WO2024261915A1 - 超硬合金およびそれを用いた切削工具 - Google Patents
超硬合金およびそれを用いた切削工具 Download PDFInfo
- Publication number
- WO2024261915A1 WO2024261915A1 PCT/JP2023/022968 JP2023022968W WO2024261915A1 WO 2024261915 A1 WO2024261915 A1 WO 2024261915A1 JP 2023022968 W JP2023022968 W JP 2023022968W WO 2024261915 A1 WO2024261915 A1 WO 2024261915A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cemented carbide
- distance
- binder phase
- less
- intensity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/08—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds based on tungsten carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/10—Carbide
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
- C22C1/051—Making hard metals based on borides, carbides, nitrides, oxides or silicides; Preparation of the powder mixture used as the starting material therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/067—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds comprising a particular metallic binder
Definitions
- This disclosure relates to cemented carbide alloys and cutting tools using the same.
- cemented carbide alloys containing tungsten carbide (WC) particles and a binder phase mainly composed of cobalt, etc. have been used as materials for cutting tools (Patent Documents 1 and 2).
- the cemented carbide of the present disclosure is A cemented carbide comprising a plurality of tungsten carbide particles and a binder phase,
- the cemented carbide contains 80 volume % or more of the tungsten carbide particles and the binder phase in total,
- the cemented carbide contains the binder phase in an amount of 0.1% by volume or more and 20% by volume or less,
- the cemented carbide contains vanadium in an amount of 0.03 atomic % or more and 0.90 atomic % or less,
- the cemented carbide contains 0.01 atomic % or more and 1.20 atomic % or less of chromium,
- the binder phase contains 50% by mass or more of cobalt,
- the results of a line analysis performed using an energy dispersive X-ray spectrometer attached to a transmission electron microscope along a first direction from a position X1 in the tungsten carbide particle to a position X2 in the binder phase adjacent to the tungsten carbide particle are plotted in a coordinate
- FIG. 1 is a schematic cross-sectional view of a cemented carbide according to a first embodiment.
- FIG. 2 shows an example of a first graph of the cemented carbide according to the first embodiment.
- FIG. 3 is a high-angle annular dark field (HAADF) image of a cross section of a cemented carbide alloy.
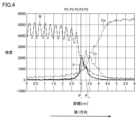
- FIG. 4 is a diagram for explaining a method for confirming that vanadium atoms and chromium atoms are present at the C site of tungsten carbide.
- FIG. 5 is a schematic diagram of a cutting tool according to the second embodiment.
- the present disclosure therefore aims to provide a cemented carbide alloy that, when used as a cutting tool material, can provide a cutting tool with a long tool life, particularly in processing semiconductor package substrates, and a cutting tool equipped with the same.
- the cemented carbide of the present disclosure is A cemented carbide comprising a plurality of tungsten carbide particles and a binder phase,
- the cemented carbide contains 80 volume % or more of the tungsten carbide particles and the binder phase in total,
- the cemented carbide contains the binder phase in an amount of 0.1% by volume or more and 20% by volume or less,
- the cemented carbide contains vanadium in an amount of 0.03 atomic % or more and 0.90 atomic % or less,
- the cemented carbide contains 0.01 atomic % or more and 1.20 atomic % or less of chromium,
- the binder phase contains 50% by mass or more of cobalt,
- a cemented carbide alloy that, when used as a cutting tool material, can provide a cutting tool with a long tool life, particularly in processing semiconductor package substrates, and a cutting tool including the same.
- the vanadium atom located at P V and the chromium atom located at P Cr may be present at the W site of tungsten carbide.
- the cemented carbide may contain 18 volume percent or less of the binder phase. This further improves the tool life.
- the cutting tool of the present disclosure is a cutting tool having a cutting edge made of the cemented carbide alloy described in any one of (1) to (3) above.
- the cutting tools disclosed herein can have a long tool life, especially when used to process semiconductor package substrates.
- a ⁇ B means the upper and lower limits of a range (i.e., greater than or equal to A and less than or equal to B). If no unit is stated for A and only a unit is stated for B, the units of A and B are the same.
- any one numerical value listed as the lower limit and any one numerical value listed as the upper limit is also considered to be disclosed.
- a1 or more, b1 or more, and c1 or more are listed as the lower limit and a2 or less, b2 or less, and c2 or less are listed as the upper limit, a1 or more and a2 or less, a1 or more and b2 or less, a1 or more and c2 or less, b1 or more and a2 or less, b1 or more and b2 or less, b1 or more and c2 or less, c1 or more and a2 or less, c1 or more and b2 or less, and c1 or more and c2 or less are considered to be disclosed.
- the cemented carbide according to one embodiment of the present disclosure (hereinafter also referred to as "embodiment 1") is A cemented carbide comprising a plurality of tungsten carbide particles and a binder phase, The cemented carbide contains 80 volume % or more of the tungsten carbide particles and the binder phase in total, The cemented carbide contains the binder phase in an amount of 0.1% by volume or more and 20% by volume or less, The cemented carbide contains vanadium in an amount of 0.03 atomic % or more and 0.90 atomic % or less, The cemented carbide contains 0.01 atomic % or more and 1.20 atomic % or less of chromium, The binder phase contains 50% by mass or more of cobalt, In a first region of a first graph, the results of a line analysis performed using an energy dispersive X-ray spectrometer attached to a transmission electron microscope along a first direction from a position X1 in the tungs
- the cemented carbide of embodiment 1 When used as a cutting tool material, it can provide a cutting tool with a long tool life, especially in machining semiconductor package substrates. The reason for this is unclear, but is presumed to be as follows.
- the cemented carbide of the first embodiment comprises a plurality of tungsten carbide particles (hereinafter also referred to as "WC particles") and a binder phase, and the total content of the WC particles and binder phase in the cemented carbide is 80 volume % or more.
- WC particles tungsten carbide particles
- the cemented carbide has high hardness and strength, and a cutting tool using the cemented carbide can have excellent wear resistance and breakage resistance.
- the cemented carbide of embodiment 1 contains a binder phase of 0.1 volume % or more and 20 volume % or less, and the binder phase contains 50 mass % or more of cobalt.
- the cemented carbide has high hardness and strength, and a cutting tool using the cemented carbide can have excellent wear resistance and breakage resistance.
- the cemented carbide of the first embodiment contains vanadium in an amount of 0.03 atomic % or more and 0.90 atomic % or less, and chromium in an amount of 0.01 atomic % or more and 1.20 atomic % or less. Vanadium and chromium have a grain growth suppressing effect on tungsten carbide particles. Furthermore, the cemented carbide of the first embodiment has a relationship of P W ⁇ P W70 ⁇ P V ⁇ P Cr ⁇ P Co70 ⁇ P Co. This further improves the grain growth suppressing effect on tungsten carbide particles. Therefore, in the cemented carbide of the first embodiment, the formation of abnormal structure associated with the generation of coarse particles is suppressed, and the cutting tool using the cemented carbide can have excellent breakage resistance.
- the cemented carbide 3 of the first embodiment includes a plurality of tungsten carbide particles 1 (hereinafter, also referred to as "WC particles") and a binder phase 2, and the total content of the WC particles and the binder phase of the cemented carbide 3 is 80 vol.% or more.
- the lower limit of the total content of the WC particles and the binder phase of the cemented carbide may be 82 vol.% or more, 84 vol.% or more, 85 vol.% or more, or 86 vol.% or more.
- the upper limit of the total content of the WC particles and the binder phase of the cemented carbide may be 100 vol.% or less.
- the upper limit of the total content of the WC particles and the binder phase of the cemented carbide may be 99 vol.% or less, or 98 vol.% or less.
- the total content of the WC particles and the binder phase of the cemented carbide may be 80 vol.% or more and 100 vol.% or less, 82 vol.% or more and 100 vol.% or less, or 84 vol.% or more and 100 vol.% or less.
- the cemented carbide of embodiment 1 can be composed of a plurality of tungsten carbide particles and a binder phase.
- the cemented carbide of this embodiment can contain other phases in addition to the tungsten carbide particles and the binder phase. Examples of the composition of the other phases include TiCN and TaC.
- the cemented carbide of embodiment 1 may be composed of tungsten carbide particles, a binder phase, and other phases.
- the content of other phases in the cemented carbide is acceptable within a range that does not impair the effects of the present disclosure.
- the content of other phases in the cemented carbide may be 0 vol.% or more and 20 vol.% or less, 0 vol.% or more and 18 vol.% or less, or 0 vol.% or more and 16 vol.% or less.
- the total content of WC particles and binder phases in the cemented carbide may be 80 vol.% or more and less than 100 vol.%, 82 vol.% or more and less than 100 vol.%, or 84 vol.% or more and less than 100 vol.%.
- the cemented carbide of the first embodiment may contain impurities.
- impurities include calcium (Ca) and sulfur (S).
- the impurity content of the cemented carbide is acceptable within a range that does not impair the effects of the present disclosure.
- the impurity content of the cemented carbide is preferably 0% by mass or more and less than 0.1% by mass.
- the impurity content of the cemented carbide is measured by ICP optical emission spectroscopy (measuring device: Shimadzu Corporation "ICPS-8100" (trademark)).
- the lower limit of the content of tungsten carbide particles in the cemented carbide of embodiment 1 may be 60 volume% or more, 62 volume% or more, 64 volume% or more, or 68 volume% or more.
- the upper limit of the content of tungsten carbide particles in the cemented carbide may be 99.9 volume% or less, 99.2 volume% or less, 99 volume% or less, 98 volume% or less, 96 volume% or less, or 94 volume% or less.
- the content of tungsten carbide particles in the cemented carbide may be 60 volume% or more and 99.9 volume% or less, 60 volume% or more and 99.2 volume% or less, 64 volume% or more and 96 volume% or less, or 68 volume% or more and 94 volume% or less.
- the cemented carbide of embodiment 1 contains a binder phase of 0.1 volume % or more and 20 volume % or less.
- the lower limit of the binder phase content of the cemented carbide is 0.1 volume % or more, 1 volume % or more, 2 volume % or more, 3 volume % or more, 4 volume % or more, or 8 volume % or more, from the viewpoint of improving toughness.
- the upper limit of the binder phase content of the cemented carbide is 20 volume % or less, 19 volume % or less, 18 volume % or less, 17 volume % or less, 16 volume % or less, or 15 volume % or less, from the viewpoint of improving hardness.
- the binder phase content of the cemented carbide may be 0.1 volume % or more and 18 volume % or less, 1 volume % or more and 18 volume % or less, 3 volume % or more and 17 volume % or less, 4 volume % or more and 16 volume % or less, or 8 volume % or more and 15 volume % or less.
- content of the binder phase in the cemented carbide is 18 volume percent or less, the hardness and wear resistance of the cemented carbide are further improved, and the tool life of cutting tools using the cemented carbide as a material is further improved.
- the method for measuring the tungsten carbide particle content (volume %) of the cemented carbide and the binder phase content (volume %) of the cemented carbide is as follows.
- the mirror-finished surface of the cemented carbide is photographed with a scanning electron microscope (SEM) to obtain a backscattered electron image.
- the area photographed for the image is set to the center of the cross section of the cemented carbide, that is, a position that does not include areas with properties that are clearly different from the bulk part, such as near the surface of the cemented carbide (a position where the entire imaged area is the bulk part of the cemented carbide).
- the observation magnification is 5000x.
- the measurement conditions are an acceleration voltage of 3 kV, a current value of 2 nA, and a working distance (WD) of 5 mm.
- (D1) The photographed area of (C1) above is analyzed using an energy dispersive X-ray analyzer (SEM-EDX) attached to a SEM to determine the distribution of the elements identified in (B1) above in the photographed area, and an element mapping image is obtained.
- SEM-EDX energy dispersive X-ray analyzer
- the above measurement (G1) is performed in five different non-overlapping measurement fields.
- the average of the area percentages of tungsten carbide particles in the five measurement fields corresponds to the content (volume %) of tungsten carbide particles in the cemented carbide
- the average of the area percentages of the binder phase in the five measurement fields corresponds to the content (volume %) of the binder phase in the cemented carbide.
- the content of the other phases in the cemented carbide can be obtained by subtracting the content (volume %) of the tungsten carbide grains and the content (volume %) of the binder phase measured by the above procedure from the total cemented carbide (100 volume %).
- the cut-out location of the cemented carbide cross section, the photographed area described in (C1) above, and the measurement field described in (G1) above can be arbitrarily set, and even when the tungsten carbide particle content and binder phase content of the cemented carbide are measured multiple times according to the above procedure, there is little variation in the measurement results, and it has been confirmed that the cut-out location of the cemented carbide cross section, the photographed area, and the measurement field can be arbitrarily set without being arbitrary.
- the tungsten carbide particles include at least one of "pure WC particles (including WC containing no impurity elements and WC containing impurity elements below the detection limit)" and "WC particles containing impurity elements intentionally or unavoidably, as long as the effect of the present disclosure is not impaired.”
- the impurity content of the tungsten carbide particles (when the impurity elements are two or more types, the total concentration of the elements) is less than 0.1 mass%.
- the impurity element content of the tungsten carbide particles is measured by ICP emission spectrometry.
- the average particle size of the tungsten carbide particles is not particularly limited.
- the average particle size of the tungsten carbide particles can be, for example, 0.1 ⁇ m or more and 3.5 ⁇ m or less. It has been confirmed that the cemented carbide of the first embodiment can have a long tool life regardless of the average particle size of the tungsten carbide particles.
- the binder phase contains 50% by mass or more of cobalt. This can impart excellent toughness to the cemented carbide.
- the lower limit of the cobalt content of the binder phase may be 52% by mass or more, 57% by mass or more, 60% by mass or more, or 63% by mass or more.
- the upper limit of the cobalt content of the binder phase may be 100% by mass or less, less than 100% by mass, 99% by mass or less, 98% by mass or less, 95% by mass or less, or 90% by mass or less.
- the cobalt content of the binder phase may be 50% by mass or more and less than 100% by mass, 60% by mass or more and 99% by mass or less, or 63% by mass or more and 98% by mass or less.
- the method for measuring the cobalt content of the binder phase is as follows. Using the same method as (A1) to (F1) for measuring the tungsten carbide particle content, binder phase content, and hard phase particle content of the cemented carbide described above, the area where the binder phase exists is identified on the image after binarization processing. The area where the binder phase exists is analyzed using SEM-EDX to measure the cobalt content of the binder phase.
- the bonding phase may contain, in addition to cobalt, at least one first element selected from the group consisting of boron (B), aluminum (Al), silicon (Si), iron (Fe), nickel (Ni), germanium (Ge), ruthenium (Ru), rhenium (Re), osmium (Os), iridium (Ir), and platinum (Pt).
- the bonding phase may be composed of cobalt, the first element, and inevitable impurities. Examples of the inevitable impurities include manganese (Mn), magnesium (Mg), calcium (Ca), and sulfur (S).
- the cemented carbide of the first embodiment contains vanadium in an amount of 0.03 atomic % or more and 0.90 atomic % or less.
- the lower limit of the vanadium content of the cemented carbide is 0.03 atomic % or more, 0.10 atomic % or more, 0.20 atomic % or more, or 0.30 atomic % or more from the viewpoint of improving the grain growth suppression effect.
- the upper limit of the vanadium content of the cemented carbide is 0.90 atomic % or less, 0.80 atomic % or less, or 0.70 atomic % or less from the viewpoint of suppressing the precipitation of coarse (W, V) C phase.
- the vanadium content of the cemented carbide may be 0.10 atomic % or more and 0.90 atomic % or less, 0.20 atomic % or more and 0.80 atomic % or less, or 0.30 atomic % or more and 0.70 atomic % or less.
- the vanadium content of cemented carbide is measured by ICP emission spectrometry.
- the cemented carbide of the first embodiment contains 0.01 atomic % or more and 1.20 atomic % or less of chromium.
- the lower limit of the chromium content of the cemented carbide is 0.01 atomic % or more, may be 0.10 atomic % or more, or may be 0.20 atomic % or more, from the viewpoint of improving the grain growth suppression effect.
- the upper limit of the chromium content of the cemented carbide is 1.20 atomic % or less, may be 0.80 atomic % or less, or may be 0.70 atomic % or less, from the viewpoint of suppressing the precipitation of coarse (W, Cr)C phase.
- the chromium content of the cemented carbide may be 0.10 atomic % or more and 0.80 atomic % or less, or may be 0.20 atomic % or more and 0.70 atomic % or less.
- the chromium content of cemented carbide is measured by ICP emission spectrometry.
- Fig. 2 is an example of a first graph showing the results of line analysis performed on the cemented carbide of embodiment 1 for tungsten, cobalt, vanadium and cobalt, which are elements contained in the cemented carbide, in a coordinate system in which the X axis is the distance from position X1 and the Y axis is the intensity.
- the binder phase is cobalt.
- the distance PW at the maximum intensity IW of tungsten, the maximum distance PW70 showing an intensity IW70 that is 70% of the maximum intensity IW , the distance PV at the maximum intensity IV of vanadium, the distance PCr at the maximum intensity ICr of chromium, the minimum distance PCo70 showing an intensity ICo70 that is 70% of the maximum intensity ICo of cobalt, and the distance PCo at the maximum intensity ICo show a relationship of PW ⁇ PW70 ⁇ PV ⁇ PCr ⁇ PCo70 ⁇ PCo .
- the first region is a region in the first graph from a distance P1, which is 3 nm from PV to the origin side of the coordinate system on the X-axis, to a distance P2, which is 3 nm from PV to the opposite side of the origin.
- the maximum distance PW70 means that, when there are multiple distances showing intensity IW70 in the first graph, the maximum distance among these distances is distance PW70 .
- the minimum distance PCo70 means that, when there are multiple distances showing intensity ICo70 in the first graph, the minimum distance among these distances is distance PCo70 .
- the relationship PW ⁇ PV ⁇ PCr ⁇ PCo70 ⁇ PCo indicates that in the first region including the interface between the WC grain and the binder phase, the maximum vanadium concentration region located at a distance PV is closer to the WC grain than the maximum chromium concentration region located at a distance PCr , and the maximum chromium concentration region is closer to the binder phase than the maximum vanadium concentration region.
- the relationship P W70 ⁇ P V indicates that the maximum vanadium concentration region located at a distance P V is located outside the WC grains, not inside the WC grains.
- the relationship P Cr ⁇ P Co70 indicates that the maximum chromium concentration region is located outside the binder phase, not inside the binder phase. From these, the relationship P W70 ⁇ P V ⁇ P Cr ⁇ P Co70 indicates that the maximum vanadium concentration region and the maximum chromium concentration region exist in the interface region between the WC grains and the binder phase.
- the line analysis of the cemented carbide and the acquisition of the first graph based on the analysis results are performed as follows.
- the cemented carbide is sliced to a thickness of 30 to 100 nm using an argon ion slicer ("Cryo Ion Slicer IB-09060BCIS” (trademark) manufactured by JEOL Ltd.) at an accelerating voltage of 6 kV and finishing voltage of 2 kV to prepare a measurement sample.
- the measurement sample is then observed at 200,000 times magnification using a TEM (Transmission Electron Microscopy) ("JEM-ARM300F2" (trademark) manufactured by JEOL Ltd.) at an accelerating voltage of 200 V to obtain a first image (not shown).
- TEM Transmission Electron Microscopy
- the tungsten carbide particles are observed as white areas and the binder phase is observed as black areas.
- the interface between the tungsten carbide particles and the binder phase is arbitrarily selected.
- the selected interface is positioned so that it passes through the center of the image, and the observation magnification is adjusted so that the field of view size is 5 nm x 5 nm, and a second image is obtained (not shown).
- the extension direction of the interface is confirmed.
- Line analysis is performed using an energy dispersive X-ray spectrometer (TEM-EDX) attached to a transmission electron microscope along a first direction perpendicular to the extension direction and extending from position X1 in the tungsten carbide particle to position X2 in the bond phase adjacent to the tungsten carbide particle, and the distribution of tungsten, cobalt, vanadium, and chromium is measured.
- TEM-EDX energy dispersive X-ray spectrometer
- the direction perpendicular to the extension direction of the interface means the direction along a straight line that intersects with the tangent of the extension direction at an angle of 90° ⁇ 5°.
- the conditions for EDX are an acceleration voltage of 200 kV, a camera length of 10 cm, a pixel count of 128 x 128 pixels, and a dwell time of 0.02 to 3 s/pixel.
- the first graph is obtained by plotting the measurement results for tungsten, cobalt, vanadium and chromium in a coordinate system in which the X-axis represents distance from position X1 and the Y-axis represents intensity.
- first graphs For a cemented carbide, five mutually non-overlapping first images are arbitrarily obtained, and the above-mentioned analysis is performed based on each of the first images to obtain five first graphs. If the relationship PW ⁇ PW70 ⁇ PV ⁇ PCr ⁇ PCo70 ⁇ PCo is shown in four or more first regions of the first graphs, it is determined that the relationship PW ⁇ PW70 ⁇ PV ⁇ PCr ⁇ PCo70 ⁇ PCo is shown in the first region of the first graph of the cemented carbide. In order to obtain this judgment criterion, the inventors performed multiple line analyses on each of multiple cemented carbide.
- HAADF high-angle annular dark field
- the image shown as W in Figure 3 is a HAADF image showing the distribution of tungsten atoms.
- the area with the highest brightness corresponds to the area of WC particles.
- the image shown as Cr in Figure 3 is a HAADF image showing the distribution of chromium atoms.
- the area with the highest brightness corresponds to the area of maximum chromium concentration.
- the image shown as V in Figure 3 is a HAADF image showing the distribution of vanadium atoms.
- the area with the highest brightness corresponds to the area of maximum vanadium concentration.
- the image shown as Co in Figure 3 is a HAADF image showing the distribution of cobalt atoms.
- the brightest area corresponds to the bonding phase area.
- the region of maximum vanadium concentration is located closer to the WC particle side than the region of maximum chromium concentration, and the region of maximum chromium concentration is located closer to the binder phase side than the region of maximum vanadium concentration.
- the W and V images in Figure 3 confirm that the maximum vanadium concentration region is located outside the tungsten carbide particles, not inside the tungsten carbide particles.
- the Cr and Co images in Figure 3 confirm that the maximum chromium concentration region is located outside the binder phase, not inside the binder phase. From these, it is confirmed that in the cemented carbide shown in Figure 3, the maximum vanadium concentration region and the maximum chromium concentration region exist in the interface region between the WC particles and the binder phase.
- the vanadium atom located at a distance P V at the maximum vanadium intensity I V and the chromium atom located at a distance P Cr at the maximum chromium intensity I Cr may be present at the W site of tungsten carbide. A method of confirming this will be described with reference to FIG.
- FIG. 4 is a graph identical to the first graph shown in FIG. 2.
- tungsten peaks are periodically present along the X-axis. Based on the portions where the period is clearly identified, the average period of the tungsten peaks is determined. Based on this average period, the tungsten peak position P3 is entered in the first graph.
- the peak position P3 corresponds to the position of the W site.
- the C site exists between adjacent peak positions P3.
- a distance P V at the maximum intensity I V of vanadium and a distance P Cr at the maximum intensity I Cr of chromium are specified.
- the vanadium atom located at P V exists at the W site of tungsten carbide.
- the tungsten peak position P3 and the distance P Cr at the maximum intensity I Cr of chromium overlap it is confirmed that the chromium atom located at P Cr exists at the W site of tungsten carbide.
- a vanadium atom located at a distance P V at the maximum vanadium intensity I V and a chromium atom located at a distance P Cr at the maximum chromium intensity I Cr are present in the W site of tungsten carbide and may not be present in the C site.
- the cemented carbide of this embodiment can be manufactured by carrying out a raw material powder preparation step, a mixing step, a molding step, a sintering step, and a HIP (Hot Isostatic Pressing) step in the above order. Each step will be described below.
- the preparation step is a step of preparing raw material powders of materials constituting the cemented carbide material.
- raw material powders include tungsten carbide powder (hereinafter also referred to as "WC powder"), cobalt (Co) powder, vanadium carbide (VC) powder, and chromium carbide (Cr 3 C 2 ) powder.
- WC powder tungsten carbide powder
- Co cobalt
- VC vanadium carbide
- Cr 3 C 2 chromium carbide
- nickel (Ni) powder, tungsten carbide (TaC) powder, titanium carbonitride (TiCN) powder, and the like can be prepared. These raw material powders can be commercially available.
- the average particle size of these raw material powders is not particularly limited, and can be, for example, 0.1 to 3.0 ⁇ m.
- the average particle size of the raw material powder means the average particle size measured by the FSSS (Fisher Sub-Sieve Sizer) method. The average particle size is measured using a "
- the mixing step is a step of mixing the raw material powders prepared in the preparation step in a predetermined ratio.
- a mixed powder in which the raw material powders are mixed is obtained by the mixing step.
- the mixing ratio of the raw material powders is appropriately adjusted depending on the composition of the target cemented carbide.
- the raw material powders can be mixed using conventionally known mixing methods such as an attritor, ball mill, or bead mill. Conventional known conditions can also be used for the mixing conditions.
- the mixing time can be, for example, from 2 hours to 20 hours.
- the mixed powder may be granulated as necessary. Granulating the mixed powder makes it easier to fill the mixed powder into a die or mold during the molding step described below.
- a known granulation method can be used for granulation, and for example, a commercially available granulator such as a spray dryer can be used.
- the molding step is a step of molding the mixed powder obtained in the mixing step into a shape for a cutting tool (e.g., a round bar shape) to obtain a molded body.
- the molding method and molding conditions in the molding step are not particularly limited and may be general methods and conditions.
- the sintering step is a step in which the molded body obtained in the molding step is sintered and then cooled to obtain a cemented carbide intermediate.
- the sintering conditions in this embodiment are as follows. First, the molded body is placed in an argon (Ar) atmosphere at a pressure of 2 kPa, and the molded body is heated to 900°C and held at 900°C for 60 minutes (hereinafter also referred to as "first sintering"). Next, in an argon (Ar) atmosphere at a pressure of 2 kPa, the molded body is heated to 1100°C and held at 1100°C for 60 minutes (hereinafter also referred to as "second sintering").
- the molded body is heated to 1350°C and held at 1350°C for 60 minutes (hereinafter also referred to as "third sintering").
- the molded body is cooled.
- the molded body is cooled to 25°C under a pressure of 100 to 400 MPaG in Ar gas. This results in a cemented carbide intermediate.
- the HIP process is a process of performing HIP treatment on the cemented carbide intermediate.
- the HIP conditions in this embodiment are as follows. First, the cemented carbide intermediate is subjected to a temperature of 1250°C and a pressure of 10 MPa and held for 30 minutes (hereinafter also referred to as "first HIP"). Next, the cemented carbide intermediate is subjected to a temperature of 1350°C and a pressure of 200 MPa and held for 30 minutes (hereinafter also referred to as "second HIP"). In this way, the cemented carbide of the first embodiment can be obtained.
- the sintering process is performed in three stages including the first sintering, the second sintering, and the third sintering. Furthermore, the HIP process is performed in two stages including the first HIP and the second HIP. It is presumed that the cemented carbide obtained by these processes exhibits the relationship P W ⁇ P W70 ⁇ P V ⁇ P Cr ⁇ P Co70 ⁇ P Co in the first region of the first graph.
- the inventors of the present invention have newly discovered that the cemented carbide of the present disclosure can be realized under such sintering conditions and HIP conditions as a result of intensive research. Note that the sintering conditions and HIP conditions used in this embodiment would not have been adopted by those skilled in the art because they would reduce production efficiency.
- the sintering step is performed in one step of heating to a predetermined temperature and maintaining it for a predetermined time.
- the HIP step is not performed after the sintering step, or if it is performed, it is performed in one step of maintaining it at a predetermined temperature and pressure for a predetermined time.
- vanadium and chromium are randomly arranged in the interface region between the WC grains and the binder phase, and the first region of the first graph does not show the relationship P W ⁇ P W70 ⁇ P V ⁇ P Cr ⁇ P Co70 ⁇ P Co.
- the cutting tool of this embodiment includes a cutting edge made of the cemented carbide of embodiment 1.
- the cutting edge means a portion involved in cutting. More specifically, the cutting edge means a region surrounded by a cutting edge ridge and a virtual surface that is 0.5 mm or 2 mm away from the cutting edge ridge toward the cemented carbide side.
- Cutting tools include, for example, cutting tools, drills, end mills, indexable cutting tips for milling, indexable cutting tips for turning, metal saws, gear cutting tools, reamers, taps, etc.
- the cutting tool 10 of this embodiment can be highly effective in the case of a small diameter drill for machining printed circuit boards.
- the cutting edge 11 of the cutting tool 10 shown in FIG. 3 is made of the cemented carbide of embodiment 1.
- the cemented carbide of this embodiment may constitute the entirety of these tools, or may constitute only a part of them.
- "constitute a part” refers to a mode in which the cemented carbide of this embodiment is brazed to a predetermined position of any substrate to form a cutting edge.
- the cutting tool of this embodiment may further include a hard film that covers at least a portion of the surface of the substrate made of cemented carbide.
- a hard film that covers at least a portion of the surface of the substrate made of cemented carbide.
- diamond-like carbon or diamond can be used as the hard film.
- the cutting tool of this embodiment can be obtained by forming the cemented carbide of embodiment 1 into a desired shape.
- WC powder (average particle size 0.3 ⁇ m), Co powder (average particle size 1.0 ⁇ m), VC powder, Cr 3 C 2 powder, TaC powder, and TiCN powder were prepared in the ratios shown in the "raw powder" column of Tables 1 and 2, and mixed in an attritor to obtain a mixed powder.
- the mixing conditions were a rotation speed of 300 rpm and 180 minutes.
- the average particle sizes of the VC powder, Cr 3 C 2 powder, TaC powder, and TiCN powder were 0.1 to 3.0 ⁇ m.
- the mixed powder was then press molded to produce a rod-shaped compact.
- the compact was then sintered and cooled to obtain a cemented carbide intermediate.
- the sintering conditions for samples 1 to 18 were as follows. First, the molded body was placed in an argon (Ar) atmosphere at a pressure of 2 kPa, and the molded body was heated to 900°C and held at 900°C for 60 minutes (first sintering). Next, in an argon (Ar) atmosphere at a pressure of 2 kPa, the molded body was heated to 1100°C and held at 1100°C for 60 minutes (second sintering). Next, in a vacuum, the molded body was heated to 1350°C and held at 1350°C for 60 minutes (third sintering). Next, the molded body was cooled to 25°C in Ar gas at a pressure of 200 MPaG. This resulted in a cemented carbide intermediate.
- the sintering conditions for samples 101 to 121 were as follows: The compact was heated to 1350°C in a vacuum and held at 1350°C for 60 minutes. Next, the cemented carbide intermediate was cooled to 25°C in Ar gas at a pressure of 400 kPaG. This resulted in the production of a cemented carbide intermediate.
- cemented carbide intermediate was subjected to HIP treatment to obtain each cemented carbide sample.
- the HIP conditions for samples 1 to 18 were as follows. First, the cemented carbide intermediate was heated to a temperature of 1250°C and subjected to a pressure of 10 MPa, and held for 30 minutes (first HIP). Next, the cemented carbide intermediate was heated to a temperature of 1350°C and subjected to a pressure of 200 MPa, and held for 30 minutes (second HIP). This resulted in the cemented carbide samples 1 to 18.
- the HIP conditions for samples 101 to 121 are as follows.
- the cemented carbide intermediate was subjected to a temperature of 1300°C and a pressure of 10 MPa and held for 60 minutes. This resulted in the production of cemented carbide samples 101 to 121.
- the cemented carbide and cutting tools of Samples 1 to 18 correspond to Examples.
- the cemented carbide and cutting tools of Samples 101 to 121 correspond to Comparative Examples. It was confirmed that the cutting tools of Samples 1 to 18 (Examples) had longer tool life than the cutting tools of Samples 101 to 121 (Comparative Examples). This is presumably because the cemented carbide of Samples 1 to 16 has excellent breakage resistance.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Powder Metallurgy (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/576,745 US12121972B1 (en) | 2023-06-21 | 2023-06-21 | Cemented carbide and cutting tool using the same |
| CN202380047908.5A CN119497760A (zh) | 2023-06-21 | 2023-06-21 | 硬质合金以及使用该硬质合金的切削工具 |
| PCT/JP2023/022968 WO2024261915A1 (ja) | 2023-06-21 | 2023-06-21 | 超硬合金およびそれを用いた切削工具 |
| EP23934305.6A EP4509623A4 (en) | 2023-06-21 | 2023-06-21 | CEMENTED CARBIDE AND CUTTING TOOL USING SAME |
| JP2023565404A JP7616426B1 (ja) | 2023-06-21 | 2023-06-21 | 超硬合金およびそれを用いた切削工具 |
| TW113109928A TW202509244A (zh) | 2023-06-21 | 2024-03-18 | 超硬合金及使用其之切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/022968 WO2024261915A1 (ja) | 2023-06-21 | 2023-06-21 | 超硬合金およびそれを用いた切削工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024261915A1 true WO2024261915A1 (ja) | 2024-12-26 |
Family
ID=93123242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/022968 Ceased WO2024261915A1 (ja) | 2023-06-21 | 2023-06-21 | 超硬合金およびそれを用いた切削工具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12121972B1 (https=) |
| EP (1) | EP4509623A4 (https=) |
| JP (1) | JP7616426B1 (https=) |
| CN (1) | CN119497760A (https=) |
| TW (1) | TW202509244A (https=) |
| WO (1) | WO2024261915A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11350061A (ja) * | 1998-06-15 | 1999-12-21 | Mitsubishi Materials Corp | 耐折損性のすぐれた超硬合金製ミニチュアドリル |
| JP2004162080A (ja) * | 2002-11-08 | 2004-06-10 | Hitachi Tool Engineering Ltd | 強靱性微粒超硬合金 |
| JP2004256852A (ja) * | 2003-02-25 | 2004-09-16 | Kyocera Corp | 超硬合金およびそれを用いたドリル |
| JP2006131974A (ja) * | 2004-11-08 | 2006-05-25 | Sumitomo Electric Ind Ltd | 超硬合金 |
| WO2009001929A1 (ja) * | 2007-06-27 | 2008-12-31 | Kyocera Corporation | 超硬合金、切削工具ならびに切削加工装置 |
| JP2016098393A (ja) | 2014-11-20 | 2016-05-30 | 日本特殊合金株式会社 | 超硬合金 |
| JP2021110010A (ja) | 2020-01-14 | 2021-08-02 | 日本特殊合金株式会社 | 超微粒超硬合金,およびこれを用いた切断用もしくは切削用工具または耐摩耗用工具 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE173030T1 (de) * | 1991-09-02 | 1998-11-15 | Sumitomo Electric Industries | Hartlegierung und deren herstellung |
| SE527186C2 (sv) * | 2004-04-22 | 2006-01-17 | Sandvik Intellectual Property | Hårdmetall med bindefas innefattande mangan och sätt att framställa denna |
-
2023
- 2023-06-21 CN CN202380047908.5A patent/CN119497760A/zh active Pending
- 2023-06-21 EP EP23934305.6A patent/EP4509623A4/en active Pending
- 2023-06-21 WO PCT/JP2023/022968 patent/WO2024261915A1/ja not_active Ceased
- 2023-06-21 JP JP2023565404A patent/JP7616426B1/ja active Active
- 2023-06-21 US US18/576,745 patent/US12121972B1/en active Active
-
2024
- 2024-03-18 TW TW113109928A patent/TW202509244A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11350061A (ja) * | 1998-06-15 | 1999-12-21 | Mitsubishi Materials Corp | 耐折損性のすぐれた超硬合金製ミニチュアドリル |
| JP2004162080A (ja) * | 2002-11-08 | 2004-06-10 | Hitachi Tool Engineering Ltd | 強靱性微粒超硬合金 |
| JP2004256852A (ja) * | 2003-02-25 | 2004-09-16 | Kyocera Corp | 超硬合金およびそれを用いたドリル |
| JP2006131974A (ja) * | 2004-11-08 | 2006-05-25 | Sumitomo Electric Ind Ltd | 超硬合金 |
| WO2009001929A1 (ja) * | 2007-06-27 | 2008-12-31 | Kyocera Corporation | 超硬合金、切削工具ならびに切削加工装置 |
| JP2016098393A (ja) | 2014-11-20 | 2016-05-30 | 日本特殊合金株式会社 | 超硬合金 |
| JP2021110010A (ja) | 2020-01-14 | 2021-08-02 | 日本特殊合金株式会社 | 超微粒超硬合金,およびこれを用いた切断用もしくは切削用工具または耐摩耗用工具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4509623A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12121972B1 (en) | 2024-10-22 |
| JP7616426B1 (ja) | 2025-01-17 |
| TW202509244A (zh) | 2025-03-01 |
| CN119497760A (zh) | 2025-02-21 |
| EP4509623A4 (en) | 2025-08-06 |
| JPWO2024261915A1 (https=) | 2024-12-26 |
| EP4509623A1 (en) | 2025-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN117677724A (zh) | 硬质合金以及包含该硬质合金的工具 | |
| JP7501798B1 (ja) | 超硬合金およびそれを用いた切削工具 | |
| JP7616426B1 (ja) | 超硬合金およびそれを用いた切削工具 | |
| WO2025069218A1 (ja) | 超硬合金および切削工具 | |
| JP7501800B1 (ja) | 超硬合金およびそれを用いた切削工具 | |
| JP7670234B1 (ja) | 超硬合金および切削工具 | |
| JP7589840B1 (ja) | 超硬合金および切削工具 | |
| JP7589839B1 (ja) | 超硬合金および切削工具 | |
| WO2023139726A1 (ja) | 超硬合金およびそれを含む工具 | |
| JP7593561B1 (ja) | 超硬合金および切削工具 | |
| JP7782777B1 (ja) | 超硬合金および切削工具 | |
| EP4397779B1 (en) | Cemented carbide and tool containing same | |
| US20260043116A1 (en) | Cemented carbide and cutting tool | |
| JP2025076775A (ja) | 超硬合金および切削工具 | |
| WO2026033733A1 (ja) | 超硬合金および切削工具 | |
| WO2026069528A1 (ja) | 超硬合金および切削工具 | |
| WO2023175721A1 (ja) | 超硬合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023565404 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 2023934305 Country of ref document: EP Effective date: 20241030 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380047908.5 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380047908.5 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |