WO2023228979A1 - オーステナイト系ステンレス合金溶接継手、及び、オーステナイト系ステンレス合金溶接材料 - Google Patents
オーステナイト系ステンレス合金溶接継手、及び、オーステナイト系ステンレス合金溶接材料 Download PDFInfo
- Publication number
- WO2023228979A1 WO2023228979A1 PCT/JP2023/019346 JP2023019346W WO2023228979A1 WO 2023228979 A1 WO2023228979 A1 WO 2023228979A1 JP 2023019346 W JP2023019346 W JP 2023019346W WO 2023228979 A1 WO2023228979 A1 WO 2023228979A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- content
- weld metal
- less
- austenitic stainless
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
- B23K35/3066—Fe as the principal constituent with Ni as next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
- B23K35/308—Fe as the principal constituent with Cr as next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
- B23K35/308—Fe as the principal constituent with Cr as next major constituent
- B23K35/3086—Fe as the principal constituent with Cr as next major constituent containing Ni or Mn
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/08—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of welds or the like
Definitions
- the present disclosure relates to welded joints and welding materials, and more particularly to austenitic stainless alloy welded joints and austenitic stainless alloy welded materials.
- Austenitic stainless alloy welded joints are manufactured by welding austenitic stainless alloy materials.
- the austenitic stainless alloy welded joint includes a base material made of an austenitic stainless alloy and a weld metal.
- Austenitic stainless alloy welded joints are used in welded structures for chemical plant equipment such as thermal power boilers, oil refineries, and petrochemical plants. Examples of welded structures of chemical plant equipment include peripheral equipment of distillation columns, heating furnace tubes, reaction tubes, heat exchangers, piping, and the like. Some of the parts used in the welded structures of chemical plant equipment are used in high-temperature environments of 600 to 700°C and environments containing corrosive fluids containing sulfides and/or chlorides. be. In this specification, a high-temperature environment of 600 to 700° C. and containing a corrosive fluid containing sulfide and/or chloride is referred to as a "high-temperature corrosive environment.”
- Naphthenic acids are cyclic saturated hydrocarbons with one or more carboxyl groups. Naphthenic acids do not cause SCC like polythionic acids, but general corrosion. Therefore, it is preferable that the weld metal of the welded joint used in the above-mentioned plant equipment has excellent not only polythionic acid SCC resistance but also naphthenic acid corrosion resistance.
- welded joints that have been used for long periods of time in high-temperature environments may have reduced toughness. Therefore, excellent aging toughness is required for weld metals for welded joints that are used for long periods in high-temperature environments.
- weld metals for welded joints that require polythionic acid SCC resistance, naphthenic acid corrosion resistance, and aging toughness are also required to suppress weld hot cracking during welding.
- the weld metal of the austenitic stainless alloy weld joint used in the above-mentioned high-temperature corrosive environment is required to have weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and excellent aging toughness.
- Patent Document 1 JP-A No. 2003-166039
- Patent Document 2 International Publication No. 2009/044802
- the austenitic heat-resistant steel disclosed in Patent Document 1 has, in mass%, C: 0.005 to less than 0.03%, Si: 0.05 to 0.4%, Mn: 0.5 to 2%, and P. :0.01 ⁇ 0.04%, S:0.0005 ⁇ 0.005%, Cr:18 ⁇ 20%, Ni:7 ⁇ 11%, Nb:0.2 ⁇ 0.5%, V:0. 2 to 0.5%, Cu: 2 to 4%, N: 0.10 to 0.30%, B: 0.0005 to 0.0080%, and the remainder consists of Fe and inevitable impurities.
- the total content of Nb and V is 0.6% or more, and the amount of Nb solid solution in the steel is 0.15% or more.
- Patent Document 1 polythionic acid SCC resistance is improved by reducing the C content and defining the relationship between Cr, C, Nb, and V.
- the austenitic stainless steel disclosed in Patent Document 2 has, in mass %, C: less than 0.04%, Si: 1.5% or less, Mn: 2% or less, Cr: 15 to 25%, Ni: 6 to 30%, N: 0.02-0.35%, Sol. Contains Al: 0.03% or less, and further includes Nb: 0.5% or less, Ti: 0.4% or less, V: 0.4% or less, Ta: 0.2% or less, Hf: 0.2%. and Zr: 0.2% or less, and the remainder consists of Fe and impurities.
- Patent Document 1 there is no study regarding the weld metal of the welded joint.
- the purpose of the present disclosure is to provide an austenitic stainless steel welded joint including a weld metal having excellent weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and aging toughness, and an austenitic stainless steel used therein.
- the purpose of the present invention is to provide alloy welding materials.
- the austenitic stainless alloy welded joint according to the present disclosure has the following configuration.
- the chemical composition of the base material is in mass%, C: 0.030% or less, Si: 0.10-1.00%, Mn: 0.20-2.00%, P: 0.040% or less, S: 0.010% or less, Cr: 16.0-25.0%, Ni: 10.0 to 30.0%, Mo: 0.1 to 5.0%, Nb: 0.20-1.00%, N: 0.05-0.30%, sol.
- the chemical composition of the weld metal is in mass%, C: 0.020% or less, Si: 0.01-1.00%, Mn: 0.20-2.00%, P: 0.030% or less, S: 0.010% or less, Cr: 16.0-25.0%, Ni: 15.0 to 40.0%, Mo: 2.5-5.0%, Nb: 0.10-2.00%, N: 0.05-0.30%, sol.
- the Mo content in mass % in each micro square area was determined, and the arithmetic mean value of all the obtained Mo contents was defined as [Mo] AVE , Among all the obtained Mo contents, the arithmetic mean value of the Mo contents higher than the [Mo] AVE is defined as [Mo] H , and among all the obtained Mo contents, the [Mo] Mo] When the arithmetic mean value of Mo content lower than AVE is defined as [Mo] L , F2 defined by formula (2) is 2.5 or less, Austenitic stainless steel alloy welded joints.
- F1 130B+8C+0.025Cr+0.25Mn+0.08Mo+0.6Nb+12P+7.6S+0.78Si+0.012W (1)
- F2 [Mo] H /[Mo] L (2)
- each element symbol in formula (1) is substituted with the content of the corresponding element in the weld metal in mass %.
- the austenitic stainless steel alloy welding material according to the present disclosure has the following configuration.
- the chemical composition is in mass%, C: 0.020% or less, Si: 0.01-1.00%, Mn: 0.20-2.00%, P: 0.030% or less, S: 0.010% or less, Cr: 16.0-25.0%, Ni: 15.0 to 40.0%, Mo: 2.5-5.0%, Nb: 0.10-2.00%, N: 0.05-0.30%, sol.
- Al 0.001-0.100%
- B 0.0010 to 0.0050%
- Cu 0 to 5.00%
- W 0-5.00%
- Co 0-1.00%
- V 0-1.00%
- Ta 0-0.20%
- Hf 0-0.20%
- Ca 0-0.010%
- Mg 0 to 0.010%
- Rare earth elements 0 to 0.100%
- the remainder consists of Fe and impurities, Austenitic stainless steel alloy welding material.
- the weld metal of the austenitic stainless alloy welded joint according to the present disclosure has excellent weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and aging toughness.
- the austenitic stainless steel alloy welding material according to the present disclosure serves as a raw material for a weld metal that exhibits the above-mentioned effects.
- FIG. 1 is a plan view showing an example of the austenitic stainless alloy welded joint of this embodiment.
- FIG. 2 is a cross-sectional view of the austenitic stainless alloy welded joint of FIG. 1 taken in the weld metal width direction.
- FIG. 3 is a cross-sectional view of the austenitic stainless alloy welded joint of FIG. 1 taken along the weld metal extending direction.
- FIG. 4 is a cross-sectional view of an austenitic stainless alloy welded joint taken along the weld metal extending direction, which is different from FIG. 3.
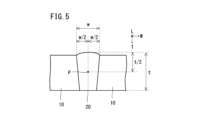
- FIG. 5 is a cross-sectional view perpendicular to the weld metal extending direction of the austenitic stainless alloy welded joint of this embodiment.
- FIG. 6 is a schematic diagram for explaining the groove shape of the base material in the example.
- FIG. 7 is a schematic diagram of a welded joint using the base metal of FIG. 6.
- FIG. 8 is a schematic diagram showing the sampling positions of the plate-shaped test pieces used in the examples.
- FIG. 9 is a schematic diagram showing sampling positions of V-notch test pieces used in Examples.
- the present inventors investigated means for increasing the weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and aging toughness of the weld metal of an austenitic stainless alloy welded joint. As a result, we obtained the following knowledge.
- the present inventors first investigated the chemical composition of a base material that constitutes an austenitic stainless alloy welded joint.
- the base material of the austenitic stainless alloy welded joint satisfies the following feature 1 from the viewpoint of the weld metal's weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and aging toughness. I thought it was appropriate because of this.
- the chemical composition of the base material is, in mass%, C: 0.030% or less, Si: 0.10 to 1.00%, Mn: 0.20 to 2.00%, P: 0.040% or less, S : 0.010% or less, Cr: 16.0 to 25.0%, Ni: 10.0 to 30.0%, Mo: 0.1 to 5.0%, Nb: 0.20 to 1.00% , N: 0.05-0.30%, sol.
- Al 0.001 to 0.100%
- B 0 to 0.0080%
- Cu 0 to 5.00%
- W 0 to 5.00%
- Co 0 to 1.00%
- V 0 ⁇ 1.00%
- Ta 0 ⁇ 0.20%
- Hf 0 ⁇ 0.20%
- Ca 0 ⁇ 0.010%
- Mg 0 ⁇ 0.010%
- Rare earth elements 0 ⁇ 0.100 % and the remainder consists of Fe and impurities.
- the inventor further investigated the chemical composition of the weld metal of an austenitic stainless alloy welded joint. As a result, it was considered that when the chemical composition of the weld metal satisfies the following characteristic 2, the weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and aging toughness are improved.
- the chemical composition of the weld metal is, in mass%, C: 0.020% or less, Si: 0.01 to 1.00%, Mn: 0.20 to 2.00%, P: 0.030% or less, S : 0.010% or less, Cr: 16.0 to 25.0%, Ni: 15.0 to 40.0%, Mo: 2.5 to 5.0%, Nb: 0.10 to 2.00% , N: 0.05-0.30%, sol.
- weld metal Even in a welded joint containing a base material having the above-mentioned chemical composition and a weld metal having the above-mentioned chemical composition, the weld metal still has poor weld hot cracking resistance, polythionic acid SCC resistance, and naphthenic acid corrosion resistance. In some cases, either the strength or the aging toughness could not be sufficiently obtained.
- Weld metal is formed by welding. In this respect, it differs from a base material manufactured by hot working. Therefore, it is effective for weld metals to improve weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and aging toughness by means different from those for the base metal.
- the present inventors further investigated means for increasing weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and aging toughness of weld metal.
- the weld metal of the welded joint further satisfies the following characteristics 3 and 4, so that the weld metal of the welded joint has high weld hot cracking resistance, polythionic acid SCC resistance, naphthenic acid corrosion resistance, and It was found that the aging toughness was sufficiently increased.
- F1 defined by formula (1) is 2.30 or less.
- the Mo content in mass % in each micro square area was determined, and the arithmetic mean value of all the obtained Mo contents was defined as [Mo] AVE .
- the arithmetic mean value of the Mo content higher than [Mo] AVE is defined as [Mo] H
- the austenitic stainless alloy welded joint and austenitic stainless alloy welding material according to the present embodiment which were completed based on the above findings, have the following configurations.
- the chemical composition of the base material is in mass%, C: 0.030% or less, Si: 0.10-1.00%, Mn: 0.20-2.00%, P: 0.040% or less, S: 0.010% or less, Cr: 16.0-25.0%, Ni: 10.0 to 30.0%, Mo: 0.1 to 5.0%, Nb: 0.20-1.00%, N: 0.05-0.30%, sol.
- the chemical composition of the weld metal is in mass%, C: 0.020% or less, Si: 0.01-1.00%, Mn: 0.20-2.00%, P: 0.030% or less, S: 0.010% or less, Cr: 16.0-25.0%, Ni: 15.0 to 40.0%, Mo: 2.5-5.0%, Nb: 0.10-2.00%, N: 0.05-0.30%, sol.
- the Mo content in mass % in each micro square area was determined, and the arithmetic mean value of all the obtained Mo contents was defined as [Mo] AVE , Among all the obtained Mo contents, the arithmetic mean value of the Mo contents higher than the [Mo] AVE is defined as [Mo] H , and among all the obtained Mo contents, the [Mo] Mo] When the arithmetic mean value of Mo content lower than AVE is defined as [Mo] L , F2 defined by formula (2) is 2.5 or less, Austenitic stainless steel alloy welded joints.
- F1 130B+8C+0.025Cr+0.25Mn+0.08Mo+0.6Nb+12P+7.6S+0.78Si+0.012W (1)
- F2 [Mo] H /[Mo] L (2)
- each element symbol in formula (1) is substituted with the content of the corresponding element in the weld metal in mass %.
- the austenitic stainless alloy welded joint according to [1] The chemical composition of the base material is B: 0.0001 to 0.0080%, Cu: 0.01-5.00%, W: 0.01-5.00%, Co: 0.01 to 1.00%, V: 0.01-1.00%, Ta: 0.01-0.20%, Hf: 0.01-0.20%, Ca: 0.001-0.010%, Mg: 0.001 to 0.010%, and Rare earth elements: 0.001-0.100%, Containing one or more elements selected from the group consisting of Austenitic stainless steel alloy welded joints.
- the austenitic stainless alloy welded joint according to [1] or [2] The chemical composition of the weld metal is Cu: 0.01-5.00%, W: 0.01-5.00%, Co: 0.01 to 1.00%, V: 0.01-1.00%, Ta: 0.01-0.20%, Hf: 0.01-0.20%, Ca: 0.001-0.010%, Mg: 0.001 to 0.010%, and Rare earth elements: 0 to 0.100%, Containing one or more elements selected from the group consisting of Austenitic stainless steel alloy welded joints.
- the chemical composition is in mass%, C: 0.020% or less, Si: 0.01-1.00%, Mn: 0.20-2.00%, P: 0.030% or less, S: 0.010% or less, Cr: 16.0-25.0%, Ni: 15.0 to 40.0%, Mo: 2.5-5.0%, Nb: 0.10-2.00%, N: 0.05-0.30%, sol.
- FIG. 1 is a plan view showing an example of an austenitic stainless alloy welded joint 1 of this embodiment.
- an austenitic stainless alloy welded joint 1 of this embodiment includes a base material 10 and a weld metal 20.
- Weld metal 20 is formed by welding after abutting the ends of a pair of base materials 10 whose ends are grooved. Examples of welding include TIG welding (Gas Tungsten Arc Welding: GTAW), Shielded Metal Arc Welding (SMAW), Flux Cored Arc Welding (FCAW), and Gas Metal Arc Welding (Gas Metal Arc Welding: FCAW). Metal Arc Welding :GMAW) and submerged arc welding (SAW).
- TIG welding Gas Tungsten Arc Welding: GTAW
- SMAW Shielded Metal Arc Welding
- FCAW Flux Cored Arc Welding
- FCAW Gas Metal Arc Welding
- FIG. 1 the direction in which weld metal 20 extends is defined as weld metal extending direction L.
- the direction perpendicular to the weld metal extending direction L in plan view is defined as the weld metal width direction W.
- a direction perpendicular to the weld metal extending direction L and the weld metal width direction W is defined as the weld metal thickness direction T.
- FIG. 2 is a cross-sectional view of the austenitic stainless alloy welded joint 1 of FIG. 1 taken in the weld metal width direction W. As shown in FIGS. 1 and 2, weld metal 20 is placed between a pair of base metals 10.
- FIG. 3 is a cross-sectional view of the austenitic stainless alloy welded joint 1 of FIG. 1 taken in the weld metal extending direction L.
- FIG. 4 is a cross-sectional view of the austenitic stainless alloy welded joint 1 taken along the weld metal extending direction L, which is different from FIG.
- the base material 10 may have a plate shape.
- the shape of the base material 10 may be an alloy tube.
- the shape of the base material 10 may be a bar or a shaped steel.
- the austenitic stainless alloy welded joint 1 of this embodiment satisfies the following characteristics 1 to 4.
- the chemical composition of the base material 10 is, in mass %, C: 0.030% or less, Si: 0.10 to 1.00%, Mn: 0.20 to 2.00%, P: 0.040% or less, S: 0.010% or less, Cr: 16.0-25.0%, Ni: 10.0-30.0%, Mo: 0.1-5.0%, Nb: 0.20-1.00 %, N: 0.05-0.30%, sol.
- Al 0.001 to 0.100%
- B 0 to 0.0080%
- Cu 0 to 5.00%
- W 0 to 5.00%
- Co 0 to 1.00%
- V 0 ⁇ 1.00%
- Ta 0 ⁇ 0.20%
- Hf 0 ⁇ 0.20%
- Ca 0 ⁇ 0.010%
- Mg 0 ⁇ 0.010%
- Rare earth elements 0 ⁇ 0.100 % and the remainder consists of Fe and impurities.
- the chemical composition of the weld metal 20 is, in mass %, C: 0.020% or less, Si: 0.01 to 1.00%, Mn: 0.20 to 2.00%, P: 0.030% or less, S: 0.010% or less, Cr: 16.0 to 25.0%, Ni: 15.0 to 40.0%, Mo: 2.5 to 5.0%, Nb: 0.10 to 2.00 %, N: 0.05-0.30%, sol.
- F1 defined by formula (1) is 2.30 or less.
- the chemical composition of the base metal 10 of the austenitic stainless alloy welded joint 1 of this embodiment contains the following elements.
- C 0.030% or less Carbon (C) is unavoidably contained. That is, the C content is over 0%. C forms Cr carbide (M 23 C 6 type carbide) at the grain boundaries of the base material 10 during use in a high temperature corrosive environment of 600 to 700°C. The formation of Cr carbide reduces solid solution Cr. Therefore, the polythionic acid SCC resistance of the base material 10 decreases. Therefore, the C content is 0.030% or less. It is preferable that the C content is as low as possible. However, excessive reduction in C content increases manufacturing costs. Therefore, in terms of industrial production, the preferable lower limit of the C content is 0.001%, more preferably 0.002%. A preferable upper limit of the C content is 0.025%, more preferably 0.020%, even more preferably 0.018%, still more preferably 0.016%, and still more preferably 0.015%. %.
- Si 0.10-1.00% Silicon (Si) deoxidizes the alloy. If the Si content is less than 0.10%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Si content exceeds 1.00%, a sigma phase ( ⁇ phase) will precipitate in the base material 10, and the aging toughness of the alloy will decrease. Therefore, the Si content is 0.10 to 1.00%.
- the lower limit of the Si content is preferably 0.15%, more preferably 0.17%, even more preferably 0.18%, even more preferably 0.20%, and even more preferably 0.25%. %.
- the preferable upper limit of the Si content is 0.95%, more preferably 0.90%, even more preferably 0.85%, still more preferably 0.80%, and even more preferably 0.75%. %, more preferably 0.70%, still more preferably 0.50%, still more preferably 0.45%.
- Mn 0.20-2.00%
- Manganese (Mn) deoxidizes the alloy. Mn further stabilizes austenite and suppresses a decrease in aging toughness of the base material 10. If the Mn content is less than 0.20%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Mn content exceeds 2.00%, the high temperature strength of the base material 10 will decrease. Therefore, the Mn content is 0.20-2.00%.
- the preferable lower limit of the Mn content is 0.30%, more preferably 0.35%, even more preferably 0.40%, still more preferably 0.50%, and still more preferably 0.60%. %, more preferably 0.70%, still more preferably 0.80%.
- a preferable upper limit of the Mn content is 1.90%, more preferably 1.85%, even more preferably 1.80%, still more preferably 1.75%, even more preferably 1.70%. %, more preferably 1.60%, still more preferably 1.50%.
- Phosphorus (P) is an impurity that is inevitably contained. In other words, the P content is over 0%. If the P content exceeds 0.040%, the weld hot cracking resistance of the base material 10 will decrease even if the contents of other elements are within the range of this embodiment. Therefore, the P content is 0.040% or less. It is preferable that the P content is as low as possible. However, excessive reduction in P content increases manufacturing costs. Therefore, in terms of industrial production, the preferable lower limit of the P content is 0.001%, more preferably 0.002%. A preferable upper limit of the P content is 0.035%, more preferably 0.032%, still more preferably 0.028%, and still more preferably 0.026%.
- S 0.010% or less Sulfur (S) is an impurity that is inevitably contained. In other words, the S content is more than 0%. If the S content exceeds 0.010%, the weld hot cracking resistance of the base material 10 will decrease even if the contents of other elements are within the ranges of this embodiment. Therefore, the S content is 0.010% or less. It is preferable that the S content is as low as possible. However, excessive reduction in S content increases manufacturing costs. Therefore, in terms of industrial production, the preferable lower limit of the S content is 0.001%. A preferable upper limit of the S content is 0.007%, more preferably 0.006%, even more preferably 0.005%, still more preferably 0.004%, and even more preferably 0.003%. %.
- Chromium (Cr) improves the polythionic acid SCC resistance of the base material 10. If the Cr content is less than 16.0%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Cr content exceeds 25.0%, the aging toughness of the base material 10 will decrease. Therefore, the Cr content is 16.0 to 25.0%.
- the preferable lower limit of the Cr content is 16.5%, more preferably 17.0%, still more preferably 17.2%, and still more preferably 17.4%.
- a preferable upper limit of the Cr content is 24.0%, more preferably 23.0%, and still more preferably 22.0%.
- Ni 10.0-30.0%
- Nickel (Ni) stabilizes austenite and increases the aging toughness of the base material 10. If the Ni content is less than 10.0%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Ni content exceeds 30.0%, the above effects will be saturated and the manufacturing cost will further increase. Therefore, the Ni content is 10.0 to 30.0%.
- the preferable lower limit of the Ni content is 11.0%, more preferably 12.0%, still more preferably 13.0%, even more preferably 13.5%.
- a preferable upper limit of the Ni content is 27.0%, more preferably 26.0%, even more preferably 25.0%, still more preferably 22.0%, even more preferably 20.0%. %, more preferably 18.0%, even more preferably 17.0%.
- Mo 0.1-5.0%
- molybdenum (Mo) molybdenum
- solid solution Mo in the base material 10 combines with S in the usage environment to form a sulfide film on the surface of the base material 10.
- This sulfide film increases naphthenic acid corrosion resistance. If the Mo content is less than 0.1%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Mo content exceeds 5.0%, weld hot cracking may occur in the HAZ during welding, or aging toughness may decrease. Therefore, the Mo content is 0.1 to 5.0%.
- the preferable lower limit of the Mo content is 0.2%, more preferably 0.3%, even more preferably 0.5%, even more preferably 1.0%, even more preferably 1.5%. %, more preferably 2.0%.
- a preferable upper limit of the Mo content is 4.5%, more preferably 4.0%.
- Nb 0.20-1.00%
- niobium combines with C to form MX-type carbonitrides, thereby reducing the amount of solidly dissolved C in the base material 10. This increases the polythionic acid SCC resistance of the base material 10. If the Nb content is less than 0.20%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Nb content exceeds 1.00%, ⁇ ferrite is generated and the aging toughness of the base material 10 is reduced. Therefore, the Nb content is 0.20-1.00%.
- the lower limit of the Nb content is preferably 0.25%, more preferably 0.28%, even more preferably 0.30%, and even more preferably 0.32%.
- a preferable upper limit of the Nb content is 0.90%, more preferably 0.85%, even more preferably 0.80%, still more preferably 0.70%, and still more preferably 0.65%. %.
- N 0.05-0.30% Nitrogen (N) forms a solid solution in the matrix (base phase), stabilizes austenite, and increases the high-temperature strength of the base material 10. Furthermore, N forms fine carbonitrides within the grains, increasing the high-temperature strength of the base material 10. If the N content is less than 0.05%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the N content exceeds 0.30%, Cr nitrides are generated at grain boundaries. In this case, polythionic acid SCC resistance and naphthenic acid corrosion resistance in the weld heat affected zone (HAZ) of the base material 10 are reduced. Therefore, the N content is 0.05-0.30%.
- the preferable lower limit of the N content is 0.06%, more preferably 0.07%, still more preferably 0.08%, and still more preferably 0.10%.
- a preferable upper limit of the N content is 0.25%, more preferably 0.20%, and still more preferably 0.19%.
- Al deoxidizes the alloy. If the Al content is less than 0.001%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Al content exceeds 0.100%, the cleanliness of the alloy will decrease, and the workability and ductility of the alloy will decrease. Therefore, the Al content is 0.001 to 0.100%.
- the lower limit of the Al content is preferably 0.002%, more preferably 0.003%.
- a preferable upper limit of the Al content is 0.050%, more preferably 0.030%, still more preferably 0.026%, and still more preferably 0.025%.
- the Al content means the content of acid-soluble Al (sol.Al).
- the remainder of the chemical composition of the base metal 10 of the austenitic stainless alloy welded joint 1 according to this embodiment consists of Fe and impurities.
- impurities are those that are mixed in from ores as raw materials, scraps, or the manufacturing environment when the base material 10 is industrially manufactured, and are not intentionally contained. It means what is permissible within a range that does not adversely affect the base metal 10 of the austenitic stainless alloy welded joint 1 of this embodiment.
- the chemical composition of the base material 10 of the austenitic stainless alloy welded joint 1 of this embodiment further includes, in place of a part of Fe, B: 0 to 0.0080%, Cu: 0 to 5.00%, W: 0-5.00%, Co: 0-1.00%, V: 0-1.00%, Ta: 0 to 0.20%, Hf: 0-0.20%, Ca: 0-0.010%, Mg: 0 to 0.010%, and Rare earth elements: 0 to 0.100%, It may contain one or more elements selected from the group consisting of. These arbitrary elements will be explained below.
- the chemical composition of the base material 10 according to this embodiment may further include one or more elements selected from the group consisting of B, Cu, W, and Co in place of a part of Fe. All of these elements are optional elements and may not be included. When contained, the elements B, Cu, W, and Co all increase the high-temperature strength of the base material 10.
- B 0-0.0080% Boron (B) is an optional element and may not be included. That is, B may be 0%.
- B is contained, that is, when the B content is more than 0%, B segregates at grain boundaries and increases grain boundary strength during use in a high-temperature corrosive environment at 600 to 700 ° C. .
- the high-temperature strength of the base material 10 increases in a high-temperature corrosive environment of 600 to 700°C. If even a small amount of B is contained, the above effects can be obtained to some extent.
- the B content exceeds 0.0080%, the B content of the weld metal increases during welding, and the weld hot cracking resistance of the weld metal 20 decreases.
- the B content is 0 to 0.0080%.
- the preferable lower limit of the B content is 0.0001%, more preferably 0.0005%, even more preferably 0.0010%, still more preferably 0.0015%, and still more preferably 0.0010%. 0018%, more preferably 0.0020%, still more preferably 0.0022%.
- the upper limit of the B content is preferably less than 0.0060%, more preferably 0.0050%, and still more preferably 0.0040%.
- Cu 0-5.00% Copper (Cu) is an optional element and may not be included. That is, Cu may be 0%.
- Cu When Cu is contained, that is, when the Cu content is over 0%, Cu precipitates as a Cu phase within the grains during use in a high-temperature corrosion environment of 600 to 700°C, and is strengthened by precipitation. The high temperature strength of the base material 10 is increased. If even a small amount of Cu is contained, the above effects can be obtained to some extent. However, if the Cu content exceeds 5.00%, the hot workability and weldability of the alloy will decrease. Therefore, the Cu content is 0 to 5.00%.
- the preferable lower limit of the Cu content is 0.01%, more preferably 0.05%, even more preferably 0.10%, even more preferably 0.50%, and even more preferably 1.00%. , more preferably 2.00%, still more preferably 2.50%.
- the preferable upper limit of the Cu content is 4.50%, more preferably 4.00%, even more preferably 3.80%, still more preferably 3.70%, and even more preferably 3.60%. %, more preferably 3.50%, still more preferably 3.00%.
- W 0-5.00% Tungsten (W) is an optional element and may not be included. That is, W may be 0%.
- W When W is contained, that is, when the W content is more than 0%, W is dissolved in the matrix (base phase) and increases the high-temperature strength of the base material 10 of the austenitic stainless alloy welded joint 1. If even a small amount of W is contained, the above effects can be obtained to some extent. However, if the W content exceeds 5.00%, the stability of austenite decreases, and the aging toughness of the base material 10 decreases. Therefore, the W content is 0 to 5.00%.
- the lower limit of the W content is preferably 0.01%, more preferably 0.02%, even more preferably 0.05%, and still more preferably 0.10%.
- the upper limit of the W content is preferably 4.50%, more preferably 4.00%, and still more preferably 3.50%.
- Co is an optional element and may not be included. That is, the Co content may be 0%.
- Co When Co is contained, that is, when the Co content is more than 0%, Co stabilizes austenite and increases the high-temperature strength of the base material 10 of the austenitic stainless alloy welded joint 1. If even a small amount of Co is contained, the above effects can be obtained to some extent. However, if the Co content exceeds 1.00%, the raw material cost will increase. Therefore, the Co content is 0 to 1.00%.
- the preferable lower limit of the Co content is 0.01%, more preferably 0.02%, still more preferably 0.03%, and still more preferably 0.10%.
- a preferable upper limit of the Co content is 0.90%, more preferably 0.80%, and still more preferably 0.60%.
- the chemical composition of the base material 10 according to the present embodiment may further include one or more elements selected from the group consisting of V, Ta, and Hf in place of a portion of Fe. All of these elements are optional elements and may not be included. When contained, the elements V, Ta, and Hf all enhance the polythionic acid SCC resistance of the base material 10.
- V 0-1.00% Vanadium (V) is an optional element and may not be included. That is, the V content may be 0%.
- V When V is contained, that is, when the V content is more than 0%, V combines with C to form carbonitrides during use in a high-temperature corrosive environment of 600 to 700°C. This reduces solid solution C in the base material 10 and increases the polythionic acid SCC resistance of the base material 10. If even a small amount of V is contained, the above effects can be obtained to some extent. However, if the V content exceeds 1.00%, ⁇ ferrite is generated and the aging toughness of the base material 10 is reduced. Therefore, the V content is 0-1.00%.
- the lower limit of the V content is preferably 0.01%, more preferably 0.05%, and still more preferably 0.10%.
- the upper limit of the V content is preferably 0.90%, more preferably 0.80%, even more preferably 0.60%, even more preferably 0.40%, and still more preferably 0.20%. %.
- Tantalum (Ta) is an optional element and may not be included. That is, the Ta content may be 0%.
- Ta When Ta is contained, that is, when the Ta content is more than 0%, Ta combines with C to form carbonitrides during use in a high-temperature corrosive environment of 600 to 700°C. This reduces solid solution C in the base material 10 and increases the polythionic acid SCC resistance of the base material 10. If even a small amount of Ta is contained, the above effects can be obtained to some extent. However, if the Ta content exceeds 0.20%, ⁇ ferrite is generated and the aging toughness of the base material 10 is reduced. Therefore, the Ta content is 0 to 0.20%.
- the lower limit of Ta content is preferably 0.01%, more preferably 0.02%.
- a preferable upper limit of the Ta content is 0.18%, more preferably 0.16%, and still more preferably 0.14%.
- Hf 0-0.20%
- Hafnium (Hf) is an optional element and may not be included. That is, the Hf content may be 0%.
- Hf When Hf is contained, that is, when the Hf content is more than 0%, Hf combines with C to form carbonitrides during use in a high-temperature corrosive environment of 600 to 700°C. This reduces solid solution C in the base material 10 and increases the polythionic acid SCC resistance of the base material 10. If even a small amount of Hf is contained, the above effects can be obtained to some extent. However, if the Hf content exceeds 0.20%, ⁇ ferrite is generated, and the creep strength, toughness, and weldability of the base material 10 are reduced.
- the Hf content is 0-0.20%.
- the lower limit of the Hf content is preferably 0.01%, more preferably 0.02%.
- a preferable upper limit of the Hf content is 0.18%, more preferably 0.16%, and still more preferably 0.14%.
- the chemical composition of the base material 10 according to the present embodiment may further include one or more elements selected from the group consisting of Ca, Mg, and rare earth elements (REM) in place of a portion of Fe. All of these elements are optional elements and may not be included. When included, Ca, Mg, and rare earth elements all enhance the hot workability of the base material.
- REM rare earth elements
- Ca 0-0.010%
- Calcium (Ca) is an optional element and may not be included. That is, the Ca content may be 0%.
- Ca When Ca is contained, that is, when the Ca content is more than 0%, Ca fixes O (oxygen) and S (sulfur) as inclusions and improves the hot workability of the base material 10. If even a small amount of Ca is contained, the above effects can be obtained to some extent. However, if the Ca content exceeds 0.010%, the hot workability and creep ductility of the base material 10 will decrease. Therefore, the Ca content is 0 to 0.010%.
- the lower limit of the Ca content is preferably 0.001%, more preferably 0.002%.
- a preferable upper limit of the Ca content is 0.008%, more preferably 0.006%, and still more preferably 0.004%.
- Mg 0-0.010%
- Mg Magnesium
- Mg is an optional element and may not be included. That is, the Mg content may be 0%.
- Mg fixes O (oxygen) and S (sulfur) as inclusions and improves the hot workability of the base material 10. If even a small amount of Mg is contained, the above effects can be obtained to some extent. However, if the Mg content exceeds 0.010%, the hot workability and creep ductility of the base material 10 will decrease. Therefore, the Mg content is between 0 and 0.010%.
- the lower limit of the Mg content is preferably 0.001%, more preferably 0.002%.
- a preferable upper limit of the Mg content is 0.008%, more preferably 0.006%, and still more preferably 0.004%.
- Rare earth elements are optional elements and may not be included. That is, the REM content may be 0%.
- REM When REM is contained, that is, when the REM content is more than 0%, REM fixes O (oxygen) and S (sulfur) as inclusions and improves the hot workability of the base material. If even a small amount of REM is contained, the above effects can be obtained to some extent. However, if the REM content exceeds 0.100%, the hot workability and creep ductility of the base material will decrease. Therefore, the REM content is between 0 and 0.100%.
- the lower limit of the REM content is preferably 0.001%, more preferably 0.002%.
- a preferable upper limit of the REM content is 0.080%, more preferably 0.060%.
- REM in this specification contains at least one of Sc, Y, and lanthanoids (La with atomic number 57 to Lu with atomic number 71), and the REM content means the total content of these elements. do.
- FIG. 5 is a cross-sectional view perpendicular to the weld metal extending direction L in the austenitic stainless alloy welded joint 1 of this embodiment.
- the width at the surface of weld metal 20 is defined as w (mm).
- the thickness of the weld metal 20 at the center of the width w is defined as t (mm).
- a region P is defined as the center of the width of the weld metal 20 and the center of the thickness of the weld metal 20 (that is, t/2 depth from the surface of the weld metal 20).
- the chemical composition of region P is defined as the chemical composition of weld metal 20.
- the chemical composition of weld metal 20 contains the following elements.
- C 0.020% or less Carbon (C) is unavoidably contained.
- the C content is over 0%.
- C forms Cr carbide (M 23 C 6 type carbide) at the grain boundaries of the weld metal 20 during use in a high temperature corrosive environment of 600 to 700°C.
- the formation of Cr carbide reduces solid solution Cr. Therefore, the polythionic acid SCC resistance of the weld metal 20 is reduced. Therefore, the C content is 0.020% or less. It is preferable that the C content is as low as possible. However, excessive reduction in C content increases manufacturing costs. Therefore, in terms of industrial production, the preferable lower limit of the C content is 0.001%, more preferably 0.005%.
- a preferable upper limit of the C content is 0.019%, more preferably 0.018%, still more preferably 0.017%, and still more preferably 0.015%.
- Si 0.01 ⁇ 1.00% Silicon (Si) deoxidizes the weld metal 20 during welding. If the Si content is less than 0.01%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Si content exceeds 1.00%, the aging toughness of the weld metal 20 will decrease. Therefore, the Si content is 0.01 to 1.00%.
- the lower limit of the Si content is preferably 0.02%, more preferably 0.03%, even more preferably 0.05%, and even more preferably 0.10%.
- the preferable upper limit of the Si content is 0.95%, more preferably 0.90%, even more preferably 0.80%, still more preferably 0.76%, and still more preferably 0.65%. %, more preferably 0.40%, still more preferably 0.35%.
- Mn 0.20-2.00%
- Manganese (Mn) deoxidizes the weld metal 20 during welding. If the Mn content is less than 0.20%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Mn content exceeds 2.00%, the high temperature strength of the weld metal 20 will decrease. Therefore, the Mn content is between 0.20 and 2.00%.
- the preferable lower limit of the Mn content is 0.25%, more preferably 0.28%, even more preferably 0.30%, still more preferably 0.35%, and even more preferably 0. .40%.
- a preferable upper limit of the Mn content is 1.90%, more preferably 1.85%, even more preferably 1.80%, still more preferably 1.75%, still more preferably 1. 70%, more preferably 1.50%, still more preferably 1.30%.
- Phosphorus (P) is an impurity that is inevitably contained. In other words, the P content is over 0%. If the P content exceeds 0.030%, the welding hot cracking resistance of the weld metal 20 will decrease even if the contents of other elements are within the ranges of this embodiment. Therefore, the P content is 0.030% or less. It is preferable that the P content is as low as possible. However, excessive reduction in P content increases manufacturing costs. Therefore, in terms of industrial production, the preferable lower limit of the P content is 0.001%, more preferably 0.002%, and still more preferably 0.003%. A preferable upper limit of the P content is 0.025%, more preferably 0.020%.
- S 0.010% or less Sulfur (S) is an impurity that is inevitably contained. In other words, the S content is more than 0%. If the S content exceeds 0.010%, the weld hot cracking resistance of the weld metal 20 will be reduced even if the contents of other elements are within the ranges of this embodiment. Therefore, the S content is 0.010% or less. It is preferable that the S content is as low as possible. However, excessive reduction in S content increases manufacturing costs. Therefore, in terms of industrial production, the preferable lower limit of the S content is 0.001%, more preferably 0.002%. A preferable upper limit of the S content is 0.009%, more preferably 0.007%.
- Chromium (Cr) increases the polythionic acid SCC resistance of the weld metal 20. If the Cr content is less than 16.0%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Cr content exceeds 25.0%, the aging toughness of the weld metal 20 will decrease. Therefore, the Cr content is 16.0 to 25.0%.
- the lower limit of the Cr content is preferably 16.5%, more preferably 17.0%.
- a preferable upper limit of the Cr content is 24.5%, more preferably 24.0%, still more preferably 23.5%, and still more preferably 23.0%.
- Ni 15.0-40.0%
- Nickel (Ni) stabilizes austenite and increases the aging toughness of the weld metal 20. If the Ni content is less than 15.0%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Ni content exceeds 40.0%, the above effects will be saturated and the manufacturing cost will further increase. Therefore, the Ni content is 15.0 to 40.0%.
- the preferable lower limit of the Ni content is 15.5%, more preferably 16.0%, even more preferably 17.0%, still more preferably 18.0%, even more preferably 19.0%. %.
- a preferable upper limit of the Ni content is 39.0%, more preferably 38.0%, still more preferably 36.5%, still more preferably 35.0%, and even more preferably 33.0%. %.
- Mo 2.5-5.0% Molybdenum (Mo) suppresses the formation of Cr carbide (M 23 C 6 type carbide) at grain boundaries in the weld metal 20 during use in a high-temperature corrosive environment of 600 to 700°C. This increases the polythionic acid SCC resistance of the weld metal 20. Furthermore, during use of the welded joint in a high-temperature corrosive environment, solid solution Mo in the weld metal 20 combines with S in the use environment to form a sulfide film on the surface of the weld metal 20. The formation of this sulfide film increases the naphthenic acid corrosion resistance of the weld metal 20.
- the Mo content is less than 2.5%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Mo content exceeds 5.0%, sufficient aging toughness cannot be obtained. Therefore, the Mo content is 2.5-5.0%.
- the lower limit of the Mo content is preferably 2.6%, more preferably 2.7%, and still more preferably 2.8%.
- the upper limit of the Mo content is preferably 4.5%, more preferably 4.0%.
- Nb 0.10-2.00%
- niobium combines with C to form MX-type carbonitrides, thereby reducing the amount of solid solution C in the weld metal 20. This increases the polythionic acid SCC resistance of the weld metal 20.
- the produced Nb MX-type carbonitride also increases creep strength. If the Nb content is less than 0.10%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment.
- the Nb content is between 0.10 and 2.00%.
- the lower limit of the Nb content is preferably 0.11%, more preferably 0.12%, even more preferably 0.15%, and still more preferably 0.20%.
- a preferable upper limit of the Nb content is 1.90%, more preferably 1.80%, even more preferably 1.40, still more preferably 1.00%, and still more preferably 0.75%.
- the content is more preferably 0.70%, and even more preferably 0.65%.
- N 0.05-0.30% Nitrogen (N) forms a solid solution in the matrix (base phase), stabilizes austenite, and increases the high-temperature strength of the weld metal 20. Furthermore, N forms fine carbonitrides within the grains, increasing the high-temperature strength of the weld metal 20. If the N content is less than 0.05%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the N content exceeds 0.30%, Cr nitrides are formed at the grain boundaries, and the polythionic acid SCC resistance and naphthenic acid corrosion resistance of the weld metal 20 are reduced. Therefore, the N content is 0.05-0.30%. The preferable lower limit of the N content is 0.06%, more preferably 0.07%, still more preferably 0.08%, and still more preferably 0.10%. A preferable upper limit of the N content is 0.28%, more preferably 0.25%.
- Al deoxidizes the weld metal 20 during welding. If the Al content is less than 0.001%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment. On the other hand, if the Al content exceeds 0.100%, the ductility of the weld metal 20 will decrease. Therefore, the Al content is 0.001 to 0.100%.
- the preferable lower limit of the Al content is 0.002%, more preferably 0.010%.
- a preferable upper limit of the Al content is 0.085%, more preferably 0.080%, even more preferably 0.060%, still more preferably 0.040%, and still more preferably 0.030%. %, more preferably 0.025%, even more preferably 0.020%.
- the Al content means the content of acid-soluble Al (sol.Al).
- B 0.0010-0.0050%
- boron (B) segregates at grain boundaries and increases grain boundary strength.
- the high-temperature strength of the weld metal 20 is increased in a high-temperature corrosive environment of 600 to 700°C.
- the B content is less than 0.0010%, the above effects cannot be sufficiently obtained even if the contents of other elements are within the range of this embodiment.
- the B content exceeds 0.0050%, the welding hot cracking resistance of the weld metal 20 will decrease. Therefore, the B content is 0.0010 to 0.0050%.
- the preferable lower limit of the B content is 0.0011%, more preferably 0.0012%, even more preferably 0.0015%, still more preferably 0.0020%, and still more preferably 0.0015%. It is 0030%. Especially when the B content in the weld metal 20 is 0.0030% or more, excellent creep strength can be obtained in the welded joint 1.
- a preferable upper limit of the B content is 0.0045%, more preferably 0.0040%, and still more preferably 0.0035%.
- the remainder of the chemical composition of the weld metal 20 of the austenitic stainless alloy welded joint 1 consists of Fe and impurities.
- impurities are those that are mixed in from the raw material welding material or the environment during welding when the weld metal 20 is formed, and are not intentionally contained, but have an adverse effect on the weld metal 20. It is permissible as long as it does not give
- the chemical composition of the weld metal 20 of the austenitic stainless alloy welded joint 1 of this embodiment further includes, in place of a part of Fe, Cu: 0 to 5.00%, W: 0-5.00%, Co: 0-1.00%, V: 0-1.00%, Ta: 0 to 0.20%, Hf: 0-0.20%, Ca: 0-0.010%, Mg: 0 to 0.010%, and Rare earth elements: 0 to 0.100%, It may contain one or more elements selected from the group consisting of. These arbitrary elements will be explained below.
- the chemical composition of the weld metal 20 according to the present embodiment may further contain one or more elements selected from the group consisting of Cu, W, and Co in place of a portion of Fe. All of these elements increase the creep strength of weld metal 20.
- Cu 0-5.00% Copper (Cu) is an optional element and may not be included. That is, Cu may be 0%.
- Cu When Cu is contained, that is, when the Cu content exceeds 0%, Cu precipitates as a Cu phase within the grains during use in a high-temperature corrosive environment of 600 to 700°C, and strengthens the weld by precipitation strengthening. Increase the high temperature strength of the metal 20. If even a small amount of Cu is contained, the above effects can be obtained to some extent. However, if the Cu content exceeds 5.00%, the weldability of the alloy decreases. Therefore, the Cu content is 0 to 5.00%.
- the preferable lower limit of the Cu content is 0.01%, more preferably 0.05%, even more preferably 0.10%, even more preferably 0.50%, and even more preferably 1.00%. %, more preferably 2.00%, still more preferably 2.50%.
- the preferable upper limit of the Cu content is 4.50%, more preferably 4.00%, even more preferably 3.80%, still more preferably 3.70%, and still more preferably 3.60%. %, more preferably 3.50%, still more preferably 1.90%.
- W 0-5.00% Tungsten (W) is an optional element and may not be included. That is, W may be 0%.
- W When W is contained, that is, when the W content is more than 0%, W is dissolved in the matrix (base phase) and increases the high-temperature strength of the weld metal 20. If even a small amount of W is contained, the above effects can be obtained to some extent. However, if the W content exceeds 5.00%, the stability of austenite decreases, and the aging toughness of the weld metal 20 decreases. Therefore, the W content is 0 to 5.00%.
- the lower limit of the W content is preferably 0.01%, more preferably 0.02%, even more preferably 0.05%, and still more preferably 0.10%.
- the upper limit of the W content is preferably 4.50%, more preferably 4.00%, still more preferably 3.80%, and still more preferably 3.50%.
- Co is an optional element and may not be included. That is, the Co content may be 0%.
- Co When Co is contained, that is, when the Co content is more than 0%, Co stabilizes austenite and increases the high-temperature strength of the weld metal 20. If even a small amount of Co is contained, the above effects can be obtained to some extent. However, if the Co content exceeds 1.00%, the raw material cost will increase. Therefore, the Co content is 0 to 1.00%.
- the preferable lower limit of the Co content is 0.01%, more preferably 0.02%, still more preferably 0.03%, and still more preferably 0.10%.
- a preferable upper limit of the Co content is 0.90%, more preferably 0.80%, even more preferably 0.60%, still more preferably 0.50%, and even more preferably 0.45%. %.
- the chemical composition of the weld metal 20 according to this embodiment may further contain one or more elements selected from the group consisting of V, Ta, and Hf in place of a portion of Fe. All of these elements are optional elements and may not be included. When contained, the elements V, Ta, and Hf all improve the polythionic acid SCC resistance of the weld metal 20.
- V 0-1.00% Vanadium (V) is an optional element and may not be included. That is, the V content may be 0%.
- V When V is contained, that is, when the V content is more than 0%, V combines with C to form carbonitrides during use in a high-temperature corrosive environment of 600 to 700°C. This reduces solid solution C in the weld metal 20 and increases the polythionic acid SCC resistance of the weld metal 20. If even a small amount of V is contained, the above effects can be obtained to some extent. However, if the V content exceeds 1.00%, ⁇ ferrite is generated and the aging toughness of the weld metal 20 is reduced. Therefore, the V content is 0-1.00%.
- the lower limit of the V content is preferably 0.01%, more preferably 0.05%, and even more preferably 0.10%.
- a preferable upper limit of the V content is 0.90%, more preferably 0.80%, even more preferably 0.60%, still more preferably 0.40%, and still more preferably 0.20%. %, more preferably 0.15%, still more preferably 0.10%.
- Tantalum (Ta) is an optional element and may not be included. That is, the Ta content may be 0%.
- Ta is contained, that is, when the Ta content is more than 0%, Ta combines with C to form carbonitrides during use in a high-temperature corrosive environment of 600 to 700°C. This reduces solid solution C in the weld metal 20 and increases the polythionic acid SCC resistance of the weld metal 20. If even a small amount of Ta is contained, the above effects can be obtained to some extent. However, if the Ta content exceeds 0.20%, ⁇ ferrite is generated and the aging toughness of the weld metal 20 is reduced. Therefore, the Ta content is 0 to 0.20%.
- the lower limit of the Ta content is preferably 0.01%, more preferably 0.02%, in order to further effectively improve polythionic acid SCC resistance.
- a preferable upper limit of the Ta content is 0.18%, more preferably 0.16%, and still more preferably 0.14%.
- Hf 0-0.20%
- Hafnium (Hf) is an optional element and may not be included. That is, the Hf content may be 0%.
- Hf is contained, that is, when the Hf content is more than 0%, Hf combines with C to form carbonitrides during use in a high-temperature corrosive environment of 600 to 700°C. This reduces solid solution C in the weld metal 20 and increases the polythionic acid SCC resistance of the weld metal 20. If even a small amount of Hf is contained, the above effects can be obtained to some extent. However, if the Hf content exceeds 0.20%, ⁇ ferrite is generated, and the creep strength, toughness, and weldability of the weld metal 20 are reduced.
- the Hf content is 0-0.20%.
- the lower limit of the Hf content is preferably 0.01%, more preferably 0.02%.
- a preferable upper limit of the Hf content is 0.18%, more preferably 0.16%, and still more preferably 0.14%.
- the chemical composition of the weld metal 20 according to the present embodiment may further contain one or more elements selected from the group consisting of Ca, Mg, and rare earth elements in place of a part of Fe. All of these elements are optional elements and may not be included. When included, Ca, Mg, and rare earth elements all increase the ductility of the weld metal 20.
- Ca 0-0.010% Calcium (Ca) is an optional element and may not be included. That is, the Ca content may be 0%.
- Ca When Ca is contained, that is, when the Ca content is more than 0%, Ca fixes O (oxygen) and S (sulfur) as inclusions and increases the ductility of the weld metal 20. If even a small amount of Ca is contained, the above effects can be obtained to some extent. However, if the Ca content exceeds 0.010%, the ductility of the weld metal 20 will decrease. Therefore, the Ca content is 0 to 0.010%.
- the lower limit of the Ca content is preferably more than 0%, more preferably 0.001%, and still more preferably 0.002%.
- a preferable upper limit of the Ca content is 0.008%, more preferably 0.006%, and still more preferably 0.004%.
- Mg 0-0.010%
- Mg Magnesium
- Mg is an optional element and may not be included. That is, the Mg content may be 0%.
- Mg fixes O (oxygen) and S (sulfur) as inclusions and increases the ductility of the weld metal 20. If even a small amount of Mg is contained, the above effects can be obtained to some extent. However, if the Mg content exceeds 0.010%, the ductility of the weld metal 20 will decrease. Therefore, the Mg content is 0-0.010%.
- the lower limit of the Mg content is preferably more than 0%, more preferably 0.001%, and even more preferably 0.002%.
- a preferable upper limit of the Mg content is 0.008%, more preferably 0.006%, and still more preferably 0.004%.
- Rare earth elements are optional elements and may not be included. That is, the REM content may be 0%.
- REM When REM is contained, that is, when the REM content is more than 0%, REM fixes O (oxygen) and S (sulfur) as inclusions and increases the ductility of the weld metal 20. If even a small amount of REM is contained, the above effects can be obtained to some extent. However, if the REM content exceeds 0.100%, the ductility of the weld metal 20 will decrease. Therefore, the REM content is between 0 and 0.100%.
- a preferable lower limit of the REM content is more than 0%, more preferably 0.001%, and still more preferably 0.002%.
- a preferable upper limit of the REM content is 0.080%, more preferably 0.060%.
- F1 defined by formula (1) is 2.30 or less.
- F1 130B+8C+0.025Cr+0.25Mn+0.08Mo+0.6Nb+12P+7.6S+0.78Si+0.012W (1) The content (mass %) of the corresponding element is substituted for each element symbol in formula (1).
- F1 is an index regarding the welding hot cracking resistance of the weld metal 20.
- B, C, Cr, Mn, Mo, Nb, P, S, Si, and W are all elements that promote weld hot cracking during welding. If F1 composed of these element contents exceeds 2.30, even if other characteristics 1, 2, and 4 are satisfied, the welding hot cracking resistance of the weld metal 20 will decrease during welding. . If F1 is 2.30 or less, sufficient weld hot cracking resistance can be obtained in the weld metal 20 on the premise that other characteristics 1, 2, and 4 are satisfied. Therefore, F1 is 2.30 or less.
- a preferable upper limit of F1 is 2.28, more preferably 2.25, still more preferably 2.22, still more preferably 2.20, still more preferably 2.18, and even more preferably It is 2.15, more preferably 2.10, and still more preferably 2.05. Note that F1 is a value obtained by rounding off the obtained value to the third decimal place (value to the second decimal place).
- F2 is an index related to the degree of Mo segregation in the square area of the weld metal 20.
- the austenitic stainless alloy welded joint 1 of this embodiment has a high Mo content in order to improve naphthenic acid corrosion resistance. Although Mo improves naphthenic acid corrosion resistance, it tends to segregate at grain boundaries.
- [Mo] H means the Mo content in the area where the Mo content is higher than the average value [Mo] AVE in the square area.
- [Mo] H is an index of segregated Mo content.
- [Mo] L means the Mo content in the area where the Mo content is lower than the average value [Mo] AVE in the square area. That is, [Mo] L is an index of the Mo content in regions other than the region where Mo is segregated.
- the degree of segregation of Mo in the square area is high. In other words, it is considered that the degree of Mo segregation at grain boundaries is high. In this case, the Mo concentration at the grain boundaries is high and the Mo concentration within the grains is low. Therefore, the strength of the grain boundaries becomes excessively higher than the strength within the grains. In other words, the difference between the grain boundary strength and the intragranular strength in the weld metal 20 increases. As a result, sufficient naphthenic acid corrosion resistance and aging toughness cannot be obtained.
- the preferable upper limit of F2 is 2.4, more preferably 2.3, still more preferably 2.2, still more preferably 2.1, still more preferably 2.0, even more preferably It is 1.8, more preferably 1.6, and even more preferably 1.4.
- F2 can be measured by the following method. Referring to FIG. 5, in a cross section of weld metal 20 perpendicular to weld metal extending direction L, a region that is the width center portion of the surface of weld metal 20 and the thickness center portion of weld metal 20. Identify P. Furthermore, in area P, a test piece having a surface (observation surface) including a square area of 1 mm x 1 mm is taken. Mirror-polish the observation surface of the test piece. Select an arbitrary square area from the observation surface after mirror polishing. Area analysis is performed on the selected square area using a field emission electron beam microanalyzer (FE-EPMA).
- FE-EPMA field emission electron beam microanalyzer
- the square area is divided into minute square areas of 100 ⁇ m ⁇ 100 ⁇ m. Then, elemental analysis is performed on each microsquare.
- the accelerating voltage is 15 kV
- the irradiation current is 400 nA
- the beam diameter is 2 ⁇ m
- the integration time is 0.1 seconds.
- the element to be measured is Mo
- the Mo content in mass % in each micro square area is determined.
- the arithmetic mean value of all the obtained Mo contents (mass%) is defined as [Mo] AVE .
- the welding material of the weld metal 20 of the austenitic stainless alloy welded joint 1 of this embodiment has a chemical composition in mass %: C: 0.020% or less, Si: 0.01 to 1.00%, Mn: 0 .20 to 2.00%, P: 0.030% or less, S: 0.010% or less, Cr: 16.0 to 25.0%, Ni: 15.0 to 40.0%, Mo: 2. 5-5.0%, Nb: 0.10-2.00%, N: 0.05-0.30%, sol.
- An austenitic stainless alloy welding material consisting of .100% Fe and impurities is used.
- the effect, preferable lower limit, and preferable upper limit of each element in the chemical composition of the austenitic stainless alloy welding material are the same as the effect, preferable lower limit, and preferable upper limit of each element in the chemical composition of the weld metal 20.
- Weld metal 20 is formed by welding an austenitic stainless alloy welding material having the above chemical composition to base metal 10 using the welding method described below. If the chemical composition of the austenitic stainless alloy welding material deviates from the above range, weld metal 20 cannot be formed.
- the austenitic stainless alloy welded joint 1 of this embodiment satisfies Features 1 to 4. Therefore, in the weld metal 20, sufficient weld hot cracking resistance is obtained, sufficient polythionic acid SCC resistance is obtained, sufficient naphthenic acid corrosion resistance is obtained, and sufficient aging toughness is obtained.
- the method for manufacturing the austenitic stainless alloy welded joint 1 described below is an example for manufacturing the austenitic stainless alloy welded joint 1 of the present embodiment. Therefore, the austenitic stainless alloy welded joint 1 having the above-described configuration may be manufactured by a manufacturing method other than the manufacturing method described below. However, the manufacturing method described below is a preferred example of the manufacturing method of the austenitic stainless alloy welded joint 1 of this embodiment.
- Step 1 Base metal preparation step
- Step 2 Welding step Steps 1 and 2 will be explained below.
- Base material preparation step In the base material preparation step, a base material 10 that satisfies feature 1 is prepared.
- the shape of the base material 10 is not particularly limited. As described above, the base material 10 may be an alloy plate or an alloy tube.
- the base material 10 may be a bar or a shaped steel.
- the base material preparation process includes the following steps. (Step 11) Preparation step (Step 12) Hot working step (Step 13) Cold working step (Step 14) Solution treatment step Steps 11 to 14 will be described below.
- a molten alloy satisfying characteristic 1 is produced.
- the above molten alloy is manufactured using an electric furnace, an AOD (Argon Oxygen Decarburization) furnace, or a VOD (Vacuum Oxygen Decarburization) furnace.
- the manufactured molten alloy is subjected to a well-known degassing treatment as necessary.
- Materials are manufactured from molten alloy that has been degassed.
- the method for manufacturing the material is, for example, a continuous casting method. Continuously cast materials (materials) are manufactured using the continuous casting method. Examples of continuous casting materials include slabs, blooms, and billets.
- the molten alloy may be made into an ingot by an ingot method.
- the prepared material (continuously cast material or ingot) is hot worked to produce a base material.
- a base material For example, an alloy plate that is the base material 10 is manufactured by hot rolling the material. Further, the material is subjected to hot extrusion, hot piercing rolling, etc. to manufacture the alloy tube that is the base material 10.
- the specific method of hot working is not particularly limited, and hot working may be performed depending on the shape of the final product.
- the finishing temperature of hot working is, for example, 1000°C or higher, more preferably 1050°C or higher.
- the processing end temperature here means the temperature of the base material 10 immediately after the final hot processing is completed.
- the base material after the hot working step may be subjected to cold working, if necessary.
- the cold working is, for example, cold drawing or cold rolling.
- the cold working is, for example, cold rolling.
- the base material 10 may be subjected to solution treatment, if necessary.
- the structure is made uniform and carbonitrides are dissolved in solid solution.
- the preferred solution treatment temperature is 1000 to 1250°C.
- the holding time at the solution treatment temperature is not particularly limited, but is, for example, 2 minutes to 60 minutes.
- the austenitic stainless alloy welding material is manufactured by the following method.
- a molten alloy having the chemical composition described above is produced.
- the above molten alloy is manufactured using an electric furnace, an AOD furnace, or a VOD furnace.
- the manufactured molten alloy is subjected to a well-known degassing treatment as necessary.
- a material continuous casting material or ingot
- a wire-shaped austenitic stainless alloy welding material is manufactured by performing well-known hot working on the material.
- Welding methods for the base metal 10 using austenitic stainless alloy welding materials include, for example, TIG welding (GTAW), shielded arc welding (SMAW), flux-cored wire arc welding (FCAW), gas metal arc welding (GMAW), and submerged arc welding. This is welding (SAW).
- GTAW TIG welding
- SMAW shielded arc welding
- FCAW flux-cored wire arc welding
- GMAW gas metal arc welding
- SAW submerged arc welding
- the base material 10 is an alloy plate
- a groove is formed on the end or side surface of the alloy plate, for example.
- the base material 10 is an alloy tube
- a groove is formed at the end of the alloy tube in the axial direction.
- the austenitic stainless alloy welded joint 1 is formed by circumferential welding, for example.
- the interlayer temperature refers to the surface temperature (° C.) of the layer of the weld immediately before starting welding of the next layer in multilayer welding.
- the interlayer temperature of 150°C or less means that the interlayer temperature after forming each layer is 150°C or less.
- the interlayer temperature under condition 2 means that the highest temperature among one or more interlayer temperatures is 150° C. or less.
- the cooling rate CR at 1300°C can be measured by the following method. During welding in the welding process, a thermocouple is inserted into the molten pool to obtain a cooling curve. From the obtained cooling curve, the cooling rate CR (°C/sec) at 1300°C is determined.
- the welding speed V (mm/sec) is determined by the moving speed of the welding torch of the welding device in the case of automatic welding
- the welding speed V (mm/sec) is determined by the setting of the moving speed of the welding torch of the welding device
- the welding speed V (mm/sec) is determined by the setting of the moving speed of the welding torch of the welding device. Determined by the movement speed setting. If Conditions 1 to 3 above are satisfied, weld metal 20 satisfying Features 2 to 4 can be formed.
- the method for manufacturing the austenitic stainless alloy welded joint 1 according to this embodiment is not limited to the above-mentioned manufacturing method. As long as the austenitic stainless alloy welded joint 1 that satisfies Features 1 to 4 can be produced, other methods may be used.
- the austenitic stainless alloy welded joint of this embodiment is not limited to this one example condition.
- an ingot with an outer diameter of 120 mm and a weight of 30 kg was manufactured using a molten alloy.
- the ingot was hot forged to produce an alloy plate with a thickness of 30 mm.
- hot rolling was performed to obtain an alloy plate with a thickness of 15 mm.
- the finishing temperature during hot rolling was 1050°C or higher in all cases.
- the alloy plate after hot rolling was subjected to solution treatment. In all alloy plates, the solution treatment temperature was 1150° C., and the solution treatment time was 10 minutes.
- the base material after solution treatment was water-cooled.
- An ingot with an outer diameter of 120 mm and a weight of 30 kg was manufactured using the molten alloy.
- the ingot was subjected to hot forging, hot rolling, cold rolling, and heat treatment using well-known methods to produce a welding wire (austenitic stainless alloy welding material) with an outer diameter of 1.2 mm.
- a welding wire austenitic stainless alloy welding material
- the restraining plate 30 had a thickness of 25 mm, a width of 200 mm, and a length of 200 mm, and had a chemical composition corresponding to "SM400C" described in JIS G 3106 (2008).
- Two base materials (plate materials) 10 were placed on the restraint plate 30. At this time, the groove surfaces of the two base materials 10 were butted against each other. After arranging the two base materials 10, the four circumferences of the base materials 10 were restraint welded using a coated arc welding rod.
- the coated arc welding rod used had a chemical composition corresponding to "ENiCrMo-3" specified in JIS Z 3224 (2010).
- weld metal was formed by performing multilayer welding by TIG welding (GTAW) using the welding materials shown in Table 2-1 and Table 2-2.
- GTAW TIG welding
- heat input during welding kJ/mm
- maximum interlayer temperature in each layer in multilayer welding °C
- welding speed V °C/sec
- cooling rate CR at 1300°C mm/sec
- FA cooling rate
- the weld hot cracking resistance of the austenitic stainless alloy welded joints of each weld metal number was evaluated by the following method. Ten specimens for microstructural observation of a cross section perpendicular to the weld line were taken from the weld metal part of the austenitic stainless alloy welded joint of each weld metal number. The size of the test piece was 15 mm x 30 mm x 10 mm. Among the surfaces of the sampled test pieces, the surface corresponding to the cross section perpendicular to the weld line was defined as the "observation surface.” The observation surface was 15 x 30 mm. The observation surface was mirror polished and etched with mixed acid.
- the polythionic acid SCC resistance of the weld metal of the austenitic stainless alloy welded joint of each weld metal number was evaluated by the following method. First, the austenitic stainless alloy welded joints of each weld metal number were subjected to aging treatment at 650° C. for 3000 hours assuming that they would be used in a high-temperature environment. In the austenitic stainless alloy welded joint after aging treatment, as shown in FIG. 8, a plate-shaped test piece 40 including region P and having a thickness of 2 mm, a width of 10 mm, and a length of 75 mm was prepared.
- the thickness of 2 mm of the plate-shaped test piece 40 corresponds to the length in the weld metal thickness direction T, and the length of 75 mm of the plate-shaped test piece 40 corresponds to the length in the weld metal width direction W.
- the width of 10 mm of No. 40 corresponded to the length in the weld metal extending direction L.
- a plate-shaped test piece 40 was prepared such that the region P of the weld metal 20 was located at the center of the plate-shaped test piece 40 with a length of 75 mm.
- a polythionic acid SCC resistance evaluation test was conducted in accordance with JIS G 0576:2001 "Stress corrosion cracking test method for stainless steel". Specifically, a plate-shaped test piece was bent around a punch with an inner radius of 5 mm to form a U-bend shape (the curved portion corresponds to the weld metal). A U-bend plate-shaped specimen was immersed in a Wackenroder solution (a solution in which a large amount of H 2 S gas was blown into a saturated H 2 SO 3 aqueous solution created by blowing SO 2 gas into distilled water) at room temperature for 100 hours. .
- a Wackenroder solution a solution in which a large amount of H 2 S gas was blown into a saturated H 2 SO 3 aqueous solution created by blowing SO 2 gas into distilled water
- test piece thickness of 3 mm corresponds to the length in the weld metal thickness direction T
- test piece length of 30 mm corresponds to the weld metal width direction W
- test piece width of 10 mm corresponds to the weld metal elongation. It corresponded to the length in direction L.
- a test piece was prepared such that region P was at the center in the length direction and at the center in the thickness direction.
- test piece was immersed in a 100% cyclohexane carboxylic acid solution (test solution) at 200°C for 720 hours under normal pressure. After 720 hours had passed, the test piece was taken out.
- test piece was subjected to ultrasonic cleaning for 3 minutes using acetone.
- the difference between the mass of the test piece before the test and the mass of the test piece after ultrasonic cleaning was calculated as the corrosion loss. Furthermore, the corrosion rate (mm/y) was determined from the surface area, specific gravity, and test time of the test piece. The evaluation results are shown in Table 4. When the corrosion rate was 0.010 mm/y or less, it was determined that the weld metal had sufficient naphthenic acid corrosion resistance. On the other hand, when the corrosion rate exceeded 0.010 mm/y, it was determined that sufficient naphthenic acid corrosion resistance was not obtained.
- the aging toughness of the weld metal of the austenitic stainless alloy welded joint of each weld metal number was evaluated by the following method.
- a V-notch test piece 50 including region P was prepared from the position shown in FIG. 9 for an austenitic stainless alloy welded joint of each weld metal number.
- the width of the test piece 50 was 10 mm, the thickness was 10 mm, and the length was 55 mm.
- the test piece thickness of 10 mm corresponds to the length in the weld metal thickness direction T
- the test piece width of 10 mm corresponds to the weld metal width direction W
- the test piece length of 55 mm corresponds to the weld metal elongation.
- the test piece 50 was prepared so that the region P of the weld metal 20 was located at the center of the width of the test piece 50.
- a V-notch was formed at the center of the length of the test piece 50.
- the V-notch angle was 45°
- the notch depth was 2 mm
- the notch bottom radius was 0.25 mm.
- Three V-notch test pieces 50 were produced.
- Test piece 50 was subjected to aging treatment at 650° C. for 1000 hours. After holding for 1000 hours, the test piece was allowed to cool to room temperature. A Charpy impact test in accordance with JIS Z 2242:2005 was conducted on the aged test piece at room temperature in the atmosphere. The arithmetic mean value of the three impact values (J/cm 2 ) obtained by the test was defined as the impact value (J/cm 2 ) after high-temperature aging treatment for that test number. The evaluation results are shown in Table 4. If the obtained impact value was 20 J/cm 2 or more, sufficient aging toughness was obtained in the weld metal. On the other hand, if the obtained impact value was less than 20 J/cm 2 , it was determined that sufficient aging toughness could not be obtained in the weld metal.
- test results Referring to Table 1-1, Table 1-2, Table 2-1, Table 2-2, Table 3-1, Table 3-2, and Table 4, in test numbers 1 to 25, base metal, welding material, The chemical composition of the weld metal was appropriate, and the manufacturing conditions were also appropriate. Therefore, the austenitic stainless alloy welded joints with these test numbers satisfied Features 1 to 4. Therefore, with these test numbers, sufficient weld hot cracking resistance, sufficient polythionic acid SCC resistance, sufficient naphthenic acid corrosion resistance, and sufficient aging toughness were obtained.
- test numbers 29 and 32 the Mo content of the welding material was too high. Therefore, the Mo content of the weld metal was too high. Therefore, in Test No. 29, sufficient aging toughness was not obtained. Furthermore, in test number 32, F1 exceeded 2.30. Therefore, sufficient welding hot cracking resistance could not be obtained.
- test number 34 the B content of the welding material was too high. Therefore, the B content of the weld metal was too high. Therefore, sufficient welding hot cracking resistance could not be obtained.
- test number 35 Although the chemical compositions of the base metal and welding material were appropriate, the heat input under the welding conditions was too high. Therefore, F2 exceeded 2.5. As a result, sufficient naphthenic acid corrosion resistance and sufficient aging toughness could not be obtained.
- test number 36 the C content of the base material was too high. Therefore, the C content of the weld metal was too high. Furthermore, the interlayer temperature exceeded 150°C. Therefore, F2 exceeded 2.5. Therefore, sufficient polythionic acid SCC resistance, sufficient naphthenic acid corrosion resistance, and sufficient aging toughness could not be obtained.
- test number 37 the B content of the base material was too high. Therefore, the B content of the weld metal was too high. Therefore, sufficient welding hot cracking resistance could not be obtained.
- test number 41 Although the chemical compositions of the base metal and welding material were appropriate, the heat input and interlayer temperature were both high. Therefore, F2 exceeded 2.5. As a result, sufficient naphthenic acid corrosion resistance and sufficient aging toughness could not be obtained.
- test number 42 Although the chemical compositions of the base metal and welding material were appropriate, the amount of heat input was too high. Therefore, F2 exceeded 2.5. As a result, sufficient naphthenic acid corrosion resistance and sufficient aging toughness could not be obtained.
- test number 43 Although the chemical compositions of the base metal and welding material were appropriate, the interlayer temperature was too high. Therefore, F2 exceeded 2.5. As a result, sufficient naphthenic acid corrosion resistance and sufficient aging toughness could not be obtained.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Arc Welding In General (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024523327A JP7828015B2 (ja) | 2022-05-24 | 2023-05-24 | オーステナイト系ステンレス合金溶接継手、及び、オーステナイト系ステンレス合金溶接材料 |
| US18/866,689 US20250333827A1 (en) | 2022-05-24 | 2023-05-24 | Austenitic stainless alloy welded joint and austenitic stainless alloy welding material |
| EP23811851.7A EP4534714A4 (en) | 2022-05-24 | 2023-05-24 | AUSTENITIC STAINLESS ALLOY WELDED JOINT AND AUSTENITIC STAINLESS ALLOY WELDING MATERIAL |
| CN202380041634.9A CN119234050A (zh) | 2022-05-24 | 2023-05-24 | 奥氏体系不锈钢合金焊接接头和奥氏体系不锈钢合金焊接材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022084625 | 2022-05-24 | ||
| JP2022-084625 | 2022-05-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023228979A1 true WO2023228979A1 (ja) | 2023-11-30 |
Family
ID=88919409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/019346 Ceased WO2023228979A1 (ja) | 2022-05-24 | 2023-05-24 | オーステナイト系ステンレス合金溶接継手、及び、オーステナイト系ステンレス合金溶接材料 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250333827A1 (https=) |
| EP (1) | EP4534714A4 (https=) |
| JP (1) | JP7828015B2 (https=) |
| CN (1) | CN119234050A (https=) |
| WO (1) | WO2023228979A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025154431A1 (ja) * | 2024-01-19 | 2025-07-24 | 株式会社神戸製鋼所 | 被覆アーク溶接棒、溶接継手及び溶接金属 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003166039A (ja) | 2001-04-25 | 2003-06-13 | Nippon Steel Corp | 鋭敏化特性、高温強度および耐食性に優れたオーステナイト系耐熱鋼とその製造方法 |
| WO2009044802A1 (ja) | 2007-10-04 | 2009-04-09 | Sumitomo Metal Industries, Ltd. | オーステナイト系ステンレス鋼 |
| WO2019168119A1 (ja) * | 2018-02-28 | 2019-09-06 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼溶接継手 |
| WO2021015283A1 (ja) * | 2019-07-25 | 2021-01-28 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼材及び溶接継手 |
| WO2021141107A1 (ja) * | 2020-01-10 | 2021-07-15 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼材 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6225598B2 (ja) * | 2013-09-24 | 2017-11-08 | 新日鐵住金株式会社 | オーステナイト系ステンレス鋼溶接材料 |
-
2023
- 2023-05-24 EP EP23811851.7A patent/EP4534714A4/en active Pending
- 2023-05-24 US US18/866,689 patent/US20250333827A1/en active Pending
- 2023-05-24 WO PCT/JP2023/019346 patent/WO2023228979A1/ja not_active Ceased
- 2023-05-24 JP JP2024523327A patent/JP7828015B2/ja active Active
- 2023-05-24 CN CN202380041634.9A patent/CN119234050A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003166039A (ja) | 2001-04-25 | 2003-06-13 | Nippon Steel Corp | 鋭敏化特性、高温強度および耐食性に優れたオーステナイト系耐熱鋼とその製造方法 |
| WO2009044802A1 (ja) | 2007-10-04 | 2009-04-09 | Sumitomo Metal Industries, Ltd. | オーステナイト系ステンレス鋼 |
| WO2019168119A1 (ja) * | 2018-02-28 | 2019-09-06 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼溶接継手 |
| WO2021015283A1 (ja) * | 2019-07-25 | 2021-01-28 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼材及び溶接継手 |
| WO2021141107A1 (ja) * | 2020-01-10 | 2021-07-15 | 日本製鉄株式会社 | オーステナイト系ステンレス鋼材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4534714A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025154431A1 (ja) * | 2024-01-19 | 2025-07-24 | 株式会社神戸製鋼所 | 被覆アーク溶接棒、溶接継手及び溶接金属 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN119234050A (zh) | 2024-12-31 |
| JPWO2023228979A1 (https=) | 2023-11-30 |
| US20250333827A1 (en) | 2025-10-30 |
| EP4534714A4 (en) | 2025-09-10 |
| JP7828015B2 (ja) | 2026-03-11 |
| EP4534714A1 (en) | 2025-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6969666B2 (ja) | オーステナイト系ステンレス鋼溶接継手 | |
| CN115341144B (zh) | 奥氏体系不锈钢钢材和焊接接头 | |
| CN103370435B (zh) | 双相不锈钢 | |
| CN103370166B (zh) | 双相不锈钢焊接接头 | |
| WO2018043565A1 (ja) | オーステナイト系ステンレス鋼 | |
| JP5170351B1 (ja) | 二相ステンレス鋼 | |
| JP7260767B2 (ja) | 溶接継手、及び、その溶接継手の製造に用いられる溶接材料 | |
| WO2019070000A1 (ja) | オーステナイト系ステンレス鋼溶接金属および溶接構造物 | |
| JP2014005506A (ja) | オーステナイト系ステンレス鋼 | |
| WO2023199902A1 (ja) | 合金材 | |
| WO2017168904A1 (ja) | Ni-Fe-Cr合金 | |
| JP7828015B2 (ja) | オーステナイト系ステンレス合金溶接継手、及び、オーステナイト系ステンレス合金溶接材料 | |
| JP7748007B2 (ja) | NiCrFe合金材 | |
| WO2024204622A1 (ja) | 合金材 | |
| JP7691628B2 (ja) | 二相ステンレス鋼溶接継手 | |
| JP7801610B2 (ja) | Ni-Fe-Cr合金溶接継手 | |
| JP7787459B2 (ja) | 合金材 | |
| JP5780212B2 (ja) | Ni基合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23811851 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18866689 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024523327 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380041634.9 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417096273 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380041634.9 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023811851 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2023811851 Country of ref document: EP Effective date: 20250102 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023811851 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 18866689 Country of ref document: US |