WO2024241380A1 - 医療デバイス、及び、医療デバイスの製造方法 - Google Patents
医療デバイス、及び、医療デバイスの製造方法 Download PDFInfo
- Publication number
- WO2024241380A1 WO2024241380A1 PCT/JP2023/018778 JP2023018778W WO2024241380A1 WO 2024241380 A1 WO2024241380 A1 WO 2024241380A1 JP 2023018778 W JP2023018778 W JP 2023018778W WO 2024241380 A1 WO2024241380 A1 WO 2024241380A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tube
- heat shrink
- medical device
- base end
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B8/00—Diagnosis using ultrasonic, sonic or infrasonic waves
- A61B8/12—Diagnosis using ultrasonic, sonic or infrasonic waves in body cavities or body tracts, e.g. by using catheters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B8/00—Diagnosis using ultrasonic, sonic or infrasonic waves
- A61B8/44—Constructional features of the ultrasonic, sonic or infrasonic diagnostic device
- A61B8/4444—Constructional features of the ultrasonic, sonic or infrasonic diagnostic device related to the probe
- A61B8/445—Details of catheter construction
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/0009—Making of catheters or other medical or surgical tubes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/0021—Catheters; Hollow probes characterised by the form of the tubing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/0021—Catheters; Hollow probes characterised by the form of the tubing
- A61M25/0023—Catheters; Hollow probes characterised by the form of the tubing by the form of the lumen, e.g. cross-section, variable diameter
- A61M25/0026—Multi-lumen catheters with stationary elements
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/0043—Catheters; Hollow probes characterised by structural features
- A61M25/0054—Catheters; Hollow probes characterised by structural features with regions for increasing flexibility
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/01—Introducing, guiding, advancing, emplacing or holding catheters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/0021—Catheters; Hollow probes characterised by the form of the tubing
- A61M25/0023—Catheters; Hollow probes characterised by the form of the tubing by the form of the lumen, e.g. cross-section, variable diameter
- A61M25/0026—Multi-lumen catheters with stationary elements
- A61M2025/0037—Multi-lumen catheters with stationary elements characterized by lumina being arranged side-by-side
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/01—Introducing, guiding, advancing, emplacing or holding catheters
- A61M2025/0183—Rapid exchange or monorail catheters
Definitions
- the present invention relates to a medical device and a method for manufacturing a medical device.
- Patent Document 1 describes a catheter that has an observation section lumen inside which an observation section used for observing inside a living body is disposed, a first guidewire lumen provided on the distal side of the observation section, and a second guidewire lumen provided on the proximal side of the observation section.
- Patent Document 1 does not take such issues into consideration at all. Note that such issues are not limited to the vascular system, but are common to medical devices inserted into various organs in the human body, such as the lymphatic system, biliary system, urinary system, respiratory system, digestive system, secretory glands, and reproductive organs.
- the present invention has been made to solve at least some of the problems described above, and aims to provide a technology that can integrate multiple tubes in a medical device having multiple tubes, even if the properties of each tube are different.
- the present invention has been made to solve at least some of the problems described above, and can be realized in the following form.
- a medical device includes a first tube, a second tube, a heat shrink tube that bundles the first tube and the second tube, and a third tube that contacts the outer circumferential surface of the heat shrink tube.
- This configuration provides a suitable structure when the first tube and the second tube have properties suitable for being bundled with a heat shrink tube, and the third tube has properties not suitable for being bundled with a heat shrink tube.
- a gap may be formed in the area surrounded by the outer circumferential surface of the first tube, the outer circumferential surface of the second tube, and the inner circumferential surface of the heat shrink tube.
- the heat shrink tube may have a valley portion recessed toward the gap.
- the medical device can be made thinner than when the heat shrink tube does not have a valley portion.
- the third tube may be in contact with the valley portion.
- the third tube may intersect with a common circumferential line of the outer circumferential surfaces of the first tube and the second tube.
- the melting point of the first tube may be higher than the melting point of the third tube.
- the medical device of the above embodiment may further include a fourth tube that covers the heat shrink tube and the third tube.
- the heat shrink tube and the third tube can be bundled together by the fourth tube.
- the first tube may have a lumen into which a sensor that acquires image information is inserted.
- the medical device can perform a procedure using image information (ultrasound image) acquired from the sensor.
- the first tube may include a first distal tube and a first base tube disposed on the base side of the first distal tube
- the second tube may include a second distal tube and a second base tube disposed on the base side of the second distal tube
- the heat shrink tube may bundle the first base tube and the second base tube
- the torque transmission of the medical device can be improved while maintaining the flexibility of the distal side of the medical device.
- a tube e.g., a PEEK tube
- a tube that is more rigid and has a higher melting point than the third tube as the first base tube and the second base tube
- a tube that is more flexible and has a lower melting point than the first and second base tubes as the first distal tube and the second distal tube
- a method for manufacturing a medical device includes bundling a first tube and a second tube using a heat shrink tube, contacting a third tube with the outer circumferential surface of the heat shrink tube, and covering the heat shrink tube and the third tube with a fourth tube.
- the step of bundling the first tube and the second tube (heat shrink tube arrangement step) and the step of bundling the third tube (fourth tube arrangement step) can be performed separately.
- the first, second, and third tubes can be integrated.
- the strength of the medical device can be improved compared to the case of bundling the first, second, and third tubes at once.
- the above-described method for manufacturing a medical device may further include bundling the first tube and the second tube with the heat shrink tube, and then covering the heat shrink tube, the first tube exposed from the base end of the heat shrink tube, and the second tube exposed from the base end of the heat shrink tube with a fifth tube.
- the first and second tubes exposed from the base end of the heat shrink tube can be covered with the fifth tube together with the heat shrink tube. As a result, the strength of the portion of the medical device covered with the fifth tube can be improved.
- covering with the fourth tube may include covering with the fourth tube the heat shrink tube, the first tube exposed from the tip of the heat shrink tube, the second tube exposed from the tip of the heat shrink tube, and the third tube with the fourth tube.
- the first and second tubes exposed from the tip of the heat shrink tube can be covered with the fourth tube together with the third tube together with the heat shrink tube.
- the strength of the portion of the medical device covered with the fourth tube can be improved.
- covering with the fourth tube after covering with the fifth tube, covering with the fourth tube is performed, and covering with the fifth tube includes welding the fifth tube at a first temperature, and the melting point of the third tube is lower than the melting point of the first tube, and covering with the fourth tube may include disposing the base end of the fourth tube more distal than the distal end of the fifth tube, and then welding the fourth tube at a second temperature lower than the first temperature.
- this manufacturing method by setting the welding temperature (second temperature) in the step of covering with the fourth tube (fourth tube arrangement step) lower than the welding temperature (first temperature) in the step of covering with the fifth tube (fifth tube arrangement step), when a third tube having a melting point lower than the melting point of the first tube is used in the step of covering with the fourth tube, deformation of the third tube due to heat can be suppressed.
- the present invention can be realized in various forms, such as medical devices, medical tubes, catheters, and methods for manufacturing these.
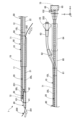
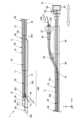
- FIG. 1 is an explanatory diagram illustrating a configuration of a medical device.
- FIG. 1 is an explanatory diagram illustrating a configuration of a medical device.
- FIG. 2 is a cross-sectional view of the catheter.
- FIG. 1 is a diagram illustrating a method of using a catheter.
- FIG. 1 is a diagram illustrating a method of using a catheter.
- FIG. 2 is an enlarged view of a portion of the catheter near the heat shrink tube.
- 7 is a cross-sectional view of the catheter taken along line FF in FIG. 6.
- 1A to 1C are diagrams illustrating a manufacturing method of a catheter.
- 1A to 1C are diagrams illustrating a manufacturing method of a catheter.
- FIG. 1A to 1C are diagrams illustrating a manufacturing method of a catheter.
- FIG. 11 is a cross-sectional view of a catheter according to a second embodiment.
- FIG. 11 is a cross-sectional view of a catheter according to a third embodiment.
- FIG. 13 is an enlarged view of a portion of a catheter according to a fourth embodiment, near a heat shrink tube.
- First Embodiment 1 and 2 are explanatory diagrams illustrating the configuration of a medical device 1.
- the medical device 1 of this embodiment is a catheter used to treat a lesion in a living lumen, such as a CTO occurring in a blood vessel.
- the medical device 1 is also called a "catheter 1". As shown in FIG. 1 and FIG.
- the catheter 1 includes a sensor tube 10, an OTW (Over The Wire) tube 20, an RX (Rapid Exchange) tube 30, a distal tip 40, a first marker 41, a second marker 42, a first outer tube 50, a branch connector 60, a first reinforcing member 61 to a third reinforcing member 63, a cylindrical member 64, a connector 65, a connector 25, a sensor 70, a second outer tube 80, and a heat shrink tube 90.
- the sensor tube 10 is also called a “medical device” or a “medical tube”.
- the OTW tube 20 is also called a "medical device” or a “medical tube”.
- the sensor 70 is not shown in order to explain the configuration of the tube and the lumen within the tube.
- the sensor 70 built into the sensor lumen 10L in the sensor tube 10 is shown by a dashed line and hatched with diagonal lines.
- FIG. 1 and FIG. 2 for the sake of convenience, the relative size ratio of each component is different from the actual one. Also, some of the components are exaggerated. Also, in FIG. 1 and FIG. 2, mutually orthogonal XYZ axes are illustrated.
- the X axis corresponds to the longitudinal direction of the catheter 1
- the Y axis corresponds to the height direction of the catheter 1
- the Z axis corresponds to the width direction of the catheter 1.
- the left side (-X axis direction) of FIG. 1 and FIG. 2 is called the "tip side" of the catheter 1 and each component
- the right side (+X axis direction) of FIG. 1 and FIG. 2 is called the "base end side" of the catheter 1 and each component.
- the one end located on the tip side is called the "tip” and the other end located on the base side is called the “base end”.
- the tip and its vicinity are called the “tip portion”, and the base end and its vicinity are called the “base end portion”.
- the tip side is inserted into the living body, and the base side is operated by an operator such as a doctor.
- Figure 3 is a cross-sectional view of the catheter 1.
- Figure 3(A) shows a cross-section of the catheter 1 taken along line A-A in Figure 1.
- Figure 3(B) shows a cross-section of the catheter 1 taken along line B-B in Figure 1.
- Figure 3(C) shows a cross-section of the catheter 1 taken along line C-C in Figure 1.
- Figure 3(D) shows a cross-section of the catheter 1 taken along line D-D in Figure 1.
- Figure 3(E) shows a cross-section of the catheter 1 taken along line E-E in Figure 1.
- the configuration of the catheter 1 will be explained below using Figures 1 to 3.
- the sensor tube 10 is a cylindrical member (tubular body) with a long outer shape.
- the sensor tube 10 extends linearly along the longitudinal direction (X-axis direction) of the catheter 1, parallel to the OTW tube 20 and the RX tube 30.
- a sensor lumen 10L (dashed line) for accommodating the sensor 70 is formed inside the sensor tube 10.
- the sensor lumen 10L is a lumen for the sensor 70.
- the tip of the sensor tube 10 is located at the same position as or slightly closer to the base end than the tip of the RX tube 30 in the longitudinal direction of the catheter 1.
- a tip opening 101 is formed at the tip of the sensor tube 10, connecting the tip of the sensor lumen 10L to the outside.
- the tip opening 101 is a fluid outlet for keeping the inside of the sensor lumen 10L wet.
- the base end of the sensor tube 10 is located closer to the base end than the base end of the OTW lumen 20L and the base end of the RX tube 30 in the longitudinal direction of the catheter 1.
- a first reinforcing member 61, a branch connector 60, a cylindrical member 64, and a connector 65 are attached to the base end side of the sensor tube 10 from the tip side toward the base end side. Details will be described later.
- a fluid supply unit 66 is attached to the connector 65, and a base end opening 102 is formed in the fluid supply unit 66, connecting the base end of the sensor lumen 10L to the outside.
- the proximal opening 102 is a fluid supply port to the sensor lumen 10L.
- the sensor tube 10 has a distal tube 11 arranged on the distal side, and a base tube 12 arranged on the proximal side of the distal tube 11.
- the distal tube 11 and the base tube 12 are both cylindrical members (tubular bodies) having an elongated outer shape.
- the distal tube 11 and the base tube 12 are connected inside the first outer tube 50 in the longitudinal direction.
- the distal tube 11 and the base tube 12 each constitute a part of the sensor lumen 10L.
- the OTW tube 20 is a cylindrical member (tubular body) having a long outer shape.
- the OTW tube 20 extends linearly along the longitudinal direction of the catheter 1, parallel to the sensor tube 10 and the RX tube 30, on the distal side of the branch connector 60.
- An OTW lumen 20L (dashed line) is formed inside the OTW tube 20 for accommodating a treatment device (e.g., a plasma guidewire or a penetration guidewire).
- the OTW lumen 20L does not have a proximal opening in the portion that is placed in the biological lumen when the catheter 1 is in use.
- the OTW lumen 20L is an over-the-wire (OTW) type lumen.
- the tip of the OTW tube 20 is located on the proximal side of the tip of the sensor tube 10 and the tip of the RX tube 30 in the longitudinal direction of the catheter 1.
- a tip opening 201 is formed at the tip of the OTW tube 20, which connects the tip of the OTW lumen 20L to the outside.
- the tip opening 201 is a device projection port for projecting a therapeutic device toward biological tissue.
- the tip of the OTW tube 20 is cut at an angle, so that the tip opening 201 faces in a direction intersecting the longitudinal direction of the catheter 1. This makes it easier for the therapeutic device to reach the biological tissue present around the catheter 1 when the catheter 1 is in use.
- the base end of the OTW tube 20 is located on the distal side of the base end of the sensor tube 10 and on the proximal side of the base end of the RX tube 30 in the longitudinal direction of the catheter 1.
- a first reinforcing member 61, a branch connector 60, a second reinforcing member 62, a third reinforcing member 63, and a connector 25 are attached on the base end side of the OTW tube 20, from the tip side to the base end side.
- the connector 25 has a base end opening 202 that connects the base end of the OTW lumen 20L to the outside.
- the base end opening 202 is a device insertion port for inserting a therapeutic device into the OTW lumen 20L.
- the OTW tube 20 has a distal tube 21 disposed on the distal side, and a proximal tube 22 disposed on the proximal side of the distal tube 21.
- the distal tube 21 and the proximal tube 22 are both cylindrical members (tubular bodies) having an elongated outer shape.
- the distal tube 21 and the proximal tube 22 are connected inside the first outer tube 50 in the longitudinal direction. That is, the distal tube 21 and the proximal tube 22 each constitute a part of the OTW lumen 20L.
- the RX tube 30 is a cylindrical member (tubular body) with a long outer shape.
- the RX tube 30 extends linearly along the longitudinal direction of the catheter 1, parallel to the sensor tube 10 and the OTW tube 20.
- An RX lumen 30L (dashed line) is formed inside the RX tube 30 to accommodate a work horse wire.
- the work horse wire is a guide wire that is inserted in advance of the catheter 1 to near the lesion in order to deliver the catheter 1.
- the tip of the RX tube 30 is located at the same position as or slightly distal to the tip of the sensor tube 10 in the longitudinal direction of the catheter 1.
- a hollow tip tip 40 is joined to the tip of the RX tube 30.
- a tip opening 301 is formed at the tip of the tip tip 40, which connects the tip of the RX lumen 30L to the outside.
- the tip opening 301 is a wire insertion port for inserting the work hose wire into the RX lumen 30L.
- the base end of the RX tube 30 is located distal to the base end of the sensor tube 10 and the base end of the OTW tube 20 in the longitudinal direction of the catheter 1.
- a base end opening 302 is formed at the base end of the RX tube 30, which connects the base end of the RX lumen 30L to the outside.
- the base end opening 302 is a wire withdrawal port for drawing the work hose wire out to the outside.
- the base end opening 302 faces in a direction that intersects with the longitudinal direction of the catheter 1. This makes it easier to pull out the work hose wire from the base end opening 302 when the catheter 1 is in use.
- the distal tip 40 is a radiopaque cylindrical member whose outer diameter expands from the distal end to the proximal end.
- the distal tip 40 is joined to the distal end of the RX tube 30, so that it is positioned at the distal end of the catheter 1 and advances through the biological lumen ahead of other members.
- the lumen of the distal tip 40 is connected to the RX lumen 30L of the RX tube 30, and at the distal end of the distal tip 40, as described above, a distal opening 301 is formed that connects the distal end of the RX lumen 30L to the outside.
- the first marker 41 and the second marker 42 are annular members having radiopaque properties.
- the first marker 41 is arranged so that the base end of the first marker 41 and the base end of the distal tip 40 are in the same position in the longitudinal direction of the catheter 1.
- the first marker 41 is embedded between the outer peripheral surface of the RX tube 30 and the inner peripheral surface of the distal tip 40.
- the second marker 42 is arranged so that the base end of the second marker 42 and the distal tip of the distal opening 201 are in the same position in the longitudinal direction of the catheter 1.
- the second marker 42 is bonded to the outer peripheral surface of the RX tube 30.
- the first marker 41 and the second marker 42 can be bonded, for example, by bonding resins together by thermal melting or by bonding with an adhesive such as an epoxy adhesive.
- the second marker 42 is visible to the naked eye. In this way, by placing the first marker 41 and the second marker 42 on the RX tube 30, it is possible to prevent the first marker 41 and the second marker 42 from interfering with sensing (acquisition of image information) by the sensor 70.
- the sensor tube 10 in the cross section taken along line A-A, the sensor tube 10 (specifically, the distal tube 11) and the RX tube 30 are arranged, and their outer circumferential surfaces are joined together.
- the sensor tube 10 in the cross section taken along line B-B, the sensor tube 10 (specifically, the distal tube 11), the OTW tube 20 (specifically, the distal tube 21), and the RX tube 30 are arranged, and their outer circumferential surfaces are joined together.
- the sensor tube 10 in the cross section taken along line C-C, the sensor tube 10 (specifically, the distal tube 11), the OTW tube 20 (specifically, the distal tube 21), and the RX tube 30 are covered by the first outer tube 50.
- the three tubes 10, 20, and 30 are fixed together by having the outer circumferential surfaces of each of the three tubes 10, 20, and 30 covered by the melt-formed first outer tube 50.
- the sensor tube 10 in the cross section taken along line D-D, the sensor tube 10 (specifically, the distal tube 11), the OTW tube 20 (specifically, the proximal tube 22), and the RX tube 30 are covered by the first outer tube 50, as in FIG. 3(C).
- FIG. 3(E) in the cross section taken along line E-E, the sensor tube 10 (specifically, the proximal tube 12) and the OTW tube 20 (specifically, the proximal tube 22) are covered by the second outer tube 80.
- the two tubes 10, 20 are fixed together by having the outer circumferential surfaces of the two tubes 10, 20 covered by the melt-formed second outer tube 80.
- the sensor tube 10, the OTW tube 20, and the RX tube 30 may be joined in the A-A cross section and the B-B cross section using any bonding agent such as an epoxy adhesive, or may be welded by heat.
- the height LY of the catheter 1 is greater than the width LZ of the catheter 1.
- the height LY of the catheter 1 is less than the width LZ of the catheter 1.
- the relationship of the inner diameters (lumens) of the three tubes 10, 20, and 30 is the inner diameter of the sensor lumen 10L > the inner diameter of the OTW lumen 20L > the inner diameter of the RX lumen 30L.
- These outer and inner diameters are just examples and may be changed as desired.
- the A-A and B-B cross sections in other words, the outer shape of the catheter 1 on the distal side of the first outer tube 50, is a shape that follows the contours of the two tubes 10, 30 (or the three tubes 10, 20, 30) arranged next to each other, and a constriction (concave) is formed in the adjacent portion of each tube.
- the C-C and D-D cross sections in other words, the outer shape of the catheter 1 in the portion covered by the first outer tube 50, is a triangle with rounded corners (round-cornered triangle).
- the E-E cross section in other words, the outer shape of the catheter 1 in the portion covered by the second outer tube 80, is an ellipse.
- the three tubes 10, 20, and 30 (specifically, the sensor tube 10, the OTW tube 20, and the RX tube 30) are fixed by the three tubes 90, 50, and 80.
- the heat shrink tube 90 is disposed between the first outer tube 50 and the second outer tube 80 in the longitudinal direction of the catheter 1.
- the heat shrink tube 90 covers the sensor tube 10 (specifically, a portion of the distal end of the base end tube 12) and the OTW tube 20 (specifically, a portion of the distal end of the base end tube 22) to bundle the two tubes 10, 20.
- the heat shrink tube 90 does not cover the RX tube 30, and the RX tube 30 is disposed along the outer circumferential surface of the heat shrink tube 90 with the outer circumferential surface of the heat shrink tube 90 in contact with the outer circumferential surface of the RX tube 30.
- the tip of the heat shrink tube 90 is located on the proximal side of the tip of the first outer tube 50 and on the distal side of the base end opening 302. In other words, the tip of the heat shrink tube 90 is covered by the first outer tube 50.
- the base end of the heat shrink tube 90 is located closer to the base end than the tip of the second outer tube 80 and closer to the tip end than the first reinforcing member 61. That is, the base end of the heat shrink tube 90 is covered by the second outer tube 80. In other words, the middle portion of the heat shrink tube 90 in the longitudinal direction of the catheter 1 is not covered by the first outer tube 50 or the second outer tube 80.
- the first outer tube 50 is disposed on the distal side of the heat shrink tube 90 in the longitudinal direction of the catheter 1.
- the first outer tube 50 is disposed on the proximal side of the distal opening 201, in a section where the three tubes 10, 20, 30 extend side by side.
- the distal end of the first outer tube 50 is located near the center between the distal opening 201 and the proximal opening 302.
- the proximal end of the first outer tube 50 is located near the proximal end of the proximal opening 302. In this way, it is preferable that the first outer tube 50 is disposed at a position away from the distal opening 201 on the proximal side.
- the first outer tube 50 covers and fixes the tip of the heat shrink tube 90, the sensor tube 10 exposed from the tip of the heat shrink tube 90 (specifically, a portion of the base end side of the tip tube 11), the OTW tube 20 exposed from the tip of the heat shrink tube 90 (specifically, a portion of the base end side of the tip tube 21 and a portion of the tip end side of the base end tube 22), and the RX tube 30.
- the first outer tube 50 has an outer shape of a rounded triangle and has a thick wall portion melt-molded along the outer circumferential surfaces of the three tubes 10, 20, and 30.
- the second outer tube 80 is disposed on the base end side of the heat shrink tube 90 in the longitudinal direction of the catheter 1.
- the second outer tube 80 is disposed on the base end side of the base end opening 302, in the section where the two tubes 10, 20 extend side by side.
- the tip of the second outer tube 80 is located slightly away from the base end opening 302 toward the base end.
- the base end of the second outer tube 80 is located inside the first reinforcing member 61.
- the second outer tube 80 covers and fixes the base end of the heat shrink tube 90, the sensor tube 10 exposed from the base end of the heat shrink tube 90 (specifically, a portion of the base end side of the base end tube 12), and the OTW tube 20 exposed from the base end of the heat shrink tube 90 (specifically, a portion of the base end tube 22).
- the second outer tube 80 has an elliptical outer shape and has a thick portion that is melt-molded along the outer circumferential surfaces of the two tubes 10 and 20.
- the branch connector 60 is a member having a bifurcated lumen, and is disposed on the base end side of the catheter 1.
- the OTW tube 20 is inserted into one lumen of the branch connector 60.
- the sensor tube 10 is inserted into the other lumen of the branch connector 60.
- the first reinforcing member 61 is a cylindrical member disposed on the distal side of the branch connector 60. The first reinforcing member 61 reinforces the distal side of the branch connector 60 by covering the outer periphery of the second outer tube 80 that bundles the sensor tube 10 and the OTW tube 20.
- the second reinforcing member 62 is a cylindrical member disposed on the base end side of one branch of the branch connector 60.
- the second reinforcing member 62 reinforces the base end side of the branch connector 60 by covering the outer periphery of the OTW tube 20 inserted into the branch connector 60.
- the third reinforcing member 63 is a cylindrical member disposed on the distal end side of the connector 25.
- the third reinforcing member 63 reinforces the distal end side of the connector 25 by covering the outer periphery of the OTW tube 20 inserted into the connector 25.
- the connector 25 is a member joined to the base end of the OTW tube 20.
- the connector 25 has a pair of wings for the surgeon to grasp.
- the base end of the connector 25 is formed with a base end opening 202 (device insertion port) that connects the base end of the OTW lumen 20L to the outside.
- the tubular member 64 is a cylindrical member located closer to the base end than the other branch of the branch connector 60.
- the tubular member 64 reinforces the base end of the branch connector 60 by covering the outer periphery of the sensor tube 10 inserted into the branch connector 60.
- the connector 65 is a member joined to the base end of the sensor tube 10.
- a housing for accommodating the connection terminal 75 of the sensor 70 is provided on the base end side of the connector 65.
- a fluid supply section 66 is provided on the outer periphery of the connector 65, with a base end opening 102 formed therein that communicates between the base end of the sensor lumen 10L and the outside.
- the sensor 70 (FIG. 2) is an imaging sensor for acquiring image information. As shown in FIG. 2, the sensor 70 includes a main body 71, a probe 72, and a connection terminal 75.
- the main body 71 is an elongated member extending along the longitudinal direction of the catheter 1.
- a driving cable (coaxial line) that electrically connects the probe 72 and the connection terminal 75 is built into the inside of the main body 71.
- the probe 72 includes an ultrasonic probe (also called an ultrasonic vibrator, piezoelectric body, ultrasonic transmission/reception element, or ultrasonic element) that transmits ultrasonic waves toward biological tissue and receives ultrasonic waves reflected by the biological tissue.
- the probe 72 is also called an imaging core or transducer.
- the connection terminal 75 is a terminal that electrically connects the sensor 70 to an external console terminal.
- the connection terminal 75 is provided at the base end of the main body 71 and is housed in the housing of the connector 65.
- the sensor 70 is electrically connected to an external console terminal via a connection terminal 75, receives power from the console terminal, and outputs a detection signal from the probe 72 to the console terminal. This allows the console terminal to display image information based on the detection signal from the probe 72.
- the sensor 70 is fixed to a connector 65. As shown by the white arrow in FIG. 2, the operator can grasp the connector 65 and slide it in the forward and backward directions (in the direction of the white arrow) to move the position of the probe 72 of the sensor 70 within a range MR from the tip of the sensor lumen 10L to the tip of the first outer tube 50, in other words, within a predetermined range MR including the tip opening 201.
- the range MR is also referred to as the "movable range MR”.
- the part of the catheter 1 that is particularly suitable for sensing (obtaining image information) by the sensor 70 is also referred to as the "acoustic window AW".
- the acoustic window AW is the section of the catheter 1 between the first marker 41 and the second marker 42.
- the distal tube 11 of the sensor tube 10, the distal tube 21 of the OTW tube 20, and the RX tube 30 can be made of flexible materials such as thermoplastic resins such as polyethylene resin, polypropylene resin, and polyurethane, polyvinyl chloride, ethylene-vinyl acetate copolymer, cross-linked ethylene-vinyl acetate copolymer, polyamide elastomer, polyolefin elastomer, polyurethane elastomer, silicone rubber, and latex rubber.
- the distal tube 11 of the sensor tube 10, the distal tube 21 of the OTW tube 20, and the RX tube 30 may be made of the same material or different materials.
- the base end tube 12 of the sensor tube 10 and the base end tube 22 of the OTW tube 20 can be made of a resin having high rigidity, such as nylon resin, polyester resin, PEEK resin, etc.
- the melting points of the base end tube 12 of the sensor tube 10 and the base end tube 22 of the OTW tube 20 are higher than the melting points of the above-mentioned tubes 11, 21, and 30.
- the base end tube 12 of the sensor tube 10 and the base end tube 22 of the OTW tube 20 may be made of the same material or different materials.
- a portion of the base end side of the flexible RX tube 30 is overlapped with the high rigidity base end tube 12 and base end tube 22 (FIG. 1), thereby realizing a gradual change in the stiffness of the catheter 1.
- the gradual change in stiffness of the catheter 1 can be said to reduce the stiffness gap of the catheter 1. This makes it possible to suppress kinking of the catheter 1.
- one or more of the distal tube 11 and proximal tube 12 of the sensor tube 10, the distal tube 21 and proximal tube 22 of the OTW tube 20, and the RX tube 30 may have a multi-layer structure in which tubes made of different materials are overlapped.
- the tip 40, the first marker 41, and the second marker 42 can be made of a radiopaque resin material or a metal material.
- a radiopaque resin material when using a radiopaque resin material, they can be formed by mixing a radiopaque material such as bismuth trioxide, tungsten, or barium sulfate with polyamide resin, polyolefin resin, polyester resin, polyurethane resin, silicone resin, or fluororesin.
- a radiopaque metal material they can be formed of gold, platinum, tungsten, or an alloy containing these elements (e.g., platinum-nickel alloy).
- the tip 40, the first marker 41, and the second marker 42 may be formed of the same material or different materials.
- the branch connector 60, the first reinforcing member 61 to the third reinforcing member 63, the tubular member 64, the connector 65, and the connector 25 can be made of a known resin material.
- the branch connector 60, the first reinforcing member 61 to the third reinforcing member 63, the tubular member 64, the connector 65, and the connector 25 may be made of the same material or different materials.
- the heat shrink tube 90 is made of a nylon-based elastomer resin (e.g., polyamide elastomer) that has thermoplastic properties.
- the heat shrink tube 90 has the property of shrinking without melting when heated to a specified temperature range. Furthermore, the heat shrink tube 90 has improved adhesiveness (the property of easily adhering to other substances) when heated compared to when not heated.
- the heat shrink tube 90 may also be made of polyolefin, FEP (Fluorinated Ethylene Propylene), or silicone.
- the first outer tube 50 and the second outer tube 80 are formed from a nylon-based elastomer resin having thermoplastic properties. Unlike the heat shrink tube 90, the first outer tube 50 and the second outer tube 80 have the property of melting when heated. In this embodiment, the first outer tube 50 uses a resin with a lower Shore hardness than the second outer tube 80. The first outer tube 50 and the second outer tube 80 may be formed from the same material or different materials.
- FIGS. 4 and 5 are diagrams explaining how to use the catheter 1. Steps a1 to a6 shown below illustrate an example of attempting to recanalize a CTO (lesion) that has occurred in a blood vessel using a antegrade approach.
- the catheter 1 may also be used in a retrograde approach, or for procedures other than recanalization of a CTO.
- step a3 The surgeon inserts the work horse wire 200 into the blood vessel and delivers the tip of the work horse wire 200 close to the CTO.
- step a3 The surgeon inserts the base end of the work horse wire 200 from the tip opening 301 of the catheter 1, passes it through the RX lumen 30L, and pulls it out from the base opening 302 of the catheter 1 (FIG. 4).
- step a3 The surgeon pushes the catheter 1 along the work horse wire 200 into the blood vessel and delivers the tip of the catheter 1 close to the CTO.
- the catheter 1 may be delivered close to the CTO by passing it through a guiding catheter that has been inserted into the blood vessel in advance along the work horse wire 200.
- the operator grasps the connector 65 and slides it in the forward and backward directions (in the direction of the white arrow in FIG. 5 ) to adjust the position of the probe 72 of the sensor 70 within the movable range MR, while checking the image displayed on the console terminal to align the position and orientation of the CTO and the distal opening 201.
- the position means the position in the extension direction of the blood vessel
- the orientation means the orientation in the circumferential direction of the inner wall of the blood vessel.
- the operator inserts the distal end of the treatment device 300 from the proximal opening 202 of the catheter 1, passes through the OTW lumen 20L, and protrudes from the distal opening 201 of the catheter 1 ( FIG. 5 ).
- the operator uses the treatment device 300 to treat the CTO while checking the image displayed on the console terminal, while adjusting the position of the probe 72 of the sensor 70 within the movable range MR as necessary.
- any device such as a plasma guidewire or a penetration guidewire can be used as the treatment device 300.
- the sensor tube 10, the OTW tube 20, and the RX tube 30 are collectively referred to as the "shaft.”
- the sensor tube 10 (the distal tube 11 and the proximal tube 12) corresponds to the "first tube.”
- the OTW tube 20 corresponds to the “second tube.”
- the RX tube 30 corresponds to the "third tube.”
- the first outer tube 50 corresponds to the "fourth tube.”
- the second outer tube 80 corresponds to the "fifth tube.”
- the heat shrink tube 90 corresponds to the "heat shrink tube.”
- the distal tube 11 corresponds to the "first distal tube”
- the proximal tube 12 corresponds to the "first proximal tube.”
- the distal tube 21 corresponds to the "second distal tube”
- the proximal tube 22 corresponds to the “second proximal tube.”
- the sensor lumen 10L corresponds to the "lumen.” In this embodiment, “same” and “equal” do not necessarily mean exact agreement, but rather allow
- Figure 6 is an enlarged view of a portion of the catheter 1 near the heat shrink tube 90.
- Figure 7 is a cross-sectional view of the catheter 1 taken along line F-F in Figure 6. The relationship between the three tubes 10, 20, 30 and the three tubes 90, 50, 80 will be further explained using Figures 6 and 7.
- a tapered portion 121 is formed at the tip of the base-side tube 12 of the sensor tube 10 (first tube), where the outer diameter of the base-side tube 12 is reduced from the base side toward the tip side.
- the tapered portion 121 is covered by the base end of the tip-side tube 11.
- the tip-side tube 11 and the base-side tube 12 are arranged to overlap.
- the base end position of the tip-side tube 11 is the same as the tip position of the heat shrink tube 90.
- a tapered portion 221 is formed at the tip of the base-side tube 22 of the OTW tube 20 (second tube), where the outer diameter of the base-side tube 22 is reduced from the base side toward the tip side.
- the tapered shape of the tapered portion 221 is not shown in FIG. 6.
- the tapered shape of the tapered portion 221 is shown in FIG. 8.
- the tapered portion 221 is covered by the base end of the distal tube 21.
- the base end position of the distal tube 21 is indicated by a dashed line extending in the Y-axis direction on the OTW tube 20.
- the tip position of the base end tube 12 of the sensor tube 10 (tip position of the tapered portion 121) is different from the tip position of the base end tube 22 of the OTW tube 20 (tip position of the tapered portion 221).
- the tip position of the base end tube 22 of the OTW tube 20 is located closer to the tip side than the tip position of the base end tube 12 of the sensor tube 10.
- Section S1 is a section from the first marker 41 to the base end of the RX tube 30.
- Section S2 is a section from the tip of the base end tube 22 of the OTW tube 20 (tip of the tapered section 221) to the tip of the first reinforcing member 61.
- Section S3 is a section from the tip of the base end tube 22 of the OTW tube 20 (tip of the tapered section 221) to the base end of the RX tube 30.
- Section S1 is a section in which the tip side tube 11, tip side tube 21, and RX tube 30, which are made of a flexible material such as the above-mentioned polyethylene resin, are present.
- Section S1 is a region in which the rigidity of the catheter 1 is relatively low.
- Section S1 is a region in which the melting point of the components of the catheter 1 is relatively low.
- Section S2 is a section in which the base end tube 12 and the base end tube 22, which are made of a material having high rigidity, such as the above-mentioned PEEK resin, exist.
- Section S2 is a region in which the rigidity of the catheter 1 is relatively high.
- Section S2 is a region in which the melting point of the components of the catheter 1 is relatively high.
- Section S3 is an overlapping section of sections S1 and S2.
- section S3 is a section in which the distal tube 11 and RX tube 30, which have low rigidity and low melting point, and the proximal tube 12 and proximal tube 22, which have high rigidity and high melting point, are mixed.
- processing suitable for either section S1 or section S2 is performed in section S3
- unintended variations in the outer diameter and physical properties of the catheter 1 may occur, and there is a possibility of poor appearance.
- processing suitable for section S1 is performed in section S3, poor bonding occurs in the proximal tube 12 and proximal tube 22, which have high rigidity and high melting point.
- the catheter 1 of this embodiment uses a heat shrink tube 90 to solve these problems.
- the heat shrink tube 90 bundles a portion of the tip side of the base end tube 12 of the sensor tube 10 (first tube) and a portion of the tip side of the base end tube 22 of the OTW tube 20 (second tube).
- FIG. 7 F-F cross section
- the sensor tube 10 and the OTW tube 20 are covered by the heat shrink tube 90 with portions of their outer circumferential surfaces 12o, 22o in contact with each other.
- a gap SP is formed in the area surrounded by the outer circumferential surfaces 12o, 22o of the sensor tube 10 and the OTW tube 20 and the inner circumferential surface 90i of the heat shrink tube 90.
- the gap SP exists on both sides of the contact portion between the tubes 10 and 20.
- the heat shrink tube 90 has a valley portion 92 recessed toward one of the gaps SP (specifically, the gap SP closer to the RX tube 30).
- the RX tube 30 (third tube) is arranged in contact with a valley portion 92 of the outer peripheral surface of the heat shrink tube 90.
- the valley portion 92 of the heat shrink tube 90 is formed by pressing the RX tube 30 from the outer peripheral surface of the heat shrink tube 90 toward the gap SP.
- the common circumstantial line EC on the RX tube 30 side is shown by a dashed line.
- the RX tube 30 intersects with this common circumstantial line EC.
- the first outer tube 50 covers the heat shrink tube 90 and the RX tube 30 that is arranged in contact with the outer circumferential surface of the heat shrink tube 90.
- the outer circumferential surface of the heat shrink tube 90 and the outer circumferential surface of the RX tube 30 are fixed together by the melt-molded first outer tube 50.
- FIGS. 8 and 9 are diagrams explaining the manufacturing method of the catheter 1.
- the first outer tube 50 is indicated with thin diagonal hatching
- the second outer tube 80 is indicated with thick diagonal hatching
- the heat shrink tube 90 is indicated with dot hatching.
- the parts whose shapes change due to heating or the like in the manufacturing process are indicated with an "a" suffix before the change.
- Figure 8 (A) shows the base-end tube placement process. As shown in Figure 8 (A), the worker places the base-end tube 12, which has a tapered portion 121 formed at its tip, and the base-end tube 22, which has a tapered portion 221 formed at its tip, with their tip positions offset. A core bar C is inserted inside each of the tubes 12, 22.
- FIG. 8(B) shows the heat shrink tube arrangement process.
- the worker bundles the base end tube 12 (first tube) and the base end tube 22 (second tube) using the heat shrink tube 90a. Specifically, the worker covers the base end tube 12 and the base end tube 22 with the heat shrink tube 90a. At this time, the worker positions the tip of the heat shrink tube 90a at the base end of the tapered portion 121 of the base end tube 12. In this way, by performing the heat shrink tube arrangement process prior to the fifth tube arrangement process and the fourth tube arrangement process, the base end tube 12 and the base end tube 12 can be temporarily fixed by the heat shrink tube 90a, and the occurrence of misalignment of each tube can be suppressed.
- FIG. 8(C) shows the fifth tube arrangement process.
- the worker covers the base end of the heat shrink tube 90a and the base end tube 12 (first tube) and the base end tube 22 (second tube) exposed from the base end of the heat shrink tube 90a with the second outer tube 80a (fifth tube).
- the worker heats the area indicated by the white arrow where the heat shrink tube 90a and the second outer tube 80a are arranged at the first temperature TE1.
- the first temperature TE1 is a temperature at which the base end tube 12 and the base end tube 22 do not deform and the second outer tube 80a melts.
- the base end of the heat shrink tube 90a shrinks due to heating.
- the second outer tube 80a is also welded to the heat shrink tube 90a and the tubes 12 and 22 due to heating, forming a melt-molded thick portion (FIG. 3(E)).
- the worker covers the second outer tube 80a with a molding heat shrink tube, and removes the molding heat shrink tube after heating (melting).
- Figure 8 (D) shows the tip tube placement process.
- the worker inserts the tip tube 11a into the core C and slides the base end of the tip tube 11a to the same position as the base end of the tapered portion 121.
- the worker inserts the tip tube 21a into the core C and slides the base end of the tip tube 21a to the same position as the base end of the tapered portion 221.
- Figure 9 (A) shows the step of placing the RX tube 30a in the fourth tube placement step.
- the worker prepares the RX tube 30a with the core bar C inserted. Then, the worker aligns the base end of the RX tube 30a to a position where it overlaps with the heat shrink tube 90a (in other words, closer to the base end than the tapered portion 121), and places the RX tube 30a (third tube) in contact with the outer circumferential surface of the heat shrink tube 90a, as shown in the bubble.
- FIG. 9B shows the process of placing the first outer tube 50a in the fourth tube placement process.
- the worker covers the tip of the heat shrink tube 90a, the tip tube 11a (first tube), the tip tube 21a (second tube), and the RX tube 30a (third tube) exposed from the tip of the heat shrink tube 90a with the first outer tube 50a (fourth tube).
- the worker heats the area indicated by the hatched arrow where the heat shrink tube 90a and the first outer tube 50a are placed at the second temperature TE2.
- the second temperature TE2 is lower than the first temperature TE1 in the fifth tube placement process.
- the second temperature TE2 is a temperature at which the tip tube 11a, the tip tube 21a, and the RX tube 30a do not deform and the first outer tube 50a melts. Heating causes the tip of the heat shrink tube 90a to shrink. Heating also causes the first outer tube 50a to weld to the heat shrink tube 90a and the tubes 11a, 21a, and 30, forming a melt-formed thick section (FIGS. 3(C), 3(D), and 7). Note that before heating, the worker covers the first outer tube 50a with a molding heat shrink tube, and removes the molding heat shrink tube after heating (melting).
- the worker cuts the base end of the RX tube 30 and the first outer tube 50 covering that portion at an angle to create a base end opening 302.
- the tip position 501 of the first outer tube 50 (fourth tube) is closer to the tip side than the tip position 901 of the heat shrink tube 90.
- the base end position 802 of the second outer tube 80 (fifth tube) is closer to the base side than the base end position 902 of the heat shrink tube 90.
- the base end position 502 of the first outer tube 50 (fourth tube) is closer to the tip side than the tip position 801 of the second outer tube 80 (fifth tube).
- a suitable structure can be provided when the sensor tube 10 (specifically, the base end tube 12) as the first tube and the OTW tube 20 (specifically, the base end tube 22) as the second tube have properties suitable for being bundled with a heat shrink tube 90, and the RX tube 30 as the third tube has properties unsuitable for being bundled with a heat shrink tube 90.
- this configuration can provide a suitable structure when the catheter 1 has a section in which the low rigidity/low melting point tip tube 11 and RX tube 30 are mixed with the high rigidity/high melting point base tube 12 and base end tube 22, as in section S3 described in FIG. 6.
- the catheter 1 (medical device) is thinner than when the heat shrink tube 90 does not have the valley portion 92 (FIG. 7). Furthermore, since the RX tube 30 (third tube) is in contact with the valley portion 92, the catheter 1 (medical device) becomes even thinner (FIG. 7). Furthermore, since the RX tube 30 (third tube) intersects with the common tangent line EC of the outer circumferential surface 12 Mr of the sensor tube 10 (first tube) and the outer circumferential surface 22 réelle of the OTW tube 20 (second tube), the catheter 1 (medical device) becomes even thinner (FIG. 7).
- the heat shrink tube 90 and the RX tube 30 can be bundled by the first outer tube 50.
- the sensor tube 10 has a sensor lumen 10L (first lumen) into which the sensor 70 that acquires image information is inserted, the catheter 1 (medical device) can realize a procedure using image information (ultrasound image) acquired from the sensor 70 (Figs. 4 and 5).
- the process of bundling the sensor tube 10 (specifically, the base-end tube 12) as the first tube and the OTW tube 20 (specifically, the base-end tube 22) as the second tube (heat shrink tube arrangement process: FIG. 8(B)), and the process of bundling the RX tube 30a as the third tube (fourth tube arrangement process: FIG. 9(A) and (B)) can be performed separately.
- the first, second, and third tubes 10, 20, 30 even if it is difficult to bundle the first, second, and third tubes 10, 20, 30 at once due to factors such as the properties of the first, second, and third tubes 10, 20, 30, the first, second, and third tubes 10, 20, 30 can be integrated.
- the strength of the catheter 1 (medical device) can be improved compared to the case where the first, second, and third tubes 10, 20, 30 are bundled at once.
- first and second tubes 10, 20 (specifically, the proximal tube 12 and the proximal tube 22) exposed from the proximal end of the heat shrink tube 90a can be covered by the second outer tube 80a as the fifth tube together with the heat shrink tube 90a (FIG. 8(C)).
- the strength of the portion of the catheter 1 (medical device) covered by the second outer tube 80 can be improved.
- first and second tubes 10, 20 (specifically, the distal tube 11a and the distal tube 21a) exposed from the distal end of the heat shrink tube 90a can be covered together with the heat shrink tube 90a, together with the RX tube 30a (third tube), by the first outer tube 50a as the fourth tube (FIGS. 9(A) and (B)).
- the strength of the portion of the catheter 1 (medical device) covered by the first outer tube 50 can be improved.
- FIG. 10 is a cross-sectional view of a catheter 1A of the second embodiment.
- Fig. 10 shows a cross-section of the catheter 1A taken along line F-F in Fig. 6.
- the catheter 1A of the second embodiment includes a heat shrink tube 90A instead of the heat shrink tube 90 in the configuration described in the first embodiment.
- the heat shrink tube 90A has a convex portion 93 and a concave portion 94 in addition to the valley portion 92 described in the first embodiment.
- the convex portion 93 is a portion where the heat shrink tube 90A protrudes toward the other gap SP (specifically, the gap SP on the side farther from the RX tube 30).
- the concave portion 94 is a portion where the heat shrink tube 90A is recessed toward the contact portion of the tubes 10 and 20 on the opposite side (outer peripheral surface side) of the convex portion 93. Also, as shown in FIG.
- the RX tube 30 (third tube) is in contact with the outer peripheral surface of the heat shrink tube 90A but is not in contact with the valley portion 92. That is, a gap SP1 is provided between the outer peripheral surface of the RX tube 30 and the valley portion 92.
- the shape of the heat shrink tube 90A can be changed in various ways.
- the sensor tube 10 and the OTW tube 20 may not be in contact with each other, and the outer circumferential surfaces 12 Mr, 22 Europe may be separated from each other.
- the inner circumferential surface 90i of the heat shrink tube 90A and the outer circumferential surface 12 réelle of the sensor tube 10 may not be in contact with each other, and may be separated from each other.
- the inner circumferential surface 90i of the heat shrink tube 90A and the outer circumferential surface 22 Brighton of the OTW tube 20 may not be in contact with each other, and may be separated from each other.
- the gap SP may not be formed in the region between the inner circumferential surface 90i of the heat shrink tube 90A and the outer circumferential surfaces 12 réelle, 22 East of the sensor tube 10 and the OTW tube 20.
- the catheter 1A of the second embodiment as described above can also achieve the same effects as the first embodiment described above.
- Fig. 11 is a cross-sectional view of a catheter 1B of a third embodiment.
- Fig. 11 shows a cross-section of the catheter 1B taken along line F-F in Fig. 6.
- the catheter 1B of the third embodiment includes a heat shrink tube 90B instead of the heat shrink tube 90 in the configuration described in the first embodiment.
- the heat shrink tube 90B does not have the valley portion 92 described in the first embodiment.
- the RX tube 30 (third tube) is in contact with the outer circumferential surface of the heat shrink tube 90B, but is not in contact with the valley portion 92.
- the RX tube 30 does not intersect with the common circumferential line EC of the outer circumferential surface 12o of the sensor tube 10 and the outer circumferential surface 22o of the OTW tube 20.
- the shape of the heat shrink tube 90B can be modified in various ways.
- the outer peripheral surfaces 12o, 22o may be separated from each other inside the heat shrink tube 90B, and the inner peripheral surface 90i and the outer peripheral surface 12o (or the outer peripheral surface 22o) may be separated and not in contact.
- the gap SP may not be formed in the area between the inner peripheral surface 90i and each of the outer peripheral surfaces 12o, 22o.
- Fourth Embodiment 12 is an enlarged view of a portion of a catheter 1C of the fourth embodiment near a heat shrink tube 90.
- the catheter 1C of the fourth embodiment does not include the first outer tube 50 and the second outer tube 80 in the configuration described in the first embodiment.
- the distal tube 11, distal tube 21, and heat shrink tube 90 are joined by a bonding agent GE.
- the proximal tube 12 and proximal tube 22 are joined by a bonding agent GE.
- the bonding agent GE can be any bonding agent, for example, metal solder such as silver solder, gold solder, zinc, Sn-Ag alloy, Au-Sn alloy, or adhesive such as epoxy adhesive. Also, bonding by thermal welding can be used without using the bonding agent GE.
- the configuration of the catheter 1C can be modified in various ways, and it may be configured without at least one of the first outer tube 50 (fourth tube) and the second outer tube 80 (fifth tube).
- the catheter 1C of the fourth embodiment as described above can also achieve the same effects as the first embodiment described above.
- the outer surfaces of the first outer tube 50, the heat shrink tube 90, and the second outer tube 80, or the outer surface of the catheter 1 including these, may be coated with a hydrophilic resin or a hydrophobic resin.
- the sensor 70 is built into the sensor lumen 10L of the sensor tube 10 and is configured so as not to be removable from the catheter 1.
- the sensor 70 may also be configured so as to be removable from the catheter 1. In other words, the catheter 1 does not have to include the sensor 70 as a component.
- the distal tip 40, the first marker 41, and the second marker 42 may be omitted.
- the shapes of the distal tip 40, the first marker 41, and the second marker 42 can be changed arbitrarily.
- the distal tip 40 may have a constant outer diameter from the distal end to the proximal end, and the cross-sectional shape may be asymmetric.
- the first marker 41 and the second marker 42 may have a shape other than a circular ring (for example, a shape obtained by cutting a circular ring at an arbitrary angle, or a linear shape or a coil shape obtained by winding a wire in a spiral shape).
- the arrangement of the distal tip 40, the first marker 41, and the second marker 42 can be changed as desired.
- the first marker 41 may not overlap the distal tip 40, and may be arranged adjacent to the base end of the distal tip 40 or away from the base end of the distal tip 40.
- the second marker 42 may be arranged at a position other than adjacent to the tip of the distal opening 201 of the OTW tube 20 (for example, away from the distal opening 201).
- the first marker 41 and the second marker 42 may be arranged on a tube other than the RX tube 30 (the sensor tube 10 or the OTW tube 20).
- the first marker 41 and the second marker 42 may be arranged on the same tube as described above, or on different tubes.
- the first outer tube 50 and the second outer tube 80 may be omitted.
- the first outer tube 50 and the second outer tube 80 are each composed of one layer, but at least one of the first outer tube 50 and the second outer tube 80 may be composed of two or more layers.
- the cross-sectional shape of the catheter 1 in the part covered by the first outer tube 50 is a rounded triangle shape, but it may be any shape such as a circle or an ellipse.
- the cross-sectional shape of the catheter 1 in the part covered by the second outer tube 80 is an ellipse shape, but it may be any shape such as a circle or a rounded triangle.
- at least one of the first outer tube 50 and the second outer tube 80 may have an outer shape that follows the contour of the outer circumferential surface of the tube 10, 20 (or tube 10, 20, 30).
- the shapes of the branch connector 60, the first reinforcing member 61 to the third reinforcing member 63, the cylindrical member 64, the connector 65, and the connector 25 described above are merely examples and may be changed as desired.
- at least a portion of the branch connector 60, the first reinforcing member 61, the second reinforcing member 62, and the cylindrical member 64 may be configured as a single member or may be omitted.
- the third reinforcing member 63 and the connector 25 may be configured as a single member.
- the cylindrical member 64 may be provided with a mechanism (for example, a scale or stopper provided at a predetermined length in the longitudinal direction, or a scale or stopper provided at a predetermined angle in the circumferential direction) that assists in adjusting at least one of the front-to-rear position of the sensor 70 and the orientation of the sensor 70 in the circumferential direction.
- a mechanism for example, a scale or stopper provided at a predetermined length in the longitudinal direction, or a scale or stopper provided at a predetermined angle in the circumferential direction
- the manufacturing method of the catheters 1, 1A-1C described in Figures 8 and 9 is merely one example, and various modifications are possible.
- the fourth tube placement step may be performed, and then the fifth tube placement step may be performed.
- additional steps may be provided between each of the above-mentioned steps, such as preparatory steps for processing or steps for placing other components not described.
- the fourth tube placement step and the fifth tube placement step may be omitted.
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Biophysics (AREA)
- Veterinary Medicine (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Public Health (AREA)
- Animal Behavior & Ethology (AREA)
- Anesthesiology (AREA)
- Hematology (AREA)
- Pulmonology (AREA)
- Physics & Mathematics (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Pathology (AREA)
- Radiology & Medical Imaging (AREA)
- Medical Informatics (AREA)
- Molecular Biology (AREA)
- Surgery (AREA)
- Media Introduction/Drainage Providing Device (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025521601A JPWO2024241380A1 (https=) | 2023-05-19 | 2023-05-19 | |
| PCT/JP2023/018778 WO2024241380A1 (ja) | 2023-05-19 | 2023-05-19 | 医療デバイス、及び、医療デバイスの製造方法 |
| US19/383,815 US20260060653A1 (en) | 2023-05-19 | 2025-11-10 | Medical device and method for manufacturing medical device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/018778 WO2024241380A1 (ja) | 2023-05-19 | 2023-05-19 | 医療デバイス、及び、医療デバイスの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/383,815 Continuation US20260060653A1 (en) | 2023-05-19 | 2025-11-10 | Medical device and method for manufacturing medical device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024241380A1 true WO2024241380A1 (ja) | 2024-11-28 |
Family
ID=93589007
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/018778 Ceased WO2024241380A1 (ja) | 2023-05-19 | 2023-05-19 | 医療デバイス、及び、医療デバイスの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20260060653A1 (https=) |
| JP (1) | JPWO2024241380A1 (https=) |
| WO (1) | WO2024241380A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07132147A (ja) * | 1993-04-08 | 1995-05-23 | Scimed Life Syst Inc | オーバー・ザ・ワイヤー式カテーテル及びその製造方法 |
| WO2001060443A1 (en) * | 2000-02-16 | 2001-08-23 | Advanced Cardiovascular Systems, Inc. | Multi-lumen fluted balloon radiation centering catheter |
| WO2016035539A1 (ja) * | 2014-09-03 | 2016-03-10 | テルモ株式会社 | 医療用デバイス |
| US20170224956A1 (en) * | 2016-02-10 | 2017-08-10 | Cook Medical Technologies Llc | Steerable catheter |
| JP2021078980A (ja) * | 2019-11-22 | 2021-05-27 | 朝日インテック株式会社 | カテーテル、およびカテーテルの製造方法 |
-
2023
- 2023-05-19 JP JP2025521601A patent/JPWO2024241380A1/ja active Pending
- 2023-05-19 WO PCT/JP2023/018778 patent/WO2024241380A1/ja not_active Ceased
-
2025
- 2025-11-10 US US19/383,815 patent/US20260060653A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07132147A (ja) * | 1993-04-08 | 1995-05-23 | Scimed Life Syst Inc | オーバー・ザ・ワイヤー式カテーテル及びその製造方法 |
| WO2001060443A1 (en) * | 2000-02-16 | 2001-08-23 | Advanced Cardiovascular Systems, Inc. | Multi-lumen fluted balloon radiation centering catheter |
| WO2016035539A1 (ja) * | 2014-09-03 | 2016-03-10 | テルモ株式会社 | 医療用デバイス |
| US20170224956A1 (en) * | 2016-02-10 | 2017-08-10 | Cook Medical Technologies Llc | Steerable catheter |
| JP2021078980A (ja) * | 2019-11-22 | 2021-05-27 | 朝日インテック株式会社 | カテーテル、およびカテーテルの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024241380A1 (https=) | 2024-11-28 |
| US20260060653A1 (en) | 2026-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12232908B2 (en) | Lined variable braided differential durometer multi-lumen shaft with a cross-shaped inner profile | |
| US8491484B2 (en) | Forward looking imaging guidewire | |
| US12213729B2 (en) | Catheter and recanalization catheter system | |
| US20190274658A1 (en) | Intracardiac echocardiography (ice) catheter tip assembly | |
| WO2022168386A1 (ja) | カテーテル | |
| JP2023004052A (ja) | カテーテル | |
| JP3712750B2 (ja) | 医療用チューブ | |
| WO2024241380A1 (ja) | 医療デバイス、及び、医療デバイスの製造方法 | |
| CN114521130B (zh) | 包括偏转轴的导管和该导管的组装方法 | |
| WO2024241379A1 (ja) | 医療デバイス、及び、医療デバイスの製造方法 | |
| US20260060702A1 (en) | Medical device, system and associated methods | |
| US20260060652A1 (en) | Medical device and method of manufacturing medical device | |
| WO2024241378A1 (ja) | 医療デバイス、及び、医療デバイスの製造方法 | |
| US20260069822A1 (en) | Medical device | |
| WO2025115167A1 (ja) | 医療デバイス | |
| WO2026003950A1 (ja) | 医療デバイス | |
| JP7555421B2 (ja) | カテーテル、及び、再開通カテーテルシステム | |
| JP2026060690A (ja) | 医療デバイス | |
| JP7487319B2 (ja) | カテーテル、及び、再開通カテーテルシステム | |
| WO2025238761A1 (ja) | 穿刺針システムおよび穿刺針ユニット | |
| WO2023095838A1 (ja) | カテーテル | |
| WO2025100517A1 (ja) | 画像取得用カテーテル | |
| WO2026071078A1 (ja) | 画像取得用カテーテルの製造方法および画像取得用カテーテル | |
| JP2024077665A (ja) | カテーテル | |
| JP2023137531A (ja) | 管状シャフトの製造方法およびカテーテル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23938357 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025521601 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025521601 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |