WO2023176850A1 - Film multicouche, matériau de couvercle pour un récipient d'emballage d'aliments et récipient d'emballage d'aliments - Google Patents
Film multicouche, matériau de couvercle pour un récipient d'emballage d'aliments et récipient d'emballage d'aliments Download PDFInfo
- Publication number
- WO2023176850A1 WO2023176850A1 PCT/JP2023/009930 JP2023009930W WO2023176850A1 WO 2023176850 A1 WO2023176850 A1 WO 2023176850A1 JP 2023009930 W JP2023009930 W JP 2023009930W WO 2023176850 A1 WO2023176850 A1 WO 2023176850A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- laminated film
- thickness
- less
- layer
- strength
- Prior art date
Links
- 239000000463 material Substances 0.000 title claims description 69
- 235000013305 food Nutrition 0.000 title claims description 20
- 238000004806 packaging method and process Methods 0.000 title claims description 17
- 229920001225 polyester resin Polymers 0.000 claims abstract description 70
- 239000004645 polyester resin Substances 0.000 claims abstract description 70
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 claims abstract description 32
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 31
- 125000001142 dicarboxylic acid group Chemical group 0.000 claims abstract description 4
- 239000010410 layer Substances 0.000 claims description 139
- -1 polyethylene terephthalate Polymers 0.000 claims description 39
- 230000009477 glass transition Effects 0.000 claims description 21
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 20
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 20
- 229920005989 resin Polymers 0.000 claims description 20
- 239000011347 resin Substances 0.000 claims description 20
- 229920006267 polyester film Polymers 0.000 claims description 18
- 239000002736 nonionic surfactant Substances 0.000 claims description 10
- 239000012153 distilled water Substances 0.000 claims description 5
- 238000012360 testing method Methods 0.000 claims description 5
- 239000012790 adhesive layer Substances 0.000 claims description 2
- 238000009863 impact test Methods 0.000 claims description 2
- 230000007613 environmental effect Effects 0.000 abstract description 3
- 239000000758 substrate Substances 0.000 abstract 3
- 239000002585 base Substances 0.000 description 47
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 42
- 238000007789 sealing Methods 0.000 description 36
- 230000000903 blocking effect Effects 0.000 description 32
- 229920000728 polyester Polymers 0.000 description 31
- 238000000034 method Methods 0.000 description 20
- 239000000523 sample Substances 0.000 description 20
- 230000000052 comparative effect Effects 0.000 description 15
- 238000011156 evaluation Methods 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 14
- 229920003023 plastic Polymers 0.000 description 14
- 239000004033 plastic Substances 0.000 description 14
- 239000003795 chemical substances by application Substances 0.000 description 13
- 238000004140 cleaning Methods 0.000 description 13
- 239000000203 mixture Substances 0.000 description 13
- 239000011248 coating agent Substances 0.000 description 12
- 238000006068 polycondensation reaction Methods 0.000 description 12
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 11
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 11
- 230000007423 decrease Effects 0.000 description 11
- 239000002994 raw material Substances 0.000 description 11
- 238000006243 chemical reaction Methods 0.000 description 10
- WOZVHXUHUFLZGK-UHFFFAOYSA-N dimethyl terephthalate Chemical compound COC(=O)C1=CC=C(C(=O)OC)C=C1 WOZVHXUHUFLZGK-UHFFFAOYSA-N 0.000 description 10
- 238000005809 transesterification reaction Methods 0.000 description 10
- 239000001993 wax Substances 0.000 description 10
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 8
- 235000014113 dietary fatty acids Nutrition 0.000 description 8
- ALOUNLDAKADEEB-UHFFFAOYSA-N dimethyl sebacate Chemical compound COC(=O)CCCCCCCCC(=O)OC ALOUNLDAKADEEB-UHFFFAOYSA-N 0.000 description 8
- 239000000194 fatty acid Substances 0.000 description 8
- 229930195729 fatty acid Natural products 0.000 description 8
- 230000035882 stress Effects 0.000 description 8
- 239000002981 blocking agent Substances 0.000 description 7
- 150000001875 compounds Chemical class 0.000 description 7
- 150000002148 esters Chemical class 0.000 description 7
- 150000004665 fatty acids Chemical class 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 238000006116 polymerization reaction Methods 0.000 description 7
- 238000004064 recycling Methods 0.000 description 7
- 229920008790 Amorphous Polyethylene terephthalate Polymers 0.000 description 6
- 239000002202 Polyethylene glycol Substances 0.000 description 6
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 6
- 150000001732 carboxylic acid derivatives Chemical group 0.000 description 6
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 6
- 229920001223 polyethylene glycol Polymers 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 239000004094 surface-active agent Substances 0.000 description 6
- 238000005406 washing Methods 0.000 description 6
- JNYAEWCLZODPBN-JGWLITMVSA-N (2r,3r,4s)-2-[(1r)-1,2-dihydroxyethyl]oxolane-3,4-diol Chemical class OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O JNYAEWCLZODPBN-JGWLITMVSA-N 0.000 description 5
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 5
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 5
- 239000002253 acid Substances 0.000 description 5
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 5
- 229910052757 nitrogen Inorganic materials 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 239000008188 pellet Substances 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 239000011342 resin composition Substances 0.000 description 5
- 150000005846 sugar alcohols Polymers 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 4
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 4
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 4
- 235000013361 beverage Nutrition 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 229940105990 diglycerin Drugs 0.000 description 4
- VNGOYPQMJFJDLV-UHFFFAOYSA-N dimethyl benzene-1,3-dicarboxylate Chemical compound COC(=O)C1=CC=CC(C(=O)OC)=C1 VNGOYPQMJFJDLV-UHFFFAOYSA-N 0.000 description 4
- 229940014772 dimethyl sebacate Drugs 0.000 description 4
- 239000010954 inorganic particle Substances 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 3
- 239000003093 cationic surfactant Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000001914 filtration Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 238000009998 heat setting Methods 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 239000012488 sample solution Substances 0.000 description 3
- 239000007790 solid phase Substances 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- 240000008415 Lactuca sativa Species 0.000 description 2
- 238000005481 NMR spectroscopy Methods 0.000 description 2
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 2
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- PZQBWGFCGIRLBB-NJYHNNHUSA-N [(2r)-2-[(2s,3r,4s)-3,4-dihydroxyoxolan-2-yl]-2-octadecanoyloxyethyl] octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC[C@@H](OC(=O)CCCCCCCCCCCCCCCCC)[C@H]1OC[C@H](O)[C@H]1O PZQBWGFCGIRLBB-NJYHNNHUSA-N 0.000 description 2
- 239000001361 adipic acid Substances 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- 125000005037 alkyl phenyl group Chemical group 0.000 description 2
- 239000002280 amphoteric surfactant Substances 0.000 description 2
- 239000003945 anionic surfactant Substances 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- QMKYBPDZANOJGF-UHFFFAOYSA-N benzene-1,3,5-tricarboxylic acid Chemical compound OC(=O)C1=CC(C(O)=O)=CC(C(O)=O)=C1 QMKYBPDZANOJGF-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 150000003841 chloride salts Chemical class 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- QSAWQNUELGIYBC-UHFFFAOYSA-N cyclohexane-1,2-dicarboxylic acid Chemical compound OC(=O)C1CCCCC1C(O)=O QSAWQNUELGIYBC-UHFFFAOYSA-N 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 150000001991 dicarboxylic acids Chemical class 0.000 description 2
- 150000002009 diols Chemical class 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 230000006355 external stress Effects 0.000 description 2
- 239000002803 fossil fuel Substances 0.000 description 2
- 235000012055 fruits and vegetables Nutrition 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- BXWNKGSJHAJOGX-UHFFFAOYSA-N hexadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCO BXWNKGSJHAJOGX-UHFFFAOYSA-N 0.000 description 2
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000010309 melting process Methods 0.000 description 2
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 2
- 239000011146 organic particle Substances 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 239000012188 paraffin wax Substances 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 230000001376 precipitating effect Effects 0.000 description 2
- CYIDZMCFTVVTJO-UHFFFAOYSA-N pyromellitic acid Chemical compound OC(=O)C1=CC(C(O)=O)=C(C(O)=O)C=C1C(O)=O CYIDZMCFTVVTJO-UHFFFAOYSA-N 0.000 description 2
- 235000012045 salad Nutrition 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- 229940035437 1,3-propanediol Drugs 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 1
- WZUNUACWCJJERC-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)butyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(CC)(CO)CO WZUNUACWCJJERC-UHFFFAOYSA-N 0.000 description 1
- WCOXQTXVACYMLM-UHFFFAOYSA-N 2,3-bis(12-hydroxyoctadecanoyloxy)propyl 12-hydroxyoctadecanoate Chemical compound CCCCCCC(O)CCCCCCCCCCC(=O)OCC(OC(=O)CCCCCCCCCCC(O)CCCCCC)COC(=O)CCCCCCCCCCC(O)CCCCCC WCOXQTXVACYMLM-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- NDLNTMNRNCENRZ-UHFFFAOYSA-N 2-[2-hydroxyethyl(octadecyl)amino]ethanol Chemical compound CCCCCCCCCCCCCCCCCCN(CCO)CCO NDLNTMNRNCENRZ-UHFFFAOYSA-N 0.000 description 1
- BITAPBDLHJQAID-KTKRTIGZSA-N 2-[2-hydroxyethyl-[(z)-octadec-9-enyl]amino]ethanol Chemical compound CCCCCCCC\C=C/CCCCCCCCN(CCO)CCO BITAPBDLHJQAID-KTKRTIGZSA-N 0.000 description 1
- NKFNBVMJTSYZDV-UHFFFAOYSA-N 2-[dodecyl(2-hydroxyethyl)amino]ethanol Chemical compound CCCCCCCCCCCCN(CCO)CCO NKFNBVMJTSYZDV-UHFFFAOYSA-N 0.000 description 1
- RFVNOJDQRGSOEL-UHFFFAOYSA-N 2-hydroxyethyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCCO RFVNOJDQRGSOEL-UHFFFAOYSA-N 0.000 description 1
- QWGRWMMWNDWRQN-UHFFFAOYSA-N 2-methylpropane-1,3-diol Chemical compound OCC(C)CO QWGRWMMWNDWRQN-UHFFFAOYSA-N 0.000 description 1
- WMRCTEPOPAZMMN-UHFFFAOYSA-N 2-undecylpropanedioic acid Chemical compound CCCCCCCCCCCC(C(O)=O)C(O)=O WMRCTEPOPAZMMN-UHFFFAOYSA-N 0.000 description 1
- DUUKZBGYNMHUHO-UHFFFAOYSA-N 253MC0P0YV Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)COCC(O)CO DUUKZBGYNMHUHO-UHFFFAOYSA-N 0.000 description 1
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 1
- HSSYVKMJJLDTKZ-UHFFFAOYSA-N 3-phenylphthalic acid Chemical compound OC(=O)C1=CC=CC(C=2C=CC=CC=2)=C1C(O)=O HSSYVKMJJLDTKZ-UHFFFAOYSA-N 0.000 description 1
- QLIQIXIBZLTPGQ-UHFFFAOYSA-N 4-(2-hydroxyethoxy)benzoic acid Chemical compound OCCOC1=CC=C(C(O)=O)C=C1 QLIQIXIBZLTPGQ-UHFFFAOYSA-N 0.000 description 1
- QCDLYSWWNOMMMT-UHFFFAOYSA-N 4-ethenoxy-4-oxo-3-sulfobutanoic acid Chemical class OC(=O)CC(S(O)(=O)=O)C(=O)OC=C QCDLYSWWNOMMMT-UHFFFAOYSA-N 0.000 description 1
- JLLYLQLDYORLBB-UHFFFAOYSA-N 5-bromo-n-methylthiophene-2-sulfonamide Chemical compound CNS(=O)(=O)C1=CC=C(Br)S1 JLLYLQLDYORLBB-UHFFFAOYSA-N 0.000 description 1
- XZIIFPSPUDAGJM-UHFFFAOYSA-N 6-chloro-2-n,2-n-diethylpyrimidine-2,4-diamine Chemical compound CCN(CC)C1=NC(N)=CC(Cl)=N1 XZIIFPSPUDAGJM-UHFFFAOYSA-N 0.000 description 1
- GZVHEAJQGPRDLQ-UHFFFAOYSA-N 6-phenyl-1,3,5-triazine-2,4-diamine Chemical compound NC1=NC(N)=NC(C=2C=CC=CC=2)=N1 GZVHEAJQGPRDLQ-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- CFLUVFXTJIEQTE-UHFFFAOYSA-N CCCCCCCCCCCCCCCCCC(=O)OCC(O)COCC(O)COC(=O)CCCCCCCCCCCCCCCCC Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)COCC(O)COC(=O)CCCCCCCCCCCCCCCCC CFLUVFXTJIEQTE-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229920005682 EO-PO block copolymer Polymers 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- AOMUHOFOVNGZAN-UHFFFAOYSA-N N,N-bis(2-hydroxyethyl)dodecanamide Chemical compound CCCCCCCCCCCC(=O)N(CCO)CCO AOMUHOFOVNGZAN-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920001214 Polysorbate 60 Polymers 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- IYFATESGLOUGBX-YVNJGZBMSA-N Sorbitan monopalmitate Chemical compound CCCCCCCCCCCCCCCC(=O)OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O IYFATESGLOUGBX-YVNJGZBMSA-N 0.000 description 1
- HVUMOYIDDBPOLL-XWVZOOPGSA-N Sorbitan monostearate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O HVUMOYIDDBPOLL-XWVZOOPGSA-N 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- VBIIFPGSPJYLRR-UHFFFAOYSA-M Stearyltrimethylammonium chloride Chemical compound [Cl-].CCCCCCCCCCCCCCCCCC[N+](C)(C)C VBIIFPGSPJYLRR-UHFFFAOYSA-M 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HEDRZPFGACZZDS-MICDWDOJSA-N Trichloro(2H)methane Chemical compound [2H]C(Cl)(Cl)Cl HEDRZPFGACZZDS-MICDWDOJSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- DNTMJTROKXRBDM-UUWWDYFTSA-N [(2r,3r,4s)-2-[(1r)-1-hexadecanoyloxy-2-hydroxyethyl]-4-hydroxyoxolan-3-yl] hexadecanoate Chemical compound CCCCCCCCCCCCCCCC(=O)O[C@H](CO)[C@H]1OC[C@H](O)[C@H]1OC(=O)CCCCCCCCCCCCCCC DNTMJTROKXRBDM-UUWWDYFTSA-N 0.000 description 1
- XDODWINGEHBYRT-UHFFFAOYSA-N [2-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCCCC1CO XDODWINGEHBYRT-UHFFFAOYSA-N 0.000 description 1
- WOGWRXSITPCETK-UHFFFAOYSA-N [3-(2,3-dihydroxypropoxy)-2-hydroxypropyl] hexadecanoate Chemical compound CCCCCCCCCCCCCCCC(=O)OCC(O)COCC(O)CO WOGWRXSITPCETK-UHFFFAOYSA-N 0.000 description 1
- LUSFFPXRDZKBMF-UHFFFAOYSA-N [3-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCCC(CO)C1 LUSFFPXRDZKBMF-UHFFFAOYSA-N 0.000 description 1
- VURIDHCIBBJUDI-UHFFFAOYSA-N [3-hydroxy-2,2-bis(hydroxymethyl)propyl] hexadecanoate Chemical compound CCCCCCCCCCCCCCCC(=O)OCC(CO)(CO)CO VURIDHCIBBJUDI-UHFFFAOYSA-N 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- YYCVEQAJBXLGEQ-UHFFFAOYSA-N acetic acid;n,n-diethylethanamine;octadecanamide Chemical compound CC(O)=O.CCN(CC)CC.CCCCCCCCCCCCCCCCCC(N)=O YYCVEQAJBXLGEQ-UHFFFAOYSA-N 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000013543 active substance Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 229940045714 alkyl sulfonate alkylating agent Drugs 0.000 description 1
- 150000008052 alkyl sulfonates Chemical class 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- JBIROUFYLSSYDX-UHFFFAOYSA-M benzododecinium chloride Chemical compound [Cl-].CCCCCCCCCCCC[N+](C)(C)CC1=CC=CC=C1 JBIROUFYLSSYDX-UHFFFAOYSA-M 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 229960000541 cetyl alcohol Drugs 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- IFDVQVHZEKPUSC-UHFFFAOYSA-N cyclohex-3-ene-1,2-dicarboxylic acid Chemical compound OC(=O)C1CCC=CC1C(O)=O IFDVQVHZEKPUSC-UHFFFAOYSA-N 0.000 description 1
- QYQADNCHXSEGJT-UHFFFAOYSA-N cyclohexane-1,1-dicarboxylate;hydron Chemical compound OC(=O)C1(C(O)=O)CCCCC1 QYQADNCHXSEGJT-UHFFFAOYSA-N 0.000 description 1
- PDXRQENMIVHKPI-UHFFFAOYSA-N cyclohexane-1,1-diol Chemical compound OC1(O)CCCCC1 PDXRQENMIVHKPI-UHFFFAOYSA-N 0.000 description 1
- XBZSBBLNHFMTEB-UHFFFAOYSA-N cyclohexane-1,3-dicarboxylic acid Chemical compound OC(=O)C1CCCC(C(O)=O)C1 XBZSBBLNHFMTEB-UHFFFAOYSA-N 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 125000005265 dialkylamine group Chemical group 0.000 description 1
- WLCFKPHMRNPAFZ-UHFFFAOYSA-M didodecyl(dimethyl)azanium;chloride Chemical compound [Cl-].CCCCCCCCCCCC[N+](C)(C)CCCCCCCCCCCC WLCFKPHMRNPAFZ-UHFFFAOYSA-M 0.000 description 1
- NZZFYRREKKOMAT-UHFFFAOYSA-N diiodomethane Chemical compound ICI NZZFYRREKKOMAT-UHFFFAOYSA-N 0.000 description 1
- REZZEXDLIUJMMS-UHFFFAOYSA-M dimethyldioctadecylammonium chloride Chemical compound [Cl-].CCCCCCCCCCCCCCCCCC[N+](C)(C)CCCCCCCCCCCCCCCCCC REZZEXDLIUJMMS-UHFFFAOYSA-M 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 239000004664 distearyldimethylammonium chloride (DHTDMAC) Substances 0.000 description 1
- UWLPCYBIJSLGQO-UHFFFAOYSA-N dodecanoic acid;propane-1,2,3-triol Chemical compound OCC(O)CO.CCCCCCCCCCCC(O)=O UWLPCYBIJSLGQO-UHFFFAOYSA-N 0.000 description 1
- VSZKZIHQDZUZER-UHFFFAOYSA-N dodecanoic acid;propane-1,2,3-triol Chemical compound OCC(O)CO.CCCCCCCCCCCC(O)=O.CCCCCCCCCCCC(O)=O VSZKZIHQDZUZER-UHFFFAOYSA-N 0.000 description 1
- DDXLVDQZPFLQMZ-UHFFFAOYSA-M dodecyl(trimethyl)azanium;chloride Chemical compound [Cl-].CCCCCCCCCCCC[N+](C)(C)C DDXLVDQZPFLQMZ-UHFFFAOYSA-M 0.000 description 1
- HBRNMIYLJIXXEE-UHFFFAOYSA-N dodecylazanium;acetate Chemical compound CC(O)=O.CCCCCCCCCCCCN HBRNMIYLJIXXEE-UHFFFAOYSA-N 0.000 description 1
- SYELZBGXAIXKHU-UHFFFAOYSA-N dodecyldimethylamine N-oxide Chemical compound CCCCCCCCCCCC[N+](C)(C)[O-] SYELZBGXAIXKHU-UHFFFAOYSA-N 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000004009 herbicide Substances 0.000 description 1
- HSEMFIZWXHQJAE-UHFFFAOYSA-N hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(N)=O HSEMFIZWXHQJAE-UHFFFAOYSA-N 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000002917 insecticide Substances 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229940094506 lauryl betaine Drugs 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- 150000002646 long chain fatty acid esters Chemical class 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 125000000325 methylidene group Chemical group [H]C([H])=* 0.000 description 1
- 239000004200 microcrystalline wax Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 239000010813 municipal solid waste Substances 0.000 description 1
- RKISUIUJZGSLEV-UHFFFAOYSA-N n-[2-(octadecanoylamino)ethyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCCNC(=O)CCCCCCCCCCCCCCCCC RKISUIUJZGSLEV-UHFFFAOYSA-N 0.000 description 1
- DVEKCXOJTLDBFE-UHFFFAOYSA-N n-dodecyl-n,n-dimethylglycinate Chemical compound CCCCCCCCCCCC[N+](C)(C)CC([O-])=O DVEKCXOJTLDBFE-UHFFFAOYSA-N 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- 229930014626 natural product Natural products 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- UQDVHJGNIFVBLG-UHFFFAOYSA-N octadecanoic acid;propane-1,2,3-triol Chemical compound OCC(O)CO.CCCCCCCCCCCCCCCCCC(O)=O.CCCCCCCCCCCCCCCCCC(O)=O UQDVHJGNIFVBLG-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 125000001117 oleyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])/C([H])=C([H])\C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000012785 packaging film Substances 0.000 description 1
- 229920006280 packaging film Polymers 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 238000005453 pelletization Methods 0.000 description 1
- 229930194120 perseal Natural products 0.000 description 1
- 239000000575 pesticide Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000013502 plastic waste Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920001522 polyglycol ester Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 239000001818 polyoxyethylene sorbitan monostearate Substances 0.000 description 1
- 235000010989 polyoxyethylene sorbitan monostearate Nutrition 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229940035044 sorbitan monolaurate Drugs 0.000 description 1
- 239000001570 sorbitan monopalmitate Substances 0.000 description 1
- 235000011071 sorbitan monopalmitate Nutrition 0.000 description 1
- 229940031953 sorbitan monopalmitate Drugs 0.000 description 1
- 239000001587 sorbitan monostearate Substances 0.000 description 1
- 235000011076 sorbitan monostearate Nutrition 0.000 description 1
- 229940035048 sorbitan monostearate Drugs 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- SFVFIFLLYFPGHH-UHFFFAOYSA-M stearalkonium chloride Chemical compound [Cl-].CCCCCCCCCCCCCCCCCC[N+](C)(C)CC1=CC=CC=C1 SFVFIFLLYFPGHH-UHFFFAOYSA-M 0.000 description 1
- 229940037312 stearamide Drugs 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 150000000000 tetracarboxylic acids Chemical class 0.000 description 1
- UFDHBDMSHIXOKF-UHFFFAOYSA-N tetrahydrophthalic acid Natural products OC(=O)C1=C(C(O)=O)CCCC1 UFDHBDMSHIXOKF-UHFFFAOYSA-N 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 125000005270 trialkylamine group Chemical group 0.000 description 1
- 150000003628 tricarboxylic acids Chemical class 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- DTQVDTLACAAQTR-DYCDLGHISA-N trifluoroacetic acid-d1 Chemical compound [2H]OC(=O)C(F)(F)F DTQVDTLACAAQTR-DYCDLGHISA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- 150000004072 triols Chemical class 0.000 description 1
- GTFYTIZAGLSUNG-UHFFFAOYSA-N tris(2-hydroxyethyl)azanium;formate Chemical compound OC=O.OCCN(CCO)CCO GTFYTIZAGLSUNG-UHFFFAOYSA-N 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 229930003231 vitamin Natural products 0.000 description 1
- 229940088594 vitamin Drugs 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/054—Forming anti-misting or drip-proofing coatings
Definitions
- the present invention relates to a laminated film that is easy to open, has antifogging properties, and is environmentally friendly. More specifically, the present invention relates to a laminated film used by thermal bonding with a packaging container. In particular, it relates to a laminated film for lid materials for food packaging containers.
- Containers made from plastic films and sheets are used as packaging materials for fruits and vegetables such as vegetables.
- Containers made of polyester materials such as polyethylene terephthalate (PET) are widely used, not only because of their beautiful appearance such as transparency and gloss, but also because they are recyclable materials.
- PET polyethylene terephthalate
- a so-called fitting lid which fits into the lid, has conventionally been used.
- the use of film as a top sealing material has been promoted in recent years.
- the properties required by top sealing mainly include antifogging properties, easy opening properties, impact resistance, and blocking resistance.
- anti-fog properties are a function that prevents the lid material from fogging up during storage or product display due to water vapor emanating from the contents, making it difficult to see the contents, if the contents are fruits and vegetables such as salads. be.
- Ease of opening is a function that indicates whether the container can be opened easily and neatly without tearing of the lid material.
- Impact resistance is an indicator of whether the lid material is damaged by, for example, external impact during product transportation or the weight of products stacked on top of each other during display.
- Blocking resistance is a function that prevents blocking from occurring when the top seal film is stored in roll form and affecting operability since a heat seal layer is provided to the top seal material.
- Patent Document 1 states that an adhesive composition containing a polyester resin A with a glass transition temperature of -30°C to 30°C and an antifogging agent C can be suitably used for bonding food packaging containers and lidding films. Proposed.
- the heat seal strength and antifogging properties are good, and since a biaxially oriented polyester film is used as the lid material, it is expected that the impact resistance will be good as well.
- the biaxially oriented polyester film used as the lid material is a general biaxially stretched film, and its tear strength tends to decrease due to its manufacturing method. Therefore, when the breakage due to peeling that occurs between the container and the lidding film when the container is opened is propagated to the lidding film, it is expected that the lidding film will be easily torn and that easy-openability will not be achieved.
- Patent Document 2 proposes that a lid material made of a polyester component and having a sealing layer and a base material layer exhibits good heat-sealing properties and antifogging properties for containers.
- the anti-fogging property is good, and since it is a biaxially oriented polyester film, it is expected that the impact resistance is also good.
- the heat seal strength will be very strong and it will be difficult to peel off when opening the container.
- the heat-sealing strength is low, there is a high possibility that the strength will change significantly when the heat-sealing temperature is changed, and it is expected that it will be difficult to maintain the desired heat-sealing strength in the actual manufacturing process.
- the seal layer uses a copolymerized polyester resin, it is expected that the resulting biaxially oriented polyester film will have a large thickness unevenness. If the thickness unevenness is large, the seal layer will block when stored as a roll, which will have a large impact on operability.
- Patent Document 3 proposes that a laminated film in which a biaxially oriented polyester film is used as a base layer and a polyester resin layer is off-line coated as a heat-sealable outer layer exhibits good heat-sealability for food trays. There is. Heat seal strength and anti-fog properties are good, but since the biaxially oriented polyester film used as the base layer is a general biaxially stretched film, the base layer tears when the container is opened, making it easy to open. It is expected that they will not. Furthermore, the Tg of the polyester resin used for the heat-sealing outer layer is 0 to 30°C, and since it is a single resin, it is expected that the blocking resistance will be poor.
- PET is widely used as molded products such as films and containers due to its excellent mechanical strength and chemical resistance. Due to the recent rise in environmental issues and the need to conserve resources, these used PET containers have been Recycling is carried out from For example, used PET containers are crushed, washed, melted, turned into pellets, and recycled into food packaging film. On the other hand, there are challenges in developing films using such recycled materials. For one thing, PET films made from recycled materials tend to have poorer thickness accuracy than PET films made from fossil fuel-derived materials. This is because a small amount of isophthalic acid is added to PET beverage bottles and PET food containers, which are the source of recycled raw materials, to improve moldability. Due to the addition of isophthalic acid, the upper yield stress decreases and thickness accuracy decreases when forming a PET film.
- An object of the present invention is to provide a laminated film that has good antifogging properties, easy opening properties, and impact resistance. Furthermore, another object of the present invention is to provide a laminated film that uses recycled raw materials and has excellent thickness accuracy, and a lid material (also referred to as a top seal material) for a food packaging container using the laminated film.
- the present inventors have discovered that by devising the film forming conditions, it is possible to obtain a base film that balances impact strength and tear strength and has good thickness unevenness. We have discovered that by combining this film with an antifogging layer containing two or more types of polyester resins with different glass transition temperatures, it is possible to obtain a laminated film that is optimal as a lid film for polyester containers. Based on this knowledge, we have made further studies and improvements, and have completed the following inventions.
- a laminated film having at least two layers, a base layer and an anti-fog layer (a) The antifogging layer surface of the laminated film and the unstretched polyethylene terephthalate sheet with a thickness of 200 ⁇ m are heat-sealed at 120°C, 140°C, 160°C, and 180°C for 1 second at 0.2 MPa to form a 15 mm thick sheet.
- the heat seal strength measured using a width test piece is 2.0 N/15 mm or more and 12.0 N/15 mm or less, (b) 5°C, 50% R. H.
- Thickness unevenness (%) (Tmax-Tmin)/Tave ⁇ 100
- Tmax Maximum thickness of the laminated film
- Tmin Minimum thickness of the laminated film
- Tave Average thickness of the laminated film
- the base layer contains recycled polyester resin, and the amount of isophthalic acid with respect to all carboxylic acid units in the base layer is 0. .5 mol% or more and 3.2 mol% or less, Laminated film.
- the heat seal strength when heat sealing is performed at each temperature of 120°C, 140°C, 160°C, and 180°C is 2.0 N/15 mm or more and 12.0 N/15 mm or less, and the container While maintaining the necessary heat sealing strength between the lid and the lid, the lid can be opened easily and without tearing the lid.
- 1 ⁇ L of distilled water is dropped onto the surface of the antifogging layer of the laminated film, and the water contact angle measured 5 seconds later is 50° or less, and the film has excellent antifogging properties.
- the impact strength at 5° C. is 0.5 J or more, is strong against external impact, and is effective in preventing damage to the lid material.
- the laminated film has a tear strength of 100 mN or more in both the MD direction and the TD direction at 5° C., and has easy opening properties. That is, it is possible to prevent damage caused by peeling between the container and the lid material when the container is opened from propagating through the laminated film and causing the lid material to tear.
- the thickness unevenness of the laminated film is 10% or less in both the MD direction and the TD direction, and blocking in the film roll can be prevented.
- the base material layer of the laminated film contains a polyester resin made from recycled raw materials, the amount of isophthalic acid based on the total carboxylic acid units is 0.5 mol% to 3.2 mol%, and is environmentally friendly. ing.
- the present invention has the configuration described in Section 2 below.
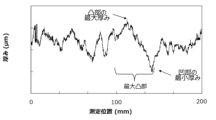
- Section 2 In the uneven thickness pattern that appears when the film thickness of a 200 mm long sample cut from the laminated film is plotted at 0.5 mm intervals, the portion where the difference between the maximum thickness of the convex part and the minimum thickness of the concave part is the largest is Item 1.
- the laminated film according to Item 1 wherein the thickness unevenness of the maximum convexity determined by the following formula (2) is 6% or less in both the MD direction and the TD direction.
- Thickness unevenness of the largest convex part (%) (Maximum thickness of the largest convex part - Minimum thickness of the largest convex part) / Tave ⁇ 100
- the present invention has the configurations described in Section 3 below.
- (Section 3) The anti-fog layer surface of the laminated film and the base material layer surface of the laminated film are superimposed and left to stand for one week at 40°C under a load of 450 kgf/ m2 , and then the peel strength is measured using a 15 mm wide test piece.
- Item 3 The laminated film according to item 1 or 2, wherein the .
- the peel strength when the antifogging layer surface of the laminated film and the base material layer surface of the laminated film are overlapped is 1.0 N/15 mm or less, it is possible to prevent the films from blocking each other. can.
- the strength ratio of the tear strength in the MD direction to the tear strength in the TD direction (tear strength MD / tear strength TD ) of the laminated film measured at 5 ° C. is 0.6 or more and 1.5 or less.
- the anti-fog layer contains at least two resins: a polyester resin (A) with a glass transition temperature Tg of 0° C. or more and 40° C. or less, and a polyester resin (B) with a glass transition temperature Tg of 41° C. or more and 80° C. or less.
- Tg glass transition temperature
- Item 6 The laminated film according to any one of Items 1 to 6.
- Item 7 Laminated film according to item 7.
- the laminated film of the present invention has antifogging properties.
- the present invention provides a lid material for a food packaging container using the laminated film.
- the present invention provides a food packaging container having a lid material using the laminated film.
- the present invention it is possible to provide a laminated film and a lid material that are excellent in antifogging properties, easy opening properties, impact resistance, and blocking resistance.
- FIG. 2 is a schematic diagram showing a straight stretching pattern in the TD direction in the film manufacturing process.
- FIG. 2 is a schematic diagram showing a stretching pattern of multi-stage stretching in the TD direction in a film manufacturing process.
- FIG. 2 is a schematic diagram showing a logarithmic stretching pattern in the TD direction in the film manufacturing process.
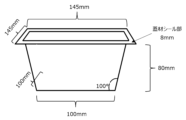
- FIG. 2 is a schematic diagram of the shape of an A-PET container used for evaluation of ease of opening in Examples. It is a figure which shows the example of the maximum convex part which appears when the thickness of a film is graphed.
- the antifogging layer in the laminated film of the present invention preferably contains at least the following polyester resin (A), polyester resin (B), and antifogging agent (C) components.
- polyester resin (A) component and the polyester resin (B) component not only can it exhibit excellent ease of opening, a wide sealing temperature range, and blocking resistance, but it also contains the antifogging agent (C) component.
- an anti-blocking agent (D) may be contained in order to improve blocking resistance.
- Polyester resin (A) and polyester resin (B) are chemical compounds obtained by polycondensation of a carboxylic acid component consisting of a polycarboxylic acid compound having a valence of 2 or more and an alcohol component consisting of a polyhydric alcohol compound having a valence of 2 or more.
- the structure is polyester.
- polyester having a chemical structure obtained by polycondensation of a carboxylic acid component consisting of a polyhydric carboxylic acid compound having a valence of 2 or more and an alcohol component consisting of a polyhydric alcohol compound having a valence of 2 or more, a polyhydric carboxylic acid compound and It is preferable that at least one of the polyhydric alcohol compounds is a copolymerized polyester resin composed of two or more types of components. Moreover, it is preferable that the polyhydric carboxylic acid compound and the polyhydric alcohol compound are copolymerized polyester resins mainly consisting of a dicarboxylic acid component and a glycol component.
- the total of all acid components and all alcohol components constituting the polyester resin (A) used in the present invention is 200 mol%, and the total of dicarboxylic acid components and glycol components is 100 mol% or more on a molar basis. Refers to occupying.
- the dicarboxylic acid aromatic dicarboxylic acids or aliphatic dicarboxylic acids are preferable, and aromatic dicarboxylic acids are more preferable among them.
- the lower limit of the copolymerized amount of the aromatic dicarboxylic acid component is preferably 40 mol%, more preferably 45 mol%, particularly preferably 50 mol%, when the total amount of the carboxylic acid component is 100 mol%. be. By setting the content to 40 mol% or more, the glass transition temperature Tg can be kept low.
- aromatic dicarboxylic acids include, but are not limited to, terephthalic acid, isophthalic acid, orthophthalic acid, and naphthalene dicarboxylic acid.
- aliphatic dicarboxylic acids include, but are not limited to, succinic acid, adipic acid, azelaic acid, sebacic acid, and dodecanedicarboxylic acid. These dicarboxylic acids can be used alone or in combination of two or more.
- polyhydric carboxylic acid components include aromatic oxycarboxylic acids such as p-oxybenzoic acid and p-(hydroxyethoxy)benzoic acid, fumaric acid, maleic acid, itaconic acid, hexahydrophthalic acid, and tetrahydrophthalic acid. It is also possible to use unsaturated alicyclic dicarboxylic acids such as, 1,2-cyclohexanedicarboxylic acid, 1,3-cyclohexanedicarboxylic acid, 1,4-cyclohexanedicarboxylic acid, and the like. Furthermore, if necessary, tri- and tetracarboxylic acids such as trimellitic acid, trimesic acid, and pyromellitic acid, and their anhydrides may be included.
- aromatic oxycarboxylic acids such as p-oxybenzoic acid and p-(hydroxyethoxy)benzoic acid, fumaric acid, maleic acid, itaconic acid, hexa
- the glycol component aliphatic glycols are preferred.
- the lower limit of the copolymerized amount of aliphatic glycol components is preferably 70 mol%, more preferably 75 mol%, particularly preferably 80 mol%, when the total amount of glycol components is 100 mol%.
- Tg can be kept low.
- aliphatic glycols include ethylene glycol, propylene glycol, 1,3-propanediol, 2,2-dimethyl-1,3-propanediol, 2-methyl-1,3-propanediol, 1,4- Butanediol, 1,5-pentanediol, 1,6-hexanediol, 3-methyl-1,5-pentanediol, diethylene glycol, triethylene glycol, dipropylene glycol, polyethylene glycol, polypropylene glycol, polytetramethylene glycol, etc. These include, but are not limited to: These glycol components can be used alone or in combination of two or more.
- glycol components include 1,2-cyclohexanedimethanol, 1,3-cyclohexanedimethanol, 1,4-cyclohexanedimethanol, tricyclodecanediol, ethylene oxide adduct and propylene oxide adduct of bisphenol A, Ethylene oxide adducts, propylene oxide adducts, and the like of hydrogenated bisphenol A can also be used.
- triols and tetraols such as trimethylolethane, trimethylolpropane, glycerin, and pentaerythritol may be included if necessary.
- the glass transition temperature Tg of the polyester resin (A) is preferably 0°C or more and 40°C or less, more preferably 5°C or more and 35°C or less, particularly preferably 10°C or more and 30°C or less.
- the temperature is 0° C. or higher, blocking resistance becomes good.
- the temperature is 0° C. or lower, the heat sealing strength can be controlled within a predetermined range, and easy opening properties can be obtained.
- the lower limit of the reduced viscosity ( ⁇ sp/c) of the polyester resin (A) is preferably 0.2 dl/g, more preferably 0.4 dl/g, particularly preferably 0.6 dl/g. When it is 0.2 dl/g or more, resin cohesive force is developed and heat seal strength is developed.
- the number average molecular weight (Mn) of the polyester resin (A) is preferably 5,000 or more, more preferably 10,000 or more, particularly preferably 15,000 or more. By setting it as 5000 or more, resin cohesive force is expressed and heat sealing strength is expressed.
- the upper limit is not particularly limited, but is preferably 50,000 or less, more preferably 40,000 or less.
- the glass transition temperature of the polyester resin (B) is preferably 41°C or higher and 80°C or lower, more preferably 46°C or higher and 75°C or lower, particularly preferably 51°C or higher and 60°C or lower.
- the lower limit of the reduced viscosity ( ⁇ sp/c) of the polyester resin (B) is preferably 0.1 dl/g, more preferably 0.2 dl/g, particularly preferably 0.3 dl/g. When it is 0.1 dl/g or more, resin cohesive force is developed and heat seal strength is developed.
- the number average molecular weight (Mn) of the polyester resin (B) is preferably 2,000 or more, more preferably 5,000 or more, and particularly preferably 10,000 or more. When it is 2000 or more, resin cohesive force is developed and heat seal strength is developed.
- the upper limit is not particularly limited, but is preferably 30,000 or less, more preferably 20,000 or less.
- the polyester resin (B) with a high glass transition temperature exhibits high heat seal strength with the sealing surface
- the polyester resin (A) with a low glass transition temperature forms the anti-fog layer. It is thought that this causes a decrease in mechanical strength, or in other words, causes the antifogging layer to become brittle. Therefore, the mechanical strength of the heat sealing strength becomes greater than the mechanical strength of the antifogging layer, and cohesive failure occurs selectively in the antifogging layer, which has the weakest mechanical strength. Therefore, in the present invention, by mixing at least two types of polyester resins with different glass transition temperatures, cohesive failure is selectively caused in the antifogging layer regardless of the heat sealing temperature, and the seal can be easily opened over a wide temperature range. can express sexuality.
- the ratio is 90:10 or less, the sealing strength of the sealing surface can be increased, the heat sealing strength can be maintained within the range of the claims in a wide temperature range, and easy opening properties can be obtained.
- the antifogging agent (C) is not particularly limited as long as it imparts antifogging properties, such as anionic surfactants, nonionic surfactants, cationic surfactants, or amphoteric surfactants.
- Surfactants can be used. Among these, it is preferable to use nonionic surfactants.
- anionic surfactants include higher alcohol sulfate ester salts, higher alkyl sulfonates, higher carboxylates, alkylbenzene sulfonates, polyoxyethylene alkyl sulfate salts, polyoxyethylene alkyl phenyl ether sulfate salts, Vinyl sulfosuccinate salts are mentioned.
- nonionic surfactants include polyoxyethylene alkyl ether, polyoxyethylene alkyl phenyl ether, polyethylene glycol fatty acid ester, ethylene oxide propylene oxide block copolymer, polyoxyethylene fatty acid amide, ethylene oxide-propylene oxide copolymer, etc.
- Examples include compounds having a polyoxyethylene structure and sorbitan derivatives.
- Examples of the cationic surfactant include alkylamine salts, dialkylamine salts, trialkylamine salts, alkyltrimethylammonium chlorides, dialkyldimethylammonium chlorides, and alkylbenzalkonium chlorides.
- Examples of amphoteric surfactants include lauryl betaine and lauryl dimethylamine oxide.
- nonionic surfactants include sorbitan monostearate, sorbitan distearate, sorbitan monopalmitate, sorbitan dipalmitate, sorbitan monobehenate, sorbitan dibehenate, sorbitan monolaurate, and sorbitan dilaurate.
- Sorbitan surfactants such as glycerin monolaurate, glycerin dilaurate, diglycerin monopalmitate, diglycerin dipalmitate, glycerin monostearate, glycerin distearate, diglycerin monostearate, diglycerin distearate, Glycerin-based surfactants such as diglycerin monolaurate and diglycerin dilaurate, polyethylene glycol-based surfactants such as polyethylene glycol monostearate and polyethylene glycol monopalminate, and trimethylolpropane-based interfaces such as trimethylolpropane monostearate.
- Active agents, diethanolalkylamine and diethanolalkylamide surfactants such as lauryl diethanolamine, oleyl diethanolamine, stearyl diethanolamine, lauryl diethanolamide, oleyl diethanolamide, and stearyl diethanolamide, and pentaerythritol surfactants such as pentaerythritol monopalmitate. and polyoxyethylene sorbitan monostearate, polyoxyethylene sorbitan distearate, mono- and distearate of sorbitan-diglycerin condensate, and the like. These can be used alone or in combination of two or more.
- cationic surfactants include amine salts such as laurylamine acetate, triethanolamine monoformate, stearamide ethyl diethylamine acetate, lauryl trimethyl ammonium chloride, stearyl trimethyl ammonium chloride, and dilauryl dimethyl ammonium chloride. , distearyldimethylammonium chloride, lauryldimethylbenzylammonium chloride, stearyldimethylbenzylammonium chloride, and other quaternary ammonium salts. These can be used alone or in combination of two or more.
- the lower limit of the Hydrophilic-Lipophilic Balance (hereinafter abbreviated as HLB) value of the antifogging agent (C) is preferably 3, more preferably 4, particularly preferably 5. When it is 3 or more, antifogging properties are achieved.
- the upper limit of the HLB value of the antifogging agent (C) is preferably 10, more preferably 9, and particularly preferably 8. By setting it to 10 or less, it is possible to prevent the antifogging agent from excessively precipitating on the film surface, and it is possible to prevent deterioration of haze and reduction in seal strength.
- the content of the antifogging agent (C) in the antifogging layer is preferably 1.0% by mass or more and 10.0% by mass or less, more preferably 1.5% by mass or more and 9.5% by mass in solid content. It is not more than 2.0% by mass and not more than 9.0% by mass, particularly preferably not less than 2.0% by mass and not more than 9.0% by mass.
- the content is 1.0% by mass or more, antifogging properties are exhibited.
- the content is 10.0% by mass or less, the haze is good, and a decrease in heat seal strength due to excessive precipitation of the antifogging agent on the surface can be suppressed.
- the anti-fog layer of the present invention may contain an anti-blocking agent (D).
- the anti-blocking agent include inorganic particles, organic particles, waxes, etc., and they can be contained to an extent that does not reduce the heat sealing strength. These anti-blocking agents can be used alone or in combination of two or more.
- the lower limit of the content of the anti-blocking agent is preferably 0.1% by mass, more preferably 0.3% by mass, particularly preferably 0.5% by mass in terms of the solid content concentration of the antifogging layer. . When the content is 0.1% by mass or more, blocking resistance is exhibited.
- the upper limit of the content of the anti-blocking agent is preferably 5.0% by mass, more preferably 4.5% by mass, particularly preferably 4.0% by mass in terms of the solid content concentration of the antifogging layer. . When it is 5.0% by mass or less, heat seal strength is not inhibited.
- inorganic particles examples include inorganic particles containing metal oxides, hydroxides, sulfates, carbonates, or silicates such as magnesium, calcium, barium, zinc, zirconium, molybdenum, silicon, antimony, or titanium. Can be mentioned. Among these inorganic particles, silica gel particles are particularly preferred.
- the shape of the particles may be any shape such as powder, granular, granular, tabular, or acicular.
- organic particles examples include polymer particles such as polymethyl methacrylate resin, polystyrene resin, nylon resin, melamine resin, benzoguanamine resin, phenol resin, urea resin, silicone resin, methacrylate resin, or acrylate resin, or cellulose powder or nitrocellulose.
- polymer particles such as polymethyl methacrylate resin, polystyrene resin, nylon resin, melamine resin, benzoguanamine resin, phenol resin, urea resin, silicone resin, methacrylate resin, or acrylate resin, or cellulose powder or nitrocellulose.
- examples include powder, wood powder, waste paper powder, and starch.
- the shape of the particles may be any shape such as powder, granular, granular, tabular, or acicular.
- waxes include liquid paraffin, natural paraffin, micro wax, synthetic paraffin, hydrocarbon waxes such as polyethylene wax, fatty acid waxes such as stearic acid, stearamide, palmitic acid amide, and methylene bisstearol.
- Fatty acid amide waxes such as amide, ethylene bisstearamide, oleic acid amide, ethyl amide, ester waxes such as lower alcohol esters of fatty acids, polyhydric alcohol esters of fatty acids, fatty acid polyglycol esters, cetyl alcohol, stearyl alcohol
- ester waxes such as lower alcohol esters of fatty acids, polyhydric alcohol esters of fatty acids, fatty acid polyglycol esters, cetyl alcohol, stearyl alcohol
- alcohol waxes such as olefin waxes, natural product waxes such as castor wax and carnauba wax, and metal soaps derived from fatty acids having 12 to 30 carbon atoms.
- the anti-fog layer is laminated on at least one side of the base layer.
- Lamination methods include co-extrusion with the resin composition constituting the base layer, dry lamination of the base layer and anti-fog layer, extrusion coating of the anti-fog layer on the base layer, or solvent coating on the base layer. It can be manufactured by a coating method.
- the laminated film of the present invention can be obtained by coating the base layer with an organic solvent solution of the resin composition constituting the antifogging layer and drying it.
- the thickness of the antifogging layer is preferably 0.3 ⁇ m or more, more preferably 0.5 ⁇ m or more, and particularly preferably 0.7 ⁇ m or more. When it is 0.3 ⁇ m or more, heat sealability is exhibited.
- the upper limit of the thickness of the antifogging layer is preferably less than 3.0 ⁇ m, more preferably less than 2.8 ⁇ m, particularly preferably less than 2.6 ⁇ m. When it is less than 3.0 ⁇ m, the thickness unevenness of the laminated film can be suppressed to a low level, and the blocking resistance becomes good.
- the base layer in the laminated film of the present invention is preferably a biaxially oriented polyester film for the purpose of improving the impact resistance of the laminated film.
- An unstretched polyester film has poor impact resistance due to its manufacturing method, and there is a risk that the film may be damaged by external impact or the load caused by stacking products on display. Furthermore, if it is an unstretched polyester film, the thickness will tend to be uneven due to the manufacturing method, and blocking will easily occur when it is made into a roll.
- the manufacturing method of biaxially oriented polyester film is not particularly limited, and simultaneous biaxial stretching or sequential biaxial stretching is possible, but the inflation method tends to cause thickness unevenness due to the manufacturing method, and when it is made into a roll. This is not preferable because blocking is likely to occur.
- the main component of the base material layer of the present invention is not particularly limited as long as it is polyester, but it is preferable that the main component is polyethylene terephthalate.
- polyester resins such as polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, and polypropylene terephthalate, as well as isophthalic acid, orthophthalic acid, naphthalene dicarboxylic acid, biphenyl dicarboxylic acid, cyclohexane dicarboxylic acid, adipic acid, azelaic acid, Polyester resin copolymerized with dicarboxylic acids such as sebacic acid, ethylene glycol, 1,3-propylene glycol, 1,2-propylene glycol, neopentyl glycol, 1,5-pentanediol, 1,6-hexanediol, diethylene glycol
- the base material layer of the present invention preferably contains a polyester resin made from a recycled raw material obtained by recycling waste plastics.
- Raw materials for recycling include pre-consumer materials, which are waste plastics generated from the film manufacturing process, and post-consumer materials, which are used waste plastics.Although both can be used, it is important to reduce plastic waste and improve the environment. Post-consumer materials are more preferred from the viewpoint of reducing load. Examples of post-consumer materials include fibers containing polyester resin as a main component, containers for food and beverages, containers for detergents and medicines, other containers, and packaging, but plastic containers are preferred because of their high production volume and the amount of recovery after use. , PET bottles are particularly suitable.
- the polyester resin composition forming the base layer preferably contains at least 60% by mass or more, and more preferably 70% by mass or more of a polyester resin made from recycled raw materials obtained from plastic containers, based on the total polyester resin. Preferably, it is more preferably contained in an amount of 80% by mass or more.
- the concentration of the aqueous alkali metal hydroxide solution used in the above washing step depends on the temperature, time, and stirring conditions, but is usually in the range of 1 to 10% by weight. Further, the time required for washing is in the range of 10 to 100 minutes, and it is preferable to carry out the washing while stirring to enhance the effect.
- Alkaline cleaning and rinsing cleaning may be repeated several times.
- the aqueous solution component of the alkali metal hydroxide used for cleaning remains in the flakes, and the final may affect the physical properties of the resulting film.
- a portion of the plastic container flakes is hydrolyzed by an aqueous solution of alkali metal hydroxide. Furthermore, the degree of polymerization of the resin decreases due to heating when forming the film. Furthermore, the degree of polymerization decreases due to the effects of heat and moisture applied when the collected plastic containers are crushed for reuse and then melted again to form pellets. Although it can be reused as is, depending on the intended use, if the degree of polymerization decreases, moldability, strength, transparency, heat resistance, etc. may deteriorate, and it may not be possible to reuse it as is. In such a case, in order to recover the decreased degree of polymerization, it is preferable to melt the crushed and washed plastic container flakes or flakes, pelletize them, and subject them to solid phase polymerization.
- washed flakes or flakes that are melt-extruded and pelletized are subjected to continuous solid phase polymerization at 180 to 245°C, preferably 200 to 240°C, in an inert gas such as nitrogen gas or rare gas. This can be done by
- the conditions for flakes or pellets are adjusted so that the final recycled polyester resin has an intrinsic viscosity of 0.55 to 0.90 dl/g, preferably 0.60 to 0.85 dl/g. is desirable.
- the process of pelletizing flakes will be explained.
- the flakes are melted, extruded, cooled and granulated using an extruder having degassing means and filtration means.
- the melting process in an extruder can be carried out by melt-kneading usually at 260 to 300°C, preferably at 265 to 295°C.
- the flakes obtained by crushing the PET bottle to be fed must be sufficiently dried, and it is preferable to dry them under conditions such that the concentration is 5 to 200 ppm, preferably 10 to 100 ppm, and more preferably 15 to 50 ppm.
- the hydrolysis reaction progresses during the melting process, and the intrinsic viscosity of the resulting polyester resin decreases.
- the degassing means preferably has at least one vacuum vent in the resin melting zone.
- the extruder preferably has a filter capable of filtering and removing solid foreign matter having a particle size of 25 ⁇ m or more, preferably 15 ⁇ m or more, more preferably 10 ⁇ m or more from the molten resin as a filtering means.
- the molten resin that has passed through the filter is passed through a die, cooled in water, and then cut into pellets of a desired shape and granulated.
- the flakes or pellets obtained by the above method are melt-extruded into a sheet from an extruder either alone or mixed with a polyester resin made of virgin raw materials, and stretched in the MD direction and the TD direction to obtain a biaxially oriented polyester film. be able to.
- the lower limit of the amount of isophthalic acid based on all dicarboxylic acid units in the base layer of the present invention is preferably 0.5 mol%, more preferably 1.0 mol%, and particularly preferably 1.5 mol%.
- the amount of isophthalic acid is 0.5 mol% or more.
- the upper limit of the amount of isophthalic acid based on all dicarboxylic acid units is preferably 3.2 mol% or less, more preferably 2.7 mol% or less, particularly preferably 2.2 mol% or less.
- the amount By setting the amount to 3.2 mol% or less, it is possible to prevent the upper yield stress from lowering too much during stretching of the base film, and as a result, it is possible to stretch uniformly, thereby preventing deterioration of thickness unevenness. I can do it.
- inorganic lubricants such as titanium dioxide, particulate silica, kaolin, and calcium carbonate
- organic lubricants such as long-chain fatty acid esters
- colorants, antistatic agents, ultraviolet absorbers, etc. may be added as necessary.
- the layer structure of the base material layer is not particularly limited, and may be a single layer structure, a two layer structure, a three layer structure, a four layer structure, or a super multilayer structure. Further, each layer may have a different composition.
- the method for obtaining the base material layer is not particularly limited, but the T-die method is preferred from the viewpoint of good thickness accuracy.
- the inflation method tends to produce uneven thickness due to its manufacturing method.
- the upper limit of the cooling roll temperature is preferably 40°C or less, more preferably 20°C or less.
- the temperature is 40° C. or lower, the degree of crystallinity when the molten polyester resin composition is cooled and solidified will not become too high, making it easy to stretch.
- the lower limit of the stretching temperature in the longitudinal direction is preferably 90°C, more preferably 95°C, and particularly preferably 100°C. If the temperature is 90°C or higher, breakage can be suppressed.
- the upper limit of the stretching temperature in the MD direction is preferably 140°C, more preferably 135°C, particularly preferably 130°C. When the temperature is 140° C. or lower, sufficient orientation can be achieved, and the impact strength of the biaxially oriented film is improved.
- the lower limit of the stretching ratio in the MD direction is preferably 3.0 times, more preferably 3.2 times, and particularly preferably 3.4 times. Thickness unevenness of 3.0 times or more is improved, and blocking resistance is improved.
- the upper limit of the stretching ratio in the MD direction is preferably 4.0 times, more preferably 3.8 times, particularly preferably 3.6 times. By making it 4.0 times or less, breakage can be suppressed.
- the lower limit of the stretching temperature in the width direction (also referred to as TD direction) is preferably 100°C, more preferably 105°C, particularly preferably 110°C. If the temperature is 100°C or higher, breakage can be suppressed.
- the upper limit of the stretching temperature in the TD direction is preferably 140°C, more preferably 135°C, particularly preferably 130°C. When the temperature is 140° C. or lower, sufficient orientation can be achieved, and the impact strength of the biaxially oriented film is improved.
- the lower limit of the stretching ratio in the TD direction is preferably 3.5 times, more preferably 3.6 times, particularly preferably 3.7 times.
- the thickness unevenness, which is 3.5 times or more, is improved, and the blocking resistance is improved.
- the upper limit of the stretching ratio in the MD direction is preferably 4.5 times, more preferably 4.4 times, particularly preferably 4.3 times. By setting it to 4.5 times or less, breakage can be suppressed.
- the laminated film of the present invention preferably has a good balance between impact strength and tear strength and also has good thickness unevenness.
- the film forming conditions of the base layer in particular make a large contribution to thickness unevenness, and the stretching process in the TD direction has the greatest influence.
- the stretching ratio in the TD direction is increased, the impact strength improves and the thickness unevenness decreases, but the tear strength decreases.
- the TD stretching pattern be multi-stage stretching as shown in FIG. 2 or logarithmic as shown in FIG. In the case of a normal straight TD stretching pattern as shown in FIG. 1, it is necessary to lower the stretching ratio in order to balance impact strength and tear strength.
- multi-stage stretching methods and logarithmic TD stretching patterns can suppress film orientation without reducing the stretching ratio, making it possible to balance impact strength and tear strength while maintaining thickness unevenness. It is preferable because it can be done.
- the multi-stage stretching is preferably from 2 stages to 5 stages.
- Multi-stage stretching is preferable because it is possible to change the stretching stress by changing the stretching temperature of each stage, and orientation can be suppressed.
- FIG. 2 in multi-stage stretching, it is preferable to provide a pattern that maintains a constant length after the completion of stretching at each stage. Further, it is preferable to use a temperature pattern in which a temperature difference of 2° C. or more is provided in each stage of stretching, and the temperature is lowered from the first stage of stretching to the final stage of stretching.
- the lower limit of the heat setting temperature is preferably 180°C, more preferably 190°C, particularly preferably 200°C. When the temperature is 180° C. or higher, the thermal shrinkage rate can be reduced.
- the upper limit of the heat setting temperature is preferably 240°C, more preferably 230°C, particularly preferably 220°C. When the temperature is 240° C. or lower, impact strength can be prevented from decreasing.
- the lower limit of the relaxation rate is preferably 0.5%, more preferably 1.0%, particularly preferably 2.0%. When it is 0.5% or more, the heat shrinkage rate can be kept low.
- the upper limit of the relaxation rate is preferably 10%, more preferably 8%, particularly preferably 6%. By setting it to 10% or less, it is possible to prevent the occurrence of slack, etc., and it is possible to prevent blocking when it is made into a roll.
- the lower limit of the thickness of the base material layer of the present invention is preferably 5 ⁇ m, more preferably 10 ⁇ m, and particularly preferably 15 ⁇ m. By setting the thickness to 5 ⁇ m or more, impact strength and tear strength can be maintained.
- the upper limit of the thickness of the base material layer of the present invention is preferably 100 ⁇ m, more preferably 80 ⁇ m, particularly preferably 50 ⁇ m. When the thickness is 100 ⁇ m or less, it can be suitably used as a lid material.
- the water contact angle is measured at a temperature of 5° C. and a relative humidity of 50% (50% R.H.).
- a temperature of 5° C. and a relative humidity of 50% 50% (0% R.H.).
- the 5° C. condition is more suitable than the general room temperature condition as the water contact angle condition that appropriately expresses the antifogging property under refrigerated conditions.
- the upper limit of the water contact angle of the laminated film of the present invention is preferably 50°, more preferably 40°, particularly preferably 30°. By setting the angle to 50° or less, even if water vapor scattered from the contents etc. adheres to the laminated film, the water droplets can be spread thinly, and the appearance will not become cloudy.
- the lower limit of the water contact angle of the laminated film of the present invention is preferably 10°, more preferably 15°, particularly preferably 20°. By setting the angle to 10° or more, it is possible to prevent the antifogging agent from excessively precipitating on the surface and reducing the heat sealing strength.
- the lower limit of the heat sealing strength is preferably 2N. /15mm, more preferably 3N/15mm, particularly preferably 4N/15mm. By setting it to 2N/15mm or more, it can be sealed with sufficient strength when used as a lid material.
- the upper limit of the heat sealing strength is preferably 12N/ 15 mm, more preferably 11 N/15 mm, particularly preferably 10 N/15 mm.
- the sealing strength is so strong that it does not require a great deal of force to open it, and it also prevents the laminated film from tearing due to the sealing strength being too strong. be able to.
- One of the features of the present invention is that when a laminated film is used as a lid material for an A-PET container, cohesive failure is intentionally caused within the antifogging layer when the lid material is opened, so that it maintains a constant level over a wide temperature range. It is possible to obtain heat seal strength.
- the upper limit of peel strength is 1.0 N when the anti-fog layer surface of the laminated film of the present invention and the base material layer surface of the laminated film are overlapped, a load of 450 kgf/m 2 is applied, and the peel strength is left standing for one week at 40°C. /15mm, more preferably 0.8N/15mm, particularly preferably 0.6N/15mm.
- 1.0 N/15 mm or less it is possible to prevent troubles in the processing process, such as the films blocking each other when formed into rolls and, for example, tearing occurring during unwinding.
- the present invention by including at least two types of polyester resins having different glass transition temperatures in the antifogging layer, there is an effect of suppressing the blocking phenomenon between the films.
- the lower limit of the impact strength of the laminated film of the present invention is 0.5J, more preferably 0.6J, particularly preferably 0.8J. By setting it to 0.5 J or more, it has enough strength to withstand external stress during container transportation and display, and can prevent the lid material from tearing.
- the lower limit of the tear strength of the laminated film of the present invention is 100 mN, more preferably 110 mN, particularly preferably 120 mN.
- the lower limit of the strength ratio of the tear strength in the MD direction to the tear strength in the TD direction (tear strength MD /tear strength TD ) of the laminated film of the present invention is 0.6, more preferably 0.7. , particularly preferably 0.8.
- the orientation of the laminated film can be suppressed isotropically, and easy opening properties can be obtained.
- the way the lid is opened differs slightly depending on the person, so the vertical and horizontal forces applied to the lid are random. Therefore, if the anisotropy is strong, tearing is likely to occur.
- the upper limit of the strength ratio of the tear strength in the MD direction to the tear strength in the TD direction (tear strength MD / tear strength TD ) of the laminated film of the present invention is 1.5, more preferably 1.3. , particularly preferably 1.1. By setting it to 1.5 or less, the orientation of the laminated film can be suppressed isotropically, and easy opening properties can be obtained.
- the lower limit of the orientation coefficient obtained by the calculation formula (3) below using the Abbe refractometer for the laminated film of the present invention is 0.6, more preferably 0.7, particularly preferably 0.8. be. By setting it to 0.6 or more, the orientation of the laminated film can be suppressed isotropically, and easy opening properties can be obtained.
- Formula (3) Orientation coefficient ⁇ Nx-(Ny+Nz)/2 ⁇ / ⁇ Ny-(Nx+Nz)/2 ⁇ Nx: refractive index in the MD direction of the film Ny: refractive index in the TD direction of the film Nz: refractive index in the thickness direction of the film
- the upper limit of the orientation coefficient obtained using the Abbe refractometer for the laminated film of the present invention using the above formula (3) is 1.5, more preferably 1.3, particularly preferably 1.1. be. By setting it to 1.5 or less, the orientation of the laminated film can be suppressed isotropically, and easy opening properties can be obtained.
- the upper limit of the thickness unevenness of the laminated film of the present invention is preferably 10% in both the MD direction and the TD direction, more preferably 6%, particularly preferably 4%. By setting it to 10% or less, it is possible to prevent troubles in the processing process such as stress being locally applied to areas with poor thickness unevenness when formed into a roll, causing blocking and tearing during unwinding.
- the upper limit of the thickness unevenness of the maximum convex portion of the laminated film of the present invention is preferably 6% in both the MD direction and the TD direction, more preferably 5%, and particularly preferably 4%.
- the fact that the thickness unevenness of the largest convex portion is large indicates that the difference in thickness within the largest convex portion is large. If the difference in thickness between the maximum convex portions is large, excessive winding stress will be applied to the maximum thickness portion of the maximum convex portions when the roll is formed, resulting in a state where blocking is more likely to occur. Therefore, if the thickness unevenness of the largest convex portion is small and the winding stress can be widely dispersed, blocking can be prevented.
- the maximum convex portion refers to the film thickness of a 200 mm long sample cut out from a laminated film at 0.5 mm intervals, and the vertical axis is the thickness (in ⁇ m), and the horizontal axis is the measurement position (in mm). This refers to the part where the difference between the maximum thickness of the convex portion and the minimum thickness of the concave portion is the largest in the uneven thickness pattern that appears when graphed.
- FIG. 5 shows the above graph and an example of the maximum convex portion.
- the upper limit of the haze of the laminated film of the present invention is preferably 10% or less, more preferably 8%, and particularly preferably 6%.
- the content is 10% or less, the transparency when used as a lid material is high, and the contents can be sufficiently seen.
- the laminated film of the present invention is suitably used as a packaging material. It is particularly suitable as a lid material for food packaging containers. When used as a lid material for a food packaging container, it is preferable that the antifogging layer surface of the laminated film and the edge of the opening of the food packaging container contact and seal.
- Food packaging containers using the laminated film of the present invention as a lid material are not particularly limited, but polyester containers are preferred, and A-PET (amorphous polyethylene terephthalate) containers are particularly preferred.
- Example> The physical property evaluation method is shown.
- Thi thickness of base material layer The thickness of the base material layer was measured before the antifogging agent was laminated using an electronic micrometer Militron 1202D manufactured by Seiko EM Co., Ltd.
- Thickness of anti-fog layer The thickness of the laminated film (base layer + anti-fog layer) was measured using an electronic micrometer Militron 1202D manufactured by Seiko EM Co., Ltd. Thereafter, the anti-fog layer side of the laminated film was completely wiped off with a solvent in which the anti-fog layer is soluble. The thickness of the sample after wiping was similarly measured, and the thickness of the antifogging layer was calculated from the following formula (4).
- Thickness of anti-fog layer ( ⁇ m) Thickness of laminated film ( ⁇ m) - Thickness of film after wiping ( ⁇ m)
- a sample solution was prepared by dissolving chloroform D (manufactured by Eurysop) and trifluoroacetic acid D1 (manufactured by Eurysop) in a 10:1 (volume ratio) solvent, and subjected to NMR ("GEMINI-200"; Varian Proton NMR of the sample solution was measured using a sample solution (manufactured by Nippon Steel & Co., Ltd.) under the conditions of 23° C. and 64 cumulative measurements. In the NMR measurement, the peak intensity of a predetermined proton was calculated, and the content (mol %) of the terephthalic acid component and the isophthalic acid component in 100 mol % of the acid component was calculated.
- the tear strength of the laminated film was measured in accordance with JIS-K7128-2 using a light load tear tester (manufactured by Toyo Seiki Seisakusho Co., Ltd.). Note that the depth of cut was 12.7 mm.
- the antifogging layer side of the laminated film was placed on an A-PET container having the shape and size shown in FIG. 4, and the laminated film was adhered from above by heat sealing.
- the heat sealing conditions were 120°C, 140°C, 160°C, and 180°C, a pressure of 0.2 MPa, and a time of 1 second. Thereafter, the ease of peeling when the laminated film was peeled off by hand was evaluated based on the following tactile sensation.
- Judgment A Adhesion was sufficient and could be easily removed by hand
- Judgment B Adhesion was insufficient and could be removed without any force
- Judgment D Adhesion was too strong and could not be removed easily by hand The film was torn when opening the package.
- Polyester A-1 In the ester reaction vessel, dimethyl terephthalate [55 parts by mass], dimethyl isophthalate [15 parts by mass], dimethyl sebacate [30 parts by mass], ethylene glycol [30 parts by mass], 2,2-dimethyl-1,3 -Propanediol [30 parts by mass] was charged, and the transesterification reaction was carried out over 4 hours while raising the temperature to 230°C. After the transesterification reaction was completed, the temperature inside the system was raised to 250°C, the pressure was reduced to 10 torr over 60 minutes, and a polycondensation reaction was carried out at 250°C for 60 minutes. Thereafter, the polycondensation reaction was terminated by flowing nitrogen into the system and breaking the vacuum. After the reaction was completed, the polyester resin was taken out and cooled to obtain Polyester A-1. The glass transition temperature was 7°C.
- Polyester A-2 Dimethyl terephthalate [70 parts by mass], dimethyl sebacate [30 parts by mass], ethylene glycol [30 parts by mass], and propylene glycol [70 parts by mass] were charged into an ester reaction vessel, and the temperature was raised to 230°C. The transesterification reaction was carried out over a period of time. After the transesterification reaction was completed, the temperature inside the system was raised to 250°C, the pressure was reduced to 10 torr over 60 minutes, and a polycondensation reaction was carried out at 250°C for 60 minutes. Thereafter, the polycondensation reaction was terminated by flowing nitrogen into the system and breaking the vacuum. After the reaction was completed, the polyester resin was taken out and cooled to obtain Polyester A-2. The glass transition temperature was 16°C.
- polyester A-3 In the ester reaction vessel, dimethyl terephthalate [45 parts by mass], dimethyl isophthalate [39 parts by mass], dimethyl sebacate [16 parts by mass], ethylene glycol [75 parts by mass], 2,2-dimethyl-1,3 -Propanediol [25 parts by mass] was charged, and the transesterification reaction was carried out over 4 hours while raising the temperature to 230°C. After the transesterification reaction was completed, the temperature inside the system was raised to 250°C, the pressure was reduced to 10 torr over 60 minutes, and a polycondensation reaction was carried out at 250°C for 60 minutes. Thereafter, the polycondensation reaction was terminated by flowing nitrogen into the system and breaking the vacuum. After the reaction was completed, the polyester resin was taken out and cooled to obtain Polyester A-3. The glass transition temperature was 32°C.
- Polyester B-1 Into an ester reaction vessel, dimethyl terephthalate [45 parts by mass], dimethyl isophthalate [45 parts by mass], dimethyl sebacate [10 parts by mass], ethylene glycol [50 parts by mass], and propylene glycol [50 parts by mass] were charged. The transesterification reaction was carried out over 4 hours while raising the temperature to 230°C. After the transesterification reaction was completed, the temperature inside the system was raised to 250°C, the pressure was reduced to 10 torr over 60 minutes, and a polycondensation reaction was carried out at 250°C for 60 minutes. Thereafter, the polycondensation reaction was terminated by flowing nitrogen into the system and breaking the vacuum. After the reaction was completed, the polyester resin was taken out and cooled to obtain Polyester B-1. The glass transition temperature was 47°C.
- Polyester B-2 In an ester reaction vessel, dimethyl terephthalate [50 parts by mass], dimethyl isophthalate [50 parts by mass], ethylene glycol [50 parts by mass], and 2,2-dimethyl-1,3-propanediol [50 parts by mass] were added.
- the transesterification reaction was carried out over 4 hours while raising the temperature to 230°C.
- the temperature inside the system was raised to 250°C, the pressure was reduced to 10 torr over 60 minutes, and a polycondensation reaction was carried out at 250°C for 60 minutes. Thereafter, the polycondensation reaction was terminated by flowing nitrogen into the system and breaking the vacuum.
- the polyester resin was taken out and cooled to obtain Polyester B-2.
- the glass transition temperature was 67°C.
- Table 1 shows the physical properties of polyesters A-1, A-2, A-3, B-1, and B-2.
- Polyester C Mechanical Recycled Polyester Resin After foreign substances such as remaining beverages were washed away from the collected used PET beverage bottles, they were crushed to obtain flakes. The obtained flakes were washed with a 3.5% by weight sodium hydroxide solution under stirring at a flake concentration of 10% by weight at 85° C. for 30 minutes. After the alkaline washing, the flakes were taken out and washed with distilled water under stirring at a flake concentration of 10% by weight at 25° C. for 20 minutes. This washing step was repeated two more times with each change of distilled water.
- polyester C After washing and drying the flakes, they are melted in an extruder, and the filter is changed to one with a smaller aperture size, and the finer foreign matter is filtered twice, and the third time is the filter with the smallest aperture size of 50 ⁇ m.
- the mixture was filtered to obtain polyester C having an intrinsic viscosity of 0.69 dl/g and an isophthalic acid content of 3.5 mol%.
- Polyester C [42 parts by mass], polyester D [58 parts by mass], and porous silica particles [0.1 parts by mass] were charged into an extruder. The resin was melted at 280°C in an extruder, then cast from a T-die at 280°C, and adhered to a cooling roll at 20°C by electrostatic adhesion to obtain an unstretched sheet with a single layer structure.
- the obtained unstretched sheet was stretched 3.5 times in the MD direction at a temperature of 115° C., and then passed through a tenter with a multistage stretching pattern to be stretched 4.0 times in the TD direction.
- the multi-stage stretching was three-stage stretching, and the first-stage stretching was carried out at 115°C, the second-stage stretching at 112°C, and the third-stage stretching at 109°C. Note that a fixed length pattern was provided between each stretching stage.
- a heat setting treatment at 220° C. for 3 seconds and a relaxation treatment of 7% for 1 second were performed to obtain a biaxially oriented polyester film with a thickness of 25 ⁇ m. This was used as a base material layer.
- Polyester A-1 [75% by mass]
- Polyester B-2 [19% by mass]
- Antifog agent C-1 Rosmar L-71-D, manufactured by Riken Vitamin Co., Ltd., nonionic surfactant, HLB7.3
- anti-blocking agent D SYLOID C-812 manufactured by GRACE, amorphous silica [1% by mass] were heated and stirred in an ethyl acetate solution to obtain a coating agent (A).
- This coating agent was applied off-line to a thickness of 2 ⁇ m on the base material layer. This layer was used as an anti-fog layer.
- Example 2 A laminated film was obtained in the same manner as in Example 1, except that the TD stretching pattern of the biaxially oriented polyester film of the base layer was changed to a logarithmic shape.
- Example 3 A laminated film was obtained in the same manner as in Example 1 except that the thickness of the antifogging layer was changed to 0.3 ⁇ m. .
- Example 4 A laminated film was obtained in the same manner as in Example 1 except that the thickness of the antifogging layer was changed to 2.9 ⁇ m.
- Examples 5 to 9 A laminated film was obtained in the same manner as in Example 1 except that the coating agent composition of the antifogging layer was changed.
- Table 2 shows the compositions of coating agents (B) to (L) used in Examples 5 to 9 and Comparative Examples 6 to 11 described below.
- a nonionic surfactant Nethyl sulfate (Neugen ES-149D, HLB11.5, manufactured by Daiichi Kogyo Seiyaku Co., Ltd.) was used.
- Example 10 A laminated film was prepared in the same manner as in Example 1, except that the resin composition used for the base layer was changed to polyester C [91 parts by mass], polyester D [9 parts by mass], and porous silica particles [0.1 parts by mass]. I got it.
- Table 3 shows the physical properties and various evaluation results of the laminated films obtained in the examples.
- Example 1 A laminated film was obtained in the same manner as in Example 1, except that the TD stretching pattern of the biaxially oriented polyester film of the base layer was changed to a straight shape.
- the obtained laminated film had low tear strength in the TD direction, and the film was torn during evaluation of ease of opening, resulting in poor results.
- Example 2 A laminated film was obtained in the same manner as in Example 1, except that the TD stretching pattern of the biaxially oriented polyester film of the base layer was changed to a straight shape, and the TD stretching ratio was changed to 3.5 times.
- the obtained laminated film had poor blocking resistance and impact strength.
- Example 3 A laminated film was prepared in the same manner as in Example 1, except that the TD stretching pattern of the biaxially oriented polyester film of the base layer was changed to a straight shape, the MD stretching ratio was changed to 4.0 times, and the TD stretching ratio was changed to 3.5 times. I got it. The obtained laminated film had poor blocking resistance.
- Example 4 A laminated film was obtained in the same manner as in Example 1 except that the thickness of the antifogging layer was changed to 0.2 ⁇ m.
- the obtained laminated film not only had a large water contact angle and poor antifogging properties, but also had low heat-sealing strength, and was poor because it could not be heat-sealed when evaluating easy-openability.
- Example 5 A laminated film was obtained in the same manner as in Example 1 except that the thickness of the antifogging layer was changed to 3.2 ⁇ m. The obtained laminated film had poor blocking resistance.
- Example 6 A laminated film was obtained in the same manner as in Example 1 except that the coating agent composition of the antifogging layer was changed.
- the obtained laminated film had a strong heat-sealing strength and was difficult to open during the evaluation of ease of opening, resulting in poor results.
- Example 7 A laminated film was obtained in the same manner as in Example 1 except that the coating agent composition of the antifogging layer was changed.
- the obtained laminated film not only had poor blocking resistance, but also had low heat sealing strength, and was poor because it could not be heat sealed when evaluating ease of opening.
- Example 8 A laminated film was obtained in the same manner as in Example 1 except that the coating agent composition of the antifogging layer was changed.
- the obtained laminated film had a strong heat-sealing strength and was difficult to open during the evaluation of ease of opening, resulting in poor results.
- Example 9 A laminated film was obtained in the same manner as in Example 1 except that the coating agent composition of the antifogging layer was changed.
- the obtained laminated film had low heat-sealing strength, and was not able to be heat-sealed during easy-openability evaluation, resulting in poor results.
- Example 10 A laminated film was obtained in the same manner as in Example 1 except that the coating agent composition of the antifogging layer was changed. The obtained laminated film had a large water contact angle and poor antifogging properties.
- Example 11 A laminated film was obtained in the same manner as in Example 1 except that the coating agent composition of the antifogging layer was changed.
- the obtained laminated film not only had poor blocking resistance, but also had low heat sealing strength, and was poor because it could not be heat sealed when evaluating ease of opening.
- Example 12 A laminated film was obtained in the same manner as in Example 1, except that the resin composition used for the base layer was changed to polyester C [100 parts by mass] and porous silica particles [0.1 parts by mass]. The obtained laminated film had poor blocking resistance.
- Example 13 A laminated film was obtained in the same manner as in Example 1, except that the resin composition used for the base layer was changed to polyester D [100 parts by mass] and porous silica particles [0.1 parts by mass]. The obtained laminated film did not use recycled raw materials and was poor in environmental friendliness.
- Table 4 shows the physical properties and various evaluation results of the laminated film obtained in the comparative example.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
Le but de la présente invention est de fournir un film multicouche qui est excellent concernant toutes les propriétés antibuée, les propriétés d'ouverture facile, de résistance aux chocs et de respect de l'environnement. Le film multicouche comporte au moins deux couches : une couche de substrat ; (a) la résistance de thermoscellage à chaque température de 120 °C, 140 °C, 160 °C et 180 °C est de 2,0 à 12,0 N/15 mm, (b) l'angle de contact avec l'eau dans les conditions de 5 °C et de 50 % de HR est de 50° ou moins, (c) la résistance au pelage entre la surface de couche antibuée et la surface de couche de substrat du film multicouche est de 1 N/15 mm ou moins, (d) la résistance aux chocs à 5 °C est de 0,5 J ou plus, (e) l'irrégularité de l'épaisseur du film multicouche est de 10 % ou moins dans la direction MD et la direction TD, (f) la couche de substrat du film multicouche contient une résine de polyester recyclée, et la quantité d'acide isophtalique par rapport aux unités d'acide dicarboxylique totales est de 0,5 à 3,2 % en moles.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022041884 | 2022-03-16 | ||
| JP2022-041884 | 2022-03-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023176850A1 true WO2023176850A1 (fr) | 2023-09-21 |
Family
ID=88023807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/009930 WO2023176850A1 (fr) | 2022-03-16 | 2023-03-14 | Film multicouche, matériau de couvercle pour un récipient d'emballage d'aliments et récipient d'emballage d'aliments |
Country Status (2)
| Country | Link |
|---|---|
| TW (1) | TW202408791A (fr) |
| WO (1) | WO2023176850A1 (fr) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013060021A (ja) * | 2006-11-01 | 2013-04-04 | Dupont Teijin Films Us Lp | ヒートシール可能な複合ポリエステルフィルム |
| WO2019064973A1 (fr) * | 2017-09-29 | 2019-04-04 | 富士フイルム株式会社 | Stratifié à couche antibuée |
| JP2020510708A (ja) * | 2017-01-11 | 2020-04-09 | ボスティック,インコーポレイテッド | 押出し加工可能な防曇性コポリエステルヒートシール樹脂 |
| JP2020073627A (ja) * | 2018-08-22 | 2020-05-14 | ミツビシ ポリエステル フィルム ジーエムビーエイチ | 塗布層を有するポリエステルフィルム |
| WO2021111941A1 (fr) * | 2019-12-05 | 2021-06-10 | 東洋紡株式会社 | Corps en couches stratifié |
-
2023
- 2023-03-13 TW TW112109094A patent/TW202408791A/zh unknown
- 2023-03-14 WO PCT/JP2023/009930 patent/WO2023176850A1/fr unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013060021A (ja) * | 2006-11-01 | 2013-04-04 | Dupont Teijin Films Us Lp | ヒートシール可能な複合ポリエステルフィルム |
| JP2020510708A (ja) * | 2017-01-11 | 2020-04-09 | ボスティック,インコーポレイテッド | 押出し加工可能な防曇性コポリエステルヒートシール樹脂 |
| WO2019064973A1 (fr) * | 2017-09-29 | 2019-04-04 | 富士フイルム株式会社 | Stratifié à couche antibuée |
| JP2020073627A (ja) * | 2018-08-22 | 2020-05-14 | ミツビシ ポリエステル フィルム ジーエムビーエイチ | 塗布層を有するポリエステルフィルム |
| WO2021111941A1 (fr) * | 2019-12-05 | 2021-06-10 | 東洋紡株式会社 | Corps en couches stratifié |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202408791A (zh) | 2024-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20050045866A (ko) | 공압출, 필러블 폴리에스테르 필름, 제조 방법 | |
| JP2017209996A (ja) | ヒートシール性および剥離性ポリエステルフィルム、その使用およびその製造方法 | |
| JP4776236B2 (ja) | ポリ乳酸系延伸積層フィルム | |
| JP7533672B2 (ja) | 二軸配向ポリエステルフィルム及びその製造方法 | |
| KR20050045868A (ko) | 백색, 열시일성 필러블 폴리에스테르 필름, 그 제조 공정및 그 용도 | |
| WO2001040357A1 (fr) | Film polyester etire bi-axialement pour formage | |
| KR20050045865A (ko) | 산소막을 가지는 필러블 폴리에스테르 필름, 그 제조 방법및 그 용도 | |
| US11186072B2 (en) | Peelable polyester film, use thereof and process for production thereof | |
| JP2001220453A (ja) | 成形加工用二軸延伸ポリエステルフィルム | |
| JPH09254346A (ja) | 多層ポリエステルシートおよびそれを加工してなる包装容器 | |
| US20200079064A1 (en) | Heat-sealable polyester film for production of ready-meal trays, process for its production, and use of the film | |
| JP6880758B2 (ja) | 蓋材およびこれを用いた包装体 | |
| JP6736976B2 (ja) | ポリエステル系フィルム及びこれを用いた包装袋 | |
| KR20190130968A (ko) | 증가된 마찰 계수를 갖는 이축 배향 무광택 폴리에스테르 필름 | |
| WO2023176850A1 (fr) | Film multicouche, matériau de couvercle pour un récipient d'emballage d'aliments et récipient d'emballage d'aliments | |
| EP4397698A1 (fr) | Rouleau de film de polyéthylène téréphtalate à orientation biaxiale | |
| JPH09272191A (ja) | ポリエステル多層シートおよびそれからなる容器 | |
| WO2023176851A1 (fr) | Film stratifié, matériau de couvercle pour récipient d'emballage d'aliments et récipient d'emballage d'aliments | |
| WO2023127593A1 (fr) | Film multicouche, matériau de couvercle pour un récipient d'emballage d'aliments et récipient d'emballage d'aliments | |
| JP6780794B1 (ja) | 熱収縮性フィルム、それを用いた成形品、熱収縮性ラベル、及び容器 | |
| JP5266655B2 (ja) | 包装用二軸配向ポリエステルフィルム | |
| JP2023119305A (ja) | 積層フィルム、食品包装容器用蓋材および食品包装容器 | |
| JP4776241B2 (ja) | 生分解性脂肪族ポリエステルからなる積層フィルム及びその用途 | |
| JP7524988B2 (ja) | 二軸配向ポリエチレンテレフタレートフィルムロール | |
| JP4989852B2 (ja) | 乳酸系ポリマーの延伸積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23770803 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024508195 Country of ref document: JP Kind code of ref document: A |