WO2024166694A1 - 円筒部材の製造方法及び金型 - Google Patents
円筒部材の製造方法及び金型 Download PDFInfo
- Publication number
- WO2024166694A1 WO2024166694A1 PCT/JP2024/002186 JP2024002186W WO2024166694A1 WO 2024166694 A1 WO2024166694 A1 WO 2024166694A1 JP 2024002186 W JP2024002186 W JP 2024002186W WO 2024166694 A1 WO2024166694 A1 WO 2024166694A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- workpiece
- upper die
- die
- mold
- processing surface
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 53
- 238000005452 bending Methods 0.000 claims abstract description 90
- 238000012545 processing Methods 0.000 claims abstract description 49
- 230000002093 peripheral effect Effects 0.000 claims abstract description 31
- 238000002360 preparation method Methods 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims description 78
- 238000003754 machining Methods 0.000 claims description 70
- 229910000831 Steel Inorganic materials 0.000 claims description 14
- 238000007789 sealing Methods 0.000 claims description 14
- 239000010959 steel Substances 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 8
- 238000013459 approach Methods 0.000 description 15
- 239000011324 bead Substances 0.000 description 12
- 238000002788 crimping Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 9
- 230000003811 curling process Effects 0.000 description 8
- 238000003825 pressing Methods 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
- B21D19/10—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws working inwardly
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/16—Reverse flanging of tube ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/107—Primary casings; Jackets or wrappings characterised by their shape or physical structure having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/152—Lids or covers characterised by their shape for cells having curved cross-section, e.g. round or elliptic
Definitions
- This disclosure relates to a method for manufacturing a cylindrical member.
- This disclosure also relates to a die, and more specifically, to a die for bending the end of a cylindrical workpiece toward the inner circumference.
- the open end of a cylindrical workpiece may be bent inward.
- the open end can be used to secure a component placed inside the cylindrical component.
- This type of processing is generally called bending and crimping.
- Patent Document 1 discloses a bending and crimping process in which the open end of a cylindrical workpiece is curled in three steps.
- a curl roller is pressed against the open end of the workpiece while rotating, forming a curled portion at the open end.
- a collet is used to grasp the curled portion of the workpiece, and the curled portion is squeezed.
- a crimping die is pressed from above against the innermost end of the curled portion that has been slightly raised by the secondary curling process, and the innermost end is bent downward.
- Patent Document 1 the open end of the workpiece is bent inwardly by a three-step curling process.
- the driving direction of the tool that processes the open end of the workpiece is different for each curling process, making the process of bending the open end of the workpiece complicated.
- the opening end of the workpiece is formed into a curled shape as a whole by undergoing three curling processes.
- the specifications of the cylindrical part to be manufactured require that at least a portion of the opening end of the workpiece that is bent toward the inner circumference be straight, the technology described in Patent Document 1 cannot form such a shape.
- the objective of this disclosure is to provide a method for manufacturing a cylindrical member that can easily impart a bend to the end of a workpiece and can form at least a portion of the end bent toward the inner circumference into a straight line.
- the manufacturing method of the cylindrical member according to the present disclosure includes a preparation step of preparing a workpiece having a cylindrical shape, and a bending step of bending an end of the workpiece in the axial direction toward the inner circumference of the workpiece using a lower die placed in the workpiece and an upper die that approaches the workpiece relatively along the axial direction of the workpiece.
- the upper die includes a concave machining surface.
- the machining surface is provided at a position corresponding to the end of the workpiece on the surface of the upper die that faces the workpiece in the axial direction.
- the machining surface includes a first portion and a second portion.
- the first portion when viewed in a cross section including the central axis of the workpiece, extends to the opposite side of the workpiece in the axial direction of the workpiece and toward the inner circumference of the workpiece.
- the first portion guides the end of the workpiece to the inner circumference of the workpiece in the bending step.
- the second portion is continuous with the first portion.
- the second portion When viewed in a cross section including the central axis of the workpiece, the second portion extends from the first portion toward the inner circumference of the workpiece and has a straight shape.
- the second part clamps the end of the workpiece together with the lower die during the bending process.
- the angle ⁇ between the extension line of the second part and the extension line of the end of the workpiece before the start of the bending process is 45° or more and less than 90°.
- Another method for manufacturing a cylindrical member according to the present disclosure includes a preparation step of preparing a workpiece having a cylindrical shape, and a bending step of bending an end of the workpiece in the axial direction toward the inner circumference of the workpiece using a lower die placed in the workpiece and an upper die that approaches the workpiece relatively along the axial direction of the workpiece.
- the upper die includes a concave machining surface.
- the machining surface is provided at a position corresponding to the end of the workpiece on the surface of the upper die that faces the workpiece in the axial direction.
- the machining surface includes a first portion and a second portion.
- the first portion extends toward the opposite side of the workpiece in the axial direction of the workpiece and toward the inner circumference of the workpiece when viewed in a cross section including the central axis of the workpiece.
- the second portion is disposed on the inner circumference of the workpiece relative to the first portion when viewed in a cross section including the central axis of the workpiece and has a linear shape.
- the upper die includes a first upper die and a second upper die.
- the first upper die includes at least a portion of the first portion of the machining surface.
- the second upper die is separate from the first upper die.
- the second upper die is disposed on the inner periphery side of the workpiece relative to the first upper die.
- the second upper die includes at least a part of the second portion of the processing surface. In the bending process, the end of the workpiece is guided to the inner periphery side of the workpiece by the first upper die, and then the end of the workpiece is clamped between the second upper die and the lower die
- the manufacturing method for a cylindrical member according to the present disclosure allows the end of the workpiece to be easily bent. Furthermore, the manufacturing method for a cylindrical member according to the present disclosure allows at least a portion of the end of the workpiece that is bent toward the inner circumference to be formed straight.
- FIG. 1 is a perspective view of a cylindrical member manufactured by a manufacturing method according to a first embodiment.
- FIG. 2A is a schematic diagram for explaining a manufacturing method of a cylindrical member according to the first embodiment.
- FIG. 2B is a schematic view for explaining the method for manufacturing the cylindrical member according to the first embodiment.
- FIG. 2C is a schematic view for explaining the manufacturing method of the cylindrical member according to the first embodiment.
- FIG. 2D is a schematic diagram for explaining the manufacturing method of the cylindrical member according to the first embodiment.
- FIG. 3A is a schematic diagram for explaining a manufacturing method of a cylindrical member according to the second embodiment.
- FIG. 3B is a schematic diagram for explaining a manufacturing method of a cylindrical member according to the second embodiment.
- FIG. 3C is a schematic view for explaining a manufacturing method of a cylindrical member according to the second embodiment.
- FIG. 3D is a schematic diagram for explaining a manufacturing method of a cylindrical member according to the second embodiment.
- FIG. 4 is a schematic diagram showing a method for manufacturing a cylindrical member according to a modified example of the first embodiment.
- FIG. 5 is a schematic diagram showing a method for manufacturing a cylindrical member according to a modified example of the second embodiment.
- 6A to 6C are schematic diagrams showing a method for manufacturing a cylindrical member according to a modification of each embodiment.
- the manufacturing method of the cylindrical member according to the embodiment includes a preparation step of preparing a workpiece having a cylindrical shape, and a bending step of bending an end of the workpiece in the axial direction toward the inner circumference of the workpiece using a lower die placed in the workpiece and an upper die that approaches the workpiece relatively along the axial direction of the workpiece.
- the upper die includes a concave machining surface.
- the machining surface is provided at a position corresponding to the end of the workpiece on the surface of the upper die that faces the workpiece in the axial direction.
- the machining surface includes a first portion and a second portion.
- the first portion when viewed in a cross section including the central axis of the workpiece, extends to the opposite side of the workpiece in the axial direction of the workpiece and toward the inner circumference of the workpiece.
- the first portion guides the end of the workpiece to the inner circumference of the workpiece in the bending step.
- the second portion is continuous with the first portion. When viewed in a cross section including the central axis of the workpiece, the second portion extends from the first portion toward the inner circumference of the workpiece and has a straight shape. The second part clamps the end of the workpiece together with the lower die during the bending process.
- the angle ⁇ between the extension line of the second part and the extension line of the end of the workpiece before the start of the bending process is 45° or more and less than 90° (first configuration).
- a method for manufacturing a cylindrical member includes a preparation step of preparing a workpiece having a cylindrical shape, and a bending step of bending an end of the workpiece in the axial direction toward the inner circumference of the workpiece using a lower die placed in the workpiece and an upper die that approaches the workpiece relatively along the axial direction of the workpiece.
- the upper die includes a concave machining surface.
- the machining surface is provided at a position corresponding to the end of the workpiece on the surface of the upper die that faces the workpiece in the axial direction.
- the machining surface includes a first portion and a second portion.
- the first portion extends toward the opposite side of the workpiece in the axial direction of the workpiece and toward the inner circumference of the workpiece when viewed in a cross section including the central axis of the workpiece.
- the second portion is disposed on the inner circumference of the workpiece relative to the first portion when viewed in a cross section including the central axis of the workpiece and has a linear shape.
- the upper die includes a first upper die and a second upper die.
- the first upper die includes at least a part of the first portion of the machining surface.
- the second upper die is separate from the first upper die.
- the second upper die is disposed on the inner periphery side of the workpiece relative to the first upper die.
- the second upper die includes at least a part of the second portion of the processing surface.
- the end of the workpiece is bent inwardly simply by bringing the upper die relatively close to the workpiece and the lower die placed inside the workpiece along the axial direction of the workpiece. This does not complicate the bending process, and the end of the workpiece can be easily bent.
- the machining surface of the upper die is provided with a first portion that guides the end of the workpiece toward the inner circumference, and a second portion that clamps the end of the workpiece together with the lower die.
- the second portion is disposed closer to the inner circumference of the workpiece than the first portion, and has a straight line shape when viewed in a cross section including the central axis of the workpiece.
- the angle ⁇ between the extension line of the second part of the processing surface of the upper die and the extension line of the end of the workpiece before the start of the bending process is 45° or more and less than 90°. This makes it difficult for the end of the workpiece to get caught on the boundary between the first and second parts of the processing surface when the end of the workpiece is bent inward by the upper die. This makes it possible to prevent buckling from occurring at the end of the workpiece during the bending process.
- the upper die includes a first upper die and a second upper die which are separate bodies, and after the end of the workpiece is guided to the inner circumference by the first upper die, the second upper die clamps the end of the workpiece together with the lower die.
- the first portion can have a concave curved shape when viewed in a cross section including the central axis of the workpiece (third configuration).
- the first portion may have a straight line shape when viewed in a cross section including the central axis of the workpiece (fourth configuration).
- the workpiece is made of a steel material having a tensile strength of, for example, 290 MPa or more (fifth configuration).
- the end of the workpiece may have a plate thickness of 3.0 mm or less (sixth configuration).
- the cylindrical member may be a battery having a bottomed cylindrical shape and housing an electrode body.
- the lower mold is a sealing body (seventh configuration).
- the die according to the embodiment is a die for bending the end of a cylindrical workpiece toward the inner circumference.
- the die includes an upper die and a lower die.
- the upper die has a cylindrical shape.
- One of the two axial surfaces of the upper die is provided with a concave machining surface.
- the lower die is cylindrical.
- One of the two axial surfaces of the lower die that faces the upper die when the die is in use is provided with a convex machining surface corresponding to the machining surface of the upper die.
- the machining surface of the upper die includes a first portion and a second portion.
- the first portion extends toward the opposite side of the lower die and toward the inner circumference of the upper die when viewed in a cross section including the central axes of the upper die and the lower die.
- the second portion is continuous with the first portion.
- the second portion extends from the first portion toward the inner circumference of the upper die when viewed in a cross section including the central axis and has a linear shape.
- the machining surface of the lower die includes a first portion and a second portion. On the machining surface of the lower mold, the first portion is disposed at a position corresponding to the first portion of the machining surface of the upper mold, and is continuous with the side surface of the lower mold.
- the second portion On the machining surface of the lower mold, the second portion is continuous with the first portion.
- the second portion of the machining surface of the lower mold has a shape corresponding to the second portion of the machining surface of the upper mold.
- the angle ⁇ formed by the extension line of the second portion of the machining surface of the upper mold and the extension line of the side surface of the lower mold is 45° or more and less than 90° (eighth configuration).
- a mold according to another embodiment is a mold for bending the end of a cylindrical workpiece toward the inner circumference.
- the mold includes an upper mold and a lower mold.
- the upper mold has a cylindrical shape.
- One of the two axial surfaces of the upper mold is provided with a concave machining surface.
- the lower mold is cylindrical.
- One of the two axial surfaces of the lower mold that faces the upper mold when the mold is in use is provided with a convex machining surface corresponding to the machining surface of the upper mold.
- the machining surface of the upper mold includes a first portion and a second portion.
- the first portion extends toward the opposite side of the lower mold and toward the inner circumference of the upper mold when viewed in a cross section including the central axes of the upper mold and the lower mold.
- the second portion is disposed on the inner circumference side of the upper mold relative to the first portion when viewed in a cross section including the central axis and has a linear shape.
- the machining surface of the lower mold includes a first portion and a second portion.
- the first portion is disposed at a position corresponding to the first portion of the machining surface of the upper mold and is continuous with the side of the lower mold.
- the second portion is continuous with the first portion.
- the second portion of the machining surface of the lower mold has a shape corresponding to the second portion of the machining surface of the upper mold.
- the upper mold includes a first upper mold and a second upper mold.
- the first upper mold includes at least a portion of the first portion of the machining surface of the upper mold.
- the first upper mold has an annular shape.
- the second upper mold is separate from the first upper mold.
- the second upper mold is disposed inside the first upper mold.
- the second upper mold includes at least a portion of the second portion of the machining surface of the upper mold (ninth configuration).
- First Embodiment [Cylindrical member] 1 is a perspective view showing a cylindrical member 10 manufactured by the manufacturing method according to the present embodiment.
- the cylindrical member 10 is, for example, a battery.
- the cylindrical member 10 may be a pipe, a pipe joint, or the like. In the present embodiment, an example in which the cylindrical member 10 is a battery will be described.
- the cylindrical member 10 includes a battery case 11, an electrode body 12, and a sealing body 13.
- the battery case 11 includes a peripheral wall 111, a bottom plate 112, and a bead 113.
- the peripheral wall 111 has a substantially cylindrical shape.
- the bottom plate 112 seals one axial end of the peripheral wall 111.
- the bead 113 is disposed on the other axial end side of the peripheral wall 111.
- the bead 113 is provided on the peripheral wall 111.
- the bead 113 has a shape that protrudes from the peripheral wall 111 toward the radially inward side of the peripheral wall 111.
- the bead 113 extends around the entire circumference of the peripheral wall 111 and has an annular shape.
- the electrode body 12 is housed in the battery case 11.
- the electrode body 12 is disposed between the bottom plate 112 and the bead 113 in the axial direction of the peripheral wall 111.
- the electrode body 12 is a known electrode body selected according to the type of battery. For example, if the cylindrical member 10 is a lithium ion secondary battery, the electrode body 12 is an electrode body for a lithium ion secondary battery.
- the sealing body 13 is housed in the battery case 11.
- the sealing body 13 is placed on the bead 113 inside the peripheral wall 111.
- the sealing body 13 is fixed to the battery case 11 by crimping. More specifically, the end of the peripheral wall 111 of the battery case 11 near the sealing body 13 is bent inward, thereby fixing the sealing body 13 to the battery case 11.
- the sealing body 13 is a well-known sealing body that is generally used for batteries.
- the method for manufacturing the cylindrical member 10 includes a preparation step and a bending step.
- a workpiece 20 is prepared.
- the workpiece 20 has a cylindrical shape with a bottom. That is, the workpiece 20 includes a cylindrical peripheral wall 21 and a bottom plate 22 that closes one axial end of the peripheral wall 21. The other axial end of the peripheral wall 21 is an open end.
- the workpiece 20 is the material of the battery case 11 (FIG. 1) described above.
- a bead 113 is formed on the peripheral wall 21 of the workpiece 20 before the bending step.
- the workpiece 20 is made of, for example, steel.
- the workpiece 20 may be made of plated steel or stainless steel.
- the cylindrical member 10 (FIG. 1) to be manufactured is a battery as in this embodiment, the workpiece 20 is preferably made of nickel-plated steel.
- the steel constituting the workpiece 20 may have a tensile strength of 290 MPa or more.
- the tensile strength of the steel may be 300 MPa or more, 330 MPa or more, or 350 MPa or more.
- the tensile strength of the steel may be 380 MPa or more, or 400 MPa or more.
- the workpiece 20 may be formed into a cylindrical bottomed shape by drawing a steel plate.
- the workpiece 20 does not necessarily have to be made of steel. It is sufficient that the workpiece 20 is made of a metal.
- the workpiece 20 may be made of, for example, aluminum, titanium, or copper, or an alloy of these.
- the thickness of the end of the workpiece 20 on the opening side is, for example, 3.0 mm or less.
- the workpiece 20 may have a thickness of 3.0 mm or less throughout.
- the thickness of the end of the workpiece 20 on the opening side is, for example, 0.1 mm or more.
- the workpiece 20 may have a thickness of 0.1 mm or more throughout.
- the bending process is a process of bending the end of the workpiece 20 on the opening side toward the inner circumference of the workpiece 20.
- the end of the workpiece 20 is bent using a die including an upper die 30 and a lower die 40.
- the workpiece 20, the upper die 30, and the lower die 40 are placed in a processing device 50.
- the processing device 50 includes, for example, a holder 51, a pressing die 52, and a cylinder 53.
- the holder 51 holds the workpiece 20.
- the holder 51 is configured to accommodate, for example, the portion of the workpiece 20 that is closer to the bottom plate 22 than the bead 113. On the page of FIG. 2B, the workpiece 20 is held by the holder 51 with the bottom plate 22 positioned downward.
- the pressing die 52 has, for example, a circular ring shape.
- the pressing die 52 may be divided into a plurality of parts along its circumferential direction.
- the circular pressing die 52 is, for example, divided into two parts.
- the inner peripheral portion of the pressing die 52 is inserted into the bead 113 of the workpiece 20, whereby the workpiece 20 is gripped by the pressing die 52.
- the cylinder 53 is configured to be extendable and retractable along the axial direction of the workpiece 20.
- the cylinder 53 may be a fluid pressure cylinder such as a hydraulic or pneumatic cylinder, or may be a motor-driven electric cylinder.
- An upper die 30 is attached to the cylinder 53.
- the lower die 40 is disposed within the workpiece 20 and faces the upper die 30 in the axial direction of the workpiece 20.
- the lower die 40 is the battery seal 13 ( Figure 1).
- the lower die 40 is placed on the bead 113 of the workpiece 20.
- the upper die 30 In the bending process, the upper die 30 approaches the lower die 40 and the workpiece 20 relatively along the axial direction of the workpiece 20. In this embodiment, the upper die 30 moves downward as the cylinder 53 extends, approaching the lower die 40 and the workpiece 20.
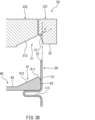
- 2C and 2D are longitudinal cross-sectional views (cross-sectional views including the central axis of the workpiece 20) of the workpiece 20, the upper die 30, and the lower die 40 during the bending process, and are enlarged views of the vicinity of the end 23 of the workpiece 20.
- the end 23 is the end on the opening side of the workpiece 20, and is the part to which a bend is imparted during the bending process. Before the start of the bending process, the end 23 extends substantially parallel to the axial direction of the workpiece 20 in a cross-sectional view of the workpiece 20.
- the upper die 30 has a substantially cylindrical shape and is arranged coaxially with the workpiece 20.
- the upper die 30 includes a concave machining surface 31.
- the machining surface 31 is provided on one surface 32 of the two axial surfaces of the upper die 30.
- the surface 32 faces the workpiece 20 in the axial direction at the start of the bending process.
- the processing surface 31 is provided on the surface 32 of the upper mold 30 at a position corresponding to the end 23 of the workpiece 20. In other words, the processing surface 31 is provided at a position where the end 23 of the workpiece 20 can be processed.
- the machining surface 31 includes a first portion 311 and a second portion 312.
- the first portion 311 and the second portion 312 each have an annular shape when viewed along the axial direction of the workpiece 20.
- the first portion 311 faces the end 23 of the workpiece 20 in the axial direction. More specifically, the outer periphery of the first portion 311 faces the end 23 of the workpiece 20, which stands up in the axial direction.
- the first portion 311 has a concave curved shape in a vertical cross-sectional view of the upper die 30.
- the first portion 311 can have an arc shape with a single radius of curvature.
- R/t is, for example, 1.0 or more.
- R/t is preferably 1.2 or more, and more preferably 1.5 or more.
- R/t is preferably 10.0 or less.
- R/t is more preferably 5.0 or less, and even more preferably 3.0 or less.
- the central angle ⁇ of the first portion 311 is, for example, 45° or more.
- the central angle ⁇ is preferably 60° or more, and more preferably 90° or more.
- the central angle ⁇ is 180° or less.
- the second part 312 is continuous with the first part 311 inside the first part 311.
- the second part 312 is arranged on the inner periphery side of the workpiece 20 and the upper die 30 with respect to the first part 311.
- the second part 312 extends from the first part 311 to the inner periphery side of the workpiece 20, that is, the inner periphery side of the upper die 30, in a vertical cross-sectional view of the upper die 30.
- the second part 312 has a straight line shape in a vertical cross-sectional view of the upper die 30.
- the second part 312 is inclined in the radial direction so as to approach the lower die 40 as it approaches the inner periphery side of the workpiece 20.
- the inner periphery end of the second part 312 is located on the lower side compared to the outer periphery end of the second part 312.
- the second part 312 is arranged on the inner periphery side with respect to the end 23 of the workpiece 20.
- the angle ⁇ between an extension line of the second portion 312 of the processing surface 31 of the upper die 30 and an extension line of the end portion 23 of the workpiece 20 before the start of the bending process is 45° or more and less than 90°.
- the angle ⁇ is preferably 50° or more, and more preferably 60° or more.
- the angle ⁇ may be, for example, 85° or less, and is preferably 80° or less.
- the lower die 40 has a substantially cylindrical shape and is arranged coaxially with the workpiece 20 and the upper die 30.
- the lower die 40 has a smaller diameter than the upper die 30.
- the lower die 40 includes a convex machining surface 41 that corresponds to the machining surface 31 of the upper die 30.
- the machining surface 41 is provided on one of the two axial surfaces of the lower die 40, surface 42 which faces the upper die 30 when the die is in use.
- the machining surface 41 includes a first portion 411 and a second portion 412.
- the first portion 411 and the second portion 412 each have an annular shape when viewed along the axial direction of the workpiece 20.
- the first portion 411 is provided contiguous with the side surface 43 of the lower mold 40.
- the side surface 43 extends along the peripheral wall 21 of the workpiece 20 in a vertical cross-sectional view of the lower mold 40.
- the first portion 411 has, for example, a convex curved shape in a vertical cross-sectional view of the lower mold 40.
- the first portion 411 is disposed at a position corresponding to the first portion 311 of the processing surface 31 of the upper mold 30. However, the first portion 411 does not have to have a shape corresponding to the first portion 311 of the processing surface 31 of the upper mold 30.
- the second portion 412 is continuous with the first portion 411.
- the second portion 412 is disposed at a position corresponding to the second portion 312 of the machining surface 31 of the upper mold 30.
- At least a portion of the second portion 412 has a shape corresponding to the second portion 312 of the machining surface 31 of the upper mold 30.
- at least a portion of the second portion 412 of the machining surface 41 of the lower mold 40 has a straight line shape that is substantially parallel to the second portion 312 of the machining surface 31 of the upper mold 30 in a vertical cross-sectional view of the upper mold 30 and the lower mold 40.
- the material of the upper mold 30 and the lower mold 40 is not particularly limited.
- the upper mold 30 and the lower mold 40 may be made of a metallic material or a non-metallic material.
- the lower mold 40 when the lower mold 40 is the battery sealing body 13 (FIG. 1), the lower mold 40 may be made of, for example, steel, plated steel, stainless steel, aluminum, titanium, copper, or plastic, or may be a composite of components made of any of these materials.
- the end 23 of the workpiece 20 is bent inward by the machining surface 31 of the upper die 30. More specifically, as the upper die 30 approaches the workpiece 20, the end 23 of the workpiece 20 is guided inward by the first portion 311 of the machining surface 31 and begins to bend. Eventually, the second portion 312 of the machining surface 31 clamps the end 23 of the workpiece 20 together with the lower die 40, and the upper die 30 stops. The second portion 312 of the machining surface 31 of the upper die 30 clamps the end 23 of the workpiece 20 between itself and the second portion 412 of the machining surface 41 of the lower die 40.
- the second portions 312, 412 which are linear in vertical cross section, clamp the end 23, so that at least a portion of the end 23 that is bent inward is formed in a linear shape.
- the end portion 23 of the workpiece 20 is bent inwardly by simply bringing the upper die 30 close to the workpiece 20 and the lower die 40.
- the upper die 30 is driven only in the axial direction of the workpiece 20, and imparts a bend to the end portion 23 of the workpiece 20 by a single approaching motion. Therefore, the bending process is not complicated, and the end portion 23 of the workpiece 20 can be easily bent.
- the processing surface 31 of the upper die 30 is provided with a second portion 312 that clamps the end portion 23 of the workpiece 20 together with the lower die 40.
- the second portion 312 has a straight line shape in a vertical cross-sectional view of the upper die 30, and clamps the end portion 23 of the workpiece 20 together with the lower die 40 during the bending process. This allows at least a portion of the end portion 23 of the workpiece 20 that is bent toward the inner circumference to be formed in a straight line.
- the angle (acute angle) ⁇ between the extension line of the second portion 312 of the machining surface 31 of the upper die 30 and the extension line of the end portion 23 of the workpiece 20 before the start of the bending process is 45° or more.
- the angle ⁇ is preferably 50° or more, and more preferably 60° or more.
- the workpiece 20 is made of a relatively hard material, such as a steel plate with a tensile strength of 290 MPa or more, or even if the plate thickness of the end 23 of the workpiece 20 is relatively thin, such as 3.0 mm or less, buckling of the end 23 during the bending process can be stably suppressed.
- a relatively hard material such as a steel plate with a tensile strength of 290 MPa or more
- the plate thickness of the end 23 of the workpiece 20 is relatively thin, such as 3.0 mm or less
- the end 23 of the workpiece 20 is guided toward the inner circumference by the first portion 311 of the processing surface 31 of the upper die 30. That is, the end 23 of the workpiece 20 is bent toward the inner circumference of the workpiece 20 so as to follow the first portion 311 of the processing surface 31 of the upper die 30.
- the first portion 311 has a concave curved shape on the inside of the upper die 30 in a vertical cross-sectional view. In this case, the end 23 of the workpiece 20 can easily follow the first portion 311, and the end 23 can be smoothly bent.
- the ratio of the radius of curvature R of the first portion 311 to the thickness t of the end portion 23 of the workpiece 20: R/t is, for example, 1.0 or more.
- the bending radius is not excessively small relative to the thickness t of the end portion 23 of the workpiece 20, so the difference in line length between the bending surface of the end portion 23 and the neutral axis is unlikely to become excessive. Therefore, when the end portion 23 of the workpiece 20 is pressed into the first portion 311 of the machining surface 31 of the upper die 30 and bent, the occurrence of cracks in the end portion 23 can be suppressed.
- the ratio of the radius of curvature R of the first portion 311 to the thickness t of the end portion 23 of the workpiece 20: R/t is preferably 10.0 or less.
- the bending radius is not excessively large relative to the thickness t of the end portion 23 of the workpiece 20. This makes it difficult for the end portion 23 bent inward to spring back, and suppresses the occurrence of shape defects in the end portion 23.
- the central angle ⁇ of the first portion 311 is preferably 45° or more. In this case, buckling of the end portion 23 of the workpiece 20 during the bending process can be made less likely to occur. Taking into consideration the ease of demolding of the upper die 30, the central angle ⁇ of the first portion 311 is preferably 180° or less.
- Second Embodiment 3A to 3D are schematic diagrams for explaining a manufacturing method of the cylindrical member 10 (FIG. 1) according to the second embodiment.
- the manufacturing method according to the second embodiment differs from the manufacturing method according to the first embodiment in the configuration of the upper die 30 used in the bending process.
- the bending process described below is carried out.
- the upper die 30 includes a first upper die 331 and a second upper die 332.
- the second upper die 332 is separate from the first upper die 331.
- the first upper die 331 has an annular shape when viewed along the axial direction of the workpiece 20.
- the second upper die 332 is disposed inside the annular first upper die 331.
- the upper die 30 is attached to the cylinder 53 of the processing device 50.
- the cylinder 53 includes a first cylinder 531 and a second cylinder 532.
- the first cylinder 531 is configured to be extendable and retractable along the axial direction of the workpiece 20.
- the first upper die 331 is attached to the first cylinder 531.
- the second cylinder 532 is configured to be extendable and retractable along the axial direction of the workpiece 20, independent of the first cylinder 531.
- the second upper die 332 is attached to the second cylinder 532.
- the first cylinder 531 and the second cylinder 532 may each be a fluid pressure cylinder such as a hydraulic or pneumatic cylinder, or may be a motor-driven electric cylinder.
- the first upper mold 331 includes at least a portion of the first portion 311 of the processing surface 31. In this embodiment, the entire first portion 311 is included in the first upper mold 331.
- the second upper mold 332 includes at least a portion of the second portion 312 of the processing surface 31. In this embodiment, the entire second portion 312 is included in the second upper mold 332. That is, in this embodiment, in a vertical cross-sectional view of the upper mold 30, the parting line between the first upper mold 331 and the second upper mold 332 coincides with the boundary between the concavely curved first portion 311 and the straight second portion 312.
- the parting line between the first upper mold 331 and the second upper mold 332 does not necessarily have to coincide with the boundary between the first portion 311 and the second portion 312.
- the parting line between the first upper die 331 and the second upper die 332 can be set, for example, in the range from the center of the first portion 311 to the center of the second portion 312 in the radial direction of the workpiece 20.
- the angle ⁇ between the extension line of the second portion 312 of the processing surface 31 of the upper die 30 and the extension line of the end 23 of the workpiece 20 before the start of the bending process may be 0° or more, but is usually greater than 0°. Unlike the first embodiment, the angle ⁇ may be less than 45°. However, as in the first embodiment, the angle ⁇ may be 45° or more. The angle ⁇ is preferably 50° or more, and more preferably 60° or more. The angle ⁇ is, for example, less than 90°. The angle ⁇ is preferably 85° or less, and more preferably 80° or less.
- the angle ⁇ is 0°, in a vertical cross-sectional view of the upper die 30 and the workpiece 20, the second portion 312 of the processing surface 31 of the upper die 30 is substantially parallel to the end 23 of the workpiece 20 before the start of the bending process.
- the first upper die 331 approaches the workpiece 20 in the axial direction relative to the second upper die 332.
- the first upper die 331 approaches the workpiece 20 by the extension of the first cylinder 531 (FIG. 3A).
- the end 23 of the workpiece 20 is first guided toward the inner circumference by the first upper die 331.
- the first upper die 331 includes at least a part of the first portion 311 of the processing surface 31, when the first upper die 331 approaches the workpiece 20, the end 23 of the workpiece 20 is bent toward the inner circumference along the first portion 311.
- the end 23 is clamped between the second upper die 332 and the lower die 40.
- the second upper die 332 approaches the workpiece 20 relatively in the axial direction after the first upper die 331 approaches the workpiece 20 relatively in the axial direction.
- the second upper die 332 may start approaching the workpiece 20, for example, after or immediately before the first upper die 331, which has been approaching the workpiece 20, stops.
- the second upper die 332 approaches the workpiece 20 by the extension of the second cylinder 532 (FIG. 3A).
- the second upper die 332 presses the end 23 of the workpiece 20 against the lower die 40 by the second portion 312 of the processing surface 31.
- the end 23 of the workpiece 20 is clamped between the second portion 312 of the machining surface 31 of the upper die 30 and the second portion 412 of the machining surface 41 of the lower die 40.
- the upper die 30 is driven only in the axial direction of the workpiece 20, so the bending process is not complicated and the end 23 of the workpiece 20 can be easily bent. Furthermore, in the bending process, at least a portion of the end 23 of the workpiece 20 that is bent toward the inner circumference can be formed into a straight line.
- the second portion 312 of the processing surface 31 of the second upper die 332 clamps the end 23 of the workpiece 20 together with the lower die 40. That is, the end 23 of the workpiece 20 is subjected to a stepwise bending process. This makes it possible to suppress the occurrence of buckling in the end 23 of the workpiece 20 during the bending process. In particular, even if the angle ⁇ of the second portion 312 is small, for example, less than 45°, buckling of the end 23 of the workpiece 20 is unlikely to occur.
- the angle ⁇ of the second portion 312 is 45° or more, buckling and wrinkles during the bending process are even less likely to occur.
- the angle ⁇ of the second portion 312 is preferably 50° or more, more preferably 60° or more.
- the upper die 30 is divided into two parts, a first upper die 331 and a second upper die 332.
- the upper die 30 may be divided into three or more parts.
- at least one of the first upper die 331 and the second upper die 332 may be divided into multiple parts.
- the divided upper die on the outer periphery of the workpiece 20 is brought closer to the workpiece 20 in sequence, thereby performing a stepwise bending process on the end 23 of the workpiece 20.
- the first portion 311 of the machining surface 31 of the upper mold 30 has a curved shape that is concave toward the inside of the upper mold 30 in a vertical cross-sectional view.
- the first portion 311 may have a straight line shape in a vertical cross-sectional view of the upper mold 30. If the first portion 311 is straight, the upper mold 30 can be manufactured more easily.
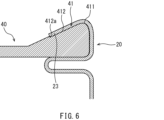
- the second portion 412 of the machining surface 41 of the lower die 40 is an overall flat inclined surface.
- a step 412a may be provided in the second portion 412. For example, by recessing the outer periphery of the step 412a by less than the plate thickness of the end portion 23 of the workpiece 20 than the inner periphery of the step 412a, the adhesion of the end portion 23 to the lower die 40 can be improved in the bending process.
- the cylindrical member 10 is a battery. Therefore, in the bending process, the sealing body 13, which functions as a lid for the battery, is used as the lower die 40.
- the cylindrical member 10 does not necessarily have to be a battery.
- the cylindrical member 10 is a pipe or a pipe joint, etc., a lower die 40 that is not the sealing body 13 can be used.
- the workpiece 20 and the cylindrical member 10 have a cylindrical shape with a bottom. That is, the workpiece 20 and the cylindrical member 10 are provided with bottom plates 22, 112, respectively. However, the bottom plates 22, 112 can be omitted from the workpiece 20 and the cylindrical member 10. For example, if the cylindrical member 10 is a pipe or a pipe joint, the workpiece 20 and the cylindrical member 10 have a cylindrical shape without a bottom. If the cylindrical member 10 is not a battery, the workpiece 20 and the cylindrical member 10 do not need to have beads 113 on their peripheral walls 21, 111.
- the upper die 30 moves toward the workpiece 20, thereby bending the end 23 of the workpiece 20 inward.
- the workpiece 20 may be moved toward the upper die 30, causing the upper die 30 to bend the end 23 of the workpiece 20 inward.
- both the upper die 30 and the workpiece 20 may be moved to impart a bend to the end 23 of the workpiece 20.
- the upper die 30 in the bending process, is positioned above the workpiece 20 and the lower die 40.
- the upper die 30 does not necessarily have to be positioned above the workpiece 20 and the lower die 40.
- the upper die 30 may be positioned below the workpiece 20 and the lower die 40. It is sufficient that the upper die 30 can move relatively close to and away from the workpiece 20 and the lower die 40 along the axial direction of the workpiece 20.
- a CAE analysis was performed using commercially available analysis software (LS-DYNA, manufactured by JSOL Corporation) to evaluate the occurrence of cracks and buckling at the end of the workpiece to which bending is applied.
- LS-DYNA commercially available analysis software
- Table 1 shows other analysis conditions and evaluation results.
- single-step type means that the bending (bending and crimping) process was performed using a non-divided upper die, as in the first embodiment
- multiple-step type means that the bending and crimping process was performed in stages using a two-part upper die, as in the second embodiment.
- the first portion of the upper die processing surface has a "concave curved shape” means that the portion of the upper die processing surface that guides the end of the workpiece has a concave curved shape in vertical cross section, as in the first embodiment (FIG. 2C) and the second embodiment (FIG. 3B)
- the first portion of the upper die processing surface has a "straight line shape” means that the portion has a straight line shape in vertical cross section, as in FIGS. 4 and 5.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
円筒部材(10)の製造方法は、被加工材(20)を準備する準備工程と、下型(40)及び上型(30)を用い、被加工材(20)の端部(23)を内周側に曲げる曲げ加工工程とを備える。上型(30)の凹状の加工面(31)は、第1部分(311)及び第2部分(312)を含む。第1部分(311)は、軸方向において被加工材(20)の反対側且つ被加工材(20)の内周側に向かって延在する。第2部分(312)は、第1部分(311)から被加工材(20)の内周側に向かって延在し、直線状を有する。曲げ加工工程において、第1部分(311)は端部(23)を被加工材(20)の内周側に案内し、第2部分(312)は下型(40)とともに端部(23)を挟持する。
Description
本開示は、円筒部材の製造方法に関する。また、本開示は、金型に関し、より詳細には、円筒状を有する被加工材の端部を内周側に曲げるための金型に関する。
例えば電池等である円筒部材を製造する際には、円筒状の被加工材に対し、その開口端部を内周側に曲げる加工が施されることがある。被加工材の開口端部に曲げを付与することにより、この開口端部によって円筒部材内に配置された部品を固定することができる。このような加工は、一般に曲げかしめ加工と称される。
例えば、特許文献1には、円筒形状を有する被加工材の開口端部のカール加工を3工程で実施する曲げかしめ加工が開示されている。特許文献1では、1次カール加工として、被加工材の開口端部に対してカールローラを圧接しつつ回転させ、開口端部にカール部を形成する。次に、2次カール加工として、コレットによって被加工材のカール部を把握し、カール部を絞る加工を行う。その後、3次カール加工として、2次カール加工によってやや立ち上がったカール部の最内周端に対し、上方からかしめ用型を圧接し、最内周端を下向きに曲げる。
特許文献1では、3工程のカール加工によって被加工材の開口端部が内周側に曲げられる。特許文献1では、カール加工を3工程で実施しなければならないことに加え、被加工材の開口端部を加工する器具の駆動方向がカール加工ごとに異なるため、被加工材の開口端部に曲げを付与するプロセスが煩雑となる。
また、特許文献1では、3工程のカール加工を経ることにより、被加工材の開口端部が全体としてカール形状に形成される。例えば、製造される円筒部材の仕様により、被加工材のうち内周側に曲げられた開口端部の少なくとも一部が直線状であることを要する場合、特許文献1に記載された技術では、そのような形状を形成することができない。
本開示は、被加工材の端部に簡易に曲げを付与することができ、且つ内周側に曲げられた端部の少なくとも一部を直線状に形成することができる円筒部材の製造方法を提供することを課題とする。
本開示に係る円筒部材の製造方法は、円筒状を有する被加工材を準備する準備工程と、被加工材内に配置される下型と、被加工材に対して当該被加工材の軸方向に沿って相対的に接近する上型とを用い、軸方向における被加工材の端部を当該被加工材の内周側に曲げる曲げ加工工程とを備える。上型は、凹状の加工面を含む。加工面は、被加工材と軸方向に対向する上型の表面において、被加工材の端部に対応する位置に設けられている。加工面は、第1部分と、第2部分とを含む。第1部分は、被加工材の中心軸を含む断面で見て、被加工材の軸方向において当該被加工材の反対側、且つ被加工材の内周側に向かって延在する。第1部分は、曲げ加工工程において被加工材の端部を被加工材の内周側に案内する。第2部分は、第1部分に連続する。第2部分は、被加工材の中心軸を含む断面で見て、第1部分から被加工材の内周側に向かって延在するとともに直線状を有する。第2部分は、曲げ加工工程において下型とともに被加工材の端部を挟持する。被加工材の中心軸を含む断面で見て、第2部分の延長線と、曲げ加工工程の開始前における被加工材の端部の延長線とがなす角度θは、45°以上、90°未満である。
本開示に係る他の円筒部材の製造方法は、円筒状を有する被加工材を準備する準備工程と、被加工材内に配置される下型と、被加工材に対して当該被加工材の軸方向に沿って相対的に接近する上型とを用い、軸方向における被加工材の端部を当該被加工材の内周側に曲げる曲げ加工工程とを備える。上型は、凹状の加工面を含む。加工面は、被加工材と軸方向に対向する上型の表面において、被加工材の端部に対応する位置に設けられている。加工面は、第1部分と、第2部分とを含む。第1部分は、被加工材の中心軸を含む断面で見て、被加工材の軸方向において当該被加工材の反対側、且つ被加工材の内周側に向かって延在する。第2部分は、被加工材の中心軸を含む断面で見て、第1部分に対して被加工材の内周側に配置されるとともに直線状を有する。上型は、第1上型と、第2上型とを含む。第1上型は、加工面の第1部分の少なくとも一部を含む。第2上型は、第1上型と別体である。第2上型は、第1上型に対して被加工材の内周側に配置される。第2上型は、加工面の第2部分の少なくとも一部を含む。曲げ加工工程では、第1上型によって被加工材の端部を被加工材の内周側に案内した後、第2上型と下型とで被加工材の端部を挟持する。
本開示に係る円筒部材の製造方法によれば、被加工材の端部に簡易に曲げを付与することができる。また、本開示に係る円筒部材の製造方法によれば、被加工材のうち内周側に曲げられた端部の少なくとも一部を直線状に形成することができる。
実施形態に係る円筒部材の製造方法は、円筒状を有する被加工材を準備する準備工程と、被加工材内に配置される下型と、被加工材に対して当該被加工材の軸方向に沿って相対的に接近する上型とを用い、軸方向における被加工材の端部を当該被加工材の内周側に曲げる曲げ加工工程とを備える。上型は、凹状の加工面を含む。加工面は、被加工材と軸方向に対向する上型の表面において、被加工材の端部に対応する位置に設けられている。加工面は、第1部分と、第2部分とを含む。第1部分は、被加工材の中心軸を含む断面で見て、被加工材の軸方向において当該被加工材の反対側、且つ被加工材の内周側に向かって延在する。第1部分は、曲げ加工工程において被加工材の端部を被加工材の内周側に案内する。第2部分は、第1部分に連続する。第2部分は、被加工材の中心軸を含む断面で見て、第1部分から被加工材の内周側に向かって延在するとともに直線状を有する。第2部分は、曲げ加工工程において下型とともに被加工材の端部を挟持する。被加工材の中心軸を含む断面で見て、第2部分の延長線と、曲げ加工工程の開始前における被加工材の端部の延長線とがなす角度θは、45°以上、90°未満である(第1の構成)。
他の実施形態に係る円筒部材の製造方法は、円筒状を有する被加工材を準備する準備工程と、被加工材内に配置される下型と、被加工材に対して当該被加工材の軸方向に沿って相対的に接近する上型とを用い、軸方向における被加工材の端部を当該被加工材の内周側に曲げる曲げ加工工程とを備える。上型は、凹状の加工面を含む。加工面は、被加工材と軸方向に対向する上型の表面において、被加工材の端部に対応する位置に設けられている。加工面は、第1部分と、第2部分とを含む。第1部分は、被加工材の中心軸を含む断面で見て、被加工材の軸方向において当該被加工材の反対側、且つ被加工材の内周側に向かって延在する。第2部分は、被加工材の中心軸を含む断面で見て、第1部分に対して被加工材の内周側に配置されるとともに直線状を有する。上型は、第1上型と、第2上型とを含む。第1上型は、加工面の第1部分の少なくとも一部を含む。第2上型は、第1上型と別体である。第2上型は、第1上型に対して被加工材の内周側に配置される。第2上型は、加工面の第2部分の少なくとも一部を含む。曲げ加工工程では、第1上型によって被加工材の端部を被加工材の内周側に案内した後、第2上型と下型とで被加工材の端部を挟持する(第2の構成)。
第1及び第2の構成に係る円筒部材の製造方法では、被加工材、及びこの被加工材内に配置された下型に対し、被加工材の軸方向に沿って相対的に上型を接近させるだけで、被加工材の端部を内周側に曲げている。そのため、曲げ加工工程が煩雑にならず、被加工材の端部に簡易に曲げを付与することができる。
第1及び第2の構成に係る円筒部材の製造方法において、上型の加工面には、被加工材の端部を内周側に案内する第1部分と、被加工材の端部を下型とともに挟持する第2部分とが設けられている。第2部分は、第1部分よりも被加工材の内周側に配置され、被加工材の中心軸を含む断面で見て直線状を有する。この場合、第1部分によって案内された被加工材の端部を第2部分と下型とで挟持することにより、挟持された部分を直線状とすることができる。したがって、被加工材のうち内周側に曲げられた端部の少なくとも一部を直線状に形成することができる。
第1の構成に係る円筒部材の製造方法では、上型の加工面の第2部分の延長線と、曲げ加工工程の開始前における被加工材の端部の延長線とがなす角度θが45°以上、90°未満となっている。これにより、被加工材の端部が上型によって内周側に曲げられるとき、加工面の第1部分と第2部分との境界に被加工材の端部が引っ掛かりにくくなる。そのため、曲げ加工工程において、被加工材の端部に座屈が発生するのを抑制することができる。
第2の構成に係る円筒部材の製造方法では、上型が別体の第1上型及び第2上型を含み、第1上型によって被加工材の端部が内周側に案内された後で、第2上型が下型とともに被加工材の端部を挟持する。これにより、被加工材の端部が上型によって内周側に曲げられるとき、被加工材の端部に座屈が発生するのを抑制することができる。例えば、上型の加工面の第2部分の延長線と、曲げ加工工程の開始前における被加工材の端部の延長線とがなす角度θが小さい場合であっても、被加工材の端部が上型に引っ掛かりにくくなり、被加工材の端部の座屈を抑制することができる。
第1又は第2の構成に係る円筒部材の製造方法において、第1部分は、被加工材の中心軸を含む断面で見て凹湾曲形状を有することができる(第3の構成)。
第1又は第2の構成に係る円筒部材の製造方法において、第1部分は、被加工材の中心軸を含む断面で見て直線状を有していてもよい(第4の構成)。
第1から第4のいずれかの構成に係る円筒部材の製造方法において、被加工材は、例えば、290MPa以上の引張強度を有する鋼材からなる(第5の構成)。
第1から第5のいずれかの構成に係る円筒部材の製造方法において、被加工材の端部は、3.0mm以下の板厚を有していてもよい(第6の構成)。
第1から第6のいずれかの構成に係る円筒部材の製造方法において、円筒部材は、有底円筒状を有するとともに電極体を収容する電池であってもよい。この場合、下型は、封口体である(第7の構成)。
実施形態に係る金型は、円筒状を有する被加工材の端部を内周側に曲げるための金型である。金型は、上型と、下型とを備える。上型は、円柱状を有する。上型の軸方向の両表面のうち一方の表面には凹状の加工面が設けられている。下型は、円柱状を有する。下型の軸方向の両表面のうち金型の使用時において上型と対向する表面には、上型の加工面に対応する凸状の加工面が設けられている。上型の加工面は、第1部分と、第2部分とを含む。上型の加工面において、第1部分は、上型及び下型の中心軸を含む断面で見て下型の反対側且つ上型の内周側に向かって延在する。上型の加工面において、第2部分は第1部分に連続する。上型の加工面において、第2部分は、中心軸を含む断面で見て第1部分から上型の内周側に向かって延在するとともに直線状を有する。下型の加工面は、第1部分と、第2部分とを含む。下型の加工面において、第1部分は、上型の加工面の第1部分に対応する位置に配置され、下型の側面に連続する。下型の加工面において、第2部分は第1部分に連続する。下型の加工面の第2部分は、上型の加工面の第2部分に対応する形状を有する。中心軸を含む断面で見て、上型の加工面の第2部分の延長線と、下型の側面の延長線とがなす角度θは、45°以上、90°未満である(第8の構成)。
他の実施形態に係る金型は、円筒状を有する被加工材の端部を内周側に曲げるための金型である。金型は、上型と、下型とを備える。上型は、円柱状を有する。上型の軸方向の両表面のうち一方の表面には凹状の加工面が設けられている。下型は、円柱状を有する。下型の軸方向の両表面のうち金型の使用時において上型と対向する表面には、上型の加工面に対応する凸状の加工面が設けられている。上型の加工面は、第1部分と、第2部分とを含む。上型の加工面において、第1部分は、上型及び下型の中心軸を含む断面で見て下型の反対側且つ上型の内周側に向かって延在する。上型の加工面において、第2部分は、中心軸を含む断面で見て第1部分に対して上型の内周側に配置されるとともに直線状を有する。下型の加工面は、第1部分と、第2部分とを含む。下型の加工面において、第1部分は、上型の加工面の第1部分に対応する位置に配置され、下型の側面に連続する。下型の加工面において、第2部分は第1部分に連続する。下型の加工面の第2部分は、上型の加工面の第2部分に対応する形状を有する。上型は、第1上型と、第2上型とを含む。第1上型は、上型の加工面の第1部分の少なくとも一部を含む。第1上型は、環状を有する。第2上型は、第1上型と別体である。第2上型は、第1上型の内側に配置される。第2上型は、上型の加工面の第2部分の少なくとも一部を含む(第9の構成)。
以下、本開示の実施形態について、図面を参照しつつ説明する。各図において同一又は相当の構成については同一符号を付し、同じ説明を繰り返さない。
<第1実施形態>
[円筒部材]
図1は、本実施形態に係る製造方法で製造される円筒部材10を模式的に示す斜視図である。円筒部材10は、例えば電池である。円筒部材10は、配管や管用継手等であってもよい。本実施形態では、円筒部材10が電池である例について説明する。
[円筒部材]
図1は、本実施形態に係る製造方法で製造される円筒部材10を模式的に示す斜視図である。円筒部材10は、例えば電池である。円筒部材10は、配管や管用継手等であってもよい。本実施形態では、円筒部材10が電池である例について説明する。
図1に示すように、円筒部材10は、電池ケース11と、電極体12と、封口体13とを備える。電池ケース11は、周壁111と、底板112と、ビード113とを含んでいる。周壁111は、実質的に円筒状を有している。底板112は、周壁111の軸方向の一端を封鎖している。ビード113は、周壁111の軸方向の他端側に配置されている。ビード113は、周壁111に設けられている。ビード113は、周壁111から当該周壁111の半径方向の内側に向かって凸となる形状を有している。ビード113は、周壁111の全周にわたって延び、環状を有している。
電極体12は、電池ケース11に収容されている。電極体12は、周壁111の軸方向において底板112とビード113との間に配置されている。電極体12は、電池の種類に応じて選択された公知の電極体である。例えば、円筒部材10がリチウムイオン二次電池である場合、電極体12は、リチウムイオン二次電池用の電極体である。
封口体13は、電池ケース11内に収容されている。封口体13は、周壁111の内側でビード113上に載置されている。封口体13は、電池ケース11に対してかしめ固定されている。より具体的には、封口体13の近傍で電池ケース11の周壁111の端部が内側に折り曲げられることにより、封口体13が電池ケース11に固定されている。封口体13は、一般的に電池に用いられる公知の封口体である。
[円筒部材の製造方法]
以下、円筒部材10の製造方法について、図2A~図2Dを参照しつつ説明する。円筒部材10の製造方法は、準備工程と、曲げ加工工程とを備える。
以下、円筒部材10の製造方法について、図2A~図2Dを参照しつつ説明する。円筒部材10の製造方法は、準備工程と、曲げ加工工程とを備える。
(準備工程)
図2Aを参照して、準備工程では、被加工材20を準備する。本実施形態において、被加工材20は、有底円筒状を有する。すなわち、被加工材20は、円筒状の周壁21と、周壁21の軸方向の一端を封鎖する底板22とを含んでいる。周壁21の軸方向の他端は、開口端となっている。被加工材20は、上述した電池ケース11(図1)の素材である。本実施形態では、曲げ加工工程前の時点で、被加工材20の周壁21にビード113が形成されている。
図2Aを参照して、準備工程では、被加工材20を準備する。本実施形態において、被加工材20は、有底円筒状を有する。すなわち、被加工材20は、円筒状の周壁21と、周壁21の軸方向の一端を封鎖する底板22とを含んでいる。周壁21の軸方向の他端は、開口端となっている。被加工材20は、上述した電池ケース11(図1)の素材である。本実施形態では、曲げ加工工程前の時点で、被加工材20の周壁21にビード113が形成されている。
被加工材20は、例えば鋼材からなる。被加工材20は、めっき鋼材又はステンレス鋼材等で構成されていてもよい。本実施形態のように製造対象の円筒部材10(図1)が電池である場合、被加工材20は、ニッケルめっき鋼材からなることが好ましい。被加工材20を構成する鋼材は、290MPa以上の引張強度を有することができる。鋼材の引張強度は、300MPa以上であってもよいし、330MPa以上であってもよく、350MPa以上であってもよい。鋼材の引張強度は、380MPa以上であってもよいし、400MPa以上であってもよい。例えば、鋼板に絞り加工を施して、有底円筒状の被加工材20を形成することができる。
ただし、被加工材20は、必ずしも鋼材からなる必要はない。被加工材20は、金属で構成されていればよい。被加工材20は、例えば、アルミニウム、チタン、若しくは銅、又はこれらの合金で構成されていてもよい。
被加工材20の開口側の端部の板厚は、例えば3.0mm以下である。被加工材20は、全体にわたって3.0mm以下の板厚を有していてもよい。被加工材20の開口側の端部の板厚は、例えば0.1mm以上である。被加工材20は、全体にわたって0.1mm以上の板厚を有していてもよい。
(曲げ加工工程)
曲げ加工工程は、被加工材20の開口側の端部を被加工材20の内周側に曲げる工程である。図2Bを参照して、被加工材20の端部は、上型30及び下型40を含む金型を用いて曲げられる。曲げ加工工程に際し、被加工材20、上型30、及び下型40は加工装置50に設置される。加工装置50は、例えば、ホルダ51と、押さえ型52と、シリンダ53とを含む。
曲げ加工工程は、被加工材20の開口側の端部を被加工材20の内周側に曲げる工程である。図2Bを参照して、被加工材20の端部は、上型30及び下型40を含む金型を用いて曲げられる。曲げ加工工程に際し、被加工材20、上型30、及び下型40は加工装置50に設置される。加工装置50は、例えば、ホルダ51と、押さえ型52と、シリンダ53とを含む。
ホルダ51は、被加工材20を保持する。ホルダ51は、例えば、被加工材20のうち、ビード113よりも底板22側の部分を収容するように構成される。図2Bの紙面上では、被加工材20は、底板22が下側に位置する状態でホルダ51に保持されている。
押さえ型52は、例えば円環状を有している。押さえ型52は、その円周方向に沿って複数に分割されていてもよい。円環状の押さえ型52は、例えば二分割されている。押さえ型52の内周部が被加工材20のビード113に挿入されることにより、被加工材20が押さえ型52で把持される。
シリンダ53は、被加工材20の軸方向に沿って伸縮可能に構成されている。シリンダ53は、油圧又は空圧等の流体圧シリンダであってもよいし、モータ駆動の電動シリンダであってもよい。シリンダ53には、上型30が取り付けられている。下型40は、被加工材20内に配置され、被加工材20の軸方向において上型30と対向する。本実施形態において、下型40は、電池の封口体13(図1)である。下型40は、被加工材20のビード113上に載置されている。
曲げ加工工程において、上型30は、下型40及び被加工材20に対し、被加工材20の軸方向に沿って相対的に接近する。本実施形態では、シリンダ53が伸長することによって上型30が下方に移動し、下型40及び被加工材20に接近する。
図2C及び図2Dは、曲げ加工工程における被加工材20、上型30、及び下型40の縦断面図(被加工材20の中心軸を含む断面図)であり、被加工材20の端部23付近を拡大した図である。端部23は、被加工材20の開口側の端部であり、曲げ加工工程において曲げが付与される部分である。曲げ加工工程の開始前において、端部23は、被加工材20の断面視で、被加工材20の軸方向に対して実質的に平行に延在している。図2Cを参照して、上型30は、実質的に円柱状を有し、被加工材20と同軸に配置される。上型30は、凹状の加工面31を含む。加工面31は、上型30の軸方向の両表面のうち一方の表面32に設けられる。表面32は、曲げ加工工程の開始に際し、被加工材20と軸方向に対向する。加工面31は、上型30の表面32において、被加工材20の端部23に対応する位置に設けられている。すなわち、加工面31は、被加工材20の端部23を加工可能な位置に設けられる。
加工面31は、第1部分311と、第2部分312とを含む。第1部分311及び第2部分312は、被加工材20の軸方向に沿って見たとき、それぞれ円環状を有している。
第1部分311は、上型30の縦断面視で、軸方向において被加工材20及び下型40の反対側、且つ被加工材20及び上型30の内周側に向かって延在している。曲げ加工工程の開始前において、第1部分311は被加工材20の端部23と軸方向に対向している。より具体的には、被加工材20の軸方向に起立している端部23に対し、第1部分311の外周部が対向する。
本実施形態では、第1部分311は、上型30の縦断面視で凹湾曲形状を有している。第1部分311は、単一曲率半径の円弧状を有することができる。第1部分311の曲率半径をR、被加工材20の端部23の板厚をtとしたとき、R/tは例えば1.0以上である。R/tは、好ましくは1.2以上であり、より好ましくは1.5以上である。R/tは、好ましくは10.0以下である。R/tは、5.0以下であることがより好ましく、3.0以下であることがさらに好ましい。第1部分311の中心角αは、例えば45°以上である。中心角αは、60°以上であることが好ましく、90°以上であることがより好ましい。中心角αは、180°以下である。
第2部分312は、第1部分311の内側で第1部分311に連続する。第2部分312は、第1部分311に対して被加工材20及び上型30の内周側に配置されている。本実施形態において、第2部分312は、上型30の縦断面視で、第1部分311から被加工材20の内周側、つまり上型30の内周側に延在している。第2部分312は、上型30の縦断面視で直線状を有する。本実施形態において、第2部分312は、被加工材20の内周側に向かうにつれて下型40に近づくように半径方向に対して傾斜している。上型30側を上、被加工材20側を下と仮定したとき、第2部分312の内周端部は、第2部分312の外周端部と比較して下側に位置する。曲げ加工工程の開始前において、第2部分312は、被加工材20の端部23に対して内周側に配置されている。
上型30及び被加工材20の縦断面視で、上型30の加工面31の第2部分312の延長線と、曲げ加工工程の開始前における被加工材20の端部23の延長線とがなす角度θは、45°以上、90°未満である。角度θは、50°以上であることが好ましく、60°以上であることがより好ましい。角度θは、例えば85°以下であってもよく、好ましくは80°以下である。
下型40は、実質的に円柱状を有し、被加工材20及び上型30と同軸に配置される。下型40は、上型30よりも小径である。下型40は、上型30の加工面31に対応する凸状の加工面41を含む。加工面41は、下型40の軸方向の両表面のうち、金型の使用時において上型30と対向する表面42に設けられる。加工面41は、第1部分411及び第2部分412を含む。第1部分411及び第2部分412は、被加工材20の軸方向に沿って見たとき、それぞれ円環状を有している。
第1部分411は、下型40の側面43に連続して設けられている。側面43は、下型40の縦断面視で被加工材20の周壁21に沿って延びている。第1部分411は、例えば、下型40の縦断面視で凸湾曲形状を有する。第1部分411は、上型30の加工面31の第1部分311に対応する位置に配置される。ただし、第1部分411は、上型30の加工面31の第1部分311と対応する形状を有していなくてもよい。
第2部分412は、第1部分411に連続する。第2部分412は、上型30の加工面31の第2部分312に対応する位置に配置される。第2部分412は、その少なくとも一部において、上型30の加工面31の第2部分312と対応する形状を有する。すなわち、下型40の加工面41の第2部分412の少なくとも一部は、上型30及び下型40の縦断面視で、上型30の加工面31の第2部分312と実質的に平行な直線状を有する。
上型30及び下型40の材質は特に限定されない。上型30及び下型40は、金属材料で構成されていてもよいし、非金属材料で構成されていてもよい。例えば、本実施形態のように下型40が電池の封口体13(図1)である場合、下型40は、例えば、鋼、めっき鋼、ステンレス鋼、アルミニウム、チタン、銅、又はプラスチック等で構成されていてもよいし、これらの材料のいずれかで構成される部材が複合されたものであってもよい。
図2Dを参照して、被加工材20に対して上型30が軸方向に接近すると、上型30の加工面31によって被加工材20の端部23が内周側に曲げられる。より詳細には、上型30が被加工材20に接近することで、加工面31の第1部分311によって被加工材20の端部23が内周側に案内されて曲がり始める。最終的には、加工面31の第2部分312が下型40とともに被加工材20の端部23を挟持し、上型30が停止する。上型30の加工面31の第2部分312は、被加工材20の端部23を下型40の加工面41の第2部分412との間で挟持する。縦断面視で直線状の第2部分312,412が端部23を挟持することにより、内周側に曲げられる端部23の少なくとも一部が直線状に形成される。
このような曲げ加工工程により、図1に示す円筒部材10が得られる。円筒部材10は、シリンダ53の駆動によって上型30を上昇させた後、加工装置50(図2B)から取り出される。
[効果]
本実施形態に係る円筒部材10の製造方法では、被加工材20及び下型40に対し、上型30を接近させるだけで、被加工材20の端部23を内周側に曲げている。上型30は、被加工材20の軸方向にのみ駆動し、且つ一度の接近動作によって被加工材20の端部23に曲げを付与する。そのため、曲げ加工工程が煩雑にならず、被加工材20の端部23に簡易に曲げを付与することができる。
本実施形態に係る円筒部材10の製造方法では、被加工材20及び下型40に対し、上型30を接近させるだけで、被加工材20の端部23を内周側に曲げている。上型30は、被加工材20の軸方向にのみ駆動し、且つ一度の接近動作によって被加工材20の端部23に曲げを付与する。そのため、曲げ加工工程が煩雑にならず、被加工材20の端部23に簡易に曲げを付与することができる。
本実施形態では、上型30の加工面31において、被加工材20の端部23を内周側に案内する第1部分311に加え、被加工材20の端部23を下型40とともに挟持する第2部分312が設けられている。第2部分312は、上型30の縦断面視で直線状を有し、曲げ加工工程において下型40とともに被加工材20の端部23を挟持する。これにより、被加工材20のうち内周側に曲げられた端部23の少なくとも一部を直線状に形成することができる。
本実施形態では、上型30の加工面31の第2部分312の延長線と、曲げ加工工程の開始前における被加工材20の端部23の延長線(下型40の側面43の延長線)とがなす角度(鋭角)θが45°以上となっている。この場合、被加工材20の端部23が上型30によって内周側に曲げられるとき、上型30の加工面31における第1部分311と第2部分312との境界に端部23が引っ掛かりにくく、端部23に座屈が発生するのを抑制することができる。端部23の座屈をより発生しにくくするためには、角度θは、50°以上であることが好ましく、60°以上であることがより好ましい。本実施形態に係る円筒部材10の製造方法によれば、例えば290MPa以上の引張強さの鋼板等、被加工材20が比較的硬い材料で構成されている場合や、被加工材20の端部23の板厚が3.0mm以下と比較的薄い場合であっても、曲げ加工工程における端部23の座屈を安定して抑制することができる。
曲げ加工工程では、上型30の加工面31の第1部分311によって、被加工材20の端部23が内周側へと案内される。すなわち、被加工材20の端部23は、上型30の加工面31の第1部分311に沿うようにして被加工材20の内周側へと曲げられる。本実施形態において、第1部分311は、縦断面視で上型30の内側に凹の湾曲形状を有している。この場合、被加工材20の端部23が第1部分311に沿いやすくなり、端部23にスムーズに曲げを付与することができる。
本実施形態において、被加工材20の端部23の板厚tに対する第1部分311の曲率半径Rの比:R/tは、例えば1.0以上である。この場合、被加工材20の端部23の板厚tに対して曲げ半径が過剰に小さくならないため、端部23の曲げ表面と中立軸との線長差が過大となりにくい。したがって、上型30の加工面31の第1部分311に被加工材20の端部23を押し込んで曲げたとき、端部23における割れの発生を抑制することができる。
本実施形態において、被加工材20の端部23の板厚tに対する第1部分311の曲率半径Rの比:R/tは、10.0以下であることが好ましい。この場合、被加工材20の端部23の板厚tに対して曲げ半径が過剰に大きくならない。そのため、内周側に曲げられた端部23のスプリングバックを生じにくくすることができ、端部23における形状不良の発生を抑制することができる。
本実施形態において、第1部分311の中心角αは、45°以上であることが好ましい。この場合、曲げ加工工程において、被加工材20の端部23の座屈をより生じにくくすることができる。第1部分311の中心角αは、上型30の離型容易性を考慮して、180°以下であることが好ましい。
<第2実施形態>
図3A~図3Dは、第2実施形態に係る円筒部材10(図1)の製造方法を説明するための模式図である。第2実施形態に係る製造方法は、曲げ加工工程で用いられる上型30の構成において第1実施形態に係る製造方法と異なる。第2実施形態に係る製造方法では、第1実施形態と同様の準備工程の後、以下で説明する曲げ加工工程を実施する。
図3A~図3Dは、第2実施形態に係る円筒部材10(図1)の製造方法を説明するための模式図である。第2実施形態に係る製造方法は、曲げ加工工程で用いられる上型30の構成において第1実施形態に係る製造方法と異なる。第2実施形態に係る製造方法では、第1実施形態と同様の準備工程の後、以下で説明する曲げ加工工程を実施する。
図3Aを参照して、上型30は、第1上型331と、第2上型332とを含んでいる。第2上型332は、第1上型331と別体である。第1上型331は、被加工材20の軸方向に沿って見て環状を有する。第2上型332は、環状の第1上型331の内側に配置されている。
第1実施形態と同様に、上型30は、加工装置50のシリンダ53に取り付けられる。本実施形態において、シリンダ53は、第1シリンダ531と、第2シリンダ532とを含む。第1シリンダ531は、被加工材20の軸方向に沿って伸縮可能に構成されている。第1シリンダ531には、第1上型331が取り付けられる。第2シリンダ532は、第1シリンダ531から独立して、被加工材20の軸方向に沿って伸縮可能に構成されている。第2シリンダ532には、第2上型332が取り付けられる。第1シリンダ531及び第2シリンダ532は、それぞれ、油圧又は空圧等の流体圧シリンダであってもよいし、モータ駆動の電動シリンダであってもよい。
図3Bを参照して、第1上型331は、加工面31の第1部分311の少なくとも一部を含んでいる。本実施形態の例では、第1部分311の全部が第1上型331に含まれている。第2上型332は、加工面31の第2部分312の少なくとも一部を含んでいる。本実施形態の例では、第2部分312の全部が第2上型332に含まれている。すなわち、本実施形態では、上型30の縦断面視で、第1上型331と第2上型332との分割線は、凹湾曲形状の第1部分311と直線状の第2部分312との境界と一致している。ただし、第1上型331と第2上型332との分割線は、必ずしも第1部分311と第2部分312との境界と一致していなくてもよい。第1上型331と第2上型332との分割線は、例えば、被加工材20の半径方向において第1部分311の中央から第2部分312の中央までの範囲に設けることができる。
本実施形態において、上型30及び被加工材20の縦断面視で、上型30の加工面31の第2部分312の延長線と、曲げ加工工程の開始前における被加工材20の端部23の延長線とがなす角度θは、0°以上であればよいが、通常は0°よりも大きい。角度θは、第1実施形態と異なり、45°未満であってもよい。ただし、角度θは、第1実施形態と同様、45°以上であってもよい。角度θは、好ましくは50°以上であり、より好ましくは60°以上である。角度θは、例えば90°未満である。角度θは、85°以下であることが好ましく、80°以下であることがより好ましい。角度θが0°である場合、上型30及び被加工材20の縦断面視で、上型30の加工面31の第2部分312は、曲げ加工工程の開始前における被加工材20の端部23と実質的に平行である。
図3Cを参照して、曲げ加工工程では、第2上型332に先行して第1上型331が被加工材20に対して軸方向に相対的に接近する。本実施形態において、第1上型331は、第1シリンダ531(図3A)の伸長によって被加工材20に接近する。これにより、まず、第1上型331によって被加工材20の端部23が内周側に案内される。より具体的には、第1上型331が加工面31の第1部分311の少なくとも一部を含んでいることにより、第1上型331が被加工材20に対して接近したとき、被加工材20の端部23が第1部分311に沿って内周側へと曲げられる。
図3Dを参照して、第1上型331によって端部23を被加工材20の内周側に案内した後、第2上型332と下型40とで端部23を挟持する。第2上型332は、第1上型331が被加工材20に対して軸方向に相対的に接近した後で、被加工材20に対して軸方向に相対的に接近する。第2上型332は、例えば、被加工材20に向かって接近していた第1上型331が停止した後又は停止する直前に、被加工材20に対する接近を開始してもよい。本実施形態において、第2上型332は、第2シリンダ532(図3A)の伸長によって被加工材20に接近する。第2上型332は、加工面31の第2部分312により、被加工材20の端部23を下型40に対して押し付ける。被加工材20の端部23は、上型30の加工面31の第2部分312と、下型40の加工面41の第2部分412とによって挟持される。
本実施形態に係る製造方法であっても、上型30が被加工材20の軸方向にのみ駆動するため、曲げ加工工程が煩雑にならず、被加工材20の端部23に簡易に曲げを付与することができる。また、曲げ加工工程において、被加工材20のうち内周側に曲げられた端部23の少なくとも一部を直線状に形成することができる。
本実施形態に係る製造方法では、第1上型331における加工面31の第1部分311によって被加工材20の端部23が内周側に案内された後で、第2上型332における加工面31の第2部分312が下型40とともに被加工材20の端部23を挟持する。すなわち、被加工材20の端部23に対し、段階的な曲げ加工が施される。これにより、曲げ加工工程において、被加工材20の端部23に座屈が発生するのを抑制することができる。特に、第2部分312の角度θが例えば45°未満と小さい場合であっても、被加工材20の端部23の座屈が発生しにくくなる。ただし、第2部分312の角度θを45°以上とすれば、曲げ加工工程時の座屈やしわはより発生しにくくなる。座屈及びしわをさらに抑制する観点から、第2部分312の角度θは、好ましくは50°以上、より好ましくは60°以上である。
本実施形態では、上型30が第1上型331と第2上型332とに二分割されている。しかしながら、上型30は、3つ以上に分割されていてもよい。例えば、第1上型331及び第2上型332の少なくとも一方を複数に分割してもよい。この場合、曲げ加工工程においては、被加工材20の外周側の分割上型から順次被加工材20に接近させることで、被加工材20の端部23に段階的な曲げ加工を施す。
以上、本開示に係る実施形態について説明したが、本開示は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて種々の変更が可能である。
上記実施形態において、上型30の加工面31の第1部分311は、縦断面視で上型30の内側に凹の湾曲形状を有する。しかしながら、図4及び図5に示すように、第1部分311は、上型30の縦断面視で直線状を有していてもよい。第1部分311が直線状である場合、上型30の製造が容易になる。
上記実施形態において、下型40の加工面41の第2部分412は、全体的に平坦な傾斜面となっている。しかしながら、図6に示すように、第2部分412には段差412aが設けられていてもよい。例えば、段差412aの外周側を段差412aの内周側よりも被加工材20の端部23の板厚未満だけ凹ませることにより、曲げ加工工程において下型40に対する端部23の密着性を高めることができる。
上記実施形態において、円筒部材10は電池である。そのため、曲げ加工工程では、電池の蓋として機能する封口体13が下型40として利用される。しかしながら、円筒部材10は必ずしも電池でなくてもよい。例えば、円筒部材10が配管又は管継手等である場合、封口体13ではない下型40を用いることができる。
上記実施形態では、被加工材20及び円筒部材10は、有底円筒状を有する。すなわち、被加工材20及び円筒部材10には、それぞれ底板22,112が設けられている。しかしながら、被加工材20及び円筒部材10から底板22,112を排除することもできる。例えば、円筒部材10が配管又は管継手等である場合、被加工材20及び円筒部材10は無底の円筒状を有する。円筒部材10が電池でない場合、被加工材20及び円筒部材10は、その周壁21,111にビード113を有していなくてもよい。
上記実施形態では、上型30が被加工材20に向かって移動することで、被加工材20の端部23が内周側に曲げられる。しかしながら、被加工材20を上型30に向かって移動させることで、上型30によって被加工材20の端部23を内周側に曲げてもよい。あるいは、上型30及び被加工材20の双方を移動させて、被加工材20の端部23に曲げを付与することもできる。
上記実施形態では、曲げ加工工程において、上型30が被加工材20及び下型40の上方に配置される。しかしながら、上型30は、必ずしも被加工材20及び下型40の上方に配置される必要はない。例えば、被加工材20及び下型40の下方に上型30が配置されてもよい。上型30は、被加工材20及び下型40に対し、被加工材20の軸方向に沿って相対的に接近及び離隔可能であればよい。
以下、実施例によって本開示をさらに詳しく説明する。ただし、本開示は、以下の実施例に限定されるものではない。
第1及び第2実施形態において説明した円筒部材の製造方法について、市販の解析ソフトウェア(LS-DYNA,株式会社JSOL社製)を用いてCAE解析を実施し、曲げが付与される被加工材の端部での割れ及び座屈の発生を評価した。
CAE解析における共通の条件は、以下の通りである。
(被加工材)
・形状:有底円筒状
・素材:ニッケルめっき鋼板
・引張強度:330MPa
・板厚t:0.4mm
・外径:40mm
・高さ:30mm
(曲げ加工)
・潤滑油:無し
・被加工材の端部(曲げが付与される部分)の長さ:7.5mm
(被加工材)
・形状:有底円筒状
・素材:ニッケルめっき鋼板
・引張強度:330MPa
・板厚t:0.4mm
・外径:40mm
・高さ:30mm
(曲げ加工)
・潤滑油:無し
・被加工材の端部(曲げが付与される部分)の長さ:7.5mm
表1に、その他の解析条件及び評価結果を示す。

表1の工程欄において、「単工程型」とは、第1実施形態と同様、非分割の上型によって曲げ加工(曲げかしめ)工程を実施したことを意味し、「複工程型」とは、第2実施形態と同様、二分割の上型によって段階的に曲げかしめ工程を実施したことを意味する。また、表1において、上型加工面の第1部分が「凹湾曲形状」であるとは、第1実施形態(図2C)及び第2実施形態(図3B)のように、上型の加工面のうち被加工材の端部を案内する部分が縦断面視で凹湾曲形状を有することを意味し、上型加工面の第1部分が「直線形状」であるとは、図4及び図5に示すように、当該部分が縦断面視で直線状を有することを意味する。
表1に示すように、単工程型では、曲げかしめ工程前の被加工材の端部に対する上型の直線部分(第2部分)の角度θが45°未満である場合、上型の案内部分(第1部分)の形状に関わらず、曲げかしめ工程において被加工材の端部が座屈した。一方、角度θが45°以上である場合、案内部分の形状に関わらず、曲げかしめ工程において被加工材の端部の座屈は発生しなかった。したがって、非分割の上型を用いて被加工材の端部を内周側に曲げる場合、上型の直線部分の角度θが45°以上であれば、端部の座屈の発生を抑制しながら当該端部を直線状に形成できることがわかる。
表1に示すように、複工程型では、上型の案内部分(第1部分)が凹湾曲形状である場合及び直線形状である場合の双方について、曲げかしめ工程前の被加工材の端部に対する上型の直線部分(第2部分)の角度θに関わらず、曲げかしめ工程において被加工材の端部の座屈は発生しなかった。したがって、分割された上型を用いて被加工材の端部を内周側に曲げることにより、端部の座屈の発生を抑制しながら当該端部を直線状に形成できることがわかる。
10:円筒部材
12:電極体
13:封口体
20:被加工材
23:端部
30:上型
31:加工面
311:第1部分
312:第2部分
32:表面
331:第1上型
332:第2上型
40:下型
41:加工面
411:第1部分
412:第2部分
42:表面
43:側面
12:電極体
13:封口体
20:被加工材
23:端部
30:上型
31:加工面
311:第1部分
312:第2部分
32:表面
331:第1上型
332:第2上型
40:下型
41:加工面
411:第1部分
412:第2部分
42:表面
43:側面
Claims (9)
- 円筒部材の製造方法であって、
円筒状を有する被加工材を準備する準備工程と、
前記被加工材内に配置される下型と、前記被加工材に対して当該被加工材の軸方向に沿って相対的に接近する上型とを用い、前記軸方向における前記被加工材の端部を当該被加工材の内周側に曲げる曲げ加工工程と、
を備え、
前記上型は、前記被加工材と前記軸方向に対向する表面において前記端部に対応する位置に設けられた凹状の加工面を含み、
前記加工面は、
前記被加工材の中心軸を含む断面で見て、前記軸方向において前記被加工材の反対側且つ前記被加工材の内周側に向かって延在し、前記曲げ加工工程において前記端部を前記被加工材の内周側に案内する第1部分と、
前記第1部分に連続し、前記中心軸を含む断面で見て前記第1部分から前記被加工材の内周側に向かって延在するとともに直線状を有し、前記曲げ加工工程において前記下型とともに前記端部を挟持する第2部分と、
を含み、
前記中心軸を含む断面で見て、前記第2部分の延長線と、前記曲げ加工工程の開始前における前記端部の延長線とがなす角度θは、45°以上、90°未満である、製造方法。 - 円筒部材の製造方法であって、
円筒状を有する被加工材を準備する準備工程と、
前記被加工材内に配置される下型と、前記被加工材に対して当該被加工材の軸方向に沿って相対的に接近する上型とを用い、前記軸方向における前記被加工材の端部を当該被加工材の内周側に曲げる曲げ加工工程と、
を備え、
前記上型は、前記被加工材と前記軸方向に対向する表面において前記端部に対応する位置に設けられた凹状の加工面を含み、
前記加工面は、
前記被加工材の中心軸を含む断面で見て、前記軸方向において前記被加工材の反対側且つ前記被加工材の内周側に向かって延在する第1部分と、
前記中心軸を含む断面で見て、前記第1部分に対して前記被加工材の内周側に配置され、直線状を有する第2部分と、
を含み、
前記上型は、
前記第1部分の少なくとも一部を含む第1上型と、
前記第1上型と別体であり、前記第1上型に対して前記被加工材の内周側に配置され、前記第2部分の少なくとも一部を含む第2上型と、
を含み、
前記曲げ加工工程では、前記第1上型によって前記端部を前記被加工材の内周側に案内した後、前記第2上型と前記下型とで前記端部を挟持する、製造方法。 - 請求項1又は2に記載の製造方法であって、
前記第1部分は、前記中心軸を含む断面で見て凹湾曲形状を有する、製造方法。 - 請求項1又は2に記載の製造方法であって、
前記第1部分は、前記中心軸を含む断面で見て直線状を有する、製造方法。 - 請求項1又は2に記載の製造方法であって、
前記被加工材は、290MPa以上の引張強度を有する鋼材からなる、製造方法。 - 請求項1又は2に記載の製造方法であって、
前記被加工材の前記端部は、3.0mm以下の板厚を有する、製造方法。 - 請求項1又は2に記載の製造方法であって、
前記円筒部材は、有底円筒状を有するとともに電極体を収容する電池であり、
前記下型は、封口体である、製造方法。 - 円筒状を有する被加工材の端部を内周側に曲げるための金型であって、
円柱状を有し、軸方向の両表面のうち一方の表面に凹状の加工面が設けられた上型と、
円柱状を有し、軸方向の両表面のうち前記金型の使用時において前記上型と対向する表面に、前記上型の前記加工面に対応する凸状の加工面が設けられた下型と、
を備え、
前記上型の前記加工面は、
前記上型及び前記下型の中心軸を含む断面で見て、前記下型の反対側且つ前記上型の内周側に向かって延在する第1部分と、
前記第1部分に連続し、前記中心軸を含む断面で見て前記第1部分から前記上型の内周側に向かって延在するとともに直線状を有する第2部分と、
を含み、
前記下型の前記加工面は、
前記上型の前記加工面の前記第1部分に対応する位置に配置され、前記下型の側面に連続する第1部分と、
前記下型の前記加工面の前記第1部分に連続し、前記上型の前記加工面の前記第2部分に対応する形状を有する第2部分と、
を含み、
前記中心軸を含む断面で見て、前記上型の前記加工面の前記第2部分の延長線と、前記下型の前記側面の延長線とがなす角度θは、45°以上、90°未満である、金型。 - 円筒状を有する被加工材の端部を内周側に曲げるための金型であって、
円柱状を有し、軸方向の両表面のうち一方の表面に凹状の加工面が設けられた上型と、
円柱状を有し、軸方向の両表面のうち前記金型の使用時において前記上型と対向する表面に、前記上型の前記加工面に対応する凸状の加工面が設けられた下型と、
を備え、
前記上型の前記加工面は、
前記上型及び前記下型の中心軸を含む断面で見て、前記下型の反対側且つ前記上型の内周側に向かって延在する第1部分と、
前記中心軸を含む断面で見て前記第1部分に対して前記上型の内周側に配置されるとともに直線状を有する第2部分と、
を含み、
前記下型の前記加工面は、
前記上型の前記加工面の前記第1部分に対応する位置に配置され、前記下型の側面に連続する第1部分と、
前記下型の前記加工面の前記第1部分に連続し、前記上型の前記加工面の前記第2部分に対応する形状を有する第2部分と、
を含み、
前記上型は、
前記上型の前記加工面の前記第1部分の少なくとも一部を含む、環状の第1上型と、
前記第1上型と別体であり、前記第1上型の内側に配置され、前記上型の前記加工面の前記第2部分の少なくとも一部を含む第2上型と、
を含む、金型。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023017258 | 2023-02-08 | ||
| JP2023-017258 | 2023-02-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024166694A1 true WO2024166694A1 (ja) | 2024-08-15 |
Family
ID=92262406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/002186 WO2024166694A1 (ja) | 2023-02-08 | 2024-01-25 | 円筒部材の製造方法及び金型 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024166694A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59127931A (ja) * | 1983-01-13 | 1984-07-23 | Nippon Denso Co Ltd | ホ−ス接続金具用金属スリ−ブの製造方法 |
| JPH07176321A (ja) * | 1993-12-21 | 1995-07-14 | Toshiba Battery Co Ltd | 角形密閉電池の製造方法 |
| JPH0950792A (ja) * | 1995-08-03 | 1997-02-18 | Fuji Photo Film Co Ltd | 円筒形電池の製造方法および装置 |
| JP2002025509A (ja) * | 2000-07-04 | 2002-01-25 | Matsushita Electric Ind Co Ltd | アルカリ乾電池 |
| WO2016082839A1 (en) * | 2014-11-28 | 2016-06-02 | Værktøjsfabrikken Paw V/Helene Nedergaard | Method for final forming of an open end of a pipe in one set-up and an apparatus con-figured to carry out the method |
-
2024
- 2024-01-25 WO PCT/JP2024/002186 patent/WO2024166694A1/ja unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59127931A (ja) * | 1983-01-13 | 1984-07-23 | Nippon Denso Co Ltd | ホ−ス接続金具用金属スリ−ブの製造方法 |
| JPH07176321A (ja) * | 1993-12-21 | 1995-07-14 | Toshiba Battery Co Ltd | 角形密閉電池の製造方法 |
| JPH0950792A (ja) * | 1995-08-03 | 1997-02-18 | Fuji Photo Film Co Ltd | 円筒形電池の製造方法および装置 |
| JP2002025509A (ja) * | 2000-07-04 | 2002-01-25 | Matsushita Electric Ind Co Ltd | アルカリ乾電池 |
| WO2016082839A1 (en) * | 2014-11-28 | 2016-06-02 | Værktøjsfabrikken Paw V/Helene Nedergaard | Method for final forming of an open end of a pipe in one set-up and an apparatus con-figured to carry out the method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2339648C (en) | Method and apparatus for forming a can end having an anti-peaking bead | |
| US4991735A (en) | Pressure resistant end shell for a container and method and apparatus for forming the same | |
| CN104736269B (zh) | 冲压加工方法及带底容器 | |
| US4341103A (en) | Spin-necker flanger for beverage containers | |
| RU2566941C2 (ru) | Корпус банки | |
| US11908989B2 (en) | Method and device for producing a prismatic battery cell container | |
| CA2574973A1 (en) | Method and apparatus for shaping a metallic container end closure | |
| EP3019289B1 (en) | Method and apparatus for forming an annular part | |
| US8468698B2 (en) | Spinning method | |
| JP2013518723A (ja) | 缶製造 | |
| CN207592631U (zh) | 双喇叭口加工设备 | |
| WO2024166694A1 (ja) | 円筒部材の製造方法及び金型 | |
| US7237423B1 (en) | Apparatus for stretch forming blanks | |
| JP6973442B2 (ja) | 金属管のフレア加工金型およびフレア加工方法 | |
| JP2004330246A (ja) | フューエルインレットの製造方法 | |
| WO2019188001A1 (ja) | 鋼板の端曲げ方法および装置並びに鋼管の製造方法および設備 | |
| US4373983A (en) | Means for assembling container halves | |
| WO2024122379A1 (ja) | 円筒部材及びその製造方法 | |
| JP6566231B1 (ja) | 鋼板の端曲げ方法および装置並びに鋼管の製造方法および設備 | |
| KR102084006B1 (ko) | 비대칭 압착식 조인트의 제조장치 및 그 제조방법 | |
| WO2023136172A1 (ja) | 中空部材の製造方法 | |
| JP7174872B2 (ja) | 再絞りスリーブ | |
| WO2024202912A1 (ja) | 金属部材、電池、及びこれらの製造方法、並びに金型 | |
| US11745243B2 (en) | Multi-axis roll-forming of stepped-diameter cylinder | |
| WO2020029008A1 (zh) | 隔板成型方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24753139 Country of ref document: EP Kind code of ref document: A1 |