WO2024166857A1 - 電子部品 - Google Patents
電子部品 Download PDFInfo
- Publication number
- WO2024166857A1 WO2024166857A1 PCT/JP2024/003686 JP2024003686W WO2024166857A1 WO 2024166857 A1 WO2024166857 A1 WO 2024166857A1 JP 2024003686 W JP2024003686 W JP 2024003686W WO 2024166857 A1 WO2024166857 A1 WO 2024166857A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- magnetic
- electronic component
- wiring
- sintered
- component according
- Prior art date
Links
- 230000004907 flux Effects 0.000 claims abstract description 13
- 239000011800 void material Substances 0.000 claims abstract description 9
- 230000035699 permeability Effects 0.000 claims description 48
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 25
- 239000000696 magnetic material Substances 0.000 claims description 22
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 14
- 239000000956 alloy Substances 0.000 claims description 14
- 229910045601 alloy Inorganic materials 0.000 claims description 14
- 239000012212 insulator Substances 0.000 claims description 14
- 229910052709 silver Inorganic materials 0.000 claims description 14
- 239000004332 silver Substances 0.000 claims description 14
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 13
- 229910052742 iron Inorganic materials 0.000 claims description 12
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 4
- 229910052802 copper Inorganic materials 0.000 claims description 4
- 239000010949 copper Substances 0.000 claims description 4
- 229910052710 silicon Inorganic materials 0.000 claims description 4
- 239000010703 silicon Substances 0.000 claims description 4
- 229910017052 cobalt Inorganic materials 0.000 claims description 3
- 239000010941 cobalt Substances 0.000 claims description 3
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 3
- 239000007769 metal material Substances 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 114
- 229910052751 metal Inorganic materials 0.000 description 61
- 239000002184 metal Substances 0.000 description 61
- 239000006249 magnetic particle Substances 0.000 description 20
- 238000005259 measurement Methods 0.000 description 18
- 239000002131 composite material Substances 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 15
- 238000011049 filling Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 14
- 239000002245 particle Substances 0.000 description 14
- 238000010586 diagram Methods 0.000 description 13
- 230000008569 process Effects 0.000 description 12
- 238000007650 screen-printing Methods 0.000 description 11
- 238000002360 preparation method Methods 0.000 description 10
- 238000004088 simulation Methods 0.000 description 10
- 239000002904 solvent Substances 0.000 description 10
- WUOACPNHFRMFPN-UHFFFAOYSA-N alpha-terpineol Chemical compound CC1=CCC(C(C)(C)O)CC1 WUOACPNHFRMFPN-UHFFFAOYSA-N 0.000 description 8
- SQIFACVGCPWBQZ-UHFFFAOYSA-N delta-terpineol Natural products CC(C)(O)C1CCC(=C)CC1 SQIFACVGCPWBQZ-UHFFFAOYSA-N 0.000 description 8
- 229940116411 terpineol Drugs 0.000 description 8
- 239000002966 varnish Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 238000004458 analytical method Methods 0.000 description 6
- 238000001035 drying Methods 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 238000010304 firing Methods 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 238000005245 sintering Methods 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 239000004020 conductor Substances 0.000 description 3
- 239000012299 nitrogen atmosphere Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000005388 borosilicate glass Substances 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000013507 mapping Methods 0.000 description 2
- 239000004570 mortar (masonry) Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 238000000992 sputter etching Methods 0.000 description 2
- FFQALBCXGPYQGT-UHFFFAOYSA-N 2,4-difluoro-5-(trifluoromethyl)aniline Chemical compound NC1=CC(C(F)(F)F)=C(F)C=C1F FFQALBCXGPYQGT-UHFFFAOYSA-N 0.000 description 1
- DJOYTAUERRJRAT-UHFFFAOYSA-N 2-(n-methyl-4-nitroanilino)acetonitrile Chemical compound N#CCN(C)C1=CC=C([N+]([O-])=O)C=C1 DJOYTAUERRJRAT-UHFFFAOYSA-N 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910021523 barium zirconate Inorganic materials 0.000 description 1
- DQBAOWPVHRWLJC-UHFFFAOYSA-N barium(2+);dioxido(oxo)zirconium Chemical compound [Ba+2].[O-][Zr]([O-])=O DQBAOWPVHRWLJC-UHFFFAOYSA-N 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 150000004696 coordination complex Chemical class 0.000 description 1
- 239000003989 dielectric material Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
Images




















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/255—Magnetic cores made from particles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/29—Terminals; Tapping arrangements for signal inductances
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/32—Insulating of coils, windings, or parts thereof
Definitions
- This disclosure relates to electronic components.
- the inductor components as electronic components can be used in various power supply circuits.
- the inductor components include a base body and wiring located inside the base body.
- the base body can be a magnetic composite body having inorganic filler and resin as magnetic materials (see Patent Document 1).
- the characteristics of the electronic component are improved by increasing the filling rate of the magnetic material in the magnetic composite body, i.e., the metal magnetic particles.
- the metal magnetic particles also contain resin, there is a limit to how much the filling rate of the metal magnetic particles can be increased, and localized concentration of magnetic flux can occur between the metal magnetic particles. This makes the magnetic body more susceptible to magnetic saturation, which may result in a decrease in the magnetic energy that can be stored.
- magnetic composite bodies are not sintered, the distortion applied to the metal magnetic body during molding is not alleviated, which may lead to a decrease in magnetic permeability.
- the purpose of this disclosure is to provide electronic components that can improve inductance and magnetic energy.
- the present disclosure provides an electronic component comprising a base body including one or more sintered bodies and wiring provided within the base body, the sintered bodies being made of a metallic magnetic material, at least one of the sintered bodies including a first magnetic portion having a porosity of 0% or more and 6.0% or less and a saturation magnetic flux density (Bs) of 1.89 T or more and 2.26 T or less, and the wiring being disposed within the first magnetic portion.
- This disclosure makes it possible to improve the inductance and magnetic energy of electronic components.
- FIG. 1 is a perspective view illustrating an electronic component according to a first embodiment of the present disclosure.
- 1B is a schematic cross-sectional view taken along line a-a in FIG. 1A.
- FIG. 11 is a perspective view illustrating an electronic component according to a second embodiment of the present disclosure.
- FIG. 11 is a perspective view illustrating an electronic component according to a third embodiment of the present disclosure.
- 2B is a schematic cross-sectional view taken along line bb in FIG. 2A.
- FIG. 11 is a perspective view illustrating an electronic component according to a fourth embodiment of the present disclosure. 4 is a schematic cross-sectional view taken along line cc in FIG. 3.
- FIG. 3 is a schematic cross-sectional view taken along line cc in FIG. 3.
- FIG. 13 is a perspective view showing a schematic diagram of an electronic component (first large magnetic region + two wirings) according to a fifth embodiment of the present disclosure.
- 6 is a schematic cross-sectional view taken along line dd in FIG. 5 .
- FIG. 13 is a perspective view illustrating an electronic component (in a first magnetic region plus two wirings) according to a sixth embodiment of the present disclosure.
- 8 is a schematic cross-sectional view taken along line ee in FIG. 7.
- FIG. 13 is a perspective view showing a schematic diagram of an electronic component (first small magnetic region + two wirings) according to a seventh embodiment of the present disclosure.
- 10 is a schematic cross-sectional view taken along line ff in FIG. 9 .
- FIG. 9 is a schematic cross-sectional view taken along line ff in FIG. 9 .
- FIG. 13 is a perspective view showing a schematic diagram of an electronic component (four external electrodes and two wirings) according to an eighth embodiment of the present disclosure.
- 12 is a schematic cross-sectional view taken along line gg in FIG. 11 .
- FIG. 13 is a perspective view showing a schematic diagram of an electronic component (wiring connected to a bottom electrode) according to a ninth embodiment of the present disclosure.
- 14 is a schematic cross-sectional view taken along line h-h in FIG. 13.
- 14 is a schematic cross-sectional view taken along line ii in FIG. 13.
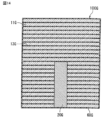
- FIG. 1 is a perspective view showing a schematic diagram of a conventional electronic component (including a magnetic composite body and wiring).
- 17 is a schematic cross-sectional view taken along line j-j in FIG. 16.
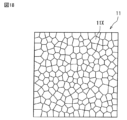
- FIG. 2 is an enlarged cross-sectional view showing a schematic diagram of a sintered body of an element body.
- FIG. 18 is an enlarged cross-sectional view showing a schematic diagram of a magnetic composite body
- FIG. 1A is a perspective view showing a schematic diagram of an electronic component according to embodiment 1 of the present disclosure.
- FIG. 1B is a schematic cross-sectional view taken along line a-a in FIG. 1A.
- the electronic component 100 of embodiment 1 includes a base body 10, wiring 20, and external electrodes 30, 40.
- the base body 10 includes a sintered body 11, which may be made of a metallic magnetic material.
- the base body 10 may have a hexahedral structure.
- the sintered body 11 may be at least one selected from the group consisting of iron, an alloy containing iron and nickel, an alloy containing iron and cobalt, and an alloy containing iron and silicon.
- an insulating coating layer 60 may be provided that covers the surface of the base body 10 except for the external electrodes 30, 40.
- the wiring 20 is provided within the element body 10 and is made of a conductive material.
- the wiring 20 may be at least one type selected from the group consisting of, for example, silver, copper, aluminum, etc. As an example of the form of the wiring 20, it may be straight wiring as shown in FIG. 1A. Without being limited to this, the wiring may be coil-shaped wiring.
- the external electrodes 30, 40 are provided on the surface of the element body 10. Materials for the external electrodes 30, 40 may include, for example, silver, copper, nickel, etc. These external electrodes are connected to both ends of the wiring 20, respectively, and are arranged facing each other at a distance across the element body 10.
- the sintered body 11 has a first magnetic portion 12, and the wiring 20 is disposed within the first magnetic portion 12. From another perspective, the wiring 20 is surrounded by the first magnetic portion 12. Specifically, the portion of the wiring 20 other than both ends connected to the external electrodes 30, 40 is disposed within the first magnetic portion 12. From yet another perspective, when viewed in a cross section perpendicular to the extension direction of the wiring 20, the first magnetic portion 12 is present around the entire periphery of the cross-sectional portion of the wiring 20.
- the above-mentioned first magnetic portion 12 refers to the region of the sintered body 11 with a void ratio of 0% to 6.0% and a saturation magnetic flux density (Bs) of 1.89 T to 2.26 T.
- the first magnetic portion constituting the sintered body 11 has a high Bs of 1.89 T to 2.26 T, which makes it possible to suppress magnetic saturation compared to when a magnetic composite body is used for the base body 10'. As a result, it is possible to suppress the decrease in storable magnetic energy, and as a result, the DC superposition characteristics are improved.
- the sintered body 11 Since the void ratio of the first magnetic portion is 6.0% or less, the sintered body 11 has a high-density region, and the space factor of the metal magnetic body can be increased compared to when a magnetic composite body is used for the base body 10' (see Figures 16, 17, and 19). As a result, the decrease in storable magnetic energy can be suppressed, and the DC superposition characteristics are improved.
- the void ratio of the first magnetic portion is low, local concentration of magnetic flux can be suppressed, and magnetic saturation can be suppressed, improving the DC superposition characteristics.
- the base body 10 since the base body 10 includes the sintered body 11, the stress distortion that occurred in the metal magnetic body during molding is alleviated, and the magnetic permeability is improved. This improves the inductance (L value).
- I sat the DC current value when L drops by 30% from the initial value
- I sat the DC current value when L drops by 30% from the initial value
- the first magnetic part 12 which has a high saturation magnetic flux density, can be positioned so as to surround the wiring 20. This makes it possible to effectively suppress magnetic saturation and effectively improve the DC superposition characteristics.
- the base body 10 may further have a first insulating layer 13.
- This first insulating layer 13 may be continuous in a layered form from one side of the sintered body 11 to the other side in a direction intersecting the stacking direction L. With this form, two or more sintered bodies 11 separated by the first insulating layer 13 may be provided.
- the base body 10 has two or more sintered bodies 11 and a first insulating layer 13, and adjacent sintered bodies 11 and the other sintered body can be stacked with the first insulating layer 13 sandwiched between them.
- all of the partitioned two or more sintered bodies 11 can be composed of the first magnetic part 12. That is, each of the two or more sintered bodies 11 has a first magnetic part or is composed of the first magnetic part. Therefore, the first insulating layer 13 can be in contact with the first magnetic parts of the two or more sintered bodies (i.e., two sintered bodies 11 each composed of the first magnetic part 12).
- Each sintered body 11 itself has at least one metal magnetic sintered layer, and the metal magnetic sintered layer and the first insulating layer 13 constituting each sintered body 11 can be stacked along the stacking direction.
- the metal magnetic sintered layer and the first insulating layer 13 constituting each sintered body 11 can be stacked along the stacking direction.
- the first insulating layer 13 By providing the above-mentioned first insulating layer 13, a magnetic gap function can be provided compared to when it is not provided. It is also preferable that the first insulating layer 13 is non-magnetic. This makes it possible to improve the DC superposition characteristics by reducing the magnetic permeability of the base body 10. However, without being limited to this, the first insulating layer 13 can be a low-permeability insulating layer that is not non-magnetic but has a magnetic permeability lower than that of the sintered body 11. In this case, inductance can also be improved compared to when it is non-magnetic.
- first insulating layers 13 may be provided, spaced apart from each other.
- the base body 10 has four sintered bodies 11.
- the wiring 20 is disposed between the first insulating layers 13, and the base body 10 may include three or more sintered bodies 11.
- a layered structure can be formed in which two or more sintered bodies 11 and two or more first insulating layers 13 are alternately stacked.
- the two sintered bodies 11 located on either side of the wiring can have a smaller width than the other sintered bodies.
- the two sintered bodies 11 can be arranged side by side with the wiring 20 in between in a direction intersecting the stacking direction L.
- the first external electrode 30 and the second external electrode 40 are arranged on the surfaces of different sintered bodies 11.
- the element body 10 can further have a second insulating layer 50.
- the first external electrode 30 and the second external electrode 40 are respectively arranged on the surfaces of adjacent sintered bodies 11, with the first external electrode 30 arranged on the surface of the sintered body 11 on one side and the second external electrode 30 arranged on the surface of the sintered body 11 on the other side.
- a second insulating layer 50 can be arranged between one sintered body 11 on which the first external electrode 30 is arranged and the sintered body 11 on which the second external electrode 40 is arranged.
- the second insulating layer 50 may be a slit-shaped tangible object that extends in a direction intersecting, for example, perpendicular to, the extension direction of the first insulating layer 13. Note that the second insulating layer 50 is not disposed so as to penetrate into the wiring located inside the element body 10 and divide the wiring.
- the first magnetic portion surrounds everything except the via conductor of the wiring, and preferably also surrounds the via conductor. Also, when there are multiple first magnetic portions, the magnetic permeability may or may not be the same.
- FIG. 1C is a cross-sectional view showing a schematic diagram of an electronic component according to embodiment 2 of the present disclosure.
- the embodiment shown in FIG. 1C is a modified version of the embodiment shown in FIG. 1B.
- embodiment 2 differs in that wiring 20 covered with an insulator 15 is provided.
- the wiring 20 is directly surrounded by the insulator 15, except for the two ends connected to the external electrodes 30, 40.
- This allows the insulator 15 to function as a magnetic gap.
- the insulator 15 is non-magnetic. This makes it possible to improve the DC superposition characteristics by reducing the magnetic permeability of the element body 10.
- the insulator 15 can be a low-permeability insulator that is not non-magnetic and has a magnetic permeability lower than that of the sintered body 11. In this case, inductance can also be improved compared to the non-magnetic case.
- FIG. 2A is a perspective view showing a schematic diagram of an electronic component according to a third embodiment of the present disclosure.
- FIG. 2B is a schematic cross-sectional view taken along line b-b in FIG. 2A.
- the third embodiment differs from the first embodiment in that at least one sintered body 11A has a high permeability portion 14A with a relative permeability of 700 or more.
- Each magnetic portion may be composed of at least one metal magnetic sintered layer.
- the first insulating layer 13A may be disposed within the first magnetic portion 12A. Since the high permeability portion 14A has a high relative permeability, the inductance can be further improved compared to the first embodiment (a configuration without a high permeability portion).
- the first magnetic portion refers to a region in the sintered body 11A where the void ratio is 0% or more and 6.0% or less and the saturation magnetic flux density (Bs) is 1.89 T or more and 2.26 T or less.
- the high permeability portion refers to a region in the sintered body 11A where the relative permeability is 700 or more.
- the wiring 20A can be provided within the first magnetic part 12A.
- the first magnetic part 12A which has a high saturation magnetic flux density, can be positioned in the vicinity of the wiring 20A. This makes it possible to effectively suppress magnetic saturation and effectively improve the DC superposition characteristics.
- the term "sintered body of a metal magnetic material” refers to a sintered body of metal magnetic particles, as shown in FIG. 18, which is an enlarged view of the dotted circle area in FIG. 1B and FIG. 2B, and is composed of non-uniform metal magnetic particles, as compared with a conventional magnetic composite body (see FIG. 19) having a uniform (e.g., substantially circular) metal magnetic particles.
- the region of the sintered body of a metal magnetic material in which the void ratio is 0% or more and 6.0% or less and the saturation magnetic flux density (Bs) is 1.89 T or more and 2.26 T or less is called the first magnetic part.
- the first magnetic part may be a part of a sintered body of a metal magnetic material, or the entire sintered body of a metal magnetic material may be the first magnetic part. It is preferable that the grain boundary phase of the metal magnetic particles has a higher resistance than the resistance of the metal magnetic particle part. This can reduce eddy current loss, which increases with increasing frequency.
- the grain boundary phase of the metal magnetic particles preferably contains a metal oxide or metal nitride in which a non-magnetic metal is oxidized or nitrided. In this disclosure, silicon, which is called a semimetal, is treated as a metal.
- FIG. 3 is a perspective view showing a schematic diagram of an electronic component according to a fourth embodiment of the present disclosure.
- FIG. 4 is a schematic cross-sectional view taken along line c-c in FIG. 3.
- the multiple sintered bodies have a first magnetic portion 12B and a high magnetic permeability portion 14B, and each magnetic portion can be composed of at least one metal magnetic sintered layer.
- the fourth embodiment differs from the third embodiment in that the first insulating layer 13B is disposed not only in the first magnetic portion 12B but also in the high magnetic permeability portion 14B, and the first insulating layer 13B and the metal magnetic sintered layers constituting each magnetic portion are alternately stacked.
- the number of first insulating layers is increased, so that the first insulating layers 13B can function more effectively as magnetic gaps within the base body 10B, and the magnetic permeability of the base body 10B can be further reduced, thereby improving the DC superposition characteristics.
- FIG. 5 is a perspective view showing a schematic of an electronic component (first large magnetic region + 2 wires) according to embodiment 5 of the present disclosure.
- FIG. 6 is a schematic cross-sectional view taken along line d-d in FIG. 5.
- FIG. 7 is a perspective view showing a schematic of an electronic component (first medium magnetic region + 2 wires) according to embodiment 6 of the present disclosure.
- FIG. 8 is a schematic cross-sectional view taken along line ee in FIG. 7.
- FIG. 9 is a perspective view showing a schematic of an electronic component (first small magnetic region + 2 wires) according to embodiment 7 of the present disclosure.
- FIG. 10 is a schematic cross-sectional view taken along line f-f in FIG. 9.
- the fifth embodiment is different from the first embodiment in that it has two or more wirings 20C.
- I sat the direct current value when L is reduced by 30% from the initial value
- I sat the direct current value when L is reduced by 30% from the initial value
- the number of layers of the first magnetic portion in the fifth embodiment shown in Fig. 5 and Fig. 6 is greater than those in the sixth and seventh embodiments.
- the first magnetic portion is a region with a high Bs, and the greater number of layers of the first magnetic portion increases I sat and can increase the magnetic energy. This makes it possible to further suppress magnetic saturation and further improve the DC bias characteristics.
- FIG. 11 is a perspective view showing a schematic diagram of an electronic component (four external electrodes + two wirings) according to an eighth embodiment of the present disclosure.
- FIG. 12 is a schematic cross-sectional view taken along line g-g in FIG. 11.
- Embodiment 8 differs from embodiment 1 in that two external electrodes 31F, 32F are arranged spaced apart on one side of element body 10F, and two external electrodes 41F, 42F are arranged spaced apart on the other side of element body 10F.
- two wirings 21F, 22F are provided as wiring, and both ends of first wiring 21F can be connected to mutually opposing external electrodes 31F, 41F, respectively.
- Both ends of second wiring 22F can be connected to mutually opposing external electrodes 32F, 42F, respectively.
- multiple inductor functions can be provided in electronic component 100F.
- FIG. 13 is a perspective view showing a schematic diagram of an electronic component (wiring connected to an external electrode provided on the bottom surface) according to a ninth embodiment of the present disclosure.
- FIG. 14 is a schematic cross-sectional view taken along line h-h in FIG. 13.
- FIG. 15 is a schematic cross-sectional view taken along line i-i in FIG. 13.
- the external electrode provided on the bottom surface is referred to as a bottom electrode.
- Embodiment 9 differs from embodiment 1 in that the external electrodes 30G, 40G are bottom electrodes.
- the wiring 20G located within the base body 10G has, for example, a bent shape. Both ends of the wiring 20G can extend to the bottom side of the electronic component 100G and be connected to the external electrodes 30G, 40G, which serve as bottom electrodes.
- By adopting such a bottom electrode structure it is possible to further improve the inductance. Without being bound by a particular theory, it is believed that this is due to the fact that the direction of the magnetic field formed by the wiring 20G extending to the bottom side is approximately the same as the longitudinal extension direction of the sintered body 11G.
- Magnetic metal particles having a D50 particle size of about 0.40 ⁇ m or more and 3.10 ⁇ m or less are prepared.
- ⁇ Preparation process of metal magnetic paste> After preparing the metal magnetic particles, the metal magnetic particles, varnish, a solvent (e.g., terpineol), etc. are mixed in a stirrer, and then a dispersion process is performed in a roll mill to obtain a metal magnetic paste.
- a solvent e.g., terpineol
- Non-magnetic insulating particles having a D50 particle size of about 0.1 ⁇ m to 0.5 ⁇ m are prepared. Then, the insulating particles, varnish, and a solvent (e.g., terpineol) are mixed in a stirrer. Then, a dispersion process is performed in a roll mill to obtain an insulating paste.
- the non-magnetic insulating material used in the insulating paste may be, for example, a mixture of alumina, silica, glass, or a dielectric material such as calcium zirconate, strontium zirconate, and/or barium zirconate with borosilicate glass or the like.
- Conductive particles with a D50 particle size of 1 ⁇ m to 5 ⁇ m are mixed with a varnish and a solvent (e.g., terpineol) in a stirrer. Dispersion is then performed in a roll mill to obtain a wiring paste. Silver particles or the like can be selected as the conductive particles.
- ⁇ Preparation step of unfired laminate> After preparing each paste, the above-mentioned metal magnetic paste is used to form a metal magnetic material layer of a predetermined thickness by, for example, screen printing, and then dried. After drying, slit grooves of a predetermined width are formed by laser processing, and the above-mentioned insulating paste is filled into the slit grooves by screen printing or the like, and then dried. Note that the slit grooves are not limited to post-processing by laser processing, and may be patterned in advance using a screen printing plate or the like.
- an insulating layer of a specified thickness is formed on the metal magnetic layer using the above insulating paste by screen printing and drying.
- the insulating paste used to form the insulating layer may be of a different type from the insulating paste filled into the slit grooves.
- wiring paste is used to form wiring in the desired shape (for example, straight, coiled, meandering, etc.) by screen printing.
- Coiled wiring refers to wiring with a circular wiring portion.
- via patterns that connect wiring patterns to each other are formed on multiple metal magnetic layers using wiring paste.
- the via pattern can be formed by first forming holes in the metal magnetic layer by laser processing or the like and filling them with wiring paste.
- an insulating layer may be further formed on top of it. The formation of the above metal magnetic material layer and, optionally, the formation of an insulating layer are repeated to obtain an unsintered laminate.
- the number of insulating layers may be reduced or eliminated. This makes it possible to adjust the balance between the L value and the DC superposition characteristics.
- the type of metal magnetic paste used in the above process can be changed midway depending on the metal magnetic material layer being formed.
- a screen printing layer formed using a screen printing method is laminated, but this is not limited to this, and the product can also be produced by preparing separate sheets and laminating the sheets.
- the outer surface of the fired laminate may be coated with an insulating resin, the coating may be removed from the area where the wiring and the external electrodes are to be connected with a laser, and then a plating process may be performed to form external electrodes.
- the material of the external electrodes may be, for example, silver.
- the above is based on the premise that a non-magnetic insulating layer is formed, but by extending the time that the maximum temperature (top firing temperature) during the above firing is held, the metal magnetic material components can be diffused from the metal magnetic layer into the non-magnetic insulating layer, resulting in an insulating layer with low magnetic permeability and some magnetic properties.
- the metal magnetic particles, varnish (resin type: ethyl cellulose, product name: Ethocel), and terpineol as a solvent were mixed in a mortar, the paste was oven-dried to remove the solvent, and the dried material was passed through a mesh to produce granulated powder.
- the granulated powder was pressurized at 120 MPa for 2 minutes while heated to 80°C to produce a toroidal core and a cylindrical sample.
- the mixture was degreased in a nitrogen atmosphere and fired at 900°C for 60 minutes in a reducing atmosphere of H2 : 3% / N2 : 97%, to obtain a toroidal core and a cylindrical sample made of a sintered body.
- the toroidal core was wound and the magnetic permeability ⁇ (100 Hz) was measured using an impedance analyzer E4990A (Keysight).
- the cylindrical sample was measured using a vibration sample magnetometer VSM-5 (Toei Kogyo Co., Ltd.) to measure the saturation magnetic flux density Bs (16000 Oe).
- the measured ⁇ and Bs were entered into the following formula to calculate the B-H data.
- B Bs ⁇ tanh(4 ⁇ 10-7 ⁇ H/Bs)
- the Bs was calculated using the density of the metal material alone (Fe: 7.87 g/cm 3 , Ni: 8.9 g/cm 3 , Co: 8.9 g/cm 3 ) and the alloy density calculated from the composition ratio of each alloy.
- the calculated alloy densities are as follows: Fe50Co: 8.37g/cm 3 , Fe10Ni30Co: 8.26g/cm 3 , Fe10Ni20Co: 8.16g/cm 3 , Fe20Ni: 8.06g/cm 3 , Fe45Ni: 8.31g/cm 3
- all wiring other than the magnetic body can be removed, and the magnetic body can be processed into a shape suitable for measurement with a vibrating sample magnetometer, and then measurement can be performed.
- the alloy density used to calculate Bs can be calculated using the alloy composition determined by a separate composition analysis, using the above-mentioned calculation.
- Comparative Example Metal magnetic particles, varnish (product name: Ethocel), and terpineol as a solvent were mixed in a mortar, and the paste was oven-dried to remove the solvent, and the dried product was passed through a mesh to produce granulated powder.
- the granulated powder was pressurized at 120 MPa for 2 minutes while heated to 80°C to produce a toroidal core and a cylindrical sample.
- the toroidal core was then degreased in air and fired at 650°C for 60 minutes in air.
- the voids in the fired toroidal core were then impregnated with epoxy resin and thermally cured to obtain a toroidal core made of a composite material.
- the toroidal core was then wound, and the magnetic permeability ⁇ (100 Hz) was measured using an impedance analyzer E4990A (manufactured by Keysight).
- the filling rate of the metal magnetic particles in the composite material was determined by the following method. Specifically, each sintered sample was resin-solidified, polished with a polishing device Tegramin-25 (manufactured by Struers), and ion milled with an ion milling device IM-3000 (manufactured by Hitachi High-Technologies Corporation). SEM images and optionally element mapping images were then obtained using a field emission scanning electron microscope SU8230 (manufactured by Hitachi High-Technologies Corporation). The imaging magnification was 2000x. These acquired images were analyzed using image analysis software WinROOF2021 (manufactured by Mitani Shoji Co., Ltd.) to calculate the filling rate. The filling rate was determined as the average value of the analysis values at three arbitrary locations.
- the filling rates for different types of metal magnetic particles were as follows: ⁇ Fe50Co: Filling rate 60% ⁇ Fe10Ni20Co: Filling rate 62% ⁇ Fe45Ni: Filling rate 71%
- the Bs of the composite material was calculated by multiplying this filling rate by the Bs measured for the above-mentioned sintered body.
- ⁇ Fe50Co: 2.33 ⁇ 0.60 1.40T
- ⁇ Fe45Ni: 1.57 ⁇ 0.71 1.11T
- the values calculated above were used for the B-H curve of the magnetic material. Note that the B-H curve used portions with relative permeability ⁇ r of 1 or more so that it would not fall below the permeability of a vacuum, and was then extrapolated to the permeability of a vacuum using the functions of Femtet2022.
- the wiring material was silver.
- ⁇ Laminate model> For the laminate model, 30 layers of sintered bodies (longitudinal dimension (L)/width dimension (W)/height (T) (same below): 1.0 mm/0.5 mm/0.02 mm) and 29 layers of non-magnetic insulating layers (L/W/t: 1.0 mm/0.5 mm/0.001 mm) were alternately laminated to form a hexahedral base body with L/W/T: 1.0 mm/0.5 mm/0.629 mm.
- a straight silver wiring (width/thickness/length: 0.0625 mm/0.02 mm/1.0 mm) was formed in the center of the W dimension.
- a non-magnetic second insulating layer (width 0.01 mm) was formed in the center of the L dimension, positioned to provide two sintered bodies between two external electrodes.
- Comparative Example 1 Sintered bodies of 1st to 30th layers (having neither the first magnetic portion nor the high magnetic permeability portion)
- Examples 1 to 3 1st to 30th layers of sintered compacts were used as the first magnetic part.
- Comparative Example 2 1st to 30th layers of sintered compacts were used as the high permeability part.
- Example 4 The five sintered layers, the 14th to 18th layers, were used as the first magnetic part, and the other 25 layers were used as the high permeability part.
- Comparative Examples 3 to 6 a composite material body with L/W/T of 1.0 mm/0.5 mm/0.629 mm was formed.
- Examples 1 to 4 and Comparative Examples 1 to 6 can be manufactured through the following process.
- metal magnetic particles having a D50 particle size of 0.40 ⁇ m were prepared, and then the metal magnetic particles, varnish, and terpineol as a solvent were mixed in a stirrer. After that, a dispersion process was performed in a roll mill to obtain a metal magnetic paste.
- Non-magnetic insulating particles of alumina and borosilicate glass with a D50 particle size of about 0.1 to 0.5 ⁇ m were prepared. Then, these insulating particles were mixed with varnish and terpineol as a solvent in a stirrer. After that, a dispersion process was performed in a roll mill to obtain an insulating paste.
- ⁇ Preparation step of unfired laminate> After preparing each paste, the above-mentioned metal magnetic paste was used to form a metal magnetic layer of a predetermined thickness by screen printing, which was then dried. After drying, a slit groove of a predetermined width was formed by laser processing, and the insulating paste was filled into the slit groove by screen printing, which was then dried.
- an insulating layer of a specified thickness is formed on the metal magnetic layer using the above insulating paste by screen printing and drying.
- the insulating paste used to form the insulating layer may be of a different type from the insulating paste filled into the slit grooves.
- the outer surface of the sintered body is coated with an insulating resin, the coating at the portion where the wiring and the external electrodes are to be connected is removed with a laser, and then a plating process is performed to form the external electrodes. In this manner, an electronic component is obtained.
- the material of the external electrodes can be, for example, silver.
- the measurement results for the above were as follows.
- Table 1 shows the results of measurements taken for each item, rather than a simulation, produced by actually producing a sintered body by firing the metal magnetic paste, as explained in the sections ⁇ Metal magnetic paste preparation process> and ⁇ Singulation and firing process of unfired laminate>.
- the relative permeability and Bs in Table 2 are also the results of measurements taken from the material that was actually produced.
- the measurement results for Li, Isat and magnetic energy in Table 2 are based on a simulation calculated from the above actual measurement data.
- Example 4 when Bs was in the range of 1.89 T to 2.26 T and the relative permeability was 63 to 115, the conditions of Li of 9 nH or more and magnetic energy of 320 ⁇ 10 -9 (J) or more were satisfied.
- the first magnetic part had the same permeability and Bs as in Example 2, while the high permeability part other than the first magnetic part had a large permeability and a small Bs. In this case, Li was larger and the magnetic energy was lower than in Example 2, but the overall conditions of Li of 9 nH or more and magnetic energy of 320 ⁇ 10 -9 (J) or more were satisfied.
- Comparative Example 1 the magnetic permeability was less than Li:9 nH, and the L value judgment was not met.
- the magnetic energy was 56 ⁇ 10 ⁇ 9 (J) due to the Bs being 1.57 T, and the magnetic energy condition was not satisfied.
- the porosity was the average value of the analysis values at three arbitrary locations.
- the average value is taken for the analysis values at three arbitrary locations at a position 1 times the wiring thickness upward from the top surface of the internal wiring and three arbitrary locations at a position 1 times the wiring thickness downward from the bottom surface of the internal wiring, a total of six locations.
- the simulation model was as follows.
- a straight silver wiring (width/thickness/length: 0.0625 mm/0.02 mm/1.0 mm) was formed inside an element body with L/W/T: 1.0 mm/0.5 mm/0.629 mm, 0.315 mm from the bottom surface and in the center of the W dimension.
- a non-magnetic insulating layer (width 0.01 mm) was formed between two adjacent sintered bodies at the center of the L dimension. Then, inside the base body, the parts excluding the straight wiring and the non-magnetic insulating layer were made into a sintered body. That is, in Examples 5 to 8, the entire sintered body except for the non-magnetic insulating layer was made into the first magnetic part, and in Comparative Example 7, the entire sintered body except for the non-magnetic insulating layer was made into a simple sintered body that did not belong to either the high permeability part or the first magnetic part.
- the measurement results for the above were as follows.
- Example 4 The five sintered layers, 14th to 18th layers, were used as the first magnetic portion, and the remaining 25 layers were used as the high magnetic permeability portion.
- Example 9 The nine sintered layers, the 12th to 20th layers from the bottom, were used as the first magnetic portion, and the other layers were used as the high magnetic permeability portion.
- Example 10 The seven sintered layers, the 13th to 19th layers from the bottom, were used as the first magnetic portion, and the other layers were used as the high magnetic permeability portion.
- Example 11 The five sintered layers, the 14th to 18th layers from the bottom, were used as the first magnetic portion, and the other layers were used as the high magnetic permeability portion.
- the measurement results for the above were as follows.
- Example 9 the number of layers of the first magnetic part in Example 9 is greater than those in Examples 10 and 11.
- the first magnetic part is a region with a high Bs, and it was found that the greater number of layers of this first magnetic part results in a larger I sat and higher magnetic energy.
- Example 10 differs in having two wirings. It was found that the increased number of wirings allows magnetic coupling to be formed, resulting in a larger I sat .
- Example 12 The following simulation model was used. Specifically, 30 layers of sintered metal magnetic material (L/W/t: 1.0 mm/0.5 mm/0.02 mm) and 29 layers of non-magnetic insulating layers (L/W/t: 1.0 mm/0.5 mm/0.001 mm) were alternately stacked to form a hexahedral element with L/W/T: 1.0 mm/0.5 mm/0.629 mm.
- Straight silver wiring (width/thickness/length: 0.0625 mm/0.02 mm/0.84 mm) was formed at the center of the W dimension in the 16th sintered layer from the bottom, and wiring was extended from both ends to the bottom of the element (see Figures 13 to 15).
- external electrodes When external electrodes are formed, they may be bottom electrodes in which two external electrodes are formed only on the bottom surface. However, as long as external electrodes are included on the bottom surface, they are not limited to bottom electrodes, and external electrodes may also be provided extending from the bottom surface on the other five surfaces of the element body.
- the measurement results for the above contents are as follows.
- the data for the above-mentioned Example 2 is relisted in Table 6, which lists Measurement Results 6.
- Example 2 when comparing Example 2 and Example 12, even though the constituent material of the first magnetic section is the same, in the structure using the bottom electrode in Example 12, the magnetic energy is maintained at the same level, while the L value is significantly increased and the inductance acquisition efficiency is approximately doubled. This is believed to be due to the fact that the direction of the magnetic field created by the wiring portion extending to the bottom surface is the same as the in-plane direction of the sintered body.
- the composition of the first magnetic part of the present disclosure is only one example.
- An electronic component comprising: a base body including one or more sintered bodies; and wiring provided within the base body, wherein the sintered bodies are made of a metal magnetic material; at least one of the sintered bodies includes a first magnetic portion having a porosity of 0% or more and 6.0% or less and a saturation magnetic flux density (Bs) of 1.89 T or more and 2.26 T or less; and the wiring is disposed within the first magnetic portion.
- the base body has two or more of the sintered bodies and a first insulating layer, and the two or more sintered bodies are stacked with the first insulating layer sandwiched therebetween.
- ⁇ 3> The electronic component according to ⁇ 1> or ⁇ 2>, wherein a portion of the wiring provided inside the sintered body is covered with an insulator.
- ⁇ 4> The electronic component according to ⁇ 2> or ⁇ 3>, wherein the first insulating layer or the insulator has a lower magnetic permeability than the sintered body.
- ⁇ 5> The electronic component according to ⁇ 4>, wherein the first insulating layer or the insulator is nonmagnetic.
- ⁇ 6> The electronic component according to any one of ⁇ 2> to ⁇ 5>, wherein the two or more sintered bodies have the first magnetic portion, and the first insulating layer is in contact with the first magnetic portion of one sintered body and the first magnetic portion of the other sintered body.
- ⁇ 7> The electronic component according to any one of ⁇ 1> to ⁇ 6>, wherein the one or more sintered bodies have a high magnetic permeability portion having a relative magnetic permeability of 700 or more.
- ⁇ 8> The electronic component according to any one of ⁇ 2> to ⁇ 7>, wherein the base body includes three or more of the sintered bodies and two or more of the first insulating layers, and has a layered structure in which the sintered bodies and the first insulating layers are alternately stacked.
- ⁇ 9> The electronic component according to any one of ⁇ 1> to ⁇ 8>, wherein the wiring is straight wiring, and among the three or more sintered bodies, two sintered bodies have a smaller width than the other sintered bodies, and the two sintered bodies are arranged side by side with the wiring in between in a direction intersecting the stacking direction.
- the external electrodes contain silver, copper, or nickel.
- ⁇ 12> The electronic component according to claim ⁇ 10> or ⁇ 11>, wherein the base body has two or more of the sintered bodies and a second insulating layer, the first external electrode and the second external electrode are arranged on the surfaces of different sintered bodies, and the second insulating layer is arranged between the sintered body on which the first external electrode is formed and the sintered body on which the second external electrode is formed.
- the external electrodes are bottom electrodes.
- ⁇ 14> The electronic component according to any one of ⁇ 1> to ⁇ 13>, wherein the sintered body is at least one selected from the group consisting of iron, an alloy containing iron and nickel, an alloy containing iron and cobalt, and an alloy containing iron and silicon.
- the sintered body is at least one selected from the group consisting of iron, an alloy containing iron and nickel, an alloy containing iron and cobalt, and an alloy containing iron and silicon.
- ⁇ 15> The electronic component according to any one of ⁇ 1> to ⁇ 14>, having two or more of the wirings.
- ⁇ 16> The electronic component according to any one of ⁇ 1> to ⁇ 15>, wherein the wiring is a coil-shaped wiring.
- ⁇ 17> The electronic component according to any one of ⁇ 1> to ⁇ 16>, which is an inductor.
- the electronic component disclosed herein can be used as an inductor.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
本開示では、1つ以上の焼結体を含む素体と、前記素体内に設けられた配線とを備え、前記焼結体が金属磁性材から構成され、前記焼結体の少なくとも1つは空隙率が0%以上6.0%以下かつ飽和磁束密度(Bs)が1.89T以上2.26T以下である第1磁性部を含み、前記配線が前記第1磁性部内に配置される、電子部品が提供される。
Description
本開示は、電子部品に関する。
電子部品としてのインダクタ部品は、各種電源回路に利用され得る。インダクタ部品は、素体および素体の内部に位置する配線を備える。素体は、磁性材としての無機フィラーおよび樹脂を有する磁性コンポジット体であり得る(特許文献1参照)。
電子部品の素体が磁性コンポジット体である場合、磁性コンポジット体における磁性材、すなわち金属磁性体粒子の充填率を高めることで電子部品の特性向上が図られている。しかしながら、磁性コンポジット体は樹脂も含むことから、金属磁性体粒子の充填率を高めるには限界があり、金属磁性体粒子間で磁束の局所集中が発生し得る。そのため、磁性体は磁気飽和しやすくなり、それに伴って蓄積できる磁気エネルギーの低下が生じる虞がある。また、磁性コンポジット体は焼成されないため、成形時に金属磁性体に加えられた歪みが緩和されず、透磁率の低下につながる虞もある。
本開示は、インダクタンスおよび磁気エネルギーの向上を図ることが可能な電子部品を提供することを目的とする。
上記目的を達成するために、本開示では、1つ以上の焼結体を含む素体と、前記素体内に設けられた配線とを備え、前記焼結体が金属磁性材から構成され、前記焼結体の少なくとも1つは空隙率が0%以上6.0%以下かつ飽和磁束密度(Bs)が1.89T以上2.26T以下である第1磁性部を含み、前記配線が前記第1磁性部内に配置される、電子部品が提供される。
本開示によれば、電子部品のインダクタンスおよび磁気エネルギーの向上を図ることが可能である。
(実施形態1)
以下、本開示の実施形態1に係る電子部品について図面を参照しながら説明する。必要に応じて図面を参照して説明を行うものの、図示する内容は、本開示の理解のために模式的かつ例示的に示したに過ぎず、外観や寸法比などは実物と異なり得る。
以下、本開示の実施形態1に係る電子部品について図面を参照しながら説明する。必要に応じて図面を参照して説明を行うものの、図示する内容は、本開示の理解のために模式的かつ例示的に示したに過ぎず、外観や寸法比などは実物と異なり得る。
図1Aは、本開示の実施形態1に係る電子部品を模式的に示す斜視図である。図1Bは、図1Aの線分a-a間における模式断面図である。
図1Aおよび図1Bに示すように、実施形態1の電子部品100は、素体10、配線20、および外部電極30、40を備える。素体10は焼結体11を含み、焼結体11は金属磁性材から構成され得る。一例として、素体10は六面体構造を有し得る。焼結体11は、鉄、鉄およびニッケルを含む合金、鉄およびコバルトを含む合金、鉄およびケイ素を含む合金からなる群から少なくとも1種選択され得る。また、外部電極30、40を除いて素体10の表面を覆う絶縁性の被覆層60を供することもできる。
配線20は、素体10内に設けられ、導電性材料である。配線20は、例えば銀、銅、アルミニウム等から成る群から少なくとも1種選択され得る。配線20の形態としては、一例では図1Aに示すようにストレート配線であり得る。これに限定されることなく、配線はコイル状配線であり得る。外部電極30、40は、素体10の表面に設けられる。外部電極30、40の材料としては、例えば、銀、銅、またはニッケル等を含み得る。これら外部電極は、配線20の両端とそれぞれ接続され、素体10を挟み相互に離隔対向して配置される。
焼結体11は第1磁性部12を有し、配線20は第1磁性部12内に配置される。別の観点からいえば、配線20は第1磁性部12により囲まれる。具体的には、配線20のうちの外部電極30、40と接続される両端以外の部分が第1磁性部12内に配置される。更に別の観点からいえば、配線20の延在方向に対して垂直な断面でみた際に、その配線20の断面部分の全周に第1磁性部12がある。
上記の第1磁性部12とは、焼結体11のうち、0%以上6.0%以下の空隙率と1.89T以上2.26T以下の飽和磁束密度(Bs)の領域のことをいう。かかる特徴によれば、実施例の欄でも述べるように、焼結体11を構成する第1磁性部が1.89T以上2.26T以下の高いBsであることにより、素体10’に磁性コンポジット体が用いられる場合と比べて、磁気飽和を抑制できる。これに伴い、蓄積できる磁気エネルギーの低下を抑制することができ、その結果として、直流重畳特性が向上する。
第1磁性部の空隙率が6.0%以下であるため、焼結体11は高密度領域を有することとなり、素体10’に磁性コンポジット体が用いられる場合(図16、17および19参照)と比べて金属磁性体の占積率を高くすることができる。その結果、蓄積できる磁気エネルギーの低下を抑制でき、直流重畳特性が向上する。また、第1磁性部の空隙率が低いため、磁束の局所集中も抑制でき、磁気飽和が抑制可能となることで、直流重畳特性が向上する。また、素体10が焼結体11を含むため、成形時に金属磁性体に入った応力歪みが緩和され、透磁率が向上する。これにより、インダクタンス(L値)が向上する。
飽和磁束密度(Bs)が1.89T以上2.26T以下である第1磁性部12からなる焼結体を用いることで、従来の素体10’に磁性コンポジット体が用いられる場合と比べてIsat(Lが初期値より30%低下する際の直流電流値)が大きくなり、磁気エネルギーが高くなり、磁気飽和を抑制することができる。その結果として直流重畳特性の向上を図ることが可能となる。
電流を配線20に流すと磁界集中が発生し易いところ、かかる配置により、配線20を取り囲むように、飽和磁束密度の高い第1磁性部12が位置することができる。これにより、磁気飽和を好適に抑制することができ、直流重畳特性の向上を好適に図ることが可能となる。
図1Aおよび図1Bに示すように、素体10は第1の絶縁層13を更に有し得る。この第1の絶縁層13は、積層方向Lに対して交差する方向にて焼結体11の一方の側から他方の側まで層形態をなして連続し得る。かかる形態により、第1の絶縁層13により区画された2つ以上の焼結体11が供され得る。
この場合、素体10は2つ以上の焼結体11と第1の絶縁層13とを有し、隣り合う一方の焼結体11と他方の焼結体が第1の絶縁層13を挟んで積層され得る。なお、実施形態1では、区画された2つ以上の焼結体11の全てが第1磁性部12により構成され得る。即ち、2つ以上の焼結体11がそれぞれ、第1磁性部を有しまたは第1磁性部から構成される。そのため、第1の絶縁層13は2つ以上の焼結体の第1磁性部(すなわち、第1磁性部12からそれぞれ構成される2つの焼結体11)と接し得る。各焼結体11自体は少なくとも1つの金属磁性焼結層を有し、各焼結体11を構成する金属磁性焼結層と第1の絶縁層13とが積層方向に沿って積層され得る。なお、本開示では、図1Bのような配線20の全周が第1の絶縁層13を隔てて第1磁性部がある場合も、「配線20が第1磁性部内にある」という。すなわち、配線の周囲の第1の絶縁層13や配線の絶縁体被覆の存在は、配線20が第1磁性部内にあるかどうかの判断に影響しない。
上記の第1の絶縁層13が配置されることで、配置されない場合と比べて、磁気ギャップ機能が供され得る。また、第1の絶縁層13は非磁性であることが好ましい。これにより、素体10の透磁率の低下による直流重畳特性の向上を図ることが可能となる。なお、これに限定されることなく、第1の絶縁層13は、非磁性ではなく焼結体11よりも透磁率の低い低透磁率の絶縁層であることができる。この場合、非磁性の場合と比べて、インダクタンスの向上も図ることができる。
また、上記の第1絶縁層13については相互に離隔して2つ以上供され得る。図1Aおよび図1Bに示す態様では、素体10は4つの焼結体11を有する。この場合、配線20は第1の絶縁層13間に配置され、素体10は3つ以上の焼結体11を含み得る。また、2つ以上の第1絶縁層13が供されると、2つ以上焼結体11と2つ以上の第1の絶縁層13とが交互に積層された積層構造をなすことができる。
図示されるように、配線20がストレート配線である態様では、3つ以上の焼結体11のうち、配線を挟んで両側に位置する2つの焼結体11はその他の焼結体よりも幅が小さくなり得る。すなわち、2つの焼結体11は、積層方向Lに対して交差する方向に配線20を挟んで、並んで配置され得る。2つ以上の第1の絶縁層13が供される場合、上記の磁気ギャップ機能がより供され、各絶縁層13が焼結体11よりも透磁率が低いと、直流重畳特性をより向上させることが可能となる。
また、図1Aおよび図1Bに示すように、素体10は、2つ以上の焼結体11を有する場合に、上記の第1の外部電極30と第2の外部電極40とは相互に異なる焼結体11の表面に配置される。かかる外部電極30、40の配置下において、素体10は第2の絶縁層50を更に有することができる。
具体的には、第1の外部電極30と第2の外部電極40とは隣り合う焼結体11の表面にそれぞれ配置され、第1の外部電極30は一方の側の焼結体11の表面に配置され、第2の外部電極30は他方の側の焼結体11の表面に配置される。この構成下において、第2の絶縁層50が、第1の外部電極30が配置された一方の焼結体11と第2の外部電極40が配置された焼結体11との間に配置され得る。かかる第2の絶縁層50の配置により、第1の外部電極30と第2の外部電極40との間の短絡防止を図ることができる。
一例では、第2の絶縁層50は、上記の第1の絶縁層13の延在方向に対して交差する方向、例えば垂直方向に延在する配置形態を有し、スリット状の有体物であり得る。なお、第2の絶縁層50は、素体10内部に位置する配線に入り込んで配線を分割するように配置されない。
なお、図示されていないが、配線20がコイル状配線の場合、第1磁性部は配線のビア導体を除くすべてを囲み、好ましくはビア導体も囲み得る。また、上記の第1磁性部が複数ある場合には、透磁率は同じであってもよく同じでなくてもよい。
以下、本開示の実施形態2に係る電子部品について図面を参照しながら説明する。
図1Cは、本開示の実施形態2に係る電子部品を模式的に示す断面図である。図1Cに示す態様は図1Bに示す態様の変形例である。実施形態2は、実施形態1における第1の絶縁層(図1B参照)に挟まれた配線の構造と比べて、絶縁体15により被覆された配線20が供されている点で異なる。
かかる構造では、配線20のうちの外部電極30、40と接続される両端以外の部分が絶縁体15により直接的に囲まれる。これにより、絶縁体15が磁気ギャップとして機能することができる。また、絶縁体15は非磁性であることが好ましい。これにより、素体10の透磁率の低下による直流重畳特性の向上を図ることが可能となる。なお、これに限定されることなく、絶縁体15は、非磁性ではなく焼結体11よりも透磁率の低い低透磁率の絶縁体であることができる。この場合、非磁性の場合と比べて、インダクタンスの向上も図ることができる。
以下、本開示の実施形態3に係る電子部品について図面を参照しながら説明する。
図2Aは、本開示の実施形態3に係る電子部品を模式的に示す斜視図である。図2Bは、図2Aの線分b-b間における模式断面図である。
実施形態3は、上記の実施形態1と比べて、少なくとも1つの焼結体11Aが比透磁率が700以上の高透磁率部14Aを有する点で異なる。各磁性部は少なくとも1つの金属磁性焼結層から構成され得る。実施形態3では、第1の絶縁層13Aが第1磁性部12A内に配置され得る。高透磁率部14Aの透磁率が高い比透磁率であるため、実施形態1(高透磁率部を有さない形態)と比べて、インダクタンスの向上を更に図ることができる。なお、本開示における第1磁性部とは、焼結体11Aにおいて空隙率が0%以上6.0%以下かつ飽和磁束密度(Bs)が1.89T以上2.26T以下である領域のことをいう。高透磁率部とは、焼結体11Aにおいて比透磁率が700以上の領域のことをいう。
一方、実施形態1と同様に、配線20Aが第1磁性部12A内に設けられ得る。かかる配置により、配線20Aの近傍に飽和磁束密度の高い第1磁性部12Aが位置することができる。これにより、磁気飽和を好適に抑制することができ、直流重畳特性の向上を好適に図ることが可能となる。
なお、本明細書において、「金属磁性材の焼結体」とは、例えば図1Bおよび図2B内の点線丸領域を拡大した図18に示すように、金属磁性体粒子の焼結体であって、定形(例えば略円状)の金属磁性体粒子を有する従来の磁性コンポジット体(図19参照)と比べて、非定形の金属磁性体粒子から構成されるものを指す。特に、上記のとおり、金属磁性材の焼結体のうち、空隙率が0%以上6.0%以下かつ飽和磁束密度(Bs)が1.89T以上2.26T以下である領域を第1磁性部と呼ぶ。第1磁性部は、一つの金属磁性材の焼結体の一部分にあってもよく、一つの金属磁性材の焼結体の全体が第1磁性部であってもよい。なお、金属磁性体粒子の粒界相は、金属磁性体粒子部分の抵抗よりも高抵抗であることが望ましい。これにより、高周波になるほど大きくなる渦電流損失を低減できる。金属磁性体粒子の粒界相は、非磁性金属が酸化または窒化した金属酸化物または金属窒化物を含むことが好ましい。なお、本開示において、半金属と呼ばれるケイ素は金属として扱う。
以下、本開示の実施形態4に係る電子部品について図面を参照しながら説明する。
図3は、本開示の実施形態4に係る電子部品を模式的に示す斜視図である。図4は、図3の線分c-c間における模式断面図である。
実施形態4は、上記の実施形態3と同様に、複数の焼結体が第1磁性部12Bおよび高透磁率部14Bを有し、各磁性部は少なくとも1つの金属磁性焼結層から構成され得る。一方、実施形態4は、実施形態3と比べて、第1の絶縁層13Bは第1磁性部12B内のみならず高透磁率部14B内にも配置され、その上で、第1の絶縁層13Bと各磁性部を構成する金属磁性焼結層とが交互に積層される点で異なる。
実施形態4では、第1の絶縁層の数が増していることから、素体10B内にて第1の絶縁層13Bが磁気ギャップとしてより好適に機能することができ、素体10Bの透磁率の更なる低下による直流重畳特性の向上をより図ることが可能となる。
以下、本開示の実施形態5~7に係る電子部品について図面を参照しながら説明する。
図5は、本開示の実施形態5に係る電子部品(第1磁性部領域大+2本の配線)を模式的に示す斜視図である。図6は、図5の線分d-d間における模式断面図である。図7は、本開示の実施形態6に係る電子部品(第1磁性部領域中+2本の配線)を模式的に示す斜視図である。図8は、図7の線分e-e間における模式断面図である。図9は、本開示の実施形態7に係る電子部品(第1磁性部領域小+2本の配線)を模式的に示す斜視図である。図10は、図9の線分f-f間における模式断面図である。
実施形態5は、実施形態1と比べて、2本以上の配線20Cを有する点で異なる。配線の数が増えることで磁気的な結合を形成することができ、Isat(Lが初期値より30%低下する際の直流電流値)がより大きくなり、それによって磁気エネルギーがより高くなり得る。これにより、磁気飽和をより抑制することができ、直流重畳特性をより向上させることが可能となる。
また、実施形態5~7間において、図5および図6に示す実施形態5における第1磁性部の層数が他の実施形態6、7と比べて多い。第1磁性部はBsの高い領域であるところ、この第1磁性部の層数が多いことで、Isatがより大きくなり、磁気エネルギーがより高くなり得る。これにより、磁気飽和をより抑制することができ、直流重畳特性をより向上させることが可能となる。
以下、本開示の実施形態8に係る電子部品について図面を参照しながら説明する。
図11は、本開示の実施形態8に係る電子部品(外部電極4つ+2本の配線)を模式的に示す斜視図である。図12は、図11の線分g-g間における模式断面図である。
実施形態8は、実施形態1と比べて、素体10Fの一方の側に離隔する2つの外部電極31F、32Fが配置され、素体10Fの他方の側に離隔する2つの外部電極41F、42Fが配置される点で相違する。この場合、配線としては、2つの配線21F、22Fが供され、第1の配線21Fの両端は相互に対向する外部電極31F、41Fにそれぞれ接続され得る。第2の配線22Fの両端は相互に対向する外部電極32F、42Fにそれぞれ接続され得る。かかる配置によれば、電子部品100Fにおいて、複数のインダクタ機能を供することができる。
以下、本開示の実施形態9に係る電子部品について図面を参照しながら説明する。
図13は、本開示の実施形態9に係る電子部品(底面に設けられた外部電極と接続された配線)を模式的に示す斜視図である。図14は、図13の線分h-h間における模式断面図である。図15は、図13の線分i-i間における模式断面図である。本開示において、底面に設けられた外部電極のことを底面電極と呼ぶ。
実施形態9は、実施形態1と比べて、外部電極30G、40Gが底面電極である点で異なる。この場合、素体10G内に位置する配線20Gは例えば屈曲形態を有する。配線20Gの両端は、電子部品100Gの底面側へと延在し、底面電極としての外部電極30G、40Gにそれぞれ接続され得る。かかる底面電極構造を採ると、インダクタンスの向上をより図ることができる。特定の理論に拘束されるものではないが、底面側へと延在する配線20Gが形成する磁界の向きが焼結体11Gの長手延在方向と略同一方向であることに起因するものと解される。
以下、本開示の電子部品の製造方法について説明する。
<金属磁性体粒子の準備工程>
まず、D50粒径が0.40μm以上3.10μm以下程度の金属磁性体粒子を用意する。
まず、D50粒径が0.40μm以上3.10μm以下程度の金属磁性体粒子を用意する。
<金属磁性体ペーストの準備工程>
金属磁性体粒子の用意後、金属磁性体粒子とワニスと溶剤(例えばテルピネオール)等を攪拌機で混合する。その後、ロールミルで分散処理を行い、金属磁性体ペーストを得る。
金属磁性体粒子の用意後、金属磁性体粒子とワニスと溶剤(例えばテルピネオール)等を攪拌機で混合する。その後、ロールミルで分散処理を行い、金属磁性体ペーストを得る。
<絶縁体ペーストの準備工程>
非磁性のD50粒径が0.1μm以上0.5μm以下程度の絶縁体粒子を用意する。その後、この絶縁体粒子とワニスと溶剤(例えばテルピネオール)等を攪拌機にて混合する。その後、ロールミルで分散処理を行い、絶縁体ペーストを得る。絶縁体ペーストにて用いる非磁性の絶縁材としては、例えば、アルミナ、シリカ、ガラスあるいはジルコン酸カルシウム、ジルコン酸ストロンチウム、および/またはジルコン酸バリウム等の誘電体材と、ホウケイ酸ガラス等との混合物であり得る。
非磁性のD50粒径が0.1μm以上0.5μm以下程度の絶縁体粒子を用意する。その後、この絶縁体粒子とワニスと溶剤(例えばテルピネオール)等を攪拌機にて混合する。その後、ロールミルで分散処理を行い、絶縁体ペーストを得る。絶縁体ペーストにて用いる非磁性の絶縁材としては、例えば、アルミナ、シリカ、ガラスあるいはジルコン酸カルシウム、ジルコン酸ストロンチウム、および/またはジルコン酸バリウム等の誘電体材と、ホウケイ酸ガラス等との混合物であり得る。
<配線用ペーストの準備工程>
D50粒径が1μm以上5μm以下程度の導電性粒子とワニスと溶剤(例えばテルピネオール)等を攪拌機にて混合する。その後、ロールミルで分散処理を行い、配線用ペーストを得る。導電性粒子としては、銀粒子等を選択することができる。
D50粒径が1μm以上5μm以下程度の導電性粒子とワニスと溶剤(例えばテルピネオール)等を攪拌機にて混合する。その後、ロールミルで分散処理を行い、配線用ペーストを得る。導電性粒子としては、銀粒子等を選択することができる。
<未焼成積層体の準備工程>
各ペーストの準備後、上記の金属磁性体ペーストを用いて、例えばスクリーン印刷法により所定厚みの金属磁性材層を形成し、乾燥させる。乾燥後、レーザー加工により所定幅のスリット溝を形成し、このスリット溝に、上記の絶縁体ペーストをスクリーン印刷法等により充填し、乾燥させる。なお、スリット溝はレーザー加工による後加工に限定されることなく、スクリーン印刷版等を用いて予めパターン形成してもよい。
各ペーストの準備後、上記の金属磁性体ペーストを用いて、例えばスクリーン印刷法により所定厚みの金属磁性材層を形成し、乾燥させる。乾燥後、レーザー加工により所定幅のスリット溝を形成し、このスリット溝に、上記の絶縁体ペーストをスクリーン印刷法等により充填し、乾燥させる。なお、スリット溝はレーザー加工による後加工に限定されることなく、スクリーン印刷版等を用いて予めパターン形成してもよい。
スリット溝に絶縁体ペーストを充填し、乾燥させた後、金属磁性体層の上に、上記の絶縁体ペーストを用いて、スクリーン印刷法により所定厚みの絶縁層を形成し、乾燥させる。絶縁層形成のために用いる絶縁体ペーストは、スリット溝に充填する絶縁体ペーストと種類が異なっていてもよい。
その上に、配線用ペーストを用いて、スクリーン印刷法により所望の形状(例えば、ストレート状、コイル状、ミアンダ状等)の配線を形成する。コイル状の配線とは、周回形状の配線部をもつ配線のことをいう。コイル状の配線を形成する場合は、複数の金属磁性層に配線パターンと配線パターン同士をつなぐビアパターンを配線用ペーストによって形成する。ビアパターンは、あらかじめ金属磁性層にレーザー加工等によりホールを形成してそこに配線用ペーストを充填することで形成できる。配線形成後、その上に絶縁層の形成を更に行ってよい。以上の金属磁性材層の形成、任意には絶縁層の形成を繰り返し行うことにより、未焼成積層体を得る。
なお、得られる電子部品において、L値が所望の特性より高いものである場合には、絶縁層の数を少なくしたり、なくしたりしてもよい。これにより、L値と直流重畳特性のバランスを調整することが可能となる。
また、上記において、用いる金属磁性体ペーストについては、形成する金属磁性材層によってその種類を途中で替えることができる。更に、上記では、スクリーン印刷法を用いて形成したスクリーン印刷層を積層する態様であるが、これに限定されることなく、シートを別途準備しそのシートを積層する態様により作製してもよい。
<未焼成積層体の個片化および焼成工程>
上記の未焼成積層体をダイサー等を用いて切断して個片化し、その後この個片を焼成炉で窒素雰囲気にて脱脂後、H2:3%/N2:97%の還元雰囲気で約900度の温度で所定時間(例えば1時間)で焼成することにより、焼結体と絶縁層の焼成済み積層体を得ることができる。
上記の未焼成積層体をダイサー等を用いて切断して個片化し、その後この個片を焼成炉で窒素雰囲気にて脱脂後、H2:3%/N2:97%の還元雰囲気で約900度の温度で所定時間(例えば1時間)で焼成することにより、焼結体と絶縁層の焼成済み積層体を得ることができる。
<外部電極の形成>
任意には、上記の焼成後の積層体の外表面を絶縁性樹脂でコーティングし、配線と外部電極が接続される部分のコーティングをレーザーで剥離し、その後めっき処理を行うことにより、外部電極を形成することができる。外部電極の材料は例えば、銀であり得る。
任意には、上記の焼成後の積層体の外表面を絶縁性樹脂でコーティングし、配線と外部電極が接続される部分のコーティングをレーザーで剥離し、その後めっき処理を行うことにより、外部電極を形成することができる。外部電極の材料は例えば、銀であり得る。
なお、上記では、金属磁性体粒子を含むペーストを用いて金属磁性材層を形成する例を挙げたが、磁性金属錯体を含むインクを用いて金属磁性体層を形成し、その後、例えば300度程度で熱処理、焼結させることにより焼結体を形成する態様が採られてもよい。
また、上記では、非磁性の絶縁層を形成することを前提としているが、上記の焼成時の最高温度(焼成トップ温度)の保持時間を延ばす等を行うことで、金属磁性体層から非磁性の絶縁層へと金属磁性体成分を拡散侵入させ、若干の磁性を持たせた低透磁率の絶縁層を得てもよい。
以下、本開示の実施例について説明する。
実施例:
<B-Hデータの取得(シミュレーション用)>
まず、金属磁性体粒子とワニス(樹脂種:エチルセルロース、製品名:エトセル)と溶剤としてのテルピネオールを乳鉢で混合後、そのペースト状物をオーブン乾燥させて溶剤を飛ばし、その乾燥物をメッシュパスさせて造粒粉を作製した。その造粒粉を、80℃の加温状態で120MPaで2分間保持で加圧成形し、トロイダルコアと円柱状試料をそれぞれ作製した。その後に、窒素雰囲気で脱脂後、H2:3%/N2:97%の還元雰囲気で900度60分間焼成し、焼結体からなるトロイダルコアと円柱状試料を得た。
<B-Hデータの取得(シミュレーション用)>
まず、金属磁性体粒子とワニス(樹脂種:エチルセルロース、製品名:エトセル)と溶剤としてのテルピネオールを乳鉢で混合後、そのペースト状物をオーブン乾燥させて溶剤を飛ばし、その乾燥物をメッシュパスさせて造粒粉を作製した。その造粒粉を、80℃の加温状態で120MPaで2分間保持で加圧成形し、トロイダルコアと円柱状試料をそれぞれ作製した。その後に、窒素雰囲気で脱脂後、H2:3%/N2:97%の還元雰囲気で900度60分間焼成し、焼結体からなるトロイダルコアと円柱状試料を得た。
トロイダルコアについては、巻き線を施し、インピーダンス・アナライザE4990A(Keysight社製)で透磁率μ(100Hz)を測定した。円柱状試料については、振動試料型磁力計VSM-5型(東英工業株式会社製)で測定し、飽和磁束密度Bs(16000Oe)を測定した。測定したμとBsを以下の式に入れ、B-Hデータを算出した。
B=Bs×tanh(4π×10-7×μ×H/Bs)
B=Bs×tanh(4π×10-7×μ×H/Bs)
Bsの算出には、金属素材単体の密度(Fe:7.87g/cm3、Ni:8.9g/cm3、Co:8.9g/cm3)と各合金の組成比から算出した合金密度を用いて行った。算出した合金密度は以下の通りである。
Fe50Co:8.37g/cm3、Fe10Ni30Co:8.26g/cm3、Fe10Ni20Co:8.16g/cm3、Fe20Ni:8.06g/cm3、Fe45Ni:8.31g/cm3
Fe50Co:8.37g/cm3、Fe10Ni30Co:8.26g/cm3、Fe10Ni20Co:8.16g/cm3、Fe20Ni:8.06g/cm3、Fe45Ni:8.31g/cm3
なお、最終的な電子部品において、その磁性体素体のBsを求めるには、例えば、磁性体素体以外の配線等を取り除き、その磁性体素体を振動試料型磁力計での測定に適した形状になるように加工した後、測定すれば良い。Bs算出に用いる合金密度は、別途組成分析により求めた合金組成から上記のような計算により算出すれば良い。
比較例:
金属磁性体粒子とワニス(製品名:エトセル)と溶剤としてのテルピネオールを乳鉢で混合後、そのペースト状物をオーブン乾燥させて溶剤を飛ばし、その乾燥物をメッシュパスさせて造粒粉を作製した。その造粒粉を、80℃の加温状態で120MPaで2分間保持で加圧成形し、トロイダルコアと円柱状試料をそれぞれ作製した。その後に、トロイダルコアを、大気中で脱脂後、大気中で650度で60分保持状態で焼成した。その後、焼成したトロイダルコア内の空隙部にエポキシ樹脂を含浸させ、熱硬化させて、コンポジット材料からなるトロイダルコアを得た。その後、トロイダルコアに巻き線を施し、インピーダンス・アナライザE4990A(Keysight製)で透磁率μ(100Hz)を測定した。
金属磁性体粒子とワニス(製品名:エトセル)と溶剤としてのテルピネオールを乳鉢で混合後、そのペースト状物をオーブン乾燥させて溶剤を飛ばし、その乾燥物をメッシュパスさせて造粒粉を作製した。その造粒粉を、80℃の加温状態で120MPaで2分間保持で加圧成形し、トロイダルコアと円柱状試料をそれぞれ作製した。その後に、トロイダルコアを、大気中で脱脂後、大気中で650度で60分保持状態で焼成した。その後、焼成したトロイダルコア内の空隙部にエポキシ樹脂を含浸させ、熱硬化させて、コンポジット材料からなるトロイダルコアを得た。その後、トロイダルコアに巻き線を施し、インピーダンス・アナライザE4990A(Keysight製)で透磁率μ(100Hz)を測定した。
次に、コンポジット材料中の金属磁性体粒子の充填率を以下の方法により求めた。具体的には、各焼成試料を樹脂固めし、研磨装置テグラミン-25(ストルアス製)で研磨し、イオンミリング装置IM-3000(株式会社日立ハイテクノロジーズ製)でイオンミリングを行った。その後、電界放出形走査電子顕微鏡SU8230(株式会社日立ハイテクノロジーズ製)を用いてSEM画像および任意には元素マッピング画像を取得した。撮像倍率は2000倍であった。これらの取得画像を、画像解析ソフトウェアWinROOF2021(三谷商事株式会社製)を用いて解析し、充填率を算出した。充填率は、任意の部位3か所での解析値の平均値とした。
なお、金属磁性体粒子の種類の違いによる充填率は以下のとおりであった。
・Fe50Co:充填率60%
・Fe10Ni20Co:充填率62%
・Fe45Ni:充填率71%
この充填率を、上述の焼結体で測定したBsに乗じることによりコンポジット材料のBsを算出した。
・Fe50Co:2.33×0.60=1.40T
・Fe10Ni20Co:2.13×0.62=1.31T
・Fe45Ni:1.57×0.71=1.11T
・Fe50Co:充填率60%
・Fe10Ni20Co:充填率62%
・Fe45Ni:充填率71%
この充填率を、上述の焼結体で測定したBsに乗じることによりコンポジット材料のBsを算出した。
・Fe50Co:2.33×0.60=1.40T
・Fe10Ni20Co:2.13×0.62=1.31T
・Fe45Ni:1.57×0.71=1.11T
<シミュレーション条件とモデル>
シミュレーションでは、ムラタソフトウェア株式会社のFemtet(登録商標)を用いた。使用したソフトはFemtet2022である。ソルバは、磁場解析(調和解析)とし、オプションを「インダクタンスを計算する」とした。モデルは3次元とした。標準メッシュサイズは0.03mmとした。
シミュレーションでは、ムラタソフトウェア株式会社のFemtet(登録商標)を用いた。使用したソフトはFemtet2022である。ソルバは、磁場解析(調和解析)とし、オプションを「インダクタンスを計算する」とした。モデルは3次元とした。標準メッシュサイズは0.03mmとした。
磁性体のB-Hカーブについては、上記の算出した値を用いた。なお、B-Hカーブは、真空の透磁率以下にならないように、比透磁率μrが1以上の部分を使用し、さらにFemtet2022の機能を使って真空の透磁率へ外挿した。配線の材質は銀とした。
<積層体モデル>
積層体モデルとして、30層の焼結体(長手寸法(L)/幅寸法(W)/高さ(T)(以下同様):1.0mm/0.5mm/0.02mm)と、29層の非磁性絶縁層(L/W/t:1.0mm/0.5mm/0.001mm)を交互に積層し、L/W/T:1.0mm/0.5mm/0.629mmの六面体の素体を形成した。
積層体モデルとして、30層の焼結体(長手寸法(L)/幅寸法(W)/高さ(T)(以下同様):1.0mm/0.5mm/0.02mm)と、29層の非磁性絶縁層(L/W/t:1.0mm/0.5mm/0.001mm)を交互に積層し、L/W/T:1.0mm/0.5mm/0.629mmの六面体の素体を形成した。
下から16層目の焼結体内でW寸法中央位置に、銀からなるストレート配線(幅/厚み/長さ:0.0625mm/0.02mm/1.0mm)を形成した。L寸法中央位置に、2つの外部電極間にて2つの焼結体を供するように配置された非磁性の第2絶縁層(幅0.01mm)を形成した。
なお、比較例、実施例において設定条件は以下のとおりとした。
比較例1:1~30層目の焼結体 (第1磁性部及び高透磁率部のいずれも有さない)
実施例1~3:1~30層目の焼結体 第1磁性部
比較例2:1~30層目の焼結体 高透磁率部
実施例4:14~18層目の5層の焼結体を第1磁性部、それ以外の25層を高透磁率部とした。
比較例1:1~30層目の焼結体 (第1磁性部及び高透磁率部のいずれも有さない)
実施例1~3:1~30層目の焼結体 第1磁性部
比較例2:1~30層目の焼結体 高透磁率部
実施例4:14~18層目の5層の焼結体を第1磁性部、それ以外の25層を高透磁率部とした。
なお、比較例3~6では、L/W/T:1.0mm/0.5mm/0.629mmのコンポジット材料からなる素体を形成した。銀からなるストレート配線(幅/厚み/長さ=0.0625mm/0.02mm/1.0mm)を実施例と同様に同じ位置に形成した。
なお、今回はシミュレーションモデルを用いたが、以下の工程を経て実施例1~4および比較例1~6の電子部品を製造することができる。
実施例1~4および比較例1~6関連
<金属磁性体ペーストの準備工程>
まず、D50粒径が0.40μmの金属磁性体粒子を用意し、その後、金属磁性体粒子とワニスと溶剤としてのテルピネオールを攪拌機で混合した。その後、ロールミルで分散処理を行い、金属磁性体ペーストを得た。
<金属磁性体ペーストの準備工程>
まず、D50粒径が0.40μmの金属磁性体粒子を用意し、その後、金属磁性体粒子とワニスと溶剤としてのテルピネオールを攪拌機で混合した。その後、ロールミルで分散処理を行い、金属磁性体ペーストを得た。
<絶縁体ペーストの準備工程>
D50粒径が0.1~0.5μm程度のアルミナとホウケイ酸ガラスの非磁性絶縁体粒子を用意した。その後、これらの絶縁体粒子とワニスと溶剤としてのテルピネオールを攪拌機にて混合した。その後、ロールミルで分散処理を行い、絶縁体ペーストを得た。
D50粒径が0.1~0.5μm程度のアルミナとホウケイ酸ガラスの非磁性絶縁体粒子を用意した。その後、これらの絶縁体粒子とワニスと溶剤としてのテルピネオールを攪拌機にて混合した。その後、ロールミルで分散処理を行い、絶縁体ペーストを得た。
<配線用ペーストの準備工程>
D50粒径が1~5μm程度の銀粒子とワニスと溶剤としてのテルピネオールを攪拌機にて混合した。その後、ロールミルで分散処理を行い、配線用ペーストを得た。
D50粒径が1~5μm程度の銀粒子とワニスと溶剤としてのテルピネオールを攪拌機にて混合した。その後、ロールミルで分散処理を行い、配線用ペーストを得た。
<未焼成積層体の準備工程>
各ペーストの準備後、上記の金属磁性体ペーストを用いて、スクリーン印刷法により所定厚みの金属磁性体層を形成し、乾燥させた。乾燥後、レーザー加工により所定幅のスリット溝を形成し、このスリット溝に、絶縁体ペーストをスクリーン印刷法により充填し、乾燥させた。
各ペーストの準備後、上記の金属磁性体ペーストを用いて、スクリーン印刷法により所定厚みの金属磁性体層を形成し、乾燥させた。乾燥後、レーザー加工により所定幅のスリット溝を形成し、このスリット溝に、絶縁体ペーストをスクリーン印刷法により充填し、乾燥させた。
スリット溝に絶縁体ペーストを充填し、乾燥させた後、金属磁性体層の上に、上記の絶縁体ペーストを用いて、スクリーン印刷法により所定厚みの絶縁層を形成し、乾燥させる。絶縁層形成のために用いる絶縁体ペーストは、スリット溝に充填する絶縁体ペーストと種類が異なっていてもよい。
その上に、配線用ペーストを用いて、スクリーン印刷法によりストレート形状の配線を形成した。配線形成後、その上に絶縁層の形成を更に行った。以上の金属磁性材層の形成と絶縁層の形成を繰り返し行うことにより未焼成積層体を得た。なお、上記において、用いる金属磁性体ペーストについては、形成する金属磁性体層によってその種類を途中で替えることができる。
<未焼成積層体の個片化および焼成工程>
上記の未焼成積層体をダイサー等を用いて切断して個片化し、その後この個片を焼成炉で窒素雰囲気にて脱脂後、H2:3%/N2:97%の還元雰囲気で焼成トップ温度900度で1時間保持し、焼成した。これにより、焼結体と絶縁層の焼成済積層体を得ることができた。
上記の未焼成積層体をダイサー等を用いて切断して個片化し、その後この個片を焼成炉で窒素雰囲気にて脱脂後、H2:3%/N2:97%の還元雰囲気で焼成トップ温度900度で1時間保持し、焼成した。これにより、焼結体と絶縁層の焼成済積層体を得ることができた。
<外部電極の形成>
その後、上記の焼結体の外表面を絶縁性樹脂をコーティングし、配線と外部電極が接続される部分のコーティングをレーザーで剥離し、その後めっき処理を行うことにより、外部電極を形成した。以上により、電子部品を得られる。外部電極の材料は例えば、銀であり得る。
その後、上記の焼結体の外表面を絶縁性樹脂をコーティングし、配線と外部電極が接続される部分のコーティングをレーザーで剥離し、その後めっき処理を行うことにより、外部電極を形成した。以上により、電子部品を得られる。外部電極の材料は例えば、銀であり得る。
以上の内容についての計測結果は以下のとおりとなった。なお、目標特性として、Li(Idc=1mAでのL値):10nH、Isat(Liから30%低下するところの
直流電流値):8Aを設定し、判定基準として、Li:9nH以上、磁気エネルギー(1/2×Li×Isat2):320×10-9(J)以上を設定し、両判定基準を満たしたものを総合判定〇(適)とした。
直流電流値):8Aを設定し、判定基準として、Li:9nH以上、磁気エネルギー(1/2×Li×Isat2):320×10-9(J)以上を設定し、両判定基準を満たしたものを総合判定〇(適)とした。
表1は、シミュレーションではなく、<金属磁性体ペーストの準備工程>および<未焼成積層体の個片化および焼成工程>の欄で説明の通り、金属磁性体ペーストを焼成させて焼結体を実際に作製し、各項目について計測を行った結果を示している。また、表2の比透磁率およびBsも、実際に作製した材料から計測した結果である。表2のLi、Isatおよび磁気エネルギーの測定結果は、以上の実測データから算出したシミュレーションによるものである。
[表1]計測結果1

[表2]計測結果2

以上の結果から、素体が焼結体を有する実施例1~4、比較例1、2を対比すると、実施例1~3では、Bsが1.89T以上2.26T以下の範囲であり、比透磁率が63以上115以下である場合に、9nH以上のLiと320×10-9(J)以上の磁気エネルギーの条件を満足した。実施例4では、実施例2と比べて、第1磁性部の透磁率およびBsが同じである一方、第1磁性部以外では、高透磁率部として透磁率が大きくBsが小さいものが用いられた。この場合、実施例2と比べて、Liが大きくなり、磁気エネルギーは下がったが、全体として9nH以上のLiと320×10-9(J)以上の磁気エネルギーの条件を満足した。
一方、比較例1では、透磁率がLi:9nH未満となり、L値判定が不適合であった。比較例2では、Bsが1.57Tであることに伴い、磁気エネルギーが56×10-9(J)となり、磁気エネルギーの条件を満足しなかった。
素体が磁性コンポジット体を有する比較例3、4および6においては、金属磁性体粒子の充填率が低く、透磁率が低いためにL値判定不適合であり、比較例5では、Bsが低いために磁気エネルギー判定が不適合であった。
実施例5~8および比較例7関連
<焼結体の空隙率の算出>
各焼成試料を樹脂固めし、研磨装置テグラミン-25(ストルアス製)で研磨し、イオンミリング装置IM-3000(株式会社日立ハイテクノロジーズ製)でイオンミリングを行った。その後、電界放出形走査電子顕微鏡SU8230(株式会社日立ハイテクノロジーズ製)を用いて、SEM画像および任意には元素マッピング画像を取得した。撮像倍率は2000倍であった。これら取得した画像を、画像解析ソフトウェアWinROOF2021(三谷商事株式会社製)を用いて解析し、空隙率を算出した。空隙率は、任意の部位3か所での解析値の平均値とした。なお、最終的な電子部品において空隙率を算出する場合には、内部配線最上面から上側に配線厚みの1倍の位置の任意の3か所と内部配線最下面から下側に配線厚みの1倍の位置の任意の3か所、計6か所での解析値の平均値とする。
<焼結体の空隙率の算出>
各焼成試料を樹脂固めし、研磨装置テグラミン-25(ストルアス製)で研磨し、イオンミリング装置IM-3000(株式会社日立ハイテクノロジーズ製)でイオンミリングを行った。その後、電界放出形走査電子顕微鏡SU8230(株式会社日立ハイテクノロジーズ製)を用いて、SEM画像および任意には元素マッピング画像を取得した。撮像倍率は2000倍であった。これら取得した画像を、画像解析ソフトウェアWinROOF2021(三谷商事株式会社製)を用いて解析し、空隙率を算出した。空隙率は、任意の部位3か所での解析値の平均値とした。なお、最終的な電子部品において空隙率を算出する場合には、内部配線最上面から上側に配線厚みの1倍の位置の任意の3か所と内部配線最下面から下側に配線厚みの1倍の位置の任意の3か所、計6か所での解析値の平均値とする。
<シミュレーションモデル>
シミュレーションモデルを以下のとおりとした。
L/W/T:1.0mm/0.5mm/0.629mmの素体内部で、下面から0.315mm、W寸法中央位置に、銀からなるストレート配線(幅/厚み/長さ:0.0625mm/0.02mm/1.0mm)を形成した。また、ストレート配線の上面および下面に接するように、非磁性の第1絶縁層(L/W/t=1.0mm/0.5mm/0.002mm)2層を形成した。
シミュレーションモデルを以下のとおりとした。
L/W/T:1.0mm/0.5mm/0.629mmの素体内部で、下面から0.315mm、W寸法中央位置に、銀からなるストレート配線(幅/厚み/長さ:0.0625mm/0.02mm/1.0mm)を形成した。また、ストレート配線の上面および下面に接するように、非磁性の第1絶縁層(L/W/t=1.0mm/0.5mm/0.002mm)2層を形成した。
L寸法中央位置に、隣接する2つの焼結体間に非磁性の絶縁層(幅0.01mm)を形成した。その上で、素体内部で、ストレート配線および非磁性の絶縁層を除く部分を焼結体とした。すなわち、実施例5~8において、非磁性の絶縁層以外の焼結体全体を第1磁性部とし、比較例7において、非磁性の絶縁層以外の焼結体全体を高透磁率部にも第1磁性部にも属さない単なる焼結体とした。
以上の内容についての計測結果は以下のとおりとなった。なお、目標特性として、Li(Idc=1mAでのL値):10nH、Isat(Liから30%低下するところの
直流電流値):8Aを設定し、判定基準として、Li:9nH以上、磁気エネルギー(1/2×Li×Isat2):320×10-9(J)以上を設定し、両判定基準を満たしたものを総合判定〇(適)とした。
直流電流値):8Aを設定し、判定基準として、Li:9nH以上、磁気エネルギー(1/2×Li×Isat2):320×10-9(J)以上を設定し、両判定基準を満たしたものを総合判定〇(適)とした。
[表3]計測結果3

[表4]計測結果4

以上の結果から、金属磁性材の焼結体を形成しても、焼結体の空隙率が6.0%を上回ると、実施例5~8と比べて、比較例7では、磁性部の透磁率が低くなり、その結果として9nH以上のLiの条件を満足しないことが分かった。
実施例4、9~11関連
以下のシミュレーションモデルを用いた。
具体的には、金属磁性材の焼結体(L/W/t=1.0mm/0.5mm/0.02mm)30層と非磁性の絶縁層(L/W/t=1.0mm/0.5mm/0.001mm)29層を交互に積層し、L/W/T=1.0mm/0.5mm/0.629mmの六面体の素体を形成した。下から15層目と17層目の焼結体内でW寸法中央位置に、銀からなるストレート配線(幅/厚み/長さ:0.0313mm/0.02mm/1.0mm)2本を形成した。L寸法中央位置に、2つの外部電極間にて2つの焼結体を供する非磁性の第2絶縁層(幅0.01mm)を形成した。
以下のシミュレーションモデルを用いた。
具体的には、金属磁性材の焼結体(L/W/t=1.0mm/0.5mm/0.02mm)30層と非磁性の絶縁層(L/W/t=1.0mm/0.5mm/0.001mm)29層を交互に積層し、L/W/T=1.0mm/0.5mm/0.629mmの六面体の素体を形成した。下から15層目と17層目の焼結体内でW寸法中央位置に、銀からなるストレート配線(幅/厚み/長さ:0.0313mm/0.02mm/1.0mm)2本を形成した。L寸法中央位置に、2つの外部電極間にて2つの焼結体を供する非磁性の第2絶縁層(幅0.01mm)を形成した。
実施例4、9~11の設定条件は以下のとおり。
実施例4:14~18層目の5層の焼結体を第1磁性部とし、それ以外の25層を高透磁率部とした。
実施例9:
下から12~20層目の9層の焼結体を第1磁性部とし、それ以外の層を高透磁率部とした。
実施例10:
下から13~19層目の7層の焼結体を第1磁性部とし、それ以外の層を高透磁率部とした。
実施例11:
下から14~18層目の5層の焼結体を第1磁性部とし、それ以外の層を高透磁率部とした。
実施例4:14~18層目の5層の焼結体を第1磁性部とし、それ以外の25層を高透磁率部とした。
実施例9:
下から12~20層目の9層の焼結体を第1磁性部とし、それ以外の層を高透磁率部とした。
実施例10:
下から13~19層目の7層の焼結体を第1磁性部とし、それ以外の層を高透磁率部とした。
実施例11:
下から14~18層目の5層の焼結体を第1磁性部とし、それ以外の層を高透磁率部とした。
以上の内容についての計測結果は以下のとおりとなった。なお、目標特性として、Li(Idc=1mAでのL値):10nH、Isat(Liから30%低下するところの
直流電流値):8Aを設定し、判定基準として、Li:9nH以上、磁気エネルギー(1/2×Li×Isat2):320×10-9(J)以上を設定し、両判定基準を満たしたものを総合判定〇(適)とした。
直流電流値):8Aを設定し、判定基準として、Li:9nH以上、磁気エネルギー(1/2×Li×Isat2):320×10-9(J)以上を設定し、両判定基準を満たしたものを総合判定〇(適)とした。
[表5]計測結果5

上記の結果から分かるように、実施例9における第1磁性部の層数が実施例10および11と比べて多い。第1磁性部はBsの高い領域であるところ、この第1磁性部の層数が多いことで、Isatがより大きくなり、磁気エネルギーがより高くなることが分かった。また、実施例4と比べて、実施例10は、2本の配線を有する点で異なる。配線の数が増えることで磁気的な結合を形成することができ、Isatがより大きくなることが分かった。
実施例12関連
以下のシミュレーションモデルを用いた。
具体的には、金属磁性材の焼結体(L/W/t:1.0mm/0.5mm/0.02mm)30層と、非磁性の絶縁層(L/W/t:1.0mm/0.5mm/0.001mm)29層を交互に積層し、L/W/T:1.0mm/0.5mm/0.629mmの六面体の素体を形成した。下から16層目の焼結体内のW寸法中央位置に、銀からなるストレート配線(幅/厚み/長さ:0.0625mm/0.02mm/0.84mm)を形成し、その両端部からそれぞれ素体の底面まで配線を引き延ばした(図13~図15参照)。
外部電極を形成する場合は、底面のみに2つの外部電極が形成された底面電極であってもよい。ただし、底面に外部電極を含めば、底面電極に限定はされず、さらに素体の他の5面にも底面から延伸して外部電極が設けられていてもよい。
以下のシミュレーションモデルを用いた。
具体的には、金属磁性材の焼結体(L/W/t:1.0mm/0.5mm/0.02mm)30層と、非磁性の絶縁層(L/W/t:1.0mm/0.5mm/0.001mm)29層を交互に積層し、L/W/T:1.0mm/0.5mm/0.629mmの六面体の素体を形成した。下から16層目の焼結体内のW寸法中央位置に、銀からなるストレート配線(幅/厚み/長さ:0.0625mm/0.02mm/0.84mm)を形成し、その両端部からそれぞれ素体の底面まで配線を引き延ばした(図13~図15参照)。
外部電極を形成する場合は、底面のみに2つの外部電極が形成された底面電極であってもよい。ただし、底面に外部電極を含めば、底面電極に限定はされず、さらに素体の他の5面にも底面から延伸して外部電極が設けられていてもよい。
以上の内容についての計測結果は以下のとおりとなった。なお、目標特性として、Li(Idc=1mAでのL値):10nH、Isat(Liから30%低下するところの
直流電流値):8Aを設定し、判定基準として、Li:9nH以上、磁気エネルギー(1/2×Li×Isat2):320×10-9(J)以上を設定し、両判定基準を満たしたものを総合判定〇(適)とした。比較のため、前述の実施例2に関するデータを、計測結果6を記載した表6に再掲している。
直流電流値):8Aを設定し、判定基準として、Li:9nH以上、磁気エネルギー(1/2×Li×Isat2):320×10-9(J)以上を設定し、両判定基準を満たしたものを総合判定〇(適)とした。比較のため、前述の実施例2に関するデータを、計測結果6を記載した表6に再掲している。
[表6]計測結果6

以上の結果から、実施例2と実施例12とを比べると、第1磁性部の構成材料が同じであっても、実施例12の底面電極を利用する構造では、磁気エネルギーは同程度に維持された上で、L値が大幅に増加しており、インダクタンス取得効率も約2倍であることが分かった。底面に延びる配線部分が作る磁界の向きが焼結体の面内方向と同方向であることに起因すると解される。
以上の全ての測定結果をふまえると、配線が焼結体の第1磁性部内に配置されることによって、磁気エネルギーとインダクタンスが良好となることが分かった。また、焼結体の焼結が十分でなく、空隙率が6.0%より大きくなると、透磁率が悪化し、良好なL値を得ることができないということがわかった。また、Bsが高すぎると、Bsとトレードオフであるといわれている透磁率が低くなり、L値判定が不適合となった。一方で、Bsが低すぎるとIsatが低く、磁気エネルギー判定が不適合となった。このように、空隙率とBsの両方を満たす焼結体の第1磁性部の内部に配線が配置されることで、L値および磁気エネルギーの両立を図ることができると分かった。なお、本開示の第1磁性部の組成は、一例に過ぎない。
本開示は以下の態様を含むが、これらの態様に限定されるものではない。
<1>
1つ以上の焼結体を含む素体と、前記素体内に設けられた配線とを備え、前記焼結体が金属磁性材から構成され、前記焼結体の少なくとも1つは空隙率が0%以上6.0%以下かつ飽和磁束密度(Bs)が1.89T以上2.26T以下である第1磁性部を含み、前記配線が前記第1磁性部内に配置される、電子部品。
<2>
前記素体は2つ以上の前記焼結体と、第1の絶縁層を有し、2つ以上の前記焼結体が前記第1の絶縁層を挟んで積層される、<1>に記載の電子部品。
<3>
前記配線のうち、前記焼結体の内部に設けられた部分は絶縁体によって被覆されている、<1>または<2>に記載の電子部品。
<4>
前記第1の絶縁層または前記絶縁体は前記焼結体よりも透磁率が低い、<2>または<3>に記載の電子部品。
<5>
前記第1の絶縁層または前記絶縁体は非磁性である、<4>に記載の電子部品。
<6>
前記2つ以上の焼結体は前記第1磁性部を有し、前記第1の絶縁層は一方の焼結体の第1磁性部と他方の焼結体の第1磁性部に接する、<2>~<5>のいずれかに記載の電子部品。
<7>
1つ以上の前記焼結体は、比透磁率が700以上である高透磁率部を有する、<1>~<6>のいずれかに記載の電子部品。
<8>
前記素体は、3つ以上の前記焼結体と、2つ以上の前記第1の絶縁層を含み、前記焼結体と前記第1の絶縁層が交互に積層された積層構造を有する、<2>~<7>のいずれかに記載の電子部品。
<9>
前記配線がストレート配線であり、前記3つ以上の前記焼結体のうち、2つの焼結体はその他の焼結体よりも幅が小さく、前記積層方向に対して交差する方向に前記配線を挟んで前記2つの焼結体が並んでいる、<1>~<8>のいずれかに記載の電子部品。
<10>
前記素体の表面に設けられ、かつ前記配線の両端にそれぞれ接続された第1の外部電極および第2の外部電極を有する、<1>~<9>のいずれかに記載の電子部品。
<11>
前記外部電極は銀、銅またはニッケルを含む、<10>に記載の電子部品。
<12>
前記素体は2つ以上の前記焼結体と第2の絶縁層を有し、前記第1の外部電極と前記第2の外部電極は、相互に異なる焼結体の表面に配置され、第1の外部電極が形成された焼結体と第2の外部電極が形成された焼結体との間に、前記第2の絶縁層が配置される、請<10>又は<11>に記載の電子部品。
<13>
前記外部電極が底面電極である、<10>~<12>のいずれかに記載の電子部品。
<14>
前記焼結体が、鉄、鉄およびニッケルを含む合金、鉄およびコバルトを含む合金、鉄およびケイ素を含む合金からなる群から少なくとも1種選択される、<1>~<13>のいずれかに記載の電子部品。
<15>
2本以上の前記配線を有する、<1>~<14>のいずれかに記載の電子部品。
<16>
前記配線がコイル状配線である、<1>~<15>のいずれかに記載の電子部品。
<17>
インダクタである、<1>~<16>のいずれかに記載の電子部品。
<1>
1つ以上の焼結体を含む素体と、前記素体内に設けられた配線とを備え、前記焼結体が金属磁性材から構成され、前記焼結体の少なくとも1つは空隙率が0%以上6.0%以下かつ飽和磁束密度(Bs)が1.89T以上2.26T以下である第1磁性部を含み、前記配線が前記第1磁性部内に配置される、電子部品。
<2>
前記素体は2つ以上の前記焼結体と、第1の絶縁層を有し、2つ以上の前記焼結体が前記第1の絶縁層を挟んで積層される、<1>に記載の電子部品。
<3>
前記配線のうち、前記焼結体の内部に設けられた部分は絶縁体によって被覆されている、<1>または<2>に記載の電子部品。
<4>
前記第1の絶縁層または前記絶縁体は前記焼結体よりも透磁率が低い、<2>または<3>に記載の電子部品。
<5>
前記第1の絶縁層または前記絶縁体は非磁性である、<4>に記載の電子部品。
<6>
前記2つ以上の焼結体は前記第1磁性部を有し、前記第1の絶縁層は一方の焼結体の第1磁性部と他方の焼結体の第1磁性部に接する、<2>~<5>のいずれかに記載の電子部品。
<7>
1つ以上の前記焼結体は、比透磁率が700以上である高透磁率部を有する、<1>~<6>のいずれかに記載の電子部品。
<8>
前記素体は、3つ以上の前記焼結体と、2つ以上の前記第1の絶縁層を含み、前記焼結体と前記第1の絶縁層が交互に積層された積層構造を有する、<2>~<7>のいずれかに記載の電子部品。
<9>
前記配線がストレート配線であり、前記3つ以上の前記焼結体のうち、2つの焼結体はその他の焼結体よりも幅が小さく、前記積層方向に対して交差する方向に前記配線を挟んで前記2つの焼結体が並んでいる、<1>~<8>のいずれかに記載の電子部品。
<10>
前記素体の表面に設けられ、かつ前記配線の両端にそれぞれ接続された第1の外部電極および第2の外部電極を有する、<1>~<9>のいずれかに記載の電子部品。
<11>
前記外部電極は銀、銅またはニッケルを含む、<10>に記載の電子部品。
<12>
前記素体は2つ以上の前記焼結体と第2の絶縁層を有し、前記第1の外部電極と前記第2の外部電極は、相互に異なる焼結体の表面に配置され、第1の外部電極が形成された焼結体と第2の外部電極が形成された焼結体との間に、前記第2の絶縁層が配置される、請<10>又は<11>に記載の電子部品。
<13>
前記外部電極が底面電極である、<10>~<12>のいずれかに記載の電子部品。
<14>
前記焼結体が、鉄、鉄およびニッケルを含む合金、鉄およびコバルトを含む合金、鉄およびケイ素を含む合金からなる群から少なくとも1種選択される、<1>~<13>のいずれかに記載の電子部品。
<15>
2本以上の前記配線を有する、<1>~<14>のいずれかに記載の電子部品。
<16>
前記配線がコイル状配線である、<1>~<15>のいずれかに記載の電子部品。
<17>
インダクタである、<1>~<16>のいずれかに記載の電子部品。
以上、本開示の一実施形態について説明してきたが、本開示の適用範囲のうちの典型例を例示したに過ぎない。従って、本開示はこれに限定されず、種々の改変がなされ得ることを当業者は容易に理解されよう。
本開示に係る電子部品はインダクタとして用いることができる。
100 電子部品
10 素体
11 金属磁性材の焼結体
20 配線
30、40 外部電極
10 素体
11 金属磁性材の焼結体
20 配線
30、40 外部電極
Claims (17)
- 1つ以上の焼結体を含む素体と、前記素体内に設けられた配線とを備え、前記焼結体が金属磁性材から構成され、前記焼結体の少なくとも1つは空隙率が0%以上6.0%以下かつ飽和磁束密度(Bs)が1.89T以上2.26T以下である第1磁性部を含み、前記配線が前記第1磁性部内に配置される、電子部品。
- 前記素体は2つ以上の前記焼結体と、第1の絶縁層を有し、2つ以上の前記焼結体が前記第1の絶縁層を挟んで積層される、請求項1に記載の電子部品。
- 前記配線のうち、前記焼結体の内部に設けられた部分は絶縁体によって被覆されている、請求項1または2に記載の電子部品。
- 前記第1の絶縁層または前記絶縁体は前記焼結体よりも透磁率が低い、請求項2または3に記載の電子部品。
- 前記第1の絶縁層または前記絶縁体は非磁性である、請求項4に記載の電子部品。
- 前記2つ以上の焼結体は前記第1磁性部を有し、前記第1の絶縁層は一方の焼結体の第1磁性部と他方の焼結体の第1磁性部に接する、請求項2~5のいずれかに記載の電子部品。
- 1つ以上の前記焼結体は、比透磁率が700以上である高透磁率部を有する、請求項1~6のいずれかに記載の電子部品。
- 前記素体は、3つ以上の前記焼結体と、2つ以上の前記第1の絶縁層を含み、前記焼結体と前記第1の絶縁層が交互に積層された積層構造を有する、請求項2~7のいずれかに記載の電子部品。
- 前記配線がストレート配線であり、前記3つ以上の前記焼結体のうち、2つの焼結体はその他の焼結体よりも幅が小さく、前記積層方向に対して交差する方向に前記配線を挟んで前記2つの焼結体が並んでいる、請求項1~8のいずれかに記載の電子部品。
- 前記素体の表面に設けられ、かつ前記配線の両端にそれぞれ接続された第1の外部電極および第2の外部電極を有する、請求項1~9のいずれかに記載の電子部品。
- 前記外部電極は銀、銅またはニッケルを含む、請求項10に記載の電子部品。
- 前記素体は2つ以上の前記焼結体と第2の絶縁層を有し、前記第1の外部電極と前記第2の外部電極は、相互に異なる焼結体の表面に配置され、第1の外部電極が形成された焼結体と第2の外部電極が形成された焼結体との間に、前記第2の絶縁層が配置される、請求項10または11に記載の電子部品。
- 前記外部電極が底面電極である、請求項10~12のいずれかに記載の電子部品。
- 前記焼結体が、鉄、鉄およびニッケルを含む合金、鉄およびコバルトを含む合金、鉄およびケイ素を含む合金からなる群から少なくとも1種選択される、請求項1~13のいずれかに記載の電子部品。
- 2本以上の前記配線を有する、請求項1~14のいずれかに記載の電子部品。
- 前記配線がコイル状配線である、請求項1~15のいずれかに記載の電子部品。
- インダクタである、請求項1~16のいずれかに記載の電子部品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023019450 | 2023-02-10 | ||
| JP2023-019450 | 2023-02-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024166857A1 true WO2024166857A1 (ja) | 2024-08-15 |
Family
ID=92262701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/003686 WO2024166857A1 (ja) | 2023-02-10 | 2024-02-05 | 電子部品 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024166857A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6276509A (ja) * | 1985-09-30 | 1987-04-08 | Toshiba Corp | 薄形トランス |
| WO2006070544A1 (ja) * | 2004-12-27 | 2006-07-06 | Sumida Corporation | 磁性素子 |
| WO2013005482A1 (ja) * | 2011-07-06 | 2013-01-10 | 株式会社村田製作所 | 電子部品 |
| JP2019081946A (ja) * | 2017-10-31 | 2019-05-30 | 日立化成株式会社 | 焼結磁心の製造方法、圧粉体、及び焼結磁心 |
| JP2020088289A (ja) * | 2018-11-29 | 2020-06-04 | 太陽誘電株式会社 | インダクタンス素子及び電子機器 |
| WO2022181181A1 (ja) * | 2021-02-26 | 2022-09-01 | 株式会社村田製作所 | 電子部品、及び電子部品の製造方法 |
-
2024
- 2024-02-05 WO PCT/JP2024/003686 patent/WO2024166857A1/ja unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6276509A (ja) * | 1985-09-30 | 1987-04-08 | Toshiba Corp | 薄形トランス |
| WO2006070544A1 (ja) * | 2004-12-27 | 2006-07-06 | Sumida Corporation | 磁性素子 |
| WO2013005482A1 (ja) * | 2011-07-06 | 2013-01-10 | 株式会社村田製作所 | 電子部品 |
| JP2019081946A (ja) * | 2017-10-31 | 2019-05-30 | 日立化成株式会社 | 焼結磁心の製造方法、圧粉体、及び焼結磁心 |
| JP2020088289A (ja) * | 2018-11-29 | 2020-06-04 | 太陽誘電株式会社 | インダクタンス素子及び電子機器 |
| WO2022181181A1 (ja) * | 2021-02-26 | 2022-09-01 | 株式会社村田製作所 | 電子部品、及び電子部品の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10734152B2 (en) | Coil component and method of manufacturing the same | |
| US9852842B2 (en) | Coil electronic component | |
| TW201721675A (zh) | 積層電感器 | |
| US9275785B2 (en) | Multilayered power inductor and method for preparing the same | |
| JP2018098278A (ja) | コイル部品 | |
| KR20140077346A (ko) | 파워 인덕터 및 그 제조 방법 | |
| KR20130123252A (ko) | 적층형 인덕터 및 그 제조방법 | |
| JP7235088B2 (ja) | 積層型電子部品 | |
| KR101832554B1 (ko) | 칩 전자부품 및 그 제조방법 | |
| CN111009394B (zh) | 层叠型线圈阵列 | |
| JP2005038904A (ja) | 積層セラミック電子部品およびその製造方法 | |
| KR20160018614A (ko) | 인덕터 및 이의 제조방법 | |
| JP7260015B2 (ja) | 積層型コイル部品及びバイアスティー回路 | |
| US20220208445A1 (en) | Coil component and method of manufacturing the same | |
| CN111009395B (zh) | 层叠型电子部件 | |
| CN212461291U (zh) | 层叠型线圈部件 | |
| WO2024166857A1 (ja) | 電子部品 | |
| JP2023082190A (ja) | 積層型コイル部品 | |
| US20220375675A1 (en) | Coil-embedded magnetic core and coil device | |
| WO2011148787A1 (ja) | 積層型インダクタおよびその製造方法 | |
| KR20170089188A (ko) | 코일 전자부품 | |
| WO2024166858A1 (ja) | 磁性材 | |
| JP7484853B2 (ja) | インダクタ部品 | |
| JP4290237B2 (ja) | 積層電子部品の製造方法 | |
| JP7560245B2 (ja) | コイル部品及びコイル部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24753300 Country of ref document: EP Kind code of ref document: A1 |