WO2023187940A1 - 塗装機洗浄用ホッパー - Google Patents
塗装機洗浄用ホッパー Download PDFInfo
- Publication number
- WO2023187940A1 WO2023187940A1 PCT/JP2022/015228 JP2022015228W WO2023187940A1 WO 2023187940 A1 WO2023187940 A1 WO 2023187940A1 JP 2022015228 W JP2022015228 W JP 2022015228W WO 2023187940 A1 WO2023187940 A1 WO 2023187940A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- protrusion
- hopper
- paint
- cleaning
- atomizing head
- Prior art date
Links
- 238000005406 washing Methods 0.000 title claims abstract 4
- 238000010422 painting Methods 0.000 title abstract description 20
- 239000003973 paint Substances 0.000 claims abstract description 149
- 239000002699 waste material Substances 0.000 claims abstract description 70
- 230000037431 insertion Effects 0.000 claims abstract description 46
- 238000003780 insertion Methods 0.000 claims abstract description 46
- 238000004140 cleaning Methods 0.000 claims description 112
- 239000011248 coating agent Substances 0.000 claims description 20
- 238000000576 coating method Methods 0.000 claims description 20
- 230000002093 peripheral effect Effects 0.000 claims description 19
- 239000002245 particle Substances 0.000 claims description 14
- 239000003595 mist Substances 0.000 claims description 9
- 239000007921 spray Substances 0.000 abstract description 15
- 239000007788 liquid Substances 0.000 description 47
- 238000010586 diagram Methods 0.000 description 10
- 238000007664 blowing Methods 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 238000000889 atomisation Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/50—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter
Definitions
- the present invention relates to a hopper for cleaning a paint sprayer used when cleaning a rotating atomizing head of a paint sprayer.
- painting robots are mainly used for painting objects such as automobile bodies.
- This painting robot is installed in a painting booth and includes an arm that bends, extends and rotates when painting an object to be painted, and a coating machine that is installed at the tip of the arm.
- the paint sprayer is equipped with a bell-shaped rotating atomizing head.
- the painting robot also performs the action of blowing away surplus paint generated during color changes into a waste paint collection container.
- the paint sprayer cleaning hopper 51 includes a cylindrical hopper main body 53 having an opening 52 at its upper end, and an upper lid 54 that covers the opening 52.
- An insertion hole 55 is provided in the upper lid 54. Then, the rotary atomizing head 56 is inserted into the hopper body 53 through the insertion hole 55, and in this state, cleaning is performed while discharging excess paint. As a result, excess paint is collected into the hopper 51 as waste liquid. Painter cleaning hoppers of the same type as this are also disclosed in Patent Documents 1 and 2, for example.
- the waste paint discharged from the rotary atomizing head 56 creeps up the inner peripheral surface of the hopper body 53 and reaches the back side of the upper lid 54.
- the waste paint further reaches the insertion hole 55, rebounds and adheres around the rotating atomizing head 56.
- the tip of the coating machine became easily dirty.
- the inner diameter is approximately 200 mm
- the internal space of the hopper 51 becomes narrower, and the amount of air that escapes from the insertion hole 55 during cleaning increases.
- particulate waste paint tends to leak out from the insertion hole 55.
- the present invention has been made in view of the above-mentioned problems, and its purpose is to provide a hopper for cleaning a paint sprayer that, despite its small size, prevents discharged waste paint from bouncing back toward the rotating atomizer head. It is in.
- Means 1 includes a hopper main body having an upper opening at the upper end and a lower opening at the bottom, and an upper lid that covers the upper opening.
- a hopper for cleaning a paint sprayer the upper lid of which has an insertion hole through which a rotary atomizing head rotatably provided on the paint sprayer can be inserted into the hopper body, and the opening diameter of the insertion hole is equal to or smaller than that of the hopper body.
- a plurality of protrusions that are larger than the radius and protrude from the back side of the upper lid to prevent the waste paint discharged from the rotating atomizing head from rebounding, and the plurality of protrusions have different inner diameters. The gist thereof is that each of them surrounds the insertion hole.
- the opening diameter of the insertion hole is larger than the radius of the hopper main body, a small hopper can be obtained. Furthermore, the presence of a plurality of protrusions protruding from the back side of the top lid prevents the waste paint discharged from the rotary atomizing head from rebounding.
- the inner protrusions mainly block paint particles in the mist-like waste paint.
- the outer ones of the plurality of ridges mainly block components other than air in the waste paint that has crawled up along the inner circumferential surface of the hopper body. Therefore, it is possible to provide a hopper for cleaning a paint sprayer in which discharged waste paint is unlikely to bounce back toward the rotary atomizing head.
- the gist of the invention described in Means 2 is that in Means 1, the amount of protrusion of the protrusions located on the inside is equal to or smaller than the amount of protrusion of the protrusions located on the outside.
- the plurality of protrusions include a first protrusion provided on the opening edge on the back side of the insertion hole, and a first protrusion provided on the outside of the first protrusion.
- the first protrusion mainly blocks paint particles in the waste paint in the form of a mist
- the second protrusion mainly stops the paint particles in the waste paint in the form of a mist.
- the gist is to dam up components other than air in the waste paint that has crawled up.
- the distance between the second protrusion and the first protrusion is smaller than the distance between the second protrusion and the inner peripheral surface of the hopper main body. That is the gist of it.
- the gist of the invention described in means 5 is that in means 3 or 4, the amount of protrusion of the first protrusion is equal to or smaller than the amount of insertion of the rotary atomizing head.
- FIG. 1 is a schematic diagram for explaining the usage state of a spray machine cleaning hopper according to an embodiment of the present invention
- FIG. FIG. 1 is a schematic cross-sectional view showing a hopper for cleaning a paint sprayer according to an embodiment.
- (a) is a schematic diagram for explaining the flow of waste paint during the cleaning operation in the cup of a conventional paint sprayer cleaning hopper that does not have ridges
- (b) is an embodiment of a paint sprayer that has two ridges.
- FIG. 3 is a schematic diagram for explaining the flow of waste paint during a cleaning operation inside a cup of a cleaning hopper.
- FIG. 3 is a schematic diagram for explaining the flow of waste paint during cup back cleaning operation of the cleaning hopper.
- FIG. 7 is a partially schematic cross-sectional view showing a paint sprayer cleaning hopper according to another embodiment.
- (a) and (b) are schematic diagrams showing a conventional paint machine cleaning hopper.
- the paint machine cleaning hopper 21 of this embodiment constitutes a part of a paint machine cleaning mechanism for cleaning the paint machine 4 attached to the painting robot 3.
- the painting robot 3 is an articulated robot used when performing painting work on an object to be painted (not shown) such as an automobile body.
- the painting robot 3 includes an arm 2 that bends and rotates when painting an object to be painted, and a coating machine 4 attached to the tip of the arm 2.
- the height and paint spray direction of the paint sprayer 4 are changed by bending, stretching and rotating the arm 2.
- the arm 2 includes a plurality of motors (not shown) for moving a plurality of joints. These motors are driven and controlled based on control signals from the controller 9.
- the coating machine 4 includes a substantially cylindrical coating machine main body 5 and a bell-shaped rotating atomizing head 6.
- the coating machine main body 5 includes a paint container (not shown) filled with paint, and a paint supply mechanism (not shown) that supplies the paint in the paint container to the rotary atomizing head 6.
- the rotary atomizing head 6 is attached to the atomizing machine body 5 and is rotated by a motor for rotating the atomizing head provided in the atomizing machine body 5.
- the paint supply mechanism and the atomizing head rotation motor are driven and controlled based on control signals from the controller 9.
- the front portion 7 of the rotary atomizing head 6 has a tapered surface whose outer diameter increases toward the front end.
- the paint machine cleaning hopper 21 is provided separately from the paint machine 4 in the vicinity of the paint robot 3.
- the paint machine cleaning hopper 21 has a function of collecting cleaning liquid such as water and a function of collecting waste paint blown away from the paint machine 4 during color change.
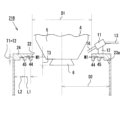
- the paint sprayer cleaning hopper 21 includes a hopper body 23 having a substantially cylindrical shape and an upper lid 24 having a substantially circular shape when viewed from above.
- the materials for forming the hopper body 23 and the upper lid 24 are not limited, but in this embodiment, the hopper body 23 is made of stainless steel, and the upper lid 24 is made of synthetic resin with excellent heat resistance, mechanical strength, etc.
- the hopper main body 23 has an upper opening 23 a at its upper end and a lower opening 23 b at its bottom 42 .
- the upper lid 24 is set to have approximately the same diameter as the outer diameter of the hopper body 23, and is attached to the hopper body 23 so as to cover the upper opening 23a. Specifically, the upper lid 24 is attached to the hopper body 23 by overlapping the outer circumference of the upper lid 24 and a flange formed on the hopper body 23 and fixing them with bolt fixing taps. That is, the upper lid 24 of this embodiment is detachably attached to the hopper body 23. Further, in the center of the upper lid 24, a circular insertion hole 22 is provided in which the rotary atomizing head 6 can be inserted into the hopper body 23.
- each part of the hopper body 23 are not particularly limited, but for example, the inner diameter is set to about 150 mm to 250 mm, and in this embodiment is set to 200 mm. That is, in this embodiment, the radius D2 of the hopper body 23 is set to 100 mm.
- the opening diameter D1 of the insertion hole 22 is set to such a size that a gap of 10 mm or more and 50 mm or less is created between the insertion hole 22 and the inserted rotating atomizing head 6. In this embodiment (a type having two protrusions (described later)), the inner diameter is set to 120 mm so that a gap of about 10 mm is generated. Therefore, in this embodiment, the opening diameter D1 of the insertion hole 22 is somewhat larger than the radius D2 of the hopper body 23.
- An in-cup cleaning nozzle (not shown) is provided in the coating machine 4 to spray cleaning liquid to clean the inside of the rotary atomizing head 6.
- the in-cup cleaning nozzle is provided at the downstream end of a cleaning liquid supply path 18 branched from the main cleaning liquid supply path.
- a cleaning liquid container 14 filled with cleaning liquid and a pump 15 that pumps the cleaning liquid in the cleaning liquid container 14 are provided on the upstream side of the main cleaning liquid supply path.
- a regulator 17a and a valve 17b are provided at an upstream position of the branched cleaning liquid supply path 18. Note that the pump 15, regulator 17a, and valve 17b are driven based on control signals from the controller 9.
- a cup back cleaning nozzle 11 for spraying cleaning liquid to clean the rear surface of the rotary atomizing head 6 is fixed to the upper surface of the upper lid 24 via a mounting bracket 12 or the like.
- the cup back cleaning nozzle 11 is arranged near the opening edge of the insertion hole 22 on the outside of the spray machine cleaning hopper 21 .
- the cup back cleaning nozzle 11 is provided at the downstream end of a cleaning liquid supply path 13 branched from the main cleaning liquid supply path.
- a regulator 19a and a valve 19b are provided at an upstream position of the branched cleaning liquid supply path 13. Note that the pump 15, regulator 19a, and valve 19b are driven based on control signals from the controller 9.
- the cup back cleaning nozzle 11 includes two cleaning liquid injection pipes 16 extending in the same direction. Each cleaning liquid injection pipe 16 is arranged diagonally downward with its tip facing the rear surface of the rotary atomizing head 6.
- the height (dimension in the axial direction) of the hopper body 23 constituting this paint machine cleaning hopper 21 is set to be approximately 200 mm to 400 mm.
- a drain passage 49 is provided on the outer periphery of the bottom 42 of the hopper body 23 for draining the waste liquid accumulated in the sprayer cleaning hopper 21 to the outside.
- a valve body (not shown) that is always closed is provided in the middle of this drain passage 49.
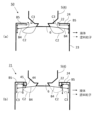
- the upper lid 24 constituting this paint machine cleaning hopper 21 is provided with two protrusions 44 and 45.
- the two protrusions 44 and 45 are structures for preventing the waste paint discharged by the rotary atomizing head 6 from rebounding, and both protrude from the back side of the upper lid 24.
- the thin plate-like structures (baffle plates) are the protrusions 44 and 45.
- the two protrusions 44 and 45 have different inner diameters, and each surrounds the insertion hole 22 over its entire circumference.
- the one located on the inside of the two protrusions 44 and 45 will be referred to as the "first protrusion 44", and the one located on the outside will be referred to as the "second protrusion 45". do.
- the first protrusion 44 is provided at the opening edge of the insertion hole 22 on the back surface side. Further, the second protrusion 45 is provided on the outside of the first protrusion 44. These two protrusions 44 and 45 are arranged concentrically when viewed from the back side of the upper lid 24. These two protrusions 44 and 45 may be formed integrally with the upper lid 24, or may be formed separately.
- the insertion amount T3 of the rotary atomizing head 6 into the insertion hole 22 is not particularly limited and is arbitrary, but is set, for example, to about 5 mm to 20 mm from the back side of the upper lid 24, and in this embodiment is set to 10 mm.
- the protrusion amount T1 of the first protrusion 44 is set based on this insertion amount T3, and specifically, it is set to a value equal to or smaller than the insertion amount T3. Therefore, in this embodiment, the insertion amount T3 is set to about 5 mm to 10 mm.
- the protrusion amount T1 is set to 5 mm. It is good to Further, when the diameter of the rotating atomizing head 6 is small (for example, less than 70 mm), that is, when the gap between the insertion hole 22 and the rotating atomizing head 6 is relatively large, the protrusion amount T1 is set to 10 mm. It is good that it is done.
- the protrusion amount T1 of the first protrusion 44 located on the inside is set to be equal to or smaller than the protrusion amount T2 of the second protrusion 45 located on the outside.
- the protrusion amount T1 of the first protrusion 44 and the protrusion amount T2 of the second protrusion 45 are both set to the same length. That is, when the protrusion amount T1 is 5 mm, the protrusion amount T2 is set to 5 mm, and when the protrusion amount T1 is 10 mm, the protrusion amount T2 is set to 10 mm.
- the distance L1 between the second protrusion 45 and the first protrusion 44 is set to be smaller than the distance L2 between the second protrusion 45 and the inner peripheral surface of the hopper body 23. That is, the formation position of the second protrusion 45 is not closer to the hopper main body 23 but closer to the first protrusion 44.
- the distance L1 between the second protrusion 45 and the first protrusion 44 is preferably about 1/2 to 1/4 of the distance L2 from the inner peripheral surface of the hopper body 23. Note that in this embodiment, the distance L2 is set to about 30 mm, and the distance L1 is set to about 10 mm.
- the controller 9 drives the arm 2 to move the coating machine 4 along the moving path. move horizontally along.
- the controller 9 drives the arm 2 to lower the sprayer 4. This operation causes the rotary atomizing head 6 to be inserted into the coating machine cleaning hopper 21 through the insertion hole 22.
- the controller 9 drives the paint sprayer 4 to spray paint, thereby blowing away the excess paint in the paint sprayer 4 into the paint sprayer cleaning hopper 21 as waste paint.
- shaping air may be injected from the rotating atomizing head 6.
- the controller 9 drives the atomizing head rotation motor to rotate the rotating atomizing head 6 at, for example, 25,000 rpm to 45,000 rpm.
- the controller 9 drives the pump 15, the regulator 17a, and the valve 17b to supply the cleaning liquid to the in-cup cleaning nozzle, and injects the cleaning liquid from inside the rotary atomizing head 6.
- the controller 9 drives the pump 15, the regulator 19a, and the valve 19b to supply the cleaning liquid to the cup back cleaning nozzle 11, and injects the cleaning liquid from each cleaning liquid injection pipe 16 toward the rear surface of the rotary atomizing head 6.
- the cleaning liquid is sprayed for a predetermined period of time (2 seconds to 10 seconds in this embodiment).
- the controller 9 stops driving the motor for rotating the atomizing head, but the rotating atomizing head 6 continues to rotate for a certain period of time due to inertia.
- the cleaning liquid and waste paint adhering to the rotary atomizing head 6 are scattered to the outer circumferential side by centrifugal force, and the rotary atomizing head 6 is dried. Therefore, when painting the next object to be coated, it is possible to prevent the cleaning liquid and waste paint from falling from the rotary atomizing head 6 onto the object to be coated, thereby preventing the coating quality of the object to be coated from deteriorating.
- the controller 9 moves the rotary atomizing head 6 to the outside of the spray machine cleaning hopper 21 by driving the arm 2 to raise the spray machine 4. Furthermore, the controller 9 drives the arm 2 to move the coating machine 4 to the coating work starting position. Subsequently, the controller 9 drives the coating machine 4 to start coating the next object to be coated.
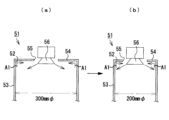
- FIG. 3(a) is a schematic diagram for explaining the flow of waste paint and the like during a cup cleaning operation of a conventional spray machine cleaning hopper 50 that does not have the protrusions 44 and 45.
- FIG. 3(b) is a schematic diagram for explaining the flow of waste paint and the like during the operation of cleaning the inside of the cup of the paint sprayer cleaning hopper 21 of this embodiment having two protrusions 44 and 45.
- solid line arrows B4 and B5 indicate the flow of liquid in the waste paint.
- Broken arrows C2 and C3 indicate the flow of paint particles in the mist-shaped waste paint.
- the waste paint i.e., liquid
- the waste paint i.e., liquid
- the waste paint creeps up along the inner peripheral surface, and further toward the center along the back side of the upper lid 24.
- a second protrusion 45 exists on the route. Therefore, the liquid content in the waste paint is dammed up by the second protrusion 45. Therefore, the liquid in the waste paint is less likely to adhere to the area around the rotary atomizing head 6, and the tip of the sprayer 4 is less likely to get dirty.
- the flow of paint particles from the inner circumferential surface of the hopper body 23 toward the center is also blocked by the second protrusion 45 (see C3 in FIG. 3(b)).
- FIG. 4(a) is a schematic diagram for explaining the flow of waste paint and the like during a cup back cleaning operation of a conventional spray machine cleaning hopper 50 that does not have the protrusions 44 and 45.
- FIG. 4(b) is a schematic diagram for explaining the flow of waste paint and the like during the cup back cleaning operation of the spray machine cleaning hopper 21 of this embodiment having two protrusions 44 and 45.
- a solid arrow B1 indicates the flow of the cleaning liquid spouted from the cup back cleaning nozzle 11.
- a solid arrow B2 indicates the flow of liquid in the waste paint.
- a broken line arrow C1 indicates the flow of paint particles in the mist-shaped waste paint.
- the liquid in the waste paint discharged from the rotary atomizing head 6 flows downward together with the cleaning liquid (see FIG. 4).
- the first protrusion 44 exists on the route. Therefore, the first protrusion 44 blocks paint particles in the mist of waste paint (see C1 in FIG. 4(b)). Therefore, paint particles are less likely to adhere to the periphery of the rotary atomizing head 6, and the tip portion of the atomizer 4 is less likely to get dirty.
- the opening diameter D1 of the insertion hole 22 is larger than the radius D2 of the hopper body 23, so the hopper can be made smaller than the conventional one.
- the presence of two protrusions 44 and 45 protruding from the back side of the upper lid 24 prevents the waste paint discharged from the rotary atomizing head 6 from rebounding.
- the inner one (the first protrusion 44) of the two protrusions having different inner diameters and surrounding the insertion hole 22 mainly blocks paint particles in the mist-like waste paint. .
- the outer one of the two protrusions (second protrusion 45) mainly dams up the liquid in the waste paint that has crawled up along the inner peripheral surface of the hopper main body 23. Therefore, the paint sprayer cleaning hopper 21 can be made such that the discharged waste paint is unlikely to bounce back toward the rotary atomizing head 6 side.
- the protrusion amount T1 of the first protrusion 44 is set to be equal to or smaller than the insertion amount T3 of the rotary atomizing head 6. Therefore, the paint particles in the mist-like waste paint can be reliably dammed up while avoiding direct contact of the waste paint discharged from the rotary atomizing head 6 with the first protrusion 44.
- the protrusion amount T1 of the first protrusion 44 located on the inside is equal to the protrusion amount T2 of the second protrusion 45 located on the outside, but the invention is not limited to this.
- the protrusion amount T1 of the first protrusion 44 may be smaller than the protrusion amount T2 of the second protrusion 45, as in a paint machine cleaning hopper 21A of another embodiment shown in FIG.
- the protrusion amount T1 of the first protrusion 44 is 10 mm
- the protrusion amount T2 of the second protrusion 45 is set to about 11 mm to 15 mm.
- the protrusion amount T2 of the second protrusion 45 may be insufficient, and components other than air in the waste paint creeping up along the inner peripheral surface of the hopper body 23 may not be sufficiently dammed up. .
- the protrusion amount T1 of the first protrusion 44 is relatively small, so that the waste paint discharged from the rotary atomizing head 6 is transferred to the first protrusion. It becomes difficult to directly hit Article 44.
- components other than air in the waste paint that has crawled up can be sufficiently dammed up by the second protrusion 45. As a result, splashing of waste paint is reliably avoided, and the tip of the coating machine 4 is less likely to get dirty.
- two protrusions 44 and 45 having different inner diameters were provided protruding from the back side of the insertion hole 22 in the upper cover, but the present invention is not limited to this.
- three protrusions having different inner diameters may be provided.
- the distance L1 between the second protrusion 45 and the first protrusion 44 is smaller than the distance L2 between the second protrusion 45 and the inner peripheral surface of the hopper main body 23; but not limited to.
- the distance L1 between the second protrusion 45 and the first protrusion 44 may be equal to or larger than the distance L2 between the second protrusion 45 and the inner peripheral surface of the hopper body 23.
- first protrusion 44 and the second protrusion 45 were both protruded so as to extend straight along the vertical direction, but the present invention is not limited thereto. That is, the first protrusion 44 and the second protrusion 45 may be provided so as to be slightly inclined with respect to the vertical direction.
- the first protrusion 44 and the second protrusion 45 are formed by providing a thin plate-like structure on the back surface of the upper lid 24, but the present invention is not limited thereto.
- a configuration like a spray machine cleaning hopper 21B of another embodiment shown in FIG. 6 may be adopted.
- an upper lid 24 having a certain thickness is used, and concentric grooves are formed on the back side of the upper lid 24 to a depth of, for example, several mm. There are portions that remain uncut around the plurality of annular grooves M1 that have been formed, and these portions may be used as protrusions 44 and 45, respectively.
- the opening diameter D1 of the insertion hole 22 is set to, for example, about 80 mm, and only one protrusion is provided. Good too. According to this configuration, since the insertion hole 22 is narrowed, it can be expected that the effect of preventing the waste paint from blowing up or bouncing back can be improved.
Landscapes
- Nozzles (AREA)
- Electrostatic Spraying Apparatus (AREA)
Abstract
小型であるにも関わらず、吐出された廃塗料が回転霧化頭側に跳ね返りにくい塗装機洗浄用ホッパーを提供する。本発明の塗装機洗浄用ホッパー21は、上端部に上側開口部23aを有しかつ底部42に下側開口部23bを有するホッパー本体23と、上側開口部23aを覆う上蓋24とを備える。上蓋24は、塗装機4に回転可能に設けられた回転霧化頭6をホッパー本体23内に挿入可能な挿入孔22を有する。挿入孔22の開口径D1は、ホッパー本体23の半径D2よりも大きい。上蓋24の裏面側には、回転霧化頭6が吐出した廃塗料の跳ね返りを防止する複数の突条44、45が突設される。複数の突条44、45は、内径が互いに異なり、それぞれ挿入孔22を包囲している。選択図:図2
Description
本発明は、塗装機の回転霧化頭を洗浄する際に用いられる塗装機洗浄用ホッパーに関するものである。
一般に、自動車ボディなどの被塗装物の塗装には、塗装ロボットが主に使用されている。この塗装ロボットは、塗装ブース内に設置されるものであって、被塗装物を塗装する際に屈伸・回転するアームと、アームの先端部に装備される塗装機とを備えている。塗装機はベル型の回転霧化頭などを備えている。塗装ロボットは、被塗装物を塗装する動作の他に、色替の際に生じる余剰塗料を廃塗料回収容器内に吹き捨てるという動作も行うようになっている。
このような廃塗料回収容器としては、例えば図6(a)に示される塗装機洗浄用ホッパー51が従来提案されている。この塗装機洗浄用ホッパー51は、上端部に開口部52を有する円筒状のホッパー本体53と、開口部52を覆う上蓋54とを備えている。上蓋54には挿入孔55が設けられている。そして、挿入孔55を介して回転霧化頭56をホッパー本体53内に挿入し、この状態で余剰塗料を吐出しながら洗浄を行う。これにより、余剰塗料が廃液としてホッパー51内に回収されるようになっている。これと同種の塗装機洗浄用ホッパーは、例えば特許文献1、2にも開示されている。
ところで、近年では塗装ブースやそれを構成する機器の小型化が望まれており、これに付随してホッパー51の小型化が望まれている。例えば現状では内径300mm程度のホッパー51を使用しているが(図7(a)参照)、これを小径化して内径200mm程度にすることが望まれる(図7(b)参照)。しかし、上記従来構成のままでホッパー51を単純に小径化すると、挿入孔55からホッパー本体53の内周面までの長さが短くなり、廃塗料の跳ね返りが顕著になってしまう(図中の矢印A1を参照)。つまり、回転霧化頭56から吐出された廃塗料は、ホッパー本体53の内周面を這い上がって上蓋54の裏側に到る。廃塗料はさらには挿入孔55にまで到ることで、跳ね返って回転霧化頭56の周囲に付着してしまう。このため、塗装機の先端部が汚れやすくなるという問題があった。また、内径が200mm程度になると、ホッパー51の内部空間が狭くなり、洗浄時に挿入孔55から抜け出す空気量が増加する。それに伴い、粒子状の廃塗料が挿入孔55から外部に漏れやすくなるという問題もあった。
本発明は上記の課題に鑑みてなされたものであり、その目的は、小型であるにも関わらず、吐出された廃塗料が回転霧化頭側に跳ね返りにくい塗装機洗浄用ホッパーを提供することにある。
上記課題を解決するために、手段1に記載の発明は、上端部に上側開口部を有しかつ底部に下側開口部を有するホッパー本体と、前記上側開口部を覆う上蓋とを備え、前記上蓋が、塗装機に回転可能に設けられた回転霧化頭を前記ホッパー本体内に挿入可能な挿入孔を有する塗装機洗浄用ホッパーであって、前記挿入孔の開口径は、前記ホッパー本体の半径よりも大きく、前記上蓋の裏面側には、前記回転霧化頭が吐出した廃塗料の跳ね返りを防止する複数の突条が突設されるとともに、前記複数の突条は、内径が互いに異なりそれぞれ前記挿入孔を包囲していることをその要旨とする。
従って、手段1に記載の発明によると、挿入孔の開口径がホッパー本体の半径よりも大きいことから、小型のホッパーとすることができる。また、上蓋の裏面側に突設された複数の突条があることによって、回転霧化頭が吐出した廃塗料の跳ね返りが防止される。この場合、内径が互いに異なりそれぞれ挿入孔を包囲している複数の突条のうちの内側のものが、主としてミスト状の廃塗料中の塗料粒子を堰き止める。また、複数の突条のうちの外側のものが、主としてホッパー本体の内周面を伝って這い上がってきた廃塗料中のエア分以外の成分を堰き止める。よって、吐出された廃塗料が回転霧化頭側に跳ね返りにくい塗装機洗浄用ホッパーとすることができる。
手段2に記載の発明は、手段1において、内側に位置する前記突条の突出量は、外側に位置する前記突条の突出量と同等またはそれよりも小さいことをその要旨とする。
手段3に記載の発明は、手段2において、前記複数の突条は、前記挿入孔の裏面側開口縁に設けられた第1の突条と、前記第1の突条の外側に設けられた第2の突条とであり、前記第1の突条は、主としてミスト状の前記廃塗料中の塗料粒子を堰き止め、前記第2の突条は、主として前記ホッパー本体の内周面を伝って這い上がってきた前記廃塗料中のエア分以外の成分を堰き止めることをその要旨とする。
手段4に記載の発明は、手段3において、前記第2の突条と前記第1の突条との距離は、前記第2の突条と前記ホッパー本体の内周面との距離よりも小さいことをその要旨とする。
手段5に記載の発明は、手段3または4において、前記第1の突条の突出量は、前記回転霧化頭の挿入量と同等またはそれよりも小さいことをその要旨とする。
以上詳述したように、請求項1~5に記載の発明によると、小型であるにも関わらず、吐出された廃塗料が回転霧化頭側に跳ね返りにくい塗装機洗浄用ホッパーを提供することができる。
以下、本発明を具体化した一実施形態の開放型の塗装機洗浄用ホッパー21を図1~図4に基づき詳細に説明する。
図1に示されるように、本実施形態の塗装機洗浄用ホッパー21は、塗装ロボット3に取り付けられた塗装機4を洗浄するための塗装機用洗浄機構の一部を構成する。塗装ロボット3は、自動車ボディなどの被塗装物(図示略)に対して塗装作業を行う際に用いられる多関節ロボットである。塗装ロボット3は、被塗装物を塗装する際に屈伸・回転するアーム2と、アーム2の先端に取り付けられた塗装機4とを備えている。塗装機4は、アーム2の屈伸・回転により、高さ及び塗料噴射方向が変更される。アーム2は、複数の関節を動かすための図示しないモータを複数個備えている。それらのモータは、コントローラ9からの制御信号に基づいて駆動制御される。
塗装機4は、略円筒状の塗装機本体5と、ベル型の回転霧化頭6とを備えている。塗装機本体5は、塗料が充填される塗料容器(図示略)と、塗料容器内の塗料を回転霧化頭6に供給する塗料供給機構(図示略)とを備えている。回転霧化頭6は、塗装機本体5に取り付けられており、塗装機本体5内に設けられた霧化頭回転用モータによって回転するようになっている。そして、回転霧化頭6が回転すると、塗料供給機構によって供給されてきた塗料は、遠心力によって外周側に飛散して霧化されるようになっている。塗料供給機構及び霧化頭回転用モータは、コントローラ9からの制御信号に基づいて駆動制御される。回転霧化頭6の前部7は、前端に行くに従って外径が大きくなるテーパ面を有している。
図1に示されるように、塗装機洗浄用ホッパー21は、塗装ロボット3の近傍において、塗装機4とは別体に設けられている。塗装機洗浄用ホッパー21は、水などの洗浄液を回収する機能と、色替時に塗装機4から吹き捨てられた廃塗料を回収する機能とを有している。図2に示されるように、この塗装機洗浄用ホッパー21は、略円筒状のホッパー本体23と、上面視略円形状の上蓋24とを備えている。ホッパー本体23及び上蓋24を形成する材料は限定されないが、本実施形態ではホッパー本体23がステンレス製、上蓋24が耐熱性や機械的強度等に優れた合成樹脂製となっている。ホッパー本体23は、上端部に上側開口部23aを有するとともに、底部42に下側開口部23bを有している。
上蓋24は、ホッパー本体23の外径と略同じ直径に設定され、上側開口部23aを覆うようにホッパー本体23に取り付けられている。具体的には、上蓋24の外周部とホッパー本体23に形成されたフランジとを重ね合わせてボルト固定用のタップで固定することにより、上蓋24がホッパー本体23に取り付けられている。つまり、本実施形態の上蓋24は、ホッパー本体23に対して着脱可能に取り付けられている。また、上蓋24の中央部には、回転霧化頭6をホッパー本体23内に挿入可能な円形状の挿入孔22が設けられている。
ホッパー本体23の各部の寸法は特に限定されないが、例えば内径は150mm~250mm程度に設定され、本実施形態では200mmに設定されている。つまり、本実施形態ではホッパー本体23の半径D2が100mmに設定されている。挿入孔22の開口径D1は、挿入した回転霧化頭6との間に10mm以上50mm以下の隙間が生じる程度の大きさに設定される。本実施形態(突条(後述)を2つ有するタイプ)では、約10mmの隙間が生じるように、内径120mmに設定されている。従って本実施形態では、挿入孔22の開口径D1は、ホッパー本体23の半径D2よりもいくぶん大きくなっている。
塗装機4内には、洗浄液を噴射して回転霧化頭6の内部を洗浄するためのカップ内洗浄ノズル(図示略)が配設されている。カップ内洗浄ノズルは、メインの洗浄液供給路から分岐した洗浄液供給路18の下流端に設けられている。メインの洗浄液供給路の上流側には、洗浄液が充填される洗浄液容器14と、洗浄液容器14内の洗浄液を圧送するポンプ15とが設けられている。分岐した洗浄液供給路18の上流側位置には、レギュレータ17a及びバルブ17bが設けられている。なお、ポンプ15、レギュレータ17a及びバルブ17bは、コントローラ9からの制御信号に基づいて駆動される。
上蓋24の上面には、洗浄液を噴射して回転霧化頭6の後面を洗浄するためのカップ裏洗浄ノズル11が取付金具12などを介して固定されている。カップ裏洗浄ノズル11は、塗装機洗浄用ホッパー21の外側において挿入孔22の開口端縁近傍に配置されている。図1に示されるように、カップ裏洗浄ノズル11は、メインの洗浄液供給路から分岐した洗浄液供給路13の下流端に設けられている。分岐した洗浄液供給路13の上流側位置には、レギュレータ19a及びバルブ19bが設けられている。なお、ポンプ15、レギュレータ19a及びバルブ19bは、コントローラ9からの制御信号に基づいて駆動される。カップ裏洗浄ノズル11は、同一方向に延びる2本の洗浄液噴射管16を備えている。各洗浄液噴射管16は、先端を回転霧化頭6の後面に向けた状態で、斜め下向きに配置されている。
図2に示されるように、この塗装機洗浄用ホッパー21を構成するホッパー本体23は、高さ(軸線方向の寸法)が200mm~400mm程度に設定されている。ホッパー本体23の底部42における外周部には、塗装機洗浄用ホッパー21内に溜まった廃液を外部に排出するための排液通路49が設けられている。この排液通路49の途上には、常時閉塞される弁体(図示略)が設けられている。
図2に示されるように、この塗装機洗浄用ホッパー21を構成する上蓋24は、2つの突条44、45を備えている。2つの突条44、45は、回転霧化頭6が吐出した廃塗料の跳ね返りを防止するための構造物であって、いずれも上蓋24の裏面側に突設されている。本実施形態では、薄い板状の構造物(邪魔板)を突条44、45としている。2つの突条44、45は、内径が互いに異なり、それぞれ挿入孔22を全周にわたって包囲している。ここでは説明の便宜上、2つの突条44、45のうち内側に位置するものを「第1の突条44」と呼び、外側に位置するものを「第2の突条45」と呼ぶものとする。第1の突条44は、挿入孔22の裏面側開口縁に設けられている。また、第2の突条45は、第1の突条44の外側に設けられている。これら2つの突条44、45は、上蓋24の裏面側から見て同心円状に配置されている。これら2つの突条44、45は、上蓋24に対して一体的に形成されていてもよいが、別体で形成されていてもよい。
ここで、挿入孔22に対する回転霧化頭6の挿入量T3は特に限定されず任意であるが、例えば上蓋24の裏面側から5mm~20mm程度に設定され、本実施形態では10mmとしている。第1の突条44の突出量T1は、この挿入量T3に基づいて設定され、具体的には当該挿入量T3と同等またはそれよりも小さい値に設定される。従って、本実施形態では挿入量T3は5mm~10mm程度に設定されている。回転霧化頭6の直径が大きい(例えば70mm以上である)の場合、つまり挿入孔22と回転霧化頭6との間の隙間が比較的小さい場合には、突出量T1は5mmに設定されることがよい。また、回転霧化頭6の直径が小さい(例えば70mm未満である)場合、つまり挿入孔22と回転霧化頭6との間の隙間が比較的大きい場合には、突出量T1は10mmに設定されることがよい。
内側に位置する第1の突条44の突出量T1は、外側に位置する第2の突条45の突出量T2と同等またはそれよりも小さくなるように設定されている。本実施形態では、第1の突条44の突出量T1、第2の突条45の突出量T2をともに等しい長さに設定している。即ち、突出量T1が5mmのときには突出量T2を5mmに設定し、突出量T1が10mmのときには突出量T2を10mmに設定している。
第2の突条45と第1の突条44との距離L1は、第2の突条45とホッパー本体23の内周面との距離L2よりも小さくなるように設定されている。つまり、第2の突条45の形成位置は、ホッパー本体23寄りではなく第1の突条44寄りとなっている。第2の突条45と第1の突条44との距離L1は、ホッパー本体23の内周面との距離L2の1/2~1/4程度であることがよい。なお本実施形態では、距離L2を約30mmに設定し、距離L1を約10mmに設定している。
次に、本実施形態の塗装機洗浄用ホッパー21による洗浄動作について説明する。
まず、塗装機4による被塗装物の塗装が終了し、次の被塗装物を塗装するにあたって色替をする必要が生じた場合、コントローラ9は、アーム2を駆動して塗装機4を移動経路に沿って水平方向に移動させる。そして、塗装機4が挿入孔22の上方位置に到達すると、コントローラ9は、アーム2を駆動して塗装機4を下降させる。この動作により、挿入孔22を介して回転霧化頭6を塗装機洗浄用ホッパー21内に挿入させる。その後、コントローラ9が塗装機4を駆動して塗料を噴射させることにより、塗装機4内の余剰の塗料を廃塗料として塗装機洗浄用ホッパー21内に吹き捨てる。その際、回転霧化頭6からシェーピングエアを噴射してもよい。
次に、コントローラ9は、霧化頭回転用モータを駆動して回転霧化頭6を例えば25000rpm~45000rpmで回転させる。この状態において、コントローラ9は、ポンプ15、レギュレータ17a及びバルブ17bを駆動してカップ内洗浄ノズルに洗浄液を供給し、回転霧化頭6の内部から洗浄液を噴射させる。その結果、回転霧化頭6の内面及び塗装機4の内部経路に付着した塗料が洗浄液によって除去される。同様にコントローラ9は、ポンプ15、レギュレータ19a及びバルブ19bを駆動してカップ裏洗浄ノズル11に洗浄液を供給し、各洗浄液噴射管16から回転霧化頭6の後面に向けて洗浄液を噴射させる。その結果、回転霧化頭6の後面に付着した塗料が洗浄液によって除去される。例えば、洗浄液の噴射は所定時間(本実施形態では2s~10s)のあいだ行われる。
洗浄液の噴射を終了した後、コントローラ9は霧化頭回転用モータの駆動を停止させるが、回転霧化頭6は慣性力によって一定時間回転し続ける。これにより、回転霧化頭6に付着している洗浄液や廃塗料が遠心力によって外周側に飛散し、回転霧化頭6が乾燥する。よって、次の被塗装物を塗装する際に、回転霧化頭6から被塗装物に洗浄液や廃塗料が落下して被塗装物の塗装品質が低下することを防止できる。
洗浄作業が終了すると、塗装機本体5内の塗料容器に次色塗料を充填して色替を行う。その後、コントローラ9は、アーム2を駆動して塗装機4を上昇させることにより、回転霧化頭6を塗装機洗浄用ホッパー21の外部に移動させる。さらに、コントローラ9は、アーム2を駆動して塗装機4を塗装作業開始位置に移動させる。続いて、コントローラ9は、塗装機4を駆動させて次の被塗装物の塗装を開始させる。
図3(a)は、突条44、45を有しない従来の塗装機洗浄用ホッパー50のカップ内洗浄動作時における廃塗料等の流れを説明するための概略図である。一方、図3(b)は、2つの突条44、45を有する本実施形態の塗装機洗浄用ホッパー21のカップ内洗浄動作時における廃塗料等の流れを説明するための概略図である。これらの図において、実線矢印B4、B5は、廃塗料中の液体分の流れを示している。破線矢印C2、C3は、ミスト状になった廃塗料中の塗料粒子の流れを示している。従来の塗装機洗浄用ホッパー50においてカップ内洗浄動作を開始すると、回転霧化頭6から吐出された廃塗料中の液体分は、回転霧化頭6に働く遠心力により、洗浄液とともにホッパー本体23の外周部に向かって放射状に流れる(図3(a)中のB4を参照)。その際、廃塗料の一部はミスト状となっていったん外周部側に向かって流れた後、進行方向を変えて中心部側かつ斜め上方に向かって流れる(図3(a)中のC2を参照)。また、洗浄液を含む廃塗料(即ち液体分)は、ホッパー本体23の内周面に衝突した後、内周面を伝って這い上がり、さらに上蓋24の裏面側に沿って中心部側に向かって流れる(図3(a)中のB5を参照)。そして、この位置に到った廃塗料の一部はミスト状になり、さらに回転霧化頭6にまで到るようになる。その結果、廃塗料中の塗料粒子が回転霧化頭6の周囲に跳ね返って付着し、塗装機4の先端部分が汚れやすくなる。
これに対して、本実施形態の塗装機洗浄用ホッパー21においてカップ内洗浄動作を開始すると、回転霧化頭6から吐出された廃塗料中の液体分は、回転霧化頭6に働く遠心力により、洗浄液とともにホッパー本体23の外周部に向かって放射状に流れる(図3(b)中のB4を参照)。その際、廃塗料の一部はミスト状となっていったん外周部側に向かって流れた後、進行方向を変えて中心部側かつ斜め上方に向かって流れる(図3(b)中のC2を参照)。また、洗浄液を含む廃塗料(即ち液体分)は、ホッパー本体23の内周面に衝突した後、内周面を伝って這い上がり、さらに上蓋24の裏面側に沿って中心部側に向かって流れようとする(図3(b)中のB5を参照)。しかし、その経路上には第2の突条45が存在している。それゆえ、第2の突条45によって、廃塗料中の液体分が堰き止められる。従って、廃塗料中の液体分が回転霧化頭6の周囲に付着しにくくなり、塗装機4の先端部分が汚れにくくなる。また、ホッパー本体23の内周面から中心部に向かう塗料粒子の流れについても、第2の突条45によって堰き止められる(図3(b)中のC3を参照)。
図4(a)は、突条44、45を有しない従来の塗装機洗浄用ホッパー50のカップ裏洗浄動作時における廃塗料等の流れを説明するための概略図である。一方、図4(b)は、2つの突条44、45を有する本実施形態の塗装機洗浄用ホッパー21のカップ裏洗浄動作時における廃塗料等の流れを説明するための概略図である。これらの図において、実線矢印B1は、カップ裏洗浄ノズル11から噴き出された洗浄液の流れを示している。実線矢印B2は、廃塗料中の液体分の流れを示している。破線矢印C1は、ミスト状になった廃塗料中の塗料粒子の流れを示している。
従来の塗装機洗浄用ホッパー50においてカップ裏洗浄動作を開始すると、回転霧化頭6から吐出された廃塗料中の液体分は、洗浄液とともに下方に流れる(図4(a)中のB2を参照)。その際、廃塗料中の一部はミスト状となっていったん外周部側に向かって流れた後、進行方向を変えて中心部側かつ斜め上方に向かって流れる(図4(a)中のC1を参照)。その結果、ミスト状となった廃塗料中の塗料粒子が回転霧化頭6の周囲に跳ね返って付着し、塗装機4の先端部分が汚れやすくなる。
これに対して、本実施形態の塗装機洗浄用ホッパー21においてカップ裏洗浄動作を開始すると、回転霧化頭6から吐出された廃塗料中の液体分は、洗浄液とともに下方に流れる(図4(b)中のB2を参照)。一方、ミスト状になった廃塗料中の塗料粒子は、外周部側に向かって流れた後、進行方向を変えて中心部側かつ斜め上方に向かって流れようとする。しかし、その経路上には第1の突条44が存在している。それゆえ、第1の突条44によって、ミスト状の廃塗料中の塗料粒子が堰き止められる(図4(b)中のC1を参照)。従って、塗料粒子が回転霧化頭6の周囲に付着しにくくなり、塗装機4の先端部分が汚れにくくなる。
従って、本実施形態によれば以下の効果を得ることができる。
(1)本実施形態の塗装機洗浄用ホッパー21では、挿入孔22の開口径D1がホッパー本体23の半径D2よりも大きいことから、従来よりも小型のホッパーとすることができる。また、上蓋24の裏面側に突設された2つの突条44、45があることによって、回転霧化頭6が吐出した廃塗料の跳ね返りが防止される。この場合、内径が互いに異なり、それぞれ挿入孔22を包囲している2つの突条のうちの内側のもの(第1の突条44)が、主としてミスト状の廃塗料中の塗料粒子を堰き止める。また、2つの突条のうちの外側のもの(第2の突条45)が、主としてホッパー本体23の内周面を伝って這い上がってきた廃塗料中の液体分を堰き止める。よって、吐出された廃塗料が回転霧化頭6側に跳ね返りにくい塗装機洗浄用ホッパー21とすることができる。
(2)第2の突条45と第1の突条44との距離L1のほうが相対的に大きいと、第2の突条45がホッパー本体23の内周面に近づきすぎてしまう。このため、ホッパー本体23の内周面を伝って這い上がってくる廃塗料中のエア分以外の成分が、第2の突条45の外周面側ではなく内周面側に到りやすくなるおそれがある。その点、この塗装機洗浄用ホッパー21では、第2の突条45と第1の突条44との距離L1のほうが相対的に小さくなっていて、第2の突条45とホッパー本体23の内周面との間に適度かつ十分な距離L2が確保されている。その結果、ホッパー本体23の内周面を伝って這い上がってくる廃塗料中のエア分以外の成分が、第2の突条45の内周面側に到らず、外周面側に接触することで確実に堰き止められる。
(3)本実施形態の塗装機洗浄用ホッパー21では、第1の突条44の突出量T1が回転霧化頭6の挿入量T3と同等またはそれよりも小さく設定されている。そのため、回転霧化頭6から吐出された廃塗料が第1の突条44に直接当たることを回避しつつ、ミスト状の廃塗料中の塗料粒子を確実に堰き止めることができる。
なお、本発明の実施形態は以下のように変更してもよい。
・上記実施形態では、内側に位置する第1の突条44の突出量T1を、外側に位置する第2の突条45の突出量T2と等しくしたが、これに限定されない。例えば、図5に示す別の実施形態の塗装機洗浄用ホッパー21Aのように、第1の突条44の突出量T1を第2の突条45の突出量T2よりも小さくしてもよい。例えば、第1の突条44の突出量T1が10mmであれば、第2の突条45の突出量T2を11mm~15mm程度に設定される。ここで、第2の突条45の突出量T2のほうが相対的に小さいと、回転霧化頭6に近接した位置にある第1の突条44に、回転霧化頭6から吐出された廃塗料が勢いよく直接当たることで跳ね返り、回転霧化頭6が汚れやすくなるおそれがある。あるいは、第2の突条45の突出量T2が不足して、ホッパー本体23の内周面を伝って這い上がってきた廃塗料中のエア分以外の成分を十分に堰き止められなくなるおそれがある。その点、別の実施形態の塗装機洗浄用ホッパー21Aでは、第1の突条44の突出量T1のほうが相対的に小さいので、回転霧化頭6から吐出された廃塗料が第1の突条44に直接当たりにくくなる。また、這い上がってきた廃塗料中のエア分以外の成分を、第2の突条45によって十分に堰き止めることができる。その結果、廃塗料の跳ね返りが確実に回避され、塗装機4の先端部分が汚れにくくなる。
・上記実施形態では、上蓋において挿入孔22の裏面側に、内径が互いに異なる2つの突条44、45を突設したが、これに限定されない。例えば、内径が互いに異なる3つの突条を突設してもよい。
・上記実施形態では、第2の突条45と第1の突条44との距離L1を、第2の突条45とホッパー本体23の内周面との距離L2よりも小さくしたが、これに限定されない。例えば第2の突条45と第1の突条44との距離L1を、第2の突条45とホッパー本体23の内周面との距離L2と同等あるいはそれよりも大きくしてもよい。
・上記実施形態では、第1の突条44及び第2の突条45は、いずれも鉛直方向に沿って真っ直ぐ延びるように突設されていたが、これに限定されない。即ち、第1の突条44及び第2の突条45は、鉛直方向に対して若干傾斜して突設されていてもよい。
・上記実施形態では、上蓋24の裏面に厚さの薄い板状の構造物を設けることで第1の突条44及び第2の突条45としたが、これに限定されない。例えば、図6に示す別の実施形態の塗装機洗浄用ホッパー21Bのような構成を採用してもよい。この別の実施形態では、ある程度厚さのある上蓋24を用いるとともに、その上蓋24の裏面側に、例えば深さ数mm程度かつ同心円状に溝加工を施している。形成された複数の環状溝M1の周囲には削られずに残る部分が生じるが、それらをそれぞれ突条44、45としてもよい。
・例えば、回転霧化頭6が上記実施形態よりもさらに小径(例えば30mm~40mm)である場合、挿入孔22の開口径D1を例えば80mm程度に設定するとともに、突条を1つのみにしてもよい。この構成によると、挿入孔22が狭められることにより、廃塗料の吹き上がりや跳ね返りを防止する効果の向上が期待できる。
4:塗装機
6:回転霧化頭
21、21A、21B:塗装機洗浄用ホッパー
22:挿入孔
23:ホッパー本体
23a:上側開口部
23b:下側開口部
24:上蓋
42:底部
D1:挿入孔の開口径
D2:ホッパー本体の半径
44:第1の突条
45:第2の突条
L1:第2の突条と第1の突条との距離
L2:第2の突条とホッパー本体の内周面との距離
T1:第1の突条の突出量
T2:第2の突条の突出量
T3:回転霧化頭の挿入量
6:回転霧化頭
21、21A、21B:塗装機洗浄用ホッパー
22:挿入孔
23:ホッパー本体
23a:上側開口部
23b:下側開口部
24:上蓋
42:底部
D1:挿入孔の開口径
D2:ホッパー本体の半径
44:第1の突条
45:第2の突条
L1:第2の突条と第1の突条との距離
L2:第2の突条とホッパー本体の内周面との距離
T1:第1の突条の突出量
T2:第2の突条の突出量
T3:回転霧化頭の挿入量
Claims (5)
- 上端部に上側開口部を有しかつ底部に下側開口部を有するホッパー本体と、前記上側開口部を覆う上蓋とを備え、前記上蓋が、塗装機に回転可能に設けられた回転霧化頭を前記ホッパー本体内に挿入可能な挿入孔を有する塗装機洗浄用ホッパーであって、
前記挿入孔の開口径は、前記ホッパー本体の半径よりも大きく、
前記上蓋の裏面側には、前記回転霧化頭が吐出した廃塗料の跳ね返りを防止する複数の突条が突設されるとともに、前記複数の突条は、内径が互いに異なりそれぞれ前記挿入孔を包囲している
ことを特徴とする塗装機洗浄用ホッパー。 - 内側に位置する前記突条の突出量は、外側に位置する前記突条の突出量と同等またはそれよりも小さいことを特徴とする請求項1に記載の塗装機洗浄用ホッパー。
- 前記複数の突条は、前記挿入孔の裏面側開口縁に設けられた第1の突条と、前記第1の突条の外側に設けられた第2の突条とであり、
前記第1の突条は、主としてミスト状の前記廃塗料中の塗料粒子を堰き止め、
前記第2の突条は、主として前記ホッパー本体の内周面を伝って這い上がってきた前記廃塗料中のエア分以外の成分を堰き止める
ことを特徴とする請求項2に記載の塗装機洗浄用ホッパー。 - 前記第2の突条と前記第1の突条との距離は、前記第2の突条と前記ホッパー本体の内周面との距離よりも小さいことを特徴とする請求項3に記載の塗装機洗浄用ホッパー。
- 前記第1の突条の突出量は、前記回転霧化頭の挿入量と同等またはそれよりも小さいことを特徴とする請求項3または4に記載の塗装機洗浄用ホッパー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/015228 WO2023187940A1 (ja) | 2022-03-28 | 2022-03-28 | 塗装機洗浄用ホッパー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/015228 WO2023187940A1 (ja) | 2022-03-28 | 2022-03-28 | 塗装機洗浄用ホッパー |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023187940A1 true WO2023187940A1 (ja) | 2023-10-05 |
Family
ID=88200022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/015228 WO2023187940A1 (ja) | 2022-03-28 | 2022-03-28 | 塗装機洗浄用ホッパー |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023187940A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56147651A (en) * | 1980-04-15 | 1981-11-16 | Mazda Motor Corp | Bell type spray head |
| JPS58109152A (ja) * | 1981-12-22 | 1983-06-29 | Toyota Motor Corp | 塗装方法 |
| JPS61107976A (ja) * | 1984-11-01 | 1986-05-26 | Toyota Motor Corp | 回転霧化型塗装装置用噴霧ヘツドの洗浄方法及び装置 |
| JPH11114465A (ja) * | 1997-10-16 | 1999-04-27 | Toyota Motor Corp | 洗浄廃液回収装置 |
| JP2003080132A (ja) * | 2001-09-11 | 2003-03-18 | Toyota Auto Body Co Ltd | 塗装機の洗浄廃液回収装置 |
| JP2006334574A (ja) * | 2005-06-06 | 2006-12-14 | Trinity Ind Corp | 塗装機洗浄用ホッパー |
| JP2011125784A (ja) * | 2009-12-17 | 2011-06-30 | Toyota Auto Body Co Ltd | 塗装機の洗浄廃液回収装置 |
-
2022
- 2022-03-28 WO PCT/JP2022/015228 patent/WO2023187940A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56147651A (en) * | 1980-04-15 | 1981-11-16 | Mazda Motor Corp | Bell type spray head |
| JPS58109152A (ja) * | 1981-12-22 | 1983-06-29 | Toyota Motor Corp | 塗装方法 |
| JPS61107976A (ja) * | 1984-11-01 | 1986-05-26 | Toyota Motor Corp | 回転霧化型塗装装置用噴霧ヘツドの洗浄方法及び装置 |
| JPH11114465A (ja) * | 1997-10-16 | 1999-04-27 | Toyota Motor Corp | 洗浄廃液回収装置 |
| JP2003080132A (ja) * | 2001-09-11 | 2003-03-18 | Toyota Auto Body Co Ltd | 塗装機の洗浄廃液回収装置 |
| JP2006334574A (ja) * | 2005-06-06 | 2006-12-14 | Trinity Ind Corp | 塗装機洗浄用ホッパー |
| JP2011125784A (ja) * | 2009-12-17 | 2011-06-30 | Toyota Auto Body Co Ltd | 塗装機の洗浄廃液回収装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2688090C (en) | Rotary atomizing head, rotary atomization coating apparatus, and rotary atomization coating method | |
| JP2928368B2 (ja) | 回転噴霧部材を有する塗膜生成物噴霧装置 | |
| JP2809170B2 (ja) | 回転霧化静電塗装装置 | |
| WO2023187940A1 (ja) | 塗装機洗浄用ホッパー | |
| JP6272408B2 (ja) | 管外面の塗装装置 | |
| JP4668691B2 (ja) | 塗装機洗浄用ホッパー | |
| JP6853390B2 (ja) | 塗装ガンの洗浄方法 | |
| JP5861515B2 (ja) | 回転霧化頭 | |
| JP3307266B2 (ja) | 噴霧パターン可変回転霧化塗装装置 | |
| JP4680688B2 (ja) | 塗装機用洗浄機構、塗装機の洗浄方法 | |
| JP2004261676A (ja) | 回転霧化塗装装置 | |
| JP2002224611A (ja) | 塗装方法 | |
| CA2715182A1 (en) | Coating device | |
| JP3365203B2 (ja) | 回転霧化塗装装置 | |
| JP3346146B2 (ja) | 回転霧化静電塗装装置の回転霧化頭裏面洗浄方法 | |
| JP5611287B2 (ja) | 塗装方法 | |
| WO2023187939A1 (ja) | 塗装機洗浄用ホッパー | |
| KR101764676B1 (ko) | 도장용 회전식 분사노즐과 이를 이용한 파이프의 내부 도장방법 | |
| JPH0985134A (ja) | 回転霧化静電塗装方法および装置 | |
| JP5538938B2 (ja) | 塗装ガンの洗浄方法及びその装置 | |
| JP4584283B2 (ja) | 回転霧化頭および回転霧化塗装装置 | |
| KR101949238B1 (ko) | 벨 도장기 | |
| CN112916223B (zh) | 一种雾量分布可调的离心转盘式雾化装置及其使用方法 | |
| JP4153332B2 (ja) | 回転霧化塗装装置 | |
| JP7449438B1 (ja) | 回転霧化頭型塗装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22935093 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024510752 Country of ref document: JP |