WO2024214822A1 - 方向性電磁鋼板および絶縁被膜の形成方法 - Google Patents
方向性電磁鋼板および絶縁被膜の形成方法 Download PDFInfo
- Publication number
- WO2024214822A1 WO2024214822A1 PCT/JP2024/014848 JP2024014848W WO2024214822A1 WO 2024214822 A1 WO2024214822 A1 WO 2024214822A1 JP 2024014848 W JP2024014848 W JP 2024014848W WO 2024214822 A1 WO2024214822 A1 WO 2024214822A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- grain
- oriented electrical
- coating
- insulating coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1238—Flattening; Dressing; Flexing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/20—Orthophosphates containing aluminium cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/22—Orthophosphates containing alkaline earth metal cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/24—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing hexavalent chromium compounds
- C23C22/33—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing hexavalent chromium compounds containing also phosphates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/73—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process
- C23C22/74—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process for obtaining burned-in conversion coatings
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1294—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a localised treatment
Definitions
- the present invention relates to a grain-oriented electrical steel sheet and a method for forming an insulating coating.
- Grain-oriented electrical steel sheets are primarily used in transformers. Transformers are continuously excited over a long period of time, from installation to disposal, and continue to generate energy loss. For this reason, the energy loss that occurs when magnetized with alternating current, i.e., iron loss, is the primary indicator that determines the performance of a transformer.
- a forsterite-based coating with excellent coating adhesion is produced during the finish annealing process of electrical steel sheets by a reaction between oxides on the surface of the steel sheet and an annealing separator, and is a coating that can apply tension to steel sheets.
- the method disclosed in Patent Document 1 in which a coating liquid mainly composed of colloidal silica and phosphate is baked onto the surface of a steel sheet to form an insulating coating, is an effective method for reducing iron loss because it is highly effective in applying tension to the steel sheet. Therefore, the general method for manufacturing grain-oriented electrical steel sheets is to leave the forsterite-based coating formed in the final annealing process and apply an insulating coating mainly composed of phosphate on top of it.
- the forsterite-based coating is itself a non-magnetic material and has an uneven structure at the interface between the steel sheet and the coating, and this uneven structure hinders the movement of the magnetic domain walls, which is thought to adversely affect iron loss.
- the forsterite-based coating has the effect of providing insulation and also serves as an intermediate layer that ensures adhesion when forming a tension coating (tension-applying insulating coating). That is, the forsterite-based coating is formed in a state where it is deeply embedded in the steel sheet, and therefore has excellent adhesion to the metal steel sheet. Therefore, when a tension-applying coating (tension coating) containing colloidal silica, phosphate, or the like as a main component is formed on the surface of the forsterite-based coating, the coating has excellent adhesion.
- Patent Document 3 discloses a technique in which a grain-oriented electrical steel sheet not having a forsterite-based coating (inorganic coating) is annealed in a weakly reducing atmosphere to selectively thermally oxidize silicon inevitably contained in the silicon steel sheet, thereby forming an SiO2 layer on the steel sheet surface, and then a tension-applied insulating coating is formed.
- Patent Document 4 discloses a technique in which a grain-oriented electrical steel sheet not having a forsterite-based coating (inorganic coating) is anodically treated in a silicate aqueous solution to form an SiO2 layer on the steel sheet surface, and then a tension-applied insulating coating is formed.
- Patent Document 3 requires preparation of an annealing facility capable of controlling the atmosphere in order to perform annealing in a weakly reducing atmosphere, which causes a problem in terms of processing costs.
- annealing facility capable of controlling the atmosphere in order to perform annealing in a weakly reducing atmosphere, which causes a problem in terms of processing costs.
- Patent Document 4 in order to obtain a SiO 2 layer on the steel sheet surface that maintains sufficient adhesion to the tension-imparting insulating coating by performing anodizing in a silicate aqueous solution, it is necessary to prepare a new electrolytic processing facility, which causes a problem in terms of processing costs.
- Patent Document 5 discloses a grain-oriented electrical steel sheet having a base steel sheet and an insulating coating formed on the surface of the base steel sheet, the insulating coating being formed on the side of the base steel sheet, an intermediate layer containing a crystalline metal phosphate, and a tensile coating layer formed on the surface side of the insulating coating.
- the intermediate layer can be formed by chemical conversion treatment.
- an intermediate layer made of a crystalline metal phosphate is provided between the base steel sheet and the tension coating, thereby improving the coating adhesion, coating tension, and magnetic properties.
- the intermediate layer can be formed by chemical conversion treatment, no special equipment is required. Therefore, this is a useful technology.
- improving the adhesion may result in a decrease in the magnetic properties of the transformer.
- the cause of the deterioration in magnetic properties is that the crystals of the metal phosphate precipitated by the chemical conversion treatment become coarse, and when an actual transformer is manufactured, the space factor decreases.
- the present invention therefore aims to provide a grain-oriented electrical steel sheet in which a layer containing metal phosphate is formed on the surface of a steel sheet with a forsterite-based coating by chemical conversion treatment, which has excellent adhesion and magnetic properties of the tensile coating and does not reduce the space factor of the transformer (core).
- this is premised on the fact that the basic properties required of the coating, such as corrosion resistance and resistance to leaching of phosphoric acid, are not reduced.
- the inventors have discovered that when providing a layer containing metal phosphate as an intermediate layer to improve adhesion between the base steel sheet and the tensile coating layer, it is possible to suppress the coarsening of metal phosphate crystals by adding a substance that suppresses phosphate crystallization to the chemical conversion treatment solution.
- a grain-oriented electrical steel sheet comprises a base steel sheet and an insulating coating formed on a surface of the base steel sheet, the insulating coating being formed on the base steel sheet side and comprising an intermediate layer containing a crystalline metal phosphate and one or more of amorphous silica, an inorganic filler, and a metal oxide, and a tensile coating layer formed on the surface side of the insulating coating, and the amorphous silica, the inorganic filler, and the metal oxide have an average particle size of 10 to 500 nm.
- the inorganic filler may include one or more of alumina, BN, AlN, and kaolin.
- the metal oxide may be one or more of titanium oxide, zinc oxide, and calcium oxide.
- the average crystal grain size of the crystalline metal phosphate may be 1.0 to 12.0 ⁇ m.
- a method for forming an insulating coating according to another aspect of the present invention is a method for forming the insulating coating provided on the grain-oriented electrical steel sheet according to [1], comprising the steps of: a finish annealing step of applying an annealing separator containing 10 to 100 mass% of Al 2 O 3 to a steel sheet, drying the steel sheet, and then finish annealing the steel sheet; an annealing separator removal step of removing excess annealing separator from the steel sheet after the finish annealing step; a light pickling step of pickling the steel sheet after the annealing separator removal step with a solution temperature of 30 to 85°C and 0.10 to 10.0 mass% of an inorganic acid selected from sulfuric acid, chloric acid, nitric acid, and phosphoric acid for 1 to 20 seconds; and a solution temperature of 30 to 85°C and 0.3 to 10.0 mass% of a metal phosphate and 0.01 to 10.0 g/l of an average particle size of 10 to 1
- a tensile coating layer forming step is performed in which a coating liquid containing a metal phosphate and colloidal silica, the metal phosphate and the colloidal silica having a total concentration of 10 to 40 mass %, is applied to the steel sheet after the drying step, dried, and then heated and maintained at a sheet temperature of 700 to 950° C. for 10 to 50 seconds.
- the above aspect of the present invention makes it possible to provide a grain-oriented electrical steel sheet that has excellent adhesion and magnetic properties of the tensile coating and does not reduce the space factor of the transformer (core).
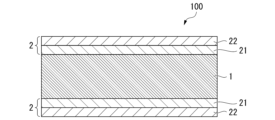
- FIG. 1 is an example of a cross-sectional view of a grain-oriented electrical steel sheet according to an embodiment of the present invention.
- a grain-oriented electrical steel sheet according to one embodiment of the present invention (grain-oriented electrical steel sheet according to this embodiment) and a method for manufacturing the grain-oriented electrical steel sheet according to this embodiment, including a method for forming the insulating coating provided on the grain-oriented electrical steel sheet according to this embodiment, will be described.
- the grain-oriented electrical steel sheet according to this embodiment will be described.
- the grain-oriented electrical steel sheet 100 has a base steel sheet 1 and an insulating coating 2 formed on the surface of the base steel sheet 1.
- a forsterite-based coating is not intentionally formed on the surface of the base steel sheet 1, and in many cases a forsterite-based coating is not present, but its presence is permitted so long as the coating mass is 1.0 g/m2 or less (in that case, it is present between the base steel sheet 1 and the insulating coating 2).
- the insulating coating 2 also has a tensile coating layer 22 formed on the surface side of the insulating coating 2 (i.e., the surface side of the directional electrical steel sheet 100), and an intermediate layer 21 formed on the base steel sheet 1 side and containing a crystalline metal phosphate.
- the intermediate layer 21 also contains a crystalline metal phosphate and one or more of amorphous silica having an average particle size of 10 to 500 nm, an inorganic filler, and a metal oxide. Each of these will be explained below.
- the grain-oriented electrical steel sheet 100 is significantly characterized by the structure of the insulating coating 2 formed on the surface of the base steel sheet 1, and the base steel sheet 1 included in the grain-oriented electrical steel sheet 100 is not limited in terms of its chemical composition. However, in order to obtain the characteristics generally required of a grain-oriented electrical steel sheet, it is preferable that the chemical components contain the following: In this embodiment, % relating to the chemical components is % by mass unless otherwise specified.
- C 0.010% or less
- C (carbon) is an element effective for controlling the structure of the steel sheet in the process up to the completion of the decarburization annealing process in the manufacturing process.
- the C content is preferably 0.010% or less.
- the C content is more preferably 0.005% or less. The lower the C content, the more preferable it is, but even if the C content is reduced to less than 0.0001%, the effect of grain control is saturated and the manufacturing cost is only increased. Therefore, the C content may be 0.0001% or more.
- Si 2.50-4.00%
- Silicon (Si) is an element that increases the electrical resistance of grain-oriented electrical steel sheets and improves their core loss characteristics. If the Si content is less than 2.50%, a sufficient effect of reducing eddy current loss cannot be obtained. Therefore, the Si content is preferably 2.50% or more, more preferably 2.70% or more, and further preferably 3.00% or more. On the other hand, if the Si content exceeds 4.00%, the grain-oriented electrical steel sheet becomes embrittled and the sheet passing property is significantly deteriorated. In addition, the workability of the grain-oriented electrical steel sheet is deteriorated, and the steel sheet is likely to break during rolling. For this reason, the Si content is preferably 4.00% or less, more preferably 3.80% or less, and further preferably 3.70% or less.
- Mn 0.01-0.50%
- Mn manganese
- Mn is an element that combines with S to form MnS during the manufacturing process. This precipitate acts as an inhibitor (a suppressor of normal grain growth) and suppresses secondary recrystallization in steel.
- Mn is an element that also improves the hot workability of steel. If the Mn content is less than 0.01%, the above effects cannot be sufficiently obtained. Therefore, the Mn content is preferably 0.01% or more, and more preferably 0.02% or more. On the other hand, if the Mn content exceeds 0.50%, secondary recrystallization does not occur, and the magnetic properties of the steel deteriorate.
- the Mn content is preferably 0.50% or less, more preferably 0.20% or less, and further preferably 0.10% or less.
- N 0.010% or less
- N nitrogen
- the N content is preferably 0.010% or less.
- the N content is more preferably 0.008% or less.
- the lower limit of the N content is not particularly specified, but reducing the N content to less than 0.001% would only increase the manufacturing cost, and therefore the N content may be set to 0.001% or more.
- Sol. Al 0.020% or less
- Sol. Al (acid-soluble aluminum) is an element that combines with N to form AlN, which functions as an inhibitor, during the manufacturing process of the grain-oriented electrical steel sheet.
- the sol. Al content is preferably 0.020% or less.
- the sol. Al content is more preferably 0.010% or less, and further preferably less than 0.001%.
- the lower limit of the sol. Al content is not particularly specified, but even if it is reduced to less than 0.0001%, the manufacturing cost will only increase. Therefore, the sol. Al content may be 0.0001% or more.
- S 0.010% or less
- S (sulfur) is an element that combines with Mn in the manufacturing process to form MnS, which functions as an inhibitor.
- the S content is preferably 0.010% or less. It is more preferable that the S content in the grain-oriented electrical steel sheet is as low as possible. For example, it is less than 0.001%. However, even if the S content in the base steel sheet of the grain-oriented electrical steel sheet is reduced to less than 0.0001%, the manufacturing cost will only increase. Therefore, the S content in the base steel sheet of the grain-oriented electrical steel sheet may be 0.0001% or more.
- the chemical composition of the base steel sheet of the grain-oriented electrical steel sheet according to this embodiment may contain the above-mentioned elements, with the balance being Fe and impurities.
- Sn, Cu, Se, and Sb may also be contained in the ranges shown below.
- W, Nb, Ti, Ni, Co, V, Cr, and Mo are contained in a total of 1.0% or less, this does not impair the effect of the grain-oriented electrical steel sheet according to this embodiment.
- impurities refer to elements that are mixed in from raw materials such as ore, scrap, or the manufacturing environment when the base steel sheet is industrially manufactured, and are permissible to be contained in amounts that do not adversely affect the function of the grain-oriented electrical steel sheet according to this embodiment.
- Sn 0-0.50%
- Sn (tin) is an element that contributes to improving magnetic properties through controlling the primary recrystallized structure.
- the Sn content is 0.01% or more.
- the amount is more preferably 0.02% or more, and further preferably 0.03% or more.
- the Sn content is preferably 0.50% or less.
- the amount is more preferably 0.30% or less, and further preferably 0.10% or less.
- Cu 0-0.50%
- Cu (copper) is an element that contributes to an increase in the Goss orientation occupancy rate in the secondary recrystallized structure.
- the Cu content is 0.01% or more.
- the amount is more preferably 0.02% or more, and further preferably 0.03% or more.
- the Cu content exceeds 0.50%, the steel sheet becomes embrittled during hot rolling.
- the Cu content is preferably 50% or less, more preferably 0.30% or less, and further preferably 0.10% or less.
- Se is an element that has a magnetic property improving effect.
- Se content is 0.001% or more in order to effectively exhibit the magnetic property improving effect.
- Se The content is more preferably 0.003% or more, and further preferably 0.006% or more.
- the Se content is preferably 0.020% or less.
- the Se content is more preferably 0.015% or less. % or less, and more preferably 0.010% or less.
- Sb 0-0.50%
- Sb (antimony) is an element that has a magnetic property improving effect.
- the Sb content is preferably 0.005% or more in order to effectively exhibit the magnetic property improving effect.
- the content is more preferably 0.01% or more, and further preferably 0.02% or more.
- the Sb content is preferably 0.50% or less.
- the Sb content is more preferably 0. .30% or less, and more preferably 0.10% or less.
- the chemical composition of the base steel sheet of the grain-oriented electrical steel sheet contains the above-mentioned elements, with the remainder being Fe and impurities.
- the chemical composition of the base steel sheet of the grain-oriented electrical steel sheet according to this embodiment can be measured using the known ICP atomic emission spectroscopy.
- the peeling method involves immersing the sheet in a highly concentrated alkaline solution (e.g., a 30% sodium hydroxide solution heated to 85°C) for 20 minutes or more. Peeling can be determined visually. In the case of small samples, the surface may be ground to remove the coating.
- the grain-oriented electrical steel sheet 100 has an insulating coating 2 formed on the surface of a base steel sheet 1 .
- the insulating coating 2 is made up of, in that order from the base steel sheet 1 side, an intermediate layer 21 and a tensile coating layer 22 .
- grain-oriented electrical steel sheets generally have a forsterite-based coating formed in the final annealing process and an insulating coating (tensile insulating coating) formed thereon.
- this forsterite-based coating hinders the movement of domain walls and has a negative effect on iron loss, and thus grain-oriented electrical steel sheets without forsterite are being studied in order to further improve magnetic properties.
- an intermediate layer 21 containing a crystalline metal phosphate is formed between the base steel sheet 1 and the tensile coating, thereby improving the adhesion between the base steel sheet 1 and the tensile coating layer 22 via the intermediate layer 21.
- the intermediate layer 21 contains a crystalline metal phosphate
- the tensile coating formed thereon (which becomes the tensile coating layer 22 after formation) also contains a metal phosphate, resulting in high affinity and excellent adhesion between the intermediate layer and the tensile coating layer.
- the intermediate layer when the intermediate layer is formed by immersion in a treatment solution containing a metal phosphate, as described below, it can be formed on the surface of the base steel sheet 1 by utilizing a chemical reaction, and adhesion between the intermediate layer 21 and the base steel sheet 1 can also be ensured. If the intermediate layer 21 does not contain a crystalline metal phosphate, the above effect cannot be obtained.
- the ratio of the crystalline metal phosphate in the intermediate layer is preferably 80 mass % or more, preferably 90 mass % or more, and may be 99 mass % or more.
- the metal phosphate be one or more of zinc phosphate, manganese phosphate, iron phosphate, and zinc calcium phosphate.
- the intermediate layer may contain oxides and elements such as Fe and Si diffused from the base steel sheet as the remainder of the metal phosphate.
- the treatment liquid used to form the intermediate layer contains one or more of colloidal silica, inorganic filler, and metal oxide having an average particle size of 10 to 500 nm as an additive.
- the intermediate layer contains the crystalline metal phosphate and one or more of amorphous silica, inorganic filler, and metal oxide, and the average particle size of the one or more of amorphous silica, inorganic filler, and metal oxide is 10 to 500 nm.
- the average crystal grain size of the crystalline metal phosphate is, for example, 1.0 to 12.0 ⁇ m.
- At least one of colloidal silica, inorganic filler, and metal oxide having an average particle size of 10 to 500 nm is preferably not localized in the intermediate layer but is uniformly dispersed. For example, it is preferable that even if secondary aggregation occurs, the size of the aggregates is several ⁇ m or less.
- amorphous silica is preferred in terms of ease of availability.
- Amorphous silica differs in both form and effect from crystalline silica that is generated by thermal oxidation annealing, etc.
- the inorganic filler preferably contains one or more of alumina, BN, AlN, and kaolin in an amount of 90% by mass or more (a filler having a purity of 90% by mass or more is used).
- BN preferably has a hexagonal crystal structure.
- the metal oxide is preferably one or more of titanium oxide, zinc oxide and calcium oxide.
- the content of one or more of amorphous silica, inorganic filler, and metal oxide is preferably 0.01 to 1.00% by mass. If it is less than 0.01% by mass, the effect of suppressing crystal coarsening of the metal phosphate may be inferior, and if it exceeds 1.00% by mass, there is a concern that the adhesion as an intermediate layer may be inferior.
- the intermediate layer 21 is formed at a different time from the tensile coating formed on it, but both the intermediate layer 21 and the tensile coating layer 22 function as the insulating coating 2.
- the thickness of the intermediate layer is preferably 1.0 to 9.0 ⁇ m. If the average thickness of the intermediate layer 21 is less than 1.0 ⁇ m, the effect of improving the adhesion between the base steel sheet and the insulating coating through the intermediate layer may not be sufficient. On the other hand, if the average thickness of the intermediate layer exceeds 9.0 ⁇ m, the magnetic properties may deteriorate.
- the mass ratio of the crystalline metal phosphate in the intermediate layer and the type of the metal phosphate can be determined by measuring a cross section of the intermediate layer in the thickness direction using a scanning electron microscope and an energy dispersive elemental analyzer. Whether the metal phosphate in the intermediate layer 21 is a crystalline metal phosphate can be determined by X-ray crystal structure analysis.
- the base steel plate and the insulating coating can be distinguished by the P (phosphorus) concentration (if the P content is 1.0 mass% or more, it is an insulating coating, and if it is less than 1.0 mass%, it is determined to be a steel plate).
- the intermediate layer 21 and the tensile coating layer 22 can be distinguished by the difference in Si concentration (if the Si content is 10 mass% or more, it is determined to be a tensile coating layer, and if it is less than 10 mass%, it is determined to be an intermediate layer).
- the average crystal grain size of the crystalline metal phosphate can be determined by the following method.
- the steel plate is cut into a few mm square for easy observation, and microscopic shape defects such as sagging and cracks are removed by ion milling (CP processing).
- CP processing ion milling
- a cross section parallel to the rolling direction and thickness direction of the steel plate, and a cross section perpendicular to the rolling direction and parallel to the thickness direction of the steel plate are observed with a scanning electron microscope.
- the crystal morphology of the metal phosphate observed in the cross section is observed, and the average long and short diameters of each crystal are measured for at least five crystals in each cross section, and the measured value is regarded as the grain size.
- the magnification of the electron microscope during observation is 1000 times.
- the contents and average particle diameters of amorphous silica, inorganic filler, and metal oxide can be determined by the following method.
- the content is measured by cutting the steel sheet into pieces of several mm square for easy observation, removing microscopic shape defects such as sagging and cracks by ion milling (CP processing), and then observing the cross sections parallel to the rolling direction and thickness direction of the steel sheet, and the cross sections perpendicular to the rolling direction and parallel to the thickness direction of the steel sheet at a magnification of 5000 times using a scanning electron microscope.
- the content is measured by analyzing the intermediate layer portion using an energy dispersive elemental analyzer at five or more cross sections.
- the presence of amorphous silica, inorganic filler, and metal oxide is confirmed by elemental analysis at 10 or more locations in the intermediate layer using a transmission electron microscope for a cross-sectional sample that has also been subjected to ion milling, and the particle diameter is calculated as the average value of the long axis and short axis of the particles observed at a magnification of 20,000 times.
- the thickness of the intermediate layer can be determined by the following method.
- the cross section of the sample is observed with a scanning electron microscope, and the average total thickness of the intermediate layer and the insulating coating can be measured by measuring the thickness at five or more points.
- the intermediate layer and the insulating coating can be distinguished by the difference in concentration of silicon (Si) derived from silica. Therefore, the thickness of the intermediate layer can be calculated by subtracting the thickness of the insulating coating from the total average thickness at each measurement point.
- a tensile coating is formed on the surface of the intermediate layer 21 , so that a tensile coating layer 22 is provided on the surface side of the insulating coating 2 .
- the tensile coating layer 22 is not particularly limited as long as it is used as an insulating coating for a grain-oriented electrical steel sheet, but from the viewpoint of adhesion to the intermediate layer 21 (adhesion to the base steel sheet 1 via the intermediate layer 21), it is preferable that the composition contains metal phosphate and silica as main components. It is more preferable that the composition consists essentially of metal phosphate and silica.
- the tensile coating layer 22 preferably contains metal phosphate and silica (derived from colloidal silica in the coating liquid) so that the silica content is 20.0% by mass or more.
- metal phosphate and silica derived from colloidal silica in the coating liquid
- the silica content of the tensile coating layer 22 exceeds 60.0% by mass, it may cause powdering, so it is preferably 60.0% by mass or less.
- the total of the metal phosphate and silica is 70% by mass or more.
- the total of the metal phosphate and silica may be 100% by mass.
- the remainder other than the metal phosphate and silica may include ceramic fine particles such as alumina and silicon nitride.
- the metal phosphate aluminum phosphate is preferable in terms of heat resistance.
- the average thickness of the insulating coating 2 is preferably 1.0 to 20.0 ⁇ m when the average thickness of the intermediate layer 21 is within the above range. If the average thickness of the insulating coating 2 is less than 1.0 ⁇ m, sufficient coating tension cannot be obtained. Furthermore, there is a large amount of phosphoric acid eluted. In this case, stickiness and reduced corrosion resistance may occur, and the coating may peel off. Furthermore, if the thickness of the insulating coating 2 exceeds 20.0 ⁇ m, the space factor may decrease, deteriorating the magnetic properties, or cracks may occur, causing reduced adhesion and reduced corrosion resistance.
- the mass proportion of the metal phosphate and the type of the metal phosphate can be determined in a cross section in the thickness direction in the same manner as in the intermediate layer.
- the tensile coating layer and the intermediate layer can be distinguished by the Si content.
- the thickness of the tensile coating layer can be determined in the same manner as the intermediate layer.
- the sum of the thickness of the tensile coating layer and the thickness of the intermediate layer is the thickness of the insulating coating.
- the grain-oriented electrical steel sheet according to the present embodiment can be suitably manufactured by a manufacturing method that satisfies the manufacturing conditions described below.
- the grain-oriented electrical steel sheet according to the present embodiment is not limited to a particular manufacturing method.
- the grain-oriented electrical steel sheet having the above-mentioned configuration is considered to be the grain-oriented electrical steel sheet according to the present embodiment, regardless of its manufacturing conditions.
- the grain-oriented electrical steel sheet according to this embodiment can be manufactured by a manufacturing method including the following steps.
- a hot rolling step of hot rolling a steel piece such as a slab having a predetermined chemical composition to obtain a hot rolled sheet
- a hot-rolled sheet annealing process for annealing the hot-rolled sheet
- III A cold rolling step in which the hot-rolled sheet after the hot-rolled sheet annealing step is cold-rolled to obtain a steel sheet (cold-rolled sheet);
- IV a decarburization annealing step of performing decarburization annealing on the steel sheet after the cold rolling step
- VI an annealing separator removing step of removing excess annealing separator from the steel sheet after the final annealing step;
- VII a hot rolling step of hot
- the method for producing the grain-oriented electrical steel sheet according to this embodiment further includes the steps of: (XI) a nitriding process for performing a nitriding process on the steel sheet between the decarburization annealing process and the finish annealing process; (XII) a magnetic domain refining step for controlling the magnetic domains of the steel sheet after the tensile coating layer forming step, or both of these steps may be included.
- the manufacturing method of the grain-oriented electrical steel sheet according to the present embodiment is characterized by the steps (V) finish annealing step to (X) tensile coating layer forming step, which are mainly related to the formation of the insulating coating (these steps may be collectively referred to as a method for forming an insulating coating), and for the other steps or conditions not described, known conditions may be adopted. These steps will be described below.
- a steel billet such as a slab having a predetermined chemical composition is heated and then hot rolled to obtain a hot-rolled sheet.
- the heating temperature of the steel billet is preferably within a range of 1100 to 1450°C.
- the heating temperature is more preferably 1300 to 1400°C.
- the chemical composition of the steel slab may be changed depending on the chemical composition of the base steel sheet of the grain-oriented electrical steel sheet to be finally obtained, and an example of the chemical composition may include, in mass %, C: 0.01 to 0.20%, Si: 2.50 to 4.00%, sol.
- the hot rolling conditions are not particularly limited and may be appropriately set based on the desired properties.
- the thickness of the hot rolled sheet is preferably within a range of, for example, 2.0 to 3.0 mm.
- the hot-rolled sheet annealing process is a process of annealing the hot-rolled sheet manufactured through the hot rolling process. By carrying out such an annealing treatment, recrystallization occurs in the steel sheet structure, and it is possible to realize good magnetic properties, which is preferable.
- the hot-rolled sheet produced through the hot rolling process may be annealed according to a known method.
- the means for heating the hot-rolled sheet during annealing is not particularly limited, and known heating methods can be adopted.
- the annealing conditions are also not particularly limited. For example, the hot-rolled sheet may be annealed for 10 seconds to 5 minutes in a temperature range of 900 to 1200 ° C.
- the hot rolled sheet after the hot rolled sheet annealing process is subjected to cold rolling to obtain a steel sheet (cold rolled sheet).
- the cold rolling may be a single cold rolling (a series of cold rolling without annealing in between), or may be a multiple cold rolling with intermediate annealing between them, in which the cold rolling is interrupted and at least one or two or more intermediate annealings are performed before the final pass of the cold rolling process.
- intermediate annealing it is preferable to hold the steel sheet at a temperature of 1000 to 1200° C. for 5 to 180 seconds.
- the annealing atmosphere is not particularly limited. In consideration of the manufacturing cost, it is preferable to perform intermediate annealing three times or less.
- the surface of the hot-rolled sheet may be subjected to pickling before the cold rolling step.
- the hot rolled sheet after the hot rolled sheet annealing step may be cold rolled to obtain a steel sheet according to a known method.
- the final rolling reduction may be in the range of 80 to 95%. If the final rolling reduction is 80% or more, it is preferable because Goss nuclei having a high concentration of ⁇ 110 ⁇ 001> orientation in the rolling direction can be obtained. On the other hand, if the final rolling reduction exceeds 95%, it is not preferable because the secondary recrystallization is likely to become unstable in the subsequent finish annealing step.
- the final rolling reduction is the cumulative rolling reduction of cold rolling, and in the case where intermediate annealing is performed, it is the cumulative rolling reduction of cold rolling after final intermediate annealing.
- decarburization annealing process the obtained steel sheet is subjected to decarburization annealing.
- the conditions of the decarburization annealing are not limited as long as the steel sheet is subjected to primary recrystallization and C, which adversely affects magnetic properties, can be removed from the steel sheet, but examples of the decarburization annealing include setting the oxidation degree (PH 2 O/PH 2 ) in the annealing atmosphere (furnace atmosphere) to 0.3 to 0.6, setting the annealing temperature to 800 to 900° C., and holding for 10 to 600 seconds.
- a nitriding treatment may be carried out between the decarburization annealing step and the finish annealing step described below.
- the steel sheet after the decarburization annealing process is maintained at about 700 to 850°C in a nitriding atmosphere (an atmosphere containing a gas having nitriding ability such as hydrogen, nitrogen, and ammonia) to perform the nitriding process.
- a nitriding atmosphere an atmosphere containing a gas having nitriding ability such as hydrogen, nitrogen, and ammonia
- AlN is used as an inhibitor, it is preferable that the N content of the steel sheet after the nitriding process is 40 ppm or more by the nitriding process.
- the N content of the steel sheet after the nitriding process exceeds 1000 ppm, excessive AlN is present in the steel sheet even after the completion of secondary recrystallization in the finish annealing. Such AlN causes iron loss deterioration. For this reason, it is preferable that the N content of the steel sheet after the nitriding process is 1000 ppm or less.
- an annealing separator containing 10 to 100 mass% of Al 2 O 3 is applied to the steel sheet after the decarburization annealing process or after the nitriding process (after the nitriding process), dried, and then final annealing is performed.
- an annealing separator mainly composed of MgO is applied and then finish annealing is performed to form a forsterite-based coating on the surface of the steel sheet (cold-rolled sheet).
- an annealing separator containing Al2O3 is used so that a forsterite-based coating is hardly formed.
- the proportion of Al 2 O 3 may be 100% by mass, but in order to prevent Al 2 O 3 from seizing onto the steel sheet surface, in the manufacturing method of the grain-oriented electrical steel sheet according to the present embodiment, it is preferable that the annealing separator contains MgO. Although MgO may be 0%, in order to obtain the above effect, it is preferable that the proportion of MgO is 5% by mass or more. When MgO is contained, the proportion of MgO is 90% by mass or less to ensure 10% by mass or more of Al 2 O 3.
- the proportion of MgO is preferably 50% by mass or less. It is sufficient that the total of Al 2 O 3 and MgO exceeds 50% by mass in terms of solid content with respect to the annealing separator.
- the annealing separator may further contain a chloride.
- a chloride When the annealing separator contains a chloride, an effect is obtained in which a forsterite-based coating is more unlikely to be formed.
- the chloride content is not particularly limited and may be 0%, but in order to obtain the above effect, a content of 0.5 to 10 mass% is preferable.
- the chloride for example, bismuth chloride, calcium chloride, cobalt chloride, iron chloride, nickel chloride, etc. are effective.
- the finish annealing conditions are not limited, but may be, for example, a condition in which the steel sheet is held at a temperature of 1150 to 1250° C. for 10 to 60 hours.
- annealing separator removal process In the annealing separator removing step, excess annealing separator is removed from the steel sheet after the final annealing step.
- the excess annealing separator can be removed by washing with water.
- the steel sheet after the annealing separator removal step is pickled with 0.1 to 10.0 mass % of one inorganic acid selected from sulfuric acid, chloric acid, nitric acid, and phosphoric acid for 1 to 20 seconds at a liquid temperature of 30 to 85° C.
- the inorganic acid is preferably one selected from sulfuric acid, nitric acid, and phosphoric acid. This has the effect of densifying the crystalline metal phosphate. If the light pickling conditions are not appropriate, the adhesion of the tensile coating layer may be deteriorated or the resistance to elution may be deteriorated.
- the steel sheet after the light pickling step is immersed in the treatment liquid for 5 to 150 seconds, and in the drying step, the steel sheet after the immersion step is pulled out of the treatment liquid, and the excess treatment liquid is removed, followed by drying. As a result, an intermediate layer is formed on the surface of the base steel sheet.
- the treatment liquid is adjusted to have a liquid temperature of 30 to 85° C. and to contain 0.3 to 10 mass % of a metal phosphate, and 0.01 to 10.0 g/L of one or more of colloidal silica, inorganic filler, and metal oxide having an average particle size of 10 to 500 nm.
- colloidal silica which becomes amorphous silica in the intermediate layer
- inorganic filler and one or more metal oxides (sometimes referred to as additives)
- crystallization of the metal phosphate that forms the intermediate layer is suppressed, and as a result, the average crystal grain size of the crystalline metal phosphate in the intermediate layer is reduced.
- the content of the additive in the treatment liquid is less than 0.01 g/l, sufficient effects cannot be obtained, whereas if it exceeds 10.0 g/l, the treatment liquid becomes unstable.
- the average particle size of the additive is less than 10 nm, aggregation occurs, making the treatment liquid unstable, whereas if the average particle size exceeds 500 nm, the particles precipitate, making the dispersibility in the treatment liquid poor.
- the temperature of the treatment solution is less than 30° C. or the treatment time is less than 5 seconds, the adhesion is poor. On the other hand, if the temperature of the treatment solution is more than 85° C. or the treatment time is more than 150 seconds, the average crystal grain size of the crystalline metal phosphate becomes too large. On the other hand, if the metal phosphate in the treatment liquid is more than 10 mass %, the average crystal grain size of the metal phosphate may become coarse, which may cause a decrease in adhesion.
- the metal phosphate contained in the treatment liquid may be one or more of zinc phosphate, manganese phosphate, and zinc calcium phosphate.
- the metal phosphate content of the treatment solution is less than 0.3% by mass, the formation of the intermediate layer will be slow, resulting in high industrial costs.
- the metal phosphate content is preferably 1.0% by mass or more.
- the drying temperature is high, voids may occur and adhesion may become poor, so the drying temperature is preferably 300° C. or less, more preferably 200° C. or less. The drying temperature is preferably 100° C. or more.
- the sheet temperature is more than 950°C, If the temperature is too high, the rigidity of the steel sheet will decrease and it will be easily deformed. In this case, the steel sheet may be distorted during transportation, etc., resulting in poor magnetic properties. Therefore, it is preferable to keep the sheet temperature at 950°C or lower. If the retention time is less than 10 seconds, the resistance to elution becomes poor. Therefore, the retention time is set to 10 seconds or more. On the other hand, if the retention time is more than 50 seconds, the adhesion of the tensile coating layer becomes poor. Therefore, the retention time is preferably 50 seconds or less.
- the coating liquid (insulating coating solution) contains 10 to 40 mass % of metal phosphate and colloidal silica.
- the metal phosphate may be, for example, one or a mixture of two or more selected from aluminum phosphate, zinc phosphate, magnesium phosphate, nickel phosphate, copper phosphate, lithium phosphate, cobalt phosphate, etc. From the viewpoint of the stability of the processing solution, aluminum phosphate is preferred.
- the coating liquid may contain additional elements such as vanadium, tungsten, molybdenum, zirconium, etc. When these elements are contained, they can be added to the coating liquid as, for example, an oxygen acid.
- Colloidal silica can be of type S or type C.
- Type S colloidal silica refers to an alkaline silica solution
- type C colloidal silica refers to an alkaline to neutral silica solution in which the silica particle surface is aluminum-treated.
- Type S colloidal silica is widely used and is relatively inexpensive, but it may aggregate and precipitate when mixed with an acidic metal phosphate solution, so care must be taken.
- Type C colloidal silica is stable even when mixed with a metal phosphate solution, and there is no risk of precipitation, but it is relatively expensive because it requires many processing steps. It is preferable to use them according to the stability of the coating liquid to be prepared.
- the method for producing a grain-oriented electrical steel sheet according to this embodiment may further include a magnetic domain refining step of subjecting the steel sheet after the tensile coating layer forming step to magnetic domain refining. By performing magnetic domain refining treatment, it is possible to further reduce the core loss of grain-oriented electrical steel sheet.
- Methods of magnetic domain subdivision include a method of narrowing the width of 180° magnetic domains (subdividing 180° magnetic domains) by forming linear or dot-like grooves extending in a direction intersecting the rolling direction at predetermined intervals along the rolling direction, and a method of narrowing the width of 180° magnetic domains (subdividing 180° magnetic domains) by forming linear or dot-like stress distortion portions or grooves extending in a direction intersecting the rolling direction at predetermined intervals along the rolling direction.
- the stress-strained portion laser beam irradiation, electron beam irradiation, etc. can be applied.
- a mechanical groove forming method using gears, etc., a chemical groove forming method using electrolytic etching, and a thermal groove forming method using laser irradiation, etc. can be applied.
- the insulating coating may be formed again to repair the damage.
- the slab was heated to 1350° C. and then hot-rolled to form a hot-rolled sheet having a thickness of 2.2 mm.
- the hot-rolled sheet was annealed at 1100° C. for 10 seconds. (Hot-rolled sheet annealing) Thereafter, the hot-rolled sheet was subjected to cold rolling to obtain a cold-rolled sheet having a sheet thickness of 0.22 mm. This cold rolled sheet was subjected to decarburization annealing under conditions of holding at 830° C. for 90 seconds.
- an annealing separator containing 45 mass% MgO, 50 mass % Al2O3 , and 5 mass% BiCl3 ( bismuth chloride) was applied and dried, and then finish annealing was performed at 1200°C for 20 hours. After the finish annealing, the steel sheet was washed with water to remove excess annealing separator, and it was found that no forsterite-based film had been formed on the surface of the steel sheet. This steel sheet was subjected to light pickling under the conditions shown in Table 2-1. After light pickling, an intermediate layer was formed using a treatment liquid containing a mixture of phosphate and additives shown in Table 1. The drying temperature was 200° C. The obtained intermediate layer had the properties shown in Table 2-2. The proportion of crystalline metal phosphate in the intermediate layer was 80 mass % or more.
- an insulating coating treatment solution containing metal phosphate and colloidal silica as main components shown in Table 2-3 was applied, and then dried at 850° C. for 20 seconds to form a tensile coating layer on the surface of the steel sheet.
- the thickness of the insulating coating (intermediate layer and tensile coating layer) was as shown in Table 2-3, and the tensile coating layer consisted essentially of metal phosphate and silica.
- the obtained steel sheet (grain-oriented electrical steel sheet) was subjected to a magnetic domain refinement process by irradiating a laser beam under conditions of a UA (irradiation energy density) of 2.0 J and an irradiation interval of 5.0 mm pitch.
- the iron loss W17/50 (iron loss at 50 Hz at 1.7 T) of the steel sheet after the magnetic domain refinement treatment was measured by a single sheet magnetic property measurement method (Single Sheet Tester: SST) in accordance with JIS C2556 (2015).
- the space factor was measured as follows.
- Space factor The space factor was measured according to a method in accordance with JIS C 2550-5 (2020). Thirty test pieces, each 30 mm wide and 320 mm long, were used. After measuring the total mass of the sample, the gap between the upper and lower backing plates sandwiching the laminate was measured and calculated under a pressure of 1 MPa. If the space factor was 96.0% or more, it was determined that a high space factor was ensured.
- the coating tension was calculated by back-calculating from the state of curvature when one side of the insulating coating was peeled off. When the obtained coating tension was 4.0 MPa or more, it was determined that the coating had sufficient tension.
- the corrosion resistance was evaluated by subjecting the sample to a 5% NaCl aqueous solution that was allowed to fall naturally onto the sample for 7 hours in a 35° C. atmosphere in accordance with the JIS salt spray test (JIS Z2371:2015). Thereafter, the rusted area was evaluated on a 10-point scale.
- the evaluation criteria are as follows: A score of 5 or more (5 to 10) was determined to be excellent in corrosion resistance.
- the resistance to elution was evaluated based on whether or not the elution of phosphoric acid from the sample could be inhibited.
- the amount of elution was measured by boiling the sample in boiling pure water for 10 minutes, measuring the amount of phosphoric acid eluted in the pure water, and dividing the amount of phosphoric acid by the area of the insulating coating of the boiled grain-oriented electrical steel sheet.
- the amount of phosphoric acid eluted in the pure water was calculated by cooling the pure water (solution) into which the phosphoric acid had been eluted, diluting the cooled solution with pure water, and measuring the phosphoric acid concentration of the sample by ICP-AES. If the amount of elution was less than 40 mg/ m2 , the elution resistance was deemed to be excellent.
- the examples of the present invention are extremely excellent in the main properties of the coating, including adhesion, and the core loss and space factor are improved.
- the insulating coating did not have a preferable configuration, and one or more of the adhesion of the tensile coating, magnetic properties, corrosion resistance, resistance to elution of phosphoric acid, and space factor of the transformer (core) were inferior.
- the present invention provides a grain-oriented electrical steel sheet that has excellent adhesion and magnetic properties for the tensile coating and does not reduce the space factor of the transformer (core). This makes it highly applicable in industry.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Treatment Of Metals (AREA)
- Soft Magnetic Materials (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257033168A KR20250163340A (ko) | 2023-04-12 | 2024-04-12 | 방향성 전자 강판 및 절연 피막의 형성 방법 |
| CN202480023450.4A CN120882902A (zh) | 2023-04-12 | 2024-04-12 | 方向性电磁钢板及绝缘被膜的形成方法 |
| JP2025514037A JP7795149B2 (ja) | 2023-04-12 | 2024-04-12 | 方向性電磁鋼板および絶縁被膜の形成方法 |
| EP24788844.9A EP4696813A1 (en) | 2023-04-12 | 2024-04-12 | Grain-oriented electrical steel sheet and method for forming insulating coating film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023064836 | 2023-04-12 | ||
| JP2023-064836 | 2023-04-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024214822A1 true WO2024214822A1 (ja) | 2024-10-17 |
Family
ID=93059649
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/014848 Ceased WO2024214822A1 (ja) | 2023-04-12 | 2024-04-12 | 方向性電磁鋼板および絶縁被膜の形成方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP4696813A1 (https=) |
| JP (1) | JP7795149B2 (https=) |
| KR (1) | KR20250163340A (https=) |
| CN (1) | CN120882902A (https=) |
| WO (1) | WO2024214822A1 (https=) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4839338A (https=) | 1971-09-27 | 1973-06-09 | ||
| JPS4996920A (https=) | 1973-01-22 | 1974-09-13 | ||
| JPH01209891A (ja) | 1988-02-17 | 1989-08-23 | Mitsubishi Electric Corp | ビデオ記録再生方式 |
| JPH04272183A (ja) * | 1991-02-28 | 1992-09-28 | Nippon Steel Corp | 鉄心加工性に優れた低温焼付け方向性電磁鋼板絶縁皮膜形成方法 |
| JPH06184762A (ja) | 1992-08-25 | 1994-07-05 | Nippon Steel Corp | 一方向性珪素鋼板の絶縁皮膜形成方法 |
| JP2001152354A (ja) * | 1999-09-14 | 2001-06-05 | Nippon Steel Corp | 被膜特性に優れた方向性電磁鋼板およびその製造方法 |
| JP2007217758A (ja) * | 2006-02-17 | 2007-08-30 | Nippon Steel Corp | 方向性電磁鋼板とその絶縁被膜処理方法 |
| WO2018079845A1 (ja) * | 2016-10-31 | 2018-05-03 | 新日鐵住金株式会社 | 方向性電磁鋼板 |
| WO2022149344A1 (ja) * | 2021-01-06 | 2022-07-14 | Jfeスチール株式会社 | 品質異常解析方法、金属材料の製造方法および品質異常解析装置 |
| WO2022215709A1 (ja) | 2021-04-06 | 2022-10-13 | 日本製鉄株式会社 | 方向性電磁鋼板及び絶縁被膜の形成方法 |
| JP2023064836A (ja) | 2021-10-27 | 2023-05-12 | セイコーグループ株式会社 | 通信装置、通信システム及び通信方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62103374A (ja) * | 1985-07-23 | 1987-05-13 | Kawasaki Steel Corp | 磁気特性の優れた一方向性けい素鋼板 |
| JP2962715B2 (ja) | 1997-10-14 | 1999-10-12 | 新日本製鐵株式会社 | 電磁鋼板の絶縁皮膜形成方法 |
| WO2020149344A1 (ja) | 2019-01-16 | 2020-07-23 | 日本製鉄株式会社 | フォルステライト皮膜を有しない絶縁皮膜密着性に優れる方向性電磁鋼板 |
-
2024
- 2024-04-12 WO PCT/JP2024/014848 patent/WO2024214822A1/ja not_active Ceased
- 2024-04-12 EP EP24788844.9A patent/EP4696813A1/en active Pending
- 2024-04-12 KR KR1020257033168A patent/KR20250163340A/ko active Pending
- 2024-04-12 JP JP2025514037A patent/JP7795149B2/ja active Active
- 2024-04-12 CN CN202480023450.4A patent/CN120882902A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4839338A (https=) | 1971-09-27 | 1973-06-09 | ||
| JPS4996920A (https=) | 1973-01-22 | 1974-09-13 | ||
| JPH01209891A (ja) | 1988-02-17 | 1989-08-23 | Mitsubishi Electric Corp | ビデオ記録再生方式 |
| JPH04272183A (ja) * | 1991-02-28 | 1992-09-28 | Nippon Steel Corp | 鉄心加工性に優れた低温焼付け方向性電磁鋼板絶縁皮膜形成方法 |
| JPH06184762A (ja) | 1992-08-25 | 1994-07-05 | Nippon Steel Corp | 一方向性珪素鋼板の絶縁皮膜形成方法 |
| JP2001152354A (ja) * | 1999-09-14 | 2001-06-05 | Nippon Steel Corp | 被膜特性に優れた方向性電磁鋼板およびその製造方法 |
| JP2007217758A (ja) * | 2006-02-17 | 2007-08-30 | Nippon Steel Corp | 方向性電磁鋼板とその絶縁被膜処理方法 |
| WO2018079845A1 (ja) * | 2016-10-31 | 2018-05-03 | 新日鐵住金株式会社 | 方向性電磁鋼板 |
| WO2022149344A1 (ja) * | 2021-01-06 | 2022-07-14 | Jfeスチール株式会社 | 品質異常解析方法、金属材料の製造方法および品質異常解析装置 |
| WO2022215709A1 (ja) | 2021-04-06 | 2022-10-13 | 日本製鉄株式会社 | 方向性電磁鋼板及び絶縁被膜の形成方法 |
| JP2023064836A (ja) | 2021-10-27 | 2023-05-12 | セイコーグループ株式会社 | 通信装置、通信システム及び通信方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN120882902A (zh) | 2025-10-31 |
| EP4696813A1 (en) | 2026-02-18 |
| KR20250163340A (ko) | 2025-11-20 |
| JP7795149B2 (ja) | 2026-01-07 |
| JPWO2024214822A1 (https=) | 2024-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7678366B2 (ja) | 方向性電磁鋼板及び絶縁被膜の形成方法 | |
| JP7727214B2 (ja) | 方向性電磁鋼板及び絶縁被膜の形成方法 | |
| WO2019013351A1 (ja) | 方向性電磁鋼板及びその製造方法 | |
| JP7727215B2 (ja) | 方向性電磁鋼板及び絶縁被膜の形成方法 | |
| JP7783550B2 (ja) | 方向性電磁鋼板および絶縁被膜の形成方法 | |
| JP7787460B2 (ja) | 方向性電磁鋼板及び絶縁被膜の形成方法 | |
| JP7817624B2 (ja) | 方向性電磁鋼板及び絶縁被膜の形成方法 | |
| JP7795149B2 (ja) | 方向性電磁鋼板および絶縁被膜の形成方法 | |
| JP7730076B2 (ja) | 方向性電磁鋼板および絶縁被膜の形成方法 | |
| JP7748016B2 (ja) | 方向性電磁鋼板および絶縁被膜の形成方法 | |
| JP7748015B2 (ja) | 方向性電磁鋼板および絶縁被膜の形成方法 | |
| WO2024214818A1 (ja) | 方向性電磁鋼板および絶縁被膜の形成方法 | |
| RU2842744C2 (ru) | Лист электротехнической стали с ориентированной зеренной структурой и способ формирования изоляционного покрытия | |
| WO2025170056A1 (ja) | 方向性電磁鋼板及び絶縁被膜の形成方法 | |
| WO2025170057A1 (ja) | 方向性電磁鋼板及びその製造方法 | |
| WO2024171608A1 (ja) | 方向性電磁鋼板、並びに、方向性電磁鋼板の中間層および絶縁被膜の形成方法 | |
| WO2025170059A1 (ja) | 方向性電磁鋼板及び絶縁被膜の形成方法 | |
| WO2024210203A1 (ja) | 方向性電磁鋼板及び絶縁被膜形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24788844 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025514037 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517092566 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480023450.4 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 1020257033168 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: KR1020257033168 Country of ref document: KR Ref document number: 1020257033168 Country of ref document: KR |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112025021716 Country of ref document: BR |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517092566 Country of ref document: IN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480023450.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024788844 Country of ref document: EP Ref document number: 2025127646 Country of ref document: RU |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2025127646 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| ENP | Entry into the national phase |
Ref document number: 2024788844 Country of ref document: EP Effective date: 20251112 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024788844 Country of ref document: EP |