WO2024166856A1 - 磁性材および磁性材の作製方法 - Google Patents
磁性材および磁性材の作製方法 Download PDFInfo
- Publication number
- WO2024166856A1 WO2024166856A1 PCT/JP2024/003685 JP2024003685W WO2024166856A1 WO 2024166856 A1 WO2024166856 A1 WO 2024166856A1 JP 2024003685 W JP2024003685 W JP 2024003685W WO 2024166856 A1 WO2024166856 A1 WO 2024166856A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal
- magnetic
- magnetic particles
- metal magnetic
- magnetic material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
- C22C38/105—Ferrous alloys, e.g. steel alloys containing cobalt containing Co and Ni
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/16—Metallic particles coated with a non-metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/17—Metallic particles coated with metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/20—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder
- H01F1/22—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/20—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder
- H01F1/22—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together
- H01F1/24—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together the particles being insulated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/33—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials mixtures of metallic and non-metallic particles; metallic particles having oxide skin
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/255—Magnetic cores made from particles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/107—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material containing organic material comprising solvents, e.g. for slip casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1017—Multiple heating or additional steps
- B22F3/1021—Removal of binder or filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0257—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements
- C22C33/0278—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements with at least one alloying element having a minimum content above 5%
- C22C33/0285—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements with at least one alloying element having a minimum content above 5% with Cr, Co, or Ni having a minimum content higher than 5%
Definitions
- This disclosure relates to magnetic materials and methods for making magnetic materials.
- Composite magnetic materials are sometimes used as the magnetic material for magnetic parts and the like.
- Some composite magnetic materials include a resin that contains dispersed soft magnetic powder, which is made up of powder particles (see Patent Document 1).
- a composite magnetic material contains resin
- passing a current through a magnetic component that has a base body containing this magnetic material and wiring can cause localized concentration of magnetic flux between the powder particles of the soft magnetic powder in the magnetic material, which can increase eddy current loss and lead to deterioration of high-frequency characteristics.
- the purpose of this disclosure is to provide a magnetic material that can improve high-frequency characteristics and a method for producing the same.
- the present disclosure provides a sintered body including a plurality of metal magnetic grains having a grain boundary phase, the grain boundary phase includes a metal oxide or a metal nitride of a non-magnetic metal,
- the magnetic material is provided in which the metal magnetic particles have an equivalent circle diameter of 0.29 ⁇ m or more and 2.33 ⁇ m or less.
- the present disclosure includes forming a sintered body including a plurality of metal magnetic particles, A method for producing a magnetic material is provided that forms, at least at the completion of sintering, a grain boundary phase of the plurality of metallic magnetic grains that comprises a metal oxide or metal nitride of a non-magnetic metal.
- This disclosure makes it possible to improve high-frequency characteristics.
- FIG. 2 is a partially enlarged cross-sectional view showing a schematic structure of the magnetic material of the present disclosure.
- FIG. 2 is an enlarged cross-sectional view of a portion between the dotted brackets in FIG. 1 .
- FIG. 1 is a perspective view showing a schematic diagram of an electronic component including a magnetic material according to the present disclosure.
- 4 is a schematic cross-sectional view taken along line a-a in FIG. 3.
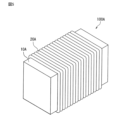
- FIG. 11 is a perspective view illustrating an electronic component according to another embodiment.
- FIG. 1 is a partially enlarged cross-sectional view showing a schematic diagram of the structure of the magnetic material disclosed herein.
- the inventors of the present application have been investigating and devising a new magnetic material with a different composition from conventional magnetic materials, in which soft magnetic powder is dispersed in resin, as this may lead to deterioration of high-frequency characteristics.
- the magnetic material 11 ⁇ of the present disclosure is a sintered body including a plurality of metal magnetic grains 11A having a grain boundary phase 11B.
- the grain boundary phase 11B can be formed at the boundary between adjacent metal magnetic grains 11A and the other metal magnetic grain 11A by arranging the plurality of metal magnetic grains 11A in close proximity to one another.
- the grain boundary phase 11B includes a metal oxide or metal nitride in which a non-magnetic metal is oxidized or nitrided.
- the grain boundary phase 11B may also include an oxide of the metal magnetic particles 11A.
- the metal oxide or metal nitride can be in contact with the metal magnetic particles 11A and cover the surfaces of the metal magnetic particles 11A.
- the above metal oxides or metal nitrides are formed by oxidizing or nitriding non-magnetic metals, and therefore may have a higher electrical resistivity than metal magnetic particles.
- the electrical resistivity of metal oxides or metal nitrides may be 1 x 10 ⁇ 11 ⁇ -cm or more and 1 x 10 ⁇ 16 ⁇ -cm or less.
- the electrical resistivity of metal magnetic particles may be 0.089 ⁇ -m or more and 1.76 ⁇ -m or less.
- the above metal oxides or metal nitrides may themselves be non-magnetic.
- the grain boundary phase 11B can function as a high resistance portion compared to the metal magnetic grains 11A.
- the metal oxide or metal nitride of the grain boundary phase 11B covers the entire surface of the metal magnetic grains 11A.
- the high resistance portion can increase the electrical resistance of the path of eddy currents flowing through the magnetic material (corresponding to the sintered body) of the base body, thereby reducing eddy current loss.
- This eddy current loss increases as the current becomes higher in frequency, so reducing eddy current loss can improve high-frequency characteristics.
- the circular equivalent diameter of the metal magnetic particles 11A is 0.29 ⁇ m or more and 2.33 ⁇ m or less.
- the circular equivalent diameter is 0.29 ⁇ m or more as described above from the viewpoint of preventing the generation of oxides of the Fe component contained in the metal magnetic particles 11A in the magnetic material (corresponding to a sintered body) of the base body.
- the circular equivalent diameter is 2.33 ⁇ m or less as described above from the viewpoint of preventing the skin depth from becoming larger than the skin depth at 200 MHz assumed for next-generation inductors.
- the above-mentioned metal magnetic particles contain Fe, and the metal oxide or metal nitride may be at least one selected from the group consisting of Si, Al, Cr, Ca, Mg, Ti, Mn, V, Zr, Nb, and Ta, which are elements that are more easily oxidized than Fe.
- Si which is generally called a semimetal, is treated as a metallic element.
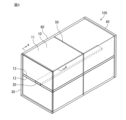
- FIG. 3 is a perspective view showing a schematic diagram of an electronic component including the magnetic material of the present disclosure.
- FIG. 4 is a schematic cross-sectional view taken along line a-a in FIG. 3.
- the base body 10 has two or more sintered bodies 11 and a first insulating layer 13, and adjacent sintered bodies 11 and the other sintered body can be stacked with the first insulating layer 13 sandwiched between them.
- the first insulating layer 13 By providing the first insulating layer 13, a magnetic gap function can be provided compared to when the first insulating layer 13 is not provided.
- the first insulating layer 13 is nonmagnetic. This makes it possible to improve the DC superposition characteristics by reducing the magnetic permeability of the base body 10.
- the first insulating layer 13 can be a low-permeability insulating layer that is not nonmagnetic and has a magnetic permeability lower than that of the sintered body 11. In this case, inductance can also be improved compared to when it is nonmagnetic.
- the insulator can be a low-permeability insulator that is not nonmagnetic and has a lower magnetic permeability than the sintered body 11. In this case, it is possible to improve the inductance compared to the nonmagnetic case.
- the first external electrode 30 and the second external electrode 40 are arranged on the surfaces of different sintered bodies 11.
- the element body 10 can further have a second insulating layer 50.
- the first external electrode 30 and the second external electrode 40 are respectively arranged on the surfaces of adjacent sintered bodies 11, with the first external electrode 30 arranged on the surface of the sintered body 11 on one side and the second external electrode 30 arranged on the surface of the sintered body 11 on the other side.
- a second insulating layer 50 can be arranged between one sintered body 11 on which the first external electrode 30 is arranged and the sintered body 11 on which the second external electrode 40 is arranged.
- a metal magnetic particle e.g., FeNiCo-based particle
- an Fe component e.g., FeNiCo-based particle
- a metal alkoxide containing a nonmagnetic metal element that is more easily oxidized than Fe is mixed with a solvent (water, alcohol, etc.) by a sol-gel method to hydrolyze the alkoxide in a slurry.
- the slurry is dried to obtain a metal magnetic particle whose surface is covered with a coating film containing an element that is more easily oxidized than Fe.
- a second coating film may be formed on the first coating film using a metal alkoxide containing a nonmagnetic metal element different from the nonmagnetic metal material used in the first coating film.
- the coating film may be one layer, two layers, or three or more layers.
- Metal alkoxides are represented by the chemical formula M(OR) x (M: non-magnetic metal element, OR: alkoxy group).
- the metal species M constituting the metal alkoxide may be at least one selected from the group consisting of Si, Al, Cr, Ca, Mg, Ti, Mn, V, Zr, Nb, and Ta.
- the metal alkoxide is preferably at least one alkoxide selected from the group consisting of Si, Ti, Al, and Zr.
- Si which is generally called a semimetal, is treated as a metal element.
- the metal alkoxide is at least one alkoxide selected from the group consisting of Si, Ti, Al and Zr, a metal oxide having higher strength and higher resistivity can be formed.
- the alkoxy group OR constituting the metal alkoxide is not particularly limited, and may be, for example, an alkoxy group having 10 or less carbon atoms, particularly 5 or less, and more particularly 3 or less. The smaller the carbon number, the easier the hydrolysis reaction can be.
- the alkoxy group is preferably at least one selected from the group consisting of, for example, a methoxy group, an ethoxy group, and a propoxy group.
- the metal alkoxide is preferably at least one selected from the group consisting of tetraethyl orthosilicate, titanium tetraisopropoxide, zirconium n-butoxide, and aluminum isopropoxide.
- the slurry may contain a water-soluble polymer.
- the water-soluble polymer may be at least one selected from the group consisting of polyvinylpyrrolidone, polyvinyl alcohol, hydroxypropyl cellulose, poly(2-methyl-2-oxazoline), polyethyleneimine, polyacrylic acid, and carboxymethyl cellulose.
- a coating film containing an element that is more easily oxidized than Fe may be formed on the surface of the metal magnetic particles.
- the metal magnetic particles themselves may further contain an element that is more easily oxidized than Fe as a composition.
- a metal nitride component may be applied to the surface of the metal magnetic particles.
- a metal nitride component of a non-magnetic metal may be applied in advance to the surface of the metal magnetic particles. Even in this case, the sintered metal nitride component remains in the grain boundary phase and has a high electrical resistivity.
- metal oxides and metal nitrides of non-magnetic metals are non-magnetic.
- Non-magnetic insulating particles are prepared. Then, the insulating particles, varnish, a solvent (e.g., terpineol), and the like are mixed in a stirrer. Then, a dispersion process is performed in a roll mill to obtain an insulating paste.
- the non-magnetic insulator used in the insulating paste may be, for example, a mixture of alumina, silica, glass, or a dielectric material such as calcium zirconate, strontium zirconate, and/or barium zirconate with borosilicate glass, etc.
- the conductive particles can be copper particles, silver particles, etc.
- ⁇ Preparation step of unfired laminate> After preparing each paste, the above-mentioned metal magnetic paste is used to form a metal magnetic layer of a predetermined thickness by, for example, a screen printing method, and then dried. After drying, a slit groove of a predetermined width is formed by laser processing, and the above-mentioned insulating paste is filled into the slit groove by a screen printing method or the like, and then dried. Note that the slit groove is not limited to post-processing by laser processing, and may be previously patterned using a screen printing plate or the like.
- an insulating layer of a specified thickness is formed on the metal magnetic layer using the above insulating paste by screen printing and drying.
- the insulating paste used to form the insulating layer may be of a different type from the insulating paste filled into the slit grooves.
- wiring paste is used to form wiring in the desired shape (e.g., straight shape, coil shape, meandering shape, etc.) by screen printing.
- an insulating layer may be further formed on top of it.
- the L value of the resulting electronic component is higher than the desired characteristic, the number of insulating layers may be reduced or eliminated. This makes it possible to adjust the balance between the L value and the DC superposition characteristics.
- the above embodiment shows a method of laminating screen-printed layers formed using a screen printing method, but the present invention is not limited to this, and the electronic component may be produced by laminating sheets prepared separately.
- the above-mentioned unsintered laminate is cut into individual pieces using a dicer or the like, and then the individual pieces are degreased in a nitrogen atmosphere in a sintering furnace and then sintered for a predetermined time (e.g., 1 hour) at a temperature of 900°C or higher and 1000°C or lower in a reducing atmosphere of H2 :3%/ N2 :97%, to obtain a sintered laminate having a high resistance portion inside and an insulating layer.
- a predetermined time e.g., 1 hour
- the high resistance portion in the obtained sintered body may contain an oxide or nitride of an element that is more easily oxidized than Fe. Note that even if the element is less easily oxidized than Fe, it may be oxidized in a separate process and then contained in the high resistance portion after sintering.
- the above is based on the premise that a non-magnetic insulating layer is formed, but by extending the time that the maximum temperature is maintained during the above-mentioned firing, it is possible to diffuse the metal magnetic material components from the metal magnetic layer into the non-magnetic insulating layer, thereby obtaining a low-permeability insulating layer with some magnetic properties.
- the outer surface of the sintered body is coated with an insulating resin or the like, and the coating at the portion where the wiring and the external electrodes are connected is peeled off with a laser or the like. Then, a plating process is performed to form the external electrodes, and finally, the electronic component of the present disclosure is obtained.
- the material of the external electrodes can be, for example, silver.
- Each sintered sample is resin-solidified, polished with a polishing machine Tegramin-25 (manufactured by Struers), and ion milled with an ion milling machine IM-3000 (manufactured by Hitachi High-Technologies Corporation). Then, a field emission scanning electron microscope SU8230 (manufactured by Hitachi High-Technologies Corporation) is used to obtain SEM images and, optionally, element mapping images. These obtained images are analyzed using image analysis software WinROOF2021 (manufactured by Mitani Shoji Co., Ltd.) and can be calculated as the filling rate of the metal magnetic particles.
- the average value of the analysis values at any three locations near 1/2 in the thickness direction of the sintered toroidal core is used.
- the average value of the analysis values at any three locations at a position 1 times the wiring thickness from the top surface of the internal wiring upward and any three locations at a position 1 times the wiring thickness from the bottom surface of the internal wiring downward is used.
- the "filling rate of the metal magnetic particles in the sintered body" in this disclosure is represented by the ratio of the area of the metal magnetic particles to the area of the sintered body including voids.
- the Ollendorff approximation formula is an approximation formula for theoretically deriving the relative magnetic permeability ⁇ when the filling rate of the metal magnetic particles is ⁇ .
- the desirable filling rate of the metal magnetic particles at 200 MHz was calculated as follows. According to Ollendorff's approximation formula, when the filling rate of the metal magnetic particles is ⁇ , the relative magnetic permeability is ⁇ , and the demagnetizing factor is N, the relative magnetic permeability ⁇ at the filling rate ⁇ is expressed by the following formula 1.
- ⁇ for Fe10Ni20Co was set to 70, and N was set to 0.1, which corresponds to a sphere.
- the drive frequency of DC-DC converters will be increased to around 200 MHz, and at a frequency of 200 MHz, it is desirable for ⁇ to be between 15 and 50. From the above formula, the filling rate ⁇ at which this ⁇ can be obtained is between 66.7% and 95.1%.
- the electronic components can be manufactured through the following process.
- Non-magnetic insulating particles of alumina and borosilicate glass with a D50 particle size of about 0.1 to 0.5 ⁇ m were prepared. Then, these insulating particles, varnish, and terpineol as a solvent were mixed in a stirrer. After that, a dispersion process was performed in a roll mill to obtain an insulating paste.
- ⁇ Preparation step of unfired laminate> After preparing each paste, the above-mentioned metal magnetic paste was used to form a metal magnetic layer of a predetermined thickness by screen printing, which was then dried. After drying, a slit groove of a predetermined width was formed by laser processing, and the above-mentioned insulating paste was filled into the slit groove by screen printing or the like, followed by drying.
- the slit grooves were filled with insulating paste and dried, after which an insulating layer of a specified thickness was formed on top of the metal magnetic layer using the above insulating paste by screen printing, and then dried.
- the outer surface of the sintered body is then covered with an insulating resin, the coating on the portion where the wiring and the external electrodes are to be connected is removed with a laser, and then a plating process is performed to form the external electrodes. In this manner, an electronic component is obtained.
- the material of the external electrodes can be, for example, silver.
- Table 1 shows the actual measurement data and the evaluation results of the sintered material actually produced by sintering the metal magnetic paste prepared in the above ⁇ Preparation process of metal magnetic particles> and ⁇ Preparation process of metal magnetic paste> in the same manner as above.
- the target characteristics were set as the evaluation criteria that no different phase other than the oxide of the metal (here, Al) used in the sol-gel coating film should be generated in the grain boundary phase, and that the particle size (circle equivalent diameter) of the metal magnetic particles surrounded by the high resistance grain boundary phase should be smaller than the skin depth at 200 MHz, and those that met these evaluation criteria were given an overall evaluation of ⁇ (suitable).
- the relative magnetic permeability ⁇ r of the metal magnetic particles Fe10Ni20Co is 70, the electrical conductivity ⁇ is 2.08 x 10 6 (S/m), ⁇ 0 is the magnetic permeability of a vacuum, and f is the frequency.
- the calculated skin depth at 200 MHz was 2.95 ⁇ m.
- the circular equivalent diameter of the metallic magnetic particles in the sintered body was calculated using the following process. Specifically, each sintered sample was resin-solidified, polished with a polishing machine Tegramin-25 (manufactured by Struers), and ion milled with an ion milling machine IM-3000 (manufactured by Hitachi High-Technologies Corporation). SEM images and, if necessary, element mapping images were then obtained using a field emission scanning electron microscope SU8230 (manufactured by Hitachi High-Technologies Corporation). The imaging magnification was adjusted in the range of 3,500 to 60,000 times.
- each sintered sample is hardened with resin and polished with a polishing machine Tegramin-25 (manufactured by Struers), then processed by FIB (focused ion beam) processing into a shape suitable for subsequent SPM (scanning probe microscope) measurement, and finally cleaned by Ar flat milling.
- Tegramin-25 manufactured by Struers
- FIB focused ion beam
- spreading resistance was measured in the SSRM (scanning spreading resistance microscope) mode of the SPM.
- SSRM scanning spreading resistance microscope
- a conductive probe was scanned while applying a bias voltage to the sample, and the current flowing at each point was converted into a resistance value, thereby visualizing the high-resistance grain boundary phase.
- the part having a resistance value of 10 ⁇ 3 times or more of the maximum measured resistance value of the metal magnetic particle part was defined as the high-resistance grain boundary phase, and the threshold value can be adjusted appropriately to match the position of high resistance materials such as oxides and nitrides while referring to the element mapping image.
- Comparative Example 1 the particle size of the metal magnetic particles used was small, and the sintering shrinkage rate during firing was high, preventing the reductive atmosphere gas from penetrating into the interior, which resulted in the formation of iron oxide, the material of the metal magnetic particles, as a different phase.
- Comparative Example 2 the particle size of the metal magnetic particles used was large, and as mentioned above, the skin depth at 200 MHz was greater than 2.95 ⁇ m, so the overall verdict was ⁇ (unsuitable).
- the circular equivalent diameter of the metal magnetic particles was 0.29 ⁇ m or more and 2.33 ⁇ m or less, and in this case, no heterogeneous phase other than the oxide of Al was generated in the grain boundary phase, and the particle diameter (circular equivalent diameter) of the metal magnetic particles surrounded by the high-resistance grain boundary phase was smaller than the skin depth (2.95 ⁇ m) at 200 MHz. Therefore, the overall judgment was ⁇ (suitable).
- the heterogeneous phase refers to the oxide of the metal magnetic particles. If a heterogeneous phase is present, the saturation magnetic flux density of the sintered body decreases.
- the "heterogeneous phase judgment" of the oxide of the metal magnetic particles was performed according to the following procedure. Specifically, as shown in FIG. 2, it was judged that a heterogeneous phase was present when the oxide covered the entire metal magnetic particles 11A and the minimum value of the thickness W2 (W21 + W22) of the oxide of the metal magnetic particles relative to the width W1 of the grain boundary phase between the metal magnetic particles 11A was thicker than 2/3.
- the plurality of metal magnetic particles contain Fe
- An electronic component comprising: an element body including the magnetic material according to any one of ⁇ 1> to ⁇ 3>; and wiring.
- ⁇ 6> forming a sintered body including a plurality of metal magnetic particles;
- a method for producing a magnetic material comprising forming, at least at the time when sintering is completed, a grain boundary phase of the plurality of metal magnetic grains, which contains a metal oxide or metal nitride formed by oxidizing or nitriding a non-magnetic metal.
- the metal oxide or the metal nitride is an oxide or nitride of at least one nonmagnetic metal selected from the group consisting of Si, Al, Cr, Ca, Mg, Ti, Mn, V, Zr, Nb, and Ta, which are elements that are more easily oxidized than Fe.
- the electronic component disclosed herein can be used as an inductor.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Coils Or Transformers For Communication (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024576321A JPWO2024166856A1 (https=) | 2023-02-10 | 2024-02-05 | |
| CN202480010288.2A CN120642004A (zh) | 2023-02-10 | 2024-02-05 | 磁性材料和磁性材料的制作方法 |
| US19/266,413 US20250342992A1 (en) | 2023-02-10 | 2025-07-11 | Magnetic material and method for producing magnetic material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023019455 | 2023-02-10 | ||
| JP2023-019455 | 2023-02-10 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/266,413 Continuation US20250342992A1 (en) | 2023-02-10 | 2025-07-11 | Magnetic material and method for producing magnetic material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024166856A1 true WO2024166856A1 (ja) | 2024-08-15 |
Family
ID=92262558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/003685 Ceased WO2024166856A1 (ja) | 2023-02-10 | 2024-02-05 | 磁性材および磁性材の作製方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20250342992A1 (https=) |
| JP (1) | JPWO2024166856A1 (https=) |
| CN (1) | CN120642004A (https=) |
| WO (1) | WO2024166856A1 (https=) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005008952A (ja) * | 2003-06-19 | 2005-01-13 | Mitsubishi Materials Corp | Fe−Co系軟磁性合金粒の粒界に金属窒化物が介在する組織を有する金属窒化物介在Fe−Co系軟磁性焼結合金の製造方法 |
| JP2006351946A (ja) * | 2005-06-17 | 2006-12-28 | Fuji Electric Holdings Co Ltd | 軟磁性成形体の製造方法 |
| JP2012230948A (ja) * | 2011-04-25 | 2012-11-22 | Toyota Central R&D Labs Inc | 磁心用粉末、圧粉磁心およびその製造方法 |
| JP2014216495A (ja) * | 2013-04-25 | 2014-11-17 | Tdk株式会社 | 軟磁性体組成物、磁芯、コイル型電子部品および成形体の製造方法 |
| JP2016058496A (ja) * | 2014-09-08 | 2016-04-21 | 株式会社豊田中央研究所 | 圧粉磁心、磁心用粉末およびそれらの製造方法 |
| JP2017168845A (ja) * | 2014-01-14 | 2017-09-21 | 日立金属株式会社 | 磁心およびそれを用いたコイル部品 |
| JP2017188678A (ja) * | 2016-03-31 | 2017-10-12 | 三菱マテリアル株式会社 | シリカ系絶縁被覆圧粉磁心およびその製造方法と電磁気回路部品 |
| JP2020017690A (ja) * | 2018-07-27 | 2020-01-30 | 日本特殊陶業株式会社 | 圧粉磁心 |
| JP2021089999A (ja) * | 2019-12-05 | 2021-06-10 | 日本特殊陶業株式会社 | 圧粉磁心 |
-
2024
- 2024-02-05 WO PCT/JP2024/003685 patent/WO2024166856A1/ja not_active Ceased
- 2024-02-05 CN CN202480010288.2A patent/CN120642004A/zh active Pending
- 2024-02-05 JP JP2024576321A patent/JPWO2024166856A1/ja active Pending
-
2025
- 2025-07-11 US US19/266,413 patent/US20250342992A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005008952A (ja) * | 2003-06-19 | 2005-01-13 | Mitsubishi Materials Corp | Fe−Co系軟磁性合金粒の粒界に金属窒化物が介在する組織を有する金属窒化物介在Fe−Co系軟磁性焼結合金の製造方法 |
| JP2006351946A (ja) * | 2005-06-17 | 2006-12-28 | Fuji Electric Holdings Co Ltd | 軟磁性成形体の製造方法 |
| JP2012230948A (ja) * | 2011-04-25 | 2012-11-22 | Toyota Central R&D Labs Inc | 磁心用粉末、圧粉磁心およびその製造方法 |
| JP2014216495A (ja) * | 2013-04-25 | 2014-11-17 | Tdk株式会社 | 軟磁性体組成物、磁芯、コイル型電子部品および成形体の製造方法 |
| JP2017168845A (ja) * | 2014-01-14 | 2017-09-21 | 日立金属株式会社 | 磁心およびそれを用いたコイル部品 |
| JP2016058496A (ja) * | 2014-09-08 | 2016-04-21 | 株式会社豊田中央研究所 | 圧粉磁心、磁心用粉末およびそれらの製造方法 |
| JP2017188678A (ja) * | 2016-03-31 | 2017-10-12 | 三菱マテリアル株式会社 | シリカ系絶縁被覆圧粉磁心およびその製造方法と電磁気回路部品 |
| JP2020017690A (ja) * | 2018-07-27 | 2020-01-30 | 日本特殊陶業株式会社 | 圧粉磁心 |
| JP2021089999A (ja) * | 2019-12-05 | 2021-06-10 | 日本特殊陶業株式会社 | 圧粉磁心 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN120642004A (zh) | 2025-09-12 |
| JPWO2024166856A1 (https=) | 2024-08-15 |
| US20250342992A1 (en) | 2025-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI667669B (zh) | Magnetic materials and electronic parts | |
| TWI733759B (zh) | 積層電感器 | |
| TWI453773B (zh) | Coil type electronic parts | |
| CN111009395B (zh) | 层叠型电子部件 | |
| CN111009394B (zh) | 层叠型线圈阵列 | |
| US10622129B2 (en) | Magnetic material and electronic component | |
| CN113450991B (zh) | 金属磁性粒子、电感器、金属磁性粒子的制造方法和金属磁芯的制造方法 | |
| JP2024050965A (ja) | コイル部品 | |
| JP7764830B2 (ja) | コイル部品 | |
| US20210313100A1 (en) | Metal magnetic particle, inductor, method for manufacturing metal magnetic particle, and method for manufacturing metal magnetic core | |
| JP6080100B2 (ja) | 電子部品、及び電子部品の製造方法 | |
| US20240145166A1 (en) | Method of manufacturing coil component | |
| JP7438783B2 (ja) | 磁性基体、コイル部品、及び電子機器 | |
| JP2020061522A (ja) | 積層コイル部品 | |
| JP7444128B2 (ja) | フェライト磁器組成物及びコイル部品 | |
| WO2024166856A1 (ja) | 磁性材および磁性材の作製方法 | |
| US12469624B2 (en) | Magnetic base body and method of manufacturing magnetic base body | |
| US20250342991A1 (en) | Magnetic material | |
| JP7608922B2 (ja) | 金属磁性体コア、インダクタ及び金属磁性体コアの製造方法 | |
| US20240331902A1 (en) | Magnetic base body, coil component including the magnetic base body, circuit board including the coil component, and electronic device including the circuit board | |
| WO2025248916A1 (ja) | 磁性材およびその作製方法 | |
| US20250022648A1 (en) | Multilayer inductor, multilayer inductor array, and method of manufacturing multilayer inductor | |
| WO2026069815A1 (ja) | インダクタ | |
| WO2024166857A1 (ja) | 電子部品 | |
| JP2025116426A (ja) | 積層型コイル部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24753299 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024576321 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480010288.2 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480010288.2 Country of ref document: CN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24753299 Country of ref document: EP Kind code of ref document: A1 |