WO2024203318A1 - フェライト系ステンレス鋼板 - Google Patents
フェライト系ステンレス鋼板 Download PDFInfo
- Publication number
- WO2024203318A1 WO2024203318A1 PCT/JP2024/009699 JP2024009699W WO2024203318A1 WO 2024203318 A1 WO2024203318 A1 WO 2024203318A1 JP 2024009699 W JP2024009699 W JP 2024009699W WO 2024203318 A1 WO2024203318 A1 WO 2024203318A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stainless steel
- steel sheet
- ferritic stainless
- temperature
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to ferritic stainless steel sheets.
- the plastic working strain ratio (r value) is one of the indicators of the deep drawability of ferritic stainless steel sheets. Normally, the r value can be improved by growing the crystal grains during the manufacturing process of ferritic stainless steel sheets. However, if the metal structure of a ferritic stainless steel sheet contains coarse crystal grains, surface irregularities may occur during deep drawing, and these surface irregularities can become the starting point of cracks.
- Patent Documents 1 to 3 Various methods have been investigated to improve the formability of ferritic stainless steel sheets (see, for example, Patent Documents 1 to 3).
- Patent Document 1 discloses a technology that improves the formability of ferritic stainless steel thin sheets by satisfying the relationship dx/dz ⁇ 3, where dz is the average grain size of the final product sheet and dx is the average grain size of the intermediate product sheet before final cold rolling.
- Patent Document 2 describes a technology that improves deep drawability and resistance to surface roughening by specifying the conditions for each process in the manufacturing process of ferritic stainless steel sheets.
- Patent Document 1 requires that the average grain size dx of the intermediate product sheet be refined to a certain degree in accordance with the range of average grain size dz required for the final product sheet. If the manufacturing conditions in the hot rolling process or the like are specified or cold rolling is performed multiple times in order to refine the average grain size dx, the manufacturing costs of the ferritic stainless steel sheet may increase.
- the average crystal grain size of the ferritic stainless steel sheet is in the range of 35 ⁇ m to 50 ⁇ m, and surface irregularities may occur during deep drawing.
- a ferritic stainless steel sheet with a finer average crystal grain size and excellent deep drawability is required.
- the r-value of a ferritic stainless steel sheet can be improved by increasing the proportion of crystal grains with ⁇ 111 ⁇ faces, but such a method alone may not be sufficient to improve the r-value.
- One aspect of the present invention aims to provide a ferritic stainless steel sheet with excellent deep drawability, having a fine average crystal grain size and a high r value.
- a ferritic stainless steel sheet contains, by mass%, C: 0.001-0.030%, Si: 0.01-1.00%, Mn: 0.01-1.00%, Cr: 10.5-30.0%, N: 0.001-0.030%, and P: 0.005-0.050%, as well as at least one of Ti: 0.01-0.50% and Nb: 0.01-0.50%, with an S content of 0.01% or less, and the balance being Fe and and unavoidable impurities, wherein in a cross section parallel to the rolling direction and perpendicular to the rolling surface of the ferritic stainless steel plate, the average crystal grain size calculated by a cutting method is 15.0 ⁇ m or more and 30.0 ⁇ m or less, and in a cross section parallel to the rolling surface at a center portion of the plate thickness of the ferritic stainless steel plate, the ⁇ 111 ⁇ 112> crystal orientation intensity is Ia, the ⁇ 311 ⁇ 011> crystal orientation intensity is Ib, and the
- a ferritic stainless steel sheet with excellent deep draw formability, having a fine average crystal grain size and a high r value.
- FIG. 1 is a schematic diagram showing a cross section of a stainless steel plate according to one embodiment of the present invention.
- FIG. 1 is a schematic diagram showing a cross section of a stainless steel plate according to one embodiment of the present invention.
- 1 is a flowchart showing an example of a method for producing a ferritic stainless steel sheet according to one embodiment of the present invention.
- 1 is a graph showing a schematic example of a heat treatment pattern in a final annealing step.
- 1 is a graph showing a schematic diagram of another example of a heat treatment pattern in a final annealing step.
- 1 is a graph showing a schematic diagram of another example of a heat treatment pattern in a final annealing step.
- 1 is a graph showing a schematic diagram of another example of a heat treatment pattern in a final annealing step.
- 1 is a flowchart showing an example of a method for producing a ferritic stainless steel sheet according to one embodiment of the present invention.
- ferritic stainless steel is not limited to the specific shape of steel strip, steel plate, etc., and is used to explain the properties of the material itself. Also, since a “steel plate” can be considered to be a part of a “steel strip,” “ferritic stainless steel plate” includes a “ferritic stainless steel strip.”
- the ferritic stainless steel sheet in one embodiment of the present invention has a chemical composition that is a single phase of ferrite up to the melting point, has reduced carbon and nitrogen content, and contains carbide stabilizing elements (Ti, Nb, etc.). Ferritic stainless steel with such a chemical composition is sometimes called high-purity ferritic stainless steel.
- the formability (deep drawability) of a ferritic stainless steel sheet can be evaluated by the r-value (Lankford value, plastic working strain ratio).
- the deep drawability can be evaluated by the average r-value obtained by averaging multiple r-values obtained by measuring multiple different in-plane directions based on the rolling direction.
- Ferritic stainless steel sheets high-purity ferritic stainless steel sheets that have a chemical composition that does not undergo austenite transformation when heated have texture in their metal structure, and are prone to the presence of colony textures (hereafter referred to as colonies). These colonies are formed by the aggregation of crystal grains with similar crystal orientations. The crystal orientation of the colony differs from the crystal orientation of the texture in the surrounding area of the colony.
- the ferritic stainless steel sheet in one aspect of the present invention is realized by a manufacturing process approach that differs from conventional approaches. The various properties and manufacturing method of the ferritic stainless steel sheet in one aspect of the present invention will be described in detail later.
- the stainless steel plate may have a chemical composition that contains, by mass%, C: 0.001-0.030%, Si: 0.01-1.00%, Mn: 0.01-1.00%, Cr: 10.5-30.0%, N: 0.001-0.030%, and P: 0.005-0.050%, as well as at least one of Ti: 0.01-0.50% and Nb: 0.01-0.50%, with an S content of 0.0100% or less.
- the stainless steel plate may have a chemical composition with the remainder being iron (Fe) and unavoidable impurities.
- C Carbon
- C is an element that forms carbides with Cr and the like, thereby generating interfaces that become the source of dislocations when ferritic stainless steel is deformed.
- the C content may be 0.001 to 0.030 mass%, 0.001 to 0.020 mass%, or 0.002 to 0.010 mass%.
- Silicon has an effect as a deoxidizer in the smelting stage. However, if excessive silicon is added, the ferritic stainless steel becomes hard and its ductility decreases. Therefore, the silicon content may be 0.01 to 1.00 mass%, 0.02 to 0.70 mass%, or 0.03 to 0.30 mass%.
- Mn Manganese Mn has an effect as a deoxidizer. However, if Mn is added in excess, the amount of MnS produced increases, and the corrosion resistance of the ferritic stainless steel decreases. Therefore, the Mn content may be 0.01 to 1.00 mass%, 0.02 to 0.70 mass%, or 0.03 to 0.30 mass%.
- Cr Chromium Cr is necessary to form a passive film on the surface of the cold-rolled steel sheet to improve corrosion resistance. However, if Cr is added in excess, the ductility of the ferritic stainless steel decreases. Therefore, the Cr content may be 10.5 to 30.0 mass%, or 12.0 to 25.0 mass%.
- N nitrogen
- the N content may be 0.001 to 0.030 mass%, or 0.005 to 0.025 mass%.
- the C+N content which is the total value of the C content and the N content, may be 0.050 mass% or less, or 0.045 mass% or less. If the C+N content is too high, the amount of precipitation of carbonitrides may be excessive.
- the C+N content may be 0.008 mass% or more, or 0.015 mass% or more.
- the C+N content, in mass % may be in the range of 0.008 ⁇ C+N ⁇ 0.050, and may be in the range of 0.015 ⁇ C+N ⁇ 0.050.
- P Rin
- the P content may be 0.005 to 0.050 mass%, 0.005 to 0.040 mass%, or 0.010 to 0.030 mass%.
- Ti and Nb titanium and niobium
- Ti and Nb combine with C or N to fix C and N as precipitates such as TiC, TiN, NbC, or NbN, and therefore the average r-value and product elongation can be improved by purifying ferritic stainless steel.
- excessive Ti and Nb content increases raw material costs and may reduce manufacturability due to an increase in recrystallization temperature.
- the Ti content may be 0.01 to 0.50 mass%, 0.02 to 0.40 mass%, or 0.10 to 0.30 mass%.
- the Nb content may be 0.01 to 0.50 mass%, 0.02 to 0.40 mass%, or 0.10 to 0.30 mass%.
- the ferritic stainless steel may contain only either Ti or Nb, or may contain both Ti and Nb.
- S sulfur
- S is an impurity atom that adversely affects hot workability, corrosion resistance, and oxidation resistance. Therefore, the S content may be 0.0100 mass% or less. Ferritic stainless steel may not contain S, and there is no particular lower limit for the S content.
- the S content may be 0 (including no addition) to 0.0100 mass%.
- the S content of "0 (including no addition)" means that S is allowed to be contained as an unavoidable impurity.
- the present stainless steel sheet may have a chemical composition further containing, by mass%, one or more elements selected from the group consisting of Mo, Ni, Co, Cu, Al, Ca, Mg, B, V, W, Sn, Sb, Zr, Y, Hf, and rare earth elements.
- Mo Molybdenum
- Mo Molybdenum
- Ni Nickel
- Ni is an element effective in improving corrosion resistance.
- excessive Ni content destabilizes the ferrite phase and increases the raw material cost of the ferritic stainless steel. Therefore, when Ni is included in the chemical composition, the Ni content may be 0.01 to 1.00 mass%.
- the Ni content may be 0.01 to 0.10 mass%.
- the Ni content may be 0.40 mass% or less, 0.10 mass% or less, or 0 (including no addition) to 0.10 mass%.
- No addition means that Ni is not artificially added during steelmaking.
- the Ni content of "0 (including no addition)” allows the inclusion of Ni as an unavoidable impurity.
- Co Cobalt
- Co is an element that is effective in improving corrosion resistance and heat resistance. However, if excessive Co is added, the raw material cost of ferritic stainless steel increases. Therefore, when Co is included in the chemical composition, the Co content may be 0.005 to 0.500 mass%.
- Cu Copper
- Cu is an element effective for improving corrosion resistance, and therefore, when Cu is included in the chemical composition, the Cu content may be 0.05 to 1.00% by mass.
- Al Aluminum
- Al Aluminum
- Al Aluminum
- Al is an effective element for deoxidization and can reduce A2 -based inclusions that adversely affect press workability.
- Al is added in excess, surface defects increase. Therefore, when Al is included in the chemical composition, the content of Al may be 0.01 to 1.00 mass%.
- Ca Calcium
- Ca is an element effective for degassing, and therefore, when Ca is included in the chemical composition, the Ca content may be 0.0001 to 0.0050 mass%.
- Mg Magnesium Mg forms Mg oxide together with Al in molten steel and acts as a deoxidizer. On the other hand, if Mg is contained in excess, the toughness of the ferritic stainless steel decreases, and the manufacturability decreases. Therefore, when Mg is contained in the chemical composition, the Mg content may be 0.0001 to 0.0050 mass%.
- B Boron B
- B is an element effective in improving toughness. However, if an excessive amount of B is contained, the effect is saturated. Therefore, when B is contained in the chemical composition, the content of B may be 0.0001 to 0.0025 mass%.
- V Vanadium
- V is an element effective in improving hardness and strength. However, if an excessive amount of V is added, the raw material cost of the ferritic stainless steel increases. Therefore, when V is included in the chemical composition, the V content may be 0.05 to 0.50 mass%.
- W Tungsten
- W is an element effective in improving high-temperature strength. However, if excessive W is added, the raw material cost of the ferritic stainless steel increases. Therefore, when W is included in the chemical composition, the W content may be 0.03 to 1.00 mass%.
- Sn is an element effective in improving corrosion resistance. However, if excessive Sn is added, hot workability and toughness are reduced. Therefore, when Sn is included in the chemical composition, the Sn content may be 0.005 to 0.500 mass%.
- Sb Antimony Sb is effective in improving workability by promoting the formation of deformation bands during rolling. On the other hand, if an excessive amount of Sb is contained, the effect is saturated and workability is further reduced. Therefore, when Sb is contained in the chemical composition, the Sb content may be 0.005 to 0.500 mass%.
- Zr zirconium
- Zr is an element effective for denitrification, deoxidization, and desulfurization. However, if Zr is added in excess, the raw material cost of stainless steel increases. Therefore, when Zr is included in the chemical composition, the Zr content may be 0.050 to 0.500 mass%.
- Y Yttrium
- Y is an element effective in improving hot workability and oxidation resistance. However, these effects are saturated when the content exceeds 0.20%.
- the Y content may be 0.001 to 0.100 mass%.
- Hf Hafnium
- Hf is an element that improves oxidation resistance.
- the toughness of the steel plate is reduced and the raw material cost of the stainless steel increases. Therefore, when Hf is contained in the chemical composition, the Hf content may be 0.001 to 0.100 mass%.
- the present stainless steel sheet has the above-mentioned chemical composition, and by controlling the manufacturing conditions, a material structure (internal structure) having the following characteristics is formed.
- a material structure internal structure having the following characteristics is formed.
- the temperature is raised to a temperature range of 500 to 900°C, and the temperature is maintained within the temperature range for 5 to 120 seconds.
- This allows the crystal grains of the ⁇ 111 ⁇ orientation, which contributes greatly to the improvement of the r-value, to grow preferentially, while reducing the amount of ⁇ 311 ⁇ crystal grains that contribute little to the improvement of the r-value.
- the average r-value can be increased by controlling the texture in the metal structure while maintaining the average grain size relatively small, and the deep drawability can be improved. More details will be described later together with the explanation of the manufacturing method of the present stainless steel sheet.
- FIG. 1 is a schematic diagram showing a cross section 12 of a stainless steel sheet 1 according to one embodiment of the present invention. As shown in Fig. 1, the cross section 12 is a cross section parallel to the rolling direction of the stainless steel sheet 1 and perpendicular to the rolled surface 11. The thickness and width of the stainless steel sheet 1 are denoted as t and w, respectively.
- the stainless steel plate 1 has an average crystal grain size of 15.0 ⁇ m or more and 30.0 ⁇ m or less at the cross section 12, calculated by a cutting method.
- the stainless steel plate 1 may have an average crystal grain size of 20.0 ⁇ m or more and 29.0 ⁇ m or less.
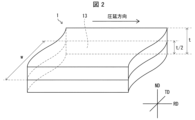
- FIG. 2 is a schematic diagram showing a cross section 13 of a stainless steel sheet 1 according to one embodiment of the present invention.
- the cross section 13 is a cross section of the center of the sheet thickness parallel to the rolled surface 11 of the steel sheet 1.
- the rolling direction is abbreviated as RD (Rolling Direction)
- the normal direction to the rolled surface is abbreviated as ND (Normal Direction)
- the direction perpendicular to the rolling is abbreviated as TD (Transverse Direction).
- the cross section 13 is a so-called ND surface.
- Pole figure data can be obtained by performing XRD measurement on cross section 13. From the obtained pole figure data, the crystal orientation distribution function (ODF) can be analyzed to measure the intensity for each crystal orientation (crystal orientation intensity).
- ODF crystal orientation distribution function
- pole figure data can be obtained by performing pole measurements using SmartLab manufactured by Rigaku. SmartLab Studio II can be used as ODF analysis software. As known analysis methods can be used in this way, detailed explanations are omitted, but a general explanation is as follows.
- ODF is a function of three variables ( ⁇ 1, ⁇ , ⁇ 2) that uniquely specify the crystal orientation of the grains with respect to the material coordinate axis system.
- ⁇ 1, ⁇ , and ⁇ 2 are Euler angles defined by Bunge's method.
- the x, y, and z axes are RD, TD, and ND, respectively.
- ⁇ 1 is the counterclockwise rotation angle around the z axis
- ⁇ is the counterclockwise rotation angle around the x' axis after rotation by ⁇ 1
- ⁇ 2 is the counterclockwise rotation angle around the z' axis after rotation by ⁇ .
- the ⁇ 311 ⁇ 011> orientation is equivalent to the ⁇ 311 ⁇ 110> orientation.
- the obtained pole figures are used for ODF analysis.
- the ⁇ 111 ⁇ 112> crystal orientation intensity obtained by ODF analysis is Ia
- the ⁇ 311 ⁇ 011> crystal orientation intensity obtained by ODF analysis is Ib.
- the values of Ia and Ib can be obtained, for example, by outputting the contour data (ODF figure) obtained using SmartLab Studio II as numerical values.
- the calculation method for the ODF analysis can be the WIMV method by Matthies and Vinel, which does not use continuous functions in the analysis.
- SmartLab can be used as the X-ray diffraction device
- a Mo source can be used as the X-ray source.
- the pole figure data used in the ODF analysis has its intensity normalized by correction processing such as background correction and randomization in the processing in SmartLab.
- This normalization process is performed under fixed conditions without setting individual conditions by selecting the normalization checkbox displayed on the display of the user interface of the X-ray diffraction device.
- the above crystal orientation intensity can also be expressed as orientation density or X-ray random intensity ratio.
- Stainless steel sheet 1 satisfies the relationship Ia-Ib ⁇ 20.0 and (Ia-Ib)/d ⁇ 1.00, where d is the average crystal grain size. By satisfying the above relationship, it is possible to obtain stainless steel sheet 1 that has a fine average crystal grain size and a high r value.
- the stainless steel sheet 1 may have a value calculated from the Ia-Ib relational expression of 20.0 or more and 30.0 or less, and a value calculated from the (Ia-Ib)/d relational expression of 1.00 or more and 1.50 or less. If the value calculated from the Ia-Ib relational expression exceeds 30, the in-plane anisotropy may deteriorate. Furthermore, for a stainless steel sheet 1 having an average crystal grain size d, crystal orientation strength Ia, or crystal orientation strength Ib such that the value calculated from the (Ia-Ib)/d relational expression exceeds 1.5, it is difficult to specify the manufacturing conditions, which may lead to increased production costs.
- the stainless steel sheet 1 may have a value calculated from the (Ia-Ib)/d relational expression of 1.00 or more and 1.35 or less.
- the present stainless steel sheet can have an average r-value (average Lankford value) of 1.9 or more.
- rL , rD, and rC are r-values measured on JIS No. 13B test pieces taken in directions of 0° (parallel), 45°, and 90° to the rolling direction, respectively.
- the stainless steel sheet may have an average r-value of 1.9 to 2.3.
- the present stainless steel sheet may have a limit drawing ratio (Limited Drawing Ratio: LDR) of 2.4 or more.
- LDR Limit drawing Ratio
- the limit drawing ratio (forming limit drawing ratio) can be determined by a deep drawing test and is used as an index of the deep drawing workability (deep drawing formability) of a stainless steel sheet.
- the limit drawing ratio is a value obtained by dividing the maximum blank diameter at which deep drawing can be performed without causing cracks in the test piece (stainless steel sheet) by the diameter of the punch used in deep drawing.
- the present stainless steel sheet may have a limit drawing ratio of 2.4 to 2.6.
- FIG. 3 is a flow chart showing an example of a method for producing a ferritic stainless steel sheet according to one embodiment of the present invention.
- the method for producing the present stainless steel sheet includes a preparation step of preparing a cold-rolled steel sheet and a final annealing step of annealing the cold-rolled steel sheet.
- the cold-rolled steel sheet produced by a general production method can be used, and the specific production method of the cold-rolled steel sheet is not necessarily limited.
- the cold-rolled steel sheet may be produced by cold rolling a rolling target material (steel material) of ferritic stainless steel having the above-mentioned chemical composition, or a cold-rolled steel sheet produced in advance may be prepared.
- a rolling target material steel material
- ferritic stainless steel having the above-mentioned chemical composition
- a cold-rolled steel sheet produced in advance may be prepared.
- An example of the production process of the cold-rolled steel sheet will be described later.
- the present production method may include a post-process after the final annealing process as appropriate.
- the final annealing process in the production of this stainless steel sheet includes a first annealing process S1 in which the cold-rolled steel sheet is heated at a heating rate of 100 to 2000°C/s to a predetermined first target temperature in a first temperature range of 500 to 900°C, and a second annealing process S2 in which, successive to the first annealing process, annealing is performed with a holding time in the first temperature range of 5 to 120 seconds.
- FIG. 4 is a graph showing a schematic example of a heat treatment pattern in the final annealing step. In Fig. 4 and other graphs, it is of course true that the temperature change over time is not necessarily linear. Fig. 4 shows an example (heat treatment pattern 1) in which the temperature is raised to the second ultimate temperature in the second annealing step S2 and then soaked at the second ultimate temperature exceeding 900°C.
- the first target temperature which is the target temperature to which the material is heated in the first annealing process S1
- T2 the second target temperature
- T3 the cooling time required to cool the material from the second target temperature T2 to 500°C
- the second reaching temperature T2 may be greater than 900°C and less than or equal to 1000°C.
- the first reaching temperature T1 in the first annealing process S1 and the second reaching temperature T2, heating time t1, soaking time t2, and cooling time t3 in the second annealing process S2 may be appropriately adjusted so that the average grain size d of the ferritic stainless steel obtained by the final annealing process is 15.0 ⁇ m or more and 30.0 ⁇ m or less. If the second reaching temperature T2 exceeds 1000°C, the grain growth rate increases, making it difficult to stably control the average grain size d within the desired range.
- the second attained temperature T2 exceeds 900°C.
- the holding time t in the first temperature range of 500-900°C can be the time taken for the temperature to rise from the first attained temperature T1 to 900°C.
- the strain introduced into the cold-rolled steel sheet which acts as the driving force for recrystallization, can be effectively utilized in the second annealing process S2.
- recrystallization occurs in the order of ⁇ 111 ⁇ grains, ⁇ 211 ⁇ grains, ⁇ 311 ⁇ grains, and ⁇ 100 ⁇ grains as the temperature rises.
- recrystallization nuclei of ⁇ 111 ⁇ grains are generated at a temperature of about 800°C, and recrystallization nuclei of grains of other positions are generated as the temperature rises further.
- the inventors have focused on this property and conceived of a method of preferentially generating recrystallization nuclei of ⁇ 111 ⁇ crystal grains in the metal structure in the first annealing process S1 and the early stage of the second annealing process S2, developing the ⁇ 111 ⁇ texture and reducing the proportion of ⁇ 311 ⁇ crystal grains, and then performing further recrystallization.
- This allows a ferritic stainless steel sheet with excellent deep-draw formability, which has a fine average crystal grain size and a high r value, to be manufactured by a relatively simple method.
- the ⁇ 111 ⁇ orientation can be preferentially developed during the holding time t in the second annealing process S2, and the temperature can be raised to above 900°C thereafter.
- the various conditions of the second annealing process S2 are set so that the average grain size d of the ferritic stainless steel obtained by the final annealing step is 15.0 ⁇ m or more and 30 ⁇ m or less.
- the first reaching temperature T1 is set to 900°C or less in order to selectively develop the ⁇ 111 ⁇ orientation.
- the first reaching temperature T1 is set to 500°C or more to ensure a minimum amount of heat.
- the time during which the temperature is within the first temperature range of 500 to 900°C during the period of cooling from the second reaching temperature T2 to 500°C is not included in the holding time t in the second annealing process S2.
- the temperature is increased from the heating start temperature to the first reached temperature T1 at a heating rate of 100 to 2000°C/s, thereby promoting the development of the ⁇ 111 ⁇ texture.
- the heating rate is slow to exceed 500°C, the lower limit of the first temperature range, recrystallization nuclei are less likely to be generated in the second annealing process S2, which can result in insufficient development of the ⁇ 111 ⁇ orientation.
- increasing the heating rate more than necessary leads to excessive cost increases. For this reason, the upper limit of the heating rate is set to 2000°C/s.
- the second annealing process S2 includes increasing the temperature from the first target temperature T1 to the second target temperature T2, (i) soaking at the second target temperature T2 for 0 seconds, or (ii) holding the second target temperature T2 soaked for a predetermined soaking time t2, and cooling from the second target temperature T2 to 500°C.
- the second attainment temperature T2 is a temperature exceeding 900°C
- the holding time t is the time during which the temperature is raised from the first attainment temperature T1 to 900°C.
- FIG. 5 shows an example (heat treatment pattern 2) in which the temperature is raised to the second reaching temperature in the second annealing step S2 and soaked at the second reaching temperature T2 which is 900 ° C. or less.
- FIG. 6 shows an example (heat treatment pattern 3) in which the temperature is raised to the second reaching temperature in the second annealing step S2 and soaked at the second reaching temperature T2 which is 900 ° C. or less for 0 seconds.
- the second reaching temperature T2 is set in a temperature range higher than the first reaching temperature T1 and not exceeding 900°C.
- the temperature is held in the first temperature range of 500-900°C, which preferentially generates recrystallization nuclei of ⁇ 111 ⁇ crystal grains in the metal structure, and develops the ⁇ 111 ⁇ texture. Therefore, in the example shown in FIG. 5 and FIG.
- the time when the first reaching temperature T1 at which the second annealing process S2 is started is set as the first time TP1
- the time when the temperature is raised from the first reaching temperature T1 to the second reaching temperature T2 and cooled from the second reaching temperature T2 to 500°C is set as the second time TP2
- the holding time t can be the time between the first time TP1 and the second time TP2.
- the heat treatment pattern is to maintain the soaking temperature at the second reached temperature T2 for a predetermined soaking time t2, while in the example shown in FIG. 6, the heat treatment pattern is to maintain the soaking temperature at the second reached temperature T2 for 0 seconds.
- FIG. 7 is a graph showing a schematic diagram of another example of a heat treatment pattern in the final annealing step, in which the temperature is not increased in the second annealing step S2, and the steel sheet is soaked at the first attainment temperature T1 (heat treatment pattern 4).
- the second reached temperature T2 and the first reached temperature T1 are set to be the same temperature, i.e., the temperature is not increased in the second annealing process S2, and the first reached temperature T1 is maintained.
- the holding time t can be the time between the first point in time TP1 and the second point in time TP2.
- the annealing equipment used in the final annealing process is not particularly limited, and known equipment such as a continuous annealing furnace or a batch furnace can be used.
- a pickling process may be performed if necessary. Also, if necessary, a post-process may be performed, such as temper rolling and cutting to the desired shape.
- FIG. 8 is a flow chart showing an example of a method for producing a ferritic stainless steel sheet according to an embodiment of the present invention.
- a cold-rolled steel sheet may be produced in an example of a preparation step in this production method.
- this production method may include a first production step S11 for producing a cold-rolled steel sheet, and a second production step S12 including a final annealing step.
- the first production step S11 may include, for example, a steelmaking step, a hot rolling step, an intermediate step, and a cold rolling step.
- slabs of ferritic stainless steel can be produced by pouring molten steel with the desired composition into a mold and cooling it. The slabs are then cut to the desired length and used in the hot rolling process.
- the hot rolling process is a process for producing a hot-rolled sheet (hot-rolled steel sheet) of a specified thickness by rolling (hot rolling) a slab at high temperatures.
- the hot rolling process can be carried out using known equipment and methods. In this manufacturing method, typical manufacturing conditions for hot rolling processes can be adopted.
- the heating temperature (rolling temperature) can be 1150 to 1250°C, and the total reduction rate can be 95 to 99%.
- the coiling temperature after hot rolling can be 200 to 500°C.
- the intermediate process may include a hot-rolled sheet annealing process for annealing the hot-rolled sheet and a pickling process.
- a hot-rolled sheet annealing process for annealing the hot-rolled sheet and a pickling process.
- the hot-rolled sheet annealing process for example, the hot-rolled sheet is heated to a temperature range of 900 to 1000°C and held soaked.
- the soaking temperature in the hot-rolled sheet annealing process is preferably 910 to 980°C.
- the soaking time in the hot-rolled sheet annealing process is 20 to 120 seconds.
- the intermediate process includes a hot-rolled sheet annealing process
- the hot-rolled structure that causes ridging can be disrupted by recrystallization. This improves the ridging resistance of the ferritic stainless steel sheet.
- the lower limit of the heating temperature is set to 900°C, and the lower limit of the soaking time is set to 20 seconds.
- the upper limit of the heating temperature is set to 1000°C, and the upper limit of the soaking time is set to 120 seconds. This breaks up the colonies in the metal structure.
- the annealing equipment used in the hot-rolled sheet annealing process is not particularly limited, and known equipment such as a continuous annealing furnace or a batch furnace can be used.
- the hot-rolled annealed sheet may be subjected to an acid pickling process.
- the acid pickling process is a process in which scale adhering to the surface of the hot-rolled annealed sheet is removed using an acid pickling solution such as sulfuric acid, hydrochloric acid, or a mixture of nitric acid and hydrofluoric acid.
- the intermediate process may include an intermediate cold rolling process and an intermediate annealing process, if necessary.
- the heating temperature in the intermediate annealing process may be, for example, 900 to 1000°C.
- the cold rolling process is a process in which the material to be treated (steel material) is cold rolled (for example, at room temperature to 200°C) to obtain a cold-rolled steel sheet of a specified thickness.
- the rolling ratio in the cold rolling process is preferably 75% or more, since a higher rolling ratio is more effective in improving the average r-value and formability.
- the rolling ratio in the cold rolling process may be 90% or less.
- the rolling equipment used in the cold rolling process is not particularly limited, and publicly known equipment can be used.
- the ferritic stainless steel sheet in the first aspect of the present invention is a ferritic stainless steel sheet having a chemical composition containing, by mass%, C: 0.001-0.030%, Si: 0.01-1.00%, Mn: 0.01-1.00%, Cr: 10.5-30.0%, N: 0.001-0.030%, and P: 0.005-0.050%, as well as at least one of Ti: 0.01-0.50% and Nb: 0.01-0.50%, with an S content of 0.01% or less, and the balance being Fe and unavoidable impurities.
- the average crystal grain size calculated by a cutting method is 15.0 ⁇ m or more and 30.0 ⁇ m or less, and in a cross section parallel to the rolling surface at the center portion of the plate thickness of the ferritic stainless steel plate, the ⁇ 111 ⁇ 112> crystal orientation intensity is Ia, the ⁇ 311 ⁇ 011> crystal orientation intensity is Ib, and the average crystal grain size is d, satisfying the relationships Ia-Ib ⁇ 20.0 and (Ia-Ib)/d ⁇ 1.00.
- the ferritic stainless steel sheet of aspect 3 of the present invention has a limiting drawing ratio of 2.4 or more in the above-mentioned aspects 1 or 2.
- the ferritic stainless steel sheet in aspect 4 of the present invention is any one of aspects 1 to 3 described above, and contains, by mass%, Mo: 0.05 to 2.00%, Ni: 0.01 to 1.00%, Co: 0.05 to 0.50%, Cu: 0.05 to 1.00%, Al: 0.01 to 1.00%, Ca: 0.0001 to 0.0050%, Mg: 0.0001 to 0.0050%, B: 0.00 It further contains one or more elements selected from the group consisting of 0.01-0.0025%, V: 0.05-0.50%, W: 0.05-1.00%, Sn: 0.005-0.500%, Sb: 0.005-0.500%, Zr: 0.05-0.50%, Y: 0.001-0.100%, Hf: 0.001-0.100%, and rare earth elements: 0.001-0.100%.
- the method for producing a ferritic stainless steel sheet in aspect 5 of the present invention includes the steps of: preparing a cold-rolled steel sheet by cold rolling a steel material having a chemical composition containing, by mass%, C: 0.001-0.030%, Si: 0.01-1.00%, Mn: 0.01-1.00%, Cr: 10.5-30.0%, N: 0.001-0.030%, and P: 0.005-0.050%, as well as at least one of Ti: 0.01-0.50% and Nb: 0.01-0.50%, with an S content of 0.01% or less and the balance being Fe and unavoidable impurities;
- a method for manufacturing a ferritic stainless steel sheet comprising: a final annealing step for annealing the cold-rolled steel sheet; and a final annealing step for annealing the cold-rolled steel sheet, wherein the average grain size calculated by a cutting method is 15.0 ⁇ m or more and 30.0 ⁇ m or less in a cross section parallel to the rolling direction of the ferr
- the second annealing process includes increasing the temperature from the first temperature to a predetermined second temperature, (i) soaking at the second temperature for 0 seconds, or (ii) holding the second temperature for a predetermined soaking time, and cooling from the second temperature to 500°C.
- the manufacturing method of ferritic stainless steel sheet in aspect 7 of the present invention is the same as that in aspect 6, except that in the second annealing process, the second attained temperature is a temperature exceeding 900°C, and the holding time is the time during which the temperature is raised from the first attained temperature to 900°C.
- the manufacturing method of ferritic stainless steel sheet in aspect 8 of the present invention is the same as that in aspect 6, in which the second annealing process, the second temperature reached is a temperature higher than the first temperature reached and not higher than 900°C, and the holding time is the time between the first time point, which is the time when the first temperature reached is reached and the second temperature reached when the second annealing process is started, and the second time point, which is the time when the temperature is raised from the first temperature reached to the second temperature reached and cooled from the second temperature reached to 500°C.
- the manufacturing method of ferritic stainless steel sheet in aspect 9 of the present invention is the same as that in aspect 5, except that the second annealing process includes soaking at the first temperature and cooling from the first temperature to 500°C, and the holding time is the time between the first time point when the first temperature is reached and the second time point when the temperature is cooled from the first temperature to 500°C.
- the above slab was heated at 1200°C for 2 hours and then hot rolled to produce a hot-rolled sheet with a thickness of 3 mm.
- the hot-rolled sheet was then annealed at 950°C for 60 seconds, pickled, and then cold-rolled to a rolling ratio of 80% to obtain a cold-rolled sheet as a test material.
- Comparative example steel sheet No. 3 had a small average r-value and insufficient deep drawability due to insufficient heating in the second annealing process S2 and an average grain size d of less than 15.0 ⁇ m.
- Comparative example steel sheets No. 6 and 22 had insufficient recrystallization nuclei of ⁇ 111 ⁇ 112> orientation grains due to a heating rate of less than 100°C/s in the first annealing process S1. As a result, the development of ⁇ 111 ⁇ texture and the reduction of ⁇ 311 ⁇ 011> orientation grains were insufficient in the second annealing process S2, resulting in a small average r-value. Comparative example steel sheet No.
- the heating rate in the first annealing process S1 is less than 100°C/s, while the average r-value is increased by growing the ⁇ 111 ⁇ 112> oriented crystal grains in the second annealing process S2.
- the value calculated by the Ia-Ib relationship formula for Steel Sheet No. 21 satisfies the range of the present application, the value calculated by the (Ia-Ib)/d relationship formula is outside the range of the present application, and the deep drawability is insufficient.
- Comparative steel sheets No. 8 and No. 19 were heated to a first attained temperature T1 in the first annealing process S1 that was greater than 900°C, and therefore did not satisfy the conditions of the specified relational expression.
- Comparative steel sheets No. 10 and No. 12 had an excessive amount of heat in the second annealing process S2, and while the average crystal grain size d exceeded 30 ⁇ m and the average r-value was relatively high, the deep drawability was insufficient (fracture occurred due to the occurrence of surface irregularities).
- the first reached temperature T1 in the first annealing process S1 was less than 500°C, so the amount of heat in the annealing was insufficient and the ⁇ 111 ⁇ texture was not sufficiently developed.
- the holding time t in the second annealing process S2 was short, the ⁇ 111 ⁇ texture was not sufficiently developed, and the conditions of the specified relational expression were not satisfied.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025510424A JPWO2024203318A1 (https=) | 2023-03-30 | 2024-03-13 | |
| CN202480011246.0A CN120641592A (zh) | 2023-03-30 | 2024-03-13 | 铁素体系不锈钢板 |
| KR1020257026875A KR20250134665A (ko) | 2023-03-30 | 2024-03-13 | 페라이트계 스테인리스 강판 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-056653 | 2023-03-30 | ||
| JP2023056653 | 2023-03-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024203318A1 true WO2024203318A1 (ja) | 2024-10-03 |
Family
ID=92905771
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/009699 Ceased WO2024203318A1 (ja) | 2023-03-30 | 2024-03-13 | フェライト系ステンレス鋼板 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2024203318A1 (https=) |
| KR (1) | KR20250134665A (https=) |
| CN (1) | CN120641592A (https=) |
| TW (1) | TWI875541B (https=) |
| WO (1) | WO2024203318A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003073782A (ja) * | 2001-08-31 | 2003-03-12 | Kawasaki Steel Corp | 深絞り性に優れたフェライト系ステンレス鋼板 |
| JP2003138347A (ja) * | 2001-10-31 | 2003-05-14 | Kawasaki Steel Corp | フェライト系ステンレス鋼板及びその製造方法 |
| JP2003138349A (ja) * | 2001-10-31 | 2003-05-14 | Kawasaki Steel Corp | 深絞り性に優れたフェライト系ステンレス鋼板およびその製造方法 |
| WO2016068139A1 (ja) * | 2014-10-31 | 2016-05-06 | 新日鐵住金ステンレス株式会社 | フェライト系ステンレス鋼板、鋼管およびその製造方法 |
| CN109136735A (zh) * | 2017-06-27 | 2019-01-04 | 宝钢不锈钢有限公司 | 具有良好成形性能的铁素体不锈钢及其制造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4626913B2 (ja) | 2000-12-12 | 2011-02-09 | 新日鐵住金ステンレス株式会社 | 成形性に優れたフェライト系ステンレス鋼薄板 |
| JP5233428B2 (ja) | 2008-06-12 | 2013-07-10 | Jfeスチール株式会社 | 深絞り性に優れたフェライト系ステンレス鋼板およびその製造方法 |
| JP7672496B2 (ja) * | 2021-08-24 | 2025-05-07 | 日鉄ステンレス株式会社 | フェライト系ステンレス鋼及びその製造方法 |
-
2024
- 2024-03-13 JP JP2025510424A patent/JPWO2024203318A1/ja active Pending
- 2024-03-13 CN CN202480011246.0A patent/CN120641592A/zh active Pending
- 2024-03-13 KR KR1020257026875A patent/KR20250134665A/ko active Pending
- 2024-03-13 WO PCT/JP2024/009699 patent/WO2024203318A1/ja not_active Ceased
- 2024-03-25 TW TW113111035A patent/TWI875541B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003073782A (ja) * | 2001-08-31 | 2003-03-12 | Kawasaki Steel Corp | 深絞り性に優れたフェライト系ステンレス鋼板 |
| JP2003138347A (ja) * | 2001-10-31 | 2003-05-14 | Kawasaki Steel Corp | フェライト系ステンレス鋼板及びその製造方法 |
| JP2003138349A (ja) * | 2001-10-31 | 2003-05-14 | Kawasaki Steel Corp | 深絞り性に優れたフェライト系ステンレス鋼板およびその製造方法 |
| WO2016068139A1 (ja) * | 2014-10-31 | 2016-05-06 | 新日鐵住金ステンレス株式会社 | フェライト系ステンレス鋼板、鋼管およびその製造方法 |
| CN109136735A (zh) * | 2017-06-27 | 2019-01-04 | 宝钢不锈钢有限公司 | 具有良好成形性能的铁素体不锈钢及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024203318A1 (https=) | 2024-10-03 |
| TWI875541B (zh) | 2025-03-01 |
| CN120641592A (zh) | 2025-09-12 |
| KR20250134665A (ko) | 2025-09-11 |
| TW202444935A (zh) | 2024-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104471092B (zh) | 面内各向异性小的铁素体‑奥氏体双相不锈钢板及其制造方法 | |
| CN102712980B (zh) | 高强度冷轧钢板及其制造方法 | |
| TWI404808B (zh) | 淬火性優異之硼添加鋼板及製造方法 | |
| CN103562428B (zh) | 冷轧钢板及其制造方法 | |
| CN104093871B (zh) | 耐热铁素体系不锈钢冷轧钢板、冷轧基材用铁素体系不锈钢热轧钢板及其制造方法 | |
| JP2014159610A (ja) | 曲げ性に優れた高強度冷延鋼板 | |
| CN111032898B (zh) | 铁素体系不锈钢热轧退火钢板及其制造方法 | |
| WO2021149676A1 (ja) | 鋼板およびその製造方法 | |
| JP4650006B2 (ja) | 延性および伸びフランジ性に優れた高炭素熱延鋼板およびその製造方法 | |
| CN114717478A (zh) | 轻质高强钢及其生产方法 | |
| JP2000265240A (ja) | 精密打抜き性に優れた炭素鋼板 | |
| WO2022153790A1 (ja) | マルテンサイト系ステンレス鋼材及びその製造方法 | |
| JP6569845B1 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| JPWO2019189872A1 (ja) | フェライト系ステンレス鋼板、およびその製造方法ならびにフェライト系ステンレス部材 | |
| JP7166878B2 (ja) | フェライト系ステンレス鋼板、およびその製造方法ならびにフェライト系ステンレス部材 | |
| TWI888069B (zh) | 肥粒鐵系不鏽鋼鋼板 | |
| JP6870590B2 (ja) | 冷間鍛造性に優れた熱延鋼板およびその製造方法 | |
| JP7832470B2 (ja) | フェライト系ステンレス鋼板およびその製造方法 | |
| KR101316907B1 (ko) | 페라이트계 스테인레스강 및 그 제조방법 | |
| JP2001207244A (ja) | 延性、加工性および耐リジング性に優れたフェライト系ステンレス冷延鋼板およびその製造方法 | |
| WO2024203318A1 (ja) | フェライト系ステンレス鋼板 | |
| JP2020143309A (ja) | フェライト系ステンレス鋼板 | |
| JP4562281B2 (ja) | 加工性に優れたフェライト系ステンレス鋼板及びその製造方法 | |
| JP2022150255A (ja) | フェライト系ステンレス熱延鋼板およびその製造方法ならびにフェライト系冷延鋼板 | |
| JP2025036795A (ja) | ステンレス鋼材および製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24779447 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025510424 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025510424 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: CN2024800112460 Country of ref document: CN Ref document number: 202480011246.0 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 1020257026875 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257026875 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501005376 Country of ref document: TH |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480011246.0 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24779447 Country of ref document: EP Kind code of ref document: A1 |