WO2024135429A1 - COMPACT FRITTÉ DE cBN ET OUTIL DE COUPE - Google Patents
COMPACT FRITTÉ DE cBN ET OUTIL DE COUPE Download PDFInfo
- Publication number
- WO2024135429A1 WO2024135429A1 PCT/JP2023/044175 JP2023044175W WO2024135429A1 WO 2024135429 A1 WO2024135429 A1 WO 2024135429A1 JP 2023044175 W JP2023044175 W JP 2023044175W WO 2024135429 A1 WO2024135429 A1 WO 2024135429A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cbn
- sintered body
- less
- particles
- area
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 title claims description 33
- 239000002245 particle Substances 0.000 claims abstract description 185
- 150000001875 compounds Chemical class 0.000 claims abstract description 23
- 239000011230 binding agent Substances 0.000 claims description 54
- 239000000843 powder Substances 0.000 description 60
- 238000012545 processing Methods 0.000 description 18
- 239000002994 raw material Substances 0.000 description 16
- 238000000034 method Methods 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 9
- 230000007423 decrease Effects 0.000 description 9
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 8
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 238000005245 sintering Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 229910010038 TiAl Inorganic materials 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 230000001186 cumulative effect Effects 0.000 description 4
- 229910010039 TiAl3 Inorganic materials 0.000 description 3
- 238000005219 brazing Methods 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000004570 mortar (masonry) Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000001590 oxidative effect Effects 0.000 description 3
- QYEXBYZXHDUPRC-UHFFFAOYSA-N B#[Ti]#B Chemical compound B#[Ti]#B QYEXBYZXHDUPRC-UHFFFAOYSA-N 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 238000000342 Monte Carlo simulation Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910033181 TiB2 Inorganic materials 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000010191 image analysis Methods 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 238000013507 mapping Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000002250 progressing effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910016459 AlB2 Inorganic materials 0.000 description 1
- -1 AlN Chemical class 0.000 description 1
- 229910017083 AlN Inorganic materials 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 101000693961 Trachemys scripta 68 kDa serum albumin Proteins 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011268 mixed slurry Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000000682 scanning probe acoustic microscopy Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/583—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on boron nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/583—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on boron nitride
- C04B35/5831—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on boron nitride based on cubic boron nitrides or Wurtzitic boron nitrides, including crystal structure transformation of powder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/08—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds based on tungsten carbide
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
- C22C5/08—Alloys based on silver with copper as the next major constituent
Definitions
- the present invention relates to a cubic boron nitride (hereinafter sometimes referred to as cBN)-based ultra-high pressure sintered body (hereinafter sometimes referred to as cBN sintered body), and a cutting tool using the same as a tool base.
- cBN cubic boron nitride
- cBN sintered body ultra-high pressure sintered body
- cBN sintered bodies have traditionally been used as cutting tools for ferrous workpieces such as steel and cast iron, and efforts have been made to further improve its toughness by devising the structure of the ceramic binder phase (hereafter sometimes referred to as the binder phase).
- Patent Document 1 describes a cBN sintered body in which the binder phase contains Ti boride grains, and specifies the relationship between the sum of the lengths of the envelope interfaces where each cBN particle is in contact with the binder phase and the shape of the Ti borides that exist within 2 ⁇ m of the surface of each cBN particle, and the cBN sintered body is said to have excellent fatigue wear resistance and abrasive wear resistance.
- Patent Document 2 describes a cBN sintered body in which a binder phase contains Ti borides having an average particle size of 10 to 300 nm, the Ti borides being contained in an amount of 0.2 to 10 volume % relative to the cBN sintered body, and in which, when the total number of cBN particles (PN BN ) is taken as the number of cBN particles (PN TZ ) that are in contact with the Ti borides having a major axis of 150 nm or more, PN BN /PN TZ is 0.05 or less; the cBN sintered body is highly tough, and a cutting tool base using this cBN sintered body is said to exhibit long-term chipping resistance.
- PN BN total number of cBN particles
- PN TZ the number of cBN particles
- Patent Document 3 discloses that the cBN content is in the range of 82 volume % or more and 98 volume % or less, and that an isolated binder phase having an area of 0.05 ⁇ m2 or more and 0.5 ⁇ m2 or less in the cross section of the cBN sintered compact has two or more steps of convex portions with respect to cBN, and when the side length perpendicular to the tip direction of the first step of the convex portion from the tip is A1 and the parallel side length is B1, and when the side length perpendicular to the tip direction of the second step of the convex portion from the tip is A2 and the parallel side length is B2, the area ratio of the isolated binder phase having a convex portion in which A1/B1 is 1 time or more and 10 times or less of A2/B2 is 0.05 ⁇ m2 or more and 0.5 ⁇ m2 or less.
- the document describes a cBN sintered body in which 20% or more of the entire isolated binder phase has a grain size in the range of 0.2 or less, and the binder phase contains W, Co and Al. It is said that a cutting tool using the cBN sintered body as a tool base is suitable for continuous cutting and intermittent cutting in the rough machining of cast iron and sintered alloys.
- Patent Document 4 describes a cBN sintered body in which the cubic boron nitride has two or more corners in its cross section, with at least two of the corners having an angle of 90° or less, and it is said that a cutting tool using the cBN sintered body as the tool base has good cutting characteristics.
- the present invention was made in consideration of the above circumstances and proposals, and aims to provide a cBN sintered body with improved toughness and a cutting tool that uses the cBN sintered body as a tool base.
- the cBN sintered body according to the embodiment of the present invention has cBN particles and a binder phase
- the average particle size of the cBN particles is 1000 nm or more and 6000 nm or less, the sum of the areas of the cBN particles having an average roughness of 13 nm or more and 28 nm or less formed by their contour lines and contour approximation lines on the surface or cross section of the sintered body is 45% or more and 90% or less of the total area of all the cBN particles in the sintered body;
- the binder phase is an aggregate of binder phase particles having an average particle size of 100 nm or more and 230 nm or less, and further contains an Al compound, and the content of the Al compound is 1 area % or more and 12 area % or less with respect to the entire cBN sintered body.
- the cBN sintered body according to the above embodiment may satisfy one or more of the following items (1) to (2).
- the sum of the areas of the cBN grains having an average roughness of each of the projections and recesses of 13 nm or more and 28 nm or less is 50% or more and 90% or less of the total area of all the cBN grains in the sintered body.
- the sum of the areas of the cBN grains having an average roughness of each of the projections and recesses of 15 nm or more and 25 nm or less is 45% or more and 70% or less of the total area of all the cBN grains in the sintered body.
- the average grain size of the binder phase grains is 130 nm or more and 200 nm or less.
- a cutting tool made of cBN sintered compact constructed from the cBN sintered compact according to these embodiments.
- cBN sintered bodies have excellent toughness, and cutting tools using said cBN sintered bodies as tool bases have improved toughness and exhibit excellent resistance to fracture and chipping.
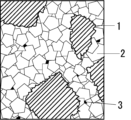
- FIG. 2 is a schematic cross-sectional view of a cBN sintered body according to one embodiment of the present invention.
- 3A and 3B are schematic diagrams of a contour line and a contour approximation line.
- 1 is a schematic diagram showing coordinates (x i , yu i ) of a contour line and coordinates (P j , Q j ) of a contour approximation line;
- FIG. 3 is a partially enlarged view of FIG. 2 .
- the inventors conducted extensive research into the morphology of cBN particles in cBN sintered bodies. As a result, they discovered that when the external shape of the cBN particles has a specific irregular shape, the cBN particles are firmly bonded to the binder phase, improving the toughness of the cBN sintered body.
- the structure has a binder phase which is an aggregate of cBN particles (1) and binder phase particles (2), and Al compounds (3) are present in the binder phase.
- the cBN sintered body will be described below.
- the average particle size of the cBN particles is preferably 1000 nm or more and 6000 nm or less. If the average particle size is within this range, when the cBN sintered compact is used as a tool base of a cutting tool, chipping and defects originating from unevenness caused by falling off of cBN particles at the cutting edge are suppressed, and further, the propagation of cracks progressing from the interface between the cBN particles and the binder phase, or the propagation of cracks progressing due to the cracking of the cBN particles, can be suppressed.
- the average particle size of the cBN particles is more preferably 2000 nm or more and 5000 nm or less.
- the average particle size of the cBN particles is determined as follows.
- the surface or cross section of the cBN sintered compact is mirror-finished, and the observation area of the mirror-finished surface is observed with a scanning electron microscope (hereinafter referred to as SEM) (magnification, for example, 5000 times) to obtain a secondary electron image.
- SEM scanning electron microscope
- the cBN grains in the obtained image are extracted by binarization processing using image processing software, and the average grain size is calculated based on the maximum length (maximum Feret's diameter) of each cBN grain.
- any threshold value may be set so long as the perimeter of the cBN particles can be clearly detected in the image processing software.
- a process is performed to separate the cBN grains that are thought to be in contact with each other, for example, watershed image processing is used to separate the cBN grains that are thought to be in contact with each other.
- the maximum Feret's diameter of each cBN particle is determined and used as the diameter of each cBN particle.
- Each cBN particle is assumed to be an ideal sphere having this diameter, and the cumulative volume is calculated based on the volume of each particle. Based on this cumulative volume, a graph is drawn with the vertical axis representing volume percentage (%) and the horizontal axis representing diameter (nm), and the diameter when the volume percentage is 50% is taken as the average particle size of the cBN particles in that image. This is performed for any three or more observation regions, and the average value is taken as the average particle size (nm, this average particle size is called D50) of the cBN particles.
- the length (nm) per pixel is set using a scale value previously known from the SEM.
- the size of one observation area is preferably such that at least 30 cBN particles can be observed in the observation area.
- the binarization process, watershed image processing, and measurement of the maximum Feret's diameter may be performed using the same image processing software, or each may be performed using different image processing software. There are no particular restrictions on the image processing software used, and for example, Image J can be used.
- the content of cBN particles is not particularly limited, but is preferably 40 area % or more and 78 area % or less on the surface or cross section of the cBN sintered body. The reason is that if it is less than 40 area %, there are few cBN particles in the sintered body, and when it is used as a tool base for a cutting tool, the chipping resistance may decrease, while if it exceeds 78 area %, voids that become the starting points of cracks are generated in the sintered body, and the chipping resistance may decrease.
- the content of cBN particles is more preferably 50 area % or more and 75 area % or less.
- the cBN content is determined as follows. As in the case of determining the average particle size of cBN particles, the mirror-finished surface or cross section of the cBN sintered body is observed by SEM at a magnification of 5000 times, and the cBN particles in the obtained observation area are extracted by binarization processing of image processing software.
- a process is performed to separate the parts where the cBN particles are thought to be in contact with each other, for example, watershed image processing is used to separate the cBN particles that are thought to be in contact with each other, and then the area occupied by the cBN particles is calculated, and the area ratio of the cBN particles in the observation area is calculated, and this is performed for any three or more observation areas, and the average value of the values obtained in each observation area is the content of the cBN particles.
- the size of the observation area is preferably the same as that when the average particle size of the cBN particles is determined, and may be the same as the observation area for determining the average particle size of the cBN particles.
- the area ratio occupied by cBN can also be determined by image processing software, and may be performed by the same image processing software as the binarization processing, watershed image processing, and measurement of the maximum Feret's diameter, or may be performed by different software.
- an XY coordinate that encompasses the entire cBN particle is set.
- the X axis is parallel to the maximum Feret diameter, and the coordinates of the outer periphery of the cBN particle are measured over the entire circumference of the outer periphery of the cBN particle at intervals d (d is an arbitrary value between 4.5 nm and 6.5 nm) in the X axis direction.
- the coordinates are measured for both above and below the maximum Feret diameter (the coordinates above the maximum Feret diameter are (x i , yu i ), and the coordinates below the maximum Feret diameter are (x i , yl i ).
- i 1 to n
- n [maximum Feret diameter/d]
- [ ] is the Gauss symbol
- d is the interval between adjacent x j + 1 and x j
- x j + 1 - x j d).
- Adjacent coordinates on both the upper and lower sides of the maximum Feret's diameter are connected by straight lines to define a contour line.
- the contour approximation line is obtained by averaging the coordinates of the periphery of the cBN particle obtained in (3-1) above as follows: The coordinates of the outer periphery of the cBN particle for which the average value is to be calculated and the coordinates of the contour line of 25 points each in the negative and positive directions of the X-axis with the coordinates as the origin, for a total of 51 points, are averaged to obtain the coordinates of the contour approximation line.
- FIG. 3 is a schematic diagram showing the aforementioned coordinates (x i , yui ) and coordinates (P j , Q j ), and "
- Figure 4 is an enlarged partial view of Figure 2, which shows an example of the contour line and the contour approximation line. Note that the binder phase particles are not shown in Figures 2 to 4.
- a cBN particle (1) forms an interface with the binder phase, which is an aggregate of binder phase particles (2), around it.
- the cBN particle and the binder phase are firmly bonded together by the anchor effect brought about by the irregularities of a specific shape around the cBN particle.
- These particular shaped recesses and protrusions refer to the unevenness (6) formed by the contour line (4) and contour approximation line (5) of the cBN particle.
- the average roughness of each of the projections and recesses is less than 13 nm, the amount of projections and recesses that create an anchor effect between the cBN particles and the binder phase will be insufficient, and toughness will not improve. On the other hand, if it exceeds 28 nm, the recesses will act as notches that cause cracks in the cBN particles, and chipping resistance will decrease when used as a tool base for a cutting tool.
- the sum of the areas of the cBN particles in which the average roughness of each of the uneven portions is 13 nm or more and 28 nm or less is 50% or more and 90% or less of the total area of all the cBN particles in the sintered body (it is even more preferable that it is 60% or more and 70% or less).
- the sum of the areas of the cBN particles having an average roughness of 15 nm or more and 25 nm or less accounts for 45% or more and 70% or less of the area of all the cBN particles (it is even more preferable that it is 50% or more and 70% or less).
- the sum of the areas of the cBN particles having an average roughness of 13 nm or more and 28 nm or less is 50% or more and 90% or less (even more preferably 60% or more and 70% or less) of the total area of all the cBN particles in the sintered body, and that the sum of the areas of the cBN particles having an average roughness of 15 nm or more and 25 nm or less is 45% or more and 70% or less (even more preferably 50% or more and 70% or less) of the total area of all the cBN particles.
- the ratio of the total area of cBN particles with an average roughness of 13 nm to 28 nm (or 15 nm to 25 nm) to the total area of all cBN particles in the observation region is determined.
- the size of the observation region is set so that it contains 60 or more cBN particles. This ratio is treated as the ratio to all cBN particles in the cBN sintered body.
- the area of each uneven portion can be obtained by a known method such as the Monte Carlo method.
- cBN particles having a total number of projections and recesses (m) of less than 15 are not used in the calculation of the average roughness because the total number of projections and recesses is insufficient, resulting in a large error in the average roughness.
- the number of cBN particles having m of less than 15 in the observation region is as small as 5% or less, and excluding them from the calculation of the average roughness does not affect the results.
- binding phase is an aggregate of particulate binding phase particles, and the average particle size of the binding phase particles is preferably 100 nm or more and 230 nm or less. The reason is that if it is less than 100 nm, the thermal conductivity in the binding phase decreases, and the wear resistance decreases, while if it exceeds 230 nm, pores tend to remain in the sintered body during sintering, and the chipping resistance decreases.
- the average particle size of the binding phase particles is more preferably 130 nm or more and 200 nm or less.
- the average particle size of the binder phase particles is determined as follows. As in the case of determining the average particle size of cBN particles, the surface or cross section of the cBN sintered body is observed by SEM, and in the observation image at a magnification (for example, magnification: 50,000 times) at which the binder phase particles are clearly visible, the boundary at which the brightness of the binder phase particles changes is taken as the grain boundary of the binder phase particles, and the grain boundary is extracted by performing binarization processing of the image processing software so that the software using this grain boundary can clearly detect it, and the maximum Feret diameter of each binder phase particle is taken as the diameter of each binder phase particle.
- image processing software used to determine the diameter of the binder phase particles but for example, Image J can be used.
- Each binder phase particle is assumed to be an ideal sphere having this diameter, and the cumulative volume is calculated based on the volume of each particle, and a graph is drawn based on this cumulative volume with the vertical axis representing volume percentage (%) and the horizontal axis representing diameter (nm), and the diameter at which the volume percentage is 50% is taken as the average particle size of the binder phase particles in that image. This is performed for any three or more observation areas, and the average value is taken as the average particle size (nm, this average particle size is called D50) of the binder phase particles.
- the length (nm) per pixel is set using a scale value previously known from the SEM. It is preferable that the observation region is a region in which at least 30 binder phase particles are observed.
- the main component of the binder phase can be prepared using raw material powders known as binder phase materials, such as TiN powder, TiC powder, TiCN powder, and TiAl3 powder.
- the binder phase contains Al compounds such as AlN, Al2O3 , and AlB2 , and the ratio of the area occupied by them to the entire cBN sintered body is preferably 1 area% or more and 12 area% or less.
- the reason is that if it is less than 1 area%, the reaction between the cBN particles and the binder phase is insufficient, resulting in a decrease in toughness, while if it exceeds 12 area%, the generation of Al compounds with low hardness is excessive, resulting in a decrease in fracture resistance when used as a tool base for a cutting tool.
- the Al compounds are present at the grain boundaries separated from the binder phase particles.
- the ratio of the area occupied by the Al compound in the cBN sintered compact is calculated from an Al element mapping image obtained by analyzing the surface or cross-sectional structure of the cBN sintered compact by Auger Electron Spectroscopy (hereinafter referred to as AES).
- AES Auger Electron Spectroscopy
- the overlapping portion of the Al element and elements other than Al is extracted as an Al compound by image processing using any image processing software, and the area occupied by the Al compound in the observation region is calculated by image analysis to obtain the area ratio. This is performed for any three or more observation regions, and the average value of the calculated area ratios of each Al compound is obtained as the area occupied by the Al compound in the cBN sintered compact.
- An example of the observation region used for image processing is a size of about 5.0 x 103 nm x 3.0 x 103 nm.
- raw material powders of components constituting the binder phase As raw materials that will be the main part of the binder phase, TiN powder, TiC powder, TiCN powder, and TiAl3 powder are prepared. These powders are used as particle size adjusted crushed powders and coarse grain raw material powders.
- the pre-heat-treated powder prepared above is molded under a predetermined pressure to produce a molded body, which is then heat-treated in a vacuum atmosphere to obtain a heat-treated body, which is then crushed in an alumina mortar to obtain a post-heat-treatment powder.
- the sintered body raw material powder obtained above is molded at a prescribed pressure to produce a molded body, and this molded body is pre-sintered in a vacuum atmosphere, and then sintered at a pressure of 4 GPa and a temperature in the range of 1200 to 1600°C, for example, to produce a cBN sintered body of one embodiment of the present invention.
- a cBN sintered body having cBN particles and a binder phase The average particle size of the cBN particles is 1000 nm or more and 6000 nm or less, the sum of the areas of the cBN particles having an average roughness of 13 nm or more and 28 nm or less formed by their contour lines and contour approximation lines on the surface or cross section of the sintered body is 45% or more and 90% or less of the total area of all the cBN particles in the sintered body;
- the cBN sintered body is characterized in that the binder phase is an aggregate of binder phase particles having an average particle size of 100 nm or more and 230 nm or less, and contains an Al compound, and the Al compound accounts for 1 area % or more and 12 area % or less of the entire cBN sintered body.
- Appendix 2 The cBN sintered body described in Appendix 1, characterized in that the sum of the areas of the cBN grains having an average roughness of each of the uneven portions of 13 nm or more and 28 nm or less is 50% or more and 90% or less of the total area of all the cBN grains in the sintered body.
- Appendix 3 The cBN sintered body according to claim 1 or 2, characterized in that the sum of the areas of the cBN grains having an average roughness of each of the projections and recesses of 13 nm or more and 28 nm or less is 60% or more and 70% or less of the total area of all the cBN grains in the sintered body.
- (Appendix 4) The cBN sintered body according to any one of appendixes 1 to 3, characterized in that the sum of the areas of the cBN particles having an average roughness of each of the uneven portions of 15 nm or more and 25 nm or less is 45% or more and 70% or less of the total area of all the cBN particles in the sintered body.
- (Appendix 5) The cBN sintered body according to any one of appendixes 1 to 4, characterized in that the sum of the areas of the cBN particles having an average roughness of each of the uneven portions of 15 nm or more and 25 nm or less is 50% or more and 70% or less of the total area of all the cBN particles in the sintered body.
- TiN powder and TiAl 3 powder were prepared, and each powder was pulverized in a ball mill, and then classified using a centrifugal separation method to prepare particle size-adjusted pulverized powders having an average particle size range of 50 to 100 nm as shown in Table 1.
- cBN powder was blended with the grain-size-adjusted pulverized powder as a hard phase raw material, wet-mixed, and the dried powder was press-molded to a diameter of 50 mm x thickness of 1.5 mm at a molding pressure of 1 MPa.
- this molded body was heat-treated at 1200°C in a vacuum atmosphere with a pressure of 1 Pa or less . The obtained heat-treated body was crushed in an alumina mortar to obtain a heat-treated powder.
- the resulting sintered body raw material powder was then press molded at a molding pressure of 1 MPa to dimensions of 50 mm diameter x 1.5 mm thickness, and this molded body was then temporarily sintered at 1000°C in a vacuum atmosphere with a pressure of 1 Pa or less. It was then loaded into an ultra-high pressure sintering apparatus and sintered at a pressure of 4 GPa, a temperature of 1400°C, and the sintering time shown in Table 1 to produce example sintered bodies 1 to 8 shown in Table 2.
- the manufacturing process for the sintered body of the above example was carried out in a non-oxidizing atmosphere, since it is preferable to prevent oxidation of the raw material powder in the process up to ultra-high pressure sintering.
- raw powders of TiN powder and TiAl 3 powder were prepared, mixed in a predetermined mass ratio as shown in Table 1, and pulverized using a ball mill in the same manner as in the embodiment to prepare a particle size-adjusted pulverized powder for producing a cBN sintered body of the comparative example.
- cBN powder was blended, wet mixed in the same manner as in the embodiment, and the dried pre-heat-treated powder was molded and heat-treated in a vacuum atmosphere.
- the heat-treated body was crushed in an alumina mortar, and the separately prepared coarse raw powders of TiN and TiAl 3 with average particle sizes shown in Table 1 were blended in the same proportions as in the embodiment (100-mass% of the particle size-adjusted pulverized powder) shown in Table 1, and the following comparative sintered bodies 1 to 9 shown in Table 2 were produced in the same manner as in the production of the sintered bodies 1 to 8 of the present invention.
- the comparative sintered bodies were produced in a non-oxidizing atmosphere as in the production of the sintered bodies of the embodiment.
- the extraction of cBN particles was carried out using Image J (version 1.44p) as image processing software, and the secondary electron images obtained by the SEM were automatically binarized using the minimum method, followed by a series of operations including measurement of grain size, calculation of the area ratio, and definition of the contour line.
- the interval d when determining the contour line and contour approximation line was set to 5.5 nm.
- area percentage 1 (%) indicates the percentage of the sum of the areas of cBN particles whose uneven parts have an average roughness of 13 nm or more and 28 nm or less in the sum of the areas of all cBN particles
- area percentage 2 (%) indicates the percentage of the sum of the areas of cBN particles whose average roughness is 15 nm or more and 25 nm or less in the sum of the areas of all cBN particles.
- the content of Al compounds was calculated from the Al element mapping image obtained by analysis using AES spectroscopy.
- the portion where the Al element overlaps with elements other than Al was taken as the Al compound, and extracted by image processing using Image J (version 1.44p), and the area occupied by the Al compound in the observation region was calculated by image analysis to obtain the area ratio. This was performed for any three or more observation regions, and the average value of the calculated area ratios of each Al compound was obtained as the content of Al compounds in the cBN sintered body.
- the size of the observation region was (5.0 x 103 nm) x (3.8 x 103 nm).
- the sintered bodies 1-8 of the examples and 1-9 of the comparative examples were cut to the specified dimensions using a wire electric discharge machine.
- the insert body was made of WC-based cemented carbide (composition: Co: 5% by mass, TaC: 5% by mass, WC and unavoidable impurities: remainder) with an insert shape conforming to ISO standard CNGA120408.
- the brazing material (composition of brazing material: Cu: 26% by mass, Ti: 5% by mass, Ag and unavoidable impurities: remainder) was brazed to the brazing part (corner part) of the insert body, and the top and bottom surfaces and outer circumference were polished and honed to produce cutting tools 1-8 of the examples and cutting tools 1-9 of the comparative examples, each with an insert shape conforming to ISO standard CNGA120408.
- Example cutting tools 1-8 and Comparative example cutting tools 1-9 were prepared for Example cutting tools 1-8 and Comparative example cutting tools 1-9 under the following cutting conditions.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
L'invention concerne un compact fritté de cBN dans lequel la taille moyenne des particules de cBN va de 1 000 à 6 000 nm. Sur la surface ou la section transversale du compact fritté, la somme des zones de particules de cBN dans lesquelles la rugosité moyenne d'une partie concavo-convexe formée par la ligne de contour et la ligne d'approximation de contour de celle-ci est de 13 à 28 nm et constitue de 45 à 90 % de la surface totale de toutes les particules de cBN dans le compact fritté. Le compact fritté de cBN a une phase liée qui est un agrégat de particules de phase liée ayant une taille de particule moyenne de 100 à 230 nm et contient un composé d'Al, le composé d'Al occupant de 1 à 12 % de la surface totale du compact fritté de cBN.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022201949 | 2022-12-19 | ||
| JP2022-201949 | 2022-12-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024135429A1 true WO2024135429A1 (fr) | 2024-06-27 |
Family
ID=91588621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/044175 WO2024135429A1 (fr) | 2022-12-19 | 2023-12-11 | COMPACT FRITTÉ DE cBN ET OUTIL DE COUPE |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024135429A1 (fr) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008517868A (ja) * | 2004-10-29 | 2008-05-29 | エレメント シックス (プロダクション)(プロプライエタリィ) リミテッド | 立方晶系窒化硼素成形体 |
| JP2015044259A (ja) * | 2013-08-27 | 2015-03-12 | 三菱マテリアル株式会社 | 耐欠損性にすぐれた立方晶窒化硼素焼結体切削工具 |
| JP2018145020A (ja) * | 2017-03-01 | 2018-09-20 | 三菱マテリアル株式会社 | cBN焼結体および切削工具 |
| WO2021182462A1 (fr) * | 2020-03-13 | 2021-09-16 | 三菱マテリアル株式会社 | Matériau composite dur |
| WO2021182463A1 (fr) * | 2020-03-13 | 2021-09-16 | 三菱マテリアル株式会社 | Matériau composite dur |
| JP2021151943A (ja) * | 2020-03-25 | 2021-09-30 | 三菱マテリアル株式会社 | cBN焼結体および切削工具 |
| WO2022210771A1 (fr) * | 2021-03-31 | 2022-10-06 | 三菱マテリアル株式会社 | Embout d'excavation, et outil d'excavation |
-
2023
- 2023-12-11 WO PCT/JP2023/044175 patent/WO2024135429A1/fr unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008517868A (ja) * | 2004-10-29 | 2008-05-29 | エレメント シックス (プロダクション)(プロプライエタリィ) リミテッド | 立方晶系窒化硼素成形体 |
| JP2015044259A (ja) * | 2013-08-27 | 2015-03-12 | 三菱マテリアル株式会社 | 耐欠損性にすぐれた立方晶窒化硼素焼結体切削工具 |
| JP2018145020A (ja) * | 2017-03-01 | 2018-09-20 | 三菱マテリアル株式会社 | cBN焼結体および切削工具 |
| WO2021182462A1 (fr) * | 2020-03-13 | 2021-09-16 | 三菱マテリアル株式会社 | Matériau composite dur |
| WO2021182463A1 (fr) * | 2020-03-13 | 2021-09-16 | 三菱マテリアル株式会社 | Matériau composite dur |
| JP2021151943A (ja) * | 2020-03-25 | 2021-09-30 | 三菱マテリアル株式会社 | cBN焼結体および切削工具 |
| WO2022210771A1 (fr) * | 2021-03-31 | 2022-10-06 | 三菱マテリアル株式会社 | Embout d'excavation, et outil d'excavation |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6853951B2 (ja) | cBN焼結体および切削工具 | |
| CN105283570B (zh) | 金属陶瓷和切削工具 | |
| JP6032409B2 (ja) | 立方晶窒化ほう素基超高圧焼結体を工具基体とする切削工具、表面被覆切削工具 | |
| JP2021151943A (ja) | cBN焼結体および切削工具 | |
| JP6198142B2 (ja) | 立方晶窒化ホウ素基超高圧焼結材料製切削工具 | |
| WO2024135429A1 (fr) | COMPACT FRITTÉ DE cBN ET OUTIL DE COUPE | |
| JP6968341B2 (ja) | 微細構造組織を有する立方晶窒化ほう素基焼結体および切削工具 | |
| WO2024128178A1 (fr) | Corps fritté en cbn et outil de coupe | |
| JP5804448B2 (ja) | 立方晶窒化ほう素基超高圧焼結体およびこれを工具基体とする切削工具、表面被覆切削工具 | |
| CN111801304B (zh) | cBN烧结体及切削工具 | |
| JP5312095B2 (ja) | 切削工具 | |
| JP7096977B2 (ja) | cBN焼結体および切削工具 | |
| JP7377463B2 (ja) | cBN焼結体および切削工具 | |
| JP6933017B2 (ja) | 立方晶窒化ほう素基焼結体および切削工具 | |
| JP2020131293A (ja) | 立方晶窒化ほう素基焼結体製切削工具 | |
| EP3936264A1 (fr) | Pièce frittée de nitrure de bore cubique et outil de coupe | |
| JP7161670B2 (ja) | 立方晶窒化ほう素基焼結体および切削工具 | |
| JP6986232B2 (ja) | 立方晶窒化ほう素基焼結体及びこれからなる切削工具 | |
| JP2024124819A (ja) | cBN焼結体 | |
| EP4079429A1 (fr) | Outil de coupe | |
| WO2022196637A1 (fr) | Outil de coupe doté d'un revêtement de surface | |
| JP2022142894A (ja) | cBN焼結体 | |
| JP2024138951A (ja) | cBN焼結体 | |
| JP2020001990A (ja) | cBN焼結体および切削工具 | |
| WO2024126492A1 (fr) | Outil de coupe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23906794 Country of ref document: EP Kind code of ref document: A1 |