WO2024161507A1 - 搬送方法、搬送装置および解析システム - Google Patents
搬送方法、搬送装置および解析システム Download PDFInfo
- Publication number
- WO2024161507A1 WO2024161507A1 PCT/JP2023/003076 JP2023003076W WO2024161507A1 WO 2024161507 A1 WO2024161507 A1 WO 2024161507A1 JP 2023003076 W JP2023003076 W JP 2023003076W WO 2024161507 A1 WO2024161507 A1 WO 2024161507A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mesh
- holder
- unit
- transport
- image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/02—Details
- H01J37/20—Means for supporting or positioning the object or the material; Means for adjusting diaphragms or lenses associated with the support
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/26—Electron or ion microscopes; Electron or ion diffraction tubes
- H01J37/28—Electron or ion microscopes; Electron or ion diffraction tubes with scanning beams
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/30—Electron-beam or ion-beam tubes for localised treatment of objects
- H01J37/305—Electron-beam or ion-beam tubes for localised treatment of objects for casting, melting, evaporating, or etching
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/30—Electron-beam or ion-beam tubes for localised treatment of objects
- H01J37/317—Electron-beam or ion-beam tubes for localised treatment of objects for changing properties of the objects or for applying thin layers thereon, e.g. for ion implantation
Definitions
- the present invention relates to a transport method, a transport device, and an analysis system, and in particular to a transport method and a transport device for transporting a mesh on which a sample to be analyzed using a charged particle beam device is mounted.
- a known technique is to extract a sample from a wafer using a focused ion beam (FIB) device, transfer (glue) the extracted sample to a mesh, and then observe the sample using a scanning electron microscope (SEM).
- FIB focused ion beam
- SEM scanning electron microscope
- Patent Document 1 (WO 2021/210087) describes how the mesh on the stage is transported by a manipulator and mounted on a holder, and then observed using a TEM (Transmission Electron Microscope).
- the present invention was conceived to solve these problems, and the object of the present invention is to improve the accuracy of mesh transfer.
- the transport method which is one embodiment, is a method for transporting a mesh carrying a sample to be analyzed using a charged particle beam device, and includes the steps of: (a) picking up and holding the mesh placed on a first mounting table by a first transport unit; (b) after step (a), capturing an image of the mesh held by the first transport unit by a first imaging unit; (c) correcting the position or angle of the mesh from the first image acquired in step (b); and (d) after step (c), loading the mesh onto a mesh holder by the first transport unit.
- the present invention can improve the accuracy of mesh transfer.
- FIG. 1 is a schematic diagram showing a conveying device according to an embodiment
- FIG. 2 is a plan view showing the conveying device shown in FIG. 1 .
- FIG. 2 is a plan view showing a mesh according to the embodiment.
- FIG. 2 is a perspective view showing a mesh holder according to the embodiment.
- FIG. 4 is a flowchart showing a conveying method according to the embodiment.
- 11A and 11B are image diagrams showing the results of imaging by the upper camera in the embodiment.
- FIG. 2 is a perspective view showing a conveying unit according to the embodiment.
- FIG. 4 is a bottom view showing the transport section according to the embodiment.
- FIG. 13 is a bottom view showing the conveying section after correction in the embodiment.
- FIG. 4 is a bottom view showing the transport section and mesh according to the embodiment.
- 11A and 11B are image diagrams showing the results of imaging by the lower camera in the embodiment.
- 11 is a plan view showing the positional relationship between a mesh holder and a transport unit when a mesh is mounted in the embodiment.
- FIG. 1 is a side view showing the positional relationship between the mesh holder and the mesh when the mesh is mounted in the embodiment.
- FIG. FIG. 13 is an enlarged plan view illustrating the transfer of the sample piece to the mesh. 13 is an image diagram showing an image captured by an upper camera of the mounting table in the embodiment.
- FIG. 13 is a plan view illustrating the transfer of a mesh from a mounting table to another mounting table in the first modified example of the embodiment.
- FIG. 1 is a schematic diagram illustrating an analysis system according to an embodiment.
- FIG. 11 is a schematic diagram illustrating an analysis system according to a second modified example of an embodiment.
- FIG. 11 is a schematic diagram illustrating an analysis system according to a second modified example of an embodiment.
- FIG. 13 is a plan view showing a mesh and a mesh holder according to a comparative example.
- FIG. 13 is an enlarged plan view illustrating the transfer of a test piece to a mesh according to a comparative example.
- the X direction (X axis) and Y direction (Y axis) mentioned here are mutually perpendicular and are both directions along a horizontal plane.
- the direction perpendicular to the X and Y directions is called the Z direction (Z axis) or vertical direction.
- FIB Fluorescence Beam
- SEM Sccanning Electron Microscope
- FIB is a device that can observe a microscopic image by detecting secondary electrons generated by scanning a finely focused ion beam over the surface of a sample.
- SEM is a device that can observe a microscopic image of the surface of a sample by irradiating the sample with an electron beam.
- ions have a larger mass than electrons, a phenomenon occurs in which the sample is scraped off when the FIB ion beam is irradiated. Taking advantage of this, FIB is also used for microfabrication of samples.
- FIB-SEM which is equipped with a FIB, SEM, and a tiltable stage, is widely used as a device for preparing and observing sample pieces for TEM observation.
- the preparation of sample pieces by irradiating an ion beam with a FIB is described, for example, in JP 2016-50853 A.
- a semicircular plate called a mesh is mounted on a mesh holder, and the mesh and the mesh holder are then brought into the FIB-SEM device, after which the sample piece is transferred to the mesh.
- FIB-SEM One of the main applications of FIB-SEM is automated microsampling. Microsampling is the preparation of sample pieces for TEM observation, and automated microsampling refers to the technology that automates this preparation.
- the embodiments described below relate to a method for transporting a mesh from a mounting table to a mesh holder before being placed in an FIB-SEM device, a method for transporting a mesh removed from an FIB-SEM device from the mesh holder to the mounting table, and a transport device for the same.
- the embodiments described below also relate to a method for transporting a mesh from a mounting table to a mesh holder before being placed in an optical specimen transfer device or a TEM device, a method for transporting a mesh removed from an optical specimen transfer device or a TEM device from the mesh holder to the mounting table, and a transport device for the same (see variant 2).
- the transfer device of this embodiment is shown in Figures 1 and 2.
- Figure 1 which is a side view
- Figure 2 which is a plan view
- the transfer device of this embodiment includes a stage ST for a mesh MS, a transfer unit (manipulator) MP that adsorbs the mesh MS at its bottom and transfers it, and a mesh holder MH on which the mesh MS can be mounted.
- the stage ST can be equipped with at least one mounting base LCC.
- the stage ST is equipped with three mounting bases LCC, but the number of mounting bases LCC may be more or less than three.
- the stage ST is a circular rotating table that can rotate around an axis in the vertical direction, but it may also be a stage that can be driven in the X and Y directions.
- the rotating table is highly space efficient.
- the mounting base LCC has a circular upper surface in a plan view, and is approximately cylindrical in shape.
- a plurality of mounting bases LCC can be placed on the upper surface of the stage ST, arranged on a circular orbit around the center of the stage ST in a plan view.
- Each mounting base LCC can rotate about the axis of its cylindrical shape, and a plurality of mounting sections 3 are arranged on the upper surface of the mounting base LCC on a circumference centered on the axis.
- the mounting section 3 is composed of a recess (hole) 4 on the upper surface of the mounting base LCC, and a mesh MS can be placed on the bottom surface of the recess 4.
- the recess 4 is circular in a plan view, and has a diameter of, for example, about 3 mm.
- one mounting base LCC has eight mounting sections 3.
- the mounting base LCC is called, for example, a mesh cartridge or an LC container.
- the mounting sections 3 may be arranged in a matrix on the upper surface of the mounting base LCC, rather than arranged on a circumference.
- the top surface 1A of the main body 5 of the mesh holder MH, the bottom surface of the recess 4, and the bottom surface of the transport section MP are all surfaces that lie along a horizontal plane.
- the transport unit MP picks up the mesh MS from the hole in the mounting table LCC and transports it to the mesh holder MH.
- the transport unit MP also performs the reverse operation.
- the transport unit MP can be driven in the X, Y, and Z directions, and moves between the stage ST and the mesh holder MH.
- the tip (bottom) of the transport unit MP that picks up the mesh MS can rotate around the Z axis.
- the transport unit MP picks up and holds the mesh MS, for example, by vacuum suction.
- the vacuum may be generated by a vacuum pump, or a vacuum generator using compressed air may be used.
- the mesh MS is small and light, so suction by a vacuum generator is sufficient.
- the suction pressure can be monitored to manage the success of suction of the mesh MS.
- a suction method using static electricity may be used, and a method of picking up the mesh MS by pinching it from above and below like tweezers may be used.
- FIG. 3 shows the planar shape of the mesh MS.
- the mesh MS is made of a plate-like member whose planar shape is approximately semicircular. That is, the mesh MS has an upper surface (front surface), a lower surface (bottom surface, back surface) parallel to the upper surface, and a side surface connecting the upper surface and the lower surface. Also, although a semicircular mesh is explained here, the mesh may be circular.
- TEM samples are sometimes called Lamella, and mesh MS is also called TEM mesh, TEM grid, Lamella Carrier, or LC.
- Mesh MS is a metal piece with a diameter of 3 mm, and the one used here has a crescent comb-like shape.
- Each of the multiple comb teeth that protrude outward from the end of mesh MS is a pillar (columnar part) PL.
- a TEM sample piece is attached to each of these pillars PL inside the FIB-SEM device.
- the mesh MS is provided with an alignment mark AM1 consisting of a circular through-hole in plan view, and an alignment mark AM2 consisting of a triangular through-hole.
- the size and position of the alignment marks AM1 and AM2 are the same for all meshes MS.
- the cases where the alignment marks are circular and triangular in shape are described, but the shape of the alignment marks is not limited to these shapes.
- a two-dimensional code (two-dimensional matrix code, identification code) CD1 is provided on the top surface of the mesh MS.
- the mesh holder MH is mounted on a table HT that can be driven, for example, in the X and Z directions.
- Figure 4 shows an oblique view of the mesh holder MH.
- the mesh holder MH secures the mesh MS transported by the transport unit MP.
- One or more meshes MS can be secured to the mesh holder MH.
- four meshes MS can be secured.
- the mesh MS can be secured by a screw fastening method or a spring method, but here the spring method is used.
- the mesh holder MH comprises a main body 5, a cylinder HC that penetrates the main body 5, and a mesh holder H1 that is connected to the upper end of the cylinder HC on the main body 5.
- the mesh holder H1 is a plate-shaped member that is parallel to the top surface 1A of the main body 5.
- the cylinder HC and mesh holder H1 are biased toward the lower side of the main body 5 in the Z direction by a spring (coil spring) CS, which is a biasing part that wraps around the cylinder HC inside the main body 5.
- the mesh holder H1 is biased toward the top surface 1A of the main body 5 by the spring CS.
- a cylinder pin CP inside the transport system pushes up the spring CS of the mesh holder MH, creating a gap between the mesh holder H1 and the holder.
- the transport unit MP inserts the mesh MS into this gap and then lowers the cylinder pin CP, the mesh holder H1 descends and the mesh MS is fixed (mounted) on the top surface 1A of the mesh holder MH.
- the cylinder pin CP is controlled by compressed air. There needs to be one or more cylinder pins CP, and there can be multiple.
- the transport device is provided with a camera (lower camera) C1 for checking the orientation of the mesh MS, which is arranged directly below the transport path of the mesh MS by the transport unit MP.
- the transport device is provided with a camera (upper camera) C2 arranged directly above the mounting unit 3 on the upper surface of the mounting table LCC.
- the camera C2 is used to check the position of the mounting unit 3 (the center position of the recess 4) or the orientation of the mesh MS placed on the mounting unit 3, or to read the two-dimensional code on the surface of the mesh MS.
- the mounting table LCC may be provided with a two-dimensional code (two-dimensional matrix code, identification code) CD2, for example, on its side.
- a camera C3 (see FIG. 2), which is a code reader for reading the two-dimensional code of the mounting table LCC, is installed near the stage ST.
- each of the stage ST, transport unit MP, table HT, and cameras C1, C2, and C3 is connected to a control unit 1 consisting of, for example, a computer. More specifically, the power that drives each of the stage ST, transport unit MP, and table HT is connected to the control unit 1. The operation of each of the stage ST, transport unit MP, and table HT is controlled by the control unit 1.
- the control unit 1 is connected to a memory unit 2. Although not shown, the control unit 1 may also be connected to a display unit, an operation unit, etc.
- Camera C2 captures the surface (top surface) of the mesh MS directly below it from above.
- camera C2 is placed above the mounting base LCC.
- the coordinates of stage ST are moved so that the mesh MS is directly below camera C2.
- camera C2 captures images in area SH2 surrounded by a dashed line, for example.
- the mesh MS is illuminated with a camera light source. Due to the illumination, the metallic mesh MS shines white when captured, and the surface of mounting base LCC, including the surface of recess 4, appears black as the background.
- the intensity of the camera light source and the exposure time of camera C2 are adjusted so that there is a contrast between the mesh MS and the recess 4 of mounting base LCC.
- the image is captured under brighter conditions than when capturing an image of mesh MS.
- the image captured by camera C2 is sent to control unit 1 and image processing is performed.
- Camera C1 looks up from below and captures the back side of the mesh MS picked up by the transport unit MP. After the mesh MS is picked up by the transport unit MP, the top surface (front surface) of the mesh MS is hidden by the transport unit MP, so it is necessary to capture an image from the back side in order to recognize the orientation at the time of pickup.
- the coordinates of the transport unit MP are moved so that it is directly above camera C1.
- camera C1 is positioned below the bottom of the transport unit MP.
- camera C1 captures an image, for example, in the area SH1 surrounded by a dashed line.
- the brightness and exposure time of the camera light source are adjusted so that there is a contrast between the mesh MS and the background.
- the image captured by camera C1 is sent to control unit 1 where it is processed.
- pre-transport operations are performed. That is, before transport, the loading platform LCC is set on the carrier transfer system (CTS), which is the transport device of this embodiment (step S100 in Figure 5). If the mesh MS is not mounted on the loading platform LCC, the mounting operation is also performed.
- CTS carrier transfer system
- the X-axis, Y-axis, Z-axis, and R-axis (rotation axes, see Figure 2) of the transport unit MP correspond to the movable axes.
- An initialization operation is required to perform highly accurate transport.
- the stage ST is moved (step S120 in FIG. 5), and the presence or absence of a cap is confirmed using a height sensor (step S130 in FIG. 5).
- the height sensor is disposed on the mounting table LCC.
- the cap refers to the lid of the mounting table LCC, and is attached to prevent dirt or scattering. If the cap remains attached to the mounting table LCC, it cannot be picked up by the transport unit MP, so a check is performed before transport.
- the stage ST continues to move and the ID of the mounting table LCC is read (step S140 in FIG. 5).
- Some mounting tables LCC are given an ID (two-dimensional code CD2), which is read by a code reader (camera C3) inside the transport device, and the information on the mounting table LCC is linked to the information on the mesh MS inside it.
- the control unit 1 stores the information on the two-dimensional code CD2 in the memory unit 2.
- the stage ST is moved (rotated) so that the mounting portion 3 of the mounting table LCC is directly under the camera C2.
- the camera C2 captures an image of the mesh MS placed on the mounting portion 3, and the presence of the mesh MS is confirmed (confirmation of the presence or absence of the mesh MS) (step S150 in FIG. 5). If the image of the mesh MS matches the exterior model registered in advance, the control unit determines that the mesh MS is present. If the mesh MS is not present, the control unit 1 stores information that the mesh MS is not present in the memory unit 2.
- the two-dimensional code CD1 engraved on the surface of the mesh MS is also read (step S160 in FIG. 5).
- the two-dimensional code CD1 is engraved at a fixed position on the surface of the mesh MS, so after recognizing the orientation of the mesh MS, the two-dimensional code CD1 is detected by searching a specific area of the mesh MS.
- the read ID information is sent to the control unit 1.
- the control unit 1 stores the information in the memory unit 2, and links the ID of the mounting table LCC (information of the two-dimensional code CD2) with the ID of the mesh MS (information of the two-dimensional code CD1). In other words, the control unit 1 associates these pieces of information and stores them in the memory unit 2.
- the ID reading of the mounting bases LCC, the presence/absence of mesh MSs, and the ID reading of the mesh MSs are performed for all mounting bases LCCs. In other words, steps S140 to S160 are repeated. Reading of mounting bases LCCs for which information reading has already been completed is skipped. Also, the operator can select not to read a specific mounting base LCC. Next, the mesh transport operation shown in FIG. 6 is performed.
- the stage ST is moved so that the mesh MS is located directly below the camera C2 (upper camera) (step S170 in Figure 6).
- the mesh MS is imaged by camera C2 (step S180 in Figure 6).
- An example of the image obtained in this way is shown in Figure 12.
- Figure 12 horizontal and vertical lines intersect at the center of the image, and ideally the center point of the mesh MS is located at the intersection of the horizontal and vertical lines (center of the camera's angle of view).
- the center point of the mesh MS is the center of the circle if it is assumed that the semicircular mesh MS is a circle rather than a semicircle, and is the intersection of the two dashed lines shown in Figure 12.
- the center of the image (reference point, center of the camera's angle of view) and the center point of the mesh MS are misaligned in the X and Y directions.
- the arcs of the semicircular mesh MS face upward in Figure 12.
- the mesh MS is rotationally shifted (angularly shifted) by the angle ⁇ between the vertical line and the dashed line that extends perpendicular to the direction in which the pillars PL are aligned.
- the amount of rotational shift in Figure 12, that is, the angle ⁇ is, for example, 45 degrees.
- the angle ⁇ is 0 degrees.
- step S180 the image captured by camera C2 in step S180 is sent to control unit 1, which then processes the image (step S190 in FIG. 6).
- the transport unit MP is moved so as to correct the amount of positional deviation in the X and Y directions of the mesh MS obtained by the image processing, and the amount of rotational deviation in the rotation direction (step S200 in FIG. 6).
- the control unit 1 performs the image processing of step S190 and determines whether or not correction is required.
- the mesh MS is adsorbed by the transport unit MP (step S210 in FIG. 6).
- the transport unit MP adsorbs the center of the mesh MS by processing the camera image (it can also be any position other than the center).
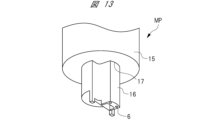
- the transport part MP is shown in Figures 13 and 14.
- Figure 14 is a view of the tip (lower end) of the transport part MP as seen from below.
- the bottommost surface of the transport part MP which is the surface that can come into contact with the mesh MS, is hatched.
- Two holes 6 are provided on the bottommost surface of the transport part MP. Suction is performed through the holes 6, and the mesh MS is attracted to the bottommost surface.
- the tip of the transport part MP has a roughly circular shape in a plan view, but the left and right portions (both shoulder portions) on the upper left and right sides of Figure 14 are hollowed out.
- the transport unit MP has a support 15 extending vertically, a hole 17 provided in the bottom surface of the support 15, and a suction nozzle 16 provided in the vertically extending hole 17 and movable vertically (up and down). Two holes 6 are provided at the tip (bottom surface) of the suction nozzle 16.
- step S200 the transport unit MP moves according to the amount of positional deviation in the X and Y directions of the mesh MS obtained by the image processing in step S190. Also, in step S200, the transport unit MP rotates (e.g., 45 degrees) according to the amount of rotational deviation of the mesh MS obtained by the image processing in step S190 (see FIG. 15). In other words, the movement or rotation of the transport unit MP corrects the positional deviation or rotational deviation of the mesh MS.
- Figure 16 shows the state in which the mesh MS is adsorbed to the tip of the transport part MP in step S210.
- Figure 16 shows a view from below of the transport part MP holding the mesh MS, with the suction nozzle 16 hidden by the mesh MS indicated by a dashed line.
- the mesh MS is viewed from the rear side, the two-dimensional code CD1 on the top surface of the mesh MS cannot be seen.
- the portion where the pillars PL of the mesh MS are lined up is the portion on which the sample piece is mounted, so that a part of the transport part MP does not come into contact with the pillar portion when adsorbing the mesh MS, the bottom surface of the transport part MP at the time of adsorption is separated from the pillar portion.
- a suction nozzle 16 is used that has a shape that scoops out the pillar portion so that the pillar portion can be avoided even when the vicinity of the center of the mesh MS is adsorbed after rotation correction.
- the bottom surface of the transport part MP that can come into contact with the mesh MS is the area that surrounds the center of the adsorbed mesh MS in a plan view, and is located near the circumference of the semicircular mesh MS. It is desirable that the tip of the transport part MP that adsorbs the mesh MS (suction nozzle 16) is made of a conductive material to prevent sticking due to static electricity.
- the transport unit MP is moved directly above the camera (lower camera) C1 (area SH1) (step S220 in FIG. 6). In this way, the mesh MS is picked up by the transport unit MP.
- step S230 in FIG. 6 An example of an image obtained by this imaging is shown in FIG. 17. Due to the corrections made in steps S180 to S200, the positional and rotational deviations of the mesh MS have been almost completely eliminated, but positional and rotational deviations may occur again when adsorption is performed in step S210. In this case, a rotational deviation of angle ⁇ has occurred, as shown in FIG. 17.
- the image is then sent to the control unit 1, which then processes the image (step S240 in FIG. 6).
- step S250 in Figure 6 the cylinder HC of the mesh holder MH is raised to create a gap between the mesh holder H1 and the upper surface 1A of the main body 5 of the mesh holder MH.
- the transport unit MP is moved so that the mesh MS enters the gap 1A (step S260 in FIG. 6).
- the transport unit MP is moved to a position where the mesh MS and the mesh holder H1 overlap in a plan view.
- the portion of the transport unit MP where the transport unit MP and the mesh MS come into contact is shown with hatching.
- part of the outline of the transport unit MP near its tip is shown with a dashed line.
- step S260 when the transport unit MP is moved to the mesh holder MH in step S260 and before the mesh holder H1 is lowered (step S270 in FIG. 6), the back surface of the mesh MS is in contact with the top surface 1A of the mesh holder MH, which is the surface on which the mesh MS is mounted.
- the distance between the back surface of the mesh MS and the top surface 1A of the mesh holder MH is 0 mm.
- step S270 in FIG. 6 the cylinder of the mesh holder MH is lowered and the mesh MS is held down by the mesh holder H1 (step S270 in FIG. 6).
- a spring CS1 is built into the hole 17 in the bottom surface of the support 15 constituting the transport unit MP.
- the mesh MS can be fixed by the mesh holder H1 while pressing the back surface of the mesh MS against the upper surface 1A of the mesh holder MH without applying a load to the mesh holder MH or the like.
- the spring CS1 may be another elastic body.
- Steps S170 to S270 shown in FIG. 6 and described above are repeated the same number of times as the number of meshes MS to be mounted on the mesh holder MH. In other words, the process returns from step S270 to step S170.
- the mesh holder transport operation shown in FIG. 7 is performed, that is, the operation of transporting the mesh holder MH into the FIB-SEM device.
- the mesh MS is transported with the mesh MS mounted on the mesh holder MH.
- the mesh holder MH is fixed to the CTS-ARM (not shown), which is an arm (transport unit) for transporting the mesh holder MH into the FIB-SEM device (step S300 in FIG. 7).
- step S310 in Figure 7 the table HT is lowered, thereby transferring the mesh holder MH from the table HT to the CTS-ARM.
- the CTS-ARM is inserted into the FIB-SEM device (step S320 in Figure 7).
- the mesh holder MH is released from its fixation by the CTS-ARM (step S330 in FIG. 7).
- the CTS-ARM is retracted from inside the FIB-SEM device to outside the FIB-SEM device (step S340 in FIG. 7).
- the sample piece processed and extracted in the FIB-SEM device is transferred to the pillar PL of the mesh MS mounted on the mesh holder MH in the FIB-SEM device, and the sample piece is observed (analyzed) by SEM. In other words, automatic microsampling is performed.
- the general flow of automated microsampling is as follows: first, a deposition gas is sprayed onto a bulk sample, such as a semiconductor substrate, to perform a film forming process (creation of a protective film). Next, an etching process is performed to extract a sample piece from the bulk sample, and the sample piece is created. Next, a needle for extracting the sample piece is brought close to the sample piece, and the needle and sample piece are bonded together by deposition processing.
- the connected portion of the bulk sample and the sample piece is cut to separate the sample piece.
- the pillar PL of the mesh MS to which the sample piece is to be transferred is automatically image-recognized.
- the positions of the pillar PL and sample piece 7 are automatically recognized, and the needle 8 is brought close to the pillar PL.
- the pillar PL and sample piece 7 are subjected to deposition processing, and then the needle 8 and sample piece 7 are separated.
- the CTS-ARM is inserted into the FIB-SEM device (step S400 in Figure 8).
- step S410 in Figure 8 the mesh holder MH in the FIB-SEM device is fixed to the CTS-ARM.
- the CTS-ARM is retracted from inside the FIB-SEM device to outside the FIB-SEM device (step S420 in FIG. 8).
- step S460 in FIG. 8 Next, the mesh collecting operation shown in FIG. 9 is performed.
- the transport unit MP is moved to the mesh holder MH (step S470 in Figure 9).
- the mesh MS to be collected is adsorbed by the transport unit MP (step S480 in Figure 9).
- the transport part MP is moved to remove the mesh MS from the mesh holder MH, and the transport part MP with the mesh MS adsorbed thereon is moved directly above the camera (lower camera) C1 (area SH1) (step S500 in FIG. 9). In this way, the mesh MS is picked up by the transport part MP.
- step S500 the mesh MS is removed from the mesh holder MH, and then the cylinder HC and mesh holder H1 are lowered (step S510 in Figure 9).
- the rear surface of the mesh MS is captured by the camera (lower camera) C1 (step S520 in Figure 9).
- step S520 the image captured by the camera C1 in step S520 is sent to the control unit 1, and the control unit 1 performs image processing (step S530 in FIG. 9).
- stage ST is moved so that the collection platform LCC is directly below the camera (upper camera) C2 (step S540 in FIG. 9).
- the camera (upper camera) C2 captures an image of the placement section 3 (recess 4) of the placement table LCC (step S550 in FIG. 9). This image is sent to a computer, and the hole center is calculated. A correction calculation is performed for the transport section MP so that the hole center coincides with the center of the mesh MS to be collected.
- the transport unit MP is moved based on the above correction calculation (step S560 in FIG. 9). This corrects the positional deviation of the mesh MS held by the transport unit MP.
- the mesh MS is released from suction and collected on the mounting table LCC (step S570 in FIG. 9). If the mesh MS sticks to the suction nozzle of the transport unit MP, the mesh MS suction release is repeated.
- the image of the mesh MS captured by the camera (upper camera) C2 in step S180 of FIG. 5 is sent to the control unit 1.
- control unit 1 performs a binarization process to distinguish between the mesh MS and the background (step S191 in FIG. 10). That is, as shown in FIG. 17, a process is performed to distinguish between the white mesh MS and the other black parts (hatched parts in FIG. 17).
- the outer shape of the captured mesh MS is matched with a pre-registered outer shape model of the mesh MS, and the center of the mesh MS is roughly calculated (step S192 in Figure 10).
- the outer shape model is created from a mesh with the same specifications as the mesh MS to be transported.
- the mesh image may be used as is, or shapes that are likely to become noise may be masked and excluded from the matching target. Since the mesh MS is half-moon shaped, if matching is successful, the center of the semicircle can be roughly calculated. Furthermore, successful matching means that the mesh MS has been confirmed to be in stock.
- the circular alignment mark AM1 (see FIG. 3) is detected (searched) from the captured image of the mesh MS (step S193 in FIG. 10).
- the alignment mark AM1 is detected from the entire captured image, since it is easier to find than the triangular alignment mark AM2 (see FIG. 3).
- the position of the alignment mark AM1 on the mesh MS is fixed. If the alignment marks AM1 and AM2 are neither circular nor triangular, the alignment mark AM1 or AM2 which is easier to find is detected first.
- control unit 1 calculates the center and rotational deviation of the mesh MS from the positions of the alignment marks AM1 and AM2 (step S195 in FIG. 10).
- the center position calculated from the alignment marks AM1 and AM2 is more accurate than the center position calculated by contour matching, and highly accurate transport can be expected.
- the above steps S191 to S195 correspond to the image processing of step S190 in FIG. 6.
- the deviation of the central position of the mesh MS is calculated as one or more pixels of the image captured by camera C2.
- the distance to be fed back to the transport unit MP can be calculated from the distance per pixel.
- the transport unit MP is moved from the center of the camera's angle of view, which is the reference pick-up position, to an offset position (step S201 in FIG. 10).
- the suction nozzle at the tip of the transport unit MP is rotated according to the amount of rotation (step S202 in FIG. 10).
- step S210 in Figure 10 the mesh MS is adsorbed.
- the robot moves to above the lower camera to capture an image of the back of the mesh MS (step S220 in Figure 10).
- the rear surface of the mesh MS is captured by the camera C1 (step S230 in FIG. 10).
- the image of the mesh MS captured by the camera (lower camera) C1 in step S230 is transmitted to the control unit 1.
- control unit 1 performs binarization processing (step S241 in FIG. 10).
- the outer shape of the captured mesh MS is matched with a preregistered outer shape model of the mesh MS, and the center of the mesh MS is roughly calculated (step S242 in FIG. 10).
- the circular alignment mark AM1 is detected from the captured image of the mesh MS (step S243 in FIG. 10).
- the alignment mark AM1 is detected from the entire image captured from the back side of the mesh MS.
- the position of alignment mark AM2 is detected based on two pieces of coordinate information, the center of the rough mesh MS obtained from matching and the position of alignment mark AM1 (step S244 in FIG. 10).
- Alignment mark AM1 which requires a relatively short time to detect, is detected before alignment mark AM2. This makes it possible to reduce the time required to detect the two alignment marks AM1 and AM2.
- control unit 1 calculates the center of the mesh MS and the rotational deviation from the positions of the alignment marks AM1 and AM2 (step S245 in FIG. 10).
- the above steps S241 to S245 correspond to the image processing of step S240 in FIG. 6.
- step S250 in Figure 10 the cylinder HC of the mesh holder MH is raised to create a gap between the mesh holder H1 and the upper surface 1A of the main body 5 of the mesh holder MH.
- the deviation of the central position of the mesh MS is calculated as one or more pixels of the image captured by camera C1.
- the distance to be fed back to the transport unit MP can be calculated from the distance per pixel.
- the transport unit MP is moved from the center of the camera's angle of view, which is the reference pick-up position, to an offset position (step S261 in FIG. 10).
- the suction nozzle at the tip of the transport unit MP is rotated according to the amount of rotation (step S262 in FIG. 10).
- step S270 in FIG. 10 This fixes (mounts) the mesh MS to the mesh holder MH.
- the transport unit MP is moved to the standby position (step S272 in FIG. 10).
- steps S480 to S520 described with reference to FIG. 9 are carried out (steps S480 to S520 in FIG. 11).
- steps S531 to S535, which are the processing steps for the image captured by the lower camera, are carried out in the same procedure as steps S241 to S245 described with reference to FIG. 10.
- the imaging conditions at this time are different from when the mesh MS is inside the recess 4, and conditions for taking a brighter image are applied.
- step S550 the image captured in step S550 is sent to the control unit 1, which performs binarization processing (step S551 in FIG. 11).
- step S551 the image captured in step S550 is sent to the control unit 1, which performs binarization processing (step S551 in FIG. 11).
- This makes it easier to distinguish between the flat portion that is the top surface of the mounting table LCC and the portion that is recessed as the recess 4. That is, as shown in FIG. 21, in the image captured in step S550, the inside of the recess 4 is displayed in black, and the flat portion that is the top surface of the mounting table LCC outside the recess 4 is displayed in white.
- the center of the circular hole is calculated (step S552 in FIG. 11). These coordinates become the target coordinates for collecting the mesh MS.
- the center position of the circular recess 4 is shifted from the center of the camera's angle of view, which is the reference placement position (reference position before correction of the transport unit MP).
- steps S550 to S552 may be performed either before or after steps S490 to S535, or during steps S490 to S535.
- Steps S550 to S552 may be performed at any time before performing step S535 described below, as long as it is after the stage ST and mounting table LCC have been moved (rotated) for the last time. For example, if the stage ST and mounting table LCC have not been moved (rotated) even once after the mesh MS is picked up from the mounting table LCC in step S220 of FIG. 6, steps S550 to S552 may be performed at any time after step S220.
- the center position of the mesh MS is calculated using the lower camera, and the center position of the recess 4 is calculated using the upper camera. Then, the transport unit MP is moved so that these center positions coincide, thereby correcting the positional deviation between the mesh MS and the recess 4 (step S553 in FIG. 11). At this time, the rotational deviation of the mesh MS may also be corrected.
- the transport unit MP is moved to the standby position (step S571 in FIG. 11).
- One method for mounting (fixing) the mesh on the mesh holder is to manually transfer and fix the mesh onto the mesh holder.
- the transfer accuracy is not stable. That is, as with mesh MS1 shown in Figure 26, mesh MS1 is not fixed straight to mesh holder MH1, and there is a risk of positional and rotational misalignment occurring.
- meshes MS1 to MS3 are fixed by mesh holder H1 by manually tightening screw S1.
- the position of the LC pillar is automatically recognized, and the sample piece at the tip of the needle, whose position is also automatically recognized, is brought close to the pillar and adhered.
- the accuracy of the transfer position of the mesh to the mesh holder is poor, it may not be within the observation field range of the charged particle beam (FIB or SEM), and adhesion of the sample piece may fail.
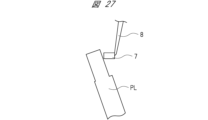
- the middle of the pillar PL may collide with the corner of the sample piece 7 before it approaches the target, as shown in Figure 27, and adhesion may fail. If the middle of the pillar PL collides with the corner of the sample piece 7, there is a risk that the sample piece 7 will peel off from the needle 8 and be lost. To avoid such errors, it is necessary to mount the mesh on the mesh holder with high precision.
- the transport device uses the transport unit MP to automatically transport the mesh MS from the mounting table LCC to the mesh holder MH.
- Transport can be performed efficiently by automatically transporting the mesh MS without manual intervention.
- the mesh MS held in the transport unit MP is imaged by a camera (lower camera) C1, and the amount of positional and rotational deviation of the mesh MS is calculated from the image thus acquired, and correction is performed by moving and rotating the transport unit MP based on the calculation results. This improves the transfer accuracy of the mesh MS and prevents positional and rotational deviation from occurring when the mesh MS is mounted on the mesh holder MH.
- the mesh MS placed on the mounting table is imaged by camera (upper camera) C2, and the amount of positional and rotational deviation of the mesh MS is calculated from the image acquired, and correction is performed by moving and rotating the transport unit MP based on the calculation results.
- the transfer accuracy of the mesh MS is improved, and positional and rotational deviation from occurring when the mesh MS is mounted on the mesh holder MH is prevented.
- the cameras C1 and C2 are used to correct misalignment during the retrieval operation of the mesh holder MH, which is performed after automatic microsampling by the FIB-SEM.
- the mesh is manually transferred from the mesh holder to the mounting table during the retrieval operation, or when the transfer is performed by the transport unit without this correction, there is a risk that the position of the mesh returned to the recess on the mounting table will be misaligned. In this case, there is a risk that the mesh will be damaged, dropped, or lost.
- by correcting misalignment using the cameras C1 and C2 it is possible to prevent the mesh from being damaged, dropped, or lost, and to transfer the mesh MS to the center of the recess 4.
- the transport unit MP fixes the mesh MS in place with the mesh holder MH using the mesh holder H1 while the mesh MS is in contact with the upper surface 1A of the mesh holder MH.
- the transport unit MP and the mesh holder H1 are configured in shapes that do not interfere with each other (see FIG. 18).
- the transport method and transport device of this embodiment can improve the accuracy of mesh transfer.
- FIG. 22 is a plan view showing a portion of a transport device that is a modified example of this embodiment.
- the mounting base LLCC shown in FIG. 22 is a cartridge that is larger than the mounting base LCC and can mount a larger number of mesh MS.
- a transport unit (not shown) connected to the control unit 1 automatically transfers the mesh MS from the mounting base LLCC to the mounting base LCC. That is, a mesh MS is placed in each of a number of recesses 14 provided on the upper surface of the mounting base LLCC as mounting portion 13.
- the transport unit adsorbs and picks up the mesh MS in the recesses 14, transports it while holding the mesh MS, and then transfers the mesh MS into the recesses 4, which are the mounting portion 3 of the mounting base LCC.
- the mesh MS being transported by the transport unit is imaged in area SH3 by a camera (lower camera) not shown, and the image thus obtained is processed to calculate the amount of positional deviation of the mesh MS relative to the transport unit.
- This lower camera is different from camera C1 shown in Figure 1, but the same camera as camera C1 may be used.
- the destination recess 4 is imaged in area SH2 by a camera (upper camera) not shown, and the image thus obtained is processed to calculate the amount of positional deviation between the mesh MS held in the transport section and the recess 4.
- This upper camera may be the same as the camera C2 shown in FIG. 1, or it may be a different one.
- an upper camera (not shown) on the mounting table LLCC may be used to capture an image of the mesh MS in the recess 14 in area SH4, similar to steps S180 to S200 in FIG. 5.
- the captured image can then be processed to calculate the amount of positional deviation between the mesh MS and the transport unit, and the transport unit can be moved (corrected) based on the calculation result, improving the accuracy of transferring the mesh MS to the recess 4.
- This upper camera is different from camera C2 shown in FIG. 1.
- the mesh MS can be transported with high precision by capturing images using the lower camera in area SH3, processing the images, and making corrections. Also, capturing images, processing the images, and making corrections in areas SH2 or SH4 can further improve the transfer precision of the mesh MS.
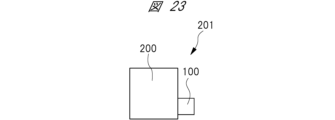
- ⁇ Modification 2> 1 to 19 and 21 relate to an analysis system 201 in which a mesh transport device 100 and an FIB-SEM device 200 are combined, as shown in Fig. 23.
- the analysis system 201 includes the transport device 100 and the FIB-SEM device 200.
- the transport device 100 corresponds to the configuration shown in Fig. 1.
- the object to which the transport device 100 transports the mesh is not limited to an FIB-SEM device, but may also be an optical specimen piece transfer device 300 shown in FIG. 24 or a TEM device 400 shown in FIG. 25.
- the analysis system 301 shown in FIG. 24 comprises the transport device 100 and the optical specimen piece transfer device 300.
- the analysis system 401 shown in FIG. 25 comprises the transport device 100 and the optical specimen piece transfer device 300.
- the transport method and transport device described using Figures 1 to 19 and 21 are used for a method of transporting a mesh from a mounting table to a mesh holder at a stage before the mesh is introduced into the optical specimen transfer device 300 or the TEM device 400, and for a method of transporting a mesh removed from the optical specimen transfer device 300 or the TEM device 400 from the mesh holder to the mounting table.
- the analysis system 301 shown in Figure 24 may be equipped with a charged particle beam device such as an FIB-SEM device or a TEM device in addition to the optical specimen transfer device 300.
- the present invention can be widely used in transport methods, transport devices, and analysis systems.
- Control unit 2 Memory unit 3, 13 Placement unit 4, 14 Recess 5 Main body 15 Support 16 Suction nozzle 17 Hole AM1, AM2 Alignment mark C1, C2, C3 Camera CD1, CD2 Two-dimensional code CP Cylinder pin CS, CS1 Spring HC Cylinder HT Table LCC, LLCC Placement table MH, MH1 Mesh holder MP Transport unit MS, MS1, MS2, MS3 Mesh PL Pillar SH1 Region SH2 Region SH3 Region SH4 Region ST Stage 100 Transport device 201, 301, 401 Analysis system 200 FIB-SEM device 300 Optical sample piece transfer device 400 TEM device
Landscapes
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024574109A JP7842907B2 (ja) | 2023-01-31 | 2023-01-31 | 搬送方法、搬送装置および解析システム |
| PCT/JP2023/003076 WO2024161507A1 (ja) | 2023-01-31 | 2023-01-31 | 搬送方法、搬送装置および解析システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/003076 WO2024161507A1 (ja) | 2023-01-31 | 2023-01-31 | 搬送方法、搬送装置および解析システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024161507A1 true WO2024161507A1 (ja) | 2024-08-08 |
Family
ID=92146206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/003076 Ceased WO2024161507A1 (ja) | 2023-01-31 | 2023-01-31 | 搬送方法、搬送装置および解析システム |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7842907B2 (https=) |
| WO (1) | WO2024161507A1 (https=) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016171107A (ja) * | 2015-03-11 | 2016-09-23 | ファスフォードテクノロジ株式会社 | ボンディング装置及びボンディング方法 |
| WO2021210087A1 (ja) * | 2020-04-15 | 2021-10-21 | 株式会社日立ハイテク | 搬送装置および解析システム |
-
2023
- 2023-01-31 JP JP2024574109A patent/JP7842907B2/ja active Active
- 2023-01-31 WO PCT/JP2023/003076 patent/WO2024161507A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016171107A (ja) * | 2015-03-11 | 2016-09-23 | ファスフォードテクノロジ株式会社 | ボンディング装置及びボンディング方法 |
| WO2021210087A1 (ja) * | 2020-04-15 | 2021-10-21 | 株式会社日立ハイテク | 搬送装置および解析システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024161507A1 (https=) | 2024-08-08 |
| JP7842907B2 (ja) | 2026-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101448076B1 (ko) | 부품들을 정렬하기 위한 방법 및 장치 | |
| EP3173194B1 (en) | Manipulator system, image capturing system, transfer method of object, and carrier medium | |
| CN1653326B (zh) | 视觉系统 | |
| US20010055069A1 (en) | One camera system for component to substrate registration | |
| KR20200007683A (ko) | 접합 장치 및 접합 방법 | |
| KR20230042437A (ko) | 자동화 그리드 검증을 위한 장치 및 방법 | |
| TWI745250B (zh) | 搬運裝置及解析系統 | |
| JP3019005B2 (ja) | Lsiハンドラ | |
| US20060190916A1 (en) | Semiconductor substrate processing method and apparatus | |
| WO2024161507A1 (ja) | 搬送方法、搬送装置および解析システム | |
| US12068184B2 (en) | Calibration pod for robotic wafer carrier handling and calibration performed using same | |
| US20250140586A1 (en) | System and process for sorting die from wafer using angled wafer table and angled turret | |
| KR101214970B1 (ko) | Led 웨이퍼의 정밀 탑재 장치 및 방법 | |
| KR100711225B1 (ko) | 반도체장치용 검사장치 및 그것을 이용한 부품탑재장치 | |
| JP2827109B2 (ja) | 集束イオンビーム加工装置の加工方法 | |
| US20250389952A1 (en) | Automated particle removal method and system | |
| US20240363379A1 (en) | Calibration pod for robotic wafer carrier handling and calibration performed using same | |
| JP2008128676A (ja) | Icハンドラ用のチェンジキット | |
| CN121748462A (zh) | 电极对齐装置及方法 | |
| KR20260060839A (ko) | 웨이퍼 범핑 결함 검사장치 | |
| US11136202B2 (en) | Direct transfer apparatus for electronic components | |
| KR20260044094A (ko) | 전극 정렬 장치 및 방법 | |
| WO2024157337A1 (ja) | 荷電粒子ビーム装置 | |
| WO2023189676A1 (ja) | 検査方法及び検査装置 | |
| KR20240008588A (ko) | 자동 티칭이 가능한 웨이퍼 이송 장치 및 이를 포함하는 반도체 공정 시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23918906 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024574109 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23918906 Country of ref document: EP Kind code of ref document: A1 |