WO2023189982A1 - 絶縁電線、ワイヤーハーネス、および絶縁電線の製造方法 - Google Patents
絶縁電線、ワイヤーハーネス、および絶縁電線の製造方法 Download PDFInfo
- Publication number
- WO2023189982A1 WO2023189982A1 PCT/JP2023/011349 JP2023011349W WO2023189982A1 WO 2023189982 A1 WO2023189982 A1 WO 2023189982A1 JP 2023011349 W JP2023011349 W JP 2023011349W WO 2023189982 A1 WO2023189982 A1 WO 2023189982A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- flat
- conductor
- wire
- insulated wire
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/08—Flat or ribbon cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
- H01B5/002—Auxiliary arrangements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/0045—Cable-harnesses
Definitions
- the present disclosure relates to an insulated wire, a wire harness, and a method for manufacturing an insulated wire.
- Flat cables constructed using flat conductors are known. By using a flat cable, the space occupied during wiring can be reduced compared to the case where a general electric wire having a conductor with a substantially circular cross section is used.
- Patent Documents 1 and 2 In conventional flat cables, rectangular conductors are often used as conductors, as disclosed in Patent Documents 1 and 2.
- a rectangular conductor is a single metal wire formed into a rectangular cross section.
- Patent Documents 3 to 5 filed by the applicants disclose electric wire conductors in which a stranded wire made by twisting a plurality of wires is formed into a flat shape from the viewpoint of achieving both flexibility and space saving. There is.
- a flat conductor having a flat twisted wire conductor in which a plurality of wires are twisted together is also disclosed in Patent Document 6.
- an insulated wire having a flat stranded wire formed into a flat shape as a conductor is excellent in both space saving and flexibility.
- an insulated wire including the flat stranded wire can be suitably used for wiring in various spaces such as narrow spaces.
- flat stranded wires exhibit extremely high flexibility in bending in the height direction (flat direction) of the flat shape, their flexibility in bending in the width direction (edgewise direction) of the flat shape is It tends to be lower than when bending in the direction.
- bending only in the height direction cannot handle the complex bending required in the routing route. There are times when I can't do it.
- an insulated wire whose conductor has a flat cross-section and can be flexibly bent into complex shapes, a wire harness equipped with such an insulated wire, and a manufacturing method that can manufacture such an insulated wire.
- the task is to provide a method.
- the insulated wire of the present disclosure includes a conductor in which a plurality of wires are twisted together, and an insulating coating covering the outer periphery of the conductor, each of the wires constituting the conductor, and
- the insulating coatings are mutually continuous and have a flat part and a reverse flat part along the axial direction of the insulated wire, and in the flat part, the outer shape of the conductor in a cross section perpendicular to the axial direction has a flat shape that is long in the flat direction, and in the reverse flat portion, the outer shape of the conductor in a cross section perpendicular to the axial direction has a flat shape that is long in the reverse flat direction, which is a direction different from the flat direction; In the cross section of both the flat part and the inverted flat part, in the first outer peripheral area, which is a region located in the flat direction with respect to the axial direction, among the parts facing the outer periphery of the conductor, The rate of deformation of the strands from the circular
- the wire harness of the present disclosure includes the insulated wire.
- a conductor is compressed into a flat shape and the outer periphery is coated with an insulating coating.
- the inverted flat part is formed, and the inverted flat part of the raw material flat electric wire is The insulated wire is manufactured by leaving the area other than the area as the flat part.
- An insulated wire, a wire harness, and a method for manufacturing an insulated wire according to the present disclosure provide an insulated wire in which a conductor has a flat cross section and can be flexibly bent into a complicated shape, and an insulated wire including such an insulated wire.
- the present invention provides a manufacturing method for manufacturing wire harnesses and such insulated wires.
- FIG. 1 is a schematic perspective view showing an insulated wire according to an embodiment of the present disclosure.
- FIG. 2 is a sectional view showing the flat portion, corresponding to the AA cross section and the CC cross section in FIG. In the main diagram, the strands are omitted, and the strands are shown in enlarged regions R1 to R3 surrounded by a circle.
- FIG. 3 is a sectional view showing an inverted flat portion, corresponding to the BB cross section in FIG. In the main diagram, the strands are omitted, and the strands are shown in enlarged regions R1 to R3 surrounded by a circle.
- FIG. 4 is a diagram illustrating a method for manufacturing an insulated wire according to an embodiment of the present disclosure, taking the insulated wire shown in FIG.
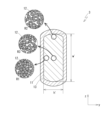
- FIG. 5A to 5C show photographs of the cross sections of actual insulated wires.
- FIG. 5A is a flat wire
- FIG. 5B is a reverse flat wire with a flatness ratio of 1.8
- FIG. 5C is a reverse flat wire with a flatness ratio of 2.8.
- a flat electric wire is shown. The scales of the photos are different from each other.
- An insulated wire according to an embodiment of the present disclosure is an insulated wire having a conductor in which a plurality of wires are twisted together, and an insulating coating covering an outer periphery of the conductor, the wires constituting the conductor.
- the outer shape of the conductor is a flat shape that is long in the flat direction, and in the reverse flat part, the outer shape of the conductor in a cross section perpendicular to the axial direction is a flat shape that is long in the reverse flat direction, which is a direction different from the flat direction.
- a first outer circumferential region that is a region located in the flat direction with respect to the axial direction among the parts facing the outer periphery of the conductor in the cross section of both the flat part and the inverted flat part.
- the rate of deformation of the strands from the circular shape is smaller than in the second outer circumferential region, which is a region located in a direction perpendicular to the flattening direction.
- the above-mentioned insulated wire has a flat part and an inverted flat part in which each conductor has a flat shape, and exhibits high space saving properties.
- the flat part and the reverse flat part exhibit high bending flexibility in the height direction of their respective flat shapes, but the width direction of the flat shapes of the flat part and the reverse flat part are different directions from each other.
- the insulated wire exhibits high bending flexibility in different directions at both locations. In an insulated wire, if you arrange the flat part and the inverted flat part so that the height direction faces the direction in which you want to bend each part, you can bend different parts along the axial direction in one insulated wire.
- the insulated wire can save space due to its flat shape and have a high degree of bending freedom.
- Such insulated wires can be suitably used in places where space is limited and complicated routes are required, such as in automobiles.
- Insulated wires with flat parts and inverted flat parts coexist are made by compressing some parts in the axial direction from the width direction, compared to raw material flat wires in which the conductor is compressed into a simple flat shape.
- inverted flat portions With different directions and leaving other portions as flat portions, manufacturing can be facilitated. Since the raw material flat electric wire is manufactured by compressing the conductor into a flat shape, deformation of the wire is suppressed to a smaller extent in the outer region in the width direction than in the outer region in the height direction.
- the first outer peripheral area corresponding to the outer area in the width direction of the raw material flat electric wire is compared with the second outer peripheral area corresponding to the height direction of the raw material flat electric wire.
- the rate of deformation from the circular shape of the strands constituting the conductor is suppressed to a low level, an insulated wire is likely to be formed in both the flat portion and the inverted flat portion.
- the fact that the strand deformation rate is smaller in the first outer circumferential area than in the second outer circumferential area means that each strand undergoes a large deformation when forming the inverted flat part on the raw material flat electric wire. means not. In other words, this is an index indicating that degeneration such as hardening due to deformation of the strands and increase in electrical resistance did not occur significantly when forming the inverted flat portion.
- the rate of deformation of the strands from the circular shape is smaller in the first outer peripheral area than in the central part of the conductor.
- both the flat part and the inverted flat part are located in the first outer peripheral area of the conductor. In this case, the deformation of the wire tends to be smaller than that in the central part.
- the difference between the flat direction and the reverse flat direction is preferably 10° or more. Further, the difference between the flat direction and the reverse flat direction is preferably 45° or more.
- the flexible bending directions of the flat part and the reverse flat part differ by more than 10 degrees or more than 45 degrees, making it suitable for applications where insulated wires are bent and routed into complex shapes such as three-dimensional shapes. , can be particularly suitably used.
- the deformation rate of the wire from a circular shape is 70% or less in the first outer circumferential area compared to the second outer circumferential area.
- the fact that the circularity of the strands in the first outer peripheral region is kept small means that, as mentioned above, an insulated wire in which a flat part and an inverse flat part coexist can be manufactured using a raw material flat wire having a flat conductor. In this case, this means that the strand itself is not significantly deformed by the application of force to form the inverted flat part, and in order to minimize deformation such as hardening and increase in electrical resistance due to deformation of the strand. serves as an indicator.
- the wire harness of the present disclosure includes the insulated wire.
- the insulated wire of the present disclosure has a flat portion and an inverted flat portion, and exhibits high bending flexibility in the height direction of each.
- the wire harness can be suitably applied to applications that require bending.
- a conductor is compressed into a flat shape and the outer periphery is coated with an insulating coating.
- the inverted flat part is formed, and the inverted flat part of the raw material flat electric wire is The insulated wire is manufactured by leaving the area other than the area as the flat part.
- the insulated wire according to the embodiment of the present disclosure in which a flat portion and an inverted flat portion coexist using a raw material flat electric wire having a simple flat-shaped conductor.
- the position and length of the reverse flat part, as well as the specific reverse flattening direction and aspect ratio can be arbitrarily set according to the wiring location of the insulated wire.
- insulated wires that can be bent and arranged in various shapes in various spaces can be manufactured.
- FIG. 1 shows a perspective view of an insulated wire 1 according to an embodiment of the present disclosure.
- 2 shows a cross-sectional view taken along line AA and line CC in FIG. 1
- FIG. 3 shows a cross-sectional view taken along line BB in FIG.
- the wires are omitted and shown in a simplified manner. The state of the strands of each part is displayed in the circled area in FIGS. 2 and 3.
- the insulated wire 1 includes a conductor 11 and an insulating coating 13.
- the conductor 11 is configured as a stranded wire in which a plurality of wires 12 are twisted together.
- the insulating coating 13 covers the entire outer periphery of the conductor 11.
- the insulated wire 1 has a flat portion 2 (2A, 2B) and a reverse flat portion 3 along the axial direction (x direction).
- the flat portion 2 and the reverse flat portion 3 are integrally continuous along the axial direction of the insulated wire 1.
- the strands 12 of the conductor 11 are integrally continuous between the flat part 2 and the inverted flat part 3.
- the insulating coating 13 that covers the conductor 11 is also integrally continuous between the flat part 2 and the inverted flat part 3.
- the outer shape of the conductor 11 in cross section has a flat shape.
- the flat outer shape of the conductor 11 means the length of the longest straight line that crosses the cross section in the direction along the side or diameter of the cross section and includes the entire cross section.
- a certain width (w in the flat part 2, w' in the inverted flat part 3) is perpendicular to the straight line and the height (h in the flat part 2, w' in the inverted flat part 3) is the length of a straight line that includes the entire cross section.
- h') indicates a state that is larger than h').
- the cross section of the conductor 11 may have any specific shape as long as it is flat, but in the illustrated form, the cross section of the conductor 11 is 3, the cross section of the conductor 11 has a shape that can be approximated to a rectangle.
- the flat shape other than the rectangle include an ellipse, an oval, and an oval shape (a shape in which arcs are joined to both sides of a rectangle).
- the outer shape of the cross section of the conductor 11 is flat, but the direction in which the width direction of the flat shape faces is different between the flat part 2 and the inverted flat part 3.
- the width direction of the flat part 2 (the direction in which the width w extends)
- the width direction (the direction in which the width w' extends) of the inverted flat part 3 is the reverse flat direction
- the reverse flat direction is facing in a direction different from the flat direction.
- the difference between the flat direction and the reverse flat direction is not particularly limited, but below, a case where the difference is 90 degrees will be treated as an example.
- the flat direction is the y direction
- the reverse flat direction is the z direction
- the arrangement of the flat part 2 and the inverted flat part 3 in the insulated wire 1 is not particularly limited, but in the illustrated form, the arrangement of the flat part 2 and the reverse flat part 3 in the insulated wire 1 is arranged along the axis direction (x direction) of the insulated wire 1.
- the first flat part 2A, the reverse flat part 3, and the second flat part 2B are arranged adjacent to each other in this order.
- the flat portion 2 and the inverted flat portion 3 are directly adjacent to each other, except for an area that inevitably occurs due to a sudden change in the direction of the cross-sectional shape.
- the conductor 11 and the entire insulated wire 1 have a flat shape that is long in the y direction (flat direction).
- the conductor 11 and the entire insulated wire 1 have a flat shape that is long in the z direction (reverse flat direction).
- the wire 12 constituting the conductor 11 is deformed from a circular cross section, and the rate of deformation has a predetermined spatial distribution. The deformed state of the wire 12 will be explained in detail later.
- the insulated wire 1 does not exhibit much flexibility in the width direction of each flat shape and is difficult to bend, but the insulated wire 1 does not exhibit much flexibility in the height direction. It exhibits high flexibility, making the insulated wire 1 easy to bend.
- the flat portion 2 is difficult to bend in the y direction and easy to bend in the z direction.
- the reverse flat part 3 is difficult to bend in the z direction and easy to bend in the y direction.
- the flat part 2 and the reverse flat part 3 exhibit anisotropy in different directions in terms of flexibility, and the flat part 2 and the reverse flat part 3 coexist in the single insulated wire 1. Therefore, in the insulated wire 1, the direction in which it is easy to bend differs depending on the part. In other words, the insulated wire 1 can be easily bent in the direction in which the height direction of each portion is facing. By bending the insulated wire 1 in a direction corresponding to the height direction at each portion, the insulated wire 1 as a whole can be bent into a complicated shape. On the other hand, since each portion is difficult to bend in the width direction, bending in an undesired direction can be restricted, and twisting of the insulated wire 1 is less likely to occur.
- the insulated wire 1 is used for applications that require bending into complex shapes, such as three-dimensional routing or routing along articles with complex shapes. It can be suitably used for.
- the insulated wire 1 is bent in the z direction at the first flat part 2A, bent in the y direction at the adjacent reverse flat part 3, and then bent again in the z direction at the second flat part 2B. Therefore, a complicated bent shape can be formed without difficulty (all directions are based on the illustrated state).
- the insulated wire 1 since the flat portion 2 and the inverted flat portion 3 each have a flat shape, a high space saving property can be obtained in the height direction of each, and at the same time, Since the directions of the flat shapes in the width direction are different from each other, the insulated wire 1 as a whole can be flexibly bent into a complicated shape.
- the use of the insulated wire 1 is not particularly limited, but for example, it may be used in a car where the space in which the insulated wire 1 can be routed is limited and the insulated wire 1 is frequently bent into complicated shapes. It can be suitably used for wiring.
- the inverted flat part 3 is provided between the two flat parts 2A and 2B, but the number and arrangement of the flat part 2 and the inverted flat part 3 are not particularly limited, and each Depending on the specific routing route assumed for the insulated wire 1, etc., a flat portion 2 and an inverted flat portion are placed at the position where the bend is to be formed in the insulated wire 1, and the height direction of the flat shape is oriented in the direction in which the bend is to be made. It is sufficient to form as many sections 3 as necessary.
- the two flat parts 2A and 2B are formed to have the same flatness ratio w/h, but when forming a plurality of flat parts 2 and/or when forming a plurality of inverted flat parts 3,
- the plurality of flat parts 2 and the plurality of inverted flat parts 3 may have the same aspect ratio or different aspect ratios.
- the flatness ratio is a value indicating the ratio of the width to the height of the flat shape of the cross section of each part (w/h in the flat part 2, w'/h' in the inverted flat part 3).
- the flatness ratios (w/h, w'/h') of the flat shapes between the flat part 2 and the inverted flat part 3 may be the same or different.
- the flatness ratio w'/h' of the inverted flat part 3 is kept within a range of approximately 0.5 to 2.0 times the flatness ratio w/h of the flat part 2. It is preferable. Furthermore, it is preferable to keep it within a range of about 0.8 times to 1.2 times.
- the flatness ratio w/h of the flat part 2 and the flatness ratio w'/h' of the inverted flat part 3 are 1.5 or more, and more preferably 2.0 or more, from the viewpoint of sufficiently increasing flexibility in the height direction. On the other hand, from the viewpoint of avoiding excessive deformation of the wire 12, which will be described later, it is preferable to keep it to 6.0 or less.
- the difference in the angle in which the width direction of the flat part 2 and the reverse flat part 3 are oriented is set to 90 degrees, but the directions of the two must be different from each other.
- the specific angle difference is not particularly limited.
- the angle at which the width direction of the flat portion 2 and the reverse flat portion 3 faces may be determined as appropriate.
- the difference in the angle in the width direction between the flat portion 2 and the reverse flat portion 3 that are adjacent to each other is set to 10° or more, by providing the flat portion 2 and the reverse flat portion 3 on the insulated wire 1, various A high effect of bending in the direction can be obtained.
- the difference is 45° or more, particularly 80° or more.
- a flat part 2 whose width direction is oriented in one direction (y direction) and an inverted flat part 3 whose width direction is oriented in another direction (z direction) coexist.
- three or more types of portions having width directions oriented in three or more different directions may coexist.
- the insulated wire 1 when one arbitrary region with a flat cross-sectional shape is defined as the flat portion 2, there is at least one inverted flat portion 3 whose width direction is oriented in a direction different from that of the flat portion 2.
- the insulated wire 1 may be provided with a non-flat portion where the conductor 11 has a non-flat cross-sectional shape such as a circle or a square.
- a non-flat portion is provided at the end of the insulated wire 1, at a position separating a plurality of flat portions 2 from each other, between inverted flat portions 3, or at a position separating the flat portions 2 and inverted flat portions 3.
- the material and diameter of the wire 12 constituting the conductor 11 and the cross-sectional area of the conductor are not particularly limited. However, from the viewpoint of enhancing the effect of improving bending flexibility in each direction by forming the flat portion 2 and the inverted flat portion 3, it is preferable to use a conductor 11 having a somewhat large conductor cross-sectional area. From this point of view, as the material for the conductor 11, it is preferable to use aluminum or an aluminum alloy, which often has a large conductor cross-sectional area because of its lower conductivity than copper or copper alloy. Further, the cross-sectional area of the conductor is preferably 10 mm 2 or more, more preferably 50 mm 2 or more, or 100 mm 2 or more. An example of the outer diameter of the wire 12 constituting the conductor 11 is a range of 0.1 mm or more and 1.0 mm or less.
- the insulated wire 1 according to the present embodiment may be used alone or as a component of a wire harness according to the embodiment of the present disclosure.
- a wire harness according to an embodiment of the present disclosure includes the insulated wire 1 according to the embodiment described above.
- the wire harness may include a plurality of the insulated wires 1, or may include other types of insulated wires in addition to the insulated wires 1.
- FIG. 4 schematically shows a method of manufacturing the insulated wire 1.
- the insulated wire 1 according to this embodiment can be formed using the raw material flat wire 9.
- the raw material flat electric wire 9 is an electric wire in which a conductor 11 is compressed into a flat shape and the outer periphery of the conductor 11 is coated with an insulating coating 13.
- each part is formed into a uniform flat shape, and the cross section of each part along the axial direction has a flat shape with the width direction facing the same direction and the same aspect ratio.
- the raw material flat electric wire 9 can be manufactured by compressing a conductor 11 having a circular cross section in which a plurality of wires 12 are twisted together into a flat shape, and covering the outer periphery of the conductor 11 with an insulating coating 13.
- the conductor 11 can be suitably compressed by compressing it from both sides in the height direction and optionally from both sides in the width direction using rollers, as described in Patent Documents 3 to 5.
- the insulation coating 13 may be formed on the outer periphery of the compressed conductor 11 by extrusion molding of a resin composition. From the viewpoint of sufficiently deforming the conductor 11 into a flat shape, it is preferable to form the insulating coating 13 after deforming the conductor 11 into a flat shape in this way.
- the raw material flat electric wire 9 may be formed by compressing a conventional general round electric wire on which the insulation coating 13 has been formed into a flat shape together with the insulation coating 13.
- a force F is applied from outside of the raw material flat wire 9 to a part of the raw material flat wire 9 obtained in this way along the axial direction, specifically, to a region where the inverted flat portion 3 is desired to be formed. to deform the conductor 11.
- the force F is applied from the outside to the inside along the width direction (y direction) of the flat shape.
- the force F is applied until the width direction of the flat shape of the conductor 11 changes from the original direction, thereby deforming the conductor 11 into a long flat shape in a direction different from that before the force F was applied.
- the inverted flat portion 3 can be formed.
- the reverse flat portion 3 in addition to applying the force F along the width direction, force may be applied from any direction in order to adjust the reverse flat direction to a predetermined direction. Then, the area of the raw material flat electric wire 9 other than the area where the inverted flat part 3 is formed is left as the flat part 2.
- the inverted flat portion 3 is formed by applying a force F from the outside toward the inside and changing the cross-sectional shape from a horizontally elongated state to a vertically elongated state.
- two flat parts 2A and 2B are formed by leaving the horizontally elongated flat shape of the raw material flat electric wire 9 unchanged at both sides of the reverse flat part 3 in the axial direction.
- the force F for forming the inverted flat portion 3 can be applied by manual processing or processing using a tool such as a hammer, a mold, a press machine, or other equipment.
- the force F applied to the conductor 11 at this time is preferably smaller than the force applied for flattening the conductor 11 when forming the raw material flat electric wire 9.
- the insulation coating 13 is heated at a location including the inverted flat part 3 to bring the insulation coating 13 into close contact with the conductor 11. It's okay.
- the insulation coating 13 may become thinner than the flat part 2 in the direction in which the force F is applied, that is, up and down in the height direction of the inverted flat part 3. .
- the thickness of the insulating coating 13 is 20% or more, more preferably 40% or more, of the thickness of the insulating coating 13 in the flat part 2.
- the inverted flat portion 3 can be formed by simply applying a force F that deforms the conductor 11 from outside the insulation coating 13 to the raw material flat wire 9. Therefore, using a common raw material flat electric wire 9, various insulated electric wires 1 can be manufactured with different positions where the inverted flat part 3 is required, and different directions and degrees of flatness of the required inverted flat part 3. . In this way, the insulated wire 1 that can be flexibly deformed into various complicated shapes depending on the specific routing route of the insulated wire 1 can be easily manufactured.
- the insulated wire 1 has a non-uniform distribution in the deformation rate of the wire 12 in the cross section, also in relation to the above manufacturing method.
- the deformation rate of the wire 12 is an index indicating how much a certain wire 12 has a cross-sectional shape that deviates from a circle.
- a certain wire 12 actually included in the conductor 11 let the length of the longest straight line that crosses the cross section be the major axis A, and let the diameter of a circle having the same area as the cross-sectional area of the wire 12 be the circle diameter R.
- the deformation rate D of the wire 12 can be expressed as in the following equation (1).
- D (AR)/R ⁇ 100% (1) Note that when evaluating the deformation rate of the wire 12 at a specific portion in the cross section of the conductor 11, from the viewpoint of reducing the influence of variations in deformation of the wire 12, regions R1 to R3 shown in FIGS. It is preferable to estimate the deformation rate as an average value for a plurality of wires 12 included in a region covering a certain area, as shown in FIG. For example, a region surrounded by a rectangle having sides extending approximately 10 to 30% of the widths w and w' of the conductor 11, or a circle or an ellipse having a diameter of such length may be set.
- the second outer circumferential region R2 is a region located in a direction perpendicular to the flat direction (height direction of the flat portion 2). The rate of deformation of the wire 12 from the circular shape is smaller than that of the wire 12.
- each strand 12 is schematically shown, and the strands 12 are shown deformed into a flat ellipse shape in the second outer circumferential region R2, but the actual The conductor 11 may be deformed not only into such a flat shape but also into a distorted shape like the wires included in the cross-sectional images of FIGS. 5A to 5C.
- the position is not only in the second outer peripheral region R2 but also in the central part of the conductor 11. It is preferable that the rate of deformation of the wire 12 from the circular shape is smaller than that in the central region R3.
- the central portion of the conductor 11 refers to a region located inside the outer peripheral portion of the conductor 11. The relationship between the deformation rates of the strands 12 is not particularly specified between the second outer peripheral region R2 and the central region R3.
- the conductor 11 included in the raw material flat wire 9 is formed using a roller.
- the widthwise end of the outer peripheral portion of the flat conductor 11 is The deformation rate of the wire 12 is smaller at the end portions in the height direction than at the end portions or the center portion in the height direction.
- the structure of the conductor 11 in the raw material flat wire 9 is substantially inherited in the flat portion 2 as is.
- the outer shape of the conductor 11 as a whole is deformed into a flat shape in a direction different from that of the raw material flat electric wire 9, but the deformation does not easily extend to each strand 12, and the shape of each strand 12 is The shape remains virtually unchanged. Or they undergo only small changes. Therefore, the distribution of the deformation rate of the strands 12 that has occurred in the raw material flat electric wire 9 is carried over almost unchanged to the inverted flat portion 3.
- the deformation rate of the wire 12 is smaller than that in the direction perpendicular thereto, that is, the height direction of the flat portion 2 (the z direction in the figure), and in comparison with the central portion.
- a round electric wire with a conductor with a substantially circular cross section is used as a raw material, a flat part and a reverse flat part with different directions of the flat shape can be formed by applying force in different directions to each part in the axial direction and deforming the conductor. If this is the case, in both the flat portion and the inverted flat portion, the deformation rate of the strands should be smaller at locations on the outside in the width direction of the outer circumferential region than at locations on the outside in the height direction and the central portion.
- the specific ratio of the deformation rate of the wire 12 in the first outer circumferential region R1 and the second outer circumferential region R2 is not particularly limited, but the first outer circumferential region R1 The smaller the deformation rate of the strands 12, the better.
- the ratio of the deformation rate of the strands 12 in the first outer circumferential area R1 to the deformation rate of the strands 12 in the second outer circumferential area R2 is preferably 70% or less, more preferably 65% or less, in both the flat portion 2 and the inverted flat portion 3.
- the ratio of the deformation rate of the strands 12 in the first outer circumferential region R1 to the deformation rate of the strands 12 in the central region R3 is , is preferably 80% or less, more preferably 70% or less, in both the flat portion 2 and the inverted flat portion 3.
- the deformation rates of the strands 12 in each of the regions R1 to R3 are compared between the flat portion 2 and the inverse flat portion 3, the relationship between the deformation rates is not particularly specified.
- the deformation rate of the strands 12 tends to be larger in the inverted flat part 3 than in the flat part 2.
- the deformation rate of the strands 12 in the second outer peripheral region R2 and the central region R3 does not change much even after the formation of the inverted flat portion 3 by applying the force F, and in these regions R2 and R3, It is preferable that the deformation rate of the wire 12 in is within a range of ⁇ 20% with respect to the deformation rate in the flat portion 2.
- the absolute value of the deformation rate of the wire 12 in each region R1 to R3 is not particularly specified, from the viewpoint of avoiding application of excessive load to the wire 12, the absolute value of the deformation rate of the wire 12 in each region R1 to R3 is In both, for example, it is preferably 15% or less, more preferably 12% or less in the first outer peripheral region R1, and 25% or less, further 20% or less in the second outer peripheral region R2 and the central region R3. It is preferable. However, from the viewpoint of effectively forming into a flat shape, the deformation rate of the wire 12 in the second outer peripheral region R2 and the central region R3 is preferably 5% or more, and more preferably 10% or more.
- the reason why the deformation rate of the wire 12 is small in the first outer peripheral region R1 in both the flat part 2 and the inverted flat part 3 is because of the manufacturing method of the insulated wire 1 using the raw material flat wire 9 as a raw material.
- the fact that the deformation of the strands 12 is suppressed to a small extent in the first outer circumferential region R1 is due to the fact that the first outer circumferential region R1 is It also serves as an indicator that the strands 12 themselves have not been significantly deformed in the entire conductor 11 included therein. Since a large load is not applied to the wire 12, the wire 12 is less likely to undergo hardening due to deformation (work hardening) or deterioration such as an increase in electrical resistance. Then, the characteristics of the wire 12 used as a raw material can be used in the insulated wire 1 in which the flat portion 2 and the inverted flat portion 3 coexist without significantly changing the characteristics.
- the distribution of the deformation rate of the strand 12 in the cross section of each of these parts is as explained above. That is, at least one of these three or more types of parts is the flat part 2, and among the areas facing the outer periphery of the conductor 11, the area located in the flat direction of the flat part 2 is the first outer peripheral area R1, When the area located in the orthogonal direction is defined as the second outer circumferential area R2, the deformation rate of the strand 12 in all cross sections of three or more types of parts included in the insulated wire is the same as that in the first outer circumferential area R1.
- the deformation rate of the strands in the area located in the same direction with respect to the axial direction is smaller than the deformation rate of the strands in the area located in the direction perpendicular to the axial direction. It is preferable that the detailed relationship between the deformation rates of the strands 12 in each part is as explained above in these three or more parts.
- Example preparation First, a flat electric wire was produced. First, a stranded wire with a circular cross section was prepared by twisting aluminum alloy wires together, and the stranded wire was rolled into a flat shape using rollers to produce a conductor. The stranded wire used had a conductor cross-sectional area of 130 mm 2 and a wire diameter of 0.26 mm. The aspect ratio of the flat shape was set to 3. An insulating coating was formed on the outer periphery of the produced conductor by extrusion molding. Cross-linked polyethylene was used as the constituent material of the insulation coating.
- This flat electric wire was a model of the flat portion included in the insulated electric wire according to the embodiment of the present disclosure described above, and was designated as Sample 1.
- inverted flat electric wires of Sample 2 and Sample 3 were produced as models of the inverted flat part.
- a force directed from the outside in the width direction of the flat shape to the inside is applied to the flat electric wire cut out to a length of 20 cm in a region spanning a length of 14 cm at the midway point in the axial direction, so that the width direction of the conductor is approximately
- the flatness ratio of the conductor in the inverted flat portion was set to 1.8 for sample 2 and 2.8 for sample 3 by changing the magnitude of the applied force.
- a larger force was applied to sample 3 than to sample 2.
- the force was applied to form the inverted flat part while heating the area including the inverted flat part, so that the insulating coating was brought into close contact with the conductor.
- the wire diameters were measured for 12 randomly selected wires among the wires included in each region, and the deformation rate (D) of the wires was estimated according to the above equation (1). Then, within each region, the average value of the obtained wire deformation rate was recorded.
- each insulated wire of Samples 1 to 3 was evaluated.
- the evaluation was performed by a three-point bending test.
- the insulated wire of each sample is supported by two cylindrical fulcrum jigs, and a cylindrical pushing jig is pushed in from the direction opposite to the supporting direction at a point between these fulcrums, and the repulsion generated in the insulated wire is A load was applied.
- the maximum value of the repulsive load until the wire fell between the supports was recorded as the bending load.
- the smaller the bending load the higher the flexibility of the insulated wire.
- the distance between the fulcrums was 120 mm
- the length of the insulated wire used as the sample was 200 mm.
- the inverted flat part was arranged in the entire area between the support jigs. Measurements were performed on all samples 1 to 3 when bending in the width direction, and for sample 1, measurements were also taken on bending in the height direction.
- Table 2 shows the bending load values obtained by the three-point bending test.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Insulated Conductors (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380027278.5A CN118891690A (zh) | 2022-03-30 | 2023-03-23 | 绝缘电线、线束及绝缘电线的制造方法 |
| DE112023001653.4T DE112023001653T5 (de) | 2022-03-30 | 2023-03-23 | Isolierter elektrischer draht, verdrahtung und verfahren zum herstellen eines isolierten elektrischen drahts |
| JP2024512241A JPWO2023189982A1 (https=) | 2022-03-30 | 2023-03-23 | |
| US18/845,822 US20250191806A1 (en) | 2022-03-30 | 2023-03-23 | Insulated electric wire, wiring harness, and method for producing insulated electric wire |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022054995 | 2022-03-30 | ||
| JP2022-054995 | 2022-03-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023189982A1 true WO2023189982A1 (ja) | 2023-10-05 |
Family
ID=88201887
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/011349 Ceased WO2023189982A1 (ja) | 2022-03-30 | 2023-03-23 | 絶縁電線、ワイヤーハーネス、および絶縁電線の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250191806A1 (https=) |
| JP (1) | JPWO2023189982A1 (https=) |
| CN (1) | CN118891690A (https=) |
| DE (1) | DE112023001653T5 (https=) |
| WO (1) | WO2023189982A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012138180A (ja) * | 2010-12-24 | 2012-07-19 | Auto Network Gijutsu Kenkyusho:Kk | シールド導電体 |
| WO2016158455A1 (ja) * | 2015-04-03 | 2016-10-06 | 株式会社オートネットワーク技術研究所 | 外装ワイヤーハーネス |
| JP2017224565A (ja) * | 2016-06-17 | 2017-12-21 | 古河電気工業株式会社 | 扁平電線、ワイヤーハーネス及び扁平電線の製造方法 |
| WO2019093309A1 (ja) * | 2017-11-08 | 2019-05-16 | 株式会社オートネットワーク技術研究所 | 電線導体、被覆電線、ワイヤーハーネス |
| JP2020077499A (ja) * | 2018-11-06 | 2020-05-21 | 古河電気工業株式会社 | 電線および電線の製造方法 |
| JP2021170467A (ja) * | 2020-04-15 | 2021-10-28 | 古河電気工業株式会社 | 扁平電線およびその製造方法、端子付き扁平電線ならびにワイヤーハーネス |
-
2023
- 2023-03-23 JP JP2024512241A patent/JPWO2023189982A1/ja active Pending
- 2023-03-23 US US18/845,822 patent/US20250191806A1/en active Pending
- 2023-03-23 DE DE112023001653.4T patent/DE112023001653T5/de active Pending
- 2023-03-23 WO PCT/JP2023/011349 patent/WO2023189982A1/ja not_active Ceased
- 2023-03-23 CN CN202380027278.5A patent/CN118891690A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012138180A (ja) * | 2010-12-24 | 2012-07-19 | Auto Network Gijutsu Kenkyusho:Kk | シールド導電体 |
| WO2016158455A1 (ja) * | 2015-04-03 | 2016-10-06 | 株式会社オートネットワーク技術研究所 | 外装ワイヤーハーネス |
| JP2017224565A (ja) * | 2016-06-17 | 2017-12-21 | 古河電気工業株式会社 | 扁平電線、ワイヤーハーネス及び扁平電線の製造方法 |
| WO2019093309A1 (ja) * | 2017-11-08 | 2019-05-16 | 株式会社オートネットワーク技術研究所 | 電線導体、被覆電線、ワイヤーハーネス |
| JP2020077499A (ja) * | 2018-11-06 | 2020-05-21 | 古河電気工業株式会社 | 電線および電線の製造方法 |
| JP2021170467A (ja) * | 2020-04-15 | 2021-10-28 | 古河電気工業株式会社 | 扁平電線およびその製造方法、端子付き扁平電線ならびにワイヤーハーネス |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112023001653T5 (de) | 2025-04-03 |
| JPWO2023189982A1 (https=) | 2023-10-05 |
| US20250191806A1 (en) | 2025-06-12 |
| CN118891690A (zh) | 2024-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7290184B2 (ja) | 電線導体、被覆電線、ワイヤーハーネス、および電線導体の製造方法 | |
| JP6856089B2 (ja) | ワイヤーハーネス | |
| CN114242306B (zh) | 电线导体、包覆电线、线束 | |
| WO2018088419A1 (ja) | 電線導体、被覆電線、ワイヤーハーネス | |
| WO2023189982A1 (ja) | 絶縁電線、ワイヤーハーネス、および絶縁電線の製造方法 | |
| JP2025123544A (ja) | 電線導体、絶縁電線、およびワイヤーハーネス | |
| WO2014103750A1 (ja) | 絶縁電線 | |
| JP7725999B2 (ja) | 絶縁電線およびワイヤーハーネス | |
| JP7613211B2 (ja) | 絶縁電線およびワイヤーハーネス | |
| JP7456245B2 (ja) | ワイヤーハーネス | |
| JP7631974B2 (ja) | 絶縁電線およびワイヤーハーネス | |
| JP7389624B2 (ja) | ケーブル | |
| WO2025205300A1 (ja) | 電線導体、絶縁電線、およびワイヤーハーネス | |
| WO2022210332A1 (ja) | 絶縁電線およびワイヤーハーネス | |
| JP7772093B2 (ja) | 扁平カールコード | |
| CN117121128A (zh) | 绝缘电线及线束 | |
| JP2024004190A (ja) | 撚り線導体、電線、及び撚り線導体の製造方法 | |
| WO2024204189A1 (ja) | 絶縁電線 | |
| WO2024070941A1 (ja) | 導線、電線、および導線の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23776838 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18845822 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380027278.5 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2024512241 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112023001653 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23776838 Country of ref document: EP Kind code of ref document: A1 |
|
| WWP | Wipo information: published in national office |
Ref document number: 112023001653 Country of ref document: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 18845822 Country of ref document: US |