WO2023228904A1 - 液晶ポリマーペレット、液晶ポリマーパウダー、液晶ポリマーフィルム、および、それらの製造方法 - Google Patents
液晶ポリマーペレット、液晶ポリマーパウダー、液晶ポリマーフィルム、および、それらの製造方法 Download PDFInfo
- Publication number
- WO2023228904A1 WO2023228904A1 PCT/JP2023/018960 JP2023018960W WO2023228904A1 WO 2023228904 A1 WO2023228904 A1 WO 2023228904A1 JP 2023018960 W JP2023018960 W JP 2023018960W WO 2023228904 A1 WO2023228904 A1 WO 2023228904A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- liquid crystal
- crystal polymer
- lcp
- fiber mat
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/10—Conditioning or physical treatment of the material to be shaped by grinding, e.g. by triturating; by sieving; by filtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0011—Combinations of extrusion moulding with other shaping operations combined with compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0022—Combinations of extrusion moulding with other shaping operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
- B29C48/87—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/005—Oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0063—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/55—Liquid crystals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/12—Copper
Definitions
- the present invention relates to a liquid crystal polymer pellet, a method for manufacturing a liquid crystal polymer pellet, a liquid crystal polymer powder, a method for manufacturing a liquid crystal polymer powder, a liquid crystal polymer film, and a method for manufacturing a liquid crystal polymer film.
- liquid crystal polymer a material with lower transmission loss and excellent high frequency characteristics than conventional materials, has been attracting attention as a new substrate material for printed wiring compatible with next-generation high-speed transmission.
- LCP liquid crystal polymer
- polyimide resin which is a conventional substrate material
- LCP has excellent low dielectric constant properties, high heat resistance, and low water absorption, so it can reduce loss of electrical signals and the like.
- melt extrusion methods and solution casting methods are known as methods for producing LCP films used for printed wiring boards and the like from liquid crystal polymers.
- the melt extrusion method is a method of forming a film by extruding a molten resin from a device and bringing it into contact with a roll.
- the solution casting method is a method of forming an LCP film by applying a varnish made by dissolving an LCP raw material such as LCP pellets in a solvent onto a flat belt and drying it.
- Patent Document 1 describes a method for producing fibrillar liquid crystal polymer powder.
- a liquid crystal polymer (LCP) powder is first obtained by crushing a biaxially oriented film of liquid crystal polymer.
- the obtained LCP powder is processed using a wet high-pressure crusher to produce fibrillar LCP powder.
- An LCP film can also be produced using such fibrillar LCP powder as a raw material.
- thermoplastic resin pellets The method for producing thermoplastic resin pellets involves extruding the molten polymer into a string through a nozzle provided at the discharge outlet, cooling and solidifying it through a water bath, and turning the resulting string into pellets.
- a cutting method (cold cut method) is most commonly used (see, for example, Patent Document 2 (Japanese Patent Laid-Open No. 10-180753)).
- liquid crystal polymer films have high surface smoothness (flatness) and high dimensional stability (in-plane linear expansion coefficient (is small) is desirable.
- conventional liquid crystal polymer films have room for further improvement in reducing the in-plane coefficient of linear expansion.
- the present invention aims to obtain a liquid crystal polymer film with a small in-plane coefficient of linear expansion.
- the liquid crystal polymer pellet based on the first aspect of the present invention contains a liquid crystal polymer and is used as a material for a liquid crystal polymer film.
- the liquid crystal polymer pellet has a degree of orientation measured by wide-angle X-ray scattering of 86% or more.
- the method for producing liquid crystal polymer powder based on the second aspect of the present invention includes: A pulverization step of obtaining a granular finely pulverized liquid crystal polymer by pulverizing the liquid crystal polymer pellets in a state where they are dispersed in liquid nitrogen; The method includes a fiberizing step of crushing the finely pulverized liquid crystal polymer using a wet high-pressure crusher to obtain a liquid crystal polymer powder.
- the liquid crystal polymer film based on the third aspect of the present invention includes a liquid crystal polymer.
- the in-plane linear expansion coefficient of the liquid crystal polymer film is 20 ppm/°C or less.
- the in-plane linear expansion coefficient of a liquid crystal polymer film can be reduced.
- FIG. 2 is a diagram showing the relationship between the degree of orientation of liquid crystal polymer pellets and the coefficient of linear expansion (CTE) of liquid crystal polymer films in Examples and Comparative Examples.
- FIG. 3 is a diagram showing the relationship between the degree of orientation and the solidified bulk density of liquid crystal polymer pellets in Examples and Comparative Examples.
- 1 is a photograph of liquid crystal polymer pellets in Example 1.
- 3 is a photograph of liquid crystal polymer pellets in Comparative Example 1.
- 3 is a photograph of liquid crystal polymer pellets in Comparative Example 2.
- 3 is a photograph of liquid crystal polymer pellets in Example 2.
- 3 is a photograph of liquid crystal polymer pellets in Example 3.
- 3 is a photograph of liquid crystal polymer pellets in Example 4.
- FIG. 3 is a diagram showing a matting step of matting liquid crystal polymer powder in a fiber mat manufacturing process. It is a figure which shows the process of light irradiating to the 2nd surface of a fiber mat.
- the liquid crystal polymer (LCP) pellet according to this embodiment contains a liquid crystal polymer and is used as a material for a liquid crystal polymer film.
- the liquid crystal polymer pellet has a degree of orientation measured by wide-angle X-ray scattering (WAXS) of 86% or more.
- WAXS wide-angle X-ray scattering
- Wide-angle X-ray scattering (WAXS) analysis is a measurement method that observes scattered X-rays generated when a sample is irradiated with X-rays. ) can be calculated.
- the WAXS analysis is performed using the wide-angle measurement mode of a small-angle X-ray scattering analyzer ("NANOPIX" manufactured by Rigaku).
- NANOPIX small-angle X-ray scattering analyzer
- the distance between the sample and the detector is 80 mm, and Si is used to calibrate the distance.
- Irradiation of the sample with X-rays and detection of scattered X-rays by a detector are performed in a vacuum environment.
- a beam stopper is placed between the sample and the detector to block some of the scattered X-rays from reaching the detector.
- X-rays are irradiated at an angle of 80° to 100° to the cut cross section of the pellet. The degree of orientation is calculated from the circular integral at the strongest peak of the scattering intensity of
- the solidified bulk density of the liquid crystal polymer pellets is preferably less than 0.3 g/cm 3 , more preferably 0.09 to 0.35 g/cm 3 . In this case, it is possible to easily crush the liquid crystal polymer pellets.
- the liquid crystal polymer pellet has fibrous branching parts such as burrs and fluff.
- fibrous branching parts such as burrs and fluff.
- the liquid crystal polymer is, for example, a thermotropic liquid crystal polymer. Furthermore, the molecules of the liquid crystal polymer have a negative coefficient of linear expansion (coefficient of thermal expansion: CTE) in the axial direction of the molecular axis, and a positive CTE in the radial direction of the molecular axis. Note that the liquid crystal polymer preferably does not have an amide bond.
- thermotropic liquid crystal polymers that do not have amide bonds include copolymers of parahydroxybenzoic acid, terephthalic acid, and dihydroxybiphenyl (parahydroxybenzoic acid and (block copolymer with ethylene terephthalate), or parahydroxybenzoic acid and 2,6-hydroxynaphthoate having a melting point between type 1 liquid crystal polymer and type 2 liquid crystal polymer called 1.5 type (or type 3).
- Examples include copolymers (block copolymers) with acids.
- the melting point of the liquid crystal polymer is preferably higher than 280°C, more preferably 300°C or higher.
- the “melting point” here refers to heating LCP to 400°C in an inert atmosphere, cooling it to room temperature at a cooling rate of 40°C/min or more, and then heating it again at a heating rate of 40°C/min. It means “endothermic peak temperature” when measured using a differential scanning calorimeter. When the melting point (endothermic peak temperature) of LCP exceeds 300°C, an LCP film with excellent heat resistance can be obtained.
- the melting point of the liquid crystal polymer is preferably lower than the decomposition temperature of LCP, for example, preferably 400° C. or lower.
- the melt viscosity of the liquid crystal polymer is preferably 15 to 79 Pa ⁇ s. Thereby, the in-plane CTE of the LCP film can be further improved.
- the melt viscosity of the liquid crystal polymer is measured using a Capillograph manufactured by Toyo Seiki Seisakusho under the following measurement conditions according to JIS K7199. Temperature: (melting point +25°C) Shear rate: 1000Sec -1 Capillary: length 20mm/diameter 1mm
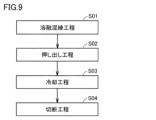
- the method for manufacturing liquid crystal polymer pellets includes a melt-kneading step (S01), an extrusion step (S02), a cooling step (S03), and a cutting step (S04). , prepared in this order.
- melt-kneading process S01
- the liquid crystal polymer raw materials are kneaded while being heated and melted.
- the melt-kneading step can be carried out using, for example, a co-rotating twin-screw extruder. Kneading is carried out, for example, by screws (such as a co-rotating twin-screw extruder).
- the heating temperature is preferably equal to or higher than the melting point of the LCP raw material. When the melting temperature is below the melting point of the LCP raw material, the degree of orientation of the LCP pellets tends to decrease.
- the liquid crystal polymer raw material after the melt-kneading step is extruded into a string shape.
- the liquid crystal polymer raw material is extruded toward the nozzle while being kneaded by the rotation of the screw, and a string-like liquid crystal polymer (string-like material) is extruded from the hole of the nozzle.
- the ratio [V/Q] of the withdrawal speed V (m/min) of the string-like material in the cooling step to the extrusion amount Q (kg/h) of the string-like material in the extrusion step is 5 to 20.
- this ratio (draw ratio) [V/Q] is 5 or more, LCP pellets with an orientation degree of 86% or more can be obtained.
- V/Q exceeds 20, there is a possibility that the string-like object may be cut when the string-like object is taken up, and it is thought that manufacturing may become difficult.
- the extrusion rate (the same amount as the supply rate of the LCP raw material) is preferably 2 to 20 kg/h, more preferably 2 to 10 kg/h. Further, the speed at which the string-like material is taken up in the cooling step is preferably 4 to 70 m/min. More preferably, it is 20 to 60 m/min.
- liquid crystal polymer pellets of this embodiment can be obtained.
- a liquid crystal polymer (LCP) powder according to an embodiment of the present invention includes fibrous particles made of a liquid crystal polymer.
- the fibrous particles contained in the LCP powder are not particularly limited as long as they contain a fibrous portion. Note that the fibrous portion may be linear or may have branches or the like.
- the average aspect ratio of the fibrous particles is preferably 10 or more and 500 or less, more preferably 300 or less, and even more preferably 100 or less. Further, the average diameter of the fibrous particles is more preferably 2 ⁇ m or less, more preferably 1 ⁇ m or less. LCP powder containing such fine fibrous particles cannot be produced by conventionally known methods. Note that, for example, after cutting continuous LCP long fibers produced by the conventional electrospinning method, ultrafine fibers made of LCP usually have an aspect ratio of more than 500.
- the average diameter and average aspect ratio of the fibrous particles contained in the LCP powder are measured by the following method.
- LCP powder to be measured is dispersed in ethanol to prepare a slurry containing 0.01% by mass of LCP powder. At this time, the slurry is prepared such that the water content in the slurry is 1% by mass or less. After dropping 5 to 10 ⁇ L of this slurry onto a slide glass, the slurry on the slide glass is air-dried. Place the LCP powder on a glass slide by air drying the slurry. Next, by observing a predetermined area of the LCP powder placed on the slide glass with a scanning electron microscope, 100 or more image data of particles constituting the LCP powder are collected.
- the above-mentioned area is set according to the size of each LCP particle so that the number of image data is 100 or more.
- the magnification of the scanning electron microscope was changed to 500x, 3000x, or 10000x as appropriate, and the above image was Collect data.
- the lengthwise dimension and widthwise dimension of each particle of the LCP powder are measured using the collected image data. The path that can be taken on one particle of LCP powder photographed in each of the above image data, that is, from one end of the particle, through the approximate center of the particle, to the end opposite to the one end.
- the direction of the straight line connecting both ends of the longest route among the routes reached is defined as the longitudinal direction.
- the length of a straight line connecting both ends of the longest route is measured as the longitudinal dimension.
- the size of each particle of LCP powder in the direction orthogonal to the longitudinal direction is measured at three different points in the longitudinal direction.
- the average value of the dimensions measured at these three points is defined as the width direction dimension (fiber diameter) per particle of LCP powder.
- the ratio of the longitudinal dimension to the fiber diameter [longitudinal dimension/fiber diameter] is calculated and used as the aspect ratio of the fibrous particles.
- the average value of the fiber diameters measured for 100 fibrous particles is defined as the average diameter.
- the average value of the aspect ratios measured for 100 fibrous particles is defined as the average aspect ratio.
- fibrous particles may be included in the LCP powder as an aggregate of fibrous particles.
- the axial direction of the LCP molecules constituting the fibrous particles tends to coincide with the longitudinal direction of the fibrous particles.
- destruction occurs between multiple domains formed by bundles of LCP molecules, so that the axial direction of the LCP molecules becomes fibrous. This is thought to be due to the orientation of the particles along the longitudinal direction.
- the bulk density of the LCP powder is preferably 2 to 5 mg/cm 3 .
- the content (number ratio) of particles other than fibrous particles is preferably 20% or less.
- the content (number ratio) of particles other than fibrous particles is preferably 20% or less.
- particles with a maximum height of 10 ⁇ m or less are fibrous particles, and particles with a maximum height of more than 10 ⁇ m are lumpy particles.
- the LCP powder has a D50 (average particle size) value of 13 ⁇ m or less as measured by particle size measurement using a particle size distribution measuring device using a laser diffraction scattering method.
- the liquid crystal polymer powder may further contain a zirconium compound.
- the content of the zirconium compound is preferably 0.001% by weight or more and 0.1% by weight or less, more preferably 0.003% by weight or more and 0.05% by weight or less, based on the total amount of the liquid crystal polymer powder. Since the liquid crystal polymer powder contains a trace amount of a zirconium compound, when light is irradiated in a subsequent treatment step, the light irradiation efficiency can be increased due to the light absorption characteristics of the zirconium compound.
- a zirconium compound refers to a compound containing a zirconium atom.
- the zirconium compound include zirconium acetate, zirconium hydroxide, and zirconium oxide, among which zirconium dioxide (zirconia) is preferably used.
- the zirconium compound contained in the liquid crystal polymer powder is preferably in the form of particles, and the particle size is preferably 1 nm or more and 500 ⁇ m or less, more preferably 10 nm or more and 100 nm or less. It is assumed that the zirconium compound used as the media used in pulverizing the coarsely pulverized liquid crystal polymer is mixed into the zirconium compound during the manufacturing process of the liquid crystal polymer powder.
- a liquid crystal polymer (LCP) film according to one embodiment of the invention includes a liquid crystal polymer.
- the in-plane (XY direction) coefficient of linear expansion (CTE) of the LCP film is preferably 20 ppm/°C or less, more preferably 18 to 20 ppm/°C.
- the linear expansion coefficient of the LCP film is the in-plane (XY direction) linear expansion coefficient of the LCP film measured according to JIS K 7197 by TMA (thermo-mechanical analysis) method.
- the conditions for the TMA method are that the temperature is raised from room temperature to 150° C. at a rate of 10° C./min in a nitrogen atmosphere, the load is 10 g, and the sample shape is a strip (5 mm ⁇ 15 mm).
- LCP films with an in-plane CTE of 20 ppm/°C or less are suitable for circuit boards such as FPC (Flexible Printed Circuit) base materials, diaphragms, organic semiconductor substrates, organic EL substrates, damping plates, etc.
- FPC Flexible Printed Circuit
- the LCP film according to the present embodiment preferably has a small in-plane linear expansion coefficient from the viewpoint of being applicable to the above-mentioned base material.
- the thickness of the LCP film is preferably, for example, 5 ⁇ m or more and 250 ⁇ m or less.
- the LCP film has a water absorption rate of 0.2% by mass or less when soaked in water at room temperature for 24 hours.
- the water absorption rate is 0.2% by mass or less
- the LCP film can be more suitably used as a high frequency circuit board member. If the above-mentioned LCP film having a water absorption rate of 0.2% by mass or less is used as a high-frequency circuit board member, the high-frequency circuit board will be prevented from containing water with an extremely high dielectric constant, and the relative dielectric constant and dielectric constant will be reduced.
- an LCP film made of a liquid crystal polymer in which an amine-derived structure is introduced into the molecular structure has relatively high water absorption, so the water absorption rate is more than 0.2% by mass.
- the LCP film according to this embodiment may have copper foil bonded to at least one surface, or may have copper foil bonded to both surfaces.
- the LCP film according to the present embodiment can be used as a single laminate-like molded product, for example, as FCCL (Flexible Copper Clad Laminates) that can form a circuit by a subtract method.
- FCCL Flexible Copper Clad Laminates
- a fiber mat according to one embodiment of the invention includes a liquid crystal polymer.
- the breaking tension of the fiber mat of this embodiment is preferably 1.0 N/20 mm or more, more preferably 1.2 N/20 mm or more.
- the breaking tension of the fiber mat may be 1.5 N/20 mm or more, or 1.8 N/20 mm or more. According to the present invention, even when heat treatment is performed at a temperature below the melting point of the liquid crystal polymer, the breaking tension can be improved compared to the fiber mat before heat treatment, and the breaking tension is 1.0 N/20 mm or more.
- a fiber mat can be obtained.
- the breaking tension of the fiber mat can be measured using an autograph (AG-XDplus manufactured by Shimadzu Corporation).
- the width of the fiber mat at the time of measurement is 20 mm.
- the overall basis weight of the fiber mat is approximately 30-40 g/m 2 .
- the overall density of the fiber mat is, for example, 0.30 to 0.60 g/m 3 , and the density increases as the fused area of the liquid crystal powder polymer in the thickness direction increases.
- the thickness of the fiber mat is approximately 50 to 100 ⁇ m, and the thickness decreases as the fused area of the liquid crystal powder polymer increases in the thickness direction.
- the method for manufacturing liquid crystal polymer powder according to the present embodiment includes a coarse pulverization step (S11), a fine pulverization step (S12), a coarse particle removal step (S13), and a fiberization step ( S14) in this order.
- LCP pellets are coarsely crushed.
- LCP pellets are coarsely ground with a cutter mill.
- the size of the coarsely pulverized LCP particles is not particularly limited as long as it can be used as a raw material for the pulverization step described below.
- the maximum particle size of the coarsely ground LCP particles is, for example, 3 mm or less.
- the method for manufacturing an LCP film in this embodiment does not necessarily include a coarse pulverization step.
- the LCP pellets can be used as a raw material for the pulverization process, the LCP pellets may be directly used as the raw material for the pulverization process.
- the coarse pulverization step it is preferable to perform the coarse pulverization in a high-pressure dispersed state.
- the number of times the dispersion process is performed is preferably from 1 to 50 times, more preferably from 1 time to 10 times.
- the LCP pellets (after the coarse pulverization step) are pulverized while being dispersed in liquid nitrogen to obtain granular pulverized liquid crystal polymers (finely pulverized LCP).
- the pulverization step it is preferable to use media to pulverize the LCP pellets dispersed in liquid nitrogen.
- the media is, for example, beads.
- zirconia particles can be used as the media.
- the particle size of zirconia used as the media is preferably 0.1 mm or more and 10 mm or less, more preferably 1 mm or more and 8 mm or less.
- a bead mill which has relatively few technical problems.
- An example of an apparatus that can be used in the pulverization process is "LNM-08", a liquid nitrogen bead mill manufactured by Imex Corporation.
- the pulverization method of pulverizing the liquid crystal polymer dispersed in liquid nitrogen is different from the conventional freeze pulverization method.
- the raw material to be crushed is crushed while pouring liquid nitrogen onto the raw material to be crushed and the crushing device itself, but most of the liquid nitrogen is vaporized when the raw material to be crushed is crushed. ing. That is, in the conventional freeze-grinding method, most of the raw material to be crushed is not dispersed in liquid nitrogen at the time the raw material to be crushed is crushed.
- the heat possessed by the raw material to be crushed itself, the heat generated from the crushing device, and the heat generated by the crushing of the raw material to be crushed vaporizes liquid nitrogen in an extremely short time. Therefore, in the conventional freeze-grinding method, the raw material being crushed inside the crushing device is at a temperature much higher than -196° C., which is the boiling point of liquid nitrogen. That is, in the conventional freeze pulverization method, pulverization is carried out under conditions where the internal temperature of the pulverizer is usually -100°C or higher and 0°C or lower. In the conventional freeze-grinding method, even when liquid nitrogen is supplied as much as possible, the temperature inside the grinding device is approximately -150° C. at its lowest.
- the raw material to be crushed is crushed in a state where it is dispersed in liquid nitrogen, so the raw material is crushed in a further cooled state compared to the conventional freeze-grinding method.
- the raw material to be crushed is crushed at a temperature lower than -196°C, which is the boiling point of liquid nitrogen.
- a raw material to be crushed at a temperature lower than -196° C. is crushed, brittle fracture of the raw material to be crushed is repeated, and the crushing of the raw material progresses.
- the rotation speed of freeze-grinding is preferably 1,800 rpm or more, more preferably 2,000 rpm or more, and still more preferably 2,500 rpm or more. By employing such a rotation speed, it becomes easy to obtain granular, finely pulverized liquid crystal polymer having a desired aspect ratio.
- the liquid crystal polymer which has become granular due to brittle fracture in liquid nitrogen, continues to be subjected to impact with media etc. while in the brittle state.
- a plurality of fine cracks are formed in the liquid crystal polymer obtained in the pulverization step in this embodiment from the outer surface to the inside.
- the granular finely pulverized LCP obtained by the pulverizing step has a D50 of 50 ⁇ m or less as measured by a particle size distribution measuring device using a laser diffraction scattering method. Thereby, it is possible to prevent the granular finely pulverized LCP from clogging the nozzle in the fiberization process described below.
- coarse particle removal step coarse particles are removed from the granular finely pulverized LCP obtained in the above pulverization step. For example, by passing granular finely ground LCP through a mesh sieve, the granular finely ground LCP under the sieve is obtained, and by removing the granular finely ground LCP on the sieve, the granular finely ground LCP contained in the granular finely ground LCP is removed. Coarse particles can be removed.
- the type of mesh may be selected as appropriate, and examples of the mesh include meshes with an opening of 53 ⁇ m. Note that the method for manufacturing liquid crystal polymer powder according to the present embodiment does not necessarily have to include the coarse particle removal step.
- the granular finely pulverized LCP is crushed using a wet high-pressure crusher to obtain liquid crystal polymer powder.
- finely ground LCP is dispersed in a dispersion medium for the fiberization process.
- the finely pulverized LCP to be dispersed may not have coarse particles removed, but it is preferable that coarse particles be removed.
- dispersion medium for the fiberization process examples include water, ethanol, methanol, isopropyl alcohol, toluene, benzene, xylene, phenol, acetone, methyl ethyl ketone, diethyl ether, dimethyl ether, hexane, and mixtures thereof.
- the finely pulverized LCP dispersed in the dispersion medium for the fiberization process that is, the finely pulverized LCP in the form of a paste or slurry
- the finely pulverized LCP in the form of a paste or slurry is passed through a nozzle under high pressure.
- the shearing force or collision energy caused by the high-speed flow in the nozzle acts on the liquid crystal polymer, crushing the granular finely ground LCP, and the liquid crystal polymer becomes fibrillated.
- a liquid crystal polymer powder that can be used in a film manufacturing method can be obtained.
- the nozzle diameter of the nozzle is preferably made as small as possible without clogging the nozzle with finely pulverized LCP. Since the granular finely pulverized LCP in this embodiment has a relatively small particle size, the nozzle diameter in the wet high-pressure crusher used in the fiberization process can be made small.
- the nozzle diameter is, for example, 0.2 mm or less.
- a plurality of fine cracks are formed in the granular finely pulverized LCP.
- the dispersion medium enters the inside of the finely pulverized LCP through the fine cracks due to pressurization in the wet high-pressure crushing device.
- the finely pulverized LCP in the form of a paste or slurry passes through the nozzle and is placed under normal pressure, the dispersion medium that has entered the inside of the pulverized LCP expands in a short period of time.
- destruction proceeds from the inside of the finely pulverized LCP.
- the fiberization step of this embodiment by defibrating the granular finely pulverized LCP obtained in the pulverization step of this embodiment, the granular liquid crystal polymer obtained by the conventional freeze-pulverization method is It is possible to obtain a liquid crystal polymer powder that has a lower content of lump particles and is in the form of fine fibers than the liquid crystal polymer powder obtained by crushing the liquid crystal polymer powder.
- the liquid crystal polymer powder may be obtained by crushing the finely pulverized LCP multiple times using a wet high-pressure crushing device. It is preferable that the number of times of crushing by the wet high-pressure crushing device is small. The number of times of crushing by the wet high-pressure crushing device may be, for example, 5 times or less.
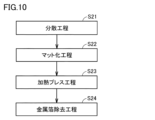
- the method for manufacturing a liquid crystal polymer film according to the present embodiment includes a dispersion step (S21), a matting step (S22), a hot pressing step (S23), and a metal foil removal step (S24). ).
- Dispersion step which is the first step in the method for producing a liquid crystal polymer film
- the above-mentioned liquid crystal polymer powder is dispersed in a dispersion medium to form a paste or slurry.
- the liquid crystal polymer powder can be dispersed in a high viscosity dispersion medium. As a result, a homogeneous liquid crystal polymer film can be produced.
- Examples of the dispersion medium used in the dispersion step include water, terpineol, ethanol, and mixtures thereof.
- terpineol used as a dispersion medium
- a paste-like liquid crystal polymer powder is obtained.
- a mixture of ethanol and water is used as a dispersion medium, a slurry-like liquid crystal polymer is obtained.
- the paste or slurry liquid crystal polymer powder is dried to form a liquid crystal polymer fiber mat.
- the matting step includes, for example, a coating step and a drying step.
- a paste-like liquid crystal polymer powder is applied to metal foil such as copper foil.
- paste-like liquid crystal polymer powder is applied onto metal foil such as copper foil as described above, but instead of the metal foil, a material such as polyimide film, PTFE (polytetrafluoroethylene) film, or glass fiber fabric is used.
- a composite sheet made of a reinforcing material and a heat-resistant resin may also be used. This facilitates industrial production of liquid crystal polymer films.
- the paste-like liquid crystal polymer applied to the copper foil is heated and dried, thereby vaporizing the dispersion medium.
- the dispersion medium may be vaporized by suction.
- the dispersion medium is gradually removed from the paste-like liquid crystal polymer powder, so the overall thickness of the paste-like liquid crystal polymer powder gradually becomes thinner during drying. Therefore, the thickness of the liquid crystal polymer fiber mat is thinner than the total thickness of the pasty liquid crystal polymer formed on the copper foil.
- the total thickness of the paste-like liquid crystal polymer powder is about 700 ⁇ m, and the thickness of the liquid crystal polymer fiber mat is, for example, about 150 ⁇ m.
- the longitudinal direction of the fibrous particles in the LCP powder changes.
- the fibrous particles whose longitudinal direction is along the overall thickness direction of the paste-like liquid crystal polymer powder are arranged so that the longitudinal direction is oriented in the in-plane direction of the copper foil. , lean. Therefore, the fibrous particles in the formed liquid crystal polymer fiber mat have anisotropy in the longitudinal direction.
- a paste-like liquid crystal polymer may be further applied onto the liquid crystal polymer fiber mat formed on the metal foil in the drying step and then dried to vaporize the dispersion medium.
- the matting step may include repeating the coating step and the drying step in this order. Thereby, a liquid crystal polymer fiber mat having a desired basis weight can be obtained.
- the liquid crystal polymer fiber mat in this embodiment is formed such that fibrous particles of liquid crystal polymer powder are entangled with each other. Moreover, the liquid crystal polymer fiber mat has voids between the liquid crystal polymer powders. As mentioned above, the longitudinal direction of the fibrous particles in the liquid crystal polymer powder is generally inclined toward the in-plane direction of the copper foil, so the porosity of the liquid crystal polymer fiber mat is lower than that of a conventional liquid crystal polymer mat that does not contain fibrous particles. It tends to be larger than the liquid crystal polymer mat obtained by matting liquid crystal polymer powder. The porosity is, for example, 80% to 90%.
- a paste-like or slurry-like liquid crystal polymer powder may be formed into a liquid crystal polymer fiber mat by a papermaking method.
- a papermaking method there is no need to use a special dispersion medium (for example, expensive terpineol) used in the above coating process.
- the dispersion medium used in the dispersion process can be recovered and reused. In this way, a liquid crystal polymer film can be produced at low cost by the above-mentioned papermaking method.
- a paste-like or slurry-like liquid crystal polymer powder is formed onto a mesh, a nonwoven microporous sheet, or a woven fabric.
- a liquid crystal polymer fiber mat is then obtained by heating and drying the paste or slurry liquid crystal polymer placed on the mesh.
- the hot pressing step the liquid crystal polymer fiber mat is hot pressed to obtain a liquid crystal polymer film.
- the liquid crystal polymer fiber mat is hot pressed together with the copper foil.
- the hot pressing process also serves as a process of bonding the liquid crystal polymer film and the copper foil to each other, a liquid crystal polymer film with the copper foil bonded can be obtained at a low cost.
- preliminary pressing may be performed at a temperature of 220° C. or lower before performing vacuum hot pressing.
- Preliminary pressing can increase the density of the fiber mat and reduce the coefficient of linear expansion (CTE) of the liquid crystal polymer film.
- the density of the fiber mat is preferably 0.1 to 1.5 g/cm 3 , more preferably 0.3 to 1.4 g/cm 3 .
- the hot pressing step it is preferable to hot press at a temperature approximately 5° C. to 15° C. lower than the melting point of the liquid crystal polymer (raw material) constituting the liquid crystal polymer powder. If hot pressing is performed at a temperature approximately 5° C. to 15° C. lower than the endothermic peak temperature, sintering of the liquid crystal polymers will proceed more easily.
- a release film consisting of a reinforcing material such as a polyimide film, a PTFE film, or a glass fiber fabric and a heat-resistant resin is placed between the press machine used in the hot pressing process and the liquid crystal polymer fiber mat.
- a composite sheet or the like may be sandwiched.
- an additional copper foil may be sandwiched between the press and the liquid crystal polymer fiber mat.
- a liquid crystal polymer film with copper foil bonded on both sides can be obtained.
- a liquid crystal polymer film with copper foil bonded on both sides can be used as a double-sided copper-clad FCCL.
- the external dimension of the liquid crystal polymer film formed by the hot pressing process as viewed from the thickness direction, that is, the planar dimension along the film surface, is approximately the same as that of the liquid crystal polymer fiber mat before hot pressing. Then, by heating pressing, among the fibrous particles of the liquid crystal polymer powder in the liquid crystal polymer fiber mat, the fibrous particles whose longitudinal direction is along the thickness direction of the liquid crystal polymer fiber mat are separated from each other in the in-plane direction of the copper foil. It is heated while being pushed down. Since the liquid crystal polymer constituting the liquid crystal polymer powder has the axial direction of its molecules in the longitudinal direction of the fibrous particles, the axial direction of the molecules of the liquid crystal polymer is also pushed down in the in-plane direction of the copper foil.
- the axial direction of each of the molecules constituting the liquid crystal polymer, except for the molecules constituting the bulk particles, is oriented along the in-plane direction of the liquid crystal polymer film over the thickness direction of the liquid crystal polymer film. Therefore, in the molded liquid crystal polymer film, the main orientation direction of the molecules of the liquid crystal polymer tends to be along the in-plane direction of the copper foil, that is, the in-plane direction of the liquid crystal polymer film.
- the liquid crystal polymer powder in the liquid crystal polymer fiber mat may be joined to each other while the fibrous particles are entangled with each other.
- the liquid crystal polymer in the liquid crystal polymer film has a structure in which each molecule is entangled with each other.
- the fibrous particles have a larger surface area than a spherical liquid crystal polymer having the same volume, the bonding area when the liquid crystal polymer powders are bonded to each other by the hot pressing process also increases.
- the liquid crystal polymer film according to the present embodiment has improved toughness and bending strength. Furthermore, due to the hot pressing process, the thickness of the liquid crystal polymer film is thinner than that of the liquid crystal polymer fiber mat.
- the liquid crystal polymer mat obtained by matting the conventional liquid crystal polymer powder that does not contain fibrous particles as described above contains fibrous particles whose molecular axes are in the longitudinal direction. Not yet. Therefore, even when such a liquid crystal polymer mat is heated and pressed, the axial direction of the molecules constituting the liquid crystal polymer in the liquid crystal polymer film is not pushed down. Therefore, even if a liquid crystal polymer film is manufactured using a conventional liquid crystal polymer powder that does not contain fibrous particles, the main orientation direction of each of the molecules that make up the liquid crystal polymer is along the in-plane direction of the liquid crystal polymer film. There isn't.
- liquid crystal polymer fiber mat obtained by matting conventional liquid crystal polymer powder that does not contain the above-mentioned fibrous particles is heated and pressed
- the bonding area when the liquid crystal polymer powders are bonded to each other is extremely small.
- stress is concentrated at the joints between the liquid crystal polymer powders. Since the bonding area of the bonded portion is small, the liquid crystal polymer film breaks at the bonded portion when external force is applied.
- liquid crystal polymer films manufactured using conventional liquid crystal polymer powders that do not contain fibrous particles have low strength, low toughness, and low bending strength.
- the liquid crystal polymer film cannot be used as a base material for FPC, a diaphragm, or a damping plate.
- Metal foil removal process S24
- the metal foil bonded to the liquid crystal polymer film may be removed by etching or the like. As a result, a single liquid crystal polymer film to which no metal foil is bonded can be obtained.
- a liquid crystal polymer powder containing fibrous particles having an average aspect ratio of 10 or more and 500 or less and an average diameter of 2 ⁇ m or less, which could not be achieved conventionally, is used.
- a liquid crystal polymer film it is possible to obtain a liquid crystal polymer film that has excellent folding strength and the like and can be suitably used as a circuit board.
- LCP films have been produced by a melt extrusion method, a solution casting method, or the like.
- melt extrusion method it was necessary to use an LCP with a relatively low melting point that can be melted in the manufacturing equipment.
- solution casting method it was necessary to use LCP or the like having an amide bond that is dispersible in a solvent.
- LCP film manufacturing method of the present embodiment there is no need to melt LCP, so it is not limited to LCP with a low melting point as described above or LCP that can be dispersed in a solvent. Other LCPs can be used.
- a liquid crystal polymer having a melting point of more than 330°C can be used, and a liquid crystal polymer film having excellent heat resistance can be produced, which includes a liquid crystal polymer having a melting point of more than 330°C.
- the method for manufacturing a fiber mat includes a dispersion step (S31) and a matting step (S32).
- the dispersion step (S31) is the same as the dispersion step (S21) in the method for producing a liquid crystal polymer film.
- the slurry-like liquid crystal polymer powder is formed into a liquid crystal polymer fiber mat by a papermaking method.
- the dispersion medium used in the dispersion process can be recovered and reused, and fiber mats can be produced at low cost.
- FIG. 15 is a diagram showing an example of a matting step of matting liquid crystal polymer powder in the fiber mat manufacturing process. Details of the matting step will be described with reference to FIG. 15.
- a paper machine 100 is used in the matting process.
- the paper machine 100 includes a supply roller 15 that supplies the microporous sheet 10, a take-up roller (not shown) that collects the microporous sheet 10, a paper making wire 20, transport rollers 25 and 26, and a dispersion roller in which the liquid crystal polymer powder is dispersed. It includes a storage section 40 that stores a medium 41, a heating device 50, and a light irradiation device 60.
- the papermaking wire 20 is, for example, a papermaking net of about 80 to 100 mesh. That is, the papermaking wire 20 has a pore diameter of about 150 ⁇ m to 180 ⁇ m.
- the papermaking wire 20 is conveyed by conveyance rollers 25 and 26 arranged in the conveyance direction.
- the conveyance roller 26 is arranged downstream of the conveyance roller 26.
- the papermaking wire 20 is conveyed by these conveyance rollers 25 and 26 so as to pass through the storage section 40 .
- the supply roller 15 supplies the microporous sheet 10 onto the papermaking wire 20.
- the microporous sheet 10 functions as a support for supporting the liquid crystal polymer powder.
- the microporous sheet 10 placed on the papermaking wire 20 is conveyed by the papermaking wire 20 so as to pass through the storage section 40 .
- the microporous sheet 10 that has passed through the storage section 40 is peeled off from the papermaking wire 20 and wound up by a winding roller.
- the microporous sheet 10 has a finer mesh than the papermaking wire 20.
- the microporous sheet 10 preferably has a mesh size of approximately 157 mesh or more. That is, the microporous sheet 10 preferably has a pore diameter of approximately 100 ⁇ m or less. Thereby, fine liquid crystal polymer powder dispersed in the dispersion medium can be collected.
- the microporous sheet 10 has a pore diameter of about 5 ⁇ m to 50 ⁇ m. If the pore diameter of the microporous sheet 10 is too small, drainage properties will be poor and the time required for dewatering will be longer. On the other hand, if the pore diameter of the microporous sheet 10 is too large, fine fibers (fine liquid crystal polymer powder) are difficult to collect, resulting in poor yield.
- microporous sheet 10 When selecting a microporous sheet 10 with variations in pore diameter, this will affect the texture of the fiber mat formed, so if high uniformity is required for the fiber mat, it may be necessary to A knitted mesh is preferred. In other words, as the microporous sheet 10, it is preferable to use a mesh having uniform pore diameters and no deviation in the location of the pores.
- microporous sheet 10 for example, a woven mesh with a pore diameter of 50 ⁇ m or less can be used.
- woven mesh for example, one made of synthetic fibers such as polyester can be used.
- microporous sheet 10 for example, a wet-laid nonwoven fabric having a basis weight of 15 g/m 2 or less may be used.
- a wet-laid nonwoven fabric having a basis weight of 15 g/m 2 or less may be used.
- the wet-laid nonwoven fabric one made of microfibers can be used.
- Microfibers are made of synthetic fibers such as polyester.
- the heating device 50 is arranged on the downstream side of the storage section 40 in the transport direction.
- the heating device 50 heats and dries the liquid crystal polymer powder 30 formed into the microporous sheet 10. As a result, a fiber mat is formed on the microporous sheet 10.
- the light irradiation device 60 is arranged downstream of the heating device 50 in the transport direction.
- the light irradiation device 60 irradiates light toward the fiber mat formed on the microporous sheet 10.
- a flash lamp can be used as the light irradiation device 60.
- the light irradiation device 60 irradiates pulsed light. Since the pulsed light is absorbed by the surface (first main surface 31) of the fiber mat, the support (microporous sheet 10) that supports the fiber mat is not deteriorated by the light irradiation. Therefore, even a material with a lower melting point than the fiber mat can be used as the support, expanding the range of choices for the support. Furthermore, since the fiber mat can be prevented from being fused to the support, the support can be used repeatedly.
- a light irradiation device (PulseForge (registered trademark) 1300 manufactured by NovaCentrix) can be employed.
- the matting step (S32) includes a papermaking step, a peeling step, a drying step, and may further include a light irradiation step.
- the dispersed liquid crystal polymer powder is first formed into a microporous sheet 10 in a forming step. Specifically, the microporous sheet 10 supplied onto the papermaking wire 20 is conveyed by the papermaking wire 20 and passed through the storage section 40 . At this time, the liquid crystal polymer powder dispersed in the dispersion medium 41 stored in the storage section 40 is drawn up into the microporous sheet 10.
- the microporous sheet made from the dispersed liquid crystal polymer powder is peeled off from the paper making wire 20.
- the microporous sheet 10 is transported in a direction different from the papermaking wire 20 by winding the microporous sheet 10 with a winding roller.
- the papermaking wire 20 may be transported in a direction different from that of the microporous sheet 10 by the transport roller 26 .
- the liquid crystal polymer powder formed into the microporous sheet 10 is heated and dried by the heating device 50.
- a fiber mat 30 made of liquid crystal polymer is formed on the microporous sheet 10.
- the first main surface 31 of the fiber mat 30 located on the opposite side to the side where the microporous sheet 10 is located is irradiated with light.
- the liquid crystal polymer powder located on the first main surface 31 side is fused.
- the strength of the fiber mat 30 is improved, and the fiber mat 30 can be transported to the next process without being damaged.
- the density of the fiber mat 30 as a whole is low. Thereby, high air permeability and high collection efficiency can be ensured.
- the fiber mat 30 after being irradiated with light is wound up by the winding roller in the winding process while being placed on the microporous sheet 10.
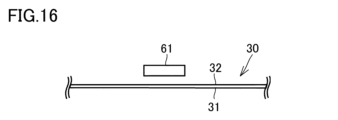
- FIG. 16 is a diagram showing the process of irradiating the second surface of the fiber mat with light.
- the fiber mat 30 whose first main surface 31 is irradiated with light is peeled off from the microporous sheet 10, and the fiber mat 30, which has been irradiated with light on the first main surface 31, is peeled off from the microporous sheet 10, and the fiber mat 30 is separated from the side opposite to the side where the first main surface 31 is located.
- the method may further include the step of irradiating the second main surface 32 of the fiber mat 30 with light. In this step, the fine fibers located on the second main surface 32 side are fused by light irradiation from the light irradiation device 61.
- the light irradiation device 61 one similar to the above-described light irradiation device 60 can be used.
- the fiber mat 30 is irradiated while being transported.
- the strength of the fiber mat 30 can be further improved.
- the liquid crystal polymer powder is fused on the first principal surface 31 side and the fiber mat 30 has sufficient strength. 30 can be peeled off without damaging it.
- the fiber mat 30 produced in this manner may be used as it is, or may be subjected to the hot pressing step S23 of the method for producing a liquid crystal polymer film.
- the fiber mat 30 is irradiated with light.
- the light irradiation efficiency may be increased due to the light absorption characteristics of the zirconium compound. By increasing the light irradiation efficiency, it may be possible to improve the breaking tension of the fiber mat.
- a liquid crystal polymer film and a fiber mat are irradiated with a laser to form through holes or cut portions.
- a laser for example, a commercially available laser processing machine using CO 2 or a semiconductor as a laser oscillator can be used.
- CO 2 or a semiconductor as a laser oscillator
- By changing the lens of the laser processing machine it is possible to change the beam spot diameter of the laser beam. In order to perform fine processing, it is preferable that the beam spot diameter is small.
- the irradiation efficiency of laser irradiation is improved and the formation of through holes is facilitated.
- Example 1 Manufacture of liquid crystal polymer pellets
- uniaxially oriented liquid crystal polymer pellets were first produced as LCP pellets. Specifically, pellets were produced by a melt extrusion method under the following conditions.
- the liquid crystal polymer raw material used to produce the LCP pellets had a melting point of 320°C and a melt viscosity (MV) of 32 Pa ⁇ s.
- the liquid crystal polymer raw material is a copolymer of HBA (p-hydroxybenzoic acid) and HNA (4-hydroxy 2-naphthoic acid). Note that, before the melt-kneading step, the LCP raw material powder was dried at 150° C. for 2 hours in order to prevent moisture from being mixed in.
- the melt-kneading process and extrusion process were performed using a co-rotating twin-screw extruder "HK-25D" (manufactured by Parker Corporation).
- the screw of the extruder has a diameter D of 25 mm and a ratio L (length)/D of 41.
- the nozzle of the extruder was a one-hole nozzle with a diameter of 5 mm.
- the LCP raw material was first supplied to the extruder by charging the LCP raw material powder or pellets from the hopper.
- the amount of LCP raw material supplied was 2 kg/h. Note that the LCP raw material was supplied in a constant amount using a weight type lightweight single shaft feeder "K-CL-SFS-KQx4" (manufactured by Coperion Co., Ltd.).
- the supplied LCP raw material was melt-kneaded by the screw, and string-like LCP was extruded from the nozzle.
- the screw rotation speed was 200 rpm
- the melt extrusion temperature (the temperature at which the molten LCP raw material was extruded from the nozzle hole) was 320°C.
- the extrusion rate (Q) of the string material is basically the same as the supply rate of the LCP raw material, which is 2 kg/h.
- the string-like material (strand) obtained in the extrusion step was cooled in water by passing it through water while taking it.
- the string-like material take-up speed (V) was 39.3 m/min. Note that the ratio (V/Q) of the withdrawal speed (V) to the extrusion amount (Q) is approximately 19.6. Further, the horizontal distance over which the string-like object was immersed in water was 105 cm.
- trapezoidal columnar LCP pellets were obtained by cutting the string-like material after the cooling process.
- the upper base of the trapezoid was 2 mm
- the lower base was 3 mm
- the height (thickness) was 1 mm
- the length of the trapezoidal pillar was 4 mm.
- the coarsely pulverized liquid crystal polymer was pulverized using a liquid nitrogen bead mill (manufactured by Imex, LNM-08, vessel capacity: 0.8 L). Specifically, 400 mL of media and 30 g of coarsely pulverized liquid crystal polymer were placed in a vessel and pulverized at a rotational speed of 2000 rpm (disc circumferential speed: 5.2 m/s) for 120 minutes. As the media, beads made of zirconia (ZrO 2 ) with a diameter of 5 mm were used. In addition, in a liquid nitrogen bead mill, a wet pulverization process is performed in a state where the coarsely pulverized liquid crystal polymer is dispersed in liquid nitrogen. In this way, by pulverizing the coarsely pulverized liquid crystal polymer with a liquid nitrogen bead mill, a granular finely pulverized liquid crystal polymer was obtained.
- a liquid nitrogen bead mill manufactured by Imex, LNM-
- the particle size of this finely pulverized liquid crystal polymer was measured.
- the finely ground liquid crystal polymer dispersed in a dispersion medium was subjected to ultrasonic treatment for 10 seconds, and then set in a particle size distribution measuring device (manufactured by Horiba, Ltd., LA-950) using a laser diffraction scattering method. The particle size was measured. Note that ethanol was used as the dispersion medium.
- the dispersion obtained by dispersing the finely ground liquid crystal polymer in ethanol is sieved through a mesh with an opening of 100 ⁇ m to remove coarse particles contained in the finely ground liquid crystal polymer and collect the finely ground liquid crystal polymer that has passed through the mesh. did.
- the yield of finely pulverized liquid crystal polymer obtained by removing the coarse particles was 75% by mass.
- the finely pulverized liquid crystal polymer from which coarse particles had been removed was dispersed in a 20% by mass ethanol aqueous solution.
- the ethanol slurry in which the finely pulverized liquid crystal polymer was dispersed was repeatedly crushed five times using a wet high-pressure crusher under conditions of a slit chamber nozzle diameter of 0.2 mm and a pressure of 200 MPa to form fibers.
- a wet high-pressure crushing device a high-pressure dispersion machine (Nano Veita manufactured by Yoshida Kikai Kogyo Co., Ltd.) was used. As a result, a liquid crystal polymer powder dispersed in an ethanol aqueous solution was obtained.
- liquid crystal polymer web liquid crystal polymer fiber mat
- terpineol in an amount 20 times the mass of the dispersed liquid crystal polymer powder was added to the ethanol aqueous solution in which the liquid crystal polymer powder was dispersed. Then, by heating the aqueous solution while stirring, water and ethanol were vaporized and removed. As a result, a liquid crystal polymer powder dispersed in terpineol was obtained. That is, the liquid crystal polymer powder was made into a paste by dispersing it in terpineol, which is a dispersion medium.
- a paste-like liquid crystal polymer was applied onto the roughened surface of a 12 ⁇ m thick electrolytic copper foil (manufactured by Furukawa Electric Co., Ltd., FWJ-WS-12). Then, by heating the electrolytic copper foil coated with the paste-like liquid crystal polymer powder to 130°C on a hot plate, terpineol, which is a dispersion medium, is vaporized, and the paste-like liquid crystal polymer powder on the electrolytic copper foil is heated. Dry. In this way, a thin liquid crystal polymer fiber mat was formed on the electrolytic copper foil.
- the paste-like liquid crystal polymer powder was further applied onto this thin liquid crystal polymer fiber mat.
- the applied paste-like liquid crystal polymer powder was dried in the same manner as when the applied paste-like liquid crystal polymer was dried. In this way, by repeating the above application and drying several times, a liquid crystal polymer fiber mat whose basis weight was adjusted to 35 g/m 2 was formed on the electrolytic copper foil.
- the liquid crystal polymer fiber mat formed on the electrolytic copper foil was hot pressed together with the electrolytic copper foil using a vacuum high temperature press device (manufactured by Kitagawa Seiki Co., Ltd., KVHC). Specifically, first, a release film was laminated on the side opposite to the electrolytic copper foil side of the liquid crystal polymer fiber mat formed on the electrolytic copper foil. As the release film, a polyimide film (manufactured by DuPont-Toray, Kapton (registered trademark) 100H) was used. Then, the liquid crystal polymer fiber mat with the release film laminated thereon was set in a vacuum heating press machine at room temperature.
- a vacuum high temperature press device manufactured by Kitagawa Seiki Co., Ltd., KVHC.
- the temperature was raised to 305° C. at a rate of 7° C./min. After reaching 305°C, while maintaining the temperature at 305°C, the liquid crystal polymer film was pressed together with the release film and the electrolytic copper foil at a pressing pressure of 6 Mpa for 5 minutes. Note that the press size (length of one side of the square liquid crystal polymer fiber mat) was 170 mm. After the hot pressing was completed, the release film was removed to obtain a liquid crystal polymer film formed on the electrolytic copper foil.
- the electrolytic copper foil that had been bonded to the liquid crystal polymer film was removed by etching using an aqueous solution of ferric chloride. Thereby, a liquid crystal polymer film was obtained.
- the thickness of the liquid crystal polymer film was 25 ⁇ m.
- Example 2 the supply amount of the LCP raw material (the amount of extrusion of the string material) was 3 kg/h, and the take-up speed was 42.3 m/min.
- LCP pellets and LCP powder were produced in the same manner as in Example 1, and an LCP film was obtained.
- Example 3 An LCP raw material (a copolymer of HBA (p-hydroxybenzoic acid) and HNA (4-hydroxy 2-naphthoic acid)) having a MV of 33 (melting point of 320° C.) was used. Further, the supply amount of the LCP raw material (the amount of extrusion of the string material) was 4 kg/h, and the take-up speed was 26.3 m/min. In other respects, LCP pellets and LCP powder were produced in the same manner as in Example 2, and an LCP film was obtained.
- HBA p-hydroxybenzoic acid
- HNA 4-hydroxy 2-naphthoic acid
- Example 4 An LCP raw material (a copolymer of HBA (p-hydroxybenzoic acid) and HNA (4-hydroxy 2-naphthoic acid)) having a MV of 32 (melting point of 320° C.) was used. Further, the take-up speed was 20.3 m/min. In other respects, LCP pellets and LCP powder were produced in the same manner as in Example 3, and an LCP film was obtained.
- HBA p-hydroxybenzoic acid
- HNA 4-hydroxy 2-naphthoic acid
- Comparative example 1 In Comparative Example 1, the supply amount of the LCP raw material (the extrusion amount of the string-like material) was 8 kg/h. In other respects, LCP pellets and LCP powder were produced in the same manner as in Example 2, and an LCP film was obtained. Note that the shape of the LCP pellet of Comparative Example 1 was close to an elliptical cylinder with a major axis of 4 mm, a minor axis of 1 mm, and a length of 4 mm.
- the degree of orientation of the liquid crystal polymer pellets according to each of the examples and comparative examples was measured by wide-angle X-ray scattering (WAXS). Specifically, the WAXS analysis was performed using the wide-angle measurement mode of a small-angle X-ray scattering analyzer ("NANOPIX" manufactured by Rigaku). The distance between the liquid crystal polymer pellet sample and the detector was 80 mm, and the distance was calibrated using Si. Irradiation of the sample with X-rays and detection of scattered X-rays by a detector were performed in a vacuum environment. A beam stopper was placed between the sample and the detector to block some of the scattered X-rays from reaching the detector. The degree of orientation was calculated from the circular integral at the strongest peak of the scattering intensity of the scattered X-rays.
- WAXS wide-angle X-ray scattering
- the solidified bulk density of the liquid crystal polymer pellets according to each of the examples and comparative examples was measured. Specifically, first, a measuring cylinder (maximum scale: 100 mL) was filled with LCP pellets up to a scale of 100 mL, and the weight of the filled LCP pellets was measured. Thereafter, tapping was performed 10 times (vibration of the graduated cylinder up and down), and the volume of the LCP pellet after tapping was confirmed on the scale of the graduated cylinder.
- the solidified bulk density was calculated from the following formula.
- Solidified bulk density [Weight of filled LCP pellets (g)] / [Volume of LCP pellets after tapping (cm 3 )]
- the measurement results of the solidified bulk density of the liquid crystal polymer pellets are shown in Table 1 and FIG. 2.
- the in-plane linear expansion coefficients of the liquid crystal polymer films according to each of the examples and comparative examples were measured. Specifically, the in-plane (XY directions) linear expansion coefficient of the liquid crystal polymer film was measured by TMA (thermo-mechanical analysis) according to JIS K 7197. The conditions for TMA were that the temperature was raised from room temperature to 150° C. at a rate of 10° C./min under a nitrogen atmosphere, the load was 10 g, and the sample shape was a strip (5 mm ⁇ 15 mm). Table 1 and FIG. 1 show the measurement results of the coefficient of linear expansion (CTE) of the liquid crystal polymer film.
- CTE coefficient of linear expansion
- liquid crystal polymer films of Examples 1 to 4 produced using liquid crystal polymer pellets with a degree of orientation of 86% or more were manufactured using liquid crystal polymer pellets with a CTE of 20 ppm/°C or less and a degree of orientation of less than 86%. It can be seen that the CTE is smaller than that of the liquid crystal polymer films of Comparative Examples 1 and 2, which were produced using the same method.
- the finely pulverized LCP made fine by crushing the LCP pellet becomes particles that have a highly oriented state derived from the pellet inside.
- an LCP powder containing fibrous particles of liquid crystal polymer that maintains a highly oriented state can be obtained.
- LCP connections in the direction perpendicular to the arrangement of molecular chains are more easily broken than LCP connections in the direction of the molecular chains. Therefore, the fibrous particles contained in the produced LCP powder tend to be long in the orientation direction and short in the direction perpendicular to the orientation.
- liquid crystal polymers have a negative coefficient of thermal expansion in the direction in which the molecules are oriented. Therefore, when an LCP film is produced using such an LCP powder, an LCP film having a small in-plane (plane direction) linear expansion coefficient (thermal expansion coefficient) can be obtained.
- liquid crystal polymer film By producing a liquid crystal polymer film using liquid crystal polymer pellets with a high degree of orientation and a high bulk density, a liquid crystal polymer film composed of highly oriented fine fibers (fibrous particles) is formed. It is believed that the in-plane CTE of the liquid crystal polymer film is reduced.
- LCP powder and LCP film were produced in the same manner as in Example 2, except that only the take-up speed was changed to 4.6 m/min and 46.3 m/min. Regarding these, the solidified bulk density of the LCP pellets, the degree of orientation of the LCP pellets, and the CTE of the LCP film were measured in the same manner as above.
- Figure 12 shows the drawing speed (m/min), the solidified bulk density of LCP pellets (g/cm 3 ), and the degree of orientation of LCP pellets (%) when the drawing speed (draw ratio) was changed in this way. and the CTE (ppm/°C) of the LCP film.
- Example 5 A liquid crystal polymer film of Example 5 was produced using the same raw materials as in Example 4. The only difference from Example 4 is that a preliminary pressing step was performed as a step before hot pressing the liquid crystal polymer fiber mat formed on the electrolytic copper foil together with the electrolytic copper foil using a vacuum high-temperature press device. .
- the preliminary pressing step first, the sheet was pressed at room temperature (7 MPa, 10 sec), and then at 200° C. (7 MPa, 10 sec). Thereafter, the same treatment as in Example 4, specifically, heat treatment was performed using a vacuum high temperature press apparatus (manufactured by Kitagawa Seiki Co., Ltd., KVHC).
- the density of the fiber mats of Examples 4 and 5 was measured by the following method. Further, the coefficient of linear expansion (CTE) of the liquid crystal polymer film of Example 5 was measured in the same manner as that for the liquid crystal polymer film of Example 4 above. Table 2 shows the measurement results.
- the density of the fiber mat was calculated by measuring the weight and thickness of the liquid crystal polymer fiber mat formed on the electrolytic copper foil. Specifically, the weight of the liquid crystal polymer fiber mat was calculated by subtracting the weight of the electrolytic copper foil from the measured weight. Thickness measurement was performed using a micro gauge.
- the main orientation direction of the molecules of the liquid crystal polymer tends to be along the in-plane direction of the copper foil, that is, the in-plane direction of the liquid crystal polymer film.
- the CTE of the liquid crystal polymer film of this embodiment is reduced, and defects such as warpage due to heat shrinkage can be suppressed in the liquid crystal polymer film laminated with copper foil.
- Example 6 Comparative Example 2> (Production of fiber mats of Example 6 and Comparative Example 2) Using the liquid crystal polymer powder of Example 4 (melting point 320°C), water and ethanol were added in required amounts to make 2.2 g of liquid crystal polymer powder per 30 L of 50 wt% ethanol aqueous solution, and the slurry was prepared.
- the liquid crystal polymer powder was formed into a fiber mat using a papermaking method.
- a square sheet machine 2555 manufactured by Kumagai Riki Co., Ltd. was used to machine a liquid crystal polymer powder dispersed in a dispersion medium onto a microporous sheet of polyester mesh with a pore diameter of 11 ⁇ m.
- the fiber mat of Example 6 was formed onto a microporous sheet by heating and drying it at a temperature of 100° C. using a hot air dryer.
- the fiber mat had a basis weight of about 35 g/m 2 .
- the obtained fiber mat was peeled off from the microporous sheet and heat-treated at temperatures of 280°C, 320°C, and 360°C for 1 hour in an N 2 atmosphere.
- An inert oven was used as the heating furnace.
- a fiber mat of Comparative Example 2 was produced using the liquid crystal polymer powder of Comparative Example 1 (melting point 320°C) in the same manner as the fiber mat of Example 6, and heated at 280°C and 320 °C in the same manner as the fiber mat of Example 6. The heat treatment was performed at a temperature of 360°C. The breaking tension of the fiber mats of Example 6 and Comparative Example 2 was measured by the following method. Table 3 shows the measurement results.
- the breaking tension was measured for the fiber mats of Example 6 and Comparative Example 2 that were heat-treated at each temperature.
- the breaking tension was measured by processing the heat-treated fiber mat into a width of 20 mm/length of 100 mm using an autograph (AG-XDplus manufactured by Shimadzu Corporation).
- the measurement conditions were a take-up speed of 0.33 mm/sec, a mode of tension, and an initial length of 50 mm.
- Example 6 From the results shown in Table 3, it was found that in Example 6, a breaking tension of 1.0 N/20 mm or more was obtained even when the heat treatment temperature was 280° C. below the melting point.
- Example 7 Manufacture of fiber mats of Example 7 and Example 8.
- the content W of zirconia in the liquid crystal polymer powder of Example 4 was 0.0219 wt%.
- the zirconia content W was calculated by the following method.
- the zirconia content W calculated by the following method was 0.0005% by weight.
- Example 7 produced using liquid crystal polymer powder without zirconia removal treatment
- Example A fiber mat of No. 8 produced using liquid crystal polymer powder subjected to zirconia removal treatment
- a light irradiation device manufactured by NovaCentrix, PulseForge (registered trademark) 1300
- the entire surface of the mat was subjected to light irradiation treatment.
- the measurement conditions using the ICP emission spectrometer are twin sequential method, high frequency output 1.2 kW, plasma gas flow rate 14 L/min, auxiliary gas flow rate 1.2 L/min, carrier gas flow rate 0.7 L/min, nebulizer coaxial type, measurement
- the direction was horizontal.
- the detection limit was set to 0.02 ⁇ g/L or less.
- the zirconium content per weight of the liquid crystal polymer powder was calculated from the concentration of the ICP solution. The following calculation formula was used, and the amount of Zr (molecular weight 91) was converted into the amount of ZrO 2 (zirconia) (molecular weight 123).
- W (wt%) (zirconium ion concentration of the measured solution (g/L)) x (123 ⁇ 91) x 0.5 L ⁇ 40 g x 100
- Example 7 yielded a fiber mat with higher breaking tension than Example 8.
- the fiber mats of Examples 7 and 8 (set voltage for light irradiation treatment was 230 V) were subjected to laser irradiation and laser processing under the following conditions.
- a KrF excimer laser with a wavelength of 248 nm was generated using the CoMPexPro series (manufactured by Coherent Inc.), and the generated laser was focused onto a 1 mm square area using a reflecting lens and a condensing lens.
- the produced film was placed at the focal length for condensing light, and the laser energy was set so that the energy per irradiation (pulse) was 150 mJ/mm 2 .
- energy for 7 irradiations (pulses) was applied.
- the fiber mat of Example 7 had through holes, and the fiber mat of Example 8 could be cut, although no through holes were formed. From the above results, it was found that in Example 7, in which zirconia was not removed, laser processing could be performed more efficiently.
- a liquid crystal polymer pellet containing a liquid crystal polymer and used as a material for a liquid crystal polymer film A liquid crystal polymer pellet having a degree of orientation measured by wide-angle X-ray scattering of 86% or more.
- the liquid crystal polymer pellet according to ⁇ 1> having a solidified bulk density of less than 0.35 g/cm 3 .
- ⁇ 4> a melt-kneading step of kneading liquid crystal polymer raw materials while heating and melting them; an extrusion step of extruding and molding the liquid crystal polymer raw material after the melt-kneading step into a string shape; a cooling step of cooling the string-like material obtained in the extrusion step in water while taking it; a cutting step of cutting the string-like object after the cooling step,
- the ratio of the take-up speed (m/min) of the string-like material in the cooling step to the extrusion amount (kg/h) of the string-like material in the extrusion step is 5 to 20,
- ⁇ 5> Liquid crystal polymer pellets obtained by the manufacturing method described in ⁇ 4>.
- a method for producing a liquid crystal polymer powder comprising: ⁇ 7> The method for producing liquid crystal polymer powder according to ⁇ 6>, wherein in the pulverization step, the liquid crystal polymer pellets dispersed in the liquid nitrogen are pulverized using media.
- ⁇ 9> ⁇ 8> wherein when a fiber mat is formed using the liquid crystal polymer powder and heat treated at a temperature below the melting point of the liquid crystal polymer powder, the breaking tension of the fiber mat is 1.0 N/20 mm or more.
- a liquid crystal polymer film comprising a liquid crystal polymer, A liquid crystal polymer film having an in-plane linear expansion coefficient of 20 ppm/°C or less.
- a fiber mat containing liquid crystal polymer powder the fiber mat having improved breaking tension by heat treatment at a temperature below its melting point.
- the fiber mat according to ⁇ 13>, wherein the fiber mat has a density of 0.1 to 1.5 g/cm 3 .
- the matting step includes a coating step of applying the liquid crystal polymer powder in the form of a paste or slurry to a copper foil.
- ⁇ 17> The method for producing a liquid crystal polymer film according to ⁇ 16>, wherein in the hot pressing step, the liquid crystal polymer fiber mat is hot pressed together with the copper foil.
- ⁇ 18> The method for producing a liquid crystal polymer film according to any one of ⁇ 15> to ⁇ 17>, further comprising a step of performing preliminary pressing at a temperature of 220° C. or lower before the hot pressing step.
- ⁇ 19> Production of the liquid crystal polymer film according to any one of ⁇ 15> to ⁇ 18>, wherein in the matting step, the liquid crystal polymer powder in paste or slurry form is formed into the liquid crystal polymer fiber mat by a papermaking method.
- Method. ⁇ 20> A liquid crystal polymer film obtained by the production method according to any one of ⁇ 15> to ⁇ 19>.
- Microporous sheet 10 Microporous sheet, 15 Supply roller, 20 Paper making wire, 25, 26 Conveyance roller, 30 Fiber mat, 31 First main surface, 32 Second main surface, 40 Storage section, 41 Dispersion medium, 50 Heating device, 60 Light irradiation Equipment, 100 paper machine.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023571395A JP7673839B2 (ja) | 2022-05-27 | 2023-05-22 | 液晶ポリマーペレット、液晶ポリマーパウダー、液晶ポリマーフィルム、および、それらの製造方法 |
| CN202380016246.5A CN118510639A (zh) | 2022-05-27 | 2023-05-22 | 液晶聚合物颗粒、液晶聚合物粉末、液晶聚合物膜及其制造方法 |
| US18/601,370 US20240208182A1 (en) | 2022-05-27 | 2024-03-11 | Liquid crystal polymer pellet, liquid crystal polymer powder, liquid crystal polymer film, and method of producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022087057 | 2022-05-27 | ||
| JP2022-087057 | 2022-05-27 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/601,370 Continuation US20240208182A1 (en) | 2022-05-27 | 2024-03-11 | Liquid crystal polymer pellet, liquid crystal polymer powder, liquid crystal polymer film, and method of producing same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023228904A1 true WO2023228904A1 (ja) | 2023-11-30 |
Family
ID=88919328
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/018960 Ceased WO2023228904A1 (ja) | 2022-05-27 | 2023-05-22 | 液晶ポリマーペレット、液晶ポリマーパウダー、液晶ポリマーフィルム、および、それらの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240208182A1 (https=) |
| JP (1) | JP7673839B2 (https=) |
| CN (1) | CN118510639A (https=) |
| WO (1) | WO2023228904A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002018842A (ja) * | 2000-07-10 | 2002-01-22 | Sumitomo Chem Co Ltd | 液晶性樹脂ペレットの製造方法 |
| JP2002241510A (ja) * | 2001-02-20 | 2002-08-28 | Starlite Co Ltd | 熱可塑性樹脂成形品及びその製造方法 |
| JP2016062955A (ja) * | 2014-09-16 | 2016-04-25 | 株式会社プライマテック | 電子回路基板用フィルムおよび電子回路基板 |
| JP2020026474A (ja) * | 2018-08-10 | 2020-02-20 | 住友化学株式会社 | 液晶ポリエステルフィルム、液晶ポリエステル液状組成物及び液晶ポリエステルフィルムの製造方法 |
| WO2021060255A1 (ja) * | 2019-09-25 | 2021-04-01 | 株式会社村田製作所 | 液晶ポリマーパウダーおよびその製造方法 |
| WO2021177402A1 (ja) * | 2020-03-06 | 2021-09-10 | 株式会社村田製作所 | 液晶ポリマーフィルムおよびその製造方法 |
-
2023
- 2023-05-22 CN CN202380016246.5A patent/CN118510639A/zh active Pending
- 2023-05-22 WO PCT/JP2023/018960 patent/WO2023228904A1/ja not_active Ceased
- 2023-05-22 JP JP2023571395A patent/JP7673839B2/ja active Active
-
2024
- 2024-03-11 US US18/601,370 patent/US20240208182A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002018842A (ja) * | 2000-07-10 | 2002-01-22 | Sumitomo Chem Co Ltd | 液晶性樹脂ペレットの製造方法 |
| JP2002241510A (ja) * | 2001-02-20 | 2002-08-28 | Starlite Co Ltd | 熱可塑性樹脂成形品及びその製造方法 |
| JP2016062955A (ja) * | 2014-09-16 | 2016-04-25 | 株式会社プライマテック | 電子回路基板用フィルムおよび電子回路基板 |
| JP2020026474A (ja) * | 2018-08-10 | 2020-02-20 | 住友化学株式会社 | 液晶ポリエステルフィルム、液晶ポリエステル液状組成物及び液晶ポリエステルフィルムの製造方法 |
| WO2021060255A1 (ja) * | 2019-09-25 | 2021-04-01 | 株式会社村田製作所 | 液晶ポリマーパウダーおよびその製造方法 |
| WO2021177402A1 (ja) * | 2020-03-06 | 2021-09-10 | 株式会社村田製作所 | 液晶ポリマーフィルムおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118510639A (zh) | 2024-08-16 |
| JP7673839B2 (ja) | 2025-05-09 |
| JPWO2023228904A1 (https=) | 2023-11-30 |
| US20240208182A1 (en) | 2024-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230002548A1 (en) | Liquid crystal polymer film and method of producing the liquid crystal polymer film | |
| US20250092605A1 (en) | Liquid crystal polymer powder, liquid crystal polymer film, and method of producing same | |
| JP2020075481A (ja) | 熱可塑性樹脂フィルム及びその製造方法 | |
| JP7743902B2 (ja) | 繊維マット | |
| JP7673839B2 (ja) | 液晶ポリマーペレット、液晶ポリマーパウダー、液晶ポリマーフィルム、および、それらの製造方法 | |
| US12552990B2 (en) | Porous body and method for manufacturing porous body | |
| JP2004100047A (ja) | ポリエステル熱圧着不織布の製造法 | |
| JP2020044840A (ja) | 熱可塑性樹脂フィルム及びそれを用いた電気・電子部品 | |
| US20230416987A1 (en) | Method for producing fiber mat and fiber mat | |
| JP7609288B2 (ja) | 液晶ポリマーフィルムおよび液晶ポリマーフィルムの製造方法 | |
| US20260091571A1 (en) | Laminated film and method for producing laminated film | |
| US20240278462A1 (en) | Molded body and method for manufacturing molded body | |
| WO2024029207A1 (ja) | 液晶ポリマーフィルムおよびこれを備えた積層体、ならびに、液晶ポリマーフィルムの製造方法 | |
| US12617908B2 (en) | Liquid crystal polymer film, laminated body including the liquid crystal polymer film, and method of producing liquid crystal polymer film | |
| KR102212191B1 (ko) | 다공성의 그래파이트 나노섬유 웹, 상기 웹 구조를 포함하는 멤브레인, 상기 멤브레인을 포함하는 방열시트 및 상기 나노섬유 웹의 제조방법 | |
| WO2022259753A1 (ja) | 液晶ポリマーウェブの製造方法 | |
| JP2003166192A (ja) | 耐熱絶縁性不織布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2023571395 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23811776 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380016246.5 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23811776 Country of ref document: EP Kind code of ref document: A1 |