WO2025057448A1 - フェライト系ステンレス鋼 - Google Patents
フェライト系ステンレス鋼 Download PDFInfo
- Publication number
- WO2025057448A1 WO2025057448A1 PCT/JP2024/004092 JP2024004092W WO2025057448A1 WO 2025057448 A1 WO2025057448 A1 WO 2025057448A1 JP 2024004092 W JP2024004092 W JP 2024004092W WO 2025057448 A1 WO2025057448 A1 WO 2025057448A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel material
- less
- steel
- stainless steel
- ferritic stainless
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
- C21D7/04—Modifying the physical properties of iron or steel by deformation by cold working of the surface
- C21D7/06—Modifying the physical properties of iron or steel by deformation by cold working of the surface by shot-peening or the like
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
Definitions
- the present invention relates to ferritic stainless steel and a method for producing the same.
- ammonia is attracting attention as a fuel to replace carbon fuels.
- the combustion reaction of ammonia is 4NH 3 + 3O 2 ⁇ 2N 2 + 6H 2 O, and it is expected to be a circulable fuel because it produces water and nitrogen and has a small environmental impact.
- the combustion temperature of ammonia is 1750°C in adiabatic flame temperature, which is lower than the 2120°C of hydrogen, the 1970°C of methane, and the approximately 2000°C of gasoline, and the combustion temperature in actual engines and gas turbines is also lower than these existing fuels.
- the exhaust gas temperature is about 500 to 700°C, which is lower than that of existing fuels.
- This temperature range of 500 to 700°C is a temperature range at which steel materials used in exhaust pipes, etc. are easily oxidized, and is a temperature range at which so-called red scale is easily generated.
- Patent Document 1 proposes a ferritic stainless steel for fuel cell reformers that is resistant to oxidation and red scale even at high temperatures of around 600°C.
- Patent Document 2 proposes a ferritic stainless steel for use in the exhaust pipes of internal combustion engines equipped with a pollution control system that contains urea or ammonia to reduce nitrogen oxides.
- ammonia which has a lower combustion temperature than existing fuels, is added and burned, so the temperature of the combustion exhaust gas is lower than that of existing fuels, at around 500 to 700°C.
- ammonia combustion gas contains large amounts of nitrogen, water vapor, and hydrogen.
- red scale resistance is required for steel materials used in ammonia combustion gas systems, etc.
- Patent Document 1 has high-temperature oxidation resistance and red scale resistance as a steel material for exhaust gas system parts, but does not take into consideration measures against grain boundary cracking caused by surface nitriding in gases that contain large amounts of nitrogen, such as ammonia combustion gas.
- Patent Document 2 does have the effect of suppressing surface grain boundary cracking caused by urea and ammonia, but it cannot be said to have sufficient nitriding resistance against gases containing large amounts of nitrogen, such as the exhaust gas from ammonia combustion.
- the present invention aims to provide a ferritic stainless steel that has red scale resistance (oxidation resistance) and intergranular cracking resistance (nitridation resistance) even when exposed to gases containing large amounts of nitrogen, water (water vapor), and hydrogen at temperatures of about 500 to 700°C, such as ammonia combustion exhaust gas.
- the surface hardened layer is a region where the difference in hardness from the center of the steel (the region from the steel surface to 3/8 to 5/8 of the steel thickness in the thickness direction) is 25 Hv or more in Vickers hardness. It was also discovered that if the surface hardness of the steel has a difference of 25 Hv or more from the center of the steel, the steel has a surface hardened layer with a thickness of at least 0.5 ⁇ m.
- the present invention was developed based on these findings, and its gist is as follows:
- a ferritic stainless steel material characterized in that the Vickers hardness (Hvs) of the surface of the steel material and the Vickers hardness (Hvc) of the central part of the steel material satisfy the following formula 2. 10Al+2Mo+3Ti+0.5Cu-1.5Si ⁇ 5.0 ....Equation 1 Hvs-Hvc ⁇ 25Hv ....Equation 2
- the symbol of an element indicates the content (mass%) of the element, and 0 is substituted when the element is not contained.
- the central portion of the steel material refers to a region in the cross section of the steel material that is in the range of 3/8 to 5/8 of the thickness in the thickness direction of the steel material.
- the ferritic stainless steel of the present invention makes it possible to obtain a ferritic stainless steel with good oxidation and nitridation resistance, even when it comes into contact with gases containing large amounts of nitrogen and water (water vapor) at temperatures of about 500 to 700°C, such as ammonia combustion exhaust gas.
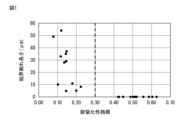
- FIG. 1 is a graph showing the relationship between the nitridation resistance index and the intergranular crack length.
- % indicates mass % in the steel. When no lower limit is specified or the lower limit is 0%, this also includes the absence of the component (0%). Furthermore, unless otherwise specified, hardness indicates Vickers hardness. Furthermore, in this specification, unless otherwise specified, ferritic stainless steel materials are simply referred to as steel materials, and their form is not particularly limited, and includes steel plates, steel bars, wire rods, steel sections, steel pipes, etc.
- ⁇ Steel composition> C 0-0.030%
- C is an element that reduces formability (r value), so the less C the better, with the upper limit set at 0.030%. From the viewpoint of formability, 0.020% or less, or 0.010% or less is preferred. There is no particular lower limit, but an excessive reduction leads to an increase in refining costs, so 0.001% or more is preferred, and 0.002% or more is even more preferred.
- Si 0.03-3.00%
- Si is an element that is effective in suppressing oxidation, particularly steam oxidation, and is also effective in suppressing nitridation. Furthermore, from the viewpoint of generating an SiO 2 internal oxidation layer just below the surface of the steel material, the content is 0.03% or more.
- the lower limit of Si is preferably 0.05%, 0.10%, 0.15%, 0.20%, 0.30%, 0.50%, 0.80%, 1.00%, 1.25%, 1.50%, 1.70%, 1.90%, 2.00%, 2.20%, 2.40%, 2.50%, or 2.60%.
- the upper limit is set to 3.00%.
- the upper limit of Si is preferably 2.95% or 2.90%.
- P 0.050% or less P is harmful to stainless steels, as it reduces toughness, hot workability, and corrosion resistance, so the less the better, and it is better to keep it at 0.050% or less, and preferably at 0.040% or less.
- an excessive reduction in P content increases the load during refining or requires the use of expensive raw materials, so in reality it may contain 0.001% or more.
- S 0.0050% or less S is harmful to stainless steels, as it reduces toughness, hot workability, and corrosion resistance, so the less the better, and the upper limit should be 0.0050% or less, preferably 0.0030% or less.
- an excessive reduction in S content increases the load during refining or requires the use of expensive raw materials, so in reality, a content of 0.0001% or more is acceptable.
- Ni 0 to 1.00% or less
- Ni has the effect of further enhancing the high corrosion resistance of stainless steel by adding it.
- Ni is an expensive element, even if it is contained in a large amount, the effect is not commensurate with the increase in alloy cost, so it is good to make it 1.00% or less, and preferably 0.80% or less, 0.60% or less, or 0.50% or less.
- Cr:12.00 ⁇ 31.00% Cr is an important element that provides corrosion resistance to stainless steel, and should be contained at 12.00% or more, preferably 12.50% or more, 13.00% or more, 14.00% or more, 15.00% or more, 18.00% or more, or 20.00% or more.
- Cr since a large content of Cr leads to a decrease in workability, it should be contained at 31.00% or less, preferably 30.00% or less, 29.00% or less, 28.00% or less, 26.00% or less, or 24.00% or less.
- N 0-0.030%
- N reduces the workability and reduces the corrosion resistance by combining with Cr
- it is preferable that the N content is small, and it is good to set it to 0.030% or less, preferably 0.025% or less, 0.020% or less, 0.015% or less, or 0.010% or less.
- an excessive reduction places a large load on the refining process, it may be preferably contained at 0.001% or more, 0.003% or more, or 0.005% or more.
- Nb 0-1.00% Nb has the effect of improving formability and corrosion resistance. On the other hand, if it is added in excess of 1.00%, recrystallization becomes difficult and the structure becomes coarse, so it is preferable to set the content at 1.00% or less, and preferably at 0.90% or less, 0.80% or less, or 0.70% or less. There is no particular lower limit for the Nb content, but it is preferable to include 0.01% or more in order to ensure the effect.
- Mo 0-2.50%
- Mo is not only an element that promotes nitriding, but also forms a brittle sigma phase with high Cr, which leads to embrittlement and a decrease in corrosion resistance, so it is recommended that the content of Mo be 2.50% or less, preferably 2.20% or less, or 2.00% or less.
- Mo content there is no particular lower limit for the Mo content, but it is preferable to contain 0.01% or more in order to reliably obtain the effect of corrosion resistance.
- Cu 0-3.00%
- the addition of Cu has the effect of further enhancing the high corrosion resistance of stainless steel.
- excessive addition does not improve performance to justify the manufacturing cost, so it is preferable to set the Cu content at 3.00% or less, and preferably at 2.50% or less, 2.20% or less, or 1.90% or less.
- Al 0.002-0.500%
- Al is an element that combines with N to form AlN and promotes nitriding, and since excessive addition reduces workability, the Al content should be 0.500% or less, and preferably 0.450% or less, 0.400% or less, 0.350% or less, 0.300% or less, 0.250% or less, or 0.200% or less.
- the Al content should be 0.002% or more, and preferably 0.004% or more, 0.007% or more, or 0.010% or more.
- Ti ensures corrosion resistance by stabilizing C and N.
- Ti is an element that promotes nitriding, and if added in excess, TiN is significantly generated, causing nozzle blockage during production and surface defects in products, so the content should be 0.600% or less, preferably 0.500% or less, 0.400% or less, or 0.300% or less. There is no particular lower limit for the Ti content, but it is preferably 0.001% or more to ensure the effect.
- V 0 to 1.00%
- the addition of V has the effect of further enhancing the high corrosion resistance of stainless steel.
- the upper limit should be set to 1.00%, and preferably 0.90% or less, 0.70% or less, or 0.50% or less.
- the V content it is preferable to contain 0.01% or more, or 0.05% or more.
- B 0-0.0100%
- B is an element that enhances the strength of grain boundaries and contributes to improving workability.
- the content should be 0.0100% or less, preferably 0.0090% or less, 0.0070% or less, or 0.0050% or less.
- the B content it is preferable to contain 0.0001% or more, or 0.0005% or more.
- Ca 0-0.0150% If Ca is contained in a large amount, the concentration in the oxide for promoting the formation of TIN increases, and the ability to do so is lost, so it is preferable to contain 0.0150% or less, and preferably 0.0120% or less, 0.0090% or less, 0.0070% or less, or 0.0050% or less. There is no particular lower limit, but Ca is the main component of slag, and some inclusion is unavoidable. In addition, it is difficult to completely remove it, and excessive reduction increases the load during refining, so it may be contained in an amount of 0.0001% or more, or 0.0002% or more in practical operation.
- Sn 0-1.00%
- the addition of Sn has the effect of further enhancing the high corrosion resistance of stainless steel.
- the content should be 1.00% or less, preferably 0.70% or less, 0.50% or less, or 0.30% or less.
- impurities refer to components that are mixed in during the industrial production of steel due to various factors in the manufacturing process, including raw materials such as ores and scraps, and are acceptable within the scope of not adversely affecting the present invention.
- ⁇ Nitriding tendency index> In optimizing the steel components from the viewpoint of suppressing nitridation of steel, the relationship of the content of elements that affect nitridation was considered. Cr, Mo, Ti, and Al are known as elements that promote nitridation, but a certain amount of them may be contained in order to ensure the functions of stainless steel, such as corrosion resistance. Furthermore, the inventors have found that Si, an important element contained in the steel according to the present invention, not only has an effect of suppressing red scale caused by steam oxidation, but also has an effect of suppressing nitridation, although the reason is unclear. In addition, as will be described later, it is also effective to form a Si oxide film (SiO 2 film) on the steel surface.
- SiO 2 film Si oxide film
- Nitriding tendency index 10Al + 2Mo + 3Ti + 0.5Cu - 1.5Si ⁇ 5.0 .... (Equation 1)
- the symbol of an element indicates the content (mass%) of the element, and 0 is substituted when the element is not contained.
- the nitriding tendency index is, in short, an index of the ease of nitriding, and the smaller the value, the better. Therefore, the upper limit of the nitriding tendency index is preferably 4.8, 4.6, 4.4, 4.2, 4.0, 3.9, 3.8, 3.7, 3.6, or 3.5.
- ⁇ Hardened surface layer> When the surface layer of the steel material is hardened, a strong Cr-Si oxide film can be formed in the temperature range of about 500 to 700° C. This is believed to be due to the following reasons.
- this strong Cr-Si oxide film on the surface prevents oxygen and nitrogen from the external environment from penetrating and diffusing into the steel material, and prevents excess consumption of Cr and Si in the steel material, which is believed to prevent a decrease in Cr concentration and maintain corrosion resistance.
- the strong Cr-Si oxide film on the surface also prevents nitrogen from penetrating and diffusing, which is believed to prevent nitriding of the surface layer of the steel material (the part directly below the surface of the steel material), and thus prevent grain boundary cracking due to nitriding.
- a surface hardened layer In order to introduce dislocations (strain) into the steel surface, it is preferable for a surface hardened layer to be present on the surface of the steel (directly below the surface of the steel).
- the surface hardened layer is a region having a Vickers hardness at least 25 Hv higher than that of the central part of the steel. It has been confirmed that the hardness of the surface hardened layer is preferably at least 25 Hv higher than the hardness of the inside of the steel (referring to the inside of the steel other than the surface hardened layer).
- the hardness of the inside of the steel is preferably represented by the hardness of the central part of the steel.
- the central part of the steel refers to the region at a distance of 3/8 to 5/8 of the thickness (thickness refers to the thickness in the case of a plate-shaped material, and the diameter in the case of a rod-shaped material) from the surface of the steel in the thickness direction (thickness direction is the direction perpendicular to the steel surface and toward the center of the steel (toward the center)) in a cross section perpendicular to the surface of the steel (hereinafter simply referred to as the "cross section of the steel")
- the steel material is a steel plate, it refers to the vicinity of the center in the thickness direction; if the steel material is rod-shaped such as a steel bar or wire rod, it refers to the vicinity of the central axis of the steel material; if the steel material is a steel pipe, it refers to the center of the steel pipe in the thickness direction.
- the surface hardened layer is present just below the surface of the steel material and has a thickness from the surface of the steel material in the thickness direction.
- the thickness of the surface hardened layer is preferably 50.0 ⁇ m or less.
- the thickness is 45.0 ⁇ m or less, 40.0 ⁇ m or less, 35.0 ⁇ m or less, 30.0 ⁇ m or less, 25.0 ⁇ m or less, or 20.0 ⁇ m or less.
- a surface hardened layer having a thickness of T ⁇ m refers to the region from the steel surface to T ⁇ m in the thickness direction. In other words, it indicates the region ranging from 0 to T ⁇ m in the thickness direction from the steel surface. Therefore, T should be 0.5 ⁇ m or more, 0.6 ⁇ m or more, 0.7 ⁇ m or more, 0.8 ⁇ m or more, 0.9 ⁇ m or more, or 1.0 ⁇ m or more, and should be 50.0 ⁇ m or less, 45.0 ⁇ m or less, 40.0 ⁇ m or less, 35.0 ⁇ m or less, 30.0 ⁇ m or less, 25.0 ⁇ m or less, or 20.0 ⁇ m or less.
- the thickness of the surface hardened layer is at least 0.5 ⁇ m.
- the Vickers hardness of the surface of the steel material is Hvs and the Vickers hardness of the center part of the steel material is Hvc, if the following formula 2 is satisfied, the steel material has a surface hardened layer with a thickness of 0.5 ⁇ m or more.
- the difference in hardness between the surface hardness (Hvs) and the center hardness (Hvc) of the steel material is preferably 26Hv or more, 28Hv or more, 30Hv or more, 32Hv or more, 34Hv or more, 36Hv or more, 38Hv or more, or 40Hv or more.
- the hardness of the center of the steel (Hvc) is measured by measuring the hardness at any five points on the center of the steel cross section, and the arithmetic average value is the hardness of the center of the steel (Hvc).
- the hardness of the surface of the steel is measured by measuring the hardness at any five points on the surface of the steel, and the arithmetic average value is the hardness of the surface of the steel (Hvs).
- the Vickers hardness is measured with an indentation load of 200 g at five points, and the arithmetic mean value of the measured Vickers hardness is regarded as the Vickers hardness of that portion.
- the hardness of the steel surface can be measured by measuring five points at any location on the steel surface (for example, an arbitrarily selected area of 5 mm square) and taking the arithmetic average value as the surface hardness.
- the Vickers hardness of the inside of the steel and the surface hardened layer is measured on the cross section of the steel.
- the Vickers hardness of the center of the steel is measured at five points on the cross section of the steel within a square area that is 1/4 (25%) of the plate thickness and has its center on the center line of the plate thickness for steel plates and steel pipes, or within a circular area (concentric circles on the cross section of the steel bar or wire) with a diameter of 1/4 (25%) of the steel diameter and its center on the central axis for steel bars or wire, and the arithmetic average value should be taken as the hardness of the center of the steel.
- the Vickers hardness of the surface-hardened layer can be determined by measuring the Vickers hardness in the cross section of the steel from the surface of the steel in the thickness direction of the steel, and identifying the area (surface-hardened layer) that has a hardness difference of a specified hardness (25 Hv) or more compared to the hardness of the central part of the steel. For example, it is recommended to measure from the surface in the thickness direction at 0.1 ⁇ m intervals up to a thickness of 1.0 ⁇ m, and at 1.0 ⁇ m intervals from the surface in the thickness direction.
- the inventors have developed a method for preventing the intrusion of nitrogen from the outside of the steel material.
- the presence of precipitates in the surface layer of the stainless steel material limits the movement of nitrogen and prevents the nitriding of the surface layer of the stainless steel material.
- the surface layer of the stainless steel material (base material) refers to the range from the surface of the steel material to 20 ⁇ m in the depth direction in the cross section of the steel material.
- the surface layer precipitate density is preferably 11/1000 ⁇ m2 or more , 12/1000 ⁇ m2 or more , 15/1000 ⁇ m2 or more , 18/1000 ⁇ m2 or more, or 20/1000 ⁇ m2 or more.
- the density of precipitates in the surface layer is preferably 200 precipitates/1000 ⁇ m2 or less , 150 precipitates /1000 ⁇ m2 or less, 100 precipitates/1000 ⁇ m2 or less , 70 precipitates/1000 ⁇ m2 or less , or 50 precipitates/1000 ⁇ m2 or less.
- the particle size of the precipitates to be measured there is no particular upper limit on the particle size of the precipitates to be measured, but if the precipitate particle size is too large, it will affect the strength and corrosion resistance of the steel, so it is preferable to prevent large precipitates from forming. From this perspective, it is preferable to keep the particle size of the precipitates to 2.0 ⁇ m or less, so the particle size of the precipitates to be measured may also preferably be 2.0 ⁇ m or less.
- the type of precipitate is not particularly limited, but may be, for example, one or more of Nb(C,N), Ti(C,N), W(C,N), B(C,N), V(C,N), and ⁇ -Cu.
- M(C,N) represents a carbonitride of element M (a composite compound of either or both carbide and nitride).
- the grain boundary precipitate density is preferably 0.20/ ⁇ m or more, 0.25/ ⁇ m or more, 0.30/ ⁇ m or more, 0.35/ ⁇ m or more, or 0.40/ ⁇ m or more.
- the grain boundary precipitate density is preferably 10.00 particles/ ⁇ m or less, 7.00 particles/ ⁇ m or less, 5.00 particles/ ⁇ m or less, 4.00 particles/ ⁇ m or less, or 3.00 particles/ ⁇ m or less.
- particle size of the precipitates there is no upper limit to the particle size of the precipitates to be measured, but it may be preferably 2.0 ⁇ m or less.
- the type of precipitates is not particularly limited, as with the surface precipitates, but may be, for example, one or more of Nb(C,N), Ti(C,N), W(C,N), B(C,N), V(C,N), and ⁇ -Cu.
- ⁇ Method of measuring surface layer precipitate density and grain boundary precipitate density> A method for observing precipitates in the surface layer will be described.
- a depth range from the surface to 20 ⁇ m is observed. For example, it is good to observe 20 ⁇ m from the surface in a 50 ⁇ m depth direction parallel to the surface, and the observation field area at this time is 1000 ⁇ 2 .
- the observation field of the sample is analyzed by image analysis of the obtained observation image.
- the observation image obtained by setting the conditions of acceleration voltage: 15 kV, current: 1 ⁇ 10 ⁇ 7 A can be image analyzed to observe the above-mentioned precipitates.
- the observed precipitates can be mapped by software attached to the EPMA.
- the particle size of the mapped precipitates is measured, and precipitates with a particle size of 0.1 to 2 ⁇ m or more are extracted.
- the surface layer precipitate density can be calculated by dividing the number of extracted precipitates by the observation field area.
- the particle size of the precipitate is determined by taking the maximum width of the precipitate observed as the long axis and the maximum width perpendicular to the long axis as the short axis, and then taking the average of the long axis and the short axis ((long axis + short axis)/2).
- grain boundaries can be identified from the obtained observation images, precipitates present on the grain boundaries can be extracted, and the grain boundary precipitate density (number/ ⁇ m), which is the linear density of the precipitates, can be calculated from the grain boundary length and the number of precipitates extracted on the grain boundaries through image processing.
- ⁇ Intergranular crack length> By forming the steel surface layer as described above, the nitridation of the steel surface is suppressed, and as a result, the grain boundary cracking due to the intrusion of nitrogen (N) is suppressed.
- the grain boundary cracking can be measured by observing the crystal grain boundaries, and three arbitrary 100 ⁇ m square ranges of the surface layer part (at least the part including the nitrided part) of the steel cross section are selected, and the total grain boundary cracking length in those three areas is preferably 5.0 ⁇ m or less. If the total grain boundary cracking length in the three observation surfaces is 5 ⁇ m or less, the embrittlement of the steel surface can be suppressed, and the steel strength in the temperature range of 500 to 700 ° C.
- the intergranular crack length in the surface layer of steel can be measured as follows.
- the cross section of the sample steel is observed under an optical microscope with a square field of view of 100 ⁇ m on each side, and the intergranular crack length is measured.
- the observation field is measured.
- the intergranular crack area can be marked on the measurement image, and its length can be measured using image processing.
- the nitriding depth is preferably as shallow as possible from the viewpoint of suppressing nitriding cracks on the surface.
- the steel material according to the present invention has a high nitriding suppression effect and a thin nitrided layer thickness because the components are adjusted to suppress nitriding and the steel material has a Cr-Si oxide film on the surface.
- the nitrided layer thickness varies slightly depending on the nitrogen (N) content of the contacting gas, it has been confirmed that surface embrittlement is suppressed if the thickness is approximately 45 ⁇ m or less.
- the nitrided layer thickness is preferably 40 ⁇ m or less, 35 ⁇ m or less, 30 ⁇ m or less, 20 ⁇ m or less, or 10 ⁇ m or less.
- the range in which the nitrogen concentration is 2 mass% or more is defined as the nitrided layer.
- the form of the steel material is not particularly limited, and may be, for example, a steel plate, a steel bar, a wire rod, a steel pipe, a steel section, etc.
- the steel material may also be a part obtained by processing a steel plate, etc.
- the processing method is not particularly limited, and may be, for example, a press process, a wire drawing process, a cutting process, etc.
- nitridation resistance by oxide film In the temperature range of 500 to 700 ° C., the amount of composite oxides increases, and the Cr-Si oxide film, which is an oxide mainly composed of Cr or Si, is composed of strong oxides, and can suppress the oxidation and nitridation of the steel material. In particular, the nitridation suppression effect is high, and an attempt was made to evaluate the nitridation resistance of the Cr-Si oxide film. As a result, a nitridation suppression effect index was found using the peak intensity of the emission intensity of each element measured by glow discharge optical emission spectrometry (GD-OES). That is, after holding the steel material at 600 ° C.
- GD-OES glow discharge optical emission spectrometry
- nitridation resistance index represented by the following formula 3 is 0.30 or more.
- the method for manufacturing steel material according to the present invention after manufacturing steel material by conventional methods, it is subjected to acid washing, and then the surface is polished, shot blasted, or shot peened to introduce strain, thereby obtaining a steel material according to the present invention in which the surface hardness is higher than that of the center.
- the steel material is a steel plate and polishing is used as the method for introducing strain into the surface.
- the hot-rolled steel sheet, hot-rolled annealed steel sheet, and cold-rolled steel sheet thus obtained are annealed to recrystallize.
- the annealing atmosphere is not particularly limited and may be an air atmosphere. After holding at a temperature range of 900 to 1100°C, it is preferable to cool to a temperature of 50°C or less. From the viewpoint of precipitating precipitates in the surface layer, if the annealing temperature is too high, the precipitation will not proceed while remaining in a solid solution state, so it is preferable to set the annealing temperature to 1100°C or less, or 1050°C or less.
- the annealing temperature is too low, the number of precipitates will decrease, so it is preferable to set the annealing temperature to 900°C or more, 930°C or more, or 950°C or more. This mechanism has not been elucidated, but it is presumed that if the annealing temperature is low, precipitation nuclei of precipitates will not be generated.
- the holding time in the temperature range of 900 to 1100°C is not particularly limited, but if it is too short, there is a risk of insufficient precipitation time, so it is preferable to set it to 30 seconds or more or 60 seconds or more.
- the holding time is preferably 5 minutes or less, 3 minutes or less, or 2 minutes or less.
- the annealing may be performed after the processing of the steel material is completed, for example, after hot rolling, after hot rolling annealing, or after final cold rolling.
- the steel sheet After annealing, the steel sheet is cooled. There are no particular limitations on the cooling conditions, but the residence time of the steel sheet in the temperature range of 800°C to 300°C is preferably 30 seconds or more and 120 seconds or less in order to grow the precipitates to a specified grain size.
- the residence time is more preferably 40 seconds or more, 50 seconds or more, or 60 seconds or more, and is preferably 110 seconds or less, 100 seconds or less, or 90 seconds or less.
- the annealed steel sheet After cooling the annealed steel sheet to below 60°C, it is pickled to etch away the upper Cr oxide and Fe oxide layers.
- the pickling solution is adjusted to contain 2.0% or less hydrofluoric acid (HF) and 6-15% nitric acid.
- the annealed steel sheet can be pickled by immersing it in pickling solution at a temperature of 50-60°C for 40-60 seconds. This allows the steel sheet surface to be free of the upper Fe oxide, Cr oxide and Si oxide layers that were generated during the manufacturing process.
- the surface of the steel sheet after pickling is polished to give dislocations (distortion) to the surface and harden it.
- the thickness of the surface hardened layer can be adjusted by the polishing conditions (polishing time, pressing strength, etc.).
- the polishing conditions are not particularly limited, but dry polishing or wet polishing can be applied. For example, in the case of dry polishing, it is recommended to polish the steel sheet surface using a #220 abrasive, and then polish the steel sheet surface using a #400 to #600 abrasive. For example, it is recommended to polish the steel sheet surface using a #220 abrasive, followed by a #400 and/or #600 abrasive.
- the combination of abrasives is not particularly limited.
- the polishing amount is also not particularly limited, but it is preferable to use about 10 ⁇ m to 50 ⁇ m in actual production. In reality, since the conditions differ depending on the steel material, it is appropriate to polish it in advance and check the surface hardness and surface defects before deciding.
- the surface can be washed with water or alkaline to remove any abrasives remaining on the steel sheet surface.
- the steel material according to the present invention is used in a gas environment with a high nitrogen (N) content, the good nitriding resistance reduces nitrogen penetration into the steel material surface layer, suppressing grain boundary cracking. Furthermore, it also has oxidation resistance, and is effective against red scale generation, which is a problem with conventional stainless steels, particularly in the medium-high temperature range of about 500 to 700°C. For this reason, it can be used, for example, for ammonia combustion equipment with a high nitrogen content and a medium-high gas temperature range of 500 to 700°C.
- the entire device or part may be manufactured from the steel material according to the present invention, or the steel material according to the present invention may be applied to at least a part of the device or part. For example, it can be applied to ammonia combustion equipment parts having at least a part of the steel material according to the present invention.
- the steel material of the present invention can be used to enjoy its effects when applied to parts that require nitridation-resistance and oxidation-resistance.
- the holding time for the final annealing was 30 seconds, and the subsequent cooling was performed so that the residence time between 800°C and 300°C was 90 seconds.
- the holding time for the final annealing was 30 seconds, and the subsequent cooling was performed so that the residence time between 800°C and 300°C was also 30 seconds.
- polishing was performed using a dry polishing method, in which abrasive-coated abrasive paper was wrapped around a resin holder, and the holder was pressed against the surface of the test piece, and the holder was moved back and forth over a length of 300 mm at a constant speed (10 m/min) while the polishing pressure was set as shown in Table 2.
- a #220 abrasive was used for the first pass, and a #400 abrasive was used for the second pass.
- One of the obtained test pieces was cut to obtain a cross section perpendicular to the surface, and the surface Vickers hardness and central Vickers hardness were measured with a load of 50 g.
- measurements were also taken from the surface in the thickness direction at 0.1 ⁇ m intervals up to a thickness of 1.0 ⁇ m, and at 1 ⁇ m intervals from 1.0 ⁇ m onwards to identify the thickness of the surface hardened layer.
- the observation field was set to 50 ⁇ m in the surface direction and 20 ⁇ m deep from the surface, and the precipitation status within the observation field was image-analyzed using FE-EPMA.
- the precipitate density in the surface layer (surface layer precipitate density) and the number of precipitates present at the grain boundaries between crystal grains were divided by the total grain boundary length in the observation field to determine the number of precipitates per 1 ⁇ m of grain boundary (grain boundary precipitate density).
- the remaining three test pieces were nitrided and oxidized to simulate ammonia combustion gas.
- an annealing furnace was introduced with an atmospheric gas mixture of 10 vol% ammonia, 10 vol% water vapor, and the balance nitrogen (N), and the three test pieces were placed in the furnace and heated to a temperature of 600°C and held there for 50 hours, after which they were cooled and removed, and the intergranular crack length and nitrided layer thickness were measured.
- the intergranular crack length was measured by cutting the test piece after nitriding and oxidation treatment so that the cross section in the thickness direction could be observed, and observing the cross section of the test piece using an optical microscope. The observation was performed with a field of view of 100 ⁇ m x 100 ⁇ m just below the steel plate surface, and three randomly selected points on the sample cross section were observed to measure the intergranular crack length. If the total intergranular crack length on the three observation surfaces was 5 ⁇ m or less, it could be determined that the nitriding resistance was good.
- the thickness of the nitrided layer was determined by cutting the test piece after nitriding and oxidation treatment, and measuring the nitrogen concentration distribution from the surface to the thickness direction by EPMA analysis of the cross section, and the area showing a nitrogen concentration of 2 mass% or more was defined as the nitrided layer.
- One of the remaining test pieces was heated to 600°C in a heat treatment furnace and held there for 10 minutes to form an oxide film on the surface.
- the emission intensity of the surface layer (a region 0.5 ⁇ m or less from the surface in the thickness direction) was measured by GD-OES analysis to obtain the Cr peak intensity ( ICr ), Si peak intensity ( ISi ), and N (nitrogen) peak intensity ( IN ).
- This invention can be used in all industries, including the automotive and general machinery industries.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480051486.3A CN121712916A (zh) | 2023-09-13 | 2024-02-07 | 铁素体系不锈钢 |
| KR1020267007025A KR20260042291A (ko) | 2023-09-13 | 2024-02-07 | 페라이트계 스테인리스강 |
| JP2025545450A JPWO2025057448A1 (https=) | 2023-09-13 | 2024-02-07 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-148737 | 2023-09-13 | ||
| JP2023148737 | 2023-09-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025057448A1 true WO2025057448A1 (ja) | 2025-03-20 |
Family
ID=95021101
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/004092 Pending WO2025057448A1 (ja) | 2023-09-13 | 2024-02-07 | フェライト系ステンレス鋼 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2025057448A1 (https=) |
| KR (1) | KR20260042291A (https=) |
| CN (1) | CN121712916A (https=) |
| WO (1) | WO2025057448A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003160844A (ja) | 2001-11-22 | 2003-06-06 | Nisshin Steel Co Ltd | アルコール系燃料改質器用フェライト系ステンレス鋼 |
| JP2007239060A (ja) * | 2006-03-10 | 2007-09-20 | Nisshin Steel Co Ltd | 表面硬化フェライト系ステンレス鋼板 |
| JP2009068079A (ja) * | 2007-09-14 | 2009-04-02 | Sumitomo Metal Ind Ltd | 耐水蒸気酸化性に優れた鋼管 |
| WO2014157578A1 (ja) * | 2013-03-27 | 2014-10-02 | 新日鐵住金ステンレス株式会社 | 研磨後の表面耐食性に優れるフェライト系ステンレス鋼及びその製造方法 |
| JP2015532681A (ja) | 2012-09-03 | 2015-11-12 | アペラム・ステンレス・フランス | フェライト系ステンレス鋼板、その製造方法、および特に排気管での使用 |
| WO2023042470A1 (ja) * | 2021-09-16 | 2023-03-23 | 日鉄ステンレス株式会社 | フェライト系ステンレス鋼板及びフェライト系ステンレス鋼板の製造方法 |
-
2024
- 2024-02-07 JP JP2025545450A patent/JPWO2025057448A1/ja active Pending
- 2024-02-07 WO PCT/JP2024/004092 patent/WO2025057448A1/ja active Pending
- 2024-02-07 KR KR1020267007025A patent/KR20260042291A/ko active Pending
- 2024-02-07 CN CN202480051486.3A patent/CN121712916A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003160844A (ja) | 2001-11-22 | 2003-06-06 | Nisshin Steel Co Ltd | アルコール系燃料改質器用フェライト系ステンレス鋼 |
| JP2007239060A (ja) * | 2006-03-10 | 2007-09-20 | Nisshin Steel Co Ltd | 表面硬化フェライト系ステンレス鋼板 |
| JP2009068079A (ja) * | 2007-09-14 | 2009-04-02 | Sumitomo Metal Ind Ltd | 耐水蒸気酸化性に優れた鋼管 |
| JP2015532681A (ja) | 2012-09-03 | 2015-11-12 | アペラム・ステンレス・フランス | フェライト系ステンレス鋼板、その製造方法、および特に排気管での使用 |
| WO2014157578A1 (ja) * | 2013-03-27 | 2014-10-02 | 新日鐵住金ステンレス株式会社 | 研磨後の表面耐食性に優れるフェライト系ステンレス鋼及びその製造方法 |
| WO2023042470A1 (ja) * | 2021-09-16 | 2023-03-23 | 日鉄ステンレス株式会社 | フェライト系ステンレス鋼板及びフェライト系ステンレス鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20260042291A (ko) | 2026-03-30 |
| JPWO2025057448A1 (https=) | 2025-03-20 |
| CN121712916A (zh) | 2026-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6196453B2 (ja) | 耐スケール剥離性に優れたフェライト系ステンレス鋼板及びその製造方法 | |
| JP6037882B2 (ja) | 耐スケール剥離性に優れたフェライト系ステンレス鋼板及びその製造方法 | |
| WO2024096109A1 (ja) | フェライト系ステンレス鋼板、その製造方法、および部品 | |
| JP5977854B1 (ja) | 耐浸炭性及び耐酸化性に優れたフェライト系ステンレス鋼板及びその製造方法 | |
| JP2019143186A (ja) | 排気部品用オーステナイト系ステンレス鋼板および排気部品ならびに排気部品用オーステナイト系ステンレス鋼板の製造方法 | |
| JP2016204709A (ja) | 耐浸炭性及び耐酸化性に優れたフェライト系ステンレス鋼板及びその製造方法 | |
| WO2016068291A1 (ja) | 耐排ガス凝縮水腐食性とろう付け性に優れたフェライト系ステンレス鋼及びその製造方法 | |
| JP5533712B2 (ja) | 表面硬化用熱間加工鋼材 | |
| WO2019188601A1 (ja) | 耐塩害腐食性に優れたフェライト系ステンレス鋼 | |
| WO2024053663A1 (ja) | めっき鋼板 | |
| JP6367259B2 (ja) | 耐浸炭性及び耐酸化性に優れたフェライト系ステンレス鋼板 | |
| EP4613897A1 (en) | Austenitic stainless steel sheet, method for producing same, and component | |
| JP2002097554A (ja) | 複層組織Cr系ステンレス鋼およびその製造方法 | |
| WO2025057448A1 (ja) | フェライト系ステンレス鋼 | |
| JP2021055141A (ja) | フェライト系ステンレス鋼 | |
| JP6749808B2 (ja) | 耐浸炭性及び耐酸化性に優れたフェライト系ステンレス鋼板及びその製造方法 | |
| WO2024166947A1 (ja) | オーステナイト系ステンレス鋼材 | |
| JP2000045027A (ja) | 表面性状に優れた鋼板の製造方法 | |
| JP2025150154A (ja) | Fe-Ni-Cr合金、その製造方法、および部品 | |
| JP2002069608A (ja) | 複層組織Cr系ステンレス鋼の製造方法 | |
| JP7475205B2 (ja) | フェライト系ステンレス鋼板、フェライト系ステンレス鋼板の製造方法および自動車排気系部品 | |
| JP7479209B2 (ja) | フェライト系ステンレス鋼板、フェライト系ステンレス鋼板の製造方法および自動車排気系部品 | |
| JP7479210B2 (ja) | フェライト系ステンレス鋼板、フェライト系ステンレス鋼板の製造方法および自動車排気系部品 | |
| CN121605213A (zh) | 无取向电工钢板及其制造方法 | |
| Casals et al. | Influence of annealing oxide structure and composition on pickling of the duplex stainless steel 1.4462 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24864958 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025545450 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025545450 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 1020267007025 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020267007025 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020267007025 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024864958 Country of ref document: EP |