WO2024053535A1 - 導電性樹脂組成物、マスターバッチ、成形体及びそれらの製造方法 - Google Patents
導電性樹脂組成物、マスターバッチ、成形体及びそれらの製造方法 Download PDFInfo
- Publication number
- WO2024053535A1 WO2024053535A1 PCT/JP2023/031681 JP2023031681W WO2024053535A1 WO 2024053535 A1 WO2024053535 A1 WO 2024053535A1 JP 2023031681 W JP2023031681 W JP 2023031681W WO 2024053535 A1 WO2024053535 A1 WO 2024053535A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carbon nanostructure
- resin composition
- resin
- thermoplastic resin
- parts
- Prior art date
Links
- 239000011342 resin composition Substances 0.000 title claims abstract description 52
- 239000004594 Masterbatch (MB) Substances 0.000 title claims abstract description 23
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 229920005989 resin Polymers 0.000 claims abstract description 63
- 239000011347 resin Substances 0.000 claims abstract description 63
- 239000002717 carbon nanostructure Substances 0.000 claims abstract description 55
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 50
- 239000002041 carbon nanotube Substances 0.000 claims abstract description 21
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 20
- 229910021393 carbon nanotube Inorganic materials 0.000 claims abstract description 20
- 239000003365 glass fiber Substances 0.000 claims abstract description 17
- 239000011230 binding agent Substances 0.000 claims abstract description 10
- -1 polyphenylene Polymers 0.000 claims description 24
- 238000004898 kneading Methods 0.000 claims description 16
- 238000000034 method Methods 0.000 claims description 15
- 238000002844 melting Methods 0.000 claims description 13
- 230000008018 melting Effects 0.000 claims description 13
- 239000002994 raw material Substances 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 9
- 238000000465 moulding Methods 0.000 claims description 8
- 229920005672 polyolefin resin Polymers 0.000 claims description 8
- 229920006122 polyamide resin Polymers 0.000 claims description 4
- 229920001225 polyester resin Polymers 0.000 claims description 4
- 239000004645 polyester resin Substances 0.000 claims description 4
- 229920000265 Polyparaphenylene Polymers 0.000 claims description 3
- 239000004020 conductor Substances 0.000 claims description 2
- 239000007858 starting material Substances 0.000 abstract 1
- 230000000052 comparative effect Effects 0.000 description 17
- 239000004743 Polypropylene Substances 0.000 description 14
- 229920001707 polybutylene terephthalate Polymers 0.000 description 10
- 238000010521 absorption reaction Methods 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 239000000945 filler Substances 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 239000000843 powder Substances 0.000 description 7
- 238000001237 Raman spectrum Methods 0.000 description 6
- 230000005284 excitation Effects 0.000 description 6
- 239000011521 glass Substances 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000000654 additive Substances 0.000 description 4
- 230000005672 electromagnetic field Effects 0.000 description 4
- 239000004615 ingredient Substances 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000008188 pellet Substances 0.000 description 4
- 229920013716 polyethylene resin Polymers 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 238000001069 Raman spectroscopy Methods 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- 239000002048 multi walled nanotube Substances 0.000 description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- DCTOHCCUXLBQMS-UHFFFAOYSA-N 1-undecene Chemical compound CCCCCCCCCC=C DCTOHCCUXLBQMS-UHFFFAOYSA-N 0.000 description 2
- RYPKRALMXUUNKS-UHFFFAOYSA-N 2-Hexene Natural products CCCC=CC RYPKRALMXUUNKS-UHFFFAOYSA-N 0.000 description 2
- WWUVJRULCWHUSA-UHFFFAOYSA-N 2-methyl-1-pentene Chemical compound CCCC(C)=C WWUVJRULCWHUSA-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical compound CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- 229920002367 Polyisobutene Polymers 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000003085 diluting agent Substances 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 229920001643 poly(ether ketone) Polymers 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920005668 polycarbonate resin Polymers 0.000 description 2
- 239000004431 polycarbonate resin Substances 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920001195 polyisoprene Polymers 0.000 description 2
- 229920005990 polystyrene resin Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 229940068984 polyvinyl alcohol Drugs 0.000 description 2
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 2
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 2
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 2
- 239000002109 single walled nanotube Substances 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- OWWIWYDDISJUMY-UHFFFAOYSA-N 2,3-dimethylbut-1-ene Chemical compound CC(C)C(C)=C OWWIWYDDISJUMY-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- MHNNAWXXUZQSNM-UHFFFAOYSA-N 2-methylbut-1-ene Chemical compound CCC(C)=C MHNNAWXXUZQSNM-UHFFFAOYSA-N 0.000 description 1
- WEPNJTDVIIKRIK-UHFFFAOYSA-N 2-methylhept-2-ene Chemical compound CCCCC=C(C)C WEPNJTDVIIKRIK-UHFFFAOYSA-N 0.000 description 1
- BWEKDYGHDCHWEN-UHFFFAOYSA-N 2-methylhex-2-ene Chemical compound CCCC=C(C)C BWEKDYGHDCHWEN-UHFFFAOYSA-N 0.000 description 1
- PKXHXOTZMFCXSH-UHFFFAOYSA-N 3,3-dimethylbut-1-ene Chemical compound CC(C)(C)C=C PKXHXOTZMFCXSH-UHFFFAOYSA-N 0.000 description 1
- AUJLDZJNMXNESO-UHFFFAOYSA-N 3-ethylhex-3-ene Chemical compound CCC=C(CC)CC AUJLDZJNMXNESO-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- FHHSSXNRVNXTBG-UHFFFAOYSA-N 3-methylhex-3-ene Chemical compound CCC=C(C)CC FHHSSXNRVNXTBG-UHFFFAOYSA-N 0.000 description 1
- RYKZRKKEYSRDNF-UHFFFAOYSA-N 3-methylidenepentane Chemical compound CCC(=C)CC RYKZRKKEYSRDNF-UHFFFAOYSA-N 0.000 description 1
- RGTDIFHVRPXHFT-UHFFFAOYSA-N 3-methylnon-3-ene Chemical compound CCCCCC=C(C)CC RGTDIFHVRPXHFT-UHFFFAOYSA-N 0.000 description 1
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- YCTDZYMMFQCTEO-UHFFFAOYSA-N 3-octene Chemical compound CCCCC=CCC YCTDZYMMFQCTEO-UHFFFAOYSA-N 0.000 description 1
- KLCNJIQZXOQYTE-UHFFFAOYSA-N 4,4-dimethylpent-1-ene Chemical compound CC(C)(C)CC=C KLCNJIQZXOQYTE-UHFFFAOYSA-N 0.000 description 1
- KZJIOVQKSAOPOP-UHFFFAOYSA-N 5,5-dimethylhex-1-ene Chemical compound CC(C)(C)CCC=C KZJIOVQKSAOPOP-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004954 Polyphthalamide Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 229920010346 Very Low Density Polyethylene (VLDPE) Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 229920006127 amorphous resin Polymers 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- LFKIGTZUWPXSIH-UHFFFAOYSA-N but-1-ene;2-methylprop-1-ene Chemical compound CCC=C.CC(C)=C LFKIGTZUWPXSIH-UHFFFAOYSA-N 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 229920006038 crystalline resin Polymers 0.000 description 1
- 229910021419 crystalline silicon Inorganic materials 0.000 description 1
- SOVOPSCRHKEUNJ-UHFFFAOYSA-N dec-4-ene Chemical compound CCCCCC=CCCC SOVOPSCRHKEUNJ-UHFFFAOYSA-N 0.000 description 1
- 239000000412 dendrimer Substances 0.000 description 1
- 229920000736 dendritic polymer Polymers 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 125000000816 ethylene group Chemical group [H]C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- OTTZHAVKAVGASB-UHFFFAOYSA-N hept-2-ene Chemical compound CCCCC=CC OTTZHAVKAVGASB-UHFFFAOYSA-N 0.000 description 1
- WZHKDGJSXCTSCK-UHFFFAOYSA-N hept-3-ene Chemical compound CCCC=CCC WZHKDGJSXCTSCK-UHFFFAOYSA-N 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- IRUCBBFNLDIMIK-UHFFFAOYSA-N oct-4-ene Chemical compound CCCC=CCCC IRUCBBFNLDIMIK-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000000825 pharmaceutical preparation Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920006350 polyacrylonitrile resin Polymers 0.000 description 1
- 229920000412 polyarylene Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920001690 polydopamine Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 229920006375 polyphtalamide Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 239000004627 regenerated cellulose Substances 0.000 description 1
- 102220037952 rs79161998 Human genes 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/22—Compounding polymers with additives, e.g. colouring using masterbatch techniques
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
本発明は、機械物性を損なうことなく高い電磁波シールド性または導電性を有する成形体、それを提供する導電性樹脂組成物、マスターバッチおよび、それらの製造方法を提供する。さらに詳しくは、熱可塑性樹脂と、カーボンナノ構造体とを必須の原料として溶融混錬してなり、前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部である導電性樹脂組成物、それを提供可能なマスターバッチおよび、それらの製造方法を提供する。
Description
本発明は、導電性樹脂組成物、マスターバッチ、成形体及びそれらの製造方法に関する。
5G通信技術やミリ波レーダーが普及する一方、高周波でのノイズ抑制が検討されている。高周波のシールド材には、電装体の筐体やシートに対して成形材料が用いられることがある。しかし、フェライトなどの磁性金属のコンパウンドでは高周波での電磁波シールド性が難しく、カーボンブラックのコンパウンドでは電磁波シールド性発揮に高濃度添加が必要であり、耐衝撃性などの機械物性が低下するという問題があった。
したがって、機械物性を損なうことなく高い電磁波シールド性が発揮できるカーボンナノチューブの利用が望まれていたものの、樹脂材料との混練時での分散が難しく、想定する電磁波シールド性を実現することが難しいという問題があった。
したがって、機械物性を損なうことなく高い電磁波シールド性が発揮できるカーボンナノチューブの利用が望まれていたものの、樹脂材料との混練時での分散が難しく、想定する電磁波シールド性を実現することが難しいという問題があった。
そこで、本発明が解決しようとする課題は、機械物性を損なうことなく高い電磁波シールド性または導電性を有する成形体、それを提供する導電性樹脂組成物、マスターバッチおよび、それらの製造方法を提供することにある。
本発明に係る導電性樹脂組成物、マスターバッチ、成形体及びそれらの製造方法は、下記[1]~[9]である。
[1]熱可塑性樹脂と、カーボンナノ構造体とを必須の原料として溶融混錬してなり、
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする導電性樹脂組成物。
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする導電性樹脂組成物。
[2]前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させて架橋構造を形成してなるものである、[1]記載の導電性樹脂組成物。
[3]マスターバッチであって、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が1~30質量部である、[1]または[2]記載の導電性樹脂組成物。
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が1~30質量部である、[1]または[2]記載の導電性樹脂組成物。
[4]前記熱可塑性樹脂は、ポリアミド系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、および、ポリフェニレン系樹脂からなる群より選択される少なくとも1種を含む、[1]~[3]の何れか一項に記載の導電性樹脂組成物。
[5][1]~[4]の何れか一項記載の導電性樹脂組成物を成形してなる成形体。
[6]導電材料または電磁波シールド材料である、[5]記載の成形体。
[7]熱可塑性樹脂と、カーボンナノ構造体とを溶融混錬する工程を有し、
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする導電性樹脂組成物の製造方法。
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする導電性樹脂組成物の製造方法。
[8]熱可塑性樹脂と、カーボンナノ構造体とを、熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部の割合で溶融混錬してマスターバッチを製造する工程、
さらに、得られたマスターバッチと熱可塑性樹脂とを溶融混錬する工程を有することを特徴とする導電性樹脂組成物の製造方法。
さらに、得られたマスターバッチと熱可塑性樹脂とを溶融混錬する工程を有することを特徴とする導電性樹脂組成物の製造方法。
[9]熱可塑性樹脂と、カーボンナノ構造体とを含む導電性樹脂組成物を溶融成形する工程を有する成形体の製造方法であって、
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする成形体の製造方法。
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする成形体の製造方法。
本発明によれば、機械物性を損なうことなく高い電磁波シールド性または導電性を有する成形体、それを提供する導電性樹脂組成物、マスターバッチおよび、それらの製造方法を提供することができる。
以下、本発明の好ましい実施形態を説明する。なお、本明細書において、範囲を示す「X~Y」は「X以上Y以下」を意味する。また、本明細書において、特記しない限り、操作および物性等の測定は、室温(20~25℃)/相対湿度40~50%RHの条件で行う。
本発明の導電性樹脂組成物は、熱可塑性樹脂とカーボンナノ構造体を必須の原料として溶融混練してなり、
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする。
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする。
熱可塑性樹脂
本発明で用いる熱可塑性樹脂は、特に限定されるものではなく、配合させるカーボンナノ構造体の種類、成形体を形成した際に要求される製品品質等を考慮して、公知の樹脂から適宜選択して用いることができる。本発明において用いられる熱可塑性樹脂は、1種のみを用いてもよく、2種以上を混合して用いてもよい。2種以上を混合する場合には、相溶性の高い樹脂同士を組み合わせて用いることが好ましい。さらに、熱可塑性樹脂は、市販品を用いてもよいし、合成品を用いてもよい。
本発明で用いる熱可塑性樹脂は、特に限定されるものではなく、配合させるカーボンナノ構造体の種類、成形体を形成した際に要求される製品品質等を考慮して、公知の樹脂から適宜選択して用いることができる。本発明において用いられる熱可塑性樹脂は、1種のみを用いてもよく、2種以上を混合して用いてもよい。2種以上を混合する場合には、相溶性の高い樹脂同士を組み合わせて用いることが好ましい。さらに、熱可塑性樹脂は、市販品を用いてもよいし、合成品を用いてもよい。
本発明において用いられる熱可塑性樹脂の具体例としては、例えば、ポリエチレン、ポリプロピレン、ポリ(4-メチル-1-ペンテン)、ポリ(1-ブテン)等のポリオレフィン系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ポリアミド-6(ナイロン-6)、ポリアミド66(ナイロン-66)、ポリメタキシレンアジパミド等のポリアミド系樹脂;エチレン・ビニルエステル共重合体、エチレン・不飽和カルボン酸エステル共重合体等のエチレン・不飽和エステル系共重合体;エチレン・不飽和カルボン酸系共重合体またはそのアイオノマー樹脂;ポリ(メタ)アクリル酸エステル樹脂等のポリ(メタ)アクリル系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン等の塩素系樹脂;ポリテトラフルオロエチレン、エチレンテトラフルオロエチレンコポリマー、ポリフッ化ビニリデン、ポリフッ化ビニル等のフッ素系樹脂;ポリスチレン樹脂;ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂等のポリエーテル系樹脂;ポリカーボネート樹脂;ポリフェニレンオキシド樹脂やポリフェニレンスルフィド樹脂に代表されるポリアリーレンスルフィド樹脂等のポリフェニレン系樹脂;ポリ酢酸ビニル樹脂;ポリアクリロニトリル樹脂;熱可塑性エラストマー等が挙げられる。このうち、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂が好ましいものとして挙げられる。また、これらの熱可塑性樹脂のうちから選択される1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
ポリオレフィン系樹脂は、少なくとも1種のオレフィンを重合してなるポリオレフィン樹脂であり、単独重合体であっても共重合体であってもよい。
このようなオレフィンとしては、例えば、エチレン、プロピレン、イソブチレン、イソブテン(1-ブテン)を含む炭素原子数4~12のα-オレフィン、ブタジエン、イソプレン、(メタ)アクリル酸エステル、(メタ)アクリル酸、(メタ)アクリルアミド、ビニルアルコール、酢酸ビニル、塩化ビニル、スチレン、アクリロニトリルなどが挙げられる。
このようなオレフィンとしては、例えば、エチレン、プロピレン、イソブチレン、イソブテン(1-ブテン)を含む炭素原子数4~12のα-オレフィン、ブタジエン、イソプレン、(メタ)アクリル酸エステル、(メタ)アクリル酸、(メタ)アクリルアミド、ビニルアルコール、酢酸ビニル、塩化ビニル、スチレン、アクリロニトリルなどが挙げられる。
なお、炭素原子数4~12のα-オレフィンとしては、例えば、1-ブテン、2-メチル-1-プロペン、2-メチル-1-ブテン、3-メチル-1-ブテン、1-ヘキセン、2-エチル-1-ブテン、2,3-ジメチル-1-ブテン、2-メチル-1-ペンテン、3-メチル-1-ペンテン、4-メチル-1-ペンテン、3,3-ジメチル-1-ブテン、1-ヘプテン、メチル-1-ヘキセン、ジメチル-1-ペンテン、エチル-1-ペンテン、トリメチル-1-ブテン、メチルエチル-1-ブテン、1-オクテン、メチル-1-ペンテン、エチル-1-ヘキセン、ジメチル-1-ヘキセン、プロピル-1-ヘプテン、メチルエチル-1-ヘプテン、トリメチル-1-ペンテン、プロピル-1-ペンテン、ジエチル-1-ブテン、1-ノネン、1-デセン、1-ウンデセン、1-ドデセンなどが挙げられる。
ポリオレフィン系樹脂としては、例えばポリエチレン樹脂、ポリプロピレン樹脂、ポリイソブチレン樹脂、ポリイソブテン樹脂、ポリイソプレン樹脂、ポリブタジエン樹脂、などが挙げられる。これらの樹脂のうち、ポリエチレン樹脂、ポリプロピレン樹脂が好ましい。密度もしくは形状で分類した場合、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、超低密度ポリエチレン(VLDPE)、直鎖状低密度ポリエチレン(LLDPE)、超高分子量ポリエチレン(UHMW-PE)が挙げられ、このうち高密度ポリエチレンが好ましい。
カーボンナノ構造体
本発明において用いられるカーボンナノ構造体は、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものである。前記カーボンナノ構造体は、カーボンナノチューブとガラス繊維とを結着樹脂で結着させて、ネットワーク構造を有するものであることが好ましい。前記カーボンナノ構造体は、カーボンナノチューブとガラス繊維とを結着樹脂で結着させて、分岐構造、互いに入り込む構造、互いに絡んでいる構造、架橋構造を形成してなるものが好ましく、前記構造は、デンドリマー形状であってよい。カーボンナノチューブとガラス繊維と結着樹脂のそれぞれの割合は、カーボンナノチューブとガラス繊維と結着樹脂の合計に対して、カーボンナノチューブの割合は、70~98質量%であることが好ましく、ガラス繊維の割合は、1~15質量%であることが好ましく、結着樹脂の割合は、1~15質量%であることが好ましい。
本発明において用いられるカーボンナノ構造体は、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものである。前記カーボンナノ構造体は、カーボンナノチューブとガラス繊維とを結着樹脂で結着させて、ネットワーク構造を有するものであることが好ましい。前記カーボンナノ構造体は、カーボンナノチューブとガラス繊維とを結着樹脂で結着させて、分岐構造、互いに入り込む構造、互いに絡んでいる構造、架橋構造を形成してなるものが好ましく、前記構造は、デンドリマー形状であってよい。カーボンナノチューブとガラス繊維と結着樹脂のそれぞれの割合は、カーボンナノチューブとガラス繊維と結着樹脂の合計に対して、カーボンナノチューブの割合は、70~98質量%であることが好ましく、ガラス繊維の割合は、1~15質量%であることが好ましく、結着樹脂の割合は、1~15質量%であることが好ましい。
カーボンナノチューブとしては、5~100ナノメートル(nm)の平均直径を有する、単層カーボンナノチューブ(SWCNT)または当該単一カーボンナノチューブが多層(2層以上)連結した、多層カーボンナノチューブ(MWCNT)を用いることができる。
ガラス繊維としては、二酸化ケイ素(SiO2)を主成分とするガラス組成成分を融解し、冷却後、微細粉末としたものであってよく、例えば、ガラス末(例えば、CAS65997-17-3で表されるガラス末や、医薬部外品原料規格品)などのガラス粉末が挙げられる。
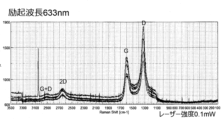
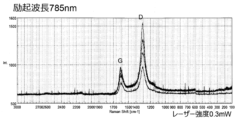
本発明に用いられるカーボンナノ構造体としては、ラマンスペクトル測定で表される励起波長633nmにおけるG/D比が0.5~1.0であるか、または/および、同785nmにおけるG/D比が0.1~0.5であるカーボンナノチューブ(CNT)と、ガラス末とを含む複合体であるものが好ましい。なお、「G」および「D」は、それぞれ、ラマンスペクトル測定において、前記励起波長で励起させた際に、およそ、1586cm-1付近、1367cm-1付近に現れるピーク高さである。
結着樹脂としては、炭素繊維やガラス繊維の集束剤として用いられるものであれば公知の物を用いることができる。より具体例には、以下に限定されないが、ポリ(ビニルジフルオロエチレン)(PVDF)、ポリ(ビニルジフルオロエチレン-co-ヘキサフルオロプロピレン)(PVDF-HFP)、ポリ(テトラフルオロエチレン)(PTFE)などのフッ素化ポリマー、ポリイミド、およびポリ(エチレン)オキシド、ポリビニル-アルコール(PVA)、セルロース、カルボキシメチルセルロース(CMC)、デンプン、ヒドロキシプロピルセルロース、再生セルロース、ポリビニルピロリドン(PVP)などの水溶性樹脂、ならびにそれらのコポリマーおよび混合物;ポリウレタン(PU)、熱可塑性ポリウレタン(TPU)、ポリエチレングリコール(PEG)、エポキシ樹脂、ポリエステル樹脂、ビニルエステル樹脂、ポリエーテルイミド樹脂、ポリエーテルケトンケトン樹脂、ポリフタルアミド樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリイミド樹脂、フェノール-ホルムアルデヒド樹脂、ビスマレイミド樹脂、アクリロニトリル-ブタジエンスチレン(ABS)樹脂、ポリカーボネート樹脂、ポリエチレンイミン樹脂、ポリ塩化ビニル樹脂、ポリスチレン樹脂、ポリオレフィン樹脂、ポリプロピレン樹脂、ポリエチレン樹脂、ポリテトラフルオロエチレン樹脂、エラストマー樹脂、例えば、ポリイソプレン、ポリブタジエン、ブチルゴム、ニトリルゴム、エチレン-酢酸ビニルポリマー、シリコーンポリマー、およびフルオロシリコーンポリマー、それらの組合せが挙げられる。
このようなカーボンナノ構造体として、市販のものを用いることもでき、例えば「ATHLOS(TM)100 Carbon Nanostructure Pellets」(キャボット社)が挙げられる。
熱可塑性樹脂とカーボンナノ構造体との割合は、熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることが好ましく、さらに1~15質量部であることがより好ましい。
本発明の導電性樹脂組成物には、上記の必須成分のほか、その他成分として公知の添加剤等を配当することができる。具体的には、酸化防止剤、紫外線吸収剤、着色剤、顔料、染料、発泡剤、滑剤、難燃剤、充填材等(本発明では添加物等という)が挙げられる。その他の成分を任意成分として用いる場合、その配合割合は、本発明の効果を損ねない範囲で、かつ、これら成分の種類と量を調整することにより、目的とする機能を自由に調整することができ、例えば、前記熱可塑性樹脂100質量部に対して、例えば、10質量部以下の範囲で用いることができ、さらに5質量部以下の範囲で用いることができ、さらに、1質量部以下の範囲で用いることもできる。
本発明に係る導電性樹脂組成物の製造方法は、熱可塑性樹脂とカーボンナノ構造体を必須の原料として溶融混練する工程を有する。当該工程により得られた混練物は、直接、溶融成形して成形体とすることもできるし、一旦、粉末状物や、顆粒状物や、ペレット状、チップ状等の粒状物に賦形してから、溶融成形して成形体とすることもできる。
熱可塑性樹脂とカーボンナノ構造体を必須の原料として溶融混練する工程は、まず、少なくとも、熱可塑性樹脂およびカーボンナノ構造体を必須の配合成分として上記割合となるよう配合し、さらに必要に応じて公知の添加剤等を配合した上で、必要に応じて、タンブラーまたはヘンシェルミキサー(登録商標)などで均一に混合し、次いで二軸混練押出機などの溶融混練押出機に投入して、熱可塑性樹脂の溶融温度以上当該温度プラス100℃までの範囲、例えば180℃以上300℃以下の温度範囲で溶融混練することができる。これにより、熱可塑性樹脂を連続相とし、カーボンナノ構造体またはその破砕物が分散したモルフォロジーを形成することができる。なお、熱可塑性樹脂の溶融温度とは、結晶性樹脂では融点、非晶性樹脂では軟化点(ガラス転移点)をいうものとする(以下、同じ)。
混練物を一旦、粒子とするする場合には、例えば、前記混練物をストランド状に押出した後に室温で放置するか、5℃以上60℃以下の温度範囲水に浸漬することによって冷却を行い、切断してペレット状、チップ状等の粒子状とすることができる。その後、必要に応じて得られた粒子の凍結粉砕を行い、所望の大きさを有する粉末状物ないし顆粒状物を得ることができる。
本発明の導電性樹脂組成物は、マスターバッチを経由して製造するものであることが好ましい。
本発明のマスターバッチは、熱可塑性樹脂と、カーボンナノ構造体とを必須の原料として溶融混錬してなり、熱可塑性樹脂100質量部に対して、カーボンナノ構造体が1~30質量部であることを特徴とする。
熱可塑性樹脂およびカーボンナノ構造体は前記と同様であり、マスターバッチの製造方法も、熱可塑性樹脂に対する、カーボンナノ構造体の配合割合が異なる以外は、前記と同様である。
本発明の導電性樹脂組成物をマスターバッチを経由して製造する場合、本発明の導電性樹脂組成物の製造方法は、さらに、得られたマスターバッチと希釈用樹脂として熱可塑性樹脂を溶融し混合ないし混錬する工程を有する。
希釈用樹脂として用いる熱可塑性樹脂は、前記と同様のものを例示できるが、マスターバッチを製造する際に用いた熱可塑性樹脂とは異なる種類の樹脂を使用すること、あるいは、同じ種類の樹脂を使用することもできる。
マスターバッチに対する希釈用樹脂の配合割合は、最終的に、導電性樹脂組成物中の熱可塑性樹脂100質量部に対して、カーボンナノ構造体が1~30質量部となるよう、調整されうる。
このようにマスターバッチを経由して導電性樹脂組成物を製造し、さらに成形体を製造することで、成形体中でカーボンナノ構造体ないしその破砕物をより均一分散することができ、その結果、所望の機能、特性を成形体に十分に付与することができる。
このようにマスターバッチを経由して導電性樹脂組成物を製造し、さらに成形体を製造することで、成形体中でカーボンナノ構造体ないしその破砕物をより均一分散することができ、その結果、所望の機能、特性を成形体に十分に付与することができる。
成形体
本発明に係る導電性樹脂組成物を成形することにより、導電性や電磁波シールド性に優れた成形体が得られる。すなわち、本発明の他の一形態によれば、本発明に係る導電性樹脂組成物から得られる成形体を提供する。
本発明に係る導電性樹脂組成物を成形することにより、導電性や電磁波シールド性に優れた成形体が得られる。すなわち、本発明の他の一形態によれば、本発明に係る導電性樹脂組成物から得られる成形体を提供する。
成形体の成形方法は、特に限定されず、キャスティングなどの注型法や、金型を用いた射出成形、圧縮成形、およびTダイ等による押し出し成形、ブロー成形等の溶融成形法が挙げられる。
成形体の製造において、本発明に係る樹脂組成物のみから形成してもよく、本発明に係る樹脂組成物とその他の樹脂組成物とを原料として用いてもよい。例えば、成形体の全部を本発明に係る樹脂組成物により成形してもよく、成形体の一部分のみを本発明に係る樹脂組成物により成形してもよい。
本発明の導電性樹脂組成物を溶融成形等により成形してなる成形体は、連続相をなす熱可塑性樹脂中に、カーボンナノ構造体ないしその破砕物が分散したモルフォロジーを形成していることから、導電性および電磁波シールド性に優れる。本発明の成形体は、たとえば 108~10-1Ω/□といった導電率を有するものとすることもできる。さらに本発明の成形体は、電磁波シールド性に優れ、たとえば、熱可塑性樹脂100質量部に対して、カーボンナノ構造体を0.1~1.0質量部の割合とした場合であっても、いわゆるミリ波帯域(100MHz~90GHz帯域)までの電磁波シールド性を有する。
このため、本発明の成形品は、特にOA機器の筐体や電気電子機器の筐体に好適であり、適用される機器としては、例えば、ノート型パソコン、電子手帳、携帯電話、PDA等が挙げられるが、本発明の特徴である電磁波シールド性を最も活かせる用途として、ノート型パソコンの筐体が挙げられる。
本発明を、以下の実施例および比較例を用いてさらに詳細に説明する。ただし、本発明の技術的範囲が以下の実施例のみに制限されるわけではない。下記の実施例において、「%」「部」の表記を用いるが、特に断りがない限り「質量%」「質量部」を表す。
[実施例1、2、比較例1、2]
表に示す組成および割合で、フィラーとポリマーとを、二軸押出機TEM-26SX(芝浦機械株式会社製)(シリンダ温度220℃(PP)または260℃(PBT)、スクリュ回転数300rpm、吐出量10kg/hr)にて溶融混練し、樹脂組成物を得た。得られた樹脂組成物を下記のとおり評価した。結果を表1に示した。
表に示す組成および割合で、フィラーとポリマーとを、二軸押出機TEM-26SX(芝浦機械株式会社製)(シリンダ温度220℃(PP)または260℃(PBT)、スクリュ回転数300rpm、吐出量10kg/hr)にて溶融混練し、樹脂組成物を得た。得られた樹脂組成物を下記のとおり評価した。結果を表1に示した。
(導電率)
得られた樹脂組成物を、PPベース品は80℃、PBTベース品は120℃ギアオーブンで5時間乾燥後、金型に試料を載せ、加熱プレス機にて2MPaの圧力をかけPPベース品は240℃、PBTベース品は280℃で5分間余熱後、20MPaの圧力をかけ2分間プレスを行い、その後冷却プレスにかけ、室温まで冷却した後、試験片を取り出し、厚み2mm×150mm×150mmの平板状のプレートを製造した。その後、該プレートの中心部を60mm×60mm角に切り取り、試験片を作成した。この試験片を、超高抵抗計R8340Aアドバンテスト社製にてJISK6723に準拠した方法で表面抵抗率を測定した。
得られた樹脂組成物を、PPベース品は80℃、PBTベース品は120℃ギアオーブンで5時間乾燥後、金型に試料を載せ、加熱プレス機にて2MPaの圧力をかけPPベース品は240℃、PBTベース品は280℃で5分間余熱後、20MPaの圧力をかけ2分間プレスを行い、その後冷却プレスにかけ、室温まで冷却した後、試験片を取り出し、厚み2mm×150mm×150mmの平板状のプレートを製造した。その後、該プレートの中心部を60mm×60mm角に切り取り、試験片を作成した。この試験片を、超高抵抗計R8340Aアドバンテスト社製にてJISK6723に準拠した方法で表面抵抗率を測定した。
(電磁波シールド性)
上記で得られた150mm角プレートを、KEC法にて周波数0.1MHz~1GHz領域で、フリースペース法にて周波数26.5-40GHz、60-90GHzの2領域について測定した。フリースペース法では、ベクトルネットワークアナライザを使用し、水平に配置した2対のレンズアンテナでSパラメータ(S21、S11)を測定し、遮蔽特性および吸収特性は電力基準として下記のように算出した。
S21=(透過波の電磁界強度 / 入射波の電磁界強度)
S11=(反射波の電磁界強度 / 入射波の電磁界強度)
遮蔽特性(dB)=10×log10(S212)
反射率(%)=100×S112
透過率(%)=100×S212
吸収率(%)=100-反射率-透過率
上記で得られた150mm角プレートを、KEC法にて周波数0.1MHz~1GHz領域で、フリースペース法にて周波数26.5-40GHz、60-90GHzの2領域について測定した。フリースペース法では、ベクトルネットワークアナライザを使用し、水平に配置した2対のレンズアンテナでSパラメータ(S21、S11)を測定し、遮蔽特性および吸収特性は電力基準として下記のように算出した。
S21=(透過波の電磁界強度 / 入射波の電磁界強度)
S11=(反射波の電磁界強度 / 入射波の電磁界強度)
遮蔽特性(dB)=10×log10(S212)
反射率(%)=100×S112
透過率(%)=100×S212
吸収率(%)=100-反射率-透過率
(機械物性)
得られた樹脂組成物を、PPベース品は80℃、PBTベース品は120℃ギアオーブンで5時間乾燥後、射出成形機にてPPはシリンダー温度230℃で、PBTはシリンダー温度270℃でJIS K7139多目的試験片A形を射出成形した後、切削し、JIS K7111に規定されるタイプ1のノッチタイプA試験片を作製した。JIS K7111に準拠した方法により、測定温度23℃でシャルピー衝撃強さを測定した。
得られた樹脂組成物を、PPベース品は80℃、PBTベース品は120℃ギアオーブンで5時間乾燥後、射出成形機にてPPはシリンダー温度230℃で、PBTはシリンダー温度270℃でJIS K7139多目的試験片A形を射出成形した後、切削し、JIS K7111に規定されるタイプ1のノッチタイプA試験片を作製した。JIS K7111に準拠した方法により、測定温度23℃でシャルピー衝撃強さを測定した。

なお、表中の各原料は以下のものを用いた。
「Athlos100」・・・カーボンナノ構造体「ATHLOS(TM)100 Carbon Nanostructure Pellets」(キャボット社))。ラマンスペクトルを図1、図2に示す。なお、ラマンスペクトルを下記の方法で測定した。
「Athlos100」・・・カーボンナノ構造体「ATHLOS(TM)100 Carbon Nanostructure Pellets」(キャボット社))。ラマンスペクトルを図1、図2に示す。なお、ラマンスペクトルを下記の方法で測定した。
「NC7000」・・・多層カーボンナノチューブ(ナノシル社製)
「PP」・・・ポリプロピレン樹脂(MFRが230℃、2.16kgで5~10g/10minのランダムポリプロピレン)
「PBT」・・・ポリブチレンテレフタレート(MFRが240℃、2.16kgで60~80g/10min)
なお、MFRは、メルトインデクサー(オリフィス径2.1mm)に投入し、上記荷重を掛け、5分間の予熱後にメルトフローレートを測定した。
「PBT」・・・ポリブチレンテレフタレート(MFRが240℃、2.16kgで60~80g/10min)
なお、MFRは、メルトインデクサー(オリフィス径2.1mm)に投入し、上記荷重を掛け、5分間の予熱後にメルトフローレートを測定した。
実施例1と比較例1とを比べると、実施例1が比較例1よりも、耐衝撃性を保持ないし向上しつつ、表面抵抗率が低くなり導電性に優れ、かつ、1GHz~70GHzでの電磁波遮蔽性能にも優れることが明らかとなった。また、実施例2と比較例2との比較でも、実施例2が比較例2よりも耐衝撃性を保持ないし向上しつつ、表面抵抗率が低くなり導電性に優れ、かつ、1GHz~70GHzでの電磁波遮蔽性能にも優れることが明らかとなった。
[実施例3、4、比較例3、4]
表に示す組成および割合で、フィラーとポリマーとを、二軸押出機TEM-26SX(芝浦機械株式会社製)(シリンダ温度220℃(PP)または260℃(PBT)、スクリュ回転数300rpm、吐出量10kg/hr)にて溶融混練し、樹脂組成物を得た。得られた樹脂組成物を上記のとおり評価した。結果を表2、3に示した。
表に示す組成および割合で、フィラーとポリマーとを、二軸押出機TEM-26SX(芝浦機械株式会社製)(シリンダ温度220℃(PP)または260℃(PBT)、スクリュ回転数300rpm、吐出量10kg/hr)にて溶融混練し、樹脂組成物を得た。得られた樹脂組成物を上記のとおり評価した。結果を表2、3に示した。
[実施例5,6、比較例5、6]
実施例1、比較例1でそれぞれ得られた樹脂組成物をマスターバッチとし、さらにマスターバッチ中のフィラーの割合が最終的に表2、3に示す割合となるよう各ポリマーをブレンドして希釈し、二軸押出機TEM-26SX(芝浦機械株式会社製)(シリンダ温度220℃(PP)または260℃(PBT)、スクリュ回転数300rpm、吐出量10kg/hr)にて溶融混練し、樹脂組成物を得た。得られた樹脂組成物を上記のとおり評価した。結果を表2、3に示した。
実施例1、比較例1でそれぞれ得られた樹脂組成物をマスターバッチとし、さらにマスターバッチ中のフィラーの割合が最終的に表2、3に示す割合となるよう各ポリマーをブレンドして希釈し、二軸押出機TEM-26SX(芝浦機械株式会社製)(シリンダ温度220℃(PP)または260℃(PBT)、スクリュ回転数300rpm、吐出量10kg/hr)にて溶融混練し、樹脂組成物を得た。得られた樹脂組成物を上記のとおり評価した。結果を表2、3に示した。


実施例3と比較例3とを比べると、実施例3が比較例3よりも耐衝撃性を保持ないし向上しつつ、表面抵抗率が低く導電性に優れ、かつ、1GHz~70GHzでの電磁波遮蔽性能と電磁波吸収性能に優れることが明らかとなった。実施例4と比較例4とを比べると、実施例4が比較例4よりも耐衝撃性を保持ないし向上しつつ、表面抵抗率が低く導電性に優れ、かつ、1GHz~70GHzでの電磁波遮蔽性能と電磁波吸収性能に優れることが明らかとなった。実施例5と比較例5とを比べると、実施例5が比較例5よりも耐衝撃性を保持ないし向上しつつ、表面抵抗率が低く導電性に優れ、かつ、1GHz~70GHzでの電磁波遮蔽性能と電磁波吸収性能に優れることが明らかとなった。実施例6と比較例6とを比べると、実施例6が比較例6よりも耐衝撃性を保持ないし向上しつつ、表面抵抗率が低く導電性に優れ、かつ、1GHz~70GHzでの電磁波遮蔽性能と電磁波吸収性能に優れることが明らかとなった。
また、実施例3、4と実施例5、6の結果から直接コンパウンド化しても、あるいは、マスターバッチを使用して希釈しても、同様の性能を発揮することが明らかとなった。また、実施例1と比較して実施例3~6の電磁波遮蔽性能は低下するものの、電磁波吸収性能は向上するため、特に反射ノイズの低減が必要な用途に適することが明らかとなった。
(ラマンスペクトルの測定と結果)
試料(Athlos100)をスライドガラスに採取し、ラマン分析(n=5)を行った。
ラマン装置:NRS5500(日本分光製)励起波長633nm、785nm
グレーティング: 600本
露光時間:100秒
積算回数:2回
結晶性Si(520cm-1)にて波数補正を実施。
G(1586cm-1)とD(1367cm-1)のピーク高さを求め、G/D比を算出(表4)。
試料(Athlos100)をスライドガラスに採取し、ラマン分析(n=5)を行った。
ラマン装置:NRS5500(日本分光製)励起波長633nm、785nm
グレーティング: 600本
露光時間:100秒
積算回数:2回
結晶性Si(520cm-1)にて波数補正を実施。
G(1586cm-1)とD(1367cm-1)のピーク高さを求め、G/D比を算出(表4)。

[実施例7~9]
表に示す組成および割合で、フィラーとポリマーとを、二軸押出機TEX-25αIII(株式会社日本製鋼所製)(シリンダ温度300℃、スクリュ回転数200rpm、吐出量15kg/hr)にて溶融混練し、樹脂組成物を得た。得られた樹脂組成物を下記のとおり評価した。結果を表5に示した。
表に示す組成および割合で、フィラーとポリマーとを、二軸押出機TEX-25αIII(株式会社日本製鋼所製)(シリンダ温度300℃、スクリュ回転数200rpm、吐出量15kg/hr)にて溶融混練し、樹脂組成物を得た。得られた樹脂組成物を下記のとおり評価した。結果を表5に示した。
(導電率)
得られた樹脂組成物を、140℃ギアオーブンで2時間乾燥後、射出成形機にてシリンダー温度320~330℃で100mm×100mm×2mmの試験片を作製した。この試験片を、上記同様、表面抵抗率を測定した。
得られた樹脂組成物を、140℃ギアオーブンで2時間乾燥後、射出成形機にてシリンダー温度320~330℃で100mm×100mm×2mmの試験片を作製した。この試験片を、上記同様、表面抵抗率を測定した。
(電磁波シールド性)
上記で得られた100mm角プレートを、上記と同様、電磁波シールド性を測定および算出した。
上記で得られた100mm角プレートを、上記と同様、電磁波シールド性を測定および算出した。
(機械物性)
上記で得られた100mm角プレートから材料流動方向に10mm×80mmの試験片を切削作製し、JIS K7111に準拠した方法により、測定温度23℃でシャルピー衝撃強さを測定した。
上記で得られた100mm角プレートから材料流動方向に10mm×80mmの試験片を切削作製し、JIS K7111に準拠した方法により、測定温度23℃でシャルピー衝撃強さを測定した。

なお、表中の各原料は以下のものを用いた。
「PPS」・・・ポリフェニレンスルフィド樹脂(溶融粘度が310℃、せん断速度1000sec―1で10~20Pa・s)
実施例7~9において、耐衝撃性を保持ないし向上しつつ、表面抵抗率が低くなり導電性に優れ、かつ、1GHz~70GHzでの電磁波遮蔽性能、吸収性能、および機械強度に優れることが明らかとなった。
Claims (9)
- 熱可塑性樹脂と、カーボンナノ構造体とを必須の原料として溶融混錬してなり、
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする導電性樹脂組成物。 - 前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させて架橋構造を形成してなるものである、請求項1記載の導電性樹脂組成物。
- マスターバッチであって、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が1~30質量部である、請求項1記載の導電性樹脂組成物。 - 前記熱可塑性樹脂は、ポリアミド系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂及びポリフェニレン系樹脂からなる群より選択される少なくとも1種を含む、請求項1に記載の導電性樹脂組成物。
- 請求項1記載の導電性樹脂組成物を成形してなる成形体。
- 導電材料または電磁波シールド材料である、請求項5記載の成形体。
- 熱可塑性樹脂と、カーボンナノ構造体とを溶融混錬する工程を有し、
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする導電性樹脂組成物の製造方法。 - 熱可塑性樹脂と、カーボンナノ構造体とを、熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部の割合で溶融混錬してマスターバッチを製造する工程、
さらに、得られたマスターバッチと熱可塑性樹脂とを溶融混錬する工程を有することを特徴とする導電性樹脂組成物の製造方法。 - 熱可塑性樹脂と、カーボンナノ構造体とを含む導電性樹脂組成物を溶融成形する工程を有する成形体の製造方法であって、
前記カーボンナノ構造体が、カーボンナノチューブとガラス繊維とを結着樹脂で結着させてなるものであり、
熱可塑性樹脂100質量部に対して、カーボンナノ構造体が0.1~30質量部であることを特徴とする成形体の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-143010 | 2022-09-08 | ||
| JP2022143010 | 2022-09-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024053535A1 true WO2024053535A1 (ja) | 2024-03-14 |
Family
ID=90191090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/031681 WO2024053535A1 (ja) | 2022-09-08 | 2023-08-31 | 導電性樹脂組成物、マスターバッチ、成形体及びそれらの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024053535A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012057082A (ja) * | 2010-09-10 | 2012-03-22 | Dic Corp | ポリフェニレンエーテル系樹脂組成物及び成形体 |
| JP2013513020A (ja) * | 2009-12-08 | 2013-04-18 | アプライド ナノストラクチャード ソリューションズ リミテッド ライアビリティー カンパニー | 熱可塑性マトリックス中のcnt浸出繊維 |
| JP2017512847A (ja) * | 2014-08-29 | 2017-05-25 | エルジー・ケム・リミテッド | 機械的物性が改善された複合材及びこれを含有する成形品 |
| WO2022004235A1 (ja) * | 2020-06-30 | 2022-01-06 | ポリプラスチックス株式会社 | 熱可塑性樹脂組成物、部材及びその製造方法、並びに熱可塑性樹脂組成物の導電性発現方法 |
| WO2022004236A1 (ja) * | 2020-06-30 | 2022-01-06 | ポリプラスチックス株式会社 | 熱可塑性樹脂組成物、部材及びその製造方法、並びに熱可塑性樹脂組成物の導電性発現方法 |
| JP7112804B1 (ja) * | 2021-04-12 | 2022-08-04 | ユニチカ株式会社 | ポリアミド樹脂組成物 |
| WO2022181696A1 (ja) * | 2021-02-25 | 2022-09-01 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形体、電磁波吸収体、および、樹脂組成物の製造方法 |
-
2023
- 2023-08-31 WO PCT/JP2023/031681 patent/WO2024053535A1/ja unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013513020A (ja) * | 2009-12-08 | 2013-04-18 | アプライド ナノストラクチャード ソリューションズ リミテッド ライアビリティー カンパニー | 熱可塑性マトリックス中のcnt浸出繊維 |
| JP2012057082A (ja) * | 2010-09-10 | 2012-03-22 | Dic Corp | ポリフェニレンエーテル系樹脂組成物及び成形体 |
| JP2017512847A (ja) * | 2014-08-29 | 2017-05-25 | エルジー・ケム・リミテッド | 機械的物性が改善された複合材及びこれを含有する成形品 |
| WO2022004235A1 (ja) * | 2020-06-30 | 2022-01-06 | ポリプラスチックス株式会社 | 熱可塑性樹脂組成物、部材及びその製造方法、並びに熱可塑性樹脂組成物の導電性発現方法 |
| WO2022004236A1 (ja) * | 2020-06-30 | 2022-01-06 | ポリプラスチックス株式会社 | 熱可塑性樹脂組成物、部材及びその製造方法、並びに熱可塑性樹脂組成物の導電性発現方法 |
| WO2022181696A1 (ja) * | 2021-02-25 | 2022-09-01 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形体、電磁波吸収体、および、樹脂組成物の製造方法 |
| JP7112804B1 (ja) * | 2021-04-12 | 2022-08-04 | ユニチカ株式会社 | ポリアミド樹脂組成物 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5092216B2 (ja) | プロピレン系樹脂組成物の製造方法、プロピレン系樹脂組成物およびそれからなる射出成形体 | |
| KR101309738B1 (ko) | 고분자/필러의 전기전도성 복합체 및 이의 제조방법 | |
| CN102585349B (zh) | 一种抗静电材料、制备方法及其应用 | |
| KR102018232B1 (ko) | 고유전율 재료용 수지 조성물, 이것을 포함하는 성형품, 및 착색용 마스터배치 | |
| WO2013111862A1 (ja) | 導電性樹脂用マスターバッチの製造方法およびマスターバッチ | |
| KR102181876B1 (ko) | 이차전지 폐분리막을 이용한 복합수지 조성물의 제조 방법 | |
| WO2020148653A1 (en) | Thermoplastic compositions having low dielectric constant | |
| CN112457585A (zh) | 一种聚丙烯组合物及其制备方法 | |
| dos Anjos et al. | Influence of graphene nanoplates and ABS‐g‐MAH on the thermal, mechanical, and electromagnetic properties of PC/ABS blend | |
| KR101055620B1 (ko) | 전기적 특성이 뛰어난 고분자/탄소나노튜브 복합체와 이의 제조방법 | |
| dos Anjos et al. | Influence of MWCNT aspect ratio on the rheological, electrical, electromagnetic shielding, and mechanical properties of polycarbonate melt mixed nanocomposites | |
| WO2024053535A1 (ja) | 導電性樹脂組成物、マスターバッチ、成形体及びそれらの製造方法 | |
| KR20130086539A (ko) | 폴리올레핀계 수지 조성물 및 그의 제조 방법 | |
| WO2024066693A1 (zh) | 抗静电聚醚醚酮复合材料及其制备方法 | |
| WO2019069140A1 (en) | ELECTRICALLY CONDUCTIVE POLYOLEFIN COMPOSITE AND PROCESS FOR PREPARING THE SAME | |
| Sathyanarayana et al. | Influence of peroxide addition on the morphology and properties of polypropylene–multiwalled carbon nanotube nanocomposites | |
| CN111333954A (zh) | 一种汽车内饰件用耐光照老化塑料及其加工工艺 | |
| Wang et al. | Comparison of ethylene‐propylene diene terpolymer composites filled with natural and synthesized micas | |
| JP7174155B2 (ja) | 熱可塑性樹脂組成物及びそれを用いた成形品の製造方法 | |
| JP2002249635A (ja) | 自動車外装材用ポリプロピレン系樹脂組成物及びそれを成形してなる自動車用サイドモール | |
| JP2006097005A (ja) | 導電性樹脂組成物及びその製造方法 | |
| WO2022195511A1 (en) | Electrically conductive compositions for battery electrode plates | |
| US20240158604A1 (en) | Electrically Conductive Compositions for Battery Electrode Plates | |
| WO2023026187A1 (en) | Thermoplastic compositions including low dielectric carbon black as a signal transmission component | |
| JP2002225011A (ja) | 成形用木質系組成物及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23863073 Country of ref document: EP Kind code of ref document: A1 |