WO2024128244A1 - スクリュー用母材、スクリューとその製造方法 - Google Patents
スクリュー用母材、スクリューとその製造方法 Download PDFInfo
- Publication number
- WO2024128244A1 WO2024128244A1 PCT/JP2023/044585 JP2023044585W WO2024128244A1 WO 2024128244 A1 WO2024128244 A1 WO 2024128244A1 JP 2023044585 W JP2023044585 W JP 2023044585W WO 2024128244 A1 WO2024128244 A1 WO 2024128244A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- screw
- base material
- pure titanium
- hardness
- screw base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/02—Inorganic materials
- A61L27/04—Metals or alloys
- A61L27/06—Titanium or titanium alloys
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C8/00—Means to be fixed to the jaw-bone for consolidating natural teeth or for fixing dental prostheses thereon; Dental implants; Implanting tools
- A61C8/0012—Means to be fixed to the jaw-bone for consolidating natural teeth or for fixing dental prostheses thereon; Dental implants; Implanting tools characterised by the material or composition, e.g. ceramics, surface layer, metal alloy
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/56—Surgical instruments or methods for treatment of bones or joints; Devices specially adapted therefor
- A61B17/58—Surgical instruments or methods for treatment of bones or joints; Devices specially adapted therefor for osteosynthesis, e.g. bone plates, screws or setting implements
- A61B17/68—Internal fixation devices, including fasteners and spinal fixators, even if a part thereof projects from the skin
- A61B17/84—Fasteners therefor or fasteners being internal fixation devices
- A61B17/86—Pins or screws or threaded wires; nuts therefor
- A61B17/866—Material or manufacture
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/02—Inorganic materials
- A61L31/022—Metals or alloys
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/14—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/56—Making machine elements screw-threaded elements
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C8/00—Means to be fixed to the jaw-bone for consolidating natural teeth or for fixing dental prostheses thereon; Dental implants; Implanting tools
- A61C8/0018—Means to be fixed to the jaw-bone for consolidating natural teeth or for fixing dental prostheses thereon; Dental implants; Implanting tools characterised by the shape
- A61C8/0022—Self-screwing
Definitions
- the present invention relates to a base material for a screw or a screw and a manufacturing method thereof, in particular a base material for a medical screw or a medical screw and a manufacturing method thereof, more particularly a base material for a medical anchor screw or a medical anchor screw and a manufacturing method thereof, and further particularly a base material for an anchor screw for orthodontics or an anchor screw for orthodontics and a manufacturing method thereof.
- Titanium medical screws have become important in medical implants. Most of them are made of alloy titanium (Ti64). Alloy titanium (e.g. Ti-6Al-4V) has had problems with allergies due to the alloying elements, especially vanadium.
- titanium alloys such as Ti-6Al-4V
- Ti-6Al-4V are not only inferior in corrosion resistance to pure titanium, but also cause the added elements aluminum and vanadium to dissolve, resulting in the introduction of impurities. Therefore, titanium alloys cannot be used and pure titanium screws are used.
- pure titanium has low strength, so the lack of strength is compensated for by increasing the size of the screws or the number of screws, and there is a demand to improve the strength of the pure titanium itself.
- Patent Documents 1 and 2 show that swaging the titanium or titanium alloy used as an implant improves its mechanical properties. Patent Document 1 also shows appropriate processing conditions and processing levels. However, Patent Documents 1 and 2 show the general advantages of processing strengthening common to plastic processing of metals, and indicate that a processing level of 20-80% is preferable, and that if it is more than 80%, it becomes brittle and cracks will occur during processing.
- Patent Document 2 discloses details regarding the characteristics of the processing style of swaging, the details are merely qualitative and cannot be said to be sufficient in terms of reliability.
- Patent Document 3 shows a technique for improving the mechanical properties of titanium by methods such as warm rolling, extrusion, and die forging. This technique uses an electro-conductive capping process (ECAP), which is one of the methods for refining and strengthening titanium crystals, to create a material by controlling the temperature while heating it from the surroundings, and then enhances the effect by rolling, which is the main secondary processing. In particular, it is characterized by the refinement and improvement of the isotropy of the crystals.
- ECAP electro-conductive capping process
- Patent Document 4 also shows that titanium can be refined by multi-axis forging (MDF), and then rolled or processed into a line shape, and that the strength can be increased by setting the processing temperature at 70°C or less. Furthermore, Non-Patent Document 1 discloses that for pure titanium types 1 to 4, the starting material is refined by changing the structure through heat treatment such as quenching, and then further strengthened by general plastic processing.
- MDF multi-axis forging
- Patent Document 5 uses a processing method called hydrostatic extrusion, but as shown in Non-Patent Document 2, in this hydrostatic extrusion, there are parts (periphery) where the grain flow line during processing is not parallel to the central axis of the material, and the characteristics differ depending on the part of the material, making it difficult to obtain uniform characteristics.
- the central axis is subject to axial elongation deformation
- the surface area, which receives a tangential force from the die is dominated by shear deformation, so the characteristics differ depending on the part of the material. This is also the case with drawing, which receives a large tangential force from the die during processing.
- the maximum value of the specific strength of the orientation changes between the center and the periphery, and when averaged over the cross section, the maximum value of the specific strength does not exceed 3, making it impossible to obtain the required characteristics.
- Patent Document 6 discloses that high-strength, filamentous crystal pure titanium can be produced only by providing the following steps. (1) adjusting the grain orientation of pure titanium by one or two equal-diameter angular extrusions to obtain a titanium bar; (2) performing rotary forging on the titanium bar obtained in step (1) multiple times and then cutting the bar to obtain a titanium plate having a rectangular cross section; (3) subjecting the titanium plate to an annealing-controlled rolling process in a cycle; and (4) annealing the titanium plate.
- Patent Document 6 can obtain pure titanium with high toughness, it requires a complicated process. Because of the complicated process, the grain flow of the obtained titanium material also has a complicated flow. Furthermore, the process is complicated, such as crystals being precipitated and grown in the pure titanium by annealing (heat treatment), and it is difficult to obtain a material with stable properties in the same material as a whole or between lots.
- Non-Patent Document 3 can be cited as an example of drawing processing (see especially the description on page 94 of Non-Patent Document 3).
- Pure titanium is the metal with the lowest risk of allergies, but compared to alloy titanium, it lacks the tensile strength and torsional breaking strength required for medical screws. Since minimal invasiveness is required, increasing strength by increasing size is not desirable, and the material itself needs to be strong.
- CP titanium commercially pure titanium
- the object of the present invention is to provide a pure titanium screw base material or a pure titanium screw, particularly a medical screw base material or a medical screw, more particularly a medical anchor screw base material or a medical anchor screw, and even more particularly an orthodontic anchor screw base material or an orthodontic anchor screw, that has sufficient strength comparable to that of a titanium alloy.
- Another object of the present invention is to provide a method for producing the pure titanium screw base material or the pure titanium screw, etc., other than or in addition to the above object.
- an object of the present invention is to provide a manufacturing method that can manufacture the above-mentioned pure titanium screw base material or pure titanium screw, etc., from commercially available pure titanium bar material or wire material without going through a special process such as massive strain processing, and that can manufacture the above-mentioned pure titanium screw base material or pure titanium screw, etc., using a stable and highly reliable management method in terms of production.
- an object of the present invention is to provide a pure titanium screw base material or a pure titanium screw having a substantially cylindrical pure titanium screw base material or a substantially circular cross section perpendicular to the axial direction, with the hardness of the central portion and the outer periphery of the substantially circular cross section being substantially the same, thereby providing, for example, the torsional break torque and wear resistance required for a self-drilling screw, specifically the desired hardness, and to provide a method for manufacturing said pure titanium screw base material or pure titanium screw.
- an object of the present invention is to provide a pure titanium screw base material or a pure titanium screw that has the wear resistance, specifically hardness, more specifically surface hardness and/or internal hardness, required for self-drilling, and that has strength against torsional torque, specifically torsional breaking strength, other than or in addition to the above object, and to provide a method for manufacturing said pure titanium screw base material or pure titanium screw. Furthermore, an object of the present invention is to provide a method for producing a pure titanium screw base material or a pure titanium screw with a relatively small number of steps, which can obtain a material having stable properties throughout the same material or between lots, other than or in addition to the above object.
- the term "(1 0 -1 0) plane" will be described later.
- the oxygen content is preferably 0.2 to 0.4 wt%, preferably 0.25 to 0.38 wt%, more preferably 0.28 to 0.37 wt%, and most preferably 0.29 to 0.36 wt%.
- the crystallite size of the pure titanium is 280 ⁇ or less, preferably 270 ⁇ or less, and more preferably 260 ⁇ or less.
- the composition has at least one, two, or three of the following characteristics i) to iii): Property i): tensile strength of 800 MPa or more, preferably 860 MPa or more, more preferably 920 MPa or more; Characteristic ii): Surface hardness of 200 HV or more, preferably 220 HV or more, more preferably 240 HV or more; Characteristic iii): Reduction in area is 45% or more, preferably 50% or more, and more preferably 60% or more.
- the pure titanium is preferably selected from the group consisting of pure titanium type 2, pure titanium type 3, pure titanium type 4, and pure titanium having crystal grains refined to 1 ⁇ m or less.
- the pure titanium may be type 4 pure titanium.
- the screw base material or the screw is a screw, particularly a self-drilling screw, and the aspect ratio of the titanium crystals in a plane parallel to the axial direction of the screw and including the axis is larger in the center than in the outer periphery, preferably the aspect ratio of the center is 1.10 to 1.50 times the aspect ratio of the outer periphery, more preferably 1.20 to 1.50 times the aspect ratio of the outer periphery, and most preferably 1.30 to 1.50 times the aspect ratio of the outer periphery.
- the screw base material or the screw is a screw, particularly a self-drilling screw, and has a surface hardness and/or an internal hardness (specifically, the hardness of the central portion and/or the hardness of the outer periphery) of 250 HV or more, preferably 270 HV or more, specifically 270 to 340 HV, more preferably 290 HV or more, specifically 290 to 320 HV.
- the screw base material or the screw may be a medical anchor screw base material or a medical anchor screw.
- the base material for a screw or the screw may be a base material for an anchor screw for orthodontics or an anchor screw for orthodontics.
- the method for producing a screw further comprises the steps of: ⁇ 14>
- the screw shape may be imparted by cutting a substantially cylindrical screw base material.
- the step of forming a screw head by pressing the screw base material at 250° C. or less may be included.
- the pure titanium material has an oxygen content of 0.2 to 0.4 wt%, preferably 0.25 to 0.38 wt%, more preferably 0.28 to 0.37 wt%, and most preferably 0.29 to 0.36 wt%, when its total weight is 100 wt%.
- the crystallite size of the pure titanium material is 280 ⁇ or less, preferably 270 ⁇ or less, and more preferably 260 ⁇ or less.
- the crystallite size of the pure titanium in the substantially cylindrical screw base material or the substantially cylindrical screw is 280 ⁇ or less, preferably 270 ⁇ or less, and more preferably 260 ⁇ or less.
- the substantially cylindrical screw base material or the substantially cylindrical screw may have at least one, two, or three of the following properties i) to iii): Property i): tensile strength of 800 MPa or more, preferably 860 MPa or more, more preferably 920 MPa or more; Characteristic ii): Surface hardness of 200 HV or more, preferably 220 HV or more, more preferably 240 HV or more; Characteristic iii): Reduction in area is 45% or more, preferably 50% or more, and more preferably 60% or more.
- the pure titanium material is preferably selected from the group consisting of pure titanium type 2, pure titanium type 3, pure titanium type 4, and pure titanium having crystal grains refined to 1 ⁇ m or less.
- the pure titanium material may be type 4 pure titanium.
- the screw base material or the screw is a screw, particularly a self-drilling screw, and the aspect ratio of the titanium crystals in a plane parallel to the axial direction of the screw and including the axis is larger in the center than in the outer periphery, preferably the aspect ratio of the center is 1.10 to 1.50 times the aspect ratio of the outer periphery, more preferably 1.20 to 1.50 times the aspect ratio of the outer periphery, and most preferably 1.30 to 1.50 times the aspect ratio of the outer periphery.
- the screw base material or the screw is a screw, particularly a self-drilling screw, and the surface hardness and/or internal hardness (specifically, the hardness of the central portion and/or the hardness of the outer periphery) is 250 HV or more, preferably 270 HV or more, specifically 270 to 340 HV, more preferably 290 HV or more, specifically 290 to 320 HV.
- the screw base material or the screw may be a medical anchor screw base material or a medical anchor screw.
- the base material for a screw or the screw may be a base material for an anchor screw for orthodontics or an anchor screw for orthodontics.
- the present invention makes it possible to provide a pure titanium screw base material or a pure titanium screw, particularly a medical screw base material or a medical screw, more particularly a medical anchor screw base material or a medical anchor screw, and even more particularly an orthodontic anchor screw base material or an orthodontic anchor screw, that has sufficient strength comparable to that of a titanium alloy.
- the present invention in addition to or in addition to the above-mentioned effects, it is possible to provide a method for manufacturing the pure titanium screw base material or the pure titanium screw, etc.
- the present invention can provide a manufacturing method that can manufacture the above-mentioned pure titanium screw base material or pure titanium screw, etc. from commercially available pure titanium bar material or wire material without going through a special process such as massive strain processing, and can also manufacture the above-mentioned pure titanium screw base material or pure titanium screw, etc., using a stable and highly reliable management method in terms of production.
- the present invention can provide a pure titanium screw base material or a pure titanium screw having a substantially circular cross section perpendicular to the axial direction of a substantially cylindrical pure titanium screw base material or a substantially circular cross section having substantially the same hardness at the center and the outer periphery, and can provide a pure titanium screw base material or a pure titanium screw having the torsional breaking torque and wear resistance required for a self-drilling screw, specifically the desired hardness, and can provide a method for manufacturing the pure titanium screw base material or the pure titanium screw.
- the present invention can provide a pure titanium screw base material or a pure titanium screw that has the wear resistance, specifically hardness, more specifically surface hardness and/or internal hardness, required for self-drilling, and strength against torsional torque, specifically torsional breaking strength, other than or in addition to the above effects. It can also provide a method for manufacturing the pure titanium screw base material or the pure titanium screw. Furthermore, according to the present invention, in addition to or in addition to the above-mentioned effects, a method for producing a pure titanium screw base material or a pure titanium screw with relatively few steps can be provided, which produces a material having stable properties across the entire material or between lots.
- FIG. 1 is a graph showing the crystallite size ( ⁇ ) on the horizontal axis and the tensile strength (MPa) on the vertical axis for the rod-shaped processed base material obtained in the examples.
- FIG. 1 is a graph showing the crystallite size ( ⁇ ) on the horizontal axis and the tensile strength (MPa) on the vertical axis for the rod-shaped processed base material obtained in the examples.
- FIG. 1 is a graph showing the crystallite size ( ⁇ ) on the horizontal axis and the surface hardness (HV) on the vertical axis for the rod-shaped processed base material obtained in the examples.
- FIG. 1 is a graph showing the crystallite size ( ⁇ ) on the horizontal axis and the reduction in area (%) on the vertical axis for the rod-shaped processed base material obtained in the examples.
- FIG. 1 is a graph showing true strain ⁇ on the horizontal axis and crystallite size ( ⁇ ) on the vertical axis for the rod-shaped processed base material obtained in the examples. This is a graph showing true strain ⁇ on the horizontal axis and maximum specific strength (orientation) on the vertical axis for the rod-shaped processed base material obtained in the examples.
- FIG. 1 is a diagram showing the points at which the "internal hardness", i.e., the hardness of the center and the hardness of the outer periphery, were measured in a substantially circular cross section perpendicular to the axial direction of a rod-shaped processed base material. This is a photograph of the heads after processing the base materials obtained using material CP-T4 with true strain of 0 and true strain of 2.65.
- FIG. 2 is a diagram showing a schematic diagram of the measured surface and the locations thereof for the screw of the present invention, as well as the results of the aspect ratio of the obtained titanium crystals.
- the present application provides a substantially cylindrical pure titanium screw base material, a substantially cylindrical pure titanium screw, a method for manufacturing the screw base material, and a method for manufacturing the screw. Each of these will be explained in turn below.
- ⁇ Screw base material> The present application provides a substantially cylindrical pure titanium screw base material, in which the maximum value of the specific strength of the orientation of the (1 0 -1 0) plane in the axial direction of the substantially cylindrical screw base material is 3 or more, preferably 4 or more, and more preferably 5 or more.
- the maximum value of the specific strength of the orientation is 15 or less, preferably 12 or less, and more preferably 10 or less.
- the phrase “(1 0 -1 0)" in this specification is usually expressed as (X) below. However, for the sake of convenience, the phrase “(1 0 -1 0)" will be used in this specification.
- the term “approximately cylindrical” not only includes a cylindrical shape, but also a so-called truncated cone shape in which the side surface is inclined along the axial direction of the cylinder.
- “Made of pure titanium” does not only mean titanium that does not contain any impurities, but also may be pure titanium type 1, pure titanium type 2, pure titanium type 3, or pure titanium type 4 according to the JIS standard, or may be pure titanium with crystal grains refined to 1 ⁇ m or less.
- the material of "pure titanium” is preferably selected from the group consisting of pure titanium type 2, pure titanium type 3, pure titanium type 4, and pure titanium with crystal grains refined to 1 ⁇ m or less.
- the maximum value of the specific orientation strength of the (1 0 -1 0) plane in the axial direction of the substantially cylindrical shape is 3 or more. Moreover, the maximum value is preferably 4 or more, more preferably 5 or more. Moreover, the maximum value of the specific orientation strength is 15 or less, preferably 12 or less, more preferably 10 or less.
- the term "axial direction" is synonymous with the length direction of a substantially cylindrical shape. Pure titanium is usually isotropic (or equiaxed crystal), but can be given orientation by processing. This orientation can give the screw base material properties that cannot be obtained with an isotropic (or equiaxed crystal) structure.
- a specific crystal plane is preferentially arranged in the axial direction by applying a force perpendicular to the outer circumferential surface of the raw material to obtain a roughly cylindrical screw base material with a circular cross section toward the center of the material. This generally increases the strength in the axial direction, and can improve the tensile strength of the screw base material and the screw formed from the base material.
- the idea was to create a pole figure for the characteristic crystal plane (1 0 -1 0) of pure titanium, which is a close-packed hexagonal crystal, in the direction perpendicular to the cross section of the roughly cylindrical material (axial direction), and determine the maximum specific intensity within that. This is the "maximum value of the specific intensity of the orientation of the (1 0 -1 0) plane in the axial direction of the roughly cylindrical shape.”
- Pole figures show how certain crystal planes of a material are distributed in a cross section, and their intensity is generally shown as contour diagrams or shades.
- the ratio of the intensity of the darkest part to the average is the maximum specific intensity. The higher the specific intensity, the greater the orientation (also called anisotropy), and the closer it is to 1, the less orientation there is, and the distribution is isotropic or random.
- the maximum value of the specific intensity can be obtained by using X-ray diffraction (XRD) as mentioned above.
- XRD X-ray diffraction
- a BRUKER D8 ADVANCE X-ray diffractometer is used, a cobalt tube is used, and the output is a voltage of 35 kV and a current of 40 mA.
- a two-dimensional detector is used with a divergence slit diameter of 0.3 mm and a collimator diameter of 0.3 mm.
- the in-plane direction angle ⁇ of the sample was measured in 72 steps at 5 degree intervals around 360 degrees, and the range of the tilt angle ⁇ was measured starting at 15 degrees and ending at 45 degrees.
- the obtained measurement data was analyzed using the analysis software DIFFRAC.TEXTURE MRDB V4.1 (manufactured by BRUKER) to create pole figures of (1 0 -1 0) that show characteristic behavior in the orientation of pure titanium. This allows the direction in which the crystal plane is most likely to face to be determined by the intensity of the color.
- the maximum value of the relative intensity, with the average intensity of the entire pole figure set to 1, is the maximum specific intensity. When the material is isotropic (no orientation), there is little color shading, and when orientation appears, a dark area appears at a certain angle, and the relative intensity of that angle becomes high. The angle at which this intensity is maximum can also be found using a contour map.
- the "maximum value of the specific intensity of the orientation of the (1 0 -1 0) plane in the axial direction of the approximately cylindrical shape" is 3 or more, preferably 4 or more, and more preferably 5 or more.
- the hardness of the central portion and the hardness of the outer periphery in a substantially circular cross section perpendicular to the axial direction are substantially the same, and the difference between the hardness of the central portion and the hardness of the outer periphery is preferably within 15 HV, more preferably within 12 HV, and most preferably within 10 HV.
- the hardness of the center and the hardness of the outer periphery in a substantially circular cross section perpendicular to the axial direction of the screw base material or the screw may be collectively referred to as “internal hardness” or “internal hardness”.
- the hardness of the surface or exterior of a screw base material or a screw is sometimes called “surface hardness” or “external hardness”.
- hardness refers to Vickers hardness for both “internal hardness”, “surface hardness” and “external hardness”.
- the Vickers hardness can be measured by a conventional method, for example, in accordance with JIS Z 2244, using a Vickers hardness tester.
- the hardness of the center part in a substantially circular cross section perpendicular to the axial direction of the screw base material or the screw can be measured by polishing the center part.
- the hardness of the outer periphery in a substantially circular cross section perpendicular to the axial direction of the screw base material or the screw is measured at a position at a distance of 1/4 of the radius from the surface side toward the center.
- the "surface hardness” or “external hardness” can be determined by measuring the hardness of the surface or the surface that is exposed to the outside in the same manner as described above. When the surface is curved, it is preferable to scrape the curved surface slightly to make it flat, and then press an indenter into the flat surface to measure the Vickers hardness.
- the "surface hardness” or “external hardness” is 200 HV or more, preferably 220 HV or more, and more preferably 240 HV or more.
- the "surface hardness" or “external hardness” and/or the “internal hardness” is 250 HV or more, preferably 270 HV or more, specifically 270 to 340 HV, more preferably 290 HV or more, specifically 290 to 320 HV.
- a self-drilling screw is a screw that is fixed by drilling a hole in the object into which the screw is to be embedded with the tip of a drill while forming a female thread with the subsequent screw.
- a self-tapping screw is a screw that is fixed by drilling a pilot hole in the object into which the screw is to be embedded in advance, taking into consideration the formation of a female thread, and then screwing the screw into this hole.
- the screw base material or screw of the present invention has an oxygen content of 0.2 to 0.4 wt %, preferably 0.25 to 0.38 wt %, more preferably 0.28 to 0.37 wt %, and most preferably 0.29 to 0.36 wt %, when the total weight of the screw base material or screw is taken as 100 wt %.
- oxygen content 0.2 to 0.4 wt %, preferably 0.25 to 0.38 wt %, more preferably 0.28 to 0.37 wt %, and most preferably 0.29 to 0.36 wt %, when the total weight of the screw base material or screw is taken as 100 wt %.
- the amount of oxygen in the screw base material or screw of the present invention can be measured, for example, by the inert gas fusion-infrared absorption method in accordance with JIS H1620-1995 (Method for determining oxygen in titanium and titanium alloys).
- Screws particularly screws for medical use, require high strength and high toughness. These properties are also required for the base material for the screw.
- the tensile strength in the axial direction of the screw is important.
- the tensile strength should be 800 MPa or more, preferably 860 MPa or more, and more preferably 920 MPa or more.
- a strength of 820 MPa or more is preferable, and 950 MPa is even more preferable depending on the application.
- the tensile strength can be measured by an Amsler universal testing machine.
- a screw particularly a screw for medical use, needs to have a torsional shear strength when it is screwed in.
- the torsional shear strength is roughly proportional to the hardness of the material. Therefore, the Vickers hardness (surface hardness or external hardness) is preferably 200 HV or more, more preferably 220 HV or more, and even more preferably 240 HV or more. The hardness can be measured by a Vickers hardness tester.
- the surface hardness or external hardness and/or internal hardness (specifically, the hardness of the central portion and/or the hardness of the peripheral portion) measured with a Vickers hardness tester is 250 HV or more, preferably 270 HV or more, specifically 270 to 340 HV, more preferably 290 HV or more, specifically 290 to 320 HV.
- the screw must have high toughness (non-brittleness), and generally must have sufficient necking at break, i.e., must have a certain amount of reduction in area.
- a high reduction in area is effective for the bending strength (resistance to bending breakage) required for the anchor screw. Therefore, the reduction is 45% or more, preferably 50% or more, and taking into consideration the subsequent workability, for example, heading ability, it is more preferably 60% or more.
- the term "drawing" refers to plastic workability in the axial direction (length direction) of a substantially cylindrical shape.
- the reduction in area can be measured based on an evaluation value of the necking at the time of tensile break, and specifically, the reduction in area can be tested and measured by an Amsler type universal testing machine.
- a crystallite is different from a crystal grain size and is the smallest unit that contributes to X-ray diffraction, and is a portion of a crystal grain that can be regarded as a single crystal.
- the crystallite size is different from the crystal grain size, which is determined from the apparent size of the crystal, and is a smaller value (or unit) than that.
- the crystal grain size and the crystallite size can be considered to be almost the same, but when processing is added and the crystal loses its regularity under various conditions, they do not necessarily correlate with the crystal grain size. It was decided to use the crystallite size as an indicator of whether pure titanium has desired properties, particularly mechanical properties, regardless of whether it has been processed or not and the degree of processing.
- the crystallite size can be identified by an X-ray diffraction (XRD) device, and can also be used as a manufacturing process inspection. Specifically, the crystallite size can be measured as follows.
- the X-ray diffraction apparatus used was a BRUKER D8 ADVANCE, and the X-rays used were cobalt K ⁇ rays.
- the output of the cobalt tube was 35 kV and the current was 40 mA.
- the crystallite size is determined by measuring the X-ray diffraction of the (1 0 -1 0) crystal plane of pure titanium.
- the analysis software DIFFRAC.EVA from the same company is used to analyze the measurement data.
- the crystallite size L vol [ ⁇ ], the measurement wavelength ⁇ [ ⁇ ], the integral width of the peak excluding the influence of the instrument ⁇ [rad], and the angular position of the peak ⁇ [rad], can be calculated from the Scherrer formula represented by Formula 1.
- the crystallite size is 280 ⁇ or less, preferably 270 ⁇ or less, and more preferably 260 ⁇ or less.
- the screw of the present invention may be formed from the above-mentioned screw base material, and therefore may have the same characteristics as the above-mentioned screw base material. That is, the screw of the present invention is a generally cylindrical screw made of pure titanium, and the maximum specific intensity of the orientation of the (1 0 -1 0) plane in the axial direction of the generally cylindrical screw is 3 or more, preferably 4 or more, and more preferably 5 or more.
- the crystallite size of the pure titanium is preferably 280 ⁇ or less, more preferably 270 ⁇ or less, and even more preferably 260 ⁇ or less.
- the material has at least one, two, or three of the following mechanical properties i) to iii).
- Property i) tensile strength of 800 MPa or more, preferably 860 MPa or more, more preferably 920 MPa or more;
- Property ii) Surface hardness (or external hardness) of 200 HV or more, preferably 220 HV or more, more preferably 240 HV or more;
- the screw of the present invention is made of pure titanium, and specifically, the pure titanium is selected from the group consisting of pure titanium type 2, pure titanium type 3, pure titanium type 4, and pure titanium with crystal grains refined to 1 ⁇ m or less, and is preferably pure titanium type 4.
- the screw of the present invention preferably has a combination of A) a desired maximum value of the specific strength of the orientation and B) a desired crystallite size.
- the screw of the present invention preferably has a combination of B) a desired crystallite size and C) at least one, two, or three of the mechanical properties i) to iii).
- the screw of the present invention preferably has a combination of A) a desired maximum value of the specific strength of the orientation and B) a desired crystallite size and C) at least one, two, or three of the mechanical properties i) to iii).
- the screw base material of the present invention is preferably a base material for a medical screw, particularly a base material for a medical anchor screw.
- the base material for a medical anchor screw is preferably a base material for an anchor screw for dental orthodontics.
- the screw of the present invention is preferably a medical screw, particularly a medical anchor screw.
- the medical anchor screw is preferably an anchor screw for orthodontics.
- the aspect ratio of the titanium crystals in a plane parallel to the axial direction of the screw and including the axis is preferably larger in the center than in the outer periphery, and the aspect ratio of the center is preferably 1.10 to 1.50 times, more preferably 1.20 to 1.50 times, and most preferably 1.30 to 1.50 times, the aspect ratio of the outer periphery.
- a screw having such a configuration can exhibit the effect of Functionally Graded Materials (commonly known as FGM's).
- the aspect ratio of a titanium crystal can be determined by measuring an EBSD (Electron Back-Scattered Diffraction Pattern) pattern, approximating the titanium crystal to an ellipse, and taking the major axis/minor axis as the aspect ratio.
- the EBSD pattern is measured using a crystal orientation analysis detector manufactured by EDAX (model: EDS/EBSD integration system Pegasus) attached to a Hitachi High-Tech FESEM (Field Emission Scanning Electron Microscope, model: SU5000), and the EBSD pattern can be analyzed using crystal orientation analysis software manufactured by EDAX (model: OIM Analysis v8).
- SEM images are observed at an acceleration voltage of 15 kV and an emission current of 70 ⁇ A, and EBSD patterns are measured in an area of 10 ⁇ m ⁇ 10 ⁇ m with a step width of 0.1 ⁇ m, and analyzed after background removal.
- a difference of 5° or more in the crystal orientation between each measured pixel is regarded as a grain boundary, and analysis parameters are set so that an area containing at least five or more connected pixels is recognized as a crystal grain.
- the identified crystal grain is approximated as an ellipse, and its major axis/minor axis is regarded as the aspect ratio.
- the screw of the present invention is a self-drilling screw, and the surface or external hardness, and/or internal hardness (specifically, the hardness of the central portion and/or the hardness of the outer periphery) is 250 HV or more, preferably 270 HV or more, specifically 270 to 340 HV, more preferably 290 HV or more, specifically 290 to 320 HV.
- the above-mentioned screw base material can be produced by the following production method. That is, (Ia) preparing a pure titanium material; and (IIa) swaging the pure titanium material; By having the above-mentioned structure, the screw base material can be obtained. especially, (Ia) preparing a pure titanium material; and (IIa) swaging the pure titanium material; The screw base material can be obtained by using only the above-mentioned aluminum alloy.
- swaging is adopted as the processing method for pure titanium, and the reasons for adopting it are as follows. That is, when metal materials are deformed (plastic deformation), about 90% of the strain energy introduced by the deformation is converted into heat (processing heat), and the temperature of the material is raised. Generally, it is thought to be about 100°C, depending on the processing method, and processing is not done using only the heat generated during processing. Conversely, processing is done by cooling the mold to suppress the disadvantages of heat.
- Titanium has a low conductivity, which limits the diffusion of heat throughout the material, and the heat remains in the part of the material that is plastically deforming, causing the temperature to rise even more. If the processing conditions are the same, titanium's thermal conductivity is less than half that of steel, so it is thought that the temperature of the processed part will rise by about twice as much, or about 200°C.
- the process enters the high-speed processing region above a certain speed, and a large amount of heat can be generated locally through a mechanism different from the processing heat mentioned above.
- the high-speed rotation of the outer rollers can be used, making it possible to achieve a surface collision processing speed of approximately 50 meters per second.
- the strain rate at that time is approximately 10 to 100/s, which is almost within the high-speed processing region.
- Swaging has these characteristics, making it a favorable processing method for raising the material's own temperature using processing heat.
- the present invention provides the following production method. That is, the method for producing a screw base material of the present invention is as follows: (I) preparing a pure titanium material having a substantially cylindrical shape and a cross-sectional area of A0; and (II) swaging the pure titanium material; and obtaining a screw base material having a substantially cylindrical cross-sectional area after swaging of A1 and a true strain expressed by ln(A0/A1) of 2 or more, preferably 2.5 or more, and more preferably 3.0 or more, wherein the maximum value of the specific intensity of the orientation of the (1 0 -1 0) plane in the axial direction of the substantially cylindrical shape is 3 or more, preferably 4 or more, and more preferably 5 or more, and the hardness of the central part and the outer periphery in the substantially circular cross section perpendicular to the axial direction are substantially the same, and preferably the difference between the hardness of the central part and the outer periphery is 15 HV or less, more preferably 12 H
- the method for producing a screw base material of the present invention comprises the steps of: (I) preparing a pure titanium material having a substantially cylindrical shape and a cross-sectional area of A0; and (II) swaging the pure titanium material;
- the present invention includes a step of obtaining a screw base material having a substantially cylindrical shape consisting of only a cylindrical member, a cross-sectional area after swaging of A1, a true strain expressed by ln(A0/A1) of 2 or more, preferably 2.5 or more, and more preferably 3.0 or more, wherein the maximum value of the specific intensity of the orientation of the (1 0 -1 0) plane in the axial direction of the substantially cylindrical member is 3 or more, preferably 4 or more, and more preferably 5 or more, and wherein the hardness of the central portion and the outer periphery in the substantially circular cross section perpendicular to the axial direction are substantially the same, and preferably the difference between the hardness of the central portion and the outer periphery is within 15
- true strain is an index showing the degree of processing
- true strain ⁇ can be expressed by the following equation 2 from the cross-sectional area A0 before processing and the cross-sectional area A1 after processing.
- the "degree of processing” is literally an index showing the degree of processing, and the degree of processing e can be expressed by the following formula 3 from the cross-sectional area A0 before processing and the cross-sectional area A1 after processing.
- the true strain ⁇ is 1.61
- the true strain ⁇ is 2.3
- the true strain ⁇ is 3.0.
- the true strain ⁇ is 2 or more (degree of working 86% or more), preferably 2.5 or more (degree of working 92% or more), and more preferably 3 or more (degree of working 95% or more).
- the screw base material obtained by the method of the present invention has the same definition and characteristics as above.
- the conditions of the swaging are not particularly limited as long as the above-mentioned true strain ⁇ and/or the above-mentioned degree of working e can be achieved.
- the swaging conditions may be set so that the surface temperature of the workpiece during processing is 250° C. or higher, but the conditions are not limited to this.
- the micromachining essentially consists of swaging or consists of swaging alone, the grain flow lines of the obtained screw base material and the screw manufactured from the base material are approximately parallel to the central axis of the material both during and after processing. Therefore, any part of the obtained base material or screw, for example in the longitudinal direction, or for example in the center and outer periphery, can have the same characteristics. Also, the variation between lots is reduced. Furthermore, the method of the present invention makes it possible to control the crystallite size and crystal orientation (orientation) of pure titanium, and to provide the above-mentioned crystallite size and orientation.
- the present invention also provides a method for manufacturing a screw. That is, (III) a step of imparting a screw shape to the screw base material obtained by the above-mentioned method for producing a screw base material or to the screw base material having the above-mentioned properties;
- the present invention provides a method for producing a screw, which further comprises the steps of: In the above manufacturing method, the true strain, the degree of processing, the oxygen content of the pure titanium material used, the oxygen content in the obtained screw base material or screw, and the crystallite size of the pure titanium in the obtained screw base material or screw have the same definitions as above.
- the screw shape by cutting a substantially cylindrical screw base material.
- the surface temperature is preferentially increased, making it possible to provide a screw in which the aspect ratio of the titanium crystals in a plane parallel to the axial direction of the screw and including the axis is larger in the center than in the outer periphery, and the aspect ratio of the center is preferably 1.10 to 1.50 times, more preferably 1.20 to 1.50 times, and most preferably 1.30 to 1.50 times, the aspect ratio of the outer periphery.
- the method for manufacturing the screw may further include a step (IV) of forming the screw head by pressing the base material for the screw at 250°C or less.
- the step (IV) may be performed before or after the step (III).
- ⁇ Pure titanium material> As pure titanium materials, i) two types of pure titanium (CP-T2) with a wire diameter of 5.8 mm (manufactured by Toho Tech Co., Ltd.), and ii) four types of pure titanium (CP-T4) with a wire diameter of 6.0 mm (manufactured by Toho Tech Co., Ltd.) were prepared.
- a block-shaped material manufactured by Kawamoto Heavy Industries Co., Ltd. was prepared in which the two types of pure titanium were subjected to ultrafine deformation processing (UFG) to refine the crystals to 1 ⁇ m or less, and this block-shaped material was machined to prepare a bar material with a wire diameter of 6.0 mm (FTi2).
- UFG ultrafine deformation processing
- the oxygen content was that provided by the manufacturer.
- the surface hardness (or external hardness) was measured by a micro Vickers hardness tester under a load of 2.94 N. When the surface was curved, the curved surface was slightly scraped to make it flat, and the indenter was pressed into the flat surface to measure the Vickers hardness. The results are shown in Table 1.
- each of the rod-shaped processed base materials was cut on a plane perpendicular to the axial direction and embedded in phenolic resin.
- the resin-embedded samples were wet-polished with SiC waterproof abrasive paper of #400, #800, #1200, and #2400 in order from the roughest side so that the surface was exactly perpendicular to the axial direction of each base material, and then buffed with a silicon dioxide suspension (OP-S) to give a mirror finish.
- SiC waterproof abrasive paper #400, #800, #1200, and #2400 in order from the roughest side so that the surface was exactly perpendicular to the axial direction of each base material, and then buffed with a silicon dioxide suspension (OP-S) to give a mirror finish.
- O-S silicon dioxide suspension
- Crystallite size was measured using a BRUKER X-ray diffractometer (D8 ADVANCE) with cobalt K ⁇ radiation at a cobalt tube output of 35 kV and a current of 40 mA.
- the measurement data was analyzed using BRUKER analysis software DIFFRAC. EVA.
- the orientation was measured using an X-ray diffractometer (D8 ADVANCE) manufactured by BRUKER under the same conditions as above.
- the in-plane direction angle ⁇ of the sample was measured in 72 steps at 5 degree intervals over a full 360 degrees, and the range of the tilt angle ⁇ was measured with a starting point of 15 degrees and an end point of 45 degrees.
- the obtained measurement data was used to create pole figures for the (1 0 -1 0) plane using the analysis software DIFFRAC.TEXTURE MRDB V4.1 (manufactured by BRUKER).
- the pole figures are shown in Figure 1.
- the maximum value of the relative intensity, with the average intensity of the entire pole figure defined as 1, was taken as the maximum specific intensity. In Figure 1, when the material is isotropic, i.e., when there is no orientation, there is little shading of color, but when orientation appears, a dark area appears at a certain angle, and the relative intensity at that angle becomes high.
- the crystallite size and axial orientation of the (1 0 -1 0) plane of pure titanium were determined for the obtained rod-shaped processed base material under the above conditions.
- the obtained rod-shaped processed base material was measured for mechanical properties such as tensile strength, Vickers hardness, and reduction in area.
- the tensile test was carried out using an Amsler universal testing machine.
- the surface hardness (or external hardness) was measured by a micro Vickers hardness tester with a load of 2.94 N as described above.
- the internal hardness (the hardness of the central portion and the outer peripheral portion in a substantially circular cross section perpendicular to the axial direction of the rod-shaped base material) was measured as described above.
- the reduction in area (RA) was calculated from the diameter of the sample after fracture in the tensile test by converting it into area using Equation 4.
- D0 is the diameter of the material before the test
- D1 is the diameter of the necked portion of the material after the tensile test.
- FIG. 2 to 4 are graphs in which the horizontal axis represents the crystallite size and the vertical axis represents the mechanical properties. Specifically, in FIG. 2, the horizontal axis represents crystallite size and the vertical axis represents tensile strength.
- FIG. 3 is a graph in which the horizontal axis represents crystallite size and the vertical axis represents surface hardness. Furthermore, in FIG. 4, the horizontal axis represents the crystallite size and the vertical axis represents the aperture. 2 to 4, it can be seen that when the base material has desired mechanical properties, such as a tensile strength of 800 MPa or more, a surface hardness of 200 HV or more, and a reduction in area of 45% or more, its crystallite size is 280 ⁇ or less. Therefore, it is understood that in pure titanium, a crystallite size of 280 ⁇ or less allows the base material to have the desired mechanical properties.
- FIG. 5 is a graph in which the horizontal axis represents true strain and the vertical axis represents crystallite size. It is apparent from FIG. 5 that in order to achieve a crystallite size of 280 ⁇ or less, it is preferable to set the true strain to 2 or more (degree of working of 86% or more). 2 to 4, it can be seen that a base material having desired mechanical properties can be obtained by setting the true strain to 2 or more (degree of processing to 86% or more).
- FIG. 6 is a graph in which the horizontal axis represents true strain and the vertical axis represents maximum specific strength. It can be seen from FIG. 6 that in order to achieve a maximum specific strength of 3 or more, the true strain should be 2 or more.
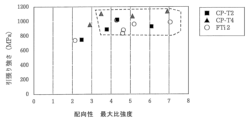
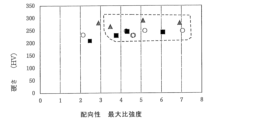
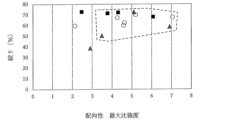
- 7 to 9 are graphs in which the horizontal axis represents maximum specific strength and the vertical axis represents mechanical properties. Specifically, the vertical axis in FIG. 7 represents tensile strength, the vertical axis in FIG. 8 represents surface hardness, and the vertical axis in FIG. 9 represents reduction in area.
- the desired mechanical properties are obtained, for example, a tensile strength of 800 MPa or more, a surface hardness of 200 HV or more, and a reduction in area of 45% or more.
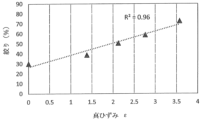
- FIG. 10 is a diagram showing the relationship between true strain (horizontal axis) and reduction in area of a base material obtained using material CP-T4. From Figure 10, it can be seen that the reduction in area increases with an increase in true strain. In particular, at a true strain of 3.5 (a degree of processing of 97%), the reduction in area increases to 70% or more. This value corresponds to that of pure titanium type 2. Also, from FIG. 10, it can be seen that if the true strain is 2 or more, the reduction in area is 45% or more. It can be seen from FIG. 10 and FIG. 5 that swaging should be performed so that the true strain is 2 or more (degree of processing is 86% or more).
- FIG. 11 is a diagram showing the points where the "internal hardness” was measured in a substantially circular cross section perpendicular to the axial direction of the rod-shaped processed base material.
- the point represented by "0" is the point where the hardness of the center was measured
- the point represented by "3/4" is the point where the hardness of the outer periphery was measured at a position of 3/4 of the radius.
- the point represented by "1/2" is a point between the center and the outer periphery at a position of 1/2 of the radius, and the hardness was measured not only between the center and the outer periphery but also between them.
- Table 2 shows the Vickers hardness measured at each point in Fig. 11.
- Table 1 shows the head formability of the screw formed using the rod-shaped processed base material.
- the screw could be formed from the rod-shaped processed base material by upsetting (forging) in the same manner as in normal screw forming. From Table 3, it can be seen that for the rod-shaped processed base material obtained using ii) CP-T4 as the raw material with a true strain of 2.65 (degree of processing 93%) or more, the forging process of the head, which is usually carried out at 400°C or more and near a true strain of 0 (degree of processing 0%), can be carried out at a lower temperature of 200°C.
- Figure 12 shows a photograph of the head of CP-T4 when the recess in the head has been machined into a hexalobular shape.
- CP-T4 was used without machining (true strain 0, degree of machining 0%), at 200°C, cracks (ductile fracture) occurred in the head of the screw, as shown by A1, A2, and A3 in Figure 12, and head forming was not possible.
- the rod-shaped machined base material obtained with true strain 2 (degree of machining 86%) and true strain 2.65 (degree of machining 93%) could be machined normally without cracks.
- the rod-shaped processed base material obtained above was cut to give it a screw shape.
- a screw was formed by turning using a carbide cutting tool while applying a constant flow rate of cutting oil.
- the aspect ratio of the titanium crystal in the axial direction of the screw, i.e., the plane parallel to the longitudinal direction of the screw and including the screw axis, of the screw obtained by this was measured by measuring the EBSD pattern using a crystal orientation analysis detector (model: EDS/EBSD integration system Pegasus) manufactured by EDAX attached to a Hitachi High-Tech FESEM (Field Emission Scanning Electron Microscope, model: SU5000), and analyzing it using crystal orientation analysis software (model: OIM Analysis v8) manufactured by EDAX.
- the SEM image was observed at an acceleration voltage of 15 kV and an emission current of 70 ⁇ A, and the EBSD pattern was measured in an area of 10 ⁇ m ⁇ 10 ⁇ m with a step width of 0.1 ⁇ m, and analyzed after background removal.
- the analysis parameters were set so that a grain boundary was recognized when there was a difference of 5° or more in the crystal orientation between each measured pixel, and an area in which at least five or more connected pixels exist was recognized as a crystal grain.
- the identified crystal grains were approximated as ellipses, and the major axis/minor axis ratio was taken as the aspect ratio.
- FIG. 13 shows a schematic diagram of the measured surface and the locations of the measured screw, as well as the aspect ratio results obtained. From Figure 13, the aspect ratio of the center was 3.82, while that of the outer periphery was 2.71. This shows that the grain size of the crystals in the outer periphery was increased, improving the torsional strength of the screw. In addition, the outer periphery was preferentially heated by the processing heat generated on the surface by cutting the base material into the screw, which removed the distortion in this area, improving the wear resistance and providing the screw with the characteristics of a self-drilling screw.
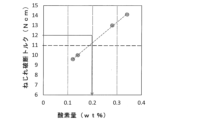
- the hardness of the center and outer periphery of the screw (oxygen content: 0.34 wt%) obtained using CP-T4 was measured. As a result, it was found that the hardness of the center was 299 HV and the hardness of the outer periphery was 295 HV, a difference of 4 HV. From this result, it can be seen that even when made into a screw, the hardness of the center and the outer periphery are approximately the same in an approximately circular cross section perpendicular to the axial direction of the screw, just like the results of the hardness of the center and the outer periphery of the base material in Table 2 above.
- the screw with an oxygen content of 0.12 wt% had a hardness of about 225 HV at the center.
- the screw bodies of four out of the five screws broke (indicated as "x" in FIG. 14).
- the hardness of the central portion of the screw with an oxygen content of 0.14 wt% was about 240 HV.
- the screw bodies of two of the five screws broke (indicated as " ⁇ " in FIG. 14).
- the screws with oxygen contents of 0.28 wt % and 0.34 wt % had central hardnesses of approximately 290 HV and 310 HV, respectively, and when five of each of these screws were used, implantation was completed successfully for all five screws (indicated as "O" in FIG. 14).
- a hardness specifically a surface hardness or internal hardness (hardness of the center and/or hardness of the outer periphery) of 250 HV or more, preferably 270 HV or more, specifically 270 to 340 HV, more preferably 290 HV or more, specifically 290 to 320 HV, can be used as a self-drilling screw.
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Surgery (AREA)
- Epidemiology (AREA)
- Heart & Thoracic Surgery (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Inorganic Chemistry (AREA)
- Vascular Medicine (AREA)
- Medical Informatics (AREA)
- Ceramic Engineering (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Biomedical Technology (AREA)
- Molecular Biology (AREA)
- Neurology (AREA)
- Dentistry (AREA)
- Dermatology (AREA)
- Medicinal Chemistry (AREA)
- Transplantation (AREA)
- Materials For Medical Uses (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23903528.0A EP4635523A1 (en) | 2022-12-14 | 2023-12-13 | Base material for screw, screw, and method for producing same |
| KR1020257022986A KR20250120409A (ko) | 2022-12-14 | 2023-12-13 | 스크루용 모재, 스크루와 그의 제조 방법 |
| JP2024564406A JPWO2024128244A1 (https=) | 2022-12-14 | 2023-12-13 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-199634 | 2022-12-14 | ||
| JP2022199634 | 2022-12-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024128244A1 true WO2024128244A1 (ja) | 2024-06-20 |
Family
ID=91485812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/044585 Ceased WO2024128244A1 (ja) | 2022-12-14 | 2023-12-13 | スクリュー用母材、スクリューとその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4635523A1 (https=) |
| JP (1) | JPWO2024128244A1 (https=) |
| KR (1) | KR20250120409A (https=) |
| WO (1) | WO2024128244A1 (https=) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07124242A (ja) | 1993-11-09 | 1995-05-16 | Nikon Corp | インプラント |
| JPH09135852A (ja) | 1995-11-15 | 1997-05-27 | Ishifuku Metal Ind Co Ltd | 人工歯根の製造方法 |
| WO2014038487A1 (ja) * | 2012-09-04 | 2014-03-13 | 国立大学法人電気通信大学 | 部材の製造方法および生体材料 |
| JP5536789B2 (ja) | 2008-10-22 | 2014-07-02 | カーペンター・テクノロジー・コーポレーション | 生体臨床医学用のナノ組織化純チタンとそれを利用したロッド制作方法 |
| JP2016505387A (ja) * | 2012-12-11 | 2016-02-25 | インスティトゥト ヴィソキフ チシニエン ポルスキエイ アカデミイ ナウク | とりわけ医療用インプラントのためのナノ結晶チタンの製造方法、及び、医療用チタンインプラント |
| JP2016506387A (ja) | 2012-12-06 | 2016-03-03 | バルーク エス.ブランバーグ インスティチュート | Hbv感染に対する抗ウイルス剤としての官能化ベンズアミド誘導体 |
| JP2019510548A (ja) * | 2016-02-19 | 2019-04-18 | 41メディカル アーゲー41medical AG | 骨固定装置 |
| JP6737686B2 (ja) | 2016-10-24 | 2020-08-12 | 国立大学法人豊橋技術科学大学 | 純チタン金属ワイヤおよびその加工方法 |
| JP2020121331A (ja) * | 2019-01-31 | 2020-08-13 | 日本製鉄株式会社 | チタン鋳塊の製造方法および製造装置 |
| JP2021508764A (ja) | 2017-11-22 | 2021-03-11 | スーチュァン ユニバーシティーSichuan University | 高強靭性糸状結晶純チタンおよびその製造方法 |
| JP2021102225A (ja) * | 2019-12-25 | 2021-07-15 | 国立大学法人豊橋技術科学大学 | 純チタン金属材料の加工方法 |
| WO2022259731A1 (ja) * | 2021-06-07 | 2022-12-15 | 株式会社丸ヱム製作所 | スクリュー用母材、スクリューとその製造方法 |
-
2023
- 2023-12-13 KR KR1020257022986A patent/KR20250120409A/ko active Pending
- 2023-12-13 JP JP2024564406A patent/JPWO2024128244A1/ja active Pending
- 2023-12-13 WO PCT/JP2023/044585 patent/WO2024128244A1/ja not_active Ceased
- 2023-12-13 EP EP23903528.0A patent/EP4635523A1/en active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07124242A (ja) | 1993-11-09 | 1995-05-16 | Nikon Corp | インプラント |
| JPH09135852A (ja) | 1995-11-15 | 1997-05-27 | Ishifuku Metal Ind Co Ltd | 人工歯根の製造方法 |
| JP5536789B2 (ja) | 2008-10-22 | 2014-07-02 | カーペンター・テクノロジー・コーポレーション | 生体臨床医学用のナノ組織化純チタンとそれを利用したロッド制作方法 |
| WO2014038487A1 (ja) * | 2012-09-04 | 2014-03-13 | 国立大学法人電気通信大学 | 部材の製造方法および生体材料 |
| JP2016506387A (ja) | 2012-12-06 | 2016-03-03 | バルーク エス.ブランバーグ インスティチュート | Hbv感染に対する抗ウイルス剤としての官能化ベンズアミド誘導体 |
| JP2016505387A (ja) * | 2012-12-11 | 2016-02-25 | インスティトゥト ヴィソキフ チシニエン ポルスキエイ アカデミイ ナウク | とりわけ医療用インプラントのためのナノ結晶チタンの製造方法、及び、医療用チタンインプラント |
| JP2019510548A (ja) * | 2016-02-19 | 2019-04-18 | 41メディカル アーゲー41medical AG | 骨固定装置 |
| JP6737686B2 (ja) | 2016-10-24 | 2020-08-12 | 国立大学法人豊橋技術科学大学 | 純チタン金属ワイヤおよびその加工方法 |
| JP2021508764A (ja) | 2017-11-22 | 2021-03-11 | スーチュァン ユニバーシティーSichuan University | 高強靭性糸状結晶純チタンおよびその製造方法 |
| JP2020121331A (ja) * | 2019-01-31 | 2020-08-13 | 日本製鉄株式会社 | チタン鋳塊の製造方法および製造装置 |
| JP2021102225A (ja) * | 2019-12-25 | 2021-07-15 | 国立大学法人豊橋技術科学大学 | 純チタン金属材料の加工方法 |
| WO2022259731A1 (ja) * | 2021-06-07 | 2022-12-15 | 株式会社丸ヱム製作所 | スクリュー用母材、スクリューとその製造方法 |
Non-Patent Citations (5)
| Title |
|---|
| ANTON POMP: "Steel Wire", 1954, WIRE INDUSTRY LTD |
| HIROAKI MATSUMOTO: "Heisei 26 Research Results Report", THE KYOTO TECHNOSCIENCE CENTER, article "New type of ultrafine-grained microstructural formation technique of Pure-Ti and its development for practical application" |
| KENZO KATO: "KINZOKU SOSEI KAKOUGAKU", 1979, MARUZEN CO., LTD., pages: 208 - 212 |
| See also references of EP4635523A1 |
| WASEDAMATSUBARASHINODA, BASICS OF EXERCISE X-RAY STRUCTURAL ANALYSIS, 2008, pages 103 - 108 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4635523A1 (en) | 2025-10-22 |
| KR20250120409A (ko) | 2025-08-08 |
| JPWO2024128244A1 (https=) | 2024-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5419098B2 (ja) | ナノ結晶含有チタン合金およびその製造方法 | |
| Naizabekov et al. | Effect of combined rolling–ECAP on ultrafine-grained structure and properties in 6063 Al alloy | |
| US9260773B2 (en) | Nanocrystal titanium alloy and production method for same | |
| Torbati-Sarraf et al. | Orientation imaging microscopy and microhardness in a ZK60 magnesium alloy processed by high-pressure torsion | |
| US20050126666A1 (en) | Method for preparing ultrafine-grained metallic foil | |
| JP6737686B2 (ja) | 純チタン金属ワイヤおよびその加工方法 | |
| Skiba et al. | The impact of severe plastic deformations obtained by hydrostatic extrusion on the machinability of ultrafine-grained AA5083 alloy | |
| JP7368798B2 (ja) | 純チタン金属材料の加工方法 | |
| Bézi et al. | Processing of ultrafine-grained titanium with high strength and good ductility by a combination of multiple forging and rolling | |
| Jenix Rino et al. | On the influence of repetitive corrugation and straightening on the microstructure and mechanical properties of AA 8090 Al-Li alloy | |
| Nosrati et al. | Usability of the ECAP-Conform process for the production of dental implants material | |
| JP2024080702A (ja) | スクリュー用母材、スクリューとその製造方法 | |
| Kawałko et al. | The effect of strain path changes on texture evolution and deformation behavior of Ti6Al4V subjected to accumulative angular drawing | |
| WO2024128244A1 (ja) | スクリュー用母材、スクリューとその製造方法 | |
| Klinge et al. | Nanocrystalline Ti13Nb13Zr for Dental Implant Applications | |
| RU2562591C1 (ru) | Способ изготовления длинномерных металлических прутков с нанокристаллической структурой для медицинских изделий (варианты) | |
| CN116043176A (zh) | 具有改善性质的无摩擦锻造铝合金溅射靶 | |
| Raab et al. | Ultrafine-grained pure Ti processed by new SPD scheme combining drawing with Shear | |
| JP6785366B2 (ja) | チタン合金素材 | |
| Herrmann et al. | Material improvement of mild steel S355J2C by hot rotary swaging | |
| Zdunek et al. | The influence of combined hydrostatic extrusion and rolling on the microstructure, texture and mechanical properties of Al-Li alloys | |
| Palán et al. | Continues rotary extrusion of pure nanocrystalline titanium | |
| Neugebauer et al. | Mechanical properties of the AlSi1MgMn aluminium alloy (AA6082) processed by gradation rolling | |
| JP6735169B2 (ja) | 骨固定部材とその製造方法、並びに骨固定部材製造用の中間成形体 | |
| Babu et al. | Optimization of process parameters of cyclic expansion extrusion process for effective grain refinement of Al-Mg-Si alloy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23903528 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024564406 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 1020257022986 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257022986 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023903528 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023903528 Country of ref document: EP Effective date: 20250714 |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257022986 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023903528 Country of ref document: EP |