos do sistema de formação 306 e o túnel de resfriamento 312 proveem um resfriamento e condicionamento suficientes que de modo que a goma acabada possa ser imediatamente embalada sem ser condicionada em uma sala de condicionamento por um período de tempo relativamente longo. Tal sistema contínuo para fabricação e embalagem de produtos de goma sem um condicionamento externo é especialmente benéfico para reter os ingredientes voláteis tal como sabores reduzindo a evaporação.
[00212] A Figura 3 mostra outra modalidade de um sistema de fabricação de goma. O sistema de fabricação de goma 400 inclui um sistema de mistura 402, um extrusor de pré-formação 404, um sistema de formação ou dimensionamento 408, um rolo de marcação 420 e um rolo de divisão 422. O sistema de mistura 402 nesta modalidade é um misturador de lote o qual emite uma estrutura de goma não uniforme. A estrutura de goma não uniforme é então alimentada para o extrusor de pré-formação de baixo cisalhamento 404 que inclui um grande orifício de saída para minimizar qualquer tensão de cisalhamento introduzida na estrutura de goma conforme esta está sendo formada em um lençol contínuo geralmente uniforme de estrutura de goma 406 que tem uma espessura maior do que aproximadamente 20 mm (em outras modalidades similares, a espessura da alma de estrutura de goma pode ser menor do que ou maior do que 20 mm.) O lençol contínuo da estrutura de goma 406 é alimentado como uma massa de goma 407 dentro do funil 412, em que uma parede inclinada 410 do funil 412 guia a massa de goma 407 que acumula na direção dos rolos 414, 418, em que os rolos 414, 418 dimensionam e esfriam a massa de goma 407 para uma chapa de goma 416 de uma espessura e uma temperatura desejadas. O funil 412 pode prover um controle de surto e funções de controle de alimentação, e pode também permitir folgas na massa de goma 407 as quais podem ser controladas para uma alimentação consistente nos rolos 414, 418. A chapa de goma 416 é subsequentemente marcada e dividida através do rolo de marcação 420 e do rolo de divisão 422. A goma marcada e dividida é então empilhada em uma pilha 424 para processos a jusante adicionais como foi com a primeira modalidade da Figura 1 (desde que a goma tenha sido resfri- ada e/ou empoada).
[00213] sistema de fabricação de goma 400 provê um mecanismo para alimentação contínua de um lençol geralmente uniforme da goma de mascar para o sistema de formação 408. Tal sistema pode ser vantajoso para produzir uma chapa de goma 416 que tem uma largura de lençol consistente e pode reduzir adicionalmente a força requerida para dimensionar a goma já que a alimentação uniforme pode ser mais fácil de comprimir através de um espaçamento entre os rolos do que uma massa de goma não uniforme inconsistente.
[00214] A Figura 4 mostra ainda outra modalidade de um sistema de fabricação de goma. O sistema de fabricação de goma 500 inclui um sistema de mistura 502, um extrusor de pré-formação 504, um sistema de formação ou dimensionamento 508, um aplicador 512, um rolo de compressão 514, um rolo de marcação 516, e um rolo de divisão 518. Nesta modalidade, o sistema de fabricação de goma 500 de preferência produz uma goma acabada que inclui outros artigos de confeito salpicados e embutidos sobre a superfície superior. O sistema de mistura 502 desta modalidade está mostrado como um extrusor que emite uma massa de goma acabada não uniforme. A massa de goma acabada não uniforme é então alimentada para um extrusor de pré-formação de baixo cisalhamento 504 em que a massa de goma acabada não uniforme é formada em um lençol contínuo geralmente uniforme de goma acabada 506, como foi com a modalidade da Figura 3. O lençol contínuo de goma acabada é então dimensionado e resfriado no sistema de formação 508, como descrito com relação ao sistema de formação 408. O lençol de goma acabada 510 que sai do sistema de formação 508 é salpicado com chips de confeitos, salpicos de doce ou outros materiais de confeitaria utilizando o aplicador 512. Apesar aqui mostrado como um único aplicador, dois ou mais aplica- dores podem ser providos para salpicar mais do que um material de confeito. Em outras modalidades, o lençol de goma acabada 510 pode ser impresso com materiais comestíveis neste ponto. O lençol de goma acabada 510 salpicado com materiais de confeito passa através do rolo de compressão 514, em que os materiais salpicados de confeito são embutidos na superfície superior da goma acabada conforme o rolo de compressão 514 alisa a superfície do lençol de goma acabada salpicado. O lençol de goma acabada salpicado é então marcado e dividido utilizando o rolo de marcação 516 e o rolo de divisão 518, e empilhado em uma pilha 520 para processos a jusante adicionais, como foi com a modalidade da Figura 1.
[00215] sistema de fabricação de goma 500 permite a produção de vários produtos de goma incluindo diferentes pedaços comestíveis embutidos sobre a superfície da goma de mascar. Como tal, uma formulação de goma acabada pode ser utilizada para fabricar, por exemplo, vários produtos de goma de mascar que têm diferentes salpicos de doce favorizados. EXEMPLOS DE FORMAÇÃO DE GOMA ESPECÍFICOS
[00216] Em um sistema de laboratório, um motor separado aciona cada um dos rolos. Uma folga entre os rolos de formação superior e inferior é ajustada através de um servossistema. Qualquer rolo utilizado pode ser formado de um aço inoxidável altamente polido. O rolo de formação superior tem um diâmetro de aproximadamente 464 mm e o rolo inferior tem um diâmetro de aproximadamente 650 mm. Os rolos têm a mesma largura, ligeiramente maior do aproximadamente 230 mm, os quais podem forma uma chapa de goma de 228,6 mm (9 polegadas) de largura. Cada rolo está configurado para circular um fluido de resfriamento ou aquecimento, ou impor uma mudança de temperatura na goma.
[00217] rolo de compressão está disposto sobre a correia transportadora. Uma folga entre o rolo de compressão e a correia transporta- dora é manualmente ajustada para casar com uma espessura de uma chapa de goma formada através dos rolos de formação superior e inferior. O rolo de compressão é também formado de um aço inoxidável altamente polido. O rolo de compressão tem um diâmetro de aproximadamente 464 mm e uma largura ligeiramente maior do que aproximadamente 230 mm para processar uma chapa de goma de até 228,6 mm (9 polegadas). O rolo de compressão está também configurado como um rolo de troca de calor com canais internos para circular um fluido de resfriamento ou aquecimento.
[00218] Nestas operações de laboratório, uma goma acabada desejada preparada a montante em uma corda, e a corda de goma acabada é alimentada dentro do funil. No entanto, a goma pode ser alimentada continuamente em um lençol geralmente uniforme ou alimentada em lotes em pedaços irregulares. No sistema de laboratório, a corda de goma acabada alimentada para dentro do funil tem uma temperatura entre aproximadamente 45°C e 55°C, e uma viscosidade de aproximadamente 1.000 Pas ± 10%.
[00219] No sistema de laboratório, os rolos de formação são acionados independentemente pelos motores. Assim, os rolos podem ser configurados para velocidade linear na folga de uma mesma ou diferente velocidade linear. Cada um dos rolos de formação pode girar a uma velocidade linear entre aproximadamente 1-40 m/min, de preferência entre aproximadamente 3-35 m/min, e mais de preferência entre aproximadamente 5-16 m /min. O rolo de compressão pode girar na mesma ou diferente velocidade linear que os rolos de formação. O rolo de compressão pode ter uma velocidade linear entre 1-40 m/min, de preferência entre aproximadamente 3-35 m/min, e mais de preferência entre aproximadamente 5-16 m/min.
[00220] No sistema de laboratório, os rolos de formação estão configurados para ter a mesma temperatura de superfície entre aproxima damente 5°C e 90°C, de preferência entre aproximadamente 15°C e 70°C, e mais de preferência entre aproximadamente 45°C e 60°C. O rolo de compressão pode ter a mesma ou diferente temperatura de superfície que os rolos de formação superior e inferior. O rolo de compressão pode ter uma temperatura de superfície entre aproximadamente 5°C e 50°C, de preferência entre aproximadamente 10°C e 40°C, e mais de preferência entre aproximadamente 14°C e 22°C.
[00221] Chapas de goma acabadas que têm várias espessuras entre aproximadamente 1 mm e 6 mm foram formadas utilizando o sistema de laboratório. A espessura e a variância de espessura foram otimizadas ajustando uma temperatura dos rolos de formação, uma velocidade linear dos rolos, uma temperatura do rolo de compressão, uma folga entre os rolos. Resultados de operação de formação de goma exemplares, estão resumidos na Tabela 2. TABELA 2

[00222] Todas as referências, incluindo publicações, pedidos de patente, e patentes aqui citadas estão por meio disto incorporados por referência no mesmo grau que se cada referência fosse individualmente e especificamente indicada para ser incorporada por referência e fosse apresentada aqui na sua totalidade.
[00223] A utilização dos termos "um" e "uma" e "o" e referências similares no contexto da descrição da invenção (especialmente no contexto das reivindicações seguintes) deve ser considerada cobrir tanto o singular quanto o plural, a menos que de outro modo aqui indicado ou claramente contradito pelo contexto. Os termos "compreendendo", "tendo", "incluindo", e "contendo" devem ser considerados como termos abertos (isto é, significando "incluindo mas não limitado a"), a menos que de outro modo notado. A recitação de faixas de valores aqui é meramente destinada a servir como um método abreviado de referir individualmente a cada valor separado que cai dentro da faixa, a menos que de outro modo aqui indicado, e cada valor separado é incorporado na especificação como se fosse individualmente aqui recitado. Todos os métodos aqui descritos podem ser executados em qualquer ordem adequada a menos que de outro modo aqui indicado ou de outro modo claramente contradito pelo contexto. A utilização de qualquer e todos os exemplos, ou linguagem exemplar (por exemplo, "tal como") aqui providos, pretende meramente melhor iluminar a invenção e não apresenta uma limitação sobre o escopo da invenção a menos que de outro modo reivindicado. Nenhuma linguagem na especificação deve ser considerada como indicando qualquer elemento não reivindicado como essencial para a prática da invenção.
[00224] As modalidades preferidas desta invenção estão aqui descritas, incluindo o melhor modo conhecido dos inventores para executar a invenção. Variações destas modalidades preferidas podem tornar-se aparentes para aqueles versados na técnica quando da leitura da descrição acima. Os inventores esperam que os versados na técnica empreguem tais variações conforme apropriado, e os inventores pretendem que a invenção seja praticada de outro modo que especificamente aqui descrito. Consequentemente, esta invenção inclui todas as modificações e equivalentes do assunto recitado nas reivindicações anexas a este como permitido pela lei aplicável. Mais ainda, qualquer combinação dos elementos acima descritos em todas as suas variações possíveis está abrangida pela invenção a menos que de outro modo aqui indicado ou de outro modo claramente contradito pelo contexto.
Claims (4)
1. Método para formar uma goma, caracterizado pelo fato de que compreende as etapas de: proporcionar um par de rolos (142) que inclui um primeiro rolo (144) e um segundo rolo (146); mover uma massa de goma (182, 407) tendo uma espessura não uniforme a partir de um funil (154, 412) na direção de uma folga (162) entre os ditos rolos (142) em uma direção de fluxo; e dimensionar a massa de goma (182, 407) em uma chapa de goma contínua (184, 416, 602) e plana que tem uma espessura uniforme entre 0,3 mm a 10 mm através do par de rolos (142), em que o dimensionamento por meio do dito par de rolos puxa a dita massa de goma (182, 407) em direção e através de uma folga (162) entre o dito par de rolos (142) e o dimensionamento faz com que 30% a 75% de uma área de seção transversal da massa de goma (182, 407) entre a folga (162) e o funil (154, 412) seja defletida em uma direção inversa de fluxo, os ditos 30% a 75% da área de seção transversal da massa de goma (182, 407) a serem defletidos que ocorre em um interior da massa de goma (182, 407), em que o fluxo direcional inverso é medido em um local ao longo de uma linha central da folga (162) em que a separação dos rolos (142) é 10 a 50 vezes a largura da folga (162).
2. Método de acordo com a reivindicação 1, caracterizado pelo fato de que o dito dimensionamento é extensional.
3. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que as áreas de superfície da massa de goma (182, 407) na proximidade do par de rolos (142) são puxadas pelo dito par de rolos (142) a uma velocidade maior do que das áreas mais internas da massa de goma (182, 407) dispostas mais distantes do par de rolos (142).
4. Método, de acordo com a reivindicação 3, caracterizado pelo fato de que as ditas áreas de superfície da massa de goma (182, 407) na proximidade do par de rolos (142) são puxadas pelo dito par de rolos (142) pelo menos cinco vezes uma velocidade das ditas áreas mais internas da massa de goma (182, 407) dispostas mais distantes do par de rolos (142).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161510116P | 2011-07-21 | 2011-07-21 | |
| US61/510,116 | 2011-07-21 | ||
| PCT/US2012/047404 WO2013013041A2 (en) | 2011-07-21 | 2012-07-19 | Advanced gum forming |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112014001206A2 BR112014001206A2 (pt) | 2019-05-07 |
| BR112014001206B1 true BR112014001206B1 (pt) | 2021-02-02 |
Family
ID=46599000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112014001206-7A BR112014001206B1 (pt) | 2011-07-21 | 2012-07-19 | método para formar uma goma |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20140302195A1 (pt) |
| EP (2) | EP3738440A1 (pt) |
| JP (4) | JP6251168B2 (pt) |
| CN (2) | CN107821723A (pt) |
| AR (1) | AR087258A1 (pt) |
| BR (1) | BR112014001206B1 (pt) |
| ES (1) | ES2819074T3 (pt) |
| IN (1) | IN2014CN00311A (pt) |
| MX (2) | MX362131B (pt) |
| PL (1) | PL2734055T3 (pt) |
| RU (1) | RU2585462C2 (pt) |
| WO (1) | WO2013013041A2 (pt) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2525667B1 (en) * | 2010-01-21 | 2019-05-15 | Intercontinental Great Brands LLC | Method of forming and sizing chewing gum |
| EP2683251B1 (en) | 2011-03-11 | 2021-08-25 | Intercontinental Great Brands LLC | Method of forming multilayer confectionery |
| JP5912180B2 (ja) | 2011-07-21 | 2016-04-27 | インターコンチネンタル グレート ブランズ エルエルシー | チューインガムの形成および冷却のためのシステムおよび方法 |
| US20140234478A1 (en) * | 2011-09-30 | 2014-08-21 | Intercontinental Great Brands Llc | System and method for printing on chewing gum |
| ES2940236T3 (es) * | 2013-12-06 | 2023-05-04 | Intercontinental Great Brands Llc | Sistema y método para hender y/o cortar una goma de mascar |
| JP6415561B2 (ja) * | 2013-12-31 | 2018-10-31 | インターコンチネンタル グレート ブランズ エルエルシー | 改良型ガム形成 |
| CN105828628A (zh) * | 2013-12-31 | 2016-08-03 | 洲际大品牌有限责任公司 | 先进的胶基糖形成 |
| US10334867B2 (en) | 2014-03-03 | 2019-07-02 | Intercontinental Great Brands Llc | Method for manufacturing a comestible |
| WO2015175935A1 (en) * | 2014-05-16 | 2015-11-19 | Intercontinental Great Brands Llc | Advanced gum forming |
| WO2015179630A1 (en) * | 2014-05-23 | 2015-11-26 | Intercontinental Great Brands Llc | System and method for manufacturing chewing gum with scoring |
| CN107205422A (zh) * | 2015-01-29 | 2017-09-26 | 洲际大品牌有限责任公司 | 用于制备可食用组合物中一种或多种活性成分的传送系统的方法 |
| EP3862281B1 (en) * | 2018-01-05 | 2024-03-27 | Intercontinental Great Brands LLC | Packaging a comestible like chewing gum, without conditioning |
| KR102330644B1 (ko) * | 2019-05-23 | 2021-11-25 | (주)가람매트 | 발포매트 제조용 압착시트의 성형장치 |
| RU2765266C1 (ru) * | 2021-04-14 | 2022-01-27 | Александр Васильевич Ноздрин | Состав для производства натуральной леденцовой карамели |
| CN113422432B (zh) * | 2021-07-21 | 2022-07-19 | 浙江中辰城市应急服务管理有限公司 | 一种基于非入侵式负荷监测的电气火灾防控系统 |
| CN113798116B (zh) * | 2021-09-14 | 2022-05-13 | 重庆陪都药业股份有限公司 | 一种定位涂布装置及预留易撕边的外用贴膏剂涂布系统 |
Family Cites Families (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1771506A (en) * | 1926-11-10 | 1930-07-29 | Gilbert B Mustin | Method of making chewing-gum sandwiches |
| US3492131A (en) | 1966-04-18 | 1970-01-27 | Searle & Co | Peptide sweetening agents |
| US4136163A (en) | 1971-02-04 | 1979-01-23 | Wilkinson Sword Limited | P-menthane carboxamides having a physiological cooling effect |
| GB1421743A (en) | 1972-04-18 | 1976-01-21 | Wilkinson Sword Ltd | Ingestible topical and other compositions |
| CA1027347A (en) | 1972-07-20 | 1978-03-07 | David G. Rowsell | Compounds having a physiological cooling effect and compositions containing them |
| FR2444080A1 (fr) | 1978-12-11 | 1980-07-11 | Roquette Freres | Hydrolysat d'amidon hydrogene non cariogene pour la confiserie et procede de preparation de cet hydrolysat |
| JPS5888334A (ja) | 1981-11-20 | 1983-05-26 | Takasago Corp | 3−l−メントキシプロパン−1、2−ジオ−ル |
| US4555407A (en) * | 1984-12-24 | 1985-11-26 | General Foods Corporation | Continuous chewing gum method |
| US4619834A (en) | 1985-05-06 | 1986-10-28 | General Foods Corporation | Sweetening with L-aminodicarboxylic acid aminoalkenoic acid ester amides |
| US5217735A (en) | 1986-10-22 | 1993-06-08 | Wm. Wrigley Jr. Company | Method of making chewing gum with delayed release ingredients |
| US4981698A (en) | 1986-12-23 | 1991-01-01 | Warner-Lambert Co. | Multiple encapsulated sweetener delivery system and method of preparation |
| JPS63177758A (ja) * | 1987-01-19 | 1988-07-21 | Kanebo Ltd | 高粘度菓子類の成形装置 |
| US4882175A (en) | 1988-05-05 | 1989-11-21 | Wm. Wrigley Jr. Company | Method for forming a confectionary product into a rolled tape |
| US4997659A (en) | 1989-03-28 | 1991-03-05 | The Wm. Wrigley Jr. Company | Alitame stability in chewing gum by encapsulation |
| DE4110973A1 (de) | 1991-04-05 | 1992-10-08 | Haarmann & Reimer Gmbh | Mittel mit physiologischem kuehleffekt und fuer diese mittel geeignete wirksame verbindungen |
| US5227154A (en) | 1991-08-22 | 1993-07-13 | The University Of Melbourne | Phosphopeptides for the treatment of dental calculus |
| US5300305A (en) | 1991-09-12 | 1994-04-05 | The Procter & Gamble Company | Breath protection microcapsules |
| US5192561A (en) | 1991-09-19 | 1993-03-09 | Wm. Wrigley Jr. Company | Aspartame stability in chewing gum using an acid gelatin system |
| US5164210A (en) | 1991-10-08 | 1992-11-17 | Wm. Wrigley Jr. Company | Zein/shellac encapsulation of high intensity sweeteners in chewing gum |
| US5378131A (en) | 1993-02-18 | 1995-01-03 | The Wm. Wrigley Jr. Company | Chewing gum with dental health benefits employing calcium glycerophosphate |
| US7112345B1 (en) | 1993-04-07 | 2006-09-26 | Wm. Wrigley Jr. Company | Multi-Phase sheeted chewing gum and method and apparatus for making |
| US5562936A (en) | 1993-09-24 | 1996-10-08 | Wm. Wrigley Jr. Company | Continuous chewing gum base manufacturing process using highly distribute mixing |
| DE69517836T2 (de) | 1994-03-18 | 2001-03-01 | Ajinomoto Co., Inc. | Proteinhaltiges Mittel zur Verbesserung der Geschmacksqualität von Lebensmitteln |
| US5733583A (en) * | 1995-06-16 | 1998-03-31 | Interko, Inc. | Stress-free dough sheeting system |
| US5756133A (en) | 1996-10-03 | 1998-05-26 | Warner-Lambert Company | Continuous gum base processing with cooling towers |
| US20050202118A1 (en) | 1996-10-28 | 2005-09-15 | Johnson Sonya S. | Chewing gum products containing trigeminal stimulant and method of making the same |
| US7025999B2 (en) | 2001-05-11 | 2006-04-11 | Wm. Wrigley Jr. Company | Chewing gum having prolonged sensory benefits |
| US5971739A (en) | 1996-12-31 | 1999-10-26 | Hoffman; Earl Roger | Gum processing and packaging system |
| US6627233B1 (en) | 1997-09-18 | 2003-09-30 | Wm. Wrigley Jr. Company | Chewing gum containing physiological cooling agents |
| CA2310492A1 (en) | 1997-12-03 | 1999-06-10 | Wm. Wrigley Jr. Company | Improved chewing gum formulations including aspartame and sodium bicarbonate |
| US6692778B2 (en) | 1998-06-05 | 2004-02-17 | Wm. Wrigley Jr. Company | Method of controlling release of N-substituted derivatives of aspartame in chewing gum |
| EP0979714A1 (en) * | 1998-08-11 | 2000-02-16 | Comerio Ercole S.p.A. | Roller mixer-homogenizer for rubber |
| US6235318B1 (en) | 1999-01-21 | 2001-05-22 | Charles M. Lombardy, Jr. | Effervescent chewing gum |
| US6846500B1 (en) | 1999-03-25 | 2005-01-25 | Cadbury Adams Usa Llc | Oral care chewing gums and method of use |
| US6838431B2 (en) | 1999-07-27 | 2005-01-04 | Pacific Health Laboratories, Inc. | Nutritional intervention composition containing a source of proteinase inhibitor extending post meal satiety |
| US6582738B2 (en) | 1999-09-13 | 2003-06-24 | Deseret Laboratories, Inc. | Process for preparing chewing gum containing a nutritional supplement |
| US6974597B2 (en) | 1999-11-29 | 2005-12-13 | Kyowa Hakko Kogyo Co., Ltd. | Method of enhancing salty taste, salty taste enhancer, salty taste seasoning agent and salty taste-enhanced foods |
| US6780443B1 (en) | 2000-02-04 | 2004-08-24 | Takasago International Corporation | Sensate composition imparting initial sensation upon contact |
| US6207638B1 (en) | 2000-02-23 | 2001-03-27 | Pacifichealth Laboratories, Inc. | Nutritional intervention composition for enhancing and extending satiety |
| US6471945B2 (en) | 2000-03-10 | 2002-10-29 | Warner-Lambert Company | Stain removing chewing gum and confectionery compositions, and methods of making and using the same |
| US6485739B2 (en) | 2000-03-10 | 2002-11-26 | Warner-Lambert Company | Stain removing chewing gum and confectionery compositions, and methods of making and using the same |
| US6479071B2 (en) | 2000-03-10 | 2002-11-12 | Warner-Lambert Company | Chewing gum and confectionery compositions with encapsulated stain removing agent compositions, and methods of making and using the same |
| DE10035461B4 (de) * | 2000-07-21 | 2004-03-11 | Sollich Kg | Verfahren und Vorrichtung zum Ausformen einer Süßwarenmasse |
| DE60132786T2 (de) | 2000-09-12 | 2009-02-05 | Wm. Wrigley Jr. Comp., Chicago | Kaugummiformulierungen enthaltend verkapseltes aspartam sowie natriumpyrophosphat |
| US6558690B2 (en) | 2000-12-15 | 2003-05-06 | Pacific Health Laboratories, Inc. | Nutritional composition for improving the efficacy of a lipase inhibitor |
| US20030157213A1 (en) | 2002-02-19 | 2003-08-21 | Jeffrey Jenkins | Nutrient chewing gum |
| US20030215417A1 (en) | 2002-04-18 | 2003-11-20 | The Procter & Gamble Company | Malodor-controlling compositions comprising odor control agents and microcapsules containing an active material |
| CN1723011A (zh) | 2002-06-25 | 2006-01-18 | Wm·雷格利Jr·公司 | 含有厚朴提取物的口气清新和口腔清洁产品 |
| WO2004008872A2 (en) | 2002-07-23 | 2004-01-29 | Wm. Wrigley Jr. Company | Encapsulated flavors and chewing gum using same |
| US7445769B2 (en) | 2002-10-31 | 2008-11-04 | Cadbury Adams Usa Llc | Compositions for removing stains from dental surfaces and methods of making and using the same |
| US6685916B1 (en) | 2002-10-31 | 2004-02-03 | Cadbury Adams Usa Llc | Compositions for removing stains from dental surfaces, and methods of making and using the same |
| US7390518B2 (en) | 2003-07-11 | 2008-06-24 | Cadbury Adams Usa, Llc | Stain removing chewing gum composition |
| DE10338217B3 (de) * | 2003-08-20 | 2005-01-05 | Sollich Kg | Verfahren und Vorrichtung zur Herstellung eines Produkts aus Süsswarenmasse |
| US20050112236A1 (en) | 2003-11-21 | 2005-05-26 | Navroz Boghani | Delivery system for active components as part of an edible composition having preselected tensile strength |
| EP2003983B1 (en) | 2006-03-31 | 2013-01-23 | Wm. Wrigley Jr. Company | Long-duration encapsulated flavors and chewing gum using same |
| US20080166449A1 (en) | 2006-11-29 | 2008-07-10 | Cadbury Adams Usa Llc | Confectionery compositions including an elastomeric component and a saccharide component |
| US9055754B2 (en) * | 2008-04-18 | 2015-06-16 | Wm. Wrigley Jr. Company | Chewing gum manufacture |
| CN102448318B (zh) * | 2008-11-28 | 2017-07-18 | 亿滋日本株式会社 | 多区域糖食组合物、制品、方法以及设备 |
| WO2010092480A1 (en) | 2009-02-10 | 2010-08-19 | Cadbury Adams Mexico, S. De R.L. De C.V. | Coated confectionery and chewing gum compositions and methods for making them |
| WO2011044373A2 (en) | 2009-10-08 | 2011-04-14 | Cadbury Adams Usa Llc | Co-extruded layered candy and gum apparatus and methods |
| EP2525667B1 (en) * | 2010-01-21 | 2019-05-15 | Intercontinental Great Brands LLC | Method of forming and sizing chewing gum |
| DK2712506T3 (en) * | 2012-09-26 | 2016-12-05 | Sollich Kg | Roller forming device for forming a uniform blanket of confectionery mass |
-
2012
- 2012-07-19 JP JP2014521785A patent/JP6251168B2/ja active Active
- 2012-07-19 MX MX2014000794A patent/MX362131B/es active IP Right Grant
- 2012-07-19 ES ES12741209T patent/ES2819074T3/es active Active
- 2012-07-19 WO PCT/US2012/047404 patent/WO2013013041A2/en active Application Filing
- 2012-07-19 PL PL12741209T patent/PL2734055T3/pl unknown
- 2012-07-19 CN CN201711191722.XA patent/CN107821723A/zh active Pending
- 2012-07-19 BR BR112014001206-7A patent/BR112014001206B1/pt active IP Right Grant
- 2012-07-19 EP EP20181435.7A patent/EP3738440A1/en active Pending
- 2012-07-19 US US14/233,698 patent/US20140302195A1/en active Pending
- 2012-07-19 RU RU2014106421/13A patent/RU2585462C2/ru active
- 2012-07-19 EP EP12741209.6A patent/EP2734055B1/en active Active
- 2012-07-19 IN IN311CHN2014 patent/IN2014CN00311A/en unknown
- 2012-07-19 CN CN201280046306.XA patent/CN103857293A/zh active Pending
- 2012-07-20 AR ARP120102637A patent/AR087258A1/es not_active Application Discontinuation
-
2014
- 2014-01-20 MX MX2023013730A patent/MX2023013730A/es unknown
-
2016
- 2016-03-09 JP JP2016045354A patent/JP2016152807A/ja active Pending
-
2017
- 2017-07-18 JP JP2017138920A patent/JP2017221208A/ja active Pending
-
2018
- 2018-10-17 JP JP2018195827A patent/JP2019030319A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN107821723A (zh) | 2018-03-23 |
| CN103857293A (zh) | 2014-06-11 |
| MX362131B (es) | 2019-01-07 |
| MX2023013730A (es) | 2023-11-28 |
| EP3738440A1 (en) | 2020-11-18 |
| IN2014CN00311A (pt) | 2015-04-03 |
| EP2734055A2 (en) | 2014-05-28 |
| JP2014523255A (ja) | 2014-09-11 |
| AR087258A1 (es) | 2014-03-12 |
| JP2017221208A (ja) | 2017-12-21 |
| JP2016152807A (ja) | 2016-08-25 |
| ES2819074T3 (es) | 2021-04-14 |
| MX2014000794A (es) | 2014-04-10 |
| BR112014001206A2 (pt) | 2019-05-07 |
| EP2734055B1 (en) | 2020-06-24 |
| RU2014106421A (ru) | 2015-08-27 |
| JP2019030319A (ja) | 2019-02-28 |
| RU2585462C2 (ru) | 2016-05-27 |
| WO2013013041A3 (en) | 2013-06-20 |
| US20140302195A1 (en) | 2014-10-09 |
| PL2734055T3 (pl) | 2021-01-11 |
| WO2013013041A2 (en) | 2013-01-24 |
| JP6251168B2 (ja) | 2017-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11930830B2 (en) | System and method of forming multilayer confectionery | |
| US20190230954A1 (en) | System and method of forming and sizing chewing gum and/or altering temperature of chewing gum | |
| JP6251168B2 (ja) | チューインガムを形成する方法 | |
| EP2897468B1 (en) | Advanced gum forming | |
| JP2017221209A (ja) | 高度なガム形成 | |
| US20160106120A1 (en) | A system and method for forming a chewing gum product with at least one inclusion | |
| RU2575754C2 (ru) | Способ формования жевательной резинки (варианты) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B12F | Other appeals [chapter 12.6 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 19/07/2012, OBSERVADAS AS CONDICOES LEGAIS. |