WO2024201639A1 - 圧電素子、超音波トランスデューサー及びその製造方法 - Google Patents
圧電素子、超音波トランスデューサー及びその製造方法 Download PDFInfo
- Publication number
- WO2024201639A1 WO2024201639A1 PCT/JP2023/012118 JP2023012118W WO2024201639A1 WO 2024201639 A1 WO2024201639 A1 WO 2024201639A1 JP 2023012118 W JP2023012118 W JP 2023012118W WO 2024201639 A1 WO2024201639 A1 WO 2024201639A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- internal electrode
- electrode
- piezoelectric element
- electrode terminal
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







































Classifications
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R17/00—Piezoelectric transducers; Electrostrictive transducers
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R31/00—Apparatus or processes specially adapted for the manufacture of transducers or diaphragms therefor
Definitions
- the present invention relates to a piezoelectric element, an ultrasonic transducer including a piezoelectric element and a wiring body having first and second wiring electrically connected to the external electrode and internal electrode of the piezoelectric element, respectively, and a method for manufacturing an ultrasonic transducer.
- a piezoelectric element As a laminated piezoelectric element, a piezoelectric element has been proposed that includes a piezoelectric element body formed from a piezoelectric material, an upper electrode and a lower electrode provided on the upper end surface and the lower end surface, respectively, an internal electrode that divides the piezoelectric element body into a first piezoelectric portion on the upper side and a second piezoelectric portion on the lower side in the thickness direction, a lower electrode connector that is provided on the upper end surface of the piezoelectric element body with a base end electrically connected to the lower electrode and a tip end with a lower electrode side gap between it and the upper electrode to form a lower electrode terminal, and an internal electrode connector that is provided on the upper end surface of the piezoelectric element body with a base end electrically connected to the internal electrode and a tip end with an internal electrode side gap between it and the upper electrode to form an internal electrode terminal (see Patent Document 1 below).
- the laminated piezoelectric element having such a configuration is useful in that it is possible to electrically connect the corresponding wiring from the upper end surface on one side in the thickness direction to both the upper electrode and the lower electrode that form the external electrode, as well as to all of the internal electrodes.
- the first wiring can be electrically connected to both the upper electrode and the lower electrode on the upper end surface of the piezoelectric element, and further by providing a second conductive adhesive on the internal electrode terminal and bonding a second wiring that corresponds to the second conductive adhesive, the second wiring can be electrically connected to the internal electrode on the upper end surface of the piezoelectric element.
- the piezoelectric element converts the voltage applied between the external electrode and the internal electrode into bending vibration, or converts the propagated vibration into a voltage between the first and second electrodes.
- it is necessary to enlarge as much as possible the opposing area between the upper electrode and the internal electrode, and the opposing area between the internal electrode and the lower electrode.
- the increase in the area of the top electrode leads to a narrowing of the gap on the internal electrode side, and the risk of the second conductive adhesive coming into contact with the top electrode increases due to variations in the amount of the second conductive adhesive applied to the internal electrode terminal and variations in the application position. This leads to a decrease in yield due to a short circuit between the external electrode (the upper electrode) and the internal electrode, or a decrease in the efficiency of the application work of the second conductive adhesive.
- narrowing the gap on the internal electrode side may cause ion migration and lead to short circuit failures under environmental conditions in which the piezoelectric element is used, such as high temperature and humidity, even if the second conductive adhesive does not come into contact with the upper electrode during application of the second conductive adhesive.
- the present invention has been made in consideration of such conventional technology, and has as its first object to provide a multi-layer piezoelectric element that can electrically connect external electrodes, including upper and lower electrodes, and internal electrodes to their corresponding wiring at the upper end surface on one side in the thickness direction, and that can effectively prevent short circuits between the external electrodes and internal electrodes while improving the conversion efficiency between voltage and flexural vibration.
- the second object of the present invention is to provide an ultrasonic transducer equipped with a stacked piezoelectric element that can effectively prevent short circuits between the external and internal electrodes while improving the conversion efficiency between voltage and flexural vibration.
- the third object of the present invention is to provide an efficient method for manufacturing the ultrasonic transducer.
- a first aspect of the present invention comprises a piezoelectric element body formed of a piezoelectric material, an upper electrode and a lower electrode respectively provided on the upper end surface and the lower end surface of the piezoelectric element body to form external electrodes, an internal electrode dividing the piezoelectric element body into upper and lower parts in the thickness direction, a lower electrode connector provided on the upper end surface of the piezoelectric element body with a base end side electrically connected to the lower electrode and a lower electrode side gap existing between the tip end and the upper electrode to form a lower electrode terminal, and a lower electrode connector provided on the upper end surface of the piezoelectric element body with a base end side electrically connected to the internal electrode and a tip end side with an internal electrode side gap existing between the top electrode.
- the present invention provides a laminated piezoelectric element that includes an internal electrode connector that is provided on the upper end surface of the piezoelectric element body in a state where the internal electrode connector is present and forms an internal electrode terminal, and an insulating cover that integrally covers at least a portion of the internal electrode terminal, an internal electrode terminal facing region of the upper surface electrode that faces the internal electrode terminal through the internal electrode side gap, and an area of the internal electrode side gap that is sandwiched between the internal electrode terminal and the internal electrode terminal facing region, and the insulating cover is provided with an internal electrode opening that exposes at least a portion of the internal electrode terminal but does not expose the internal electrode terminal facing region.
- the laminated piezoelectric element according to the first aspect of the present invention allows electrical connection between the external electrodes, including the upper and lower electrodes, and the corresponding wiring, as well as between the internal electrodes and the corresponding wiring, on the upper end surface on one side of the thickness direction of the piezoelectric element. Furthermore, it is possible to effectively prevent short circuits between the upper and internal electrodes, while improving the conversion efficiency of voltage and bending vibration by expanding the upper electrodes as much as possible.
- the internal electrode opening may be configured to expose a region of the internal electrode side gap adjacent to an exposed region of the internal electrode terminal.
- the internal electrode opening may be configured so as not to expose the internal electrode gap.
- the insulating cover body is configured to integrally cover at least a portion of the lower electrode terminal, a lower electrode terminal opposing region of the upper electrode that faces the lower electrode terminal through the lower electrode side gap, and a region of the lower electrode side gap that is sandwiched between the lower electrode terminal and the lower electrode terminal opposing region.
- the insulating cover body in addition to the internal electrode opening, is provided with an external electrode opening that integrally exposes at least a portion of the lower surface electrode terminal and at least a portion of the upper surface electrode.
- the insulating cover body may be configured to cover the entire upper end surface of the piezoelectric element body in a plan view.
- the insulating cover body may be configured to cover a portion of the upper end surface of the piezoelectric element body in a plan view.
- a second aspect of the present invention comprises a rigid substrate having a plurality of openings penetrating between an upper surface and a lower surface, a flexible resin film adhered to the upper surface of the substrate so as to cover the plurality of openings, a lower sealing plate having a central opening of a size that surrounds all of the plurality of openings in a plan view and adhered to the upper surface of the flexible resin film so that the central opening surrounds all of the plurality of openings, a plurality of piezoelectric elements arranged on the upper surface of the flexible resin film within the central opening so as to overlap with the plurality of openings in a plan view, and
- the piezoelectric element includes an insulating resin material that fixes the plurality of piezoelectric elements at their respective positions, and a wiring body having first and second wiring and fixed to the upper surface of the lower sealing plate, the piezoelectric element including a piezoelectric element body formed from a piezoelectric material, upper and lower electrodes that are provided on the piezoelectric element
- the insulating resin material is interposed between the lower end surfaces of the plurality of piezoelectric elements and the flexible resin film, and is provided so as to cover the outer side and upper end surfaces of the plurality of piezoelectric elements, and a portion of the insulating resin material which covers the upper end surfaces of the piezoelectric elements to form an insulating cover body has a thickness of about 100 nm.
- An ultrasonic transducer in which an opening for an external electrode integrally exposes at least a portion of the lower electrode and at least a portion of the upper electrode, and an opening for an internal electrode exposes at least a portion of the internal electrode terminal but does not expose the internal electrode terminal facing region, the first wiring is electrically connected to the lower electrode terminal and the upper electrode exposed by the opening for the external electrode via a first conductive bonding member, and the second wiring is electrically connected to the internal electrode terminal exposed by the opening for the internal electrode via a second conductive bonding member.
- the insulating resin material includes a first insulating resin material that fixes the lower end surfaces of the multiple piezoelectric elements to the flexible resin film, and a second insulating resin material that covers the outer surfaces and upper end surfaces of the multiple piezoelectric elements.
- the insulating resin material is a single material.
- the lower sealing plate preferably has a partition wall that divides the central opening into multiple openings each large enough to surround one of the piezoelectric elements.
- the wiring body has an insulating base layer that supports the first and second wirings, and an insulating cover layer that covers at least a portion of the first and second wirings from the side opposite the base layer, and the base layer and the cover layer have a plurality of piezoelectric element overlapping portions that are partially overlapped with each of the plurality of piezoelectric elements in a planar view, and a tip portion that holds the plurality of piezoelectric element overlapping portions together.
- the piezoelectric element overlapping portion of the piezoelectric element side insulating layer located on the side of the base layer and the cover layer facing the piezoelectric element has an external electrode tab area that overlaps in a plan view with an area that integrally surrounds at least a part of the lower electrode terminal and at least a part of the lower electrode terminal facing area, and has an external electrode connection opening, and an internal electrode tab area that overlaps in a plan view with at least a part of the internal electrode terminal, and has an internal electrode connection opening.
- the piezoelectric element overlapping portion of the insulating layer located on the side of the base layer and the cover layer that is spaced from the piezoelectric element may have an external electrode tab region that overlaps in a planar view with a region that integrally surrounds at least a portion of the lower electrode terminal and at least a portion of the lower electrode terminal facing region, the external electrode tab region having a first access opening, and an internal electrode tab region that overlaps in a planar view with at least a portion of the internal electrode terminal, the second tab region having a second access opening.
- a third aspect of the present invention comprises a rigid substrate having a plurality of openings penetrating between an upper surface and a lower surface, a flexible resin film adhered to the upper surface of the substrate so as to cover the plurality of openings, piezoelectric elements of the same number as the plurality of openings, which are adhered to the flexible resin film so that their central regions overlap with the corresponding openings in a plan view and their peripheral regions overlap with the upper surface of the substrate, and a wiring body having first and second wiring electrically connected to the external and internal electrodes of the piezoelectric elements, respectively, wherein the piezoelectric elements comprise a piezoelectric element body formed of a piezoelectric material, and upper and lower electrodes that are provided on the upper end surface and lower surface of the lower end surface of the piezoelectric element body, respectively, and form the external electrodes.
- the method comprising the steps of: preparing a rigid plate material having the same thickness as the rigid substrate; and forming the rigid substrate by forming the plurality of openings in the rigid plate material; a flexible resin film fixing step of fixing the flexible resin film to the upper surface of the rigid substrate so as to cover a number of openings; a piezoelectric element fixing step of fixing the plurality of piezoelectric elements to the upper surface of the flexible resin film with an insulating adhesive so as to overlap the plurality of openings in a plan view; an insulating cover installation step of providing an insulating cover body on the upper
- the electrode exposure step is preferably configured to form the internal electrode opening by irradiating a laser beam onto an area of the insulating cover body where the internal electrode opening is to be formed.
- the insulating cover body is configured so as not to cover at least a portion of the lower electrode terminal, a lower electrode terminal facing region of the upper electrode that faces the lower electrode terminal through the lower electrode side gap, and a region of the lower electrode side gap that is sandwiched between the lower electrode terminal and the lower electrode terminal facing region.
- the insulating cover body is configured to integrally cover at least a portion of the lower electrode terminal, a lower electrode terminal opposing region of the upper electrode that faces the lower electrode terminal through the lower electrode side gap, and a region of the lower electrode side gap that is sandwiched between the lower electrode terminal and the lower electrode terminal opposing region.
- the electrode exposure process is configured to form, in addition to the internal electrode opening, an opening for an external electrode that integrally exposes at least a portion of the lower electrode terminal and at least a portion of the upper electrode
- the conductive bonding material installation process is configured to provide the first conductive bonding material in the opening for the external electrode.
- the manufacturing method according to the third aspect may further include a lower sealing plate fixing step of preparing a lower sealing plate having approximately the same thickness as the piezoelectric element and a central opening of a size that integrally surrounds the multiple openings in the rigid substrate, and fixing the lower sealing plate to the upper surface of the flexible resin film so that the central opening integrally surrounds the multiple openings in a plan view.
- the lower sealing plate fixing process is performed at any timing after the flexible resin film fixing process and before the wiring body installation process, and the wiring body installation process is configured to place the wiring body on the lower sealing plate.
- the manufacturing method according to the third aspect may further include an insulating resin filling step, which is performed after the lower sealing plate fixing step and the piezoelectric element fixing step and before the wiring body installation step, of filling the lateral portions of each of the plurality of piezoelectric elements with an insulating resin material in the space surrounded by the central opening of the lower sealing plate.
- an insulating resin filling step which is performed after the lower sealing plate fixing step and the piezoelectric element fixing step and before the wiring body installation step, of filling the lateral portions of each of the plurality of piezoelectric elements with an insulating resin material in the space surrounded by the central opening of the lower sealing plate.
- the lower sealing plate preferably has a partition wall that divides the central opening into a plurality of openings each large enough to surround one of the piezoelectric elements.
- a fourth aspect of the present invention comprises a rigid substrate having a plurality of openings penetrating between an upper surface and a lower surface, a flexible resin film adhered to the upper surface of the substrate so as to cover the plurality of openings, piezoelectric elements of the same number as the plurality of openings, which are adhered to the flexible resin film so that their central regions overlap with the corresponding openings in a plan view and their peripheral regions overlap with the upper surface of the substrate, and a wiring body having first and second wiring electrically connected to the external and internal electrodes of the piezoelectric elements, respectively, wherein the piezoelectric elements comprise a piezoelectric element body formed of a piezoelectric material, upper and lower electrodes provided on the upper and lower end surfaces of the piezoelectric element body, respectively, and forming the external electrodes, and a wiring body extending in the thickness direction of the piezoelectric element body.
- a lower electrode connector that is provided on the upper end surface of the piezoelectric element body with a base end side electrically connected to the lower electrode and a tip end side with an internal electrode side gap between it and the upper electrode to form a lower electrode terminal; and an internal electrode connector that is provided on the upper end surface of the piezoelectric element body with a base end side electrically connected to the internal electrode and a tip end side with an internal electrode side gap between it and the upper electrode to form an internal electrode terminal, the method comprising the steps of: preparing a rigid plate material of the same thickness as the rigid substrate, forming the rigid substrate by forming the plurality of openings in the rigid plate material; and depositing the flexible resin film on the upper surface of the rigid substrate so as to cover the plurality of openings.
- a lower sealing plate installation step of preparing a lower sealing plate having a central opening of a size sufficient to surround all of the plurality of openings in a plan view, and fixing the lower sealing plate to the upper surface of the flexible resin film so that the central opening surrounds all of the plurality of openings;
- a piezoelectric element installation step of fixing the plurality of piezoelectric elements to the upper surface of the flexible resin film with a first insulating resin material so as to overlap with the plurality of openings in a plan view; an insulating resin material installation step of providing a second insulating resin material within the central opening so as to cover outer side surfaces of the plurality of piezoelectric elements and to cover upper end surfaces of the plurality of piezoelectric elements to form an insulating cover body;
- the method for manufacturing an ultrasonic transducer includes an electrode exposure process for forming an external electrode opening that integrally exposes at least a portion of the upper electrode and an internal electrode opening that exposes at least a portion of the internal electrode terminal but does not expose
- a fifth aspect of the present invention comprises a rigid substrate having a plurality of openings penetrating between an upper surface and a lower surface, a flexible resin film adhered to the upper surface of the substrate so as to cover the plurality of openings, piezoelectric elements of the same number as the plurality of openings, which are adhered to the flexible resin film so that their central regions overlap with the corresponding openings in a plan view and their peripheral regions overlap with the upper surface of the substrate, and a wiring body having first and second wiring electrically connected to the external and internal electrodes of the piezoelectric elements, respectively, wherein the piezoelectric elements comprise a piezoelectric element body formed of a piezoelectric material, upper and lower electrodes provided on the upper and lower end surfaces of the piezoelectric element body, respectively, which form the external electrodes, and a wiring body extending in a thickness direction through the piezoelectric element body.
- a lower electrode connector that is provided on the upper end surface of the piezoelectric element body with a base end side electrically connected to the lower electrode and a tip end side with a lower electrode side gap between it and the upper electrode to form a lower electrode terminal
- an internal electrode connector that is provided on the upper end surface of the piezoelectric element body with a base end side electrically connected to the internal electrode and a tip end side with an internal electrode side gap between it and the upper electrode to form an internal electrode terminal
- the method for manufacturing an ultrasonic transducer includes an electrode exposure process for forming an external electrode opening that integrally exposes at least a portion of the upper electrode and an internal electrode opening that exposes at least a portion of the internal electrode terminal but does not expose the internal electrode terminal facing
- a sixth aspect of the present invention comprises a rigid substrate having a plurality of openings penetrating between an upper surface and a lower surface, a flexible resin film adhered to the upper surface of the substrate so as to cover the plurality of openings, piezoelectric elements of the same number as the plurality of openings, the piezoelectric elements being adhered to the flexible resin film so as to overlap the corresponding openings in a plan view at their central regions and overlap the upper surface of the substrate at their peripheral regions, and a wiring body having first and second wiring electrically connected to the external and internal electrodes of the piezoelectric elements, respectively, the piezoelectric elements comprising a piezoelectric element body formed of a piezoelectric material, upper and lower electrodes provided on the upper and lower end surfaces of the piezoelectric element body, respectively, which form the external electrodes, and the internal electrodes which divide the piezoelectric element body into upper and lower portions in the thickness direction.
- the method comprising the steps of: preparing a rigid plate material of the same thickness as the rigid substrate, forming the rigid substrate by forming the multiple openings in the rigid plate material; a lower sealing plate having a central opening of a size sufficient to surround all of the plurality of openings in a plan view, and a lower sealing plate installation step of fixing the lower sealing plate to an upper surface of the flexible resin film such that the central opening surrounds all of the plurality of openings; an insulating resin material filling step of filling the central opening with an insulating resin material;
- the electrode exposure step is preferably configured to form the external electrode opening and the internal electrode opening by irradiating a laser beam onto an area of the insulating cover where the external electrode opening is to be formed and an area where the internal electrode opening is to be formed.
- the lower sealing plate preferably has a partition wall that divides the central opening into a plurality of openings each large enough to surround one of the piezoelectric elements.
- FIG. 1 is a plan view of an ultrasonic transducer including a piezoelectric element according to a first embodiment of the present invention.
- FIG. 2 is a partial vertical cross-sectional view of the ultrasonic transducer taken along line II-II in FIG.
- FIG. 3 is an enlarged view of part III in FIG.
- FIG. 4 is a cross-sectional view taken along the line IV-IV in FIG.
- FIG. 5 is an enlarged view of a portion V in FIG. 6(a) to (d) are plan views of the components of the ultrasonic transducer, namely, a rigid substrate, a flexible resin film, a plurality of piezoelectric elements, and a lower sealing plate, respectively.
- the components of FIG. 2 are plan views of the components of the ultrasonic transducer, namely, a rigid substrate, a flexible resin film, a plurality of piezoelectric elements, and a lower sealing plate, respectively.
- FIGS. 7(a) to (e) are plan views of the cover layer, first and second wiring, base layer, intermediate region in the first wiring, and back cover layer in the wiring body which is a component of the ultrasonic transducer, respectively.
- FIGS. 7(a) to (e) are stacked in order from bottom to top.
- FIG. 8(a) is a plan view of the piezoelectric element according to the first embodiment
- FIG. 8(b) is a cross-sectional view taken along line VIII-VIII in FIG. 8(a).
- FIG. 9(a) is a plan view of a piezoelectric element according to a first modified example of the first embodiment
- FIG. 9(b) is a cross-sectional view taken along line IX-IX in FIG. 8(a).
- FIG. 10(a) is a plan view of a piezoelectric element according to a second modified example of the first embodiment, and FIG. 10(b) is a cross-sectional view taken along line X-X in FIG. 10(a).
- FIG. 11(a) is a plan view of a piezoelectric element according to a third modified example of the first embodiment, and FIG. 11(b) is a cross-sectional view taken along line XI-XI in FIG. 11(a).
- FIG. 12(a) is a plan view of a piezoelectric element according to a fourth modified example of the first embodiment, and FIG.
- FIG. 12(b) is a cross-sectional view taken along line XII-XII in FIG. 12(a).
- FIG. 13(a) is a plan view of a piezoelectric element according to a fifth modified example of the first embodiment, and FIG. 13(b) is a cross-sectional view taken along line XIII-XIII in FIG. 13(a).
- FIG. 14(a) is a plan view of a piezoelectric element according to a sixth modified example of the first embodiment, and FIG. 14(b) is a cross-sectional view taken along line XIV-XIV in FIG. 14(a).
- FIG. 15(a) is a plan view of a piezoelectric element according to a seventh modified example of the first embodiment, and FIG.
- FIG. 15(b) is a cross-sectional view taken along line XV-XV in FIG. 15(a).
- FIG. 16 is a plan view of the wiring body, with some components not shown.
- FIG. 17 is a bottom view of the wiring body, with some components not shown.
- Figures 18(a) to (c) are plan views of the upper sealing plate, sound-absorbing material and reinforcing plate, which are components of the ultrasonic transducer, respectively. In the state shown in Figure 2, the components of Figures 18(a) to (c) are stacked in order from bottom to top.
- FIG. 19 is a vertical cross-sectional view showing a state after a flexible resin film fixing step in the manufacturing method (hereinafter referred to as the first manufacturing method) of the ultrasonic transducer including the piezoelectric element according to the first embodiment.
- FIG. 20 is a vertical cross-sectional view showing a state after the lower sealing plate fixing step in the first manufacturing method.
- FIG. 21 is a vertical cross-sectional view showing a state after the insulating resin filling step in the first manufacturing method.
- FIG. 22 is a vertical cross-sectional view showing a state after the insulating cover body installation step in the first manufacturing method.
- FIG. 23 is an enlarged view of a portion XXIII in FIG. FIG.
- FIG. 24 is a plan view of the piezoelectric element after the insulating cover installation step.
- FIG. 25 is a vertical cross-sectional view showing a state after the electrode exposing step in the first manufacturing method.
- FIG. 26 is an enlarged view of a portion XXVI in FIG.
- FIG. 27 is a plan view of the piezoelectric element after the electrode exposing step.
- FIG. 28 is a vertical cross-sectional view showing a state after the conductive bonding material applying step in the first manufacturing method.
- FIG. 29 is an enlarged view of a portion XXIX in FIG.
- FIG. 30 is a vertical cross-sectional view showing a state after the wiring body providing step in the first manufacturing method.
- FIG. 31 is an enlarged view of a portion XXXI in FIG. FIG.
- FIG. 32 is a vertical cross-sectional view showing a state after the upper sealing plate installation step in the first manufacturing method.
- FIG. 33 is a partial vertical cross-sectional view of an ultrasonic transducer according to the second embodiment of the present invention.
- FIG. 34 is an enlarged view of a portion XXXIV in FIG.
- FIG. 35 is a partially enlarged vertical cross-sectional view of an ultrasonic transducer according to a modified example of the second embodiment.
- FIG. 36 is a vertical cross-sectional view showing a state after a flexible resin film fixing step in the manufacturing method of the ultrasonic transducer according to the second embodiment (hereinafter referred to as the second manufacturing method).
- FIG. 33 is a partial vertical cross-sectional view of an ultrasonic transducer according to the second embodiment of the present invention.
- FIG. 34 is an enlarged view of a portion XXXIV in FIG.
- FIG. 35 is a partially enlarged vertical cross-sectional view of an ultrasonic trans
- FIG. 37 is a vertical cross-sectional view showing a state after the lower sealing plate fixing step in the second manufacturing method.
- FIG. 38 is a vertical cross-sectional view showing a state after the piezoelectric element fixing step in the second manufacturing method.
- FIG. 39 is a vertical cross-sectional view showing a state after the insulating resin material applying step in the second manufacturing method.
- FIG. 40 is an enlarged view of the XXXX portion in FIG.
- FIG. 41 is a plan view of the piezoelectric element after the insulating resin material providing step.
- FIG. 42 is a partially enlarged vertical sectional view of a state after the electrode exposing step in the second manufacturing method.
- FIG. 43 is a plan view of the piezoelectric element after the electrode exposing step.
- FIG. 44 is a vertical cross-sectional view showing a state after the conductive bonding material applying step in the second manufacturing method.
- FIG. 45 is an enlarged view of the XXXXV portion in FIG.
- FIG. 46 is a vertical cross-sectional view showing a state after the wiring body providing step in the second manufacturing method.
- FIG. 47 is an enlarged view of part XXXXVII in FIG.
- FIG. 48 is a vertical cross-sectional view showing a state after the upper sealing plate installation step in the second manufacturing method.
- FIG. 49 is a vertical cross-sectional view showing a state after the insulating resin filling step in the second manufacturing method.
- FIG. 50 is a vertical cross-sectional view showing a state after the piezoelectric element fixing step in the second manufacturing method.
- FIG. 51 is an enlarged view of part XXXXXI in FIG.
- FIG. 52 is a plan view of a piezoelectric element according to another embodiment of the present invention.
- FIG. 53 is a plan view of a lower sealing plate used in an ultrasonic transducer according to a modified example of the present invention.
- FIG. 54 is a partial longitudinal sectional view of the ultrasonic transducer according to a modified example of the present invention having the lower sealing plate shown in FIG.
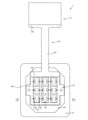
- FIG. 1 shows a plan view of an ultrasonic transducer 1 including a piezoelectric element 30 according to the present embodiment.
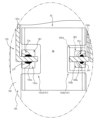
- FIG. 2 is a partial vertical sectional front view taken along line II-II in FIG.
- FIG. 3 is an enlarged view of part III in FIG. 4 is a cross-sectional view taken along line IV-IV in FIG. 2
- FIG. 5 is an enlarged view of portion V in FIG.
- the ultrasonic transducer 1 receives a voltage to emit ultrasonic waves, and generates a voltage in response to receiving ultrasonic waves.
- the ultrasonic transducer 1 comprises, from bottom to top with reference to the cross-sectional view of FIG. 2, a rigid substrate 10, a flexible resin film 20, a plurality of piezoelectric elements 30, a lower sealing plate 40, and a wiring body 100.
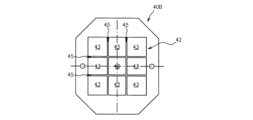
- FIG. 6(a) to (d) are plan views showing the rigid substrate 10, the flexible resin film 20, the plurality of piezoelectric elements 30, and the lower sealing plate 40, respectively.
- 7(a) to (e) are plan views showing the respective components of the wiring body 100.
- FIG. 6(a) to (d) and Figures 7(a) to (e) center lines are drawn at the same position in a plan view in order to make it easier to understand the relative positional relationship of each component member.
- the rigid substrate 10 is made of, for example, a metal substrate such as stainless steel having a thickness of 0.1 mm to 0.4 mm, carbon fiber reinforced plastic, ceramics, or the like. As shown in FIGS. 2 and 6A, the rigid substrate 10 is provided with a plurality of openings 15 penetrating between the upper surface 11 and the lower surface 12 .
- the opening 15 has a cavity 16 that opens to the upper surface 11 of the rigid substrate 10, and a waveguide 17 that has one end that opens to the bottom surface of the cavity 16 and the other end that opens to the lower surface 12 of the rigid substrate 10.
- the cavity 16 has the same shape as the piezoelectric element 30 in a plan view.
- the piezoelectric element 30 has a rectangular shape when viewed from above, and therefore the cavity 16 also has a rectangular shape when viewed from above.
- the opening width of the cavity 16 is set so that when the piezoelectric element 30 is placed via the flexible resin film 20, the periphery of the piezoelectric element 30 overlaps with the upper surface 11 of the rigid substrate 10 in a plan view.
- the waveguide 17 has an opening width smaller than that of the cavity 16 .
- the waveguide 17 has a circular shape in a plan view.
- nine openings 15 (3 x 3) are provided in the rigid substrate 10, and nine piezoelectric elements 30 are arranged so as to overlap the nine openings 15 in a planar view with the flexible resin film 20 sandwiched between them.
- piezoelectric elements 30 each acting as a vibrator are arranged in a 3 ⁇ 3 array.
- the flexible resin film 20 is fixed to the upper surface 11 of the substrate 10 so as to cover the plurality of openings 15 .
- the flexible resin film 20 is formed of an insulating resin such as polyimide having a thickness of, for example, 20 ⁇ m to 100 ⁇ m.
- the flexible resin film 20 is fixed to the rigid substrate 10 by various methods such as adhesive or thermocompression bonding.
- FIG. 8(a) shows a plan view of the piezoelectric element 30, and FIG. 8(b) shows a cross-sectional view taken along line VIII-VIII in FIG. 8(a).
- the piezoelectric element 30 is fixed to the upper surface of the flexible resin film 20 so that the central portion in a plan view overlaps with the corresponding opening 15 (the hollow portion 16) and the peripheral portion in a plan view overlaps with the portion of the rigid substrate 10 that surrounds the corresponding opening 15 (the hollow portion 16).
- the piezoelectric element 30 is of a laminated type.
- the piezoelectric element 30 includes a piezoelectric element body 32 formed of a piezoelectric material such as lead zirconate titanate (PZT), an internal electrode 34 dividing the piezoelectric element body 32 into a first piezoelectric portion 32a on the upper side and a second piezoelectric portion 32b on the lower side in the thickness direction, an upper electrode 36 fixed to a part of the upper end surface of the first piezoelectric portion 32a, a lower electrode 37 fixed to the lower end surface of the second piezoelectric portion 32b, an internal electrode connector 35 provided on the upper end surface of the piezoelectric element body 32 with its base end side electrically connected to the internal electrode 34 and its tip end side being separated from the upper electrode 36 by an internal electrode side gap 34a to form an internal electrode terminal 34T, and a lower electrode connector 38 provided on the upper end surface of the piezoelectric element body 32 with its base end side electrically connected to the lower electrode 37 and its tip end
- the piezoelectric element 30 acts as a vibrating body of the ultrasonic transducer 1 .
- the piezoelectric element 30 may have a resonance frequency of about 70 kHz and a planar shape of a rectangle with each side measuring 3.0 mm.
- the layer thickness of the first and second piezoelectric portions 32a, 32b may be 0.1 mm to 0.2 mm.
- the upper electrode 36, the lower electrode 37, and the internal electrode 34 can be formed from a metal film such as Au, AgPd, or Pt having a thickness of about 1 ⁇ m to 10 ⁇ m.
- the upper electrode 36 and the lower electrode 37 form external electrodes, and are configured to expand and contract when a voltage is applied between the external electrode and the internal electrode 34.
- the first and second piezoelectric regions 32a, 32b have the same polarization direction in the thickness direction, so that by applying a predetermined voltage at a predetermined frequency between the external electrodes (the upper electrode 36 and the lower electrode 37) and the internal electrode 34, electric fields in opposite directions are applied to the first and second piezoelectric regions 32a, 32b.
- the upper electrode 36 and the lower electrode 37 are insulated from each other, so that when the piezoelectric element 30 is produced, the polarization directions of the first and second piezoelectric portions 32a, 32b can be made the same by applying a voltage between the upper electrode 36 and the lower electrode 37.
- the electrical connection of the wiring (in this embodiment, the first wiring 130a in the wiring body 100 described below) to be connected to the external electrodes (the upper electrode 36 and the lower electrode 37) to the upper electrode 36 and the lower electrode 37, and the electrical connection of the wiring (in this embodiment, the second wiring 130b in the wiring body 100 described below) to be connected to the internal electrode 34 to the internal electrode 34 can all be made on the upper end surface on one side in the thickness direction of the piezoelectric element 30.
- the lower electrode terminal 37T is provided on the upper end surface of the piezoelectric element body 32 in a state spaced apart from the upper electrode 36 via the lower electrode side gap 37a
- the internal electrode terminal 34T is provided on the upper end surface of the piezoelectric element body 32 in a state spaced apart from the upper electrode 36 via the internal electrode side gap 34a.
- a first conductive adhesive 190a is provided to integrally cover at least a portion of the lower electrode terminal 37T and at least a portion of the lower electrode terminal facing region 361 of the upper electrode 36 that faces the lower electrode terminal 37T through the lower electrode side gap 37a
- a second conductive adhesive 190b is provided to cover at least a portion of the internal electrode terminal 34T while the wiring to be connected to the external electrode (the first wiring 130a in this embodiment) is fixed to the first conductive adhesive 190a, and the wiring to be connected to the internal electrode 34 (the second wiring 130b in this embodiment) is fixed to the second conductive adhesive 190b.
- the first and second conductive bonding materials 190a, 190b may be, for example, a conductive adhesive or cream solder.
- an insulating cover body 300A is provided on the upper end surface of the piezoelectric element 30 in this embodiment so as to integrally cover at least a portion of the internal electrode terminal 34T, an internal electrode terminal facing region 362 of the upper surface electrode 36 that faces the internal electrode terminal 34T through the internal electrode side gap 34a, and a region of the internal electrode side gap 34a that is sandwiched between the internal electrode terminal 34T and the internal electrode terminal facing region 362.
- the insulating cover body 300A is formed, for example, by a coating of insulating resin such as polyimide resin, silicone resin, epoxy resin, ceramics, etc., with a thickness of several ⁇ m to several tens of ⁇ m.
- insulating resin such as polyimide resin, silicone resin, epoxy resin, ceramics, etc.
- the resin can be applied to a predetermined position using a dispenser or screen printing, etc., and then heated to a predetermined temperature (e.g., 120°C to 150°C) to harden, thereby efficiently forming the insulating cover body 300A.
- a predetermined temperature e.g. 120°C to 150°C
- the insulating cover body 300A is configured to cover the entire internal electrode terminal 34T.
- the insulating cover body 300A is provided with an internal electrode opening 315A (through hole or cutout) that exposes at least a portion of the internal electrode terminal 34T but does not expose the internal electrode terminal facing region 362.
- This configuration makes it possible to effectively prevent a short circuit between the external electrode (the upper electrode 36) and the internal electrode 34 while improving the conversion efficiency between the voltage and the flexural vibration in the piezoelectric element 30 as much as possible.
- the increase in the area of the upper electrode 36 leads to a narrowing of the internal electrode side gap 34a, and when the second conductive adhesive 190b that electrically connects the internal electrode terminal 34T to the wiring to be connected (the second wiring 130b in this embodiment) is provided on the internal electrode terminal 34T, there is an increased risk that the second conductive adhesive 190b will come into contact with the upper electrode 36 due to variations in the amount of application or the application position of the second conductive adhesive 190b. This leads to a decrease in yield due to a short circuit between the external electrode (the upper electrode 36) and the internal electrode 34, or a decrease in the efficiency of the installation work of the second conductive adhesive 190b.
- the internal electrode terminal 34T, the internal electrode terminal facing region 362 of the upper surface electrode 36 that faces the internal electrode terminal 34T through the internal electrode side gap 34a, and the region of the internal electrode side gap 34a sandwiched between the internal electrode terminal 34T and the internal electrode terminal facing region 362 are integrally covered by the insulating cover body 300A, and at least a portion of the internal electrode terminal 34T is exposed through the internal electrode opening 315A formed in the insulating cover body 300A.
- the area of the upper electrode 36 is enlarged to improve the conversion efficiency of the piezoelectric element 30, and even if the internal electrode side gap 34a is narrowed, the second conductive adhesive material 190b applied to the portion of the internal electrode terminal 34T exposed through the internal electrode opening 315A comes into contact with the upper electrode 36, effectively preventing a short circuit between the upper electrode 36 (i.e., the external electrode) and the internal electrode 34.
- the narrowing of the internal electrode side gap 34a may cause ion migration and lead to short circuit failure under environmental conditions in which the piezoelectric element 30 is used, such as high temperature and high humidity. However, in this embodiment, such a situation can be effectively prevented.
- the edge of the internal electrode opening 315A can effectively prevent the second conductive adhesive 190b applied to the portion of the internal electrode terminal 34T exposed through the internal electrode opening 315A from flowing out, and the application of the second conductive adhesive 190b can be performed using the internal electrode opening 315A as a marker.
- the internal electrode opening 315A is suitably formed by irradiating a desired portion of the insulating cover body 300A with laser light from a laser device and peeling off the desired portion.
- the internal electrode opening 315A has an opening diameter of, for example, about 0.5 to 1 mm, and the internal electrode terminal 34T has a thickness of, for example, about 0.1 to 0.2 mm, so it is preferable to use laser light with a small spot diameter and high absorption rate in the target organic material (in this case, the insulating cover body 300A).
- the third harmonic (355 nm) which is a laser wavelength shorter than the fundamental wavelength (1064 nm)
- the spot diameter can be reduced to nearly the wavelength, enabling fine peeling to be performed.
- photolysis processing can be performed that directly cuts the molecular bonds, enabling efficient processing with little thermal impact.
- UV laser light of the third harmonic (355 nm) of a solid-state laser or DUV laser light of the fourth harmonic (266 nm) is preferably used.
- the internal electrode opening 315A can also be formed using an ion beam, an electron beam, or ion milling.
- FIGS. 9(a) and (b) show a plan view and a cross-sectional view taken along line IX-IX in FIG. 9(a), respectively, of a piezoelectric element 30 according to a first modified example of this embodiment.
- the internal electrode opening 315A is configured to expose at least a portion of the internal electrode terminal 34T, as well as a region of the internal electrode side gap 34a adjacent to the exposed region of the internal electrode terminal 34T.
- the internal electrode opening 315B in the first modified example is configured to expose only at least a portion of the internal electrode terminal 34T, and not to expose the internal electrode side gap 34a.
- 10A and 10B are a plan view and a cross-sectional view taken along line XX in FIG. 10A, respectively, of a piezoelectric element 30 according to a second modified example of the present embodiment.
- 11A and 11B are a plan view and a cross-sectional view taken along line XI-XI in FIG. 11A, respectively, of a piezoelectric element 30 according to a third modified example of the present embodiment.
- the insulating cover body 300A is configured to cover the entire inner electrode terminal 34T.
- the piezoelectric elements according to the second and third modified examples are provided with an insulating cover body 300B instead of the insulating cover body 300A.
- the insulating cover body 300B is configured to integrally cover a portion of the inner electrode terminal 34T, an internal electrode terminal facing region 362 of the upper electrode 36 that faces the internal electrode terminal 34T through the internal electrode side gap 34a, and a region of the internal electrode side gap 34a that is sandwiched between the internal electrode terminal 34T and the internal electrode terminal facing region 362.
- the internal electrode opening 315A in the second modified example is configured to expose at least a portion of the internal electrode terminal 34T as well as a region of the internal electrode side gap 34a adjacent to the exposed region of the internal electrode terminal 34T
- the internal electrode opening 315B in the third modified example is configured to expose only at least a portion of the internal electrode terminal 34T and not expose the internal electrode side gap 34a.
- FIGS. 12(a) and 12(b) are a plan view and a cross-sectional view taken along line XII-XII in FIG. 12(a), respectively, of a piezoelectric element 30 according to a fourth modified example of the present embodiment.
- 13(a) and 13(b) are a plan view and a cross-sectional view taken along line XIII-XIII in FIG. 13(a) of a piezoelectric element 30 according to a fifth modified example of the present embodiment, respectively.
- 14(a) and 14(b) are a plan view and a cross-sectional view taken along line XIV-XIV in FIG. 14(a), respectively, of a piezoelectric element 30 according to a sixth modified example of the present embodiment.
- 15(a) and 15(b) are a plan view and a cross-sectional view taken along line XV-XV in FIG. 15(a), respectively, of a piezoelectric element 30 according to a seventh modified example of the present embodiment
- the insulating cover body 300A in the present embodiment and the first modified example, and the insulating cover body 300B in the second and third modified examples are configured to integrally cover at least a part of the internal electrode terminal 34T, the internal electrode terminal facing region 362 of the upper electrode 36 that faces the internal electrode terminal 34T through the internal electrode side gap 34a, and the region of the internal electrode side gap 34a sandwiched between the internal electrode terminal 34T and the internal electrode terminal facing region 362, while not covering the lower electrode terminal 37T, the lower electrode terminal facing region 361 of the upper electrode 36 that faces the lower electrode terminal 37T through the lower electrode side gap 37a, and the region of the lower electrode side gap 37a sandwiched between the lower electrode terminal 37T and the lower electrode terminal facing region 361.
- the insulating cover body 300C of the piezoelectric element 30 according to the fourth and fifth modified examples and the insulating cover body 300D of the piezoelectric element 30 according to the sixth and seventh modified examples are configured to integrally cover at least a part of the internal electrode terminal 34T, the internal electrode terminal facing region 362 of the upper electrode 36 facing the internal electrode terminal 34T through the internal electrode side gap 34a, and the region of the internal electrode side gap 34a sandwiched between the internal electrode terminal 34T and the internal electrode terminal facing region 362, as well as at least a part of the lower electrode terminal 37T, the lower electrode terminal facing region 361 of the upper electrode 36 facing the lower electrode terminal 37T through the lower electrode side gap 36a, and the region of the lower electrode side gap 37a sandwiched between the lower electrode terminal 37T and the lower electrode terminal facing region 361.
- the insulating cover body 300C of the piezoelectric element 30 according to the fourth and fifth modified examples is configured to cover substantially the entire upper end surface of the piezoelectric element 30.
- the insulating cover body 300D of the piezoelectric element 30 according to the sixth and seventh modifications is sized to cover a part of the upper end surface of the piezoelectric element 30.
- the insulating cover bodies 300C and 300D are provided with the internal electrode opening 315A and the external electrode opening 310A (through hole or cutout) that integrally exposes at least a portion of the lower electrode terminal 37T and at least a portion of the upper electrode 36.
- the insulating cover body 300C is provided with the internal electrode opening 315B and the external electrode opening 310A.
- the insulating cover body is provided with an opening 315A for the internal electrode and an opening 310B (through hole or cutout) for the external electrode that integrally exposes the entire lower electrode terminal 37T and at least a portion of the upper electrode 36.
- the wiring body 100 is configured to transmit an applied voltage supplied from the outside to the multiple piezoelectric elements 30.
- FIGS. 16 and 17 respectively show a plan view (viewed from the side opposite to the piezoelectric element 30) and a bottom view (viewed from the side of the piezoelectric element 30) of the wiring body 100.
- a cover layer 150 described below is omitted in FIGS.
- the wiring body 100 has an insulating base layer 110, a conductor layer 120 including the first and second wirings 130a, 130b fixed to the base layer 110, and an insulating cover layer 150 that covers at least a portion of the conductor layer 120 from the side opposite the base layer 110.
- the base layer 110 and the cover layer 150 are formed from an insulating resin such as polyimide.
- the base layer 110 has a plurality of base-side piezoelectric element overlapping portions 111 that partially overlap with each of the plurality of piezoelectric elements 30 in a planar view, and a base-side tip portion 116 that integrally holds the plurality of base-side piezoelectric element overlapping portions 111.
- the ultrasonic transducer 1 has nine piezoelectric elements 30, numbered 1 through 9. Therefore, the base layer 110 has nine base-side piezoelectric element overlapping portions 111 that correspond to the nine piezoelectric elements 30, respectively.
- the cover layer 150 has a plurality of cover-side piezoelectric element overlapping portions 151 that partially overlap with each of the plurality of piezoelectric elements 30 in a plan view, and a cover-side tip portion 156 that holds the plurality of cover-side piezoelectric element overlapping portions 151 together.
- the cover-side piezoelectric element overlapping portions 151 are also provided in a number corresponding to the number of the piezoelectric elements.
- the piezoelectric element overlapping portion 151 of the base layer 110 and the insulating layer on the piezoelectric element side located on the side of the cover layer 150 facing the piezoelectric element has an external electrode tab region 152a that overlaps in a plan view with a region that integrally surrounds at least a portion of the lower electrode terminal 37T and at least a portion of the lower electrode terminal facing region 361, and an internal electrode tab region 152b that overlaps in a plan view with a region that surrounds at least a portion of the internal electrode terminal 34T.
- the external electrode tab region 152a and the internal electrode tab region 152b are provided with an external electrode connection opening 155a and an internal electrode connection opening 155b, respectively.
- the first and second wirings 130a and 130b are formed of a conductive metal such as Cu.
- the first and second wirings 130a and 130b can be formed by etching away unnecessary portions of a Cu foil having a thickness of about 12 to 25 ⁇ m that is laminated on the base layer 110.
- Ni/Au plating is applied to exposed portions of Cu forming the first and second wirings 130a and 130b.
- a portion of the first wiring 130a straddles the external electrode connection opening 155a, and a portion of the second wiring 130b straddles the internal electrode connection opening 155b.
- the wiring body 100 is fixed to the upper surface of the lower sealing plate 40 in a state in which the external electrode connection opening 155a overlaps in a plan view with a region that integrally includes at least a portion of the lower electrode terminal 37T and at least a portion of the lower electrode facing region 361, and the internal electrode connection opening 155b overlaps in a plan view with at least a portion of the internal electrode terminal 34T, and the portion of the first wiring 130a that straddles the external electrode connection opening 155a is bonded to the first conductive adhesive 190a, and the portion of the second wiring 130b that straddles the internal electrode connection opening 155b is bonded to the second conductive adhesive 190b.
- the piezoelectric element overlapping portion 111 of the insulating layer (in this embodiment, the base layer 110 (see FIG. 2)) located on the side of the base layer 110 and the cover layer 150 that is separated from the piezoelectric element 30, like the piezoelectric element side insulating layer (in this embodiment, the cover layer 150), has an external electrode tab region 112a that overlaps in plan view with a region that integrally surrounds at least a portion of the lower electrode terminal 37T and at least a portion of the lower electrode terminal facing region 361, and an internal electrode tab region 112b that overlaps in plan view with at least a portion of the internal electrode terminal 34T.
- the outer electrode tab region 112a and the inner electrode tab region 112b are provided with first and second access openings 115a, 115b, respectively.
- the first wiring 130a is a common wiring that is electrically connected to the external electrodes of the plurality of piezoelectric elements 30 as a whole
- the second wiring 130b is an individual wiring that is electrically connected to each of the internal electrodes 34 of the plurality of piezoelectric elements 30 individually.
- the first wiring 130a is arranged on the surface of the base layer 110 facing the piezoelectric elements at the tip side 136a, which is electrically connected to the external electrodes of the plurality of piezoelectric elements 30, and the base side 138a, which forms a connection terminal with the outside, and is arranged on the surface of the base layer 110 facing the piezoelectric elements 30 at the intermediate portion 137a, which connects the tip side 136a and the base side 138a.
- the tip side 136a and the middle portion 137a of the first wiring 130a are electrically connected via a through hole 109 formed in the base layer 110, and the middle portion 137a and the base side 138a of the first wiring 130a are electrically connected via a through hole 108 formed in the base layer 110.
- the portion of the first wiring 130a that is disposed on the surface of the base layer 110 opposite the piezoelectric element 30 is covered by a back cover layer 160 (see FIG. 6(e)).
- the second wiring 130b is arranged on the surface of the base layer 110 facing the piezoelectric element throughout the entire area.
- the wiring body 100 is fixed to the lower sealing body 40 with the cover layer 150 facing the piezoelectric element 30 and the base layer 110 positioned on the opposite side of the conductor layer 120 from the piezoelectric element 30.
- the lower sealing plate 40 has a central opening 42 large enough to integrally surround the multiple (nine in this embodiment) openings 15 in the rigid substrate 10, and is fixed to the upper surface of the flexible resin film 20 so that the central opening 42 integrally surrounds the multiple openings 15 in a plan view.
- the lower sealing plate 40 has approximately the same thickness as the piezoelectric element 30, and is fixed to the upper surface of the flexible resin film 20 by adhesive or thermocompression bonding, etc.
- the lower sealing plate 40 is preferably made of a metal such as stainless steel, carbon fiber reinforced plastic, ceramics, etc.
- the lower sealing plate 40 seals the sides of the piezoelectric element group consisting of the multiple piezoelectric elements 30, and also acts as a base to which the wiring body 100 is fixed.
- the portions on the sides of the plurality of piezoelectric elements 30 are filled with an insulating resin material 50 .
- the insulating resin material 50 is, for example, a flexible resin material such as silicone.
- the insulating resin material 50 By providing the insulating resin material 50, it is possible to effectively block external influences on the plurality of piezoelectric elements 30.
- the vibration damping of the piezoelectric elements 30 can be increased, and the reverberation of the sound waves generated in bursts by the multiple piezoelectric elements 30 can be suppressed, thereby making it possible to maximize the range in which the distance of an object can be detected using reflected waves.
- FIGS 18(a) to (c) are plan views of the upper sealing plate 60, the sound absorbing material 70, and the reinforcing plate 75, respectively.
- center lines are drawn in the same position as in Figures 6(a) to (d) and Figures 7(a) to (e) when viewed from above.
- the upper sealing plate 60 is fixed to the lower sealing plate 40 and the upper surface of the wiring assembly 100 via a flexible resin material 55 .
- the upper sealing plate 60 has a plurality of openings 65 (nine in this embodiment) corresponding to the plurality of piezoelectric elements 30, respectively.
- the upper sealing plate 60 is made of, for example, a metal such as stainless steel, carbon fiber reinforced plastic, or ceramics, with a thickness of 0.1 mm to 0.3 mm.
- the sound absorbing material 70 is fixed to the upper surface of the upper sealing plate 60 by adhesive or the like so as to cover the multiple openings 65 of the upper sealing plate 60.
- the sound-absorbing material 70 is made of, for example, silicone resin or other foamable resin with a thickness of approximately 0.3 mm to 1.5 mm.
- the reinforcing plate 75 is fixed to the upper surface of the sound-absorbing material 70 by adhesive or the like.
- the reinforcing plate 75 is made of, for example, a metal such as stainless steel, carbon fiber reinforced plastic, or ceramics, with a thickness of approximately 0.2 mm to 0.5 mm.
- the manufacturing method includes: a rigid substrate forming step of preparing a rigid plate having the same thickness as the rigid substrate 10, and forming the plurality of openings 15 in the rigid plate by etching or the like to obtain the rigid substrate 10; and a flexible resin film fixing step of fixing the flexible resin film 20 to the upper surface of the rigid substrate 10 by adhesive or thermocompression bonding so as to cover the plurality of openings 15.
- FIG. 19 shows a vertical cross-sectional view of the pre-assembly after the flexible resin film fixing step.
- the manufacturing method includes a lower sealing plate fixing process in which a lower sealing plate 40 is prepared which has approximately the same thickness as the piezoelectric element 30 and which has a central opening 42 of a size which integrally surrounds the multiple openings 15 in the rigid substrate 10, and which fixes the lower sealing plate 40 to the upper surface of the flexible resin film 20 with an adhesive so that the central opening 42 integrally surrounds the multiple openings 15 in a planar view.
- FIG. 20 is a vertical cross-sectional view of the pre-assembly after the lower sealing plate fixing step.
- the manufacturing method further includes a piezoelectric element fixing step in which the piezoelectric elements 30 are fixed to the upper surface of the flexible resin film 20 with an insulating resin material (not shown) that acts as an adhesive so that the piezoelectric elements 30 overlap with the openings 15 in a plan view.
- the manufacturing method includes an insulating resin filling process for filling the side portions of each of the plurality of piezoelectric elements 30 with insulating resin material within the space surrounded by the central opening 42 of the lower sealing plate 40.
- the insulating resin material is preferably a flexible resin material such as a silicone resin.
- FIG. 21 shows a vertical cross-sectional view of the pre-assembly after the insulating resin filling step.
- the insulating resin filling process involves pouring a thermosetting insulating resin such as silicone resin into the central opening 42 of the lower sealing plate 40 and curing it by heating it at, for example, about 100°C to 150°C for several tens of minutes.
- the manufacturing method further includes an insulating cover installation step of providing the insulating cover 300A on the upper end surface of the piezoelectric element 30 so as to integrally cover at least a portion of the internal electrode terminal 34T, an internal electrode terminal facing region 362 of the upper surface electrode 36 that faces the internal electrode terminal 34T through the internal electrode side gap 34a, and a region of the internal electrode side gap 34a that is sandwiched between the internal electrode terminal 34T and the internal electrode terminal facing region 362.
- FIG. 22 shows a vertical cross-sectional view of the pre-assembly after the insulating cover body installation step.
- FIG. 23 is an enlarged view of a portion XXIII in FIG.
- FIG. 24 is a plan view of the piezoelectric element 30 after the insulating cover installation step.
- the insulating cover body installation process uses the insulating cover body 300A, but it is also possible to use any of the insulating cover bodies 300B to 300D instead.
- the insulating cover body 300A can be efficiently formed, for example, by applying epoxy resin or silicone resin to a predetermined position using a dispenser or screen printing, and then heating and curing it at a predetermined temperature (for example, 120°C to 150°C).
- the manufacturing method further includes an electrode exposure process for forming the internal electrode opening 315A (or 315B) in the insulating cover body 300A, which exposes at least a portion of the internal electrode terminal 34T while not exposing the internal electrode terminal facing region 362.
- FIG. 25 shows a vertical cross-sectional view of the pre-assembly after the electrode exposing step.
- FIG. 26 shows an enlarged view of the portion XXVI in FIG.
- FIG. 27 is a plan view of the piezoelectric element 30 after the electrode exposing step.
- the electrode exposure process forms the internal electrode opening 315A by irradiating the area of the insulating cover body 300A where the internal electrode opening 315A is to be formed with laser light L and peeling off that area of the insulating cover body 300A.
- the internal electrode opening 315A can be formed by ion beam, electron beam or ion milling.
- the electrode exposure process is configured to form, in addition to the internal electrode opening 315A, the external electrode opening 310A (or 310B) that integrally exposes at least a portion of the lower electrode terminal 37T and at least a portion of the upper electrode 36.
- the external electrode opening 310A is formed in the same manner as the internal electrode opening 315A.
- the manufacturing method further includes a conductive adhesive installation process in which a first conductive adhesive 190a is provided to integrally cover at least a portion of the lower electrode terminal 37T and at least a portion of the lower electrode terminal facing region 361 of the upper electrode 36 that faces the lower electrode terminal 37T through the lower electrode side gap 37a, and a second conductive adhesive 190b is provided on the portion of the internal electrode terminal 34T exposed through the internal electrode opening 315A.
- a first conductive adhesive 190a is provided to integrally cover at least a portion of the lower electrode terminal 37T and at least a portion of the lower electrode terminal facing region 361 of the upper electrode 36 that faces the lower electrode terminal 37T through the lower electrode side gap 37a
- a second conductive adhesive 190b is provided on the portion of the internal electrode terminal 34T exposed through the internal electrode opening 315A.
- FIG. 28 shows a vertical cross-sectional view of the pre-assembly after the conductive bonding material providing step.
- FIG. 29 shows an enlarged view of the portion XXIX in FIG.
- the first conductive bonding material 190a is provided in the openings 310A, 310B for the external electrodes.
- the manufacturing method further includes a wiring body installation process for installing the wiring body 100 so that a portion of the first wiring 130a contacts the first conductive bonding material 190a and a portion of the second wiring 130b contacts the second conductive bonding material 190b.
- FIG. 30 shows a vertical cross-sectional view of the pre-assembly after the wiring body installation step.
- FIG. 31 shows an enlarged view of a portion XXXI in FIG.
- the wiring body installation process is configured to fix the wiring body 100 to the lower sealing plate 40 with an insulating adhesive (not shown) so that the portion of the first wiring 130a that spans the external electrode connection opening 155a contacts the first conductive bonding material 190a and the portion of the second wiring 130b that spans the internal electrode connection opening 155b contacts the second conductive bonding material 190b.
- the insulating adhesive that bonds the wiring body 100 to the lower sealing plate 40 can be, for example, a thermosetting insulating adhesive.
- the first and second conductive bonding materials 190a, 190b may be, for example, a thermosetting conductive adhesive or cream solder, and are applied to a predetermined area by a dispenser, screen printing, transfer, or the like.
- the wiring body installation process includes a process of performing a heat treatment with the wiring body 100 positioned in a predetermined position to harden the thermosetting insulating adhesive and the first and second conductive bonding materials 190a, 190b.
- the heating temperature is set to about 120°C to 150°C when the first and second conductive bonding materials 190a, 190b are thermosetting conductive adhesives, and can be set to 230°C to 260°C when they are cream solder. In the case of cream solder, it melts when heated and solidifies when cooled from the molten state.
- the lower sealing plate fixing step is performed after the flexible resin film fixing step and before the piezoelectric element fixing step, but the lower sealing plate fixing step can be performed at any timing after the flexible resin film fixing step and before the wiring body installation step.
- the insulating resin filling step is performed after the piezoelectric element fixing step and before the insulating cover body installation step, but the insulating resin filling step can be performed at any timing after the lower sealing plate fixing step and the piezoelectric element fixing step and before the wiring body installation step.
- the manufacturing method further includes an upper sealing plate installation process for installing the upper sealing plate 60 after the wiring body installation process.
- the upper sealing plate installation process includes a process of applying a thermosetting flexible resin material such as silicone resin to the upper surface of the wiring body 100, a process of placing the upper sealing plate 60 on the flexible resin material, and a process of curing the flexible resin material by heating, for example, at approximately 100°C to 150°C for several tens of minutes.
- FIG. 32 shows a vertical cross-sectional view of the pre-assembly after the upper sealing plate installation step.
- the manufacturing method further includes a sound-absorbing material installation process and a reinforcing plate installation process after the upper sealing plate installation process (see Figure 2).
- the sound-absorbing material installation process includes a process of applying a thermosetting insulating adhesive to the upper surface of the upper sealing plate 60, a process of placing the sound-absorbing material 70 such as silicone resin or other foamable resin on the thermosetting insulating adhesive, and a process of curing the thermosetting insulating adhesive by heating, for example, at about 120°C to 150°C for several tens of minutes.
- the reinforcing plate installation process includes a process of applying a thermosetting insulating adhesive to the upper surface of the sound absorbing material 70, a process of placing the reinforcing plate 75 on the thermosetting insulating adhesive, and a process of curing the thermosetting insulating adhesive by heating, for example, at about 120°C to 150°C for several tens of minutes.
- FIG. 33 shows a partial vertical cross-sectional view of the ultrasonic transducer 2 according to the present embodiment.
- FIG. 34 shows an enlarged view of a portion XXXIV in FIG.
- the same members as those in the first embodiment are given the same reference numerals, and detailed explanations thereof will be omitted as appropriate.
- the ultrasonic transducer 2 has the rigid substrate 10, the flexible resin film 20, the lower sealing plate 40, the multiple piezoelectric elements 30, an insulating resin material 350, and the wiring body 100.
- the plurality of piezoelectric elements 30 are arranged on the upper surface of the flexible resin film 20 within the central opening 42 so as to overlap with each of the plurality of openings 15 in a plan view.
- the insulating resin material 350 is interposed between the lower end surfaces of the piezoelectric elements 30 and the flexible resin film 20, and is arranged to cover the outer surfaces and upper end surfaces of the piezoelectric elements 30.
- the insulating resin material 350 includes a first insulating resin material 360 that fixes the lower end surface of the piezoelectric element 30 to the flexible resin film 20, and a second insulating resin material 370 that covers the outer surface and upper end surface of the piezoelectric element 30.
- the second insulating resin material 370 is, for example, a flexible resin material such as silicone.
- the portion of the insulating resin material 350 (the second insulating resin material 370 in this embodiment) covering the upper end surface of the piezoelectric element 30 is provided with the external electrode opening 310A (or 310B) that integrally exposes at least a portion of the lower electrode terminal 37T and at least a portion of the upper electrode 36, and the internal electrode opening 315A (or 315B) that exposes at least a portion of the internal electrode terminal 34T but does not expose the internal electrode terminal facing region 362.
- the wiring body 100 is fixed to the lower sealing plate 40 in a state in which the first wiring 130a is electrically connected to the lower electrode terminal 37T and the upper electrode 361 exposed by the external electrode opening 310A via the first conductive bonding material 190a, and the second wiring 130b is electrically connected to the internal electrode terminal 34T exposed by the internal electrode opening 315A via the second conductive bonding material 190b, as in the ultrasonic transducer 1 of the first embodiment.
- the insulating resin material 350 has the first insulating resin material 360 and the second insulating resin material 370, but it is also possible to provide an insulating resin material 350B made of a single material instead of the insulating resin material 350.
- FIG. 35 is a partially enlarged vertical cross-sectional view of a modified example in which the insulating resin material 350B is made of a single material.
- the manufacturing method includes: a rigid substrate forming step of preparing a rigid plate having the same thickness as the rigid substrate 10, and forming the plurality of openings 15 in the rigid plate by etching or the like to obtain the rigid substrate 10; and a flexible resin film fixing step of fixing the flexible resin film 20 to the upper surface of the rigid substrate 10 by adhesive or thermocompression bonding so as to cover the plurality of openings 15.
- FIG. 36 shows a vertical cross-sectional view of the pre-assembly after the flexible resin film fixing step.
- the manufacturing method includes a lower sealing plate fixing process in which a lower sealing plate 40 is prepared which has approximately the same thickness as the piezoelectric element 30 and which has a central opening 42 of a size which integrally surrounds the multiple openings 15 in the rigid substrate 10, and which fixes the lower sealing plate 40 to the upper surface of the flexible resin film 20 with an adhesive so that the central opening 42 integrally surrounds the multiple openings 15 in a planar view.
- FIG. 37 is a vertical cross-sectional view of the pre-assembly after the lower sealing plate fixing step.
- the manufacturing method further includes a piezoelectric element fixing step of fixing the plurality of piezoelectric elements 30 to the upper surface of the flexible resin film 20 with a first insulating resin material 360 so as to overlap the plurality of openings 15 respectively in a plan view.
- FIG. 38 is a vertical cross-sectional view of the pre-assembly after the piezoelectric element fixing step.
- the order of the lower sealing plate fixing step and the piezoelectric element fixing step may be reversed. That is, it is also possible to carry out the piezoelectric element fixing step first, and then carry out the lower sealing plate fixing step.
- the manufacturing method further includes an insulating resin material installation step of providing a second insulating resin material 370 so as to cover the outer side surfaces of the plurality of piezoelectric elements 30 within the central opening 42 and to cover the upper end surfaces of the plurality of piezoelectric elements 30 to form an insulating cover body 300E.
- FIG. 39 shows a vertical cross-sectional view after the insulating resin material providing step.
- FIG. 40 shows an enlarged view of the XXXX portion in FIG.
- FIG. 41 shows a plan view of the piezoelectric element 30 after the insulating resin material application step.
- the second insulating resin material 370 is preferably a flexible resin material such as a silicone resin.
- the insulating resin application process is configured to apply a thermosetting insulating resin material such as silicone resin so as to cover the upper end surfaces and outer surfaces of the plurality of piezoelectric elements 30, and then heat-treat the resin at, for example, about 100°C to 150°C for several tens of minutes to harden the resin.
- the manufacturing method further includes an electrode exposure process for forming the external electrode opening 310A, which integrally exposes at least a portion of the lower electrode terminal 37T and at least a portion of the upper electrode 36, in the insulating cover body 300E, and the internal electrode opening 315A, which exposes at least a portion of the internal electrode terminal 34T but does not expose the internal electrode terminal facing region 362.
- FIG. 42 is an enlarged partial vertical cross-sectional view of the pre-assembly after the electrode exposing step.
- FIG. 43 is a plan view of the piezoelectric element 30 after the electrode exposing step.
- the electrode exposure process irradiates laser light L onto the area of the insulating cover body 300E where the external electrode opening 310A is to be formed and the area of the insulating cover body 300E where the internal electrode opening 315A is to be formed, and forms the external electrode opening 310A and the internal electrode opening 315A by peeling off the areas of the insulating cover body 300E.
- the external electrode opening 310A and the internal electrode opening 315A can be formed by an ion beam, an electron beam, or ion milling.
- the manufacturing method further includes a conductive adhesive installation step of providing a first conductive adhesive 190a to integrally cover the lower electrode terminal 37T and the upper electrode 36 portions exposed through the external electrode opening 310A, and providing a second conductive adhesive 190b on the portion of the internal electrode terminal 34T exposed through the internal electrode opening 315A.
- FIG. 44 shows a vertical cross-sectional view of the pre-assembly after the conductive bonding material providing step.
- FIG. 45 shows an enlarged view of the XXXXV portion in FIG.
- the manufacturing method further includes a wiring body installation process for installing the wiring body 100 so that a portion of the first wiring 130a contacts the first conductive bonding material 190a and a portion of the second wiring 130b contacts the second conductive bonding material 190b.
- FIG. 46 shows a vertical cross-sectional view of the pre-assembly after the wiring body installation step.
- FIG. 47 shows an enlarged view of the XXXXVII portion in FIG.
- the wiring body installation process is configured to fix the wiring body 100 to the lower sealing plate 40 with an insulating adhesive so that the portion of the first wiring 130a that spans the external electrode connection opening 155a contacts the first conductive bonding material 190a and the portion of the second wiring 130b that spans the internal electrode connection opening 155b contacts the second conductive bonding material 190b.
- the insulating adhesive that bonds the wiring body 100 to the lower sealing plate 40 can be, for example, a thermosetting insulating adhesive.
- the first and second conductive bonding materials 190a, 190b may be, for example, a thermosetting conductive adhesive or cream solder, and are applied to a predetermined area by a dispenser, screen printing, transfer, or the like.
- the wiring body installation process includes a process of heating the wiring body in a predetermined position to harden the thermosetting insulating adhesive and the first and second conductive bonding materials 190a, 190b.
- the heating temperature is set to about 120°C to 150°C when the first and second conductive bonding materials 190a, 190b are thermosetting conductive adhesives, and can be set to 230°C to 260°C when they are cream solder. In the case of cream solder, it melts when heated and solidifies when cooled from the molten state.
- the manufacturing method further includes an upper sealing plate installation process for installing the upper sealing plate 60 after the wiring body installation process.
- the upper sealing plate installation process includes a process of applying a thermosetting flexible resin material such as silicone resin to the upper surface of the wiring body 100, a process of placing the upper sealing plate 60 on the flexible resin material, and a process of curing the flexible resin material by heating, for example, at approximately 100°C to 150°C for several tens of minutes.
- FIG. 48 shows a vertical cross-sectional view of the pre-assembly after the upper sealing plate installation step.
- the manufacturing method further includes a sound-absorbing material installation process and a reinforcing plate installation process after the upper sealing plate installation process (see Figure 2).
- the sound-absorbing material installation process includes a process of applying a thermosetting insulating adhesive to the upper surface of the upper sealing plate 60, a process of placing the sound-absorbing material 70 such as silicone resin or other foamable resin on the thermosetting insulating adhesive, and a process of curing the thermosetting insulating adhesive by heating, for example, at about 120°C to 150°C for several tens of minutes.
- the reinforcing plate installation process includes a process of applying a thermosetting insulating adhesive to the upper surface of the sound absorbing material 70, a process of placing the reinforcing plate 75 on the thermosetting insulating adhesive, and a process of curing the thermosetting insulating adhesive by heating, for example, at about 120°C to 150°C for several tens of minutes.
- the insulating resin material (the first insulating resin material 360) that adheres the piezoelectric element 30 to the flexible resin film 20 and the insulating resin material (the second insulating resin material 370) that covers the upper end surface of the piezoelectric element 30 and forms the insulating cover body 300E are different, but it is also possible to form them from a single material.
- the manufacturing method according to this modified example is configured to carry out the lower sealing plate installation process, the insulating resin filling process, and the piezoelectric element fixing process in this order after the flexible resin film fixing process.
- the lower sealing plate installation process is configured to prepare a lower sealing plate 40B that is thicker than the piezoelectric element 30 and has a central opening 42 large enough to surround all of the multiple openings 15 in a plan view, and to adhere the lower sealing plate 40B to the upper surface of the flexible resin film 20 so that the central opening 42 surrounds all of the multiple openings 15.
- the insulating resin filling step is configured to fill the central opening 42 with an insulating resin material 380 .
- the insulating resin material 380 is, for example, a thermosetting type.
- FIG. 49 shows a vertical cross-sectional view of the pre-assembly after the insulating resin filling step.
- FIG. 50 is a vertical cross-sectional view of the pre-assembly after the piezoelectric element fixing step.
- FIG. 51 shows an enlarged view of part XXXXXI in FIG.
- the piezoelectric element fixing process is configured to place the multiple piezoelectric elements 30 on the upper surface of the flexible resin film 20 in the insulating resin material 380 in an uncured state so that a portion of the insulating resin material 380 covers the upper end surface of the piezoelectric elements 30 and overlaps with each of the multiple openings 15 in a planar view, and then to fix the multiple piezoelectric elements 30 to the flexible resin film 20 by curing the insulating resin material 380, and to form an insulating cover body 300E on the upper end surface of the piezoelectric elements 30.
- the amount of the insulating resin material 380 filled in the piezoelectric element fixing process is adjusted so that, when the piezoelectric element 300 is placed on the upper surface of the flexible resin film 20 as shown in FIG. 51, the amount of the insulating resin material 380 filled in the piezoelectric element 30 covers the peripheral areas of the upper end surface of the piezoelectric element 30, including at least a part of the internal electrode terminal 34T, the internal electrode terminal facing area 362 of the upper surface electrode 36 that faces the internal electrode terminal 34T through the internal electrode side gap 34a, and the area of the internal electrode side gap 34a sandwiched between the internal electrode terminal 34T and the internal electrode terminal facing area 362, but does not cover the central area of the upper end surface of the piezoelectric element.
- This preferred configuration effectively prevents or reduces the adhesion of the insulating resin material 380 to the pick nozzle when mounting the piezoelectric element 30, and allows the mounting work of the piezoelectric element 30 to be performed accurately and efficiently.
- the piezoelectric element 30 has the bottom electrode terminal 37T and the internal electrode terminal 34T disposed midway along one side and the other side that form the outer shape in a plan view, respectively, but the present invention is not, of course, limited to such a configuration.
- FIG. 52 shows a plan view of a piezoelectric element 30B provided with the insulating cover body 300A according to another embodiment of the present invention.
- the piezoelectric element 30B has the lower electrode terminal 37T and the internal electrode terminal 34T disposed at corners of a rectangular shape in a plan view.
- the lower sealing plate 40 is used, but in the present invention, it is also possible to use the lower sealing plate 40B instead of the lower sealing plate 40.
- FIG. 53 shows a plan view of the lower sealing plate 40B.
- FIG. 54 shows a partial vertical cross-sectional view of an ultrasonic transducer 1B according to a modification of the first embodiment in which the lower sealing plate 40B is used instead of the lower sealing plate 40. As shown in FIG.
- the lower sealing plate 40B has partition walls 45 that divide the central opening 42 into multiple openings 43 large enough to surround each of the multiple piezoelectric elements 30.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Signal Processing (AREA)
- Manufacturing & Machinery (AREA)
- Ultra Sonic Daignosis Equipment (AREA)
- Transducers For Ultrasonic Waves (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025507766A JP7671420B2 (ja) | 2023-03-27 | 2023-03-27 | 圧電素子、超音波トランスデューサー及びその製造方法 |
| PCT/JP2023/012118 WO2024201639A1 (ja) | 2023-03-27 | 2023-03-27 | 圧電素子、超音波トランスデューサー及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/012118 WO2024201639A1 (ja) | 2023-03-27 | 2023-03-27 | 圧電素子、超音波トランスデューサー及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024201639A1 true WO2024201639A1 (ja) | 2024-10-03 |
Family
ID=92904017
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/012118 Ceased WO2024201639A1 (ja) | 2023-03-27 | 2023-03-27 | 圧電素子、超音波トランスデューサー及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7671420B2 (https=) |
| WO (1) | WO2024201639A1 (https=) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6776481B1 (ja) * | 2020-01-30 | 2020-10-28 | サンコール株式会社 | 超音波トランスデューサー及びその製造方法 |
| JP7023436B1 (ja) * | 2021-02-03 | 2022-02-21 | サンコール株式会社 | 超音波トランスデューサー及びその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009016699A (ja) * | 2007-07-09 | 2009-01-22 | Nitto Denko Corp | 配線回路基板およびその製造方法 |
-
2023
- 2023-03-27 JP JP2025507766A patent/JP7671420B2/ja active Active
- 2023-03-27 WO PCT/JP2023/012118 patent/WO2024201639A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6776481B1 (ja) * | 2020-01-30 | 2020-10-28 | サンコール株式会社 | 超音波トランスデューサー及びその製造方法 |
| JP7023436B1 (ja) * | 2021-02-03 | 2022-02-21 | サンコール株式会社 | 超音波トランスデューサー及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7671420B2 (ja) | 2025-05-01 |
| JPWO2024201639A1 (https=) | 2024-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6859984B2 (en) | Method for providing a matrix array ultrasonic transducer with an integrated interconnection means | |
| US7259500B2 (en) | Piezoelectric device | |
| US20030102777A1 (en) | Ultrasonic transducer and method of manufacturing the same | |
| JPH10270975A (ja) | 電子部品とその製造方法 | |
| US6583364B1 (en) | Ultrasonic manufacturing apparatuses, multilayer flexible wiring boards and processes for manufacturing multilayer flexible wiring boards | |
| JP6776481B1 (ja) | 超音波トランスデューサー及びその製造方法 | |
| US7309948B2 (en) | Ultrasonic transducer and method of manufacturing the same | |
| US20240082877A1 (en) | Ultrasonic transducer and method for manufacturing the same | |
| JP2000504274A (ja) | 共通のアース電極を含む複数要素音響プローブ | |
| WO2017179300A1 (ja) | 弾性波装置及びその製造方法 | |
| JP2013501405A (ja) | 集積電気接続を備えた超音波イメージング変換器音響スタック | |
| JP6598417B1 (ja) | 超音波トランスデューサー及びその製造方法 | |
| JP4710456B2 (ja) | 弾性境界波装置及びその製造方法 | |
| JP7671420B2 (ja) | 圧電素子、超音波トランスデューサー及びその製造方法 | |
| JP7486670B2 (ja) | 圧電素子アッセンブリ及びその製造方法 | |
| JP6385883B2 (ja) | モジュールおよびモジュールの製造方法 | |
| JP2023094494A (ja) | モジュールおよびモジュールの製造方法 | |
| JPWO2023053160A5 (https=) | ||
| JP7154462B1 (ja) | 超音波トランスデューサー及びその製造方法 | |
| US5069745A (en) | Process for preparing a combined wiring substrate | |
| JP2001326997A (ja) | 圧電発音器 | |
| JP7316924B2 (ja) | 超音波放射器具及び超音波装置 | |
| WO2020170286A1 (ja) | 超音波トランスデューサー及びその製造方法 | |
| CN115793894B (zh) | 一种超声波发生屏及其制造方法 | |
| JPWO2024201639A5 (https=) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23930279 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025507766 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23930279 Country of ref document: EP Kind code of ref document: A1 |